Embed Size (px)
Citation preview

techsolutions 1
http://ammtiac.alionscience.com The AMMTIAC Quarterly, Volume 1, Number 2
INTRODUCTIONNondestructive testing (NDT) is defined by the AmericanSociety for Nondestructive Testing (ASNT) as: “The determination of the physical condition of an object withoutaffecting that object’s ability to fulfill its intended function.Nondestructive testing techniques typically use a probing energy form to determine material properties or to indicate the presence of material discontinuities (surface, internal or concealed).” For the purpose of this article, the terms nondestructive testing, nondestructive inspection (NDI), and nondestructive evaluation (NDE) will be considered to be equivalent.
In the modern NDT paradigm, the uses of NDT can bebroken into several categories where it plays an important role:
• Material property measurements• Process design for materials manufacturing• Online process control• Quality control as various stages of manufacturing
are completedIn addition, NDT plays an important role in the continuedsafe operation of physical assets. For instance, NDT is beingused in conventional inspections and in health monitoring,where NDT sensors are embedded or attached to the systembeing inspected or monitored for defects or damage. In allcases, the customer must define the requirements of the test,such as the minimum level of acceptability for the propertybeing measured and the characteristics of the material discontinuities to be identified. Given this information, theNDT engineer or experienced Level III technician* can choosethe appropriate method and develop an appropriate techniquefor the inspection requirements.
NONDESTRUCTIVE TESTING METHODSAn NDT method is classified according to its underlying physical principle. For example, the common methods are:
• Visual and optical testing (VT)• Radiographic testing (RT)• Electromagnetic testing (ET)• Ultrasonic testing (UT)• Liquid penetrant testing (PT)• Magnetic particle testing (MT)• Acoustic emission testing (AE)• Infrared and thermal testing (IR)
An NDT technique defines all the parameters for the application of a specific method to a specific problem. Theseparameters include the instruments, probes, acceptance criteria,calibration specifications, and much more. ASNT offers a series of handbooks that are a key reference for the practicalimplementation of NDT. In addition, AMMTIAC has a number of state-of-the-art reports and technology assessmentsthat provide in-depth reviews of specific topics. A listing ofthese reports is available on the AMMTIAC website. The following sections will briefly describe each of the commonmethods listed above.
Visual TestingBy far, the most common NDT method is visual and opticaltesting. In many instances, a trained inspector armed with simple tools, such as a flashlight and magnifying glass, can perform a very effective inspection. In quality control, aswell as in maintenance operations, visual testing is the first line of defense. When deciding upon whether to use visualtesting, it is important to understand its potential as well as its limitations. If the visual method is not sufficient for theproblem at hand, more complex methods must be considered.
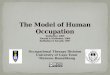
Using the visual inspection method for enclosed systems canbe challenging and possibly ineffective. To enable a technicianor engineer to inspect these difficult-to-see areas, a deviceknown as a borescope is often used. Borescopes are essentiallyminiaturized cameras that can be placed on the end of a fiberoptic cable. The camera can then be inserted into regions that are obstructed from direct visual inspection, and theresulting images are viewed in real-time on a video screen bythe inspector, as shown in Figure 1.
RadiographyHistorically, radiography is the next most common NDTmethod. Significant activity in the field occurred almost immediately after Roentgen’s discovery of X-rays in 1895 [1].Early literature notes the ability of radiographs to detect discontinuities in castings, forgings, and welds in metals. Discontinuities such as pores or inclusions in metals are readilydetected in many cases. Cracks may also be detected usingradiographic techniques, but attention must be paid to orientation and residual stress issues. Radiography continues tobe widely used despite the expense and safety implications of
A Brief Introduction to Nondestructive Testing
As the inaugural edition of TechSolutions, this article provides an overview of nondestructive testing, a critical component of the broaderclass of systems testing. While this first article gives a strategic introduction to the various nondestructive techniques currently available,future editions of TechSolutions will engage the reader in a more detailed discussion of each of these methods and how they can be used to locate defects in various applications. Once the series on nondestructive methods is complete, we will combine all of the articles into a valuable desk reference on nondestructive testing. - Editor
7
David S. ForsythH. Thomas Yolken
George A. MatzkaninTRI/AustinAustin, TX

techsolutions 1
The AMMTIAC Quarterly, Volume 1, Number 2
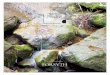
the equipment. Recent advances in digital radiography have helped reduce the cost of employing this method by eliminating the use of film.
