Embed Size (px)
Citation preview

8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 1/13
I n d .
Eng.
C h e m . R e s .
1988,27, 1421-1433 1421
Kettani, 0.;Oral, M. “Equivalent Formulations of Nonlinear Integer
Problems for Efficient Optimization”.
Manage. Sci.
1987, in
press.
Kocis, G. R.
“A
Mixed-Integer Nonlinear P rogramming Approach to
Struc tural Flowsheet Optimiza tion”. PhD . Thesis, Carnegie-
Mellon University, Pittsburgh, 1988b.
Kocis, G. R.; Grossmann, I. E. “Relaxation Strateg y for the S truc-
tura l Optimization of Process Flow Sheets”. Znd.
Eng. Chem. Res.
Kocis, G. R.; Grossmann, I. E. “Com putational Experience with
DICOPT Solving MINLP Problems in Process Sys tems
Engineering”. Technical Repo rt 06-4388, Engineering Design
Research Center, Pittsburgh, 1988.
Lin, R. J.;Prokopakis, G. J. “A Mathe matical Modelling Approach
to the Synthesis of Separat ion Sequences.” Presented at the
Annual A lChE M eeting, Miami, 1986, paper 38e.
Mangasarian, 0. L.
Nonlinear Programming;
McGraw-Hill: New
York, 1969.
Murtagh,
B.
A.; Saund ers, M.
A.
“MINO S User’s Guide”. Technical
198 7,26 (9), 1869-1880.
Report SOL 83-20, 1985; Systems Optimization Labo ratory, De-
partment of Operations Research, Stanford Un iversity, Stanford,
CA.
Papoulias,
S.;
Grossma nn, I. E.
“A
Structural Optimization Approach
in Process Synthesis, Pa rts I, 11,and 111”.
Comput. C hem. Eng.
1983, 7(6), 1.
Saboo, A. K.; Morari, M.; Colberg, R. D. “RES HEX:A n Interactive
Software Package for the Synthesis and Analysis of Resilient
Heat-Exchanger Networks.”
Comput . Chem. Eng.
1986, 10(6) ,
Shelton, M.
R.;
Grossmann, I. E. “Optim al Synthe sis of Integrated
Refrigeration Systems. I Mixed-Integer Programming Model.”
Comput. Chem. Eng.
198 6,1 0(5) , 445-459.
Vaselenak, J. A.; Grossmann, I. E.; Westerberg,
A.
W. “Optimal
Retrofit Design
of
Multiproduct Batch Plants.”
Znd. Eng. Chem.
Res.
1987,
26,
718-726.
Received
f o r
review October 26,
1987
Accepted
Februa ry 26, 1988
577-600.
Process Cont rol Strat egies for Constrained Nonlinear Systems
Wei Chong Li and Lorenz T. Biegler*
Depa rtment of Chemical Engineer ing, Carnegie-Mel lon Un ivers i ty , P i t t sburg h, Penns ylvania 15213
Contro l and s ta te var iab le cons t ra in ts are of ten over looked in the development of contro l laws .
Although recent developments with DMC and QDMC have addressed this problem for linear systems,
incorpora t ion of s ta te and contro l var iab le cons t ra in ts for nonl inear contro l p roblems has seen
re lat ively l i t t le development . In th is paper , a nonl inear contro l s t ra tegy based on opera tor theory
i s ex ten d ed t o d ea l wi th con t r o l an d s t a t e v a ri able co n s t r a in ts . He r e we s h o w th a t Newto n - ty p e
control algorithms can easily be generalized by using an
on-line optimization approach . In particular ,
a special form of a successive quadr atic program ming (SQP) s t ra tegy is used to handle contro l and
s ta te var iab le cons t ra in ts . Limited s tab i l i ty resu lts for th is a lgor i thm are a lso shown.
