Embed Size (px)
Citation preview
C o @ U@@fuO@@ rchniw A tidn
Elementos nao processaveis na
unidade de recuperaao quimicada produao de celulose kraftNon process elements in the chemical krajipulp production recovery unit
AutoreslAuthors Ronald Laauser Emunds
Marcelo Cardoso e
Marcin Doracio Mendes
Palavras chave ElementosNao Processaveis NPEs pro
cesso kraft ciclo de recuperayao ciclo s6dio e ciclo calcio
RESUMIl
Este trabalho aborda o acumulodos Elementos Nao
Processaveis NPEs na unidade de recuperayao quimicado processo kraft Sao identificadas as fantes desses ele
mentos e discutidos os impactos causados peIn seu acumu
10 assim como algumas tecnicas aplicadas na remoyao de
tais elementos no processo Apresentam se tambem avalia
90es dos NPEsna unidade de recuperayao quimica do hcor
da Ripasa S A Celulose e Papel realizadas antes e depoisde sua expansao Ap6s a apresentayao dos dados faz se uma
avaliayao do impacto da expansao da fabrica no acurnulo
de NPEs Pode se observar por meio da analisedos resul
tados que grandeparte tern concentrayoes superiores ap6sa expansao devido ao maior fechamento do processo
IIlTRllllll jIOsElementos Nao Processaveis do inglesNon Process
Elements NPEs sao defmidos comoelementos quimicoscujos compostos nao sao necessanos nas distintas etapas de
produyao de celulose porem cujo acumulo pode ocasionar
os mais diversos disrurbiosoperacionais capazes atemesmo
decomprometer acontinuidade operacionaldas diversas plantas que constituem uma fabrica produtora de celulose
Esses elementos incluem potassio cloreto magnesio man
ganes bario ferro silicio aluminio cobre f6sforo cromo
nitrogenio e zinco 0 cakio embora seja urnelemento utiliza
do naarea de caustificayao e cakinayao e inerte ecausaserios
problemas operacionais em outrasareas do processo sendo
assim considerado urnNPE Segundo Keitaanniemi e Virko
Keywords Non process elements NPE Krafi process
recovery cycle sodium cycle and calcium c vcle
ABSTRACT
This y ork addresses the accumulation of non process
elements NPE in the chemical kraftprocess recovery unit
The sources of these elements are ident fied the impactscaused DV their accumulation are discussed and some te
chniques applied to remove these elernents jfOm the pro
cess aredisclissed as 0 ell NPEs evaluations in the chemi
cal liquor recovery unit ofRipasa S A Celulose e Papelcarried outhefore and ajler its expansion arealso presen
ted An evaluation of the impact resulting from the expan
sion ofthis mill on the non process elements accumulation
is performed ajter presenting the data By an analysis ofthe results it can he ohserved that a largepart of the lPE
has higher concentrations ajter the expaniion due to the
greater closure of the process
INTRfJlJlJCTIlJlJ
Non process elements NPE aredefined as the chemi
cal elements the comJOlmd of vhich are not required at
the distinctpulp production stages lJhereas their accumu
lation fnay cause the most djfferent operating disturhan
ces vhich may evenjeopardize the operating continuity ojthe various plants constituting a pulp producing mill
These elements include potassium chloride magnesiummanganese barium iron silicon aluminium copper phosphorus chromium nitrogen and zinc Calcium although it
is an element used in the causticization and calcination are
as is inert and cause seriou operating problerns in other
areas ofthe process so that it also jits into the NPEs cate
N
Zo
1lIll
oReferencias dosautores
1 Departamento de Utilidades e RecuperaC ao Quimica Ripasa S A Celulose e Papel2 Departamento de Engenharia Quimica Escola de Engenharia UniversidadeFederal de Minas Gerais UFMG
1 e 2 Curso de Especializac aoem Papel eCelulose Universidade de Sao Paulo USP
N
Bw
o
1
F9nt T e c
Alumfnio AI Madeira eal virgem e agua Forma ao de inerusta 5es
Aluminium Wood virgin lime and water prineipalmente em plantasde evapora ao
Formation of incrustations
Mainly at evaporation plants
Caleio Ca Madeira e agua Forma ao de inerusta 5es
Calcium Woad and water em plantas de evapora ao
e digestoresFormation of incrustations in
evaporation plants and digestors
Cloro sob a lorma de fon eloreto CI Madeira soda eaustiea Corrosao em equipamentosChlorine in the farm of cNaride ion Wood caustic soda de uma maneira geral
e dep6sitos em ealdeiras
de reeupera ao
Corrasion ofequipments in
general and deposits in
recovery bailers
F6sloro P Madeira Redu ao da eoneentra ao
Phosphorus Woad de eal Litll na eal ealeinada
Reduction in useful
lime cancantratioll in
tile calcined lime
Magnesio Mg Madeira eal virgem Entupimento de liltros de lieor
Magnesium agua e sullato de magnesio braneo e lama de eal redu ao
Wood virgin lime water da reatividade da eal
and magnesium sulfate produzida no lorno de eal
White liquor and lime sludgefilter plugging reduction in
reactivity of the lime
produced in the lime kiln
Potassio K Madei ra Forma ao de dep6sitos em
Potassium Wood ealdeiras de reeupera ao e
aneis em lornos de eal
Formation of deposits in
recovelY boilers and ringsin lime kilns
Silfeio Si Madeira eal virgem e areia Inerusta 5es na planta de
Silicon Wood virgil1l1me and sand evapora ao e redu ao da
reatividade da eal produzidano lorno de eal
Incrustations at the evaporationplant and reduction in reactivityofthe lime produced in the
lime kiln
l
IS
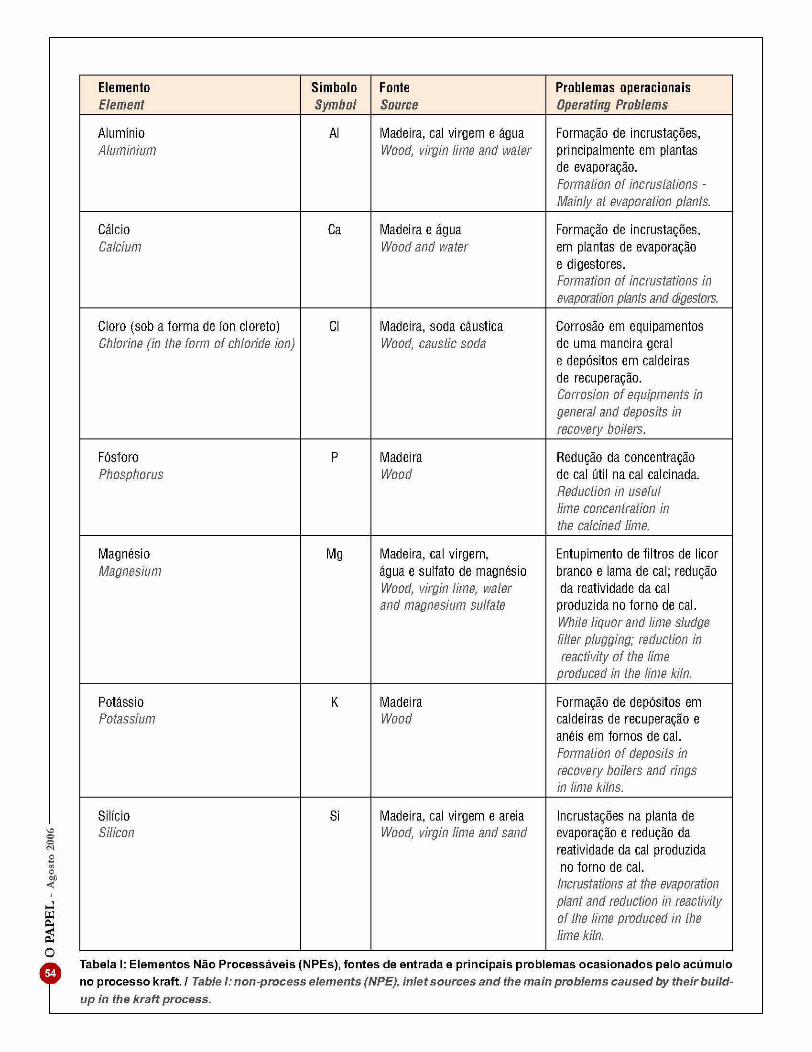
oTabela I Elementos Nao Processaveis NPEs fontes de entrada e principais problemas ocasionados pelo acumulo
no processo kraft Table I nonprocess elements NPEinlet sources and the main problems caused by theirbuiid
up in the kraft process

la 1982 esses elementos podem ser classificados de acordo
com sua tendencia a s6 acumular no processo divididos em
dais grupos aqueles que seacumulam preferencialmente no
ciclo s6dio ens que 0 fazemno ciclo calcio Demaneirageralpodemos citarentre os problemas operacionais decorrentes do
acumulo dos NPEs a reduyao da capacidade dos equipamentos par formayao deincrustayoes ou desenvolvimento de pro
cessos cOlTosivQs A Tabela I lista os NPEs presentes no pro
cesso kraft apresentando a principais fontesde entrada na
unidade industrial e os mais significativos problemas ocasio
nados par seu acumulono processo
Os elementos ferro cobre e manganes nao serao anali
sados neste artigo par causarem impacto na linha de fi
bras area cujo enfoqueesta fora do escopo deste trabalho
FONTES DE ENTRADA DIlS IIIPEs Nil PRilCESSIl KRAFT
Observando se a Tabela I verifica se que a madeira e a
granderesponsavel pela incorporayao damaior parte dos NPEs
na unidade de recuperayao quimica do hear preto e cone
qilentemente em todo 0 processo deproduyao da celulose
Ao considerar a madeira como principal fante de Ele
mentos Nao Processaveis devemos levar em considera
yaO nao apenas 0 genera de madeira de conifera ou fo
lhasa mas tambem a localizayao geografica da plantayao poise de se esperar que madeiras plantadas em areas
pr6ximas a regiao costeira possuam par exemplo maio
res concentra1oes de cloreto que as de locais mais afasta
dos da area litoranea Alem disso deve se considerar 0
tipo de solo em que a madeira foi cultivada bem como os
adubos e os corretivos utilizados no plantio
Segundo Sacon Ventura e Heinrich 1995 0 tipo de
solo em que ocorre 0 plantio da madeira utilizada no pro
cesso podecontribuir com quantidades significativas de alu
minio silicio ferro e magnesio enquanto os elementos as
sociados ao uso de adubos e corretivos de solo sao geralmente potassio e cloro sob a forma deions cloreto e f6sforo
Outro importante agente incorporador deElementos Nao
Processaveis ea agua Seu impacto ao servir de meio para a
admissao desses elementos relaciona se diretamente a fonte
da qual e coletada Existem rios que possuem naturalmente
concentrayoes maiores de urn ou de outro elemento as quaissofrerao oscilayoes a dependerdo regime de chuvasda regiao
Tambem os produtos quimicos utilizados nasdiversas
etapas do processo sao fontes desses elementos entre os
quais a cal virgem utilizada na planta de caustificayao
para repor as perdas do processo ou suprira necessidade
da fabrica quando da indisponibilidade do fomo de ca
De acordo com Keitaanniemi e Virkola 1978 a cal vir
gem e responsavel pela incorporayao de 20 a 40 do
total de alurninio silicio e ferro ao processo Como exem
plo de outros produtos quimicos empregados tem seasoda
caustica utilizada entre outras finalidades para a corre
gory According to Keitaannierni and Virkola 1982 the e
elements can be classified in accordance Hith their tenden
c toyffds accumulating in the process and thus divided
into tyVO groups those preferably accumulating in the so
dium c vcle and those accumulating in the calcium c vcle in
