Embed Size (px)
Citation preview

Civil Engineering
SuSpenderSubStitution
ALSO: GAS TAX REVISITED
MODERNIZED COLISEUM
TUNNEL ADDITION
F E B R U A RY 20 1 4
T H E M A G A Z I N E O F T H E A M E R I C A N S O C I E T Y O F C I V I L E N G I N E E R S
F E B R U A RY 20 1 4
T H E M A G A Z I N E O F T H E A M E R I C A N S O C I E T Y O F C I V I L E N G I N E E R S
ce0214p991.indd 1 2/3/14 4:15 PM

As part of recent rehabilitation efforts, the wire rope suspenders on the central span of the nearly 60-year-old Delaware River Turnpike Bridge were found to be in need of replacement because of their age, failed paint coatings, and the onset of corrosion. Whereas the existing suspender system comprised a single bridge rope 4 in. in diameter with clevis-
style, single-pin connections at top and bottom support points, the replacement system used four
wire strands held in place by new upper and lower brackets that were specially designed for installation
in areas of limited clearance. Installed while the existing suspenders remained in place, the new system
could be adjusted following installation to ensure proper load balancing and final deck elevations.
By Richard Schaefer, P.E., Theodore P. “Ted” Zoli, P.E., M.ASCE, and Ana Tatoris, P.E.
The Delaware river Turnpike Bridge is jointly owned, operated, and maintained by the New Jersey Turn-pike Authority and the Pennsylvania Turnpike Commission. The 6,571 ft long viaduct spans the Delaware Riv-er, linking Bristol, Pennsylvania, and
Burlington, New Jersey. It boasts 14 open deck truss spans having an average length of 245 ft. The spans flank a central three-span arch truss arrangement that has a 558 ft long center suspended span. (See the eleva-tion on page 70.)
Substantially completed in 1954, the Delaware Riv-er Turnpike Bridge has been in continuous service since that time. Its construction was the final set piece in one of the first expansions of a New Jersey Turnpike road-way that had been opened to traffic in 1951 and was meant to provide a direct connection between the
[66] C i v i l E n g i n e e r i n g F E B R U A R Y 2 0 1 4
PH
OT
OC
RE
DIT
GO
ES
HE
RE
Switching Suspenders
ce0214p66-71,78.indd 66 2/3/14 4:18 PM

Pennsylvania Turnpike and the New Jer-sey Turnpike. Carrying Interstate 95 and Interstate 276, the bridge serves as a ma-jor regional truck route over the Delaware. Both of the bridge’s owners have recently engaged in extensive rehabilitation work to maintain the good working order of this structure and restore it to a condition that reasonably ensures it will function reliably for another 75 years. As a part of this re-habilitation work, security features on the bridge have been enhanced as an extra mea-sure of protection. The bridge suspenders were hardened against tampering by means of protective enclosures. Therefore, sound engineering practice dictated that the sus-penders first be checked to verify that they were in the best possible working order be-fore being enclosed.
As a part of these efforts, HNTB Cor-poration, of Kansas City, Missouri, was commissioned by the New Jersey Turn-pike Authority in 2011 to investigate the condition of the wire rope suspenders sup-porting the center main-span deck system of the three-span continuous arch truss. This level of investigation is typical when bridge owners consider securing bridge suspenders by encasing them in protec-tive enclosures because suspender security enhancements often complicate visual in-spection of the suspenders and their end-socket connections.
This bridge is unique in that the sus-pender arrangement of the main span con-sisted of a single galvanized bridge rope 4 in. in diameter conforming to ASTM In-ternational’s standard A603. The bridge rope had clevis-style, single-pin connec-tions at top and bottom support points. Suspender ropes were arranged such that a floor beam and its corresponding stringer were supported with one suspender located at each end of each floor beam.