T o
i l lus t ra te
thi s approac h, a num ber of scenarios are considered for th e control of nonlinear reactor models. He re
r egu lat io n an d co n t r o l can b e d o n e in a s t r a ig h t fo r war d man n e r , an d emp h as i s t o mo r e im p o r t an t
par ts o f the sys tem can be g iven wi th appropr ia te p lacement of cons t ra in ts .
1. Introduction
Th e Intern al Model Control (IMC) s tructure was pro-
posed by Garcia and Morari (1982) and recently extended
to multivariable systems (Garcia and Morari, 1985a,b).
Th e main attractive features in the IMC structure are as
follows. Firs t, while th e controller affects the quality of
the response, the filter takes care of the robustness of the
control block independently. Note t ha t a filter is a block
in th e feedback signal to account for the model and process
mismatch reflected through the estimated disturbance and
to achieve a desired degree of robustness. Second, the
closed-loop system is stable as long as the controller a nd
model are open-loop stable. Only robustness needs to be
considered and this model representation is suitable for
a theoretical robustness analysis.
One special case of IMC is Dynamic Matrix Control
(DMC, developed at the Shell Oil Co.), which has been
reported to perform very well in application (Cutler and
Ram aker, 1979; Pr ett and Gillette, 1979). DMC is s truc-
tured such th at th e entire control algorithm can be put into
a linearly constrained optimization problem. When the
objective function for this optim ization problem is of t h e
sum of the error squared form, the algorithm becomes
Quadratic Dynamic Matrix C ontrol (QDMC) (Garcia an d
Morshedi, 1984), th e second generation of the D MC al-
gorithm. QD MC without constraints was found to have
an IM C stru cture (Garcia and M orari, 1982). Moreover,
* A ut ho r
t o
whom cor respondence should be addressed.
0888-5885/88/2627-1421$01.50/0
the DMC algorithm is the first control technique which
could successfully handle general process constraints.
DMC is a typ e of mod el-predictive controller, which solves
a new optimal problem and produces a “new n controller
at each execution. Th e on-line measurements which can-
not be foreseen a t the design s tage are used to adjust
controller settings and to handle the constraints . This
distinguishes the algorithm from the conventional con-
troller that uses a fixed relationship between error and
manipulated variables and is solved only once, during th e
conceptual design phase. Even though D MC shows certain
superior characteristics am ong linear controllers, the in-
herent linear model restricts its use in highly nonlinear
processes. One can argue th at , if th e nonlinear model can
be linearized, then DMC can be used to control the process.
It is well-known, however, tha t a linearized m odel is only
valid in a small neighborhood of the reference point. If
the external forces such as unmeasured disturbances drive
the system outside the valid neighborhood, the linearized
model will introduce large modeling errors which can
mislead control actions. There fore, a nonlinear pre-
dictor-type controller in the IM C structure should be de-
veloped to deal with these nonlinear systems.
Economou and M orari (1985,1986) extended th e IMC
design approach to nonlinear lumped parameter systems.
Based on an operator formalism, a Newton-type control
algorithm was constructed. Simulation examples demon-
strated good performance of this control algorithm and
showed tha t the control algorithm worked well even around
th e region where process gains changed sign. On the other
0
1988 American Chemical Society

8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 2/13
1422
hand, th is algorithm can not deal with th e process con-
strain ts , and this l imits th e potential usefulness of this
algorithm.
In this work, a special form of the SQP strategy is used
to handle process constraints. A New ton-type control law
in the IMC struc ture is briefly presented in the ne xt sec-
tion. Th e successive quadratic programming algorithm is
developed in section 3. This approach can be shown to
f i t into the nonlinear IMC structure. A computing al-
gorithm based on this strate gy is outline d in section 4. In
order to dem onstrate the effectiveness of the s trategy, two
example problems are simulated in section 5. Th e simu-
lation results demonstrate good performance of the sug-
gested algorithm. Finally, stability properties of the con-
strained controller are briefly analyzed in section 6.
