Embed Size (px)
Citation preview

Accepted Manuscript
Damage to flax fibre slivers under monotonic uniaxial tensile loading
Antoine Barbulée, Jean-Paul Jernot, Joël Bréard, Moussa Gomina
PII: S1359-835X(14)00127-4
DOI: http://dx.doi.org/10.1016/j.compositesa.2014.04.024
Reference: JCOMA 3616
To appear in: Composites: Part A
Received Date: 17 October 2013
Revised Date: 23 April 2014
Accepted Date: 30 April 2014
Please cite this article as: Barbulée, A., Jernot, J-P., Bréard, J., Gomina, M., Damage to flax fibre slivers under
monotonic uniaxial tensile loading, Composites: Part A (2014), doi: http://dx.doi.org/10.1016/j.compositesa.
2014.04.024
This is a PDF file of an unedited manuscript that has been accepted for publication. As a service to our customers
we are providing this early version of the manuscript. The manuscript will undergo copyediting, typesetting, and
review of the resulting proof before it is published in its final form. Please note that during the production process
errors may be discovered which could affect the content, and all legal disclaimers that apply to the journal pertain.

1
DAMAGE TO FLAX FIBRE SLIVERS UNDER MONOTONIC
UNIAXIAL TENSILE LOADING
Antoine Barbulée1, Jean-Paul Jernot1, Joël Bréard2, Moussa Gomina1
1 CRISMAT, UMR 6508 ENSICAEN/UCBN/CNRS, 6 Boulevard Maréchal Juin, 14050 CAEN Cedex 4, France.
2 LOMC, UMR 6294 Université du Havre / CNRS, 53 rue de Prony, 76058 LE HAVRE, France.
Email: [email protected]
ABSTRACT
Usual testing methods developed for synthetic fibre bundles or slivers do not suit for
plant fibres which exhibit specific characteristics. This paper reports damage
investigation in flax fibre slivers (collection of disentangled and aligned fibre bundles
more or less bonded by bark residues or other tissues) especially prepared for uniaxial
tension testing using a new methodology and a dedicated device.
The analysis of the acoustic emission data by using clustering methodology allowed
categorizing three populations of damage mechanisms. Identification of the damage
mechanisms was made by correlation of the tensile loading curves with acoustic
emission data and by optical observations. Different damage parameters defined from
the mechanical data (released elastic energy) were compared with those from acoustic
data (energy of the hits). The results showed that the extension of damage versus
deformation can be expressed by using either of these two data sets.
KEYWORDS
A. Fibres; C. Damage mechanics; D. Acoustic emission; D. Mechanical testing

2
INTRODUCTION
In textile plants, bast contiguous cells specialize each in ultimate fibre and the
organization of these fibres into bundles provides support for the plant. Following the
decortication steps, the size of the initial fibre bundles is reduced and that results in
many sub-bundles and relatively few ultimate fibres. The decortication process also
affects the state of the surface and the mechanical properties of the fibres, and therefore
it is necessary to assess separately its impacts. In plant fibre bundles, ultimate fibres are
bonded by pectins while in synthetic fibre bundles each fibre is isolated from the other.
Thus, in the composites with plant fibres the quality of the fibre-matrix interface may
suffer from insufficient impregnation of the bundles and poor wetting of the individual
fibres by the resin. In addition to its role in charge transfer onto the fibres, the fibre-
matrix interface must also prevent the water intake by the fibre. That requires specific
treatments of the fibre surface (or a chemical modification of the matrix) to ensure an
optimum fibre-matrix interface [1–7]. So far, the mechanical properties of flax fibres are
mostly measured on ultimate fibres to estimate the yearly reproducibility of the
mechanical properties [8], the influence of variety [9], retting process [10], decortication
conditions [11,12], thermal treatment [13,14] or to correlate these properties to those of
the composite[15,16]. Many review papers have addressed these issues which determine
the use of plant fibres in structural materials [17–19]. Indeed the tests on ultimate fibres
allow investigating the variability of mechanical properties, but they cannot provide
information on the cohesion of the fibre bundle, which is however an important factor in
understanding the mechanical behavior of dry slivers or within a composite. Otherwise
the selection of ultimate fibres by manually extracting them affects their properties
because the process probably eliminates the weakest and damages the most resistant.
Furthermore, testing ultimate fibres underestimates the presence of defects which are