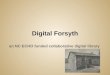
Electromagnetic TestingElectromagnetic testing (ET), especially eddy current testing, iscommonly used to inspect objects throughout their life cycle.Eddy current techniques employ alternating currents applied toa conducting coil held close to the test object. In response, thetest object generates eddy currents to oppose the alternatingcurrent in the coil. The eddy currents are then sensed by thesame coil, separate coils, or magnetic field sensors. Changes inthe induced eddy currents may be caused by changes to a material’s electromagnetic properties and/or changes in geometry, including the abrupt changes in current flow caused
by cracks. Thus ET methods are highly effective for the detection of cracks present on or below the surface of metallicobjects. ET equipment has become extremely portable and is relatively cheap. It is the second most common method specified for NDT of aircraft. Recent advances in eddy currenttechnology include multi-channel portable instruments, allowing faster inspections of large areas, and new magneticsensors, such as the giant magnetoresistive sensors (GMR)developed for computer hard drives, instead of coils.
Ultrasonic MethodsUltrasonic testing employs an extremely diverse set of methods based upon the generation and detection of mechanical vibrations or waves within test objects. The test objects are not restricted to metals, or even to solids. The term ultrasonic refers to sound waves of frequency above the limit of human hearing. Most ultrasonic techniquesemploy frequencies in the range of 1 to 10 MHz. The velocityof ultrasonic waves traveling through a material is a simplefunction of the material’s modulus and density, and thusultrasonic methods are uniquely suited to materials characterization studies. In addition, ultrasonic waves arestrongly reflected at boundaries where material properties
change, and thus are often used for thickness measurementsand crack detection. Recent advances in ultrasonic techniqueshave largely been in the field of phased array ultrasonics, now available in portable instruments. The timed or phasedfiring of arrays of ultrasonic elements in a single transducerallows for precise tailoring of the resulting ultrasonic wavesintroduced into the test object.
Liquid PenetrantLiquid penetrant methods are simple, and are commonly used for the detection of surface breaking discontinuities,especially cracks. These methods involve the application of a
8
Figure 1. Air ForceInspectors Use aBorescope (Circled inRed) to Inspect EngineComponents on a B1-B Lancer.
Figure 2. An Inspector Reviews a Digital X-ray on the Monitor.
Figure 3. A Bolt HoleEddy Current InspectionPerformed on an Aircraft.

http://ammtiac.alionscience.com The AMMTIAC Quarterly, Volume 1, Number 2 9
penetrant liquid to the test object, subsequent removal ofexcess penetrant, and application of a developer to enhancethe visibility of remaining penetrant. Surface breaking cracksmay trap penetrant, and thus provide a visual indication ofthe crack. Liquid penetrant methods are popular due to their simplicity and visual nature of the results. The processparameters of penetrant and developer dwell time and cleaning are extremely important, and significant efforts continue to be expended to understand and optimize theseparameters. Liquid penetrant methods can be applied to virtually any material, but residual stress fields may closecracks and reduce the effectiveness of these methods.
Magnetic ParticleMagnetic particle methods are based on the collection of loose magnetic particles at locations of magnetic flux leakageon an object. This phenomenon is familiar to almost everyonefrom childhood experiments with magnets and iron filings.Magnetic particle methods are based on surface or near surface discontinuities that influence the electromagneticproperties of the object under test. For these methods to be employed, the object under test must be electrically conductive and ferromagnetic. Magnetic particle techniquesthus allow the detection of surface-breaking cracks in steelobjects of complex geometry, which typically is a challenge forRT methods. Figure 4 shows the inspection of a componentusing a magnetic particle test.
Acoustic EmissionAcoustic emission (AE) methods rely on the use of passive sensors to “listen” for mechanical disturbances caused by variousdegradation processes in test objects. In principle the AE methodis very simple, but in practice it can be difficult to separate thevibrations caused by normal in-service processes from those associated with degradation and damage. Despite this difficulty,AE methods are commonly used in certain niche applications,
such as the monitoring of pressure vessels. Space Shuttle flightssince the Columbia accident have included an AE-based systemon board to attempt to detect impacts to the leading edge of thewing. Recent advances in AE include the miniaturization of theassociated electronics, allowing the development of relativelysmall and light systems for use in applications such as on board the shuttle.
Infrared/Thermal TestingInfrared and thermal testing methods are characterized by the use of thermal measurements of a test object as it undergoes a response to a stimulus. Thermal imaging camerasare the most common sensing method. Passive imaging ofmachinery or electronics may be used to detect hot spotsindicative of problems. Imaging of test objects after the application of energy can be used to monitor the flow of heatin the object, which is a function of material properties aswell as boundaries. Flash thermography techniques have beenvery successful in imaging disbonds and delaminations incomposite parts, for example. The high cost of quality thermal cameras was previously a drawback of the IR method,but recently these have become significantly less expensive.Another significant recent advancement is the use of mechanical energy to stimulate localized heating at subsurfacediscontinuities, such as cracks in metals, opening up a newfield of application for the IR method.