2. A Newton-Type Control Law
Economou and Morari (1985,1986) extended the IMC
structure to an autonomous, lumped parameter multiple-
input-multiple-output (MIMO ) nonlinear system. A
Newton-type method was used to construct the control law
for nonlinear models. Th e systems considered are gen-
erate d by a se t of ordina ry differential equatio ns, whose
vector form is as follows:
d x / d t
=
f (x ,u( t ) )
(2 . l .a )
Here x
E
R is the s tat e of th e system, and for every t
E
(O,m), u ( t ) R is the input, with the corresponding
o u tp u t map (y E R )
Y = g ( x ) (2 . l .b )
Several assumptions a re made in deriving this strategy.
Firstly, we assume the system has a unique solution.
Secondly, we assume a t this point t he m odel is perfect, in
th at there is no model and system mismatch. Th is as-
sumption will later be relaxed for stability analysis. Fi-
nally, we assume that the system inputs are piecewise
cons tan t funct ions to reduce th e problem at hand to a
finite dimensional space. Here, the letter s is used as a
superscript to mark time in discrete intervals . Th e s t h
sampling interval extends from
t S
o ts+l. T = ts+l -
t S
s
the c onstant sampling time,
x s
i s the s ta te a t t S ,an d
us
s
the system input held constant over ( ts ;
S+').
In th e discrete sett ing of the s tudy, x ( t S + T : t S , x S , u S )s
the solution of eq 2.1 at time ts+l or u ( t )
=
us(P
<
t
<
P+ l
an d initial condition x ( t S ; t S , x S , u S )x s . xs will denote the
state of the system at
t =
ts+l, .e., xS+l:
(2.2)
Since (2.1) is autonomous, x ( t S+ T ; t S , x ,u )
=
x( tS+'+-
T;ts+l,x ,u);.e., f does not have an explicit dependence on
t. Therefore, time will be dropped from th e param eter list
and the following convention will be used:
x s
=
X(T;XS,US)
=
X(tS+T;tS,XS,US)
(2.3)
The derivatives of xs with respect to x s an d uswill be
as= a ( x s ) / a ( x s ) (2.4.a)
rs = US (2.4.b)
T h e yS+' = g ( x s ) s the system output a t tS+ . The de-
(2.4.c)
V and
rS
re calculated by the following equations and
Ind. Eng. Chem. Res., Vol. 27, No. 8, 1988
xs E xs 1 = X(tS+T;tS,XS,US)
defined as follows:
rivative of yS+lwith respect to x s will be defined as
C S
=
ays+1/axs
=
dg(xS) /dxS
were derived by Economou (1985):
+(P)
=
I
(2.5.b )
r(ts)
= o
t~
I
I
s + l (2.5.d)
Th e Ne wton-type control law with
p
=
1
(where p is the
number of forward steps allowed to achieve the desired
output
y * )
is presen ted here. T he detailed derivation is
straightforward and can be found in Economou (1985):
C s + s ( ~ s x S )+ ( y * y S+ l ) (Csrs)AUs = 0
(2.6)
where
Aus
= us+1
us
However, the algorithm developed by Economou and
Morari (1986) canno t deal with co nstraints w hich inevi-
tably exist in the chemical process. Th e process constraints
can arise from various considerations, a few of which in-
clude the following:
( i ) Physical Limitations on Equipment. All equip-
me nt has physical limitations which canno t be exceeded
during the operation.
(ii ) Product Specifications.
Any intermediates or
marketable p roducts need to satisfy certain specifications
required for fu rther processing or by consumers.
(iii) Safety. Man y process variables should no t exceed
certain bounds to avoid hazardous conditions.
3.
A Nonlinear Strategy for Handling Process
Constraints
Designing a control algorithm which has the capacity
to handle the constraints is not an easy task, especially
when a nonlinear system is involved. A candidate algor-
ithm should have t he following characteristics:
(i) Prediction Model. A model should be based on
prediction of output. Thu s, any potential violation of
process constraints can be foreseen, and proper corrections
can be made.