While the single 4 in. diameter sus-pender rope was designed to be internally redundant, its breaking-strength factor of safety being 3.5, modifications to the struc-ture had diminished this factor of safety substantially over the years. Small addi-tions of weight placed on the structure as part of rehabilitation efforts over its service life increased the dead load of the suspend-ed span. These incremental load increases included a redecking of the main span with a thicker concrete deck, replacement of the original parapets with impact-tested barri-
ers 42 in. tall of cast-in-place concrete, and the addition of an impact-tested concrete median barrier curb that also was 42 in. tall. These changes, in conjunction with heavier truck traffic, amounted to a conservatively estimated 30 percent increase in overall load on the suspended span, decreasing the effec-tive factor of safety to approximately 2.7.
Annual bridge inspections had noted that corrosion and pitting had become prevalent at the bottom socket-to-sus-pender interface. Given the location and the relatively closed structure of the bridge rope wire windings, it was not possible to determine the depth to which the cor-rosion had spread into the rope cross sec-tion without removing the entire suspend-er and destructively testing it. Unable to test the suspender ropes simply and inex-pensively, HNTB instead recommended a comparative analysis using the destruc-tive strand suspender test results that the New Jersey Turnpike Authority had ob-tained in 2001 at its other major suspend-ed-span structure, the Vincent R. Casciano Memorial Bridge, which crosses Newark Bay. This bridge was constructed at ap-proximately the same time as the Delaware River Turnpike Bridge and has been sub-jected to similar environmental and traffic conditions.
The conditions of the two structures were found to be similar, which was not surprising given that both bridges are cared for under the same maintenance pro-gram. The testing results on the Newark Bay bridge suggested that contaminants and corrosion had penetrated the core of the suspenders, particularly at the inter-face between the suspender and the zinc end-socket connection media. The report concluded that the suspender could be ex-pected to serve 10 to 15 more years before needing replacement. Projecting from the report date of 2001, the anticipated replacement time for these suspenders would therefore be 2011 through 2016. Because visual inspections of the suspend-ers of both structures found similar dete-rioration, the conclusion was reached that the interior conditions of the suspend-ers were probably substantially similar as well. The recommendations made for the Vincent R. Casciano Memorial Bridge were appropriate and would also apply to the Delaware River Turnpike Bridge.
As is common with older bridges with
F E B R U A R Y 2 0 1 4 C i v i l E n g i n e e r i n g [67]
The Delaware River Turnpike Bridge boasts
14 open deck truss spans with an average
length of 245 ft. The spans flank a central
three-span arch truss, including a 558 ft long
center suspended span.
WIK
IME
DIA
CO
MM
ON
S
ce0214p66-71,78.indd 67 2/3/14 4:18 PM

suspended spans, when the over-all bridge structure has its protective paint coating replaced, the suspenders are painted as well. Painting of rope or strand suspenders had previously been recommended as part of bridge main-tenance. However, as the coating sys-tem deteriorates over time, gaps and peeling occur, enabling precipitation to infiltrate into the wire rope at vari-ous entry points along its height. Once the infiltrating water penetrates to the depth of the independent wire rope core, moisture and contaminants have a direct path down the entire length of the suspender to the bottom socketing media. Intact paint coatings below in-filtration points serve only to hold wa-ter in the suspender, instead of allow-ing it to freely drain. The water can then accumulate over large lengths of the suspender. The resulting pressure head can force waterborne contami-nants deeper into the interior wires of the suspender.
Attempts to remove failed paint coatings often meet with mixed re-sults. Sand or media blasting can drive contaminants deeper between the in-dividual wires of the suspender. Steel bristle or steel-fingered rotary tools for paint removal are less prone to drive contaminants deeper but can damage the outermost suspender wires. Both methods damage any original galva-nized coatings on the suspenders. Re-painting suspenders is a short-term so-lution. All paint coatings, no matter how flexible after initial cure, eventu-ally harden from ultraviolet light ex-posure or the outgassing of plasticizer agents. After the coating has hardened, cracking on the flexible suspender is inevitable.
Taken individually, the above points were noteworthy but not serious. When considered in concert with the additional planned security enhance-ments and the lack of external redun-dancy in the single-suspender system, replacement of the suspenders with a new system was deemed worthy of consideration.