3
rather concentrated in specific areas in the stem. Figure 1 shows the preferential attack
of fibre bundles by retting micro-organisms around the attachment point of the leaf
where phloem tissues are exposed to the environment. On the other hand, many
challenges remain regarding the mechanical characterization of ultimate fibres. As an
example, big uncertainties remain about the cross-sectional area used for the evaluation
of the Young’s modulus and the tensile strength [20–24] due to the presence of the
lumen, the non-circularity of the fibre section, the cross-section area change along the
fibre. In order to improve the reliability of plant fibre-reinforced composites, Virk et al.
[25] recommended the use of failure strain as the key design criterion. Furthermore, the
standardized tensile test with a gauge length of 10 mm [26] is questionable regarding
the representativeness of the results.
On the opposite, in the sliver the cooperative effect of a great number of fibres allows
reducing the dispersion of the mechanical properties, revealing better the defects within
the fibre. Moreover, testing slivers brings more realistic insight on the mechanical
properties of the basic entity that constitutes the roving used in the composite.
In view of these points, we attempted to develop a reliable methodology for the
mechanical characterization of plant fibres at the scale of the sliver [27]. Indeed, reliable
identification of damage and failure mechanisms is needed to support shaping of
technical parts [28]. It is also needed for modeling the mechanical behavior of the
composite by homogenization approaches [29].
MATERIALS AND METHODS
1) Obtaining flax fibres
Flax stems of Melina variety grown in 2012 in the plain of Caen (in Normandy, France)
were used in this study. The stems were moderately scutched by the Vandecandelaere

4
Company (Depestele Group in Bourguébus, France). The decortication process was
characterized by a feeding rate of 30 m/min., a crushing intensity of 5 bars and a
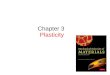
threshing rate of 62 rounds per minute. Following these mechanical treatments, the
scutched fibres consist mainly of two entities we have represented schematically in
Figure 2: ultimate fibres and fibre bundles with residues of cortical tissues and
epidermis.
2) Sample preparation
Flax fibres possess high axial mechanical properties but significantly lower values in
the radial directions [30]. Thus, fitting a sliver to the jaw for tensile testing is tricky: on
the one hand the sliver must be maintained in the jaw without crushing; on the other one
must ensure the perfect alignment with the loading axis to avoid inadvertent damage in
the vicinity of the clamping area. In addition, (a) the fibre bundles must remain parallel
to each other in the sliver, (b) all fibre bundles must be loaded at the same time from the
beginning of the test, (c) the parasitic friction among the fibres should be minimized, (d)
two independent fibre bundles should break apart. To this end, one must align the fibre
bundles and spread up the sliver without altering the bonds between the bundles. We
have designed and built a device that can meet these technical rules [31]. The
organization of the sliver thus obtained is saved by molding both ends in steel shells
using a resin, which sets the gauge length of the test piece.
3) Sample testing
3.1. Mechanical testing device
The specimens defined above were loaded on a universal mechanical testing machine
(Instron type, 1185 series) equipped with a 2 kN capacity load cell and ensuring
uniform clamping in the jaws and a perfect alignment. The uniaxial tensile tests were

5
conducted at a deformation rate of 1 %/min. The deformation of the sample was
calculated as the ratio of the specimen elongation, ΔL (estimated by the cross-head
displacement) over the gauge length, L0.
Given the sensitivity of plant fibres to hydrothermal conditions, the tests were
conducted in a climatic chamber at 25°C and environment relative humidity RH= 50%.
Prior to the tests, the samples were set in the climatic chamber for 3 hours to ensure the
stabilization of the water content of the fibre [32].
3.2. Acoustic emission monitoring
The discontinuous release of strain energy within a material leads to the creation and
propagation of transient elastic waves. This phenomenon is called acoustic emission.
Many physical processes can give rise to acoustic emission: plastic deformation,
dislocation motion, sliding at the grain boundaries, phase transformation, corrosion,
hydrogen embrittlement, mechanical impact, leakage, cavitation, partial discharges,
micro and macro-ruptures... Acoustic emission can be used as a nondestructive testing
method to detect the presence of growing defects, to follow their evolution in real time
and to subsequently study the underlying damage and failure mechanisms [33,34].
The method includes detecting and converting into electrical signals the transient elastic
waves by using one or more piezoelectric sensors coupled to the test piece (using silicon
grease as coupling agent) subjected to a thermomechanical loading (Fig. 3a). These
signals can then be analyzed by using a suitable electronic device (acoustic emission
set).
On an oscilloscope, the elastic waves appear as transient signals consisting of thousands
of acoustic hits. Considering the alternations above a preset threshold (chosen to avoid
background noise), a hit can be defined using a set of parameters (Fig. 3b) [34,35]
- The number of counts (N) is the number of alternations above the preset threshold,