general the reduction in equipment capacity due to the formation ofincrustations or the development qfcorrosivepro
cesses canbe cited among the operatingproblems resultingfrom non process element accumulation Table 1 list the
NPEspresent in the krajtproce vs indicating their rnain sour
ces ofinlet into the indw trial unit w vell as the rlain pro
blems caused by their huild up in the process
The elements iron copper and manganese vi not he
analyzed in this article due to the fact that they cause im
pact on thefiher line an area the focu I lwhich is heyondthe scope of this y ork
SOURCES OF IIlJN PROCESS ElEMENTS IIPEs
INLET INTO THE KFlJlFi PROCESS
Observing Table 1 it can be seen that wood is the ele
ment greatly reI JxHlsihle for incorporating most NFEs into
the chemical black liquor recovery unit and consequentlvinto the Hiho e pulp production process
When considering Vy odas the main non process ele
ment source not on the Vv ood species conzlers or leajYvood hut also the geographic location of the plantation should be taken into account since it is to be expec
ted that Yvoods planted in areas near to the coast regionhave e g higher chloride concentrations than thoseplanted in regions rnore distant from the coastland In addi
tion the type ofsoil in which the yy od was planted as
well as thefertilizen
and correctives usedfor plantingshould be also considered
According to Sacon Ventura and IJeinrich 1995
the vpe of soil Yvhere the wyod used in the process is
planted may contribute v ith signficant amounts ofalu
minium silicon iron and magnesium while the elements
associmedlvith the use ojfertilizers and soil correctives
are generally potas iium chlorine in the fornl of chlori
de ion and phosphorusAnother important non process elements incOlvorating
agent is Ivater The impact caused by l ater l hen servingas a means for letting these elements in is directly related
to the source 1rvhich v ater is collected fiOm There are ri
vers having naturalv higher concentrations of one ele
ment or other which will endure oscillations depending on
the rain regime ofthe region in yvhich the river is located
The chemicals used at the various stages ofthe process
are also sources ofthese elernents Among theseproductsthere is the virgin lime vhich is used at the causlicization
plant to make upjr the losses ofthe process or to meet the
mill 1 requirementi when the lime kiln hi unavailahle Ac
N
Zo
1lIll
o
yao dos niveis de alcah do hcor branco a ser enviado ao
cozimento sulfato de magnesio usado nas etapas de des
hgnificayao e branqueamento da polpa e sulfato de so
dio para a manutenyaoda sulfidez do hcor branco
mmENCl1l DIIS IIIPEs IlllllCIlMUlillll1l UNmAIIE
DE REUPERIl lill QUiMICADe acordo Com Keitaanniemi e Virkola 1982 para
que possamos entender 0 comportamento dos Elementos
Nao Processaveis faz se necessario dividir a unidade em
dois ciclos sodio e calcio
o ciclo sodio que compreende a maior parte da area
de recuperayao e constituido pelos processos nos quaisesse elemento atravesde seus compostos participacomo
reagente ativo Logo podemos considerar praticamentetoda a unidade de recuperayao como ciclo sodio excetu
ando se 0 processo de calcinayao do carbonato de calcio
que ocorre no fOffiO de caI
o ciclo calcio abrange oprocesso de calcinayaodo car
bonato de calcio 0 processo de caustificayao funciona
como interface entre os dois ciclos Osodio tOffia se NPE
quando admitido no ciclo calcio por sua vez 0 calcio tor
na seNPEs quando admitido no ciclo sodio
Segundo Keitaanniemi e Virkola 1982 a tendencia
dos NPEs de serem acurnuladosno ciclo sodio e funyao da
solubihdade de seus compostos e pode ser ordenada na
forma decrescente
K Cl Al Fe Si Mn Mg Ca
A tendencia dos NPEs dese acurnularem no ciclo calcio
tambem se apresenta na ordem decrescente como segue
Mg Al Fe Mn Si Na K S Cl
De maneira geral podemos observar que a alta ten
dencia de acumulo de urn elemento em urn ciclo tende a
acarretar baixa tendencia de acurnulo no outro
N
Bw
o
1
PRIIBLEMAS IlPERIlClilllllllS IlCIlSlillllAilllS PEW
IlCIlIllIUWIIIlS IIIPEs Nil UNmAIIE liE RECUPERA lillOsprincipais problemas operacionais ocasionados pelo
acumulo dos Elementos Nao Processaveis na unidade de
recDperayao sao i formayao e crescimento de depositosem caldeiras de recuperayao ii corrosao e incrustayaoem equipamentos e iii diminuiyao da reatividade da cal
e formayao de colagens no interior do fOffiO de caI
l
IS
o
Forma30 e crescimento de depositos em caldeiras
de recupera3o
Segundo Iran 1990 urn dos fatores que contribuem
para a formayao e 0 crescimento de depositos em caldei
cording to Keitaanniemi and Virkola 1978 virgin lime is
re ponsihle jixr incorporating 20 to 40 qf the total
amount ofaluminium silicon and iron into the proces I BylA a ofexample ofother chemicals used the follol ing ma
he mentioned caustic soda used among other purposes to
correct the alkali levels of the v hite liquor to be sent forcooking magnesium suffate used at pulp delignificationand bleaching stages sodium sulfate vvhich can bew ed to
keep the Hhite liquor sulphidi v
NON PROCESS ELEMENTS NPEs TENfJENCiES TO
ACCUMULATE iN THE CHEMiCAL RECOVERY UNIT
According to Keitaanniemi and Virkola 1982 in order
to understand the non process element behaviour the unit
rnust he divided into tytYJ cycles as folloA s sodium cycleand calcium cycle
The sodium cycle comprises most of the recover area
and i constituted by theproce ses vhere this element throughits compoundparticipates in as active reagent Therefire the whole recovery unit can be practically considered
as sodium c vcle exceptfor the calciurn carbonate calcina
tionprocess occurring in the lirne kiln
The second c vcle called calcium c vcle comprises the
calcium carhonate calcination process The causticization
process is the interface bellveen hoth cycle I Sodium beco
mes a non process element when it is admitted into the cal
ciurn cycle while calcium becomes a non process elernent
0 hen it le admitted into the sodium c vcle
According to Keitaannierni and Virkola 1982 the ten
dency ofnon process elements tl vardaccumulating in the
sodium c vcle is a function of the soluhility of their com
pound and can be ordered in the decreasingforrn as
K Cl Al Fe Si 1ll1n Mg Ca
As to the tendem v ofnon process elements to accumu
late in the calcium CJlcle it is also presented in the decrea
sing order asjhllows
11fg At Fe 11n Si Na K S Cl
In general it can be observed that the high tendenCJl ofan element tOHards accumulating in one c vcle tend to re
sult in a 10 tendenc v to accumulate in the other one
ffiEBATiNli iBOfJlfMS CAUSED BY NON PIIOCESS
ELEMENTS JlCCUMULAiilJN IN THf RECOVERUNiT
The main operating problems caused by non processelements accurnulation in the recovery unit are i Forma
tion and groyvth qfdeposits in recovery hoilers ii COrt
sion and incrustation on equipment and iii reduction in
limereactivi v andj rmation ofgluings inside the lime kiln
ras de recuperayao e 0 acurnulo de cloreto e potassio no
ciclo sodio
o acurnulo dos depositos sobre os tubos quecomp5emas partes de pressao da caldeira de recuperayao supera
quecedores e banco de gerayao causa a reduyao de trans
ferencia de calor entre os gases de combustao e os tubos
da caldeira alem de restringir a passagem dos gases de
combustao imphcando a necessidade de interrupyao da
operayao da caldeira para a remoyaode tais depositosDe acordo com AdamIran et al 1997 os deposi
tos encontrados nos tubos da caldeira de recuperayao ori
ginam se de dois mecanismos arraste de gotas de hcor
preto parcialmente queimado ou de particulas de material
fundido smelt pelos gases de combustao e a condensa
yao de vapores constituidos de compostos de sodio e po
tassio que sao volatihzados na fomalha
Esses mecanismos nao ocOrrem separadamente Os de
positos caracterizam se por urna mistura de material pro
veniente de arrastee condensayao variando apenas 0 per
centual de ocorrencia de urn cOm relayao ao outro nas di
versas regi5es da caldeira como superaquecedores banco
de gerayao e economizadores A diferenya de temperaturaexistente nessasregi5es e 0 fator chave para determinar 0
mecanismode origem dos depositos Essa diferenya de
temperatura faz que os depositos locahzados na regiao dos
superaquecedores sejam preponderantemente oriundos de
arrastes enquanto os depositos encontrados na regiao do
banco de gerayaoe economizadores decorrem basicamen
teda formayao de material condensado
Segundo Adams Iran et at 1997 oS depositos con
sistem em mais de 99 8 de massa de compostos como
sulfato de sodio Na S04 e carbonato de sodio Na CO
contendo pequenas quantidades de hidroxido de sodio
NaOH cloreto de sodio NaCl e sais de potassio Aexis