(i i) Optimal Input. In MIMO systems, i t is often
possible to trade off good performance of one output
against poor performance of another; therefore, on the
basis of the relative importance of the different ou tputs ,
a set of optimal outputs needs to be determined.
(iii) Easy
To
Analyze.
The structure of the controller
should be transparent enough to perform stabili ty and
robustness analysis. Th e nonlinear IMC structure has a
framework that allows this analysis and as a result is a
viable candidate.
Linear control variable constraints can be dealt with
easily, using quadratic programm ing. Moreover, the fol-
lowing quad ratic programmine problem without any con-
straints is identical with the Newton-type control law. Th e
proof can be found in Appendix A. Note th at the Hessian
of the objective function is positive semidefinite, which
means a global minimum value is guaranteed to be fou nd
(3.1 a)
min CTAuS+ -(Aus)*HAus
A d 2
where
CT
= -[Csas(~sx s ) + ( y * ~ ~ + ~ ) ] ~ ( c ~ r ~3.1.b)
H
=
(csrs)T(csrs) (3.l.c)
With the help of the quadratic form in the objective
function, the linear equality and inequality constraints of

8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 3/13
Ind. Eng. Chem. Res., Vol.
27,
No. 8, 1988
1423
series and truncating the expansion after the second term.
Here, the letter j is used as a subscript to indicate the j th
iteration:
xn+l,j(t +2. ,X +l uj
+l )
Xn+l,j-l(t 2 ;X +l9Uj-1)
+ l
+
rL,+l
I u*+ ,-
T s l - T 2 T
s 3
T S
s-1
I ture time
t
past time present time
Figure 1. Moving time horizon.
control variables can be included. In this case, problem
3.1 becomes
I
min
CTAus
+ - ( A u ~ ) ~ H A u ~
ub
2
subject to
al
I
A(us + Au) (3.2)
where A is a
m,
X
m
matrix multiplying the control var-
iables and
m,
defines the numb er of constrain ts. For
simplicity, we write equality and inequality constraints
together. When
ahL
quals
abu,
constraint
k
is defined as
an equality constraint. In practice, we need to deal not
only with the con straints of the control variables bu t also
with the constraints of the stat e variables. Th e latter are
probably more important to get a desired product or to
avoid failure of th e production process. Sim ple bound s
on s ta te variables are th e most common state constraints
in most chemical processes. So our objective is to hand le
the following problem :
1
hU8 2
in CTAuS+ - ( A u ~ ) ~ H A u ~ (3.3)
subject to
a1
(us
+
Aus)
X I ( t )
I
u
tS+1 5 I s + 2
For on-line implementation, the QP is solved using a
moving time horizon. Given the current t ime ts+l, the
imm ediate past control variable
us,
he initial sta te variable
x s ,
and th e measurement of current system outp ut yS+l,
we hope to find
an
optim al control variable uS +lwhich can
efficiently drive th e process to the set point w ithout vio-
lating the control and s ta te variable constraints . Figure
1
shows the schematic of the moving time horizon.
In order to avoid the computational difficulties of
dealing with these s ta te constraints , a new sta te variable
is defined to convert a path constraint into a terminal
constraint (Sargent and Sullivan, 1977):
d x n + l ( t ) /d t
=
n n
i = l i = l
C ( m i n ( o , ~ ~ ( t ) - x f ) ) ~E l m i n
( o , x y - ~ ~ ( t ) ) ) ~
3.4)
X , + l ( t s + l ) = 0
p+ l 5 S + 2
W e t he n im pose t he constraint ~ , + ~ ( t ~ + ~ )
0
and sub-
sti tu te this constraint with the path constraints of s tat e
variables in (3.3). ~ , + ~ ( t ~ + ~ )s an implicit func tion of u,
and there is no direct method to solve this problem. Here
an iteration algorithm is developed to deal with th e above
problem. We expan d x, +, (P 2) about u;?; by using Taylor
Define
(3.5.b)
duS++l
= u B + l
u4+1-1 (3.5.c)
Th e calculation form of K _, can be found in Appendix
B.
