Embed Size (px)
Citation preview

RPCDC 809 Version A 22th of October 2014
L’ORÉAL DIRECTION GENERALE DES OPERATIONS
Expertise Packaging
Cahier des charges
Prevention of mould on promotional items Written by: Isaure Deveraux - de Pascal
Reviewed by: Christian REVENU
Approved by: Gilles BAUDIN

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 2 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
CONTENTS
CONTENTS 2 1. OBJECTIVE .................................................................................................................. 3 2. DEFINITIONS ................................................................................................................ 3 3. CONTEXT: MOULDS ........................................................................................................ 4 4. REQUIREMENTS AND GOOD PRACTICES RELATING TO THE PRODUCTION AND TRANSPORT OF ITEMS .... 5
4.1 Requirements relating to the production of items ................................................ 5
4.2 Good practices relating to cleanliness evaluation of items ...................................... 5
4.3 Requirements relating to packaging of items ...................................................... 6
4.4 Requirements relating to the transport of items .................................................. 8
5. REQUIREMENTS IN THE CASE OF CONTAMINATION OR MOULD ................................................... 9
5.1 Isolating the moldy or contaminated items ........................................................ 9
5.2 Decontamination of the items ....................................................................... 9
5.3 Verifying the decontamination performance .................................................... 11
5.4 Dust-removal from items ........................................................................... 12
5.5 Identification of the mould strain ................................................................. 12
6. GOOD PRACTICES RELATING TO THE PRODUCTION, TRANSPORT AND STORAGE OF ITEMS ............... 12
6.1 Good practices relating to the production of items ............................................ 12
6.2 Good practices relating to the transport of items .............................................. 14
6.3 Good practices relating to the storage of items ................................................ 14
APPENDIX 1: STORAGE PRECAUTIONS FOR DESICCANTS AND HUMIDITY ABSORBERS ........................... 15 APPENDIX 2: INSERTION OF HUMIDITY ABSORBERS IN CONTAINERS ................................................ 16 APPENDIX 3: INFORMATION TO BE SPECIFIED DURING AN IONISATION TREATMENT REQUEST ................ 18 APPENDIX 4: VERIFICATION OF THE CONDITION OF THE EXTERIOR OF HANDLING UNITS AND OF THE
CONTAINER AT EACH TRANSHIPMENT .................................................................................... 19 ANNEXE 5: SUPPLIER COMMITMENT ....................................................................................... 20

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 3 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
1. OBJECTIVE
This cahier des charges defines L'OREAL'S minimum requirements for combating mould on promotional items.
It reinforces the degree of vigilance that l’OREAL expects from its suppliers who maintain an obligation to deliver conforming products, notably free from mould.
The key to success resides notably in proper management of hygiene, cleanliness and humidity during production, transport and storage.
2. DEFINITIONS
The terms defined below are in italics in the cahier des charges. Humidity absorber: A humidity absorber enables the relative humidity of the air to be maintained below a certain threshold. Above this threshold, it is triggered and absorbs excess humidity. Desiccant: A desiccant absorbs all humidity around it. It reacts at the first sign of moisture. Supplier: with whom L’OREAL has placed the order Relative humidity of the air: Depending on its temperature, air is capable of containing more or less water vapour. Relative humidity is defined, at a given temperature, as the ratio between the water actually contained in the air and the maximum amount it can contain at this temperature. Control lot: A control lot corresponds to all items with the same reference, from a same supplier, and with the same characteristics and homogenous quality.
For example, items from a same control lot must be identical (same construction, same material, same color) and from a same production run. TGC [Total Germ Count] test: The TGC test is a quantitative test. It enables the counting of the number of germs per gram after culturing (nutritive medium, humidity and heat). The result is given in “Colony Forming Units per gram” (CFU/g). Transhipment: Loading or unloading of goods to or from a means of transport. Desiccant unit (DU): In the absence of an international standard, a desiccant unit is defined according to the French standard NF 00-321: 1 desiccant unit corresponds to 100 g of water absorbed at 23°C and 40% relative humidity. Handling unit: Group of tertiary packaging which constitutes a manipulable set (e.g. a pallet of cartons).

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 4 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
3. CONTEXT: MOULDS
3.1 Development conditions
Moulds are microorganisms that are omnipresent in the atmosphere in the form of spores in suspension, often coupled with dust particles. In order to germinate and grow, spores need:
nutrients: organic substances (wood, paper, plastics, textile fibres, etc.)
oxygen;
water;
and a favorable environment, ideally a temperature of between 20°C and 33°C.
In order to limit the risk of mould, it is necessary to remove one of these parameters or reduce its presence.
It is not very realistic to control the temperature throughout the entire lifecycle, so priority is given to removing or limiting the presence of:
spores;
water;
even oxygen.
3.2 The sensitivity of materials to mould attack
Materials can be classified according to their sensitivity to attack from mould.
Very sensitive materials
Organically grown textile materials are very sensitive to attack from mould as they have
been grown without pesticides.
Porous plastic materials (or other non-smooth materials) such as foams are very sensitive to
moulds as the germs can easily deposit themselves in the cavities of the pores.
Sensitive materials
Non-organically grown textile materials;
Non-porous plastic materials1;
Wood, straw;
Paper, card.
Non-sensitive materials
Varnished wood;
Metal.
1 The ISO standard 846-1997 enables the resistance of non-porous plastic materials to bacteria and fungi to be verified.
RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 5 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
4. REQUIREMENTS AND GOOD PRACTICES RELATING TO THE PRODUCTION AND TRANSPORT OF ITEMS
4.1 Requirements relating to the production of items
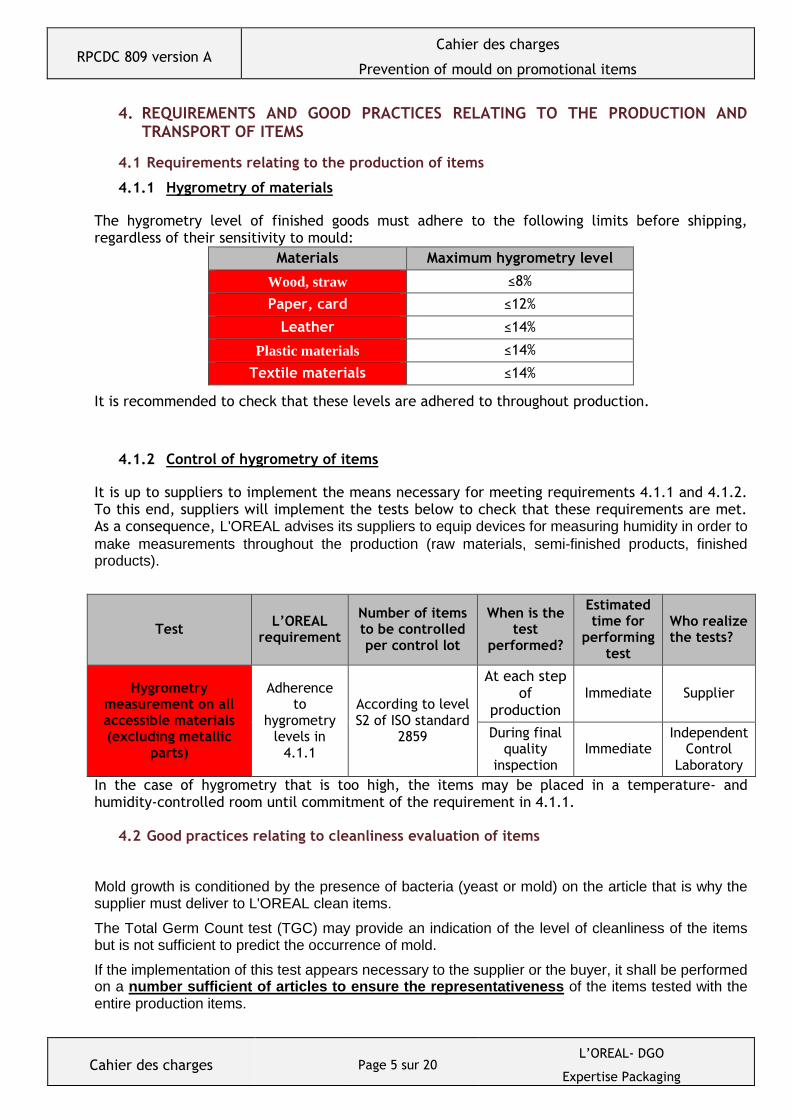
4.1.1 Hygrometry of materials
The hygrometry level of finished goods must adhere to the following limits before shipping, regardless of their sensitivity to mould:
Materials Maximum hygrometry level
Wood, straw ≤8%
Paper, card ≤12%
Leather ≤14%
Plastic materials ≤14%
Textile materials ≤14%
It is recommended to check that these levels are adhered to throughout production.
4.1.2 Control of hygrometry of items
It is up to suppliers to implement the means necessary for meeting requirements 4.1.1 and 4.1.2. To this end, suppliers will implement the tests below to check that these requirements are met. As a consequence, L'OREAL advises its suppliers to equip devices for measuring humidity in order to
make measurements throughout the production (raw materials, semi-finished products, finished products).
Test L’OREAL
requirement
Number of items to be controlled per control lot
When is the test
performed?
Estimated time for
performing test
Who realize the tests?
Hygrometry measurement on all accessible materials (excluding metallic
parts)
Adherence to
hygrometry levels in
4.1.1
According to level S2 of ISO standard
2859
At each step of
production
Immediate Supplier
During final quality
inspection Immediate
Independent Control
Laboratory
In the case of hygrometry that is too high, the items may be placed in a temperature- and humidity-controlled room until commitment of the requirement in 4.1.1.
4.2 Good practices relating to cleanliness evaluation of items
Mold growth is conditioned by the presence of bacteria (yeast or mold) on the article that is why the supplier must deliver to L'OREAL clean items.
The Total Germ Count test (TGC) may provide an indication of the level of cleanliness of the items but is not sufficient to predict the occurrence of mold.
If the implementation of this test appears necessary to the supplier or the buyer, it shall be performed on a number sufficient of articles to ensure the representativeness of the items tested with the entire production items.

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 6 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
Furthermore, the test sample will be sample from the most risky area in terms of cleanliness and handling. It will therefore focus on the removal of the most sensitive material in accordance with Section 3.2, areas heavily manipulated seams, the glued areas, as glue is a vector of contamination.
Therefore, it is considered that the risk of contamination is low if the yeast and mold contamination is lower than 10 CFU / g. However, for a contamination exceeds this threshold, we estimate that the risk is present, without being able to predict its occurrence.
Test Number of items to be controlled per control
lot
When is the test
performed?
Estimated time for
performing test
Who realize the tests?
Total Germ Count (TGC)
Sampling zone : the most sensitive
material, seam zones
and bonded areas
All these items necessary to ensure
the representativeness of the test compared to
the production
From first finished and
packaged items
5 days from receipt of samples
Independent Control
Laboratory
If the test is selected, it must be performed by an independent control laboratory approved by L'OREAL and results obtained before shipping the goods. Regarding the results and other aspects of the project, the supplier might recommend decontamination articles. In this case, suppliers must comply with the requirements of L'OREAL on decontamination methods according to chapter 5.
4.3 Requirements relating to packaging of items
In order to protect items from humidity during transport, L’OREAL requests that desiccants be routinely inserted into luggage items, straw items and unvarnished wooden items when they are produced in Asia and then transported by sea.
The following points are to be adhered to: 1) Desiccants are real desiccants, and not humidity absorbers (see 2.Definitions), which do not
absorb all moisture close to items;
2) The quality of the desiccants is such that they do not release the absorbed water once full;
3) Storage precautions of the desiccants, specified in Appendix 1, are complied with, otherwise
there is a risk of inserting desiccants that are already full of water into items and which are
unable to absorb any more during transport;
L’OREAL recommends that the number of desiccants, their desiccant power (indicated in
desiccant units (DU)) and their positioning meet the specifications in the table below. The
supplier has to ensure that the desiccants will not damage the appearance of the items and that
the additional cost is validated by the L’OREAL purchaser.

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 7 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
Number of
desiccant units
(DU) to be
inserted in the
box
Number of desiccant units
(DU) to be inserted close to
each item, on the outside of
the items
Examples of size and mass of
Sekodry desiccants sold by the
company CEA
(www.cea93.com )
Small leather goods
1 DU
200g
1/50 DU 5g
4.5 * 6.5 cm²
Case
1/8 DU 30g
9 * 9 cm²
Small
bag/pouch/large case
1/4 DU 50g
8 * 11.5 cm²
Medium-sized bag
(e.g. Shopping bag)
1/2 DU 100g
8 * 15 cm²
Large bag
(e.g. large weekend
type or sports bags
1 DU 200g
10.5 * 17 cm²
Straw item
1/50 DU 5g
4.5 * 6.5 cm²
Unvarnished wooden
item 1/8 DU
30g
9 * 9 cm²
Small book
1/16 DU 10g
4,5 * 8.5 cm²
Large book
1/8 DU 30g
9 * 9 cm²
Textile item
1/4 DU 50g
8 * 11.5 cm²
Note: The desiccant powers add up. For example, a desiccant power of 1/4 DU may be obtained by inserting 2 x 1/8 DU sachets. A 1/8 DU sachet weighs 30g and is 9 *9 cm². Note: The size of the desiccants depends on the efficacy of the chosen technology. Also, depending on the supplier, the dimensions and the mass of the desiccants may vary widely.

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 8 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
4.4 Requirements relating to the transport of items
In order to limit the humidity level in containers during transport, L’OREAL requests that humidity absorbers be inserted into the containers transporting luggage items, straw items or unvarnished wooden items, for all sea journeys from Asia. On other journeys, the insertion of humidity absorbers is recommended.
The number of humidity absorbers to be inserted into each container depends on the season, geographical area and the journey.
The table below specifies the number of humidity absorbers to be inserted into 20’, 40’ and 40’HC- type containers.
Number of humidity absorbers per container
300 g humidity absorbers have an absorption rate of 400%
Transport period
Wet season
Asia: March to end of September
South America: April to mid-July
Outside of wet season
Container size 20’ 40’ 40’HC 20’ 40’ 40’HC
Journ
ey
Asia → Asia 10 20 24 8 18 20
Asia → Europe / Americas 14 26 30 10 20 25
Europe → North America 8 18 20 8 18 20
Europe → South America 14 26 30 14 26 25
Europe → Asia 14 26 30 14 26 25
The storage precautions for humidity absorbers are specified in Appendix 1. They must be absolutely complied with, otherwise there is a risk that absorbers already full of water may be inserted, which are unable to absorb any more during transport. The insertion plans for humidity absorbers are specified in Appendix 2.

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 9 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
5. REQUIREMENTS IN THE CASE OF CONTAMINATION OR MOULD
5.1 Isolating the moldy or contaminated items
If a trace of mould is detected on a material or item, or contamination of the items is proven (for example, following a TGC test), the supplier must immediately reject and isolate the entire control lot. It can only be re-used if it is decontaminated. In effect, the germs are very volatile and are therefore very likely to have contaminated all items and materials nearby.
The supplier must also reject or decontaminate:
all materials or items likely to have been in contact with this lot (e.g. storage without
protection in the same room);
all items manufactured from the same raw material as the incriminated lot if it is proven
that the source of contamination is the material itself.
5.2 Decontamination of the items
Decontamination is an operation by which living organisms (germs, spores, etc.) present on an item are destroyed.
Two decontamination processes are presented here: Ionization and treatment with ethylene oxide (ETO).
Due to the risks inherent to ETO treatment, this treatment should only be undertaken as a last resort, and must satisfy requirements of 5.2.2.
Decontamination with methyl bromide (CAS No.: 74-83-9) is strictly prohibited.
5.2.1 Decontamination by ionization
Principle Ionization treatment consists of exposing items to ϒ or β type ionising radiation. They release high energy which breaks chemical bonds in living organisms (bacteria, germs, etc.), which destroys them. The intensity of the radiation is adapted according to the level of contamination.
Risks
Exposure to ionizing radiation may alter the appearance of certain plastic materials (cracking phenomenon) such as polypropylene and may lead to the darkening of mirrors.
Precautions
In order to treat moulds, it is recommended to use ϒ-ray ionization with a dose of between 10 and 20 kGy, ideally 15 kGy at the center of the pallet. The supplier must confirm the relevance of the treatment and this dose given the goods and their packaging.
The supplier must implement a testing phase on a carton in order for L’OREAL to visually inspect and validate the visual impact of the treatment on the items and to verify its performance according to 5.3.
Information to be specified during an ionization treatment request are given in Appendix 3.

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 10 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
5.2.2 Decontamination by ETO treatment
Due to the risks inherent to ETO treatment, this treatment should only be undertaken as a last resort, and must satisfy requirements stated in the “Precautions” section.
Principle
Ethylene oxide (ETO) is a gas with biocidal properties, i.e. capable of destroying living organisms.
Treatment with ETO is broken down into four phases:
A pre-conditioning phase, during which an environment favorable to the growth of spores is
created by altering the temperature and humidity.
An injection phase where ETO is injected into the enclosed space in which the items are
contained (a vacuum is created by ejecting the air then injecting the ETO). This phase ends
once the necessary concentration of ETO is reached and is uniform in the treatment space.
A contact phase, during which the gas acts on the microorganisms and destroys them.
A desorption phase, during which the ETO is ejected from the treatment space and gradually
replaced with air. This phase may take time as certain materials readily absorb ETO and
desorb (release) it slowly.
The items do not need to be unpacked during the treatment since the ETO, as a gas, can permeate through to the items via gaps in the packaging.
The treatment parameters are adjusted according to the characteristics of the item. By way of example, an item of which the material readily absorbs ETO will require a longer desorption phase than an item of which the material absorbs little. Notably, textile materials absorb ETO very easily, plastic materials absorb a little and metal does not absorb. Also, the desorption phase will be much longer (up to 2 or 3 days) for a textile item than for a plastic item (a few hours).
Risks
ETO is toxic to humans and is classified as a category 2 carcinogen (may cause cancer) and mutagen (may cause genetic anomalies) by the European Union (REACh regulation 1907/2006).
ETO is extremely flammable.
Decontamination ETO shall not be performed for articles composed of PVC, because of the strong reaction between PVC and ETO. As a reminder, the use of PVC is strictly prohibited by L'OREAL, except in the case of electric cables.
Finally, it is not possible to carry out ETO treatment on hermetically-sealed goods or pressure sensitive items (ex: mirrors). Indeed, during the ETO injection and ejection phases a vacuum is created and the pressures involved would break out the hermetically-sealed spaces/item.
INRS Toxicological label FT 70 (2012)

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 11 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
Cautions
Due to the risks linked to ETO treatment, L'Oréal allows its use as a last resort if, and only if, the following points are adhered to:
1. The supplier demonstrates, with supporting evidence, that no other decontamination
method is practical (failure of ϒ or β-ray , heat, UV methods, etc.);
2. L’OREAL confirms to the supplier that a special dispensation from the Director of
Operations has been obtained;
3. The supplier entrusts the treatment to a specialist company, who is aware of and adheres
to the optimal desorption kinetics of ethylene oxide vis-à-vis the substrate material;
4. The supplier, together with the treatment provider, ensures that the maximum residual
levels of ethylene oxide and ethylene chloride on the items following treatment adhere
to the following levels:
Chemical substance Maximum residual level excluding
metallic parts
Ethylene oxide NOT DETECTABLE
If detection limit ≤ 20 ppm
Ethylene chlorohydrin NOT DETECTABLE
If detection limit ≤ 45 ppm
5. Decontamination must be performed in the treatment provider laboratory and stored in
the enclosed space until residual levels of Ethylene Oxyde and Ethylene Chlorohydrin
are compliant, according to the reports of the independent Laboratory, and validated by
L'OREAL purchaser;
6. The supplier implements a treatment control lot per treatment lot in order to prove
that these two levels are complied with on one of the items from each treatment lot2.
This control must be carried out by an independent control laboratory according to the
exhaustive extraction method from the international ISO standard 10993-7 on “The
biological evaluation of medical devices – residues from ethylene oxide sterilization”.
7. The supplier only releases the treated goods from the treatment provider upon receipt
of test reports proving conformity to the maximum residual levels of ethylene oxide and
ethylene chlorohydrin;
8. If a non-conformity to these levels is detected, the supplier reinitiates a desorption
phase of the goods with the provider until the admissible levels are achieved and proven by
new tests.
9. The supplier proves the performance of the decontamination according to
requirements of 5.3.
5.3 Verifying the decontamination performance
2 This sampling is performed by the service provider in charge of decontamination according to the safety conditions that are imposed.

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 12 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
L'OREAL requests its suppliers to ensure that any decontamination be subject to a proof of its performance. This proof may be provided by either a visual inspection, a TGC test, or in the case of ETO treatment, a biological indicator.
In the case of decontamination by ETO treatment, the proof of performance may also be shown by the presence of the biological indicator Bacillus Atrophaeus (e.g. Bacillus Atrophaeus ATCC® 9372™) during treatment (one indicator per treatment lot).
5.4 Dust-removal from items
Following decontamination of moldy items, the supplier must arrange dust-removal in order to remove dead mould from items. It must be carried out under strict hygiene and cleanliness conditions to avoid the risk of re-contaminating the items.
5.5 Identification of the mould strain
In order to investigate the origin of the contamination, it is possible to ask a laboratory to identify the strain of incriminated mould by sending some mouldy items to them. Indeed, a strain of mould may be typical of a geographic area or a type of contamination (e.g. strain typical of a food) and may help identify the source of contamination.
6. GOOD PRACTICES RELATING TO THE PRODUCTION, TRANSPORT AND STORAGE OF ITEMS
The best way to protect against the risk of mould on promotional items is to ensure good hygiene and humidity management during production, transport and possible storage. This cahier des charge indicates some good practices in this respect which it is up to suppliers to implement with the plants that have been chosen for L’OREAL productions.
In order to estimate the overall performance level of its suppliers, L’OREAL reserves the right to audit the Quality approaches implemented in the plants identified by suppliers for L’OREAL productions.
6.1 Good practices relating to the production of items
6.1.1 Cleanliness and ventilation of the production site
Suppliers are recommended to regularly clean production sites in order to limit the contamination of items due to germs potentially present in dust.
Likewise, suppliers will ensure that there are no mouldy products or material3 in either the storage or production areas.
Finally, in order to avoid condensation in the case of high humidity, it is important to correctly ventilate the production area and storage areas.
6.1.2 Cleanliness of work surfaces and tools
Suppliers are recommended to clean on a weekly basis work surfaces and tools with disinfectant solution (e.g. alcohol 90°).
6.1.3 Hygiene during production
3 If mould is detected, refer to section 5 “Requirements in case of contamination or mould”.

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 13 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
Production in itself is a source of contamination of items via germs that may be introduced by handling of the items.
Also, in order to limit risks, suppliers will usefully ensure that individuals in charge of production do not introduce food into the production site and:
work with clean, disposable gloves that are changed on a daily basis;
or disinfect their hands with a hydroalcohol solution, ideally every two hours, and
definitely after each handover, break (after lunch) or change of post.
6.1.4 Inspection of materials
Suppliers are recommended to inspect all materials before production in order to ensure that they do not show any signs of mould or dirt. Three major criteria are to be considered:
visual: the materials must not have any traces of mould or dirt.
odor: the materials must not smell musty or damp.
hygrometry: the materials comply with hygrometry levels recommended in point 4.1.1.
This inspection must be carried out under strict hygiene and cleanliness conditions so as not to contaminate the materials.
Any non-conformity must be subject to corrective action or separated from production if the non-conformity cannot be resolved, according to the methods in section 5.
6.1.5 Cleanliness of the adhesive
Suppliers are strongly recommended to store adhesive in carefully closed containers and to ensure that expiry dates are complied with.
During production, suppliers are strongly recommended to use bottles with a nozzle in order to apply the adhesive so as to limit the transfer of pollution between the items and the adhesive.
Furthermore, the adhesive and these bottles must be replaced at least every month.
Bottle with applicator nozzle
6.1.6 Cleaning high risk areas for items
Suppliers are recommended to clean with a disinfectant solution, which does not affect the material, areas that are used for multiple handling operations such as stitching areas.
Likewise, suppliers should ensure that any traces of adhesive have been cleaned and removed, as adhesive is particularly sensitive to mould.
6.1.7 Cleanliness of intermediate storage
The manufacturing work-in-process will be stored above ground, away from water, away from walls and in locations sheltered from dust, ideally in rooms dedicated to storage, closed (little traffic), clean, well-ventilated and where possible at a controlled temperature and humidity.
6.1.8 Quality control

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 14 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
Suppliers are recommended to carry out a quality control before shipping in order to ensure that the items do not show any sign of mould. The visual appearance, odor and hygrometry of articles will be relied on for the avoidance of doubt.
This inspection must be carried out under strict hygiene and cleanliness conditions so as not to contaminate the items.
Insofar as possible, it should not be carried out after a decontamination step so as not to risk re-contaminating the items.
6.2 Good practices relating to the transport of items
6.2.1 Pallets
L'OREAL advises providers to use pallets complying with ISPM 15 standard (International Standard for Phytosanitary Measures No. 15 - 2009) new or first choice, it means, having undergone a process of cleaning and maintenance.
6.2.2 Verification of the general condition of the handling units and containers
At each transhipment, suppliers are recommended to check:
the general condition of the exterior of the handling units;
and the general condition of the containers.
Appendix 4 gives an example of a quality monitoring sheet detailing all of the points to be inspected. It is recommended to illustrate these inspection points with the photos.
6.2.3 Verification of the general condition of the handling units upon receipt
Upon receipt of the Items, the Purchaser will carry out an inspection of delivered items, both for quantity and for their apparent appearance.
If apparent defects (i.e. deterioration or defects of the primary and/or secondary packaging) are detected during delivery of the Items, the Purchaser will either report them on the goods receipt slip from the carrier if these defects were noticed immediately or carry out usual caveats with the Supplier within a maximum of 3 months from receipt of the Items by the Purchaser.
6.3 Good practices relating to the storage of items
6.3.1 Hygiene and cleanliness during storage
The good hygiene and cleanliness practices relating to the production of items also apply to storage.
6.3.2 Limiting the storage duration
The longer the storage duration, the greater the risk of contamination and the greater the uptake of moisture by the items. Also, when the timing of deliveries is specified by L’OREAL on the order, the supplier must arrange the production and storage approach so as to limit the risks.

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 15 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
APPENDIX 1: STORAGE PRECAUTIONS FOR DESICCANTS AND HUMIDITY ABSORBERS
Storage precautions and precautions for the use of desiccants and humidity absorbers must be respected. The points below highlight some of them:
Desiccants and humidity absorbers must be stored away from all moisture in a sealed
package;
They must be used as soon as they are removed from their sealed packaging as they will
then begin to work;
It is not possible to use them repeatedly.

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 16 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
APPENDIX 2: INSERTION OF HUMIDITY ABSORBERS IN CONTAINERS
Humidity absorber
Prerequisites The insertion of humidity absorbers into the container must be carried out before packing the container. Humidity absorbers must be installed on the rings situated at the top of the container walls or on the upper part of goods placed at the top of containers. Humidity absorbers must be placed such that their plastic side is against the container wall or against the pallet so that the permeable paper side is in contact with the ambient air and can absorb moisture.
Hanging humidity absorbers on the container rings
1. Remove humidity absorbers from their sealed packaging and close it immediately to keep it sealed.
2. Hold the humidity absorber with a pole fitted with a clamp around the absorber hook.
3. Hang the hook of the humidity absorber onto the container ring putting the plastic face against the wall of the container.
4. The humidity absorber is placed over a container ring. The plastic side is against the container wall while the paper side is in contact with the ambient air.
Hanging humidity absorbers on the upper side of high cartons
1. Remove humidity absorbers from their sealed packaging and close it immediately.
2. Fix the humidity absorber on the upper face of the carton with double-sided tape. The plastic side of the absorber should be stuck onto the carton.
3. The humidity absorber is placed on the upper face of the carton.
Insertion plans
Key

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 17 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
Humidity absorber placed on a container hook
Humidity absorber placed on goods situated at the top of a container
For a 20’ container (5 rings per side wall)
8 humidity absorbers 10 humidity absorbers 14 humidity absorbers
For a 40’ container or 40’HC (10 rings per side wall)
18 humidity absorbers 20 humidity absorbers 24 humidity absorbers
25 humidity absorbers 26 humidity absorbers 30 humidity absorbers

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 18 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
APPENDIX 3: INFORMATION TO BE SPECIFIED DURING AN IONISATION TREATMENT REQUEST
Request for treatment on a pallet
- Number of pallets;
- Pallet dimensions (length x width x height);
- Weight of pallets;
- Number of layers of cartons per pallet;
- Number of cartons per layer;
- Dose required;
- Safety Data Sheet of products in case of presence of dangerous goods.
Request for treatment in carton
- Number of cartons;
- Carton dimensions (length x width x height);
- Carton weight;
- Dose required;
- Safety Data Sheet of products in case of presence of dangerous goods.
The relevance of the treatment and dose must be confirmed by the ionisation treatment supplier in view of the goods and their packaging.

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 19 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
APPENDIX 4: VERIFICATION OF THE CONDITION OF THE EXTERIOR OF HANDLING UNITS AND OF THE CONTAINER AT EACH TRANSHIPMENT

RPCDC 809 version A Cahier des charges
Prevention of mould on promotional items
Cahier des charges Page 20 sur 20 L’OREAL – DGO L’OREAL- DGO
Expertise Packaging
ANNEXE 5: SUPPLIER COMMITMENT
DECLARATION OF COMPLIANCE WITH L’OREAL MATERIAL & SUBSTANCES REQUIREMENTS ON “PREVENTION OF MOULD ON PROMOTIONAL ITEMS”
We hereby warrant that the goods and the decorations that could be added to it (logo, brand) supplied to L’OREAL comply with L’Oreal’s requirements for the prevention of mould on promotional items described in the cahier des charges RPCDC 809.
We accept L’OREAL’s requirements and commit to inform L’OREAL if any change is made regarding manufacturing conditions, materials, substances, or any other change.
We hereby affirm that the information provided in this declaration is true and correct. We
acknowledge that L’Oreal Group will place total reliance on this declaration and will hold
Vendor Company Name :_______________________
responsible in the event that any of the information supplied is untrue or incorrect.
___________________________
For and On Behalf of
Vendor Company Name
Date & Place:
Stamp:
Signature:





