After the New Jersey Turnpike Au-thority and HNTB had concurred that replacing the suspender system was warranted, the focus of the work shift-ed to selecting an appropriate system.
Initial replacement screening includ-ed two alternatives: an in-kind system with a new single-suspender arrange-ment and a completely new, fully re-dundant suspender arrangement with two or four suspenders per location. The two-suspender arrangement was initially preferred because of its sim-pler detailing but was ultimately re-jected on the basis of a global analysis of the built-up I-section floor beams sup-ported by the suspenders. These floor beams, while robust in primary bend-ing, have negligible torsional stiffness. Therefore, in a two-suspender arrange-ment in which one suspender is placed on either side of the floor beam web, enormous eccentric load would be im-parted to the floor beam if one of the suspenders were to fail. The I-section floor beam would not be able to handle this eccentric load and would probably buckle. It was then concluded that the two-suspender system was no more re-dundant than the single-suspender sys-tem since failure of one of the suspend-ers would lead to failure of the entire connection. Conversely, the four-sus-pender system could easily tolerate the loss of a single suspender and would have a redundant load path via the sur-viving suspender, enabling the system to avoid imparting eccentric load to the torsionally weak floor beam.
The in-kind replacement option was dismissed early in the selection process because of the lack of external redun-dancy and the limited cost savings in comparison with a four-suspender ar-rangement. The large (4 in. diameter) suspender ropes used on the existing structure are somewhat exotic by cur-rent standards and would have been more costly to fabricate than commonly available small-diameter strands. Also complicating an in-kind replacement were the existing clevis end sockets, which could not be adjusted for length after installation. Therefore, accurately measuring the new in-kind suspenders in terms of their length and load would have been critical. Replacing the exist-ing single-suspender arrangement in kind would also have required the use of a temporary support frame and load-transfer system to support the bridge while its suspenders were being re-placed. These systems are often custom
[68] C i v i l E n g i n e e r i n g F E B R U A R Y 2 0 1 4 0885-7024/14-0002-0066/$30.00 PER ARTICLE
R.
SC
HA
EF
ER
, H
NT
B,
TO
P A
ND
BO
TT
OM
; L
. Z
IEL
INS
KI,
HN
TB
, C
EN
TE
R
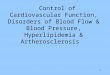
Corrosion and pitting had become prevalent at the bottom socket-to-suspender interface, top. To transfer loads without deforming the bridge deck of the suspended span, tension
was relieved from the existing wire rope suspenders as tension was added to the new
strand suspenders. Once the process was completed, the existing rope suspenders were
severed, center. New upper brackets were designed with staggered bolt patterns on the welded flanges so that they could be bolted to the inclined gusset plate surfaces, above.
ce0214p66-71,78.indd 68 2/3/14 4:18 PM

designed for the structures on which they are used and can be expensive. On the basis of conversations with suspender vendors and contractors, it was determined that direct replace-ment of a 4 in. diameter suspender would cost approximately $60,000 and that labor and the temporary support frame work would cost an additional $50,000 for each suspend-er location. Furthermore, because it would not be cost effective for the contractor to fabricate multiple tem-porary support frames, the suspender replacement work could be carried out only by a single work crew han-dling one suspender at a time.
Conversely, a new suspender ar-rangement that could be fully in-stalled while the existing single sus-pender remained in service would make it possible for multiple crews to address several suspender locations simultaneously. The cost to fabri-cate new suspender brackets at each suspender location was expected to be almost entirely offset by the sav-ings from not having to construct a temporary support frame. This con-clusion was largely justified, as the average bid price for the suspender replacement work for the final se-lected multiple-strand suspender ar-rangement was $125,000 per loca-tion, which was $15,000 more per location than the anticipated cost of the in-kind replacement of the exist-ing single-suspender arrangement. As a result, replacing the 30 single suspenders with the redundant mul-tiple-suspender systems would cost an additional $450,000.