tencia de maior quantidade de urncOmposto em relayao a
outro depended basicamenteda locahzayao dos depositos na caldeira superaquecedores banco de gerayao ou
economizadores da temperatura da fomalha da sulfidez
eda concentrayao de componentes volateis no hcor sais
de cloreto e potassioDe acordo com Iran 1990 para que seja possivel en
tender a influencia do cloreto e do potassio na formayaodesses depositos faz se necessario 0 estabelecimentodeal
guns conceitos antes de tudo o que se relaciona aprimeira
temperatura de fusao dos depositos na qual 0 material co
meya a fundir se emseguida 0 da temperatura de completa fusao acima da qual 0 deposito esta totalmente fundido
Entre esses extremos residem duas outras importantes
temperaturas a de aderencia sticky temperature na qualo material se toma aderente urna vez que de 15 a 20
de seu conteudoseencontra na fase liquid a e a defluidez
radical deformationtemperature na qual 0 material esta
Formation and growth of deposits in recovery Joilers
According to Tran 1990 one ofthejactors COnlrilJU
ting to depositformation and gro10 th in recovery boilers is
chloride andpotassium accumulatior in the sodium cycleThe accumulation ofdepoiiits on the tubes composing
the recovery boiler pressure parts uperheaters and ge
nerating bank causes a reduction in the heat tran ferbetrveen the combustion gases and the boiler tubes besi
des restricting the combustion gas passage 1Ihich implies the need to interrupt the boiler operation in order to
rernove these deposits
According to Adams Tran et af 1997 the depositsfound in the recovery boiler tubes are originated throughtHY mechanism entrainment of drops ofpartial v bur
ned black liquororofsmelt rlaterial particles by the com
bustion gases and the condensation ofvapour 1 consistinglsodium and potassium compounds lvhich are volatili
zed in the furnaceThese mechanisms do not occur separatev The de
posits are characterized by being a mixture ofmaterial
resulting from entrainment and condensation and onlythe percentages of occurrence of these two processes
vmy in the different areas of the boiler such as super
heaters generating bank and economizer The temperature difference existing in these areas is the key factorto determine the mechanism originating the depositsThi temperature difference causes the deposits located
in the superheater region to be preponderantly origina
ting from entrainmentI and the deposits found in the
generating bank and economizer region to be basically
formed hy condensed material
According to Adams Tran et al 1997 over 99 8 ofthe deposits consist of a mass of compolmdl such as so
dium sulfate Na O and sodiurn carbonateNacCO
containing small amounts of sodium hydroxide NaOHsodium chloride NaCI and potassium salts The existence
ofa higher amount ofone compound vith regard to ano
ther one vill basically depend on the deposit location in
the boiler iUperheaters generating bank or econornizer l
on the furnace temperature on the sulphidity and the con
centration ofvolatile components in the liquor chloride
and potassium salt
According to Tran 1990 in order to be able to IAn
derstand the injluence of chloride and potassium on the
formation ofthesedeposits it is necessary to establishsmne
concepts The irst one is related to the iirst deposit mel
ting Joint vhich is the temperature at vhich the material
starts melting dOrtYl The second concept is related to the
complete lnelting ternperature which i the temperatureabove lvhich the deposit is completely melted do vtl
Tvojilrther important temperatures aresituated betwe
en these tlVO extreme the sticky temperature at vlidch
N
Zo
1lIll
o
aproximadamente 70 na fase liquida e em estado tao
fluido que podeescorrer devido a ayao deseu proprio peso
Astemperaturas de aderencia e de fluidez saoas vari
aveis maisimportantes naprediyao do comportamento dos
depositos nos tubos da caldeira Abaixo da temperatura de
aderencia os depositos estao relativamente secos e nao
aderem nas superficies dos tubos Acima da temperaturade fluidez tambem nao haacumulo umavez que 0 mate
rial escoa facilmente E na faixa situada entre essas duas
temperaturas que os depositos sao aderentes e ocorre 0
acumulo A medida que os gases de combustao passam
atraves das diferentes regi5es da caldeira a temperaturados gases e do material arrastado decresce devidoa troca
de calor com os tubos Vma vez atingidas as temperaturasde fluidez e de aderencia uma regiao de ocorrencia dos
depositos sera definida
A influencia do potassio revela se menos pronunciadado que aexercida pelocloreto Tal fato pode serexplicadoao considerarmos que 0 cloreto tambem exerce influencia
na quantidade de fase liquida dos depositos quando a tem
peratura ultrapassar aquela primeira de fusao resultando
na reduyao da de aderencia e da de fluidez que sao fun
ao da quantidade de fase liquida dos depositos 0 potassio por sua vez exerce pouca influencia sobre a quantidade de fase liquid a 0 que acarreta apenas a reduyao da
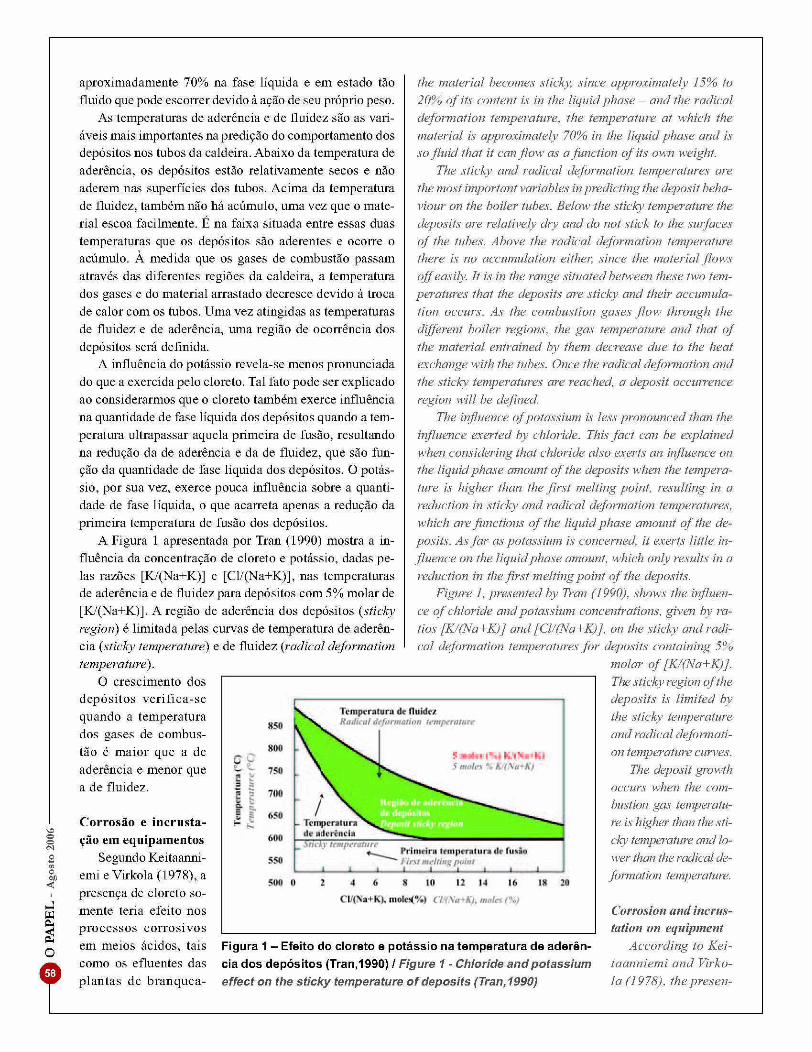
primeira temperatura de fusao dos depositosA Figura I apresentada por Iran 1990 mostra a in
fluencia da concentrayao de cloreto e potassio dadas pe
las razoes KJ Na K e ClI Na K nas temperaturasde aderencia e de fluidez para depositos cOm 5 molar de
KJ Na K A regiao de aderencia dos depositos stickyregion e limitada pelas curvas de temperatura deaderen
cia sticky temperature e defluidez radical deformation
temperatureo crescimento dos
depositos verifica se
quando a temperaturados gases de combus
tao e maior que a de
aderencia e menor que
a de fluidez
N
Bw
o
1
Corrosao e incrusta
tao em equipamentosSegundo Keitaanni
emi e Virkola 1978 a
presenya de cloreto so
mente teria efeito nos
processos corrOSlVOS
em meios acidos tais
como os efluentes das
plantas de branquea
l
IS
o
to
lit
the material hecomes sticky since approximately 15 to
20 of its content is in the liquidphase and the radical
deformation temperature the temperature at vvhich the
material is approximately 70 in the liquid phase and is
so jluid that it can jlo A as a function of its OIvn lAeightThe sticky and radical deformation temperatures are
the mostimportant variables inpredicting the deposit beha
viour on the hoiler tuhes BeloV the sticky temperature the
deposits are relative I dry and do notstick to the surfaceof the tuhes Above the radical deformation temperaturethere is no accumulation either since the material jloYiis
dfeasily It is in the range situated bernieen these Yvo tem
peratures that the deposits are sticky and their accumula
tion occurs As the combustion gases jlovv through the
different hoiler regions the gas temperature and that ojthe material entrained by them decrease due to the heat
eychangevvith the tubes Once the radical deformation and
the sticky temperatures are reached a deposit occurrence
region tiill he dljinedThe injluence ofpotassium 1 les pronounced than the
irJluence exerted by chloride This fact can be e rplainedwhen considering that chloride also exerts an injluence on
the liquidphase amount ofthe deposits hihen the tempera
ture is higher than the first meltingpoint resulting in a
reduction in sticky and radical deformation temperatures
Yvhich are functionlthe liquidphase amount of the de
posits As far as potassium is concerned it exerts little in
jluence on the liquidphase amount 0 hich only results in a
reduction in the jirst lnelting point of the depositsFigure 1 presented by Tran 1990 shows the influen
ce lchloride andpotassium concentrations given by ra
tios KINa K and CiI Na K on the sticky andradi
cal dejiwmation temperatures for deposits containing 5
moior ofjKI Na K
The sticky region ofthe
deposits is limited hythe sticky temperatureand radical dejhrmati
1151
d fhddigW h1 r ih i l d Sjf
JWit
7
H1iO
6 0
600
50
31M t 4 f w 11 14 16 Ht 20
Nlll iKJ iiHllt Jr
Figura 1 Efeito do cloreto e potassic na temperatura de aderEm
cia dos depositos Tran 1990 I Figure 1 Chioride and potassiumeffect on the sticky temperature of deposits Tran 1990
on temperature curves
The deposit 1rOH4h
occurs v41en the com
bustion gas temperatu
re is higher than the sti
c y ternperature and 10
Iverthan the radical de
jbrmatio71 temperature
Corrosion and incrus
tation on equipment
According to Kei
taarmiemi and Virko
la 1978 the presen

mento quando utilizados para lavagem da polpa marrom
visto que em soluyoes alcalinas compH maior que 11 a
presenya de cloretonao apresenta efeito significativo nos
processos corroslVOS
De acordo com Adams Iran et al 1997 quanto a
caldeira de recuperayao dos varios mecanismos decorro
sao aos quais esse equipamento esta sujeito os relaciona