SELECTING AND EVALUATING AN NDT METHOD AND TECHNIQUEThe selection of the appropriate method and development of the optimal technique to execute it is a crucial first step inthe use of NDT, and must be performed by appropriatelyeducated and experienced personnel. It is not sufficient to ask an inspector to “X-ray this part to see if it’s OK”. The relevant type of discontinuity, the material type, the manufacturing steps, and geometry are only some of the variables that affect the optimal choice. For a simplified guide,refer to Table 1.
A D VA N C E D M AT E R I A L S , M A N U FA C T U R I N G A N D T E S T I N GAMMTIAC
Figure 4. An Inspector Performinga Magnetic ParticleInspection of a Component.
Test Object Material Discontinuity Type
Ferromagneticmetal
Surface-breaking cracks X X X X X X XNon-surface-breaking cracks X X X X X XSurface-breaking cracks X X X X X XNon-surface-breaking cracks X X X X XCorrosion pitting (hidden surface) X X XStress corrosion cracking*Welds - lack of penetration X X XWelds - porosity X X XDelamination/disbonding X X XPorosity X X XImpact Damage X X X X
XDisbonds X X XVoids/Porosity X X XDensity X XVoids/Porosity X X XSurface-breaking cracks X X X XNon-surface-breaking cracks X X X X
*See non-surface breaking cracks
Polymers
Ceramics
Non-ferromagnetic metal
Metal (generic)
Polymer-matrixcomposite
Cure
Vis
ual a
ndO
ptic
al
Radi
ogra
phy
Elec
trom
agne
tic
Ultr
ason
ic
Liqu
idPe
netra
nt
Mag
netic
Part
icle
Aco
ustic
Emis
sion
Infr
ared
and
Ther
mal
Table 1. A Guide to Selection of NDT Methods for Various Materials and Discontinuities.

AMMT-019
The AMMTIAC Quarterly, Volume 1, Number 210
The above table demonstrates that many of the generalNDT methods can be applied to a wide variety of inspection problems. In practice, there are many mundanebut important criteria that will affect the optimal choice,including equipment cost and availability, the availability of trained inspectors, time required to perform inspections,and the tradeoff between time/cost and the required capability.
The quantitative evaluation of NDT capability is mostcommonly made through the metric of probability of detection (POD). MIL-HDBK-1823 provides a widelyaccepted method of estimating the POD for a specific NDTtechnique as applied to a specific inspection problem. Thetime and cost required to perform these studies can be significant, but this method is still widely used. It must beemphasized that the use of proper technique documentation,calibration procedures, and training are essential to ensurethat the carefully controlled data acquired in a POD studycan be reproduced in the actual service environment.
The study of the reliability of NDT is an active areabeyond the scope of this article. AMMTIAC has a long history of involvement in this field, and the interested readeris referred to the Nondestructive Evaluation CapabilitiesData Book (AMMT-029) and the Technology Assessment of Probability of Detection for Nondestructive Evaluation(AMMT-019) for more information [2,3].
THE FUTURE OF NDTThe evolution of a variety of technologies has enabled NDTto move rapidly ahead in the last several years. Vastlyincreased computing capability has enhanced the ability togather, store and manipulate data and images, and to partially or fully automate NDT equipment. Similarly,
NDT modeling has benefited from advances in computingpower. Commercial NDT modeling software is now available for use on personal computers and it continues to improve.
The use of embedded sensors to monitor environments,usage, and performance will continue to grow. Many of these sensor technologies are based on those long used in NDT, but many are also new. Advances in Micro-ElectroMechanical Systems (MEMS), fiber optics, power harvesting, and wireless communications will beexploited to provide a continuous NDT system to supplement traditional periodic inspection scheduling.
It is impossible to provide more than a brief introductionto the wide array of NDT possibilities in such a short article. In future issues of the AMMTIAC Quarterly, eachmethod will be described in more detail.
ACKNOWLEDGMENTPhotographs in this article were provided courtesy of the Air Force.They are publicly available at http://www.af.mil/photos/.
NOTES & REFERENCES*ASNT maintains a certification program for inspectors, withgrades Level I, II, and III, Level III being the highest grade.[1] R.H. Bossi, F.A. Iddings, G.C. Wheeler, and P.O. Moore, Radiographic Testing, Nondestructive Testing Handbook (3rd. Ed.),Volume 4, American Society for Nondestructive Testing, ColumbusOH, 2002[2] W.D. Rummel and G.A. Matzkanin, Nondestructive EvaluationCapabilities Data Book, 3rd Edition, Nondestructive Testing Information Analysis Center, AMMT-029, 1997[3] G.A. Matzkanin and H.T. Yolken, A Technology Assessment of Probability of Detection for Nondestructive Evaluation,Nondestructive Testing Information Analysis Center, AMMT-019, 2001
techsolutions 1
Product Information and Ordering
Phone Online Email(315)339-7047 http://ammtiac.alionscience.com/products [email protected]
AMMT-029