The additional $450,000 rep-resented a 6.3 percent cost increase with respect to the average total project bid amount of $7,090,000. Because crews could work on sev-eral locations simultaneously with-out the encumbrance of a single jacking frame, the on-site construction work was expedited and completed in less than four months, significantly less than half the time budgeted for the use of a jacking frame that would operate sequentially at each suspender location. Given the reduction in construction time and roadway traffic disruption, the project’s minor cost increase was well worth it.
For the selected redundant suspender option, four structur-al strands 2 in. in diameter conforming to ASTM Internation-al’s standard A586 were determined to be the most efficient
solution. The combined breaking strength of the four strands was de-termined to be 952 tons, or, in rela-tive terms, approximately 30 percent more than the 730-ton breaking strength of the existing 4 in. diam-eter bridge rope. This increased over-all capacity restored the suspender system to its original 3.5 factor of safety once the increased dead and live loads noted above were incor-porated. Design computations were carried out in conformity with the 17th edition (2002) of the Ameri-can Association of State Highway and Transportation Officials’ Stan-dard Specifications for Highway Bridges. This source, while dated, was war-ranted for use on this project because the existing load rating and design computations for the structure had not yet all been updated to reflect the current load and resistance factor rat-ing (LRFR) procedures.
The replacement suspender sys-tem was expressly designed so that it could be installed directly adja-cent to the existing single-suspend-er system without removing the lat-ter from service. This design feature offered the contractor the follow-ing key advantages over a system that would have required remov-ing the existing system to install the new one:
• With unfettered access to the mounting locations of the new sus-pender anchorages, the contractor was free to make all required field measurements for new suspend-er bracket fabrications before re-moving any existing portions of the structure.
• The contractor could test fit and then install the entire new sus-pender system in an untensioned state before detensioning or remov-ing the existing suspender system.
• Because the new system was designed to be self-tensioning, a temporary support system was not needed while the existing suspender
system was removed. There was also no need for such a sup-port system before tensioning of the new suspender system was completed.
The advantages of the replacement system expedited the portion of the contractor’s work that otherwise would have disrupted traffic. They also offset the cost of the replacement suspender system by eliminating the temporary support
F E B R U A R Y 2 0 1 4 C i v i l E n g i n e e r i n g [69]
R.
SC
HA
EF
ER
, H
NT
B,
BO
TH
New SuSpeNder Support BracketS
exiStiNg Floor Beam SuSpeNder coNFiguratioN
ce0214p66-71,78.indd 69 2/3/14 4:18 PM

systems usually used during suspender replacement work. This is not to say that the project was without complications. The new suspender support bracketing had to be installed in tight quarters with severely limited clearances while taking care not to damage the existing suspender system.
Tolerances of as little as 0.25 in. between the new and the existing work were factored into the design. Under normal circumstances, this level of precision would be impractical. For this project, however, such an approach was deemed pos-sible because of the New Jersey Turnpike Authority’s practice of maintaining an archive of shop drawings. This resource provided a high degree of confidence regarding the accuracy of existing conditions.
The upper brackets were supported from 3 in. thick pin plates riveted to oversized truss gusset plates in the original construction, affording ample room to install the new redun-dant suspender hardware. The new upper brackets were de-signed with staggered bolt patterns on the welded flanges so that they could be bolted to the inclined gusset plate surfaces, and they were geometrically configured to hang below the existing suspender clevis connection so that the pin would be accessible for removal after the new suspender system was installed and fully tensioned. To simplify the upper support bracket design and facilitate the installation work, the exist-ing clevis socket arrangement was maintained for the new suspenders. For this project, clevis-type upper sockets known as Spelter Sockets—manufactured by Clodfelter Bridge and Structures International, Inc., of Houston—were selected.