dos coma presenya de cloreto sao basicamente os de cor
rosao em fase gasosa devido a presenyade acido cloridri
co HCI nos gases de combustao
A concentrayao de acido cloridrico e maior na regiao aci
ma da fomalha proximaaos superaquecedores tendo se em
vista que sua produyao ocorreatraves da reayao entredioxido
de enxofre ecloreto desodio como mostrado na Equayao 1
2NaCI SO 1120 HOg Na S04 JJmCI I
A presenya de acido cloridrico nos gases de combustao
geralmente aurnenta 0 potencial de corrosao nos precipitadores eletrostaticos com a mistura desse acido ao sulfu
rico H S04 Tal mistura se acentua quando as cinzas do
precipitador apresentam concentrayao baixa de carbonato
de sodio etemperatura dos gases inferior ao ponto de or
valho da mistUfa H SOlIClComo visto anteriormente 0 acurnulo de cloreto e po
tassio tern grande influencia na formayao dedepositos na
caldeira de recuperayao Esses depositos nao sao corrosi
vos se permanecerem solidificados sobre a superficie dos
tubos Nesse caso atuam ate mesmo como proteyao poisformam urna barreira fisica entre os tubos e os gases cor
rosivos No entanto nos locais onde ha depositos a tem
peratura da superficie dos tubos deve ser inferior aquelaprimeira de fusao dos depositos
Ja a incrustayaonos equipamentos e urndos mais seve
ros efeitos do acurnulo dos Elementos Nao Processaveis no
processo kraft As incrustayoes geralmente ocorrem atra
yeS da deposiyao de saisde calcio ou aluminossilicatos sob
a superficie dos equipamentoscomo evaporadores e troca
doresde calor aMm das tubulayoes de maneira gera
A deposiyao desses sais ocorre quando se excede 0 li
mite de solubilidadede tais compostos Em plantas deeva
porayao ha dois tipos de incrustayoes as de saissoluveis
emsoluyoes aquosas denominadasincrustayoes soluveis
formadas basicamente por carbonato de sodio ou burqueita 2NaC03 Na S04 e as insoluveis formadas princi
palmente por sais que contem calcio silica ealuminio
Com relayao ao calcio temos que a deposiyao desse ele
mento se da principalmente pela deposiyao de carbonato
de calcio de baixa solubilidade em licorpreto De acordo
comJemaa et al 1999 a taxa de deposiao do carbonato
de calciodepende fortemente da temperatura do licor po
dendo ate dobrar com urn pequeno aumento de 30C
ce of chloride vYJUld have only an effect on the COlTO
live processes in acid media such as the bleachingplant ejjluenls h hen usedfor brmvn pulp Ivashing in
ce in alkaline solutions yvith pH higher than 11 the pre
sence of chloride does not present a significant effecton the corrosive processes
According to Adams Tran et al 1997 as far as the
recover boiler i concerned from the various corr Xlor
mechanisms I hich this equipment is suhject to the mecha
nisms related to the presence ofchloride arehasically tho
se ofgaseousphase corrosion due to thepresence ofhydrochloric acid IICI in the cmn JUs ion gases
The hvdrochloric acid concentration is higher in the area
above thefurnace near to the superheaters considering that
its production resultsfrom the reaction hetween sulfur dio
xide and sodium chloride as ShOtWl in equation 1
2001I
SOcIiI 1120
gI O 0 NajS04 1 2EIClri 1
The presence qfhydrochloric acid in the comhustion
gases generalv increases the corrosion potential in the
electrostatic precipitator Yvhen thi acid mixes tvith sul
fur acid IIfO This mixture lV pronounced Ii hen the
precipitator ashes present rJ v sodium carhonate concen
tration and gas temperature IOi er than the dnv point ofmixture HsO HCl
As seen above chloride and potassium accwnulati
on la i a great influence on deposit jiwmatiof in the
recovery hoiler Tho e depo its are not corrosive if theyremain solidified on the surface qfthe tuhes In this case
they act even as a tuheprotection as thevform a phvsi
ea harrier henveen the tubes and the corrosive gases
Hovvever at the points here there are deposits the tube
surface temperature should he oVer than thejirst depoit melting point
As to equipment incrustation it is oneof the most se
vere ejject ofnon process elements accumulation in the
Taftprocess incrustationsgenerally OCCllrhv calcium salt
or alumino ilicate depo ition under the surjace ofequipment such as evaporators and heal ex changers besides
piping in generalDeposition ofthe e salts occursVhen the findt ofsolu
Jility of these compounds is exceeded In evaporationplants incrustations occur in Hvo yvays incrustations ofsoluble salts in aqueous solutions called soluble incrusta
tionhasically formed by sodium carbonate or hurkeite
2NaCOj Na O and in oluhle incrustation Insoluble
incrustations are rnain v formed by salts containing cal
ciurn silica and alurninium With regard to calciurn it is
knoyvn that the deposition qfthis element mainly occurs bydeposition ofcalcium carbonate Hhich has mv so uhilityin black liquor According to Jemaa et at 1999 the rate
N
Zo
1lIll
o
A deposiyao de carbonato de cilcio pode ocorrer tam
bempela formayao e posterior deposiyaode pirsonita sal
duplo de carbonato de cilcio e carbonato de sodio diidra
tado Na CO CaCOj 2HP Depositos desse sal geralmente se encontramem tubulayoes e equipamentos que en
tram em contato com 0 licor verde tais como tanques de
dissoluyao de caldeiras de recuperayao clarificadores e
tanques de estocagemSegundo Jemaa et al 1999 a formaao de pirsonita
se efetiva em temperaturas acima de 350C em soluyoes
que contenham altas concentrayoes de carbonato de so
dio carbonato de cilcio ou outra fonte de ions cilcio uma
vez que a solubilidadedo cilcio em licorverde e extrema
mente baixa e hi alta tendencia de formar pirsonitaDe acordo com Frederick Krishnan e Ayers 1990 a
solubilidade da pirsonita em licor verde decresce cOm a
diminuiyao da temperatura do licor e com 0 aumento da
concentrayao de hidroxido de sodio e de sais de sodio
comosulfato e sulfeto de sodio
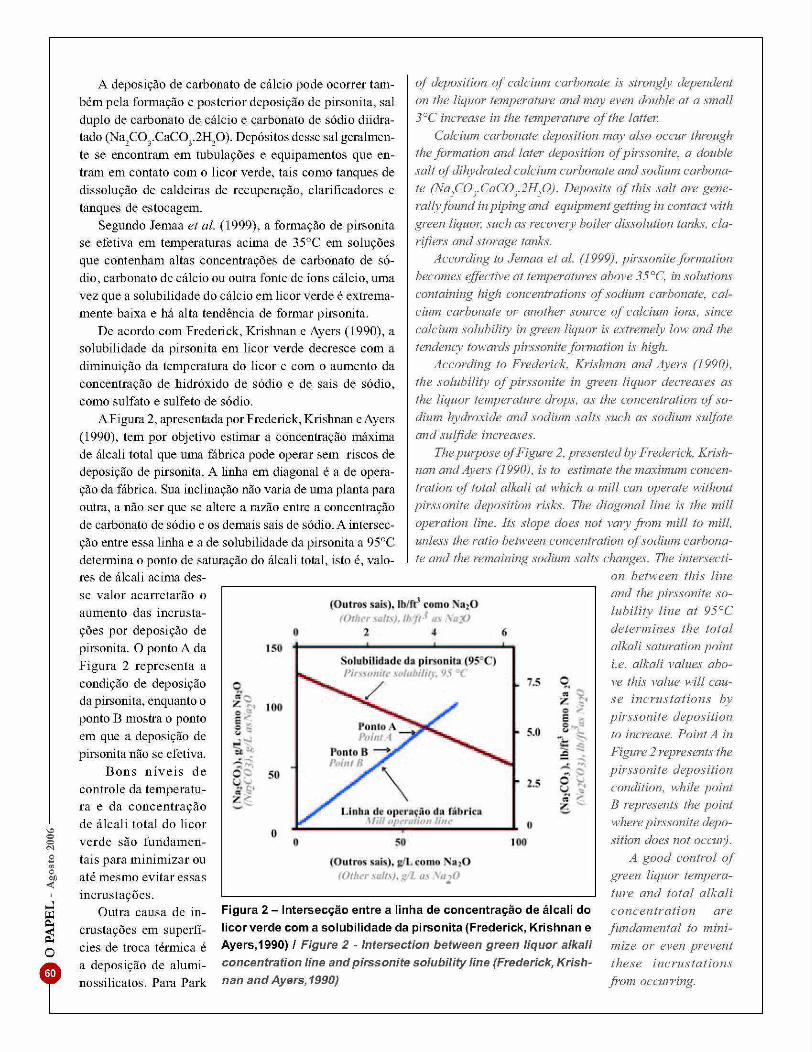
AFigura 2 apresentada porFrederick Krishnan eAyers1990 tern por objetivo estimar a concentrayao maxima
de ilcali total que uma fibrica pode operar sem riscos de
deposiyao de pirsonita A linha em diagonal e a de opera
yao da fibrica Sua inclinayao nao varia de umaplanta para
outra a nao ser que se altere a razao entre a concentrayaode carbonato desodio e os demais sais de sodio A intersec
yao entreessa linha e a de solubilidade da pirsonitaa 950C
determina 0 ponto de saturayao do ilcali total isto e valo
res de ilcali acima des
se valor acarretarao 0
aumento das incrusta
of deposition of caldurn carbonate is strongly dependenton the liquor temperature and may even double at a small
30C increw e in the temperature of the latter
Calcium carbonate deposition may also occur throughthe formation and later deposition Jpirssonite a double
salt ofdihydrated caldurn carbonate and I odiurn carbona
te Na CO CaCO2HG Deposits of this sail are gene
ral vfound inpiping and equiprnent getting in contact Vith
fJTeen liquor such as recovery hoiler dissolution tanh cla
r fiers and storage tanks
According to Jernaa et al 1999 pirssoniteformationbecomes ejfective at temperatures above 350C in solutions
containing high concentrations ofsodium carbonate cal
cium carhonate or another source ofcalcium iOn i since
calcium s luhili y in green liquor is extremely rnv and the
tendenc v totvards pirssonite formation is highAccording to Frederick Krishnan and Ayers 990
the soluhility ofpirssonite in green liquor decreases as
the liquor temperature drops as the concentration ofso
dium hydroxide and sodium salts such as sodium sulfateand sulfide increases
TheputJose ojFigure 2 presented by Frederick Krish
nan and Ayers 1990 is to estimate the maximum cOrJcen
trafjorJ of total alkali at vhich a mill can operate I ithout
pirssonite deposition risks The diagonal line is the mill
operation line lts slope does not vary from mill to mill
unles l the ratio hetyveen concentration ofsodium carhona
te and the remaining sodiiHJ1 salts changes The intersecti
on hetween this line
and the pirssonite so
luhility line af 950C
deterrnines the total
N
Bw
o
1
yoes por deposiyao de
pirsonita 0 ponto A da
Figura 2 representa a
condiyao de deposiyaoda pirsonita enquanto 0
ponto B mostra 0 pontoem que a deposiyao de
pirsonita nao se efetiva
Bons niveis de
controle da temperatura e da concentrayaode alcali total do licor
verde sao fundamen
tais para minimizar ou
ate mesmo evitaressas
incrustayoesOutra causa del
IS
o
m
crustayoes em superficiesde troca termica e
a deposiyao de alumi
nossilicatos Para Park
OtUiros SiI IS IbmJ i omo Na O
o b
75
156
5 0
1 1
Figura 2 Intersec4ao entre a Iinha de concentra4aode alcali do
licorverdecom a solubilidadeda pirsonita Frederick Krishnan e
Ayers 1990 I Figure 2 Intersection between green liquor alkali