6
- The peak amplitude (A) is the maximum amplitude of the hit,
- The duration (D) is the elapsed time between the detection of the first alternation and
the last alternation,
- The rise time (R) is the elapsed time between the first alternation and the peak
amplitude,
- The energy (U) is proportional to the square of the peak amplitude,
- ...
The shape of the monitored signal depends on a number of factors such as:
- The physical nature of the phenomenon or damage mechanism responsible for the
acoustic emission,
- The material and the wave propagation characteristics (attenuation and reflections...),
- The spectral response of the sensor,
- …
In most cases, acoustic emission is used correlatively with the loading curve for
specifying the damage threshold or determining the domains within which the different
damage and fracture mechanisms occur [36].
In order to study the damage to the sliver under load, an acoustic emission set (Mistras
type) was used. It includes a PCI-2 data acquisition system, two Pico piezoelectric
sensors for the precise location of damage sources in the gauge length. The operating
frequency of these broadband sensors is in the range 200-750 kHz. The parameters set
for monitoring acoustic emission were a preset threshold of 40 dB and a gain of 40 dB.
To isolate the hits by eliminating echoes, acoustic emission was recorded by using a set
of timing parameters:
- The hit definition time HDT = 800 μs. This parameter determines the end of the hit; its
duration must be chosen short enough to avoid taking into account the multiple echoes.

7
- The hit lockout time HLT = 1000 μs. It is the duration between the end of the hit and
the end of the related echoes. It insures no triggering occurs while echoes are
manifested.
- The peak definition time PDT = 200 μs. It allows separating the peaks of the volume
and surface waves.
RESULTS AND DISCUSSION
1. Validation of the testing device
1.1. Precautions for making the samples
The nature of the resin for making the samples is important because we must ensure that
it does not induce premature aging, deterioration or breakage of the flax fibres. The
choice was a chemically stable acrylic resin Versocit 2 from Struers, i.e. non-reactive
with the fibre after setting. The chosen fabrication technique avoids the infiltration of
the resin in the calibrated zone of the sliver, which would stick the fibres together and
reduce the gauge length.
1.2. Alignment and iso-tension of the fibre bundles within the
sliver
To assess the fair alignment of the loading device and the iso-tension of the fibre
bundles in the sliver, the deformation at the onset of linear behavior of the sliver, (εl), is
compared to the deformation associated with the first bundle rupture (εbf). To this end,
the domain of linear elastic behavior was identified on the tensile loading curve (Fig. 4)
and the line of highest slope was drawn (O’z); it intersects the deformation axis at point
O’. This point is identified as the origin of the loading curve that would be obtained if
the loading assembly had infinite stiffness and all fibre bundles were equally strained.

8
The fact that all the fibre bundles are not equally strained explains why the experimental
loading curve intersects the (O’z) line at the R point of abscissa εl. The ratio (εl/εfb) is an
indicator of the iso-tension of the fibre bundles at the start of test. The iso-tension is the
more effective this ratio is the lower. An average ratio of 18 % was noted when testing
10 flax slivers with a gauge length of 100 mm [27].
1.3. Reliability of strain measurements
As ultimate flax fibres are not continuous along the gauge length, we could not use a
mechanical axial extensometer for strain measurements as is customary with synthetic
fibres [37]. For gauge length in the range 5 - 70 mm we estimated the specimen
deformation from the crosshead displacement (refer to paragraph 3.1.) and compared it
to the results obtained using a contact-free deformation measurement device (Imetrium
from Mescan). It appears that the compliance of the loading device is of about 3.2x10-5
m/N. Hence, for higher gauge lengths, the contribution from the testing device to the
total elongation of the specimen is negligible (Fig. 5).
1.4. Identification of damage mechanisms
The loading curve of a sliver consisting of several fibre bundles (Fig. 4) shows a first
domain corresponding to the linear elastic behavior, followed by a non-linear zone in
which acoustic emission appears. The end of this second domain is marked by the first
breakdown of a fibre bundle and is manifested by a more or less pronounced load drop.
Further increase in strain results in a recovery of the load until the failure of another
fibre bundle. The occurrence of these events leads to the typical saw-tooth shape of the
load-deformation curve.

9
Acoustic signals monitored during loading have been used to identify several damage
mechanisms in carbon fibre composites [38], refractory material [39] or metals [40].
As regards the slivers, successive reduction of the rigidity and the associated variations
of elastic energy can be correlated with the acoustic emission parameters (duration,
energy and amplitude of the hits, rise time, number of counts…). Conventionally, in AE
the identification of damage and failure mechanisms is performed using a single
acoustic parameter, the peak amplitude is most usual. Thus, in the study of fibre
composites, fibre/matrix debonding is associated with low AE amplitudes, matrix
cracking with average amplitudes and fibre ruptures with the highest amplitudes [41–
50]. In the case of fine microstructure materials, the Pollock plot methodology [49] was
used to characterize inter- and transgranular ruptures [50]. But in composite materials,
the intuitive approach mentioned above is often ineffective because of overlaps in the
distribution of AE amplitudes. It is then necessary to use a more sophisticated analysis
of the acoustic data. Anastassopoulos and Philippidis [38] conducted a review of
various recent techniques implemented to select the most relevant acoustic parameters
for partitioning data into populations characterizing the damage mechanisms in a
composite.
To investigate damage in flax fibre slivers, the evolution of the stiffness ΔK (defined by
successive load drops ΔP (ε)) during mechanical loading is analyzed. In deciding whether
a given acoustic parameter, S, can be part of the panel to use for partitioning the
acoustic emission data and defining distinct populations of damage mechanisms, we
proceeded as follows. First, the n load drops observed on the loading curve and used to
define the stiffness ΔK are ordered by descending values ΔK1 > ΔK2 > ΔK3>... ΔKi > ... >
ΔKn . So, for the acoustic parameter S under study, the values xi and yi are defined by:

10
i
ix
n= (1)
1
1
i
k
i n
k
Sy
S= ∑
∑ (2)
The representation of (xi, yi) data is shown in Figure 6 for different acoustic parameters.
For flax fibre slivers, two types of curves are identified essentially: (a) some parameters
(such as amplitude) vary almost linearly with rigidity up to failure, i.e. rigidity is little
discriminating with respect to these acoustic parameters; (b) other acoustic parameters
(such as absolute energy or duration of the hit) significantly change in the range of low
xi values and then the growth rate slows down. Thus, the absolute energy and duration
of the hits are more relevant than the amplitude for data partitioning to determine
characteristic populations of damage mechanisms. The separation of the acoustic events
in different populations is shown in Figures 7 and 8.
The representation of the hit duration vs. the rigidity of the sliver (Fig. 7) allows
identifying three populations of damage mechanisms shown in the last column in Table
1. Population #1 is associated with low duration hits without significant reduction of the
rigidity. Hits in population #2 also show short duration (< 3 ms) and are accompanied
by a low reduction of the rigidity (< 0.8 N/% deformation). Unlike the first two
families, the duration of the hits in population #3 is longer and the rigidity variation is
more consistent. These results are similar to those reported by Romhány et al. [51],
except that herein the determination of the different populations of damage and failure
mechanisms is based on a multi-criteria analysis (clustering methodology) of the
acoustic emission, which is a less subjective methodology. The main mechanisms
identified by correlation of the acoustic and mechanical data to direct optical
observations are shown in Table 1. Examples of delamination within fibre bundles and
ruptures of ultimate fibres or fibre bundles are illustrated in Fig. 9. In Figure 10 the

11
three populations are shown on the loading curve. We note that population # 1 is present
almost continuously during mechanical loading while population # 2 is manifested
between the end of the elastic behavior and the maximum load, i.e. the domain where
the accumulative rate of broken bundles is highest (see Fig. 11). Population # 3 is
observed since the first bundle failure up to the ruin of the sliver.
2. Analyses of damage accumulation in the sliver
The results presented above indicate that various mechanical and acoustic parameters
can be used to describe the evolution of the damage to the sliver. In the following we
analyze damage growth in the sliver through the variations of three mechanical
parameters and an acoustic parameter.
3.1. Density of broken fibre bundles
When the deformation rises, the number of broken fibre bundles increases. The density
of broken fibre bundles, D1 (ε), can then be considered for the evaluation of damage to
the sliver. In this analysis, an equal importance is given to each fibre bundle, regardless
the number of ultimate fibres or sub-bundles included:
( )1
Number of broken fibrebundlesD
Total number of fibrebundles inthe sliverε = (3)
This method allows a simple estimation of the proportion of broken fibre bundles. But,
to reproduce effectively the damage occurring to the sliver, it is essential to separate two
phenomena occurring in closely spaced intervals of time (breaks of two bundles almost
concomitantly, for example). The evolution of D1 (ε) vs. deformation is shown in Figure
11 in correlation with the loading curve. We notice a significant load drop for a
deformation of 0.6% and a little beyond, correlated to a sharp rise of the damage