The new lower brackets presented similar challenges in that they had to be installed in locations having limited clearance. Furthermore, if the design concept of eliminating supplemen-tary support at the suspenders was to succeed, the new lower brackets would also have to allow room for jacking stools and hydraulic tensioning jacks so that the new suspenders could be directly tensioned after loose installation. Reuse of the existing clevis-type socket was not practical on the lower brackets be-cause it did not allow precise length adjustments to be made in the new suspenders. Adjustability of the new suspenders was considered a critical design feature for two reasons:
1) It was essential that the new, four-suspender arrange-ment be balanced so that all four strands would carry equal loads. Variations in the construction tolerances, particularly at the shorter suspenders, meant that even minor variations in the final installed lengths of suspenders would affect the load distribution.
2) Maintaining the existing deck grade and elevation to a 0.125 in. tolerance was essential. Because the final lengths of the suspenders depended directly on accurately determining dead-load elongations, even minor variations in the actual dead load placed on the suspenders would affect the final installed and loaded lengths. Failure to accurately account for this behav-ior would violate the deck elevation tolerance limit, particularly at the midspan, where the strands would be the longest on the bridge and suffer the greatest load-dependent variation.
To address these concerns, it was decided to use an adjust-able lower socket connection. Type 7 externally threaded ad-justable sockets with spanner nuts, also manufactured by Clod-felter Bridge and Structures International, were selected for use.
These sockets provided up to 2 in. of adjustability (1 in. each way). Tightening or loosening the threaded spanner nut collar made it possible to fine-tune the final loaded suspender length in infinitely small gradations.
Once the lower socket type had been determined, the final supporting retrofit bracket was designed around its geometry. The final design bracket was based on an elegant but simple structural tube arrangement rigidly bolted to the existing floor beam web by means of heavy welded flanges with ring stiffen-ers at the top and bottom to limit out-of-plane distortion. The bottom ring stiffener was deliberately oversized so that it could also act as a jacking stool for the strand jacks. The geometry of the brackets and the large forces placed upon them necessitat-ed the use of a finite-element model to locate and estimate the magnitude of stress concentrations.
In March 2012 the New Jersey Turnpike Authority hired the successful low bidder—Cornell & Company, Inc., of West-ville, New Jersey—to serve as the contractor for the project. The firm was given wide latitude regarding permissible methods of work in the contract documents. Most contractors contacted during the design phase indicated that they preferred to use their own proprietary techniques to replace bridge suspenders. Therefore, provisional load-bearing surfaces were designed into the lower brackets so that hydraulic jacks could bear directly against the brackets, and the plans included a suggested replace-ment procedure illustrating how these load-bearing surfaces could be used. The construction specifications followed the pro-visions of the sixth edition (2004) of the New Jersey Turnpike Authority’s Standard Specifications, and supplementary specifica-tions were written expressly for this work. The contractor elect-ed to follow the suggested procedure, which is described below.
As a first step, the contractor was required to verify the actual lengths and dead load in the suspenders using an acoustic ten-sion meter. The DynaTension P1000 portable tension meter—made by Viten DynaTension, Inc., of Houston—was selected for this work. In plain terms, this equipment measures the ten-sion in a suspender by measuring the vibrations of the acoustic response of the loaded suspender after it is struck with a ham-mer. The tension in the cable is then calculated after entering the overall length of the suspender combined with its mass per
[70] C i v i l E n g i n e e r i n g F E B R U A R Y 2 0 1 4
L.
ZIE
LIN
SK
I, H
NT
B
Bridge elevatioN
ce0214p66-71,78.indd 70 2/3/14 4:18 PM

foot of length. These tension readings were then used to calcu-late the anticipated elongation in the new suspenders in order to determine the final suspender lengths.
The direct tension methods used to install the new suspend-ers enabled the contractor to compare the actual installed tensile force of the new suspenders with the measured tensile force of the existing suspenders as measured by the DynaTension me-ter. The meter was found to have accurately recorded the ten-sion in the longer suspenders—on average within ±8 percent of the actual values. The tensile forces of the shortest suspenders, which were near the ends of the suspended spans, were largely overestimated by as much as 35 percent. The variation was de-termined from the difference between the findings of the Dyna-Tension meter and the tensioning work on the new suspenders. This large difference is believed to result in part from the bend-ing stiffness of the existing large-diameter suspenders, which af-fects the acoustic response of the shorter suspenders, the shortest of which were only 19 ft 4 in. long.