concentration line and pirssonite solubility line Frederick Krish
nan and Ayers 1990
100
51
HHlricllI
oo
WIII
ntros s is giL como Na zO
alkali saturation pointi e alkali values abo
ve this value vill cau
se incrustations hy
pirssonite depositionto increase PointA in
Figure 2 represents the
pirssonite depositioncondition v41ile pointB represents the pointy here pirssonite deposition does not occur
A good control oj
green liquor temperature and total alkali
concentration are
fundamental to mini
mize or even preventthese incrustations
from occurring

e Englezos 2001 aluminio e silicio caracterizam sepelaalta solubilidade em licores alcalinos e quando combina
dos produzem aluminossilicato de sodio NaA1Si04 1I
3NaX em que X pode ser C03 SO ou OR que forma
incrustayoes extremamente insoluveis em soluyoes aquo
sas e resistentes as continuas lavagens das plantas de eva
porayao Essas incrusta90es atuam como isolantes dimi
nuindo os coeficientes de transferencia de calor nos eva
poradores e conseqilentemente reduzindo a capacidadedas plantas de evaporaao Park e Englezos 2001 con
cluiram que a solubilidade do aluminio e do silicio nos
licores verde e branco aumenta com a elevayao da con
centrayaode ions hidroxila e desulfeto desodio e diminui
com 0 aumento da concentrayao de carbonato 0 que faz
que a solubilidade desses dois elementos seja menor no
licorverde do que no branco
o aumento da solubilidade do aluminio e do silicio
coma elevayao da concentrayaodo sulfetode sodio resul
ta da produyao de ions hidroxila causada peladissocia
yao do sulfeto de sodio em agua conforme a Equayao 2
NaS
H O 2Na HS OR 2
Diminui3o da reatividade da cal e forma3o de cola
gens no interior do forno de cal
Para Potgieter et al 2003 os Elementos Nao Processa
veis que causam maior impacto noprocesso de calcinayao do
carbonato decalcio para a obtenyao dacal CaO sao os se
guintes fosforo magnesio silicio sodio e potassioDe acordo comUlmgren e Radestrom 1997 da quan
tidade de fosforo admitida no processo atraves da ma
deira aproximadamente 75 sao incorporados na uni
dadede recuperayao quimica como fosfato de calcio Na
unidade 0 acumulo desse composto se verifica no ciclo
calcio Os mesmos autores tambem observaram que a
presenya de fosforo em 1 em peso na cal acarretaa
diminuiyao de 5 da concentrayao de CaO disponiveldevido a formaao de fosfato de calcio Ca P04 ou de
hidroxifosfato de calcio Ca50H P04 3durante 0 pro
cesso de calcinayaoo silicio tambem diminui a reatividade da cal uma
vez que compostos com silicio como SiO na temperatura de calcinayao se fundem na superficie dos aglomerados de cal diminuindo sua porosidade
Com relayao ao magnesio 0 efeito no processo se rela
cionaao fato de dificultar a filtrayao da lama de caI Isso
aconteceporque 0 hidroxido de magnesio apresenta ca
racteristica gelatinosa 0 que leva ao entupimento da tela
dos filtros de lama
o impacto causado pelo aumento da concentrayao dos
elementos sodio e potassio relaciona se a formayao de
colagensna superficie intema do fomo de caI Por cola
Another source ofincrw tations on thermal exchan
ge surfaces is that resulting from alumino silicate de
position For Park and Englezo I 2001 aluminium
and silicon are characterized bv being verv soluhle in
alkaline liquors and 0 hen combined they producesodium alumino silicate NaAISiO r13Na Y Viihere X
mav be CO c SO or OJ Yvhich forms incrustati
ons extremev insoluble in aqueou solutions and re
sistant to the continuous evaporation plant lA ashingsThese incrustations act as insulating elements decre
asing the heat tranl fer coefjicients in the evaporators
and consequently reducing the evaporation plant ca
pacity Park and Englezos 2001 concluded that the
aluminium and silicon solubilifv in green and lIihite
liquors increases as the concentration ofhydroxy ions
and sodium sulfide raises and decreases as the carbo
nate concentration increases 1ihich causes the solu
bility of these tli elements to be IOHiel in green liquor than in yvhite liquor
The increase in aluminium and silicon solubilitv vith
the increase in sodiurn suljide concentration is a result ojhydroxyl ion production caused bv sodium suljide dissoci
ation in 1vater as illustrated by equation 2
aI HcO
2Naal
IHSal
OfIal
2
Reduction in Lime Reactivity and Formation of GluingsInside the Lime Kiln
For Potgieter et a1 2003 the nonprocess elernents
causing higher impact on the calcium carbonate calcinati
onprocessfor lime CaO obtention are thefoflo iing phosphorus magnesium silicon sodium and potassium
According to Ulmgren and Riidestrdm 1997 ap
proxirnately 75 of the pho ljJ 1Orus amount admitted
into the process through the lvood is incorporated into
the chemical recovery unit as calcium pho l phate In
the unit the accurnulation of this compound occurs in
the calcium cycle The same authors have also obser
ved that the presence ofpho phorus in 1 in 1rveight in
the lime causes the concentration ofavailable CaO to
decrease by 5 due to the formation of calcium phosphate Ca PO
Cisor calcium hydroxyphosphate
CaOH P0
3Sduring the calcination process
Silicon also reduces the lime reactivity since cOf lj JUnd
containing silicon such as SiOcat calcination temperatu
re melt down on the surface ofthe lime agglomerates re
ducing their porosiWith regard to magnesium its effect on the process
is related to making lime sludgejiltration difjicult This
is due to thefact that the magnesiwn hydroxidepresentsa gelatinous characteristic 1vhich causes the sludge jilter screen to plug
N
gem em fornos de cal entende se a aderencia da lama de
cal as paredes do forno de modo a obstruira passagem
do fluxo de lama Esse problema operacional acarreta a
necessidade de interrupyao da operayaodo forno para a
remoyaodo materialaderido Os carbonatos des6dio e
potassio por possuirem baixo ponto de fusao tambem
apresentam efeito adesivo a cal propiciando a formayaode colagens no interior do forno Segundo Keitaanniemi
e Virkola 1982 para que esse problema seja evitado a
concentrayao de alcali na lama de cal deve estar na or
dem de 0 2 a 0 7 como Na O
TECIIICIIS DE REMIl lilIlIJS HEMEIITIlS
1I111l PRIlCESsAIIEIS
N
Bw
o
1
De maneira geral oS NPEs sao purgados no sistema
de recuperayao pela remoyao do material insoluvel no li
cor verde dregs e do material que nao reage nos apaga
dores de cal grits Entretanto outras tecnicas foram e
ainda estao sendo desenvolvidas com 0 objetivo de re
duzir a concentrayao de cloreto e potassio na unidade de
recuperayao fazendo que as concentrayoes resultantes se
jam tais que nao venham a Causar impacto na operayaodas caldeiras de recuperayao
Devido a alta solubilidade desses elementos nos lico
res alcalinos todos oS trabalhos desenvolvidos tern como
foco a reduyao da concentrayao de doreto e potassio pelasua remoyao nas cinzasdos precipitadores eletrostaticos
das caldeiras de recuperayaoA maneira mais simples consiste no descarte de parte
das cinzas dos precipitadores eletrostaticos para 0 trata
mento de efluentes Esse metodo embora praticamentenaoenvolva custos de implantayao com 0 passar do tempoacaba se tornando dispendioso em razao da perdade sul
fato de s6dio que impoe a necessidade de reposiyao do
produto seja cOmo sulfato de s6dio seja como sulfeto de
s6dio seja com outra maneira de recompor os niveis de
s6dio e enxofre no processo
o grande desafio imposto na reduyao daconcentrayaode doreto e potassio esta em faze Io sem acarretar perdade sulfato de sodio
Dos muitos processos propostos para superar esse de
safio dois merecem destaque a diluiyao da cinza e a pos
terior passagem da soluyao por resinas de troca i6nica
proposto por Minday et al 1998 e a lixiviaao da cin
za seguida de evaporayao da soluyao resultante e posteri
orreayao do material precipitadocom acido sulfurico para
a recuperayao do sulfatode s6dio proposto por Jaretum e
Aly 1998 Esse ultimo processo gerou umaserie de ou
tros com pequenas variayoes De maneira geral observa
se que do doreto e do potassio presentes nas cinzas ate
80 saD descartados comperda de sulfato de s6dio geralmente em tornode 10
The impact caused hv the increase in sodium and po
tassium concentration is related to the fonnation ofgluin
gs on the lime kiln inside surface By gluing in lirne kilns
one understandthe lime sludge adhesion to the kiln v alls
obstructing the sludge jlow passage This operating pro
Mern makes the kiln operation interruption neces ary in
order to rernove the material adhered to The sodium and
potasdum carbonates as they have a 10 melting pointalso present an adhesive ejjxt to the lime favouring the
formation ofgluingI inside the kiln According to Keitaan