12
parameter. The resolution of the acoustic set identifies the ruptures of four fibre bundles
but the possibility remains that several bundles break simultaneously.
3.2. Reduction of the sliver rigidity - Accumulative released elastic
energy
As the deformation is increased, damage associated with the mechanisms identified in populations #1 and #2 does not induce significant load drops, except rare breaks of ultimate fibres. Indeed, delamination within and among fibre bundles involves little loss of rigidity of the sliver. Only partial or total ruptures of fibre bundles (included in population #3) have a significant influence on the loss of rigidity. Considering a load drop PΔ , the associated loss of rigidity is defined by:
( ) ( )0 *
P PK
L Lε
ε= =� �
��
(4)
where Lo is the gauge length. We define the damage parameter, D2 (ε), associated with
the load drops by the relative variation of the sliver rigidity:
( )( )
02
0
( ) K d
DK d
εε ε
εε ε
+∞= ∫∫
�
�
(5)
Consequently, the released elastic energy associated with the load drop at deformation ε
is expressed by:
( )*
2released
PE =
�� (6)
With (4) and (6) we obtain:
( ) ( )( )
02
0
2* *
*releasedL E
KL
εε
ε=
�� (7)
Equation 5 can then be used to define the parameter D3 (ε) whose evaluation is based on
incremental mechanical energy measurements:
( )
( )( )
( )( )
20
3
20
ΔEreleased ε
*
ΔEreleased ε
*
dLo
D
dLo
εε
εε
εε
∞=
∫
∫ (8)
D2 (ε) and D3 (ε) are plotted in Figure 12. It is obvious that both measurement methods
give the same results.

13
3.3. Accumulative acoustic energy
The damage parameters D2 (ε) and D3 (ε) have been defined taking into account only the
mechanisms associated with load drop ΔP. On the contrary the acoustic energy
collected during the test includes the contributions of all the damage phenomena listed
in Table 1.
Assuming that the monitored acoustic energy is proportional to the released elastic
energy during damage growth, the accumulative acoustic energy, D4 (ε), is expressed as:
( ) 0
4
0
ΔEacoustic( )( * )²
ΔEacoustic( )( * )²
dLo
Dd
Lo
ε ε εεε ε εε
∞=
∫
∫ (6)
The definition of this parameter includes other contributions than the elastic energy: (a)
delamination between the fibres within the bundles; (b) delamination between adjacent
bundles linked together, accompanied by load transfer onto the remaining bundles. The
accumulated acoustic energy D4 is shown in Figure 13 as a function of the deformation
of the sliver, together with D1, D2 and D3. The similarity among the different trends
suggests that damage accumulation with deformation can be evaluated equally by each
of the exposed methods.
CONCLUSIONS
The mechanical behaviour of flax fibre slivers was assessed by using a tensile testing
methodology specially developed for plant fibres. Three populations of damage
mechanisms were found by analyzing the acoustic emission data using a clustering
methodology. The particular saw-tooth shape of the loading curves was correlated to
acoustic emission data and optical microscopy observations to identify the damage
mechanisms which characterize these slivers of plant fibres, especially: (a) delamination
in the bundles by breakage of the pectin links between ultimate fibers, (b) delamination

14
among adjacent bundles, (c) successive ruptures of the bundles. Different damage
parameters were identified and evaluated using mechanical or acoustic data. Very good
agreement was noted between the evolutions of these damage parameters as a function
of strain, this indicates that the damage to the plant fiber slivers can be analyzed with
either one or the other of these methods. The obtained results open the way for the
possibility of evaluating the effects of physical, mechanical, hydrothermal or chemical
treatments applied to the fibres during the various preparation stages of a fibre preform
(from decortication to preforming) and the composite manufacturing process.
ACKNOWLEDGMENTS
The authors gratefully acknowledge the Region of Lower Normandy and the European
Regional Development Fund (FEDER) for their financial support to the LINT project
that includes this study. They also thank the Depestele Group, member of the LINT
consortium, for providing the scutched flax fibres.
REFERENCES
[1] Kalia S, Kaith B s., Kaur I. Pretreatments of natural fibers and their application as reinforcing material in polymer composites—A review. Polym Eng Sci 2009;49:1253–72.
[2] George J, Sreekala MS, Thomas S. A review on interface modification and characterization of natural fiber reinforced plastic composites. Polym Eng Sci 2001;41:1471–85.
[3] Xie Y, Hill CAS, Xiao Z, Militz H, Mai C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos Part Appl Sci Manuf 2010;41:806–19.
[4] S Alix E Philippe, A Bessadok, L Lebrun, C Morvan, S. Marais. Effect of chemical treatments on water sorption and mechanical properties of flax fibres. Bioresour Technol 2009;100:4742–9.
[5] Alix S, Lebrun L, Marais S, Philippe E, Bourmaud A, Baley C, et al. Pectinase treatments on technical fibres of flax: Effects on water sorption and mechanical properties. Carbohydr Polym 2012;87:177–85.
[6] Stamboulis A, Baillie CA, Garkhail SK, Melick HGH van, Peijs T. Environmental Durability of Flax Fibres and their Composites based on Polypropylene Matrix. Appl Compos Mater 2000;7:273–94.

15
[7] Le Duigou A, Bourmaud A, Balnois E, Davies P, Baley C. Improving the interfacial properties between flax fibres and PLLA by a water fibre treatment and drying cycle. Ind Crops Prod 2012;39:31–9.
[8] Lefeuvre A, Bourmaud A, Lebrun L, Morvan C, Baley C. A study of the yearly reproducibility of flax fiber tensile properties. Ind Crops Prod 2013;50:400–7.
[9] Thuault A, Eve S, Jouannot-Chesney P, Bréard J, Gomina M. Interrelation Between the Variety and the Mechanical Properties of Flax Fibres. J Biobased Mater Bioenergy 2013;7:609–18.
[10] Martin N, Mouret N, Davies P, Baley C. Influence of the degree of retting of flax fibers on the tensile properties of single fibers and short fiber/polypropylene composites. Ind Crops Prod 2013;49:755–67.
[11] Van de Weyenberg I, Ivens J, De Coster A, Kino B, Baetens E, Verpoest I. Influence of processing and chemical treatment of flax fibres on their composites. Compos Sci Technol 2003;63:1241–6.
[12] Barbulée A. Caractérisation du peignage du lin et adaptation à la production de renfort pour des matériaux composites. Internship Master II report, ENSTIB of Epinal, France. Epinal: ENSTIB; 2011.
[13] Thuault A, Eve S, Blond D, Bréard J, Gomina M. Effects of the hygrothermal environment on the mechanical properties of flax fibres. J Compos Mater 2013:0021998313490217.
[14] Placet V. Characterization of the thermo-mechanical behaviour of Hemp fibres intended for the manufacturing of high performance composites. Compos Part Appl Sci Manuf 2009;40:1111–8.
[15] Coroller G, Lefeuvre A, Le Duigou A, Bourmaud A, Ausias G, Gaudry T, et al. Effect of flax fibres individualisation on tensile failure of flax/epoxy unidirectional composite. Compos Part Appl Sci Manuf 2013;51:62–70.
[16] Dittenber DB, GangaRao HVS. Critical review of recent publications on use of natural composites in infrastructure. Compos Part Appl Sci Manuf 2012;43:1419–29.
[17] Summerscales J, Dissanayake NPJ, Virk AS, Hall W. A review of bast fibres and their composites. Part 1 – Fibres as reinforcements. Compos Part Appl Sci Manuf 2010;41:1329–35.
[18] Mohanty AK, Misra M, Drzal LT. Natural Fibers, Biopolymers, and Biocomposites. CRC Press; 2005.
[19] La Mantia FP, Morreale M. Green composites: A brief review. Compos Part Appl Sci Manuf 2011;42:579–88.
[20] Thomason JL, Carruthers J, Kelly J, Johnson G. Fibre cross-section determination and variability in sisal and flax and its effects on fibre performance characterisation. Compos Sci Technol 2011;71:1008–15.
[21] Hu W, Ton-That M-T, Perrin-Sarazin F, Denault J. An improved method for single fiber tensile test of natural fibers. Polym Eng Sci 2010;50:819–25.
[22] Virk AS, Hall W, Summerscales J. Physical Characterization of Jute Technical Fibers: Fiber Dimensions. J Nat Fibers 2010;7:216–28.
[23] Charlet K, Jernot JP, Gomina M, Bréard J, Morvan C, Baley C. Influence of an Agatha flax fibre location in a stem on its mechanical, chemical and morphological properties. Compos Sci Technol 2009;69:1399–403.
[24] Poilâne C, Vivet A, Momayez L, Ben Doudou B, Ayachi M, Chen J. Full field strain measurement of flax fibre during tensile test. In: LAMON PO et J, editor. Recl. Résumés Comptes Rendus 16èmes Journ. Natl. Sur Compos., Toulouse, France: AMAC; 2009, p. 7 p.

16
[25] Virk AS, Hall W, Summerscales J. Failure strain as the key design criterion for fracture of natural fibre composites. Compos Sci Technol 2010;70:995–9.
[26] C28 Committee. Test Method for Tensile Strength and Youngs Modulus for High-Modulus Single-Filament Materials. ASTM International; 1975.
[27] A. Barbulée, J. Bréard, J.P. Jernot, M. Gomina. Development and validation of an experimental set for tensile testing strands of plant fibers., 1st International Conference on Natural Fibres Guimarães, Portugal: 2013.
[28] Ouagne P, Soulat D, Moothoo J, Capelle E, Gueret S. Complex shape forming of a flax woven fabric; analysis of the tow buckling and misalignment defect. Compos Part Appl Sci Manuf 2013;51:1–10.
[29] Wang P, Hamila N, Boisse P. Thermoforming simulation of multilayer composites with continuous fibres and thermoplastic matrix. Compos Part B Eng 2013;52:127–36.
[30] Bourmaud A, Baley C. Nanoindentation contribution to mechanical characterization of vegetal fibers. Compos Part B Eng 2012;43:2861–6.
[31] A. Barbulée, J. Bréard, J.P. Jernot, M. Gomina. A methodology to assess the mechanical behavior of plant fibers - Application to flax fiber rovings under tensile loading., ICCM19 Montréal, Canada: 2013.
[32] Alix S, Lebrun L, Morvan C, Marais S. Study of water behaviour of chemically treated flax fibres-based composites: A way to approach the hydric interface. Compos Sci Technol 2011;71:893–9.
[33] Adams RD, Cawley P. A review of defect types and nondestructive testing techniques for composites and bonded joints. NDT Int 1988;21:208–22.
[34] Beattie AG. Acoustic Emission, Principles and Instrumentation. J Acoust Emiss 1983:2:96.
[35] Beattie AG. Acoustic Emission Non -Destructive Testing of Structures using Source Location Techniques. Sandia Repport SAND2013_7779. Viewed April 01 2014: http://energy.sandia.gov/wp/wp-content/gallery/uploads/SAND2013-7779BeattieAE-NDTmonograph1.pdf on Thuesday 01, 2014.
[36] Berthelot JM. Relation between Amplitudes and Rupture Mechanisms in Composite Materials. J Reinf Plast Compos - J REINF PLAST Compos 1988;7:284–99.
[37] R’Mili M, Bouchaour T, Merle P. Estimation of Weibull parameters from loose-bundle tests. Compos Sci Technol 1996;56:831–4.
[38] Anastassopoulos AA, Philippidis TP. Clustering methodology for the evaluation of acoustic emission from composites. NDT E Int 1997;30:108–108.
[39] Sibil A, Godin N, R’Mili M, Maillet E, Fantozzi G. Optimization of Acoustic Emission Data Clustering by a Genetic Algorithm Method. J Nondestruct Eval 2012;31:169–80.
[40] Maire E, Carmona V, Courbon J, Ludwig W. Fast X-ray tomography and acoustic emission study of damage in metals during continuous tensile tests. Acta Mater 2007;55:6806–15.
[41] Chen O, Karandikar P, Takeda N, Kishi Rcast T. Acoustic Emission Characterization of a Glass-Matrix Composite. Nondestruct Test Eval 1992;8-9:869–78.
[42] Kim S-T, Lee Y-T. Characteristics of damage and fracture process of carbon fiber reinforced plastic under loading-unloading test by using AE method. Mater Sci Eng A 1997;234–236:322–6.

17
[43] Kotsikos G, Evans JT, Gibson AG, Hale J. Use of acoustic emission to characterize corrosion fatigue damage accumulation in glass fiber reinforced polyester laminates. Polym Compos 1999;20:689–96.
[44] Kotsikos G, Evans JT, Gibson AG, Hale JM. Environmentally enhanced fatigue damage in glass fibre reinforced composites characterised by acoustic emission. Compos Part Appl Sci Manuf 2000;31:969–77.
[45] Aboura Z. Etude du processus de délaminage mode I, mode II et mode mixte (I+II) de matériaux composites à renforts tissés à différentes vitesses de sollicitation. 1993.
[46] Barré S, Benzeggagh ML. On the use of acoustic emission to investigate damage mechanisms in glass-fibre-reinforced polypropylene. Compos Sci Technol 1994;52:369–76.
[47] Benzeggagh ML, Benmedakhene S. Residual strength of a glass/polypropylene composite material subjected to impact. Compos Sci Technol 1995;55:1–11.
[48] Benmedakhene S, Kenane M, Benzeggagh ML. Initiation and growth of delamination in glass/epoxy composites subjected to static and dynamic loading by acoustic emission monitoring. Compos Sci Technol 1999;59:201–8.
[49] Pollock AA. Acoustic emission - 2: Acoustic emission amplitudes. Non-Destr Test 1973;6:264–9.
[50] Drissi-Habti M, Gomina M. Crack growth resistance from natural crack lengths in polycrystalline alumina. J Alloys Compd 1992;188:259–63.
[51] Romhány G, Karger-Kocsis J, Czigány T. Tensile fracture and failure behavior of technical flax fibers. J Appl Polym Sci 2003;90:3638–45.