When the accuracy of the measurements was compared with the aspect ratio of the suspender diameter to its length at each suspender location, it was found that the results were generally most accurate where the ratio of length to diameter was 100 or higher. Therefore, the most inaccurate readings involved the shortest suspenders, where the ratio of length to diameter was 58. Fortunately, the shortest suspenders also stretched the least under loading, as predicted by the classical PL/AE relationship, in which the elastic extension in the suspender—defined as the metallic cross-sectional area, A, multiplied by the Young’s modulus, E, of the suspender steel—is directly proportional to the length, L, and the load, P, in the suspender. Final suspender length adjustments at the threaded spanner nuts were less than 0.375 in. at the most divergent suspender readings and still well within the adjustment tolerance of the sockets.
After physical and acoustic measurements were complete, the manufacturer of the suspender assemblies for the proj-ect—WireCo WorldGroup, of Kansas City, Missouri—con-structed the suspender sockets and the 2 in. diameter A586 suspender strands into finished suspender assemblies. Af-ter they had been produced and tested at the manufactur-ing plant, the assemblies were shipped directly to the bridge
site in batches. The contractor installed the new suspender assemblies in a slack condition in the new upper and lower brackets while the existing system remained in service. Af-ter acceptance of the new suspender system by the engineer, the contractor installed four pressure-linked hollow-cylinder jacks at the lower suspender sockets. The sockets of all four suspenders were then simultaneously jacked. The elevation of the adjacent deck was monitored using a thin steel piano wire stretched over two adjacent suspender points in each direc-tion from the location of the replacement suspender.
To transfer the load without deforming the bridge deck of the suspended span, tension was relieved from the existing wire rope suspenders as tension was added to the new strand suspenders. The contractor elected to relieve load in the ex-isting suspender rope by “winnowing” the cross section of the rope by means of torch cutting individual wires until the bridge deck settled 0.125 in. below the reference elevation. Pressure was then added to the strand jacks to increase the load on the new strand suspenders and raise the deck back up 0.125 in. This process was repeated until all of the load had been transferred to the new strand suspenders and the exist-ing rope suspenders had been completely severed.
This project, which was completed in August 2013, re-quired a unique solution to address a unique challenge. While the design and construction methods used to achieve the de-sired results on this project may not be transferrable in their en-tirety to other suspended-span structures, many of the lessons learned here can be applied elsewhere. Perhaps the most appar-ent conclusion concerns the finding that the painting of bridge suspenders has a deleterious effect on rope or strand suspenders. Painting therefore is no longer a recommended protective mea-sure. The New Jersey Turnpike Authority has elected to replace the suspenders on its two suspended-span bridges with un-painted strands having class C galvanization (the thickest speci-fied by ASTM International) on exterior strands and class A gal-vanization (a thinner coating) on interior strands.
One less-obvious conclusion is that the work to install the new suspender system was far more extensive than sim-ply replacing the suspenders in kind. In fact, four times as many suspender assemblies were
F E B R U A R Y 2 0 1 4 C i v i l E n g i n e e r i n g [71]
(Continued on Page 78)
ce0214p66-71,78.indd 71 2/3/14 4:18 PM

[78] C i v i l E n g i n e e r i n g F E B R U A R Y 2 0 1 4
required for the work, and fabri-cation of custom support brackets and modifications to the existing structure were needed. However, it should be noted that the more extensive retrofit option was, to all intents and purposes, performed for nominally the same cost as that es-timated for the ostensibly simpler in-kind single-suspender replacement. This can be largely attributed to the fact that the bulk of the project’s com-plex work was performed ei-ther in the shop or off-line in the field. An in-kind replace-ment would have imposed much larger risks upon the contractor with regard to the need for custom-designed and custom-installed tem-porary supports at every sus-pender location. Such risks would then have been compound-ed by the additional risks associated with working on a bridge that could be shut down for only limited periods while no per-manent suspender system was in place. Obviating these risks and moving the complex work out of the field and into a shop environment compounded the savings on the overall project, enabling HNTB to improve the New Jersey Turnpike Au-thority’s bridge at essentially no additional cost.