nierni and Vir kola 1982 in order to avoid this problemthe alkali concentration in the lime sludge should range
from about 0 2 to 0 7 as NalG
IIIOlll PROCESS ELEMENTS REMOVAL TECHllliQilESIn general the nonprocess elements arepurgedfrom
the recovery system by rernoving the material insolu
ble in the green liquor dregs as vell as the material
that does notreact in the slaker i grit I HOl ever other
techniques have been and are being developed in or
der to reduce the chloride and potassium concentrati
on in the recovery unit causing their resulting concen
trations to he such that they 0 ill notcause anv impacton the recoverv boiler operation
Due to the high solubili y ofthese elements in the alka
line liquors all YI rks developedj3CUS on the reduction in
chloride and potassium concentration Dv rernoving these
elements from the ashes d the electrostatic precipitatorsof the recovery Doiler
The sirnple t way is to diIJ se ofa part ofthe ashes ojthe electrostaticprecipitator to the ejjluent treatment This
method although it practicalv does not involve implantation costs becomes expensive in the long run y hen consi
dering the loss ofsodium sulfate The loss imposes the need
lmaking lip fbr this pmduct be it as sodium sulfate he it
as sodium sulfide or hy another Ivay ofreestablishing the
odium and suljitr levels in the processThe brreat challenge impo ed on the reduction in chlo
ride and potassium concentration is to do it in such a way
that it does not involve a sodium suffate loss
From the nwn processes proposed to overcome this
challenge t O deserve to he highlighted ash dilution and
subsequent passage ofthe solution through ionic exchangeresins as proposed hy Alinday et ai 1998 and ash lea
ching fbllowed by evaporation of the resulting solution
and later reaction of the precipitated materiallA ith sulfirracidjYr sodium sulfate recovery as proposed by Jaretum
and Alv 1998 This latter process generated a series ojother ones 0 ith small variations In general it can he oh
served that up to 80 ofchloride andpotassium present in
the ashes is di I J sed oj the sodium sulfate loss generally
amounting to around 10
l
IS
o
Fe Cu Mn
Clarificaao
Clarification48 a to 51 38 a to 42 67 a to 72
Filtraao
Filtration
Mg S61idos suspensosSuspended solids
AI
98 21 alto 28 83 a io 90
53 a to 94 30 a to 54 88 a to 94 96 a to 99 33 a to 69 98 alto 99
Tabela II cOmpara4aO da rem04aO de NPEs pela clarifica4aO e pela filtra4aO de lieor verde Montanhese et at
1998 I Table 11 Comparison of NPEs remollsiby green liquor clarificaticm and filtration Montanhese at al 1998
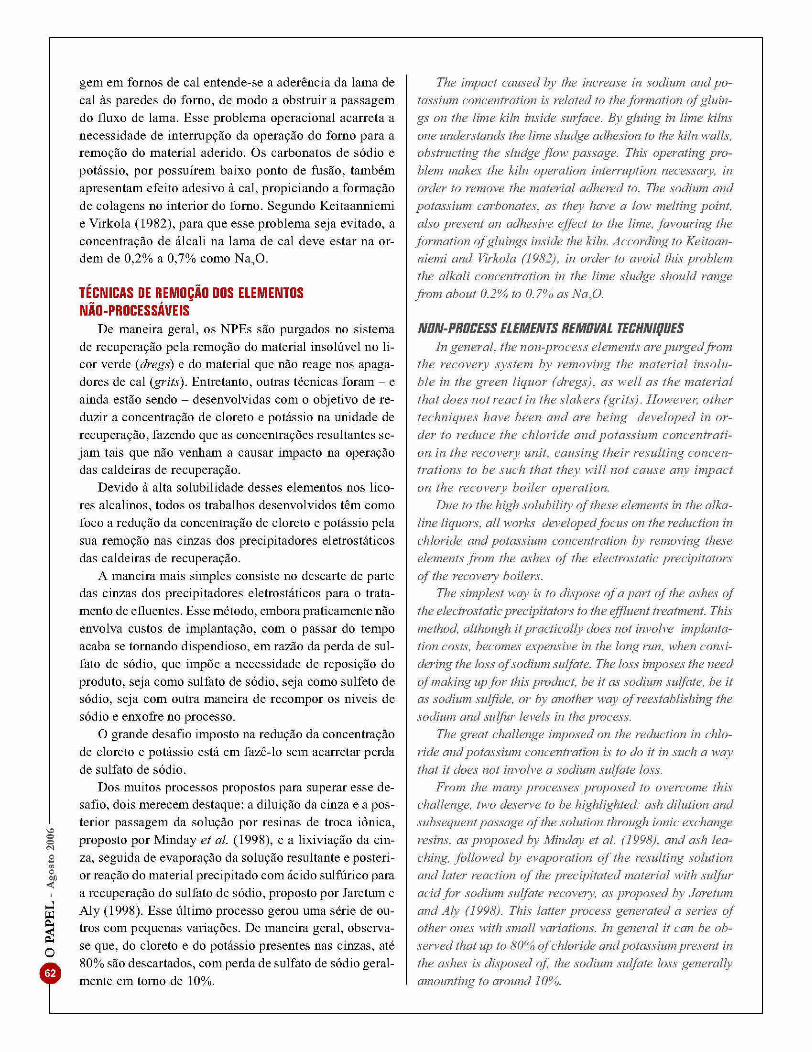
Quanta ao elemento f6sforo de acordo com Ulmgren e
Radestr6m 1997 a unica maneira de controlar sua con
centrayao no ciclo calcio consiste no descarte da lama de
cal Para essesautores nao hacomo preestabelecer a quan
tidade de lama a ser descartada que depende do grau de
fechamento do processo da quantidade de f6sforo incor
porada atraves da madeira e da qualidade da cal virgemutilizada no processo
Montanbese et al 1998 demostraram que a filtra ao
do hear verde se revela a maneira mais eficiente para a
remoyao dos demais Elementos Nao Processaveis como
ferro cobre manganes magnesio e alurninio na unidade
de recuperayao A Tabela II ilustra a comparayao da re
mOyao dos NPEs por duas tecnicas de separayao clarifi
cayao e filtrayao do hcor verde
A maioria dos demais NPEs pode ser removida por
essas duastecnicas com exceyaodos elementos altamen
tesoluveis em hcores alcahnos como silicioe alurninio
Para 0 casO do alurninio emprega se 0 metodo da utih
za ao de sulfato de magnesio Teder et al 1990 observa
ram que 0 magnesio reage com 0 alurninio formando urn
sal duplo com baixa solubihdade denominado hidrotalcita
Mgl A1JOHCO nH O x 0 1 0 34 Wannen
macher et al 1998 concluiram que a solubilidade do alu
minio no hcor verde pode ser reduzida com a presenya de
magnesio e sugerem que a adiyao desse ultimo elemento
possa favorecer a precipitayao doalurninio em clarificado
res de hcor verde reduzindo assim a probabihdade de for
mayao de alurninossihcatos Os mesmos autores observa
ram ainda a reduyao da concentrayaode silicio quando da
adiyao de sulfato de magnesio ao hcor verde
IIPEs Nil UNmADE DE RECUPERIl liD 011 RIPASIl U
CEWU1SE E PAPH
A fabrica de celulose da Ripasa S A Celulose e Papellocahzada na divisa dos municipios de Americana e Li
As far as phophorus is concerned according to Ul
mfrren and Riidestr6m 1997 the only vay to control its
concentration in the calcium c vcle is hv disposing of the
lime sludge For these authors there is no vay to preestaMi h the sludge amount to be di Josed oj which 1 vi de
pend on the degree ofprocess closure on the phosphorusamount incorporated through the wood and on the quality
of the virgin lime used in the process
1vfontanhese et al 1998 demonstrated that green liquorjiltration is the most ejficient 1uy for rernoving the re
maining non process elements such as iron copper man
ganese magnesium and aluminium present in the reco
verv unit Table 11 illustrates the comparison Of1yPES re
moval by means offlvo separation technique one by gre
en liquor clarification and the other one hy itsjiltrationj1ost remaining non process elements can he remo
ved by means of these two techniques except for those
element highly soluble in alkaline liquor as silicon
and aluminium
The method applied Jr aluminium is the use ofmagnesium sulfate Teder et af 1990 ohserved that magnesium
reactslvith aluminium forming a double salt with low so
luhility called hydro aleite 1vlg hAI OH eDd nHG
x 0 1 034 Wannenmacher et af 1998 concluded
that the solubility ofaluminium in the green liquor can he
reduced by the presence of magnesium and suggest that
adding the latter may favour aluminium precipitation in
green liquor clarijiers thus reducing the likelihood of alu
mino silicate formation The same authors also ohserved
the reduction in silicon concentration yvhen adding mag
nesium sulfate to the green liquor
N
Zo
1
NON PROCESS ELEMENTS IIll rHE IIECfJIflifll UNIT
OF HIPASA S A CfLUUJSE E PllPEl
The pulp mill ofRipasa S A Ce ulose e Papel situated
on the houndar between the municipalitie i ofAmericana
lIll
o
l
IS
o
o
meira no Estado de Sao Paulo elevou suaproduyao de
celulose em 34 entre 2002 e 2003
Nessa expansao a unidade de recuperayao quimicafoi contemplada comumanova planta de evaporayao com
capacidade para 310 toneladas de agua do lie or preto por
hora urn novo faffio de caI com capacidade para produzir 400 toneladas par dia uma nova caldeira de recupe
rayao com capacidade para queimar 1 100 toneladas de
s61idos secas pordia alem de adequayoes na planta de
caustificayao que acarretaram a instalayao de urn filtra
de hear branco
A linha de fibras par sua vez foi contemplada com a
instalayao de urn digest or continuo em substituiyaoaosdigestores hatch ate entao existentes e umanova linha de
branqueamento constituida de uma sequencia ECF que
opera em conjunto comas duas outras linha de branqueamento standard existentes antes da expansao Soma se
ainda a instalayao deuma planta quimica para a produyaode di6xido de cloro
Tal expansao propiciou maior fechamento da unidade
de recuperayao quimica tendo se em vista a possibilidadede reduyao do descarte de lama de cal mediante a instala
yao de urn fOffiO de cal com capacidade decalcinar toda a
lama de cal produzida na etapa de caustificayaoA fimde avaliar 0 impacto do fechamento da unidade
de recuperayao no acurnulo dos Elementos Nao Processa
veis serao mostrados e discutidos neste artigo os resulta
dos obtidos nadeterminayao da concentrayao dos NPEs
na area de recuperayao quimica antes e ap6s a expansao
MmlDIlUlGlA PARA A DmRIIIII IA liil DE IIPEs iliAUlllmADE liE RECUPERlI iiil QUiMIClIll1l RIPIISIl U
CEWUlSE E PAPH
N
Bw
o
1
Para a determinayao das concentrayoes dos NPEs uti
lizaram se amostras coletadas em tres pontos da unidade
de recuperayao 1 entrada do sistema de evaporayao que
corresponde a amostra de licor preto fraco 2 saida da
unidade representado pela amostra delicorbranco forte e
3 etapa do ciclo de calcio avaliadopor uma amostra de
lama de ca
Realizou se a coleta das arnostrasem quatro period os
distintos dois antes e dois ap6s a expansao da unidade
industrial 0 primeiro levantamento foi efetuado entre 23
e 25 de setembro de 2002 0 segundo de 23 a 25 de no
vembro de 2002 0 terceiro de 21 a 23 de janeiro de 2004
eo quarto de 23 a 25 de maio de 2004 Ap6s as coletas as
amostras foram acondicionadas e enviadas para analise
ao Laborat6rio de Quimica Inorganica do Instituto de Pes
quisas Iecno16gicas do Estado de Sao Paulo IPI
A determinayao das concentrayoes dos NPEs avaliada
neste trabalho consiste na definiyao experimental da com