28
Figures caption
Fig. 1: Example of defect zones in a fibre bundle made of 5/6 sub-bundles linked with cortical tissues.
Fig 2a: Main entities in sliver.
Fig. 2b: Different arrangements of the flax fibres in the sliver.
Fig 3a: Acoustic signal monitoring under load
Fig 3b: Hit characterization by different acoustic emission parameters
Fig 3c: Definition of the timing parameters allowing hits recognition
Fig. 4: Evaluation of the iso-tension of the fibre bundles
Fig. 5: Relative error on the deformation of the sliver vs. gauge length.
Fig. 6: Evolution of acoustic parameters vs. hits associated with the rigidity of the sliver.
Fig. 7: Hit duration as a function of the reduction of sliver rigidity.
Fig. 8: Reduction of the sliver rigidity as a function of hit absolute energy.
Fig 9: Close to a leaf attachment point (L), five sub-bundles covered with cortical
tissues (CT) are loaded up to rupture. A1: delamination among bundles; A2:
delamination within a bundle; A3: delaminated and broken ultimate fiber; B:
delaminated and broken fibre bundle.
Fig. 10: Representation of the three populations of damage mechanisms identified along the loading curve.
Fig. 11: Damage parameter estimated by the ratio of broken fibre bundles D1 ( )together with the loading curve ( ).
Fig. 12: Damage parameters estimated vs. deformation by the accumulative reduction of the sliver rigidity D2 ( ) or the accumulative released elastic energy D3 ( ) together with the loading curve ( ).

29
Fig. 13: Damage parameter estimated vs. deformation by the accumulative reduction of the sliver rigidity D2 ( ) or the accumulative acoustic energy D4 ( ) together with the loading curve ( ).
Fig. 14: Damage parameter estimated vs. deformation by the accumulative duration of the hits D5 ( ) together with the loading curve ( ) and other.

30
Fig. 1

31
Ultimate fibre
b) Ultimate fibre as constrained within the bundle. Note the angular morphology of the fibre cross-section.
b) Ultimate fibre extracted from the bundle, with less angular morphology.
Clean isolated fibre bundle or sub-bundle
Ultimate fibres bonded by pectic cements within the bundle
Bundlesassociated with bast tissues
After decortication some fibre bundles are still associated with residues of bast tissues (cortical parenchyma, epidermis and cuticle)
Fig 2a
Fig. 2b

32
Fig 3a
Fig 3b
Fig 3c

33
0,0 0,2 0,4 0,6 0,8 1,0
0
20
40
ZLo
ad (
N)
Deformation (%)
Loading Curve
εl εfb
O'
R
Fig. 4
0 10 20 30 40 50 60 70 800
5
10
15
20
25
30
35
40
45
50
Rel
ativ
e er
ror
(%)
Gauge length (mm)
Fig. 5

34
0,0 0,2 0,4 0,6 0,8 1,0
0,0
0,2
0,4
0,6
0,8
1,0
Si/S
n
Hits rate
Rigidity reduction Absolute energy Duration Number of counts Rise time AmplitudeDeformation
Fig. 6
0 5 10 15 20
0
1000
2000
3000
4000
5000
6000
Population 1Population 2Population3
Hit
dura
tion
(ms)
Reduction of sliver rigidity (N/%)
Fig. 7

35
0,0 5,0x109 1,0x1010 1,5x1010 2,0x1010 2,5x1010
0
10
20
Population 1Population 2Population 3R
educ
tion
of s
liver
rig
idity
(N
/%)
Hit absolute energy (ato J)
Fig. 8
Fig 9

36
0,0 0,2 0,4 0,6 0,8
0
10
20
30
40 Loading curve
Population 1
Popolation 2
Population 3
Load
(N
)
Deformation (%)
Fig. 10

37
0,0 0,2 0,4 0,6 0,8
0
20
40
60
80
100
Deformation (%)
Dam
age
(%)
0
20
40
Load
(N
)
Fig. 11
�
0,0 0,2 0,4 0,6 0,8
0
50
100
Deformation (%)
Dam
age
(%)
0
10
20
30
40
Load
(N
)
Fig. 12

38
0,0 0,2 0,4 0,6 0,8
0
50
100
Deformation (%)
Dam
age
(%)
0
10
20
30
40
Load
(N
)
Fig. 13
0,0 0,2 0,4 0,6 0,8
0
50
100
Deformation (%)
Dam
age
(%)
0
10
20
30
40
Load
(N
)
Fig. 14

39
Table 1
Table 1: Proposed damage mechanisms from the correlation of the loading curve and the acoustic emission. (N /% def. means newton per percent deformation).
Analysis of the loading curve Analysis of the acoustic signalsDifferentfamilies of damagemechanisms
Damagemechanisms
Reduction of the sliver rigidity (N / % def.)
Elastic energy variation
Hitduration
(μs)
Absolute hit energy
(109 ato J)
Amplitude(dB)
Friction among
ultimate fibres or fibre bundles
Non detectable Non
detectable Low energy Low
#1
Rupture of ultimate fibres
Very low Non
detectable Low Medium
Delaminationamong or
within fibre bundles
< 0.8 Low > 1500 < 5 < 80
#2Partial
ruptures offibre bundles
< 0.8 Low/Medium > 1500 > 5 > 80
Catastrophicrupture of the fibre bundles
> 0.8 High > 1500 > 5 80-100 #3
Table 1