Finally, it is worth noting that, when considering the re-placement of suspenders, the design of the new suspenders should if at all possible include an integral method of length
adjustment. The ability to fine-tune the final length of each suspender enables the contractor to more accurately balance loads in multiple suspender arrays. Furthermore, such fine-tuning also facilitates, with a minimum of effort, adjustments necessitated by unanticipated field conditions. CE
Richard Schaefer, P.E., is a structural engineer in the New York City office of the HNTB Corporation, which has its headquarters in Kansas City, Missouri. Theodore P. “Ted” Zoli, P.E., M.ASCE, is HNTB’s
national chief bridge engineer and also works in the New York City office. Ana Tatoris, P.E., is a project engineer for the New Jer-sey Turnpike Authority, which is headquartered in Woodbridge, New Jersey. This article is based on a paper published in Dura-bility of Bridge Structures: Proceedings of the 7th New
York City Bridge Conference (CRC Press, 2013); the conference was held in August 2013. The article is published with the permis-sion of the Bridge Engineering Association, the sponsor and organizer of the 7th New York City Bridge Conference.
PROJECT CREDITS Owners: New Jersey Turnpike Au-thority and the Pennsylvania Turnpike Commission Design-er: HNTB Corporation, Kansas City, Missouri Contractor: Cornell & Company, Inc., Westville, New Jersey Construc-tion manager and general contractor: Tishman Construc-tion, a subsidiary of AECOM, Los Angeles
(Continued from Page 71)
Switching Suspenders
TatorisSchaefer Zoli
foundation wall to open the space and offer views down to the court for those entering the col-iseum. This cut was made at the location of both a column line and a raker support member, but it changed the perfor-mance of the existing concrete rakers. The existing rakers and columns were analyzed for the new condition, and the engineers determined that no additional rein-forcing was required.
New mechanical space also was needed because a complete overhaul of the mechanical system was part of the renovation. The new equipment re-quired more space and headroom than was pro-vided on the mezzanine level on the north and south sides. The four corners, or building facets, contained “flying beams”—that is, beams without slabs spanning between the columns. New beams were built around these flying beams by wrapping them in concrete and reinforcement. Then a new flat concrete slab spanning between the reinforced beams was constructed. This created a new mez-zanine level that provided the needed space for the new mechanical equipment. The existing columns and foundations were sufficient for the increased load, so no reinforcing was needed.
As part of the renovated coliseum, the owners wanted a new rigging grid and catwalk system for use during such events as concerts and graduation ceremonies. The existing roof is framed with a bent plate girder frame, spanning the coliseum from south to north. These frames are spaced 40 ft 6 in. apart on center. The new rigging grid is hung from the existing steel plate girders, and catwalks encircling the entire
event area also were hung from the existing roof. The rigging loads were specified at 50,000 lb.
SMU basketball is indeed entering a new era, the opening of the new Moody Coliseum co-inciding with the school’s admittance into the new American Athletic Conference. With such modern amenities as premier seating, suites, and club spaces, Moody Coliseum is set to serve Mus-tangs fans for another 50 years. With some cre-ative design and engineering, good teamwork, and, perhaps, just a bit of Moody Magic, Thorn-ton Tomasetti and 360 Architecture, along with Rogers-O’Brien, have transformed Moody Col-iseum from the 1950s structure it was to the 21st-century masterpiece it has become. CE
Joel Barron, P.E., M.ASCE, is an associate and Jeffery Elliott, P.E., S.E., a senior associate of Thornton Toma-setti. Both work in the international firm’s Dallas office.
(Continued from Page 75)
Moody’s New Magic
Elliott
Barron
ce0214p66-71,78.indd 78 2/4/14 10:04 AM