The constraint x , + ~ ,
( t s + 2 )
= 0 is now linearized by the
following equation:
xn+l, - l( ts+2;~s+ 1,~;?l)K L1 dug+' = 0
(3.6)
The quadratic programming problem at th e jt h iteration
is as follows:
1
min CTA$
+
- ( A u ; ) ~ H A u ~
Au
2
subject to
There a re two types of cons traints we need t o consider:
hard constraints,
no dynam ic violations of the bounds
allowed a t any time; and soft constraints, violations of
bound s tolerated for satisfaction of other criteria. In
problem 3.7, only hard c onstraints have been considered.
Let us as sume soft constraints for the control variables are
given by
(3.8)
where A, is a m,
X
m matrix multiplying the control
variables and m, is th e number of soft constraints. Since
these constraints can be violated to satisfy other criteria,
slack variables am need to be added in inequality 3.8 to
increase th e feasible region. Th e soft cons traints of (3.8)
become
(3.9)
in the
ul
s(us
+
Aus)
U' 1 3 , ~ s(uS
+ ALP )
+
By including the s umm ation of all elements of
objective function, we obtain
m.
min CTAus
+
. t ( A ~ s ) T H A ~ s
c w i 6 i
(3.10)
A 8 2 i= l
Since the importance of each constraint m ay not be th e
same, a weighting factor
wi
has be en included
to
reflect the
differences. If the soft constraints involve st ate variables,
the problem becomes more complicated. Assume the
following soft constraints for states
xi:
(3.11)
As with eq 3.4 above, a new variable
x , + ~ + ~
s defined as
x j
( t ) ;
y
follows:
dx,+l+i(t)/dt = (min ( O , x i ( t ) - ~ f ) ] ~ (min ( o , ~ Y - x ~ ( t ) ) ) ~
(3.12)
Xn+l+i(ts+l)= 0
ts+l 5
t
s + 2
A first-order approx imati on of the new variable is used
as in (3.5), an d a slack variable
~5+~
is added in the ine-
quality to increase the feasible region. Th en the soft
8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 4/13
1424
Ind. Eng. Chem. Res., Vol.
27,
No.
8,
1988
constrain t of (3.11) in the jt h iteration now becomes
x,+l+i, j - l t s + 2 ; x s + 1 , ~ ~ ? ~ )Kjzi, -1 duS+' m,+i
(3.13)
T h e vector form of these constra ints (with dimension
m,)
U
7
(3.14)
du; (3.15)
r e d u c e s t e p s i z e
axn+l+i
Ka+l
+ i , j u
Iu=u,.l~ l i
= 1, 2, 3, ..., m,
Including soft constraints 3.14, the quadra tic program-
ming problem a t the j t h i teration now becomes
mt
AUS
2 i=
1
1
min
CTAus +
- ( A u ~ ) ~ H A u Y
2 ~ ~ 6
3.16)
subject to
ul
(U;-~
+
Aus-,)
5
u
6mB
,(uj-,
+
Auj-1)
+
6m8
Nj(tS+2;XS+1,ujS?i)mx
L
0
where
m,
=
m,
+
m,
is the total number of all soft con-
s t ra in ts .
Finally, it is worth noting that before the hard s tate
constraints are included in the control algorithm, the
feasibility of these state constraints has to be analyzed.
Even though t he hard sta te constraints are feasible in the
model, the system states can easily be pushed o ut from the
feasible region by the disturbances in the real process.
Therefore, it is recommended to tr eat all stat e constraints
as soft constraints .