posiyao quimica das amostras por meio da analise dos se
and limeira in the State ofSoo Paulo had its pulp pro
duction raised by ahout 34 hetween 2002 and 2003
Through this expansion the chemical recovery unit re
ceived a nnv evaporation plant vith capacity to evapora
te 310 tons ofvmterfrom the black liquorper hour a nev
lime kiln Ivith capacity to produce 400 tom of lime per
day a nelv recovery boiler with capacity to burn 1100
ton ofdry solids per da v besides adaptations at the caus
ticization plant vt4lich resulted in the installation of a
while liquor jillerAs to the jiber line it received the installation ofa con
tinuous digester to replace the batch digesters existing up
to then as vell as a nnt bleaching line COl1sisting of an
ECF sequence operating conjointv v ith the tlVO other stan
dard hleaching lines exL ting hefore the expansion The
expansion also included the installation ofa chemicalplantfor chlorine dioxide production
This expansion provided a greater closure of the che
mical recovery unit considering the JHJeIsibili v of redu
cing the lirne sludge diqJOsal bv means lthe installation
ofa lime kiln vliith capacity to calcine the hole lime slud
ge produced at the causticizatiol1 stageIn order to evaluate the impact ofclosing the recovery
unit on the non process element accumulation the results
ohtained from determining the NPEs concentration in the
chemical recoverv area before and after the expansion will
he shovm and discussed in this article
METHOlJJlfJGY fOR flJf1Es lJE1EflMINlll10N IN THE CHEMICIII
RECOVERY UNITOf RlflllSA S A CEllJUlSE E flAPEl
Samples collected at three Joints of the recover v unit
vvere used to determine NPEs concentrations The jirstcollection point represents the evaporation ystem inlet
which correspond to the v eak hlack liquor sample the
second one the unit owlet represented by the strong vhite
liquor sarnple and the thirdpoint is a calcium c vcle stage
evaluated by a lime sludge sampleThe samples have heen collected in four distinctperi
ods my periodhefore and vvo further period after the
industrial unit erpansion Thefirst survey was carried out
in the periodjrom September 23 to 25 2002 the second
onefrom November 23 to 25 2002 the thirdperiodfrom
January 21 to 23 2004 and thejiJlrrth onefrom 1vfay 23 to
25 2004 After being collected the samples rvere packedand sent jiH analysis at the Inorganic Chemistry Labora
tory of the Im titute of Technological Researches IPT ofthe State ofSoo Paulo
The NPEs concentration determination evaluated in this
work consists in experirnentally determining the chemical
composition qfthe samples by means qfthe analysis ofthe
follodng elements aluminium calcium chloride phosphorus magnesium potassium silicon and sodium
guintes elementos aluminio calcio cloreto f6sforo mag
nesio potassio silicio e s6dio
Realizou se a identificayao ea determinayao da com
posiyao dos elementos aluminio ferro silicio e f6sforo
viaespectrometria de plasma Inductive Coupled Plas
ma ICP pormeio do espectrometro de emissao atomic a
de plasma da marca Seiko modelo SPS 1700R Os ele
mentos calcio magnesio s6dio e potassio passaram por
analise via espectrofotometria de absoryao atomica no
espectrofotometro deabsoryao atomica da marca Shima
dzu modelo AA670 Efetuaram se as analises de acor
do com os procedimentos do IPT DQ LAQI AA OI9
Analise Quantitativa em Licor Negro por Espectrometria de Plasma e ou Espectrofotometria deAbsoryao Ato
mica e DQ LAQI VC OI6 Determinaao do Teor de
Cloreto por Volumetria
Iodas as analises foram feitas em triplicata com os
resultados indicando intervalos com 95 de confianya para
a media das tres repetiyoes
IIPRESENTIl lill E ANALISE IllS RESULTADOS
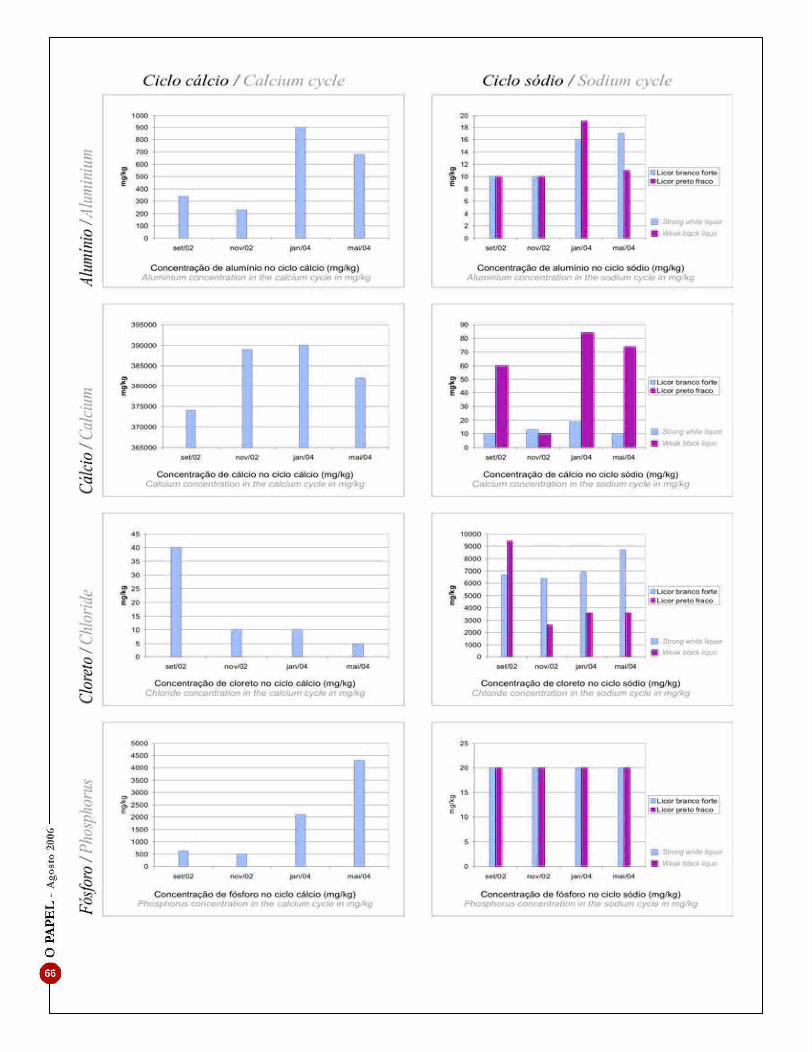
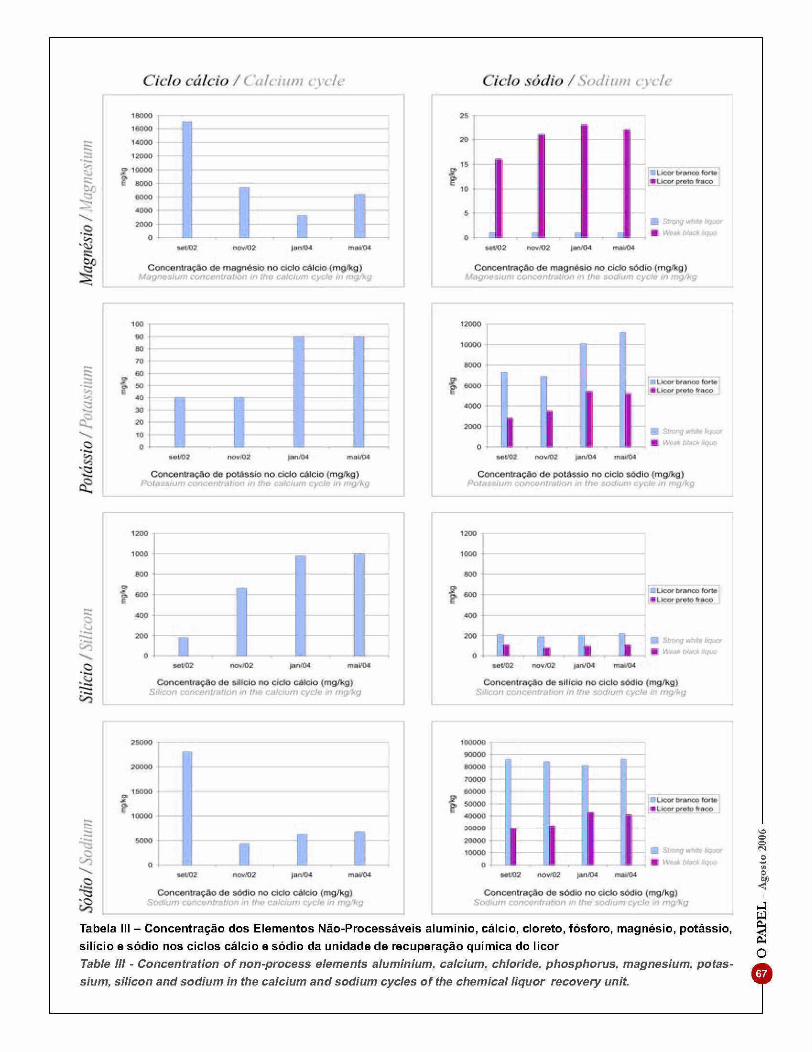
A Iabela III que apresenta os resultados das analises
quimicas mostraas concentrayoes dos elementos calcio
cloreto f6sforo magnesio potassio silicio e s6dio nos
ciclo calcio lama de call e sodio licor branco forte e li
cor preto fraco
Nao obstante a pouca quantidadede dados disponiveispara analise os resultadosapresentados na Iabela III mos
tram as tendencias comentadas abaixo
i Aumento das concentrayoes de aluminio ferro f6s
foro potassio esilicio masdiminuiyao das concentrayoesde cloreto magnesio e manganes no ciclo calcio ap6s a
expansao Quanto ao ciclos6dio observa se aumentodas
concentrayoes de aluminio magnesio e potassioii Aumento da concentrayao de aluminio no licor
branco forte e na lama de cal ligado diretamenteao fe
chamento de circuito efetuado no ciclo calcio com a re
dUyao de descarte de lama de caI Como citado anterior
mente atualmente ha compatibilidade entre a gerayaode lama de cal e a capacidade de produyao do forno fa
zendo que haja apenas 0 descarte da lama atraves da precamada do filtro de dregs 0 fato de 0 licorpreto fraco
apresentar concentrayao de aluminio menor do que 0 li
cor branco forte sugere certo descarte desse elementopelalinba de fibras
iii Aumento da concentrayao de calcio no licor pretofiaco 0 que sugere mudanya no tipo de madeira utilizada
ou na concentrayao desse elemento para 0 mesmo tipo de
madeira Essa hip6tese no entanto ainda esta sob analise
iv 0 fato de a concentrayao de cloreto ser maior no
licorbranco forte do que no licor preto fracosugere in
cremento da concentrayaodesse elemento no ciclo de re
The identification and determination of the cmfl i
tion qfaluminium iron silicon and phosphorus 11as car
ried out via plasma spectrometrv Inductive CoupledPlasma lCP b means ofSEIKO S PS 1700R model ato
mic plasma emission pectrometer 0 hereas calcium mag
nesium sodiurn and potassium yvere analyzed via atomic
absmption pectrophotometry through SJIJvL4DZUAA670
model atomic ahsorption spectrophotometer The analyseslvere carried out according to 1PT procedures DQLAQI AA 019 Quantitative Analysis in Black Liquorhv Plasma Spectrmnetry and or Atomic Ah I orption Spec
trophotometry and DQ LAQI VC 016 Chloride con
tent determination h v volurnettyAll analyses vere carried out in triplicate Iith the re
wlts indicating intervals ytiith 95 of confidence for the
average of the three repetitions
PRESENTATiON ANDANALYSIS OF THE flESUlTS
Tahle 111presents the results of the chemical analysesThis table indicates the concentrations ofcalcium chlori
de pho phorus magnesium potassium silicon and sodium
in the calcium c vcle lime sludge and in the sodiurncycletrong 1vhite liquor andlveak Mack liquor
Notvithstanding the small amount ofdata availahleforanalysi I the results presented in Table III shoyv the follo
wing tendencies
i increase in aluminium iron pho phorus potassium and silicon concentrations and decrease in chlori
de magnesium and manganese concentrations in the cal
cium cycle after the expansion As to the sodium cycle an
increase in alurniniurn magne ium and potassium con
centrations is observed
ii increase in aluminium concentration in the strongvhite liquor and in the limesludge v hich is directv re
lated to the circuit closure effected in the calcium cycle
by reducing the lime sludge disposal As jHTviously rnen
tioned there is at present a compatibility between lime
sludge generation and kiln production capacity causingto be sludge di l jJosal just through the dreg filter pre
layer Thefact that the l ieak black liquor presents a lovver
aluminium concentration than the strong 1vhite liquorsuggests that there is a certain disposal of this elernent
through the fiber line
ifi increase in calcium concentration in the weak black
liquor which suggests either a change in the type ofwood
used or a change ofconcentration of this element for the
same type of HY Od Hmtever this hypothesis is still in
analysisiv The fact that the chloride concentration is hi
gher in the strongYihite liquor than in the 1veak black
liquor suggests that there is an increase in the concen
tration of this element in the recoverv cycle A i possible
N
Zo
1lIll
o
N
Bw
o
1l
IS
o
Cido ctllcio
ilH
QJO
we
I
IIGDD
t OOD
4 t i
j
I
10
L j 0Hi Fihils W
390 J 0
nmXjO
t t i ii
JbDOOO
ll fitii
3WOG
j6 W
rj
U
NO l111VIX finv HliflJr
6
46
Ci5
Jt
r w
to
o
ow r nj U il JOh iTI1Oi Jl
iQl
MiDO
4iDt
robt
i giDQ
100
1500
jj I j
SOO
I O
o
ei
0l1 li ilili04 mWl14
Cido uidio
11
HI
i12
He
iwi I j10
CDil8antrBig8c d aNJfI ikiCi no
l
fill
fi
r
fill
1fr4l1
w
Ii
i
f fI2 tn
I VJ
fKiOO
ti
lriy
griD
ijY
oi 0j
KHY J
DUO
Hjfj
o
tHl
i0 4 iild j
tii
IlID
III
2
lit
iff
0
jjii
j1 Io1 mWJ
h I j Wf1 n mHj
i Mell GHi Q4
llIli
o
Tabela III Concentra4ao dos Elementos Nao Processaveis aluminio calcio cloreto f6sforo magnesio potassiosilicio e s6dio nos ciclos calcio e s6dio da unidade de recupera4ao quimica do licor
Table m Concentration of nonprocess elements aluminium calcium chloride phosphorus magnesium potas
sium silicon and sodium in the calcium and sodium cycles of the chemica liquor recovery unit
Cido ctllcio Cido uidio
iijlXl
H OOO
l iJiXJ tr
j OOO
fl1 I
j BDt J
nlGD
15
Ji
rt
fi J
ooo
1mo
tibD J MJ i iMifNi lh Q oaY hfjYil p tii ii dOj
de no
i ijlfJ
o Jim
10flO
6iiKi
i OO
iIJli
2000
Oo n rltliVl lllltNVt Wirf o m2it M il 04
1200
ioon
1l1Jj
i68400
Q
ill
Hu il i v iljj l1i 04MI J ii0itHilM VM f t C
7SfC j i0ffi10
J00 0
1lDDOG1QOO
liJt J
WOOf
jjJjijiW
SOvI p
lM01
p11100
JDfr cj
xf00
toDQC
G 1f
l IiD 0 0 jiir til w iiiU4 wlKEi IijW Q iilitWi Hifi
B
N
Zo
1lIll
o
cuperayao Comopossiveisfontes haa soluyaode sesquissulfato de so
dio oriundo da produyaode dioxido de cloro uti
lizadopara a manuten
yao da sulfidez do licor
branco e a soda causti
ca utilizada para a cor
reyao do alcali efetivona
area da caustificayaoAlem disso com a adi
yao de umanova caldei
ra de recuperayao pro
vavelmente 0 acumulo
desse elemento deve ser
modifitado emrelayaoa
lo
0
j
rT@fflp dll foil1Oi 1dQ fOfflo j ijoCa
sources there is the
solution of sodium
sesquisulfate originating from the
chlorine dioxide
production used to
maintain the vvhite
liquor sulphidityand the caustic
soda lisedfor ejlective alkali correcti
on in the causticizaI
r jJ
tion area Besides
villI the addition ofa nevj recovery hoi
ler the accumulati
on of this element
should he probahlymodified 1 ith regard to the previous conjiguration
v the low COfcentration ofcopper and iron foundout at all analyzedpoints agrees 1 ith that stated hy Pa
leogoulo et al 1999 namely that these elements are
considered to he rnicroelements having in view their low
concentration in the process lower than 50ppm
vi in the jigure 3 if can he ohserved that the in
crease in pho phorus concentration resulted in a de
crease in the concentration of useful CaO producedin the lime kiln Thisjigi1re shovvs the monthly avera
ge of useful CaO of the lime produced in the lime kiln
of Ripasa all along the periodfrom A1ay 2003 to Oc
tober 2005
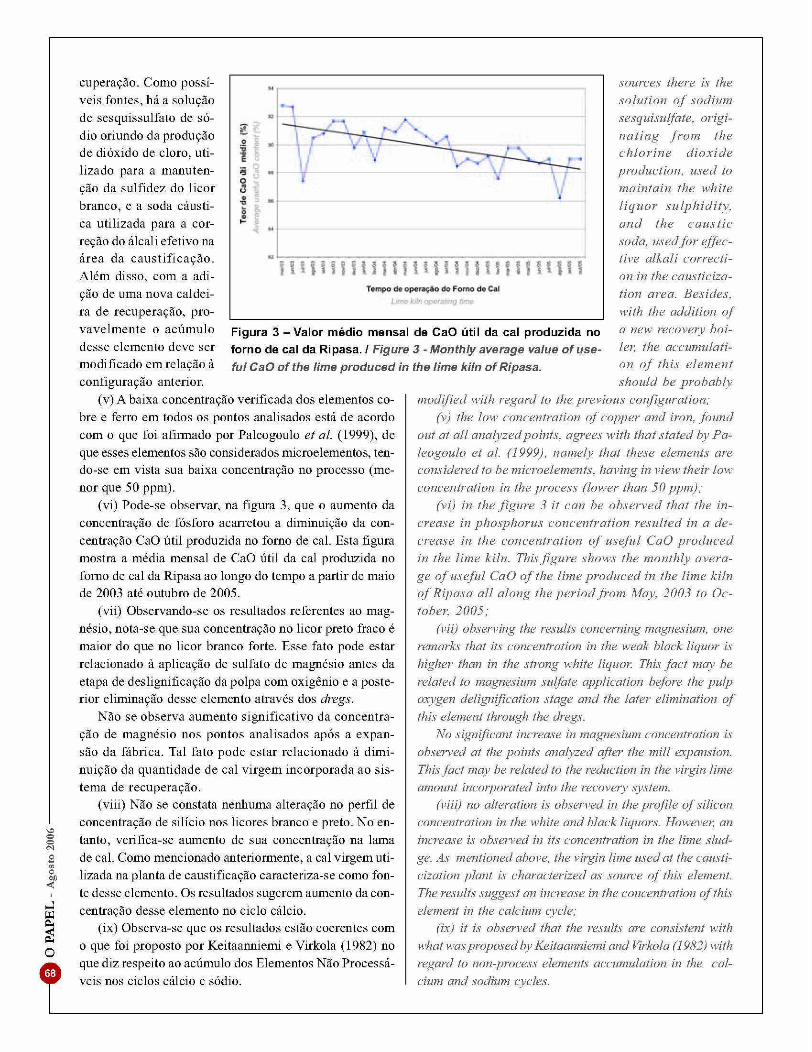
Figura 3 Valor medio mensal de CaO util da cal produzida no
forno de cal da Ripasa I Figure 3 Monthly average value of use
fu CaD of the limeproduced n the lime kiln of Ripasa
N
Bw
o
1
configurayao anterior
v A baixa concentrayao verificada dos elementos co
bre e ferro em todos os pontos analisados esta de acordo
com 0 que foi afirmado por Paleogoulo et al 1999 de
que esses elementossao considerados microelementos ten
do se em vista sua baixa concentrayao no processo me
nor que 50 ppm
vi Pode se observar na figura 3 que 0 aumento da
concentrayao de fosforo acarretou a diminuiyao da con
centrayao CaO util produzida no fOffiO de caI Esta figuramostra a media mensal de CaO util da cal produzida no
fOffiode cal da Ripasa ao longo do tempo a partir de maio
de 2003 ate outubro de 2005
vii Observando se os resultados referentes ao mag
nesio nota se quesua concentrayao no hcor preto fraco e
maior do que no hcor branco forte Esse fato pode estar
relacionado a aplicayao de sulfato de magnesio antes da
etapa de deslignificayao da polpa com oxigenio e a posterior eliminayao desse elementoatraves dos dregs
Nao se observa aumento significativo da concentra
yao de magnesio nos pontos analisados apos a expansao da fabrica Tal fato pode estar relacionado a dimi
nuiyao da quantidade de cal virgem incorporada ao sis
tema de recuperayaoviii Nao se constata nenhuma alterayao no perfil de
concentrayao de silicio nos licores branco e preto No en
tanto verifica se aumento de sua concentrayao na lama
de caI Como mencionadoanteriormente a cal virgemutilizada naplanta decaustificayao caracteriza se como fon
te desseelemento Os resultados sugerem aumento da con
centrayao desse elemento no ciclo calcio
ix Observa se que os resultados estao coerentes com
o que foi proposto por Keitaanniemi e Virkola 1982 no
que dizrespeito ao acumulo dos Elementos Nao Processa
veisnos ciclos calcio e sodio
l
IS
o
vii observing the results concerning magnesium one
remarks that its concentration in thelveak hlack liquor is
higher than in the strong white liquor This fact may he
related to magnesium suljate application bej re the pulpoxygen delignification stage and the later elimination ojthis element through the dregs
No sign ficam increa ie in magnesium concentration is
observed at the points analyzed after the mill expansionThis fact mG he related to the reduction in the virgin lime
amount incorporated info the recovery l stem
viii no alteration is observed in the profile ofsilicon
concentration in the 0 hite and hlack liquors How ever an
increase is oherved in its concentration in the Hme slud
ge As mentioned above the virgin lime used at the causli
cization plant is characterized as source of this element
The results suggest an increase in fhe concentration ofthis
element in fhe calcium c yc e
IX it is ohserved that the results are consistent Vith
vhat lvasproposed by Keitaanniemi and Virkola 1982 Y ith
regard to non process elements accumulation in the cal
cium and sodium cycles
IIlIllCWSAOA unidade industrial Ripasa tern operado com niveis
aceitaveis de concentrayao dos NPEs E importante res
saltarque mudanyas das condiyoes operacionaise de pro
jeto da unidade industrial ocasionam modificayoes nas con
centrayoes dos NPEs em todo 0 processo Controlar os
niveis desses elementos e manter urn hist6rico das con
centrayoes dos NPEs sao de extrema importancia 0 aCOffi
panhamento desses valores permitira que alterayoes no
processo sejam realizadas de forma a minimizar ou evitar
osurgimento de diversos problemas operacionais
CfJNCtlJSlfJN
The industrial unit Ripasa has operated Yvith acceptahIe levels ofnon process elements concentration It lV im
portant to stress that alterations in the operating and de
sign conditions of the industrial unit lead to modificationsin the NPEs concentrations in the vhole process Ii control
lthe levels qf these elements and the achievonent qf a
history of PEs concentrations are extremev irnportantThe follol up ofthese values ill allov changes in the pro
cess to he carried oW so as to rninimize or to prevent seve
ral operating prohlems frorn appearing
BIBlIOGRIlFl1l lITERATURE MONTANHESE M CARVALHO M M V PUIG
ADAMS TN TRAN H et al Kraji Recovery Boi
lers Tappi Press Atlanta 1997
DQ LAQI AA 019 Comunicaao t cnica IPT365
85 Analise quantitativa em licor negro por espectro
metria de plasma e ou espectrometria de absoryao ato
mica Laborat6rio de Quimica Inorganica IPI
DQ LAQI VC 016 Determinaao do teor de clo
reto por volumetria Laborat6rio de Quimica Inorga
nica IPT
FREDERICK w KRISHAN R AYERS R Pirs
semite deposits in green liquor processing Iappi Jour
nal February 1990
JARETUN A ALY G Leaching ofchoride and po
tassium from electrostatic precipitator catch Internati
onal Chemical Recovery Conference 1998
JEMAA N et al Non process elements inthe Krajf
cycle part ISources levels and process effects Pulp
and Paper Canada 1999
KEITAANNIEMI 0 VIRKOLA N Amounts and
behaviour ofcertain chemical elements in krajfpulp ma
nufacture resultofa mill scale study Paperi ja Puu 1978
KEITAANNIEMI 0 VIRKOLA N Undesirahle
elements in causticizing systems Iappi Journal vol 65
n07 July 1982
MINDAY M et a An overvieyl ofvarious strate
gies for balancing salt cake chloride and potassium le
vels in an ECF krajf mill International Chemical Reco
very Conference 1998
F P Green liquor filtration at Aracruz celulose Mill
causticizing and efjluent close up pilotplant and prac
ticalresults International Chemical Recovery Conferen
ce 1998
PARK H ENGLEZQS P Precipitation conditions
of aluminosilicate scales in the recovery cycle of krajf
pulp mills Pulp and Paper Canada 2001
POTGIETER J H POTGIETER S S WAAL D An
empirical study offactors influencing limeslaking Part
IILime constituents and vater composition Water SA
Vol 29 NO 2 April 2003 Disponivel em http
www wrc org za public a tions wa tersa 2 003 a prill
voI29n02 asp Acesso em 25 Set 2004
SACON V VENTURA 1 w HEINRICH F Ba
lan o de metais e nGO metais numa fabrica de celulose
Kraft um conceito para c ircuitofechado 280 Congresso
Anual de Celulose e Papel ABTCP 1995
IRAN H Hot does a recovery boiler becomeplu
gged Kraft Recovery Operations Tappi Short Course
Notes 1990
ULMGREN P RADESTROM R The huild up of
pho phorus in a krajf pulp mill and the precipitation
of calcium pho phate from green and white liquors
Journal of Pulp and Paper Science vol 23 n02 Febru
N
Zo
1ary 1997
WANNENMACHER P N et a1 The soluhility of
lIll
o
oaluminosilicates in krajf green and white liquors Inter
national Chemical Recovery Conference 1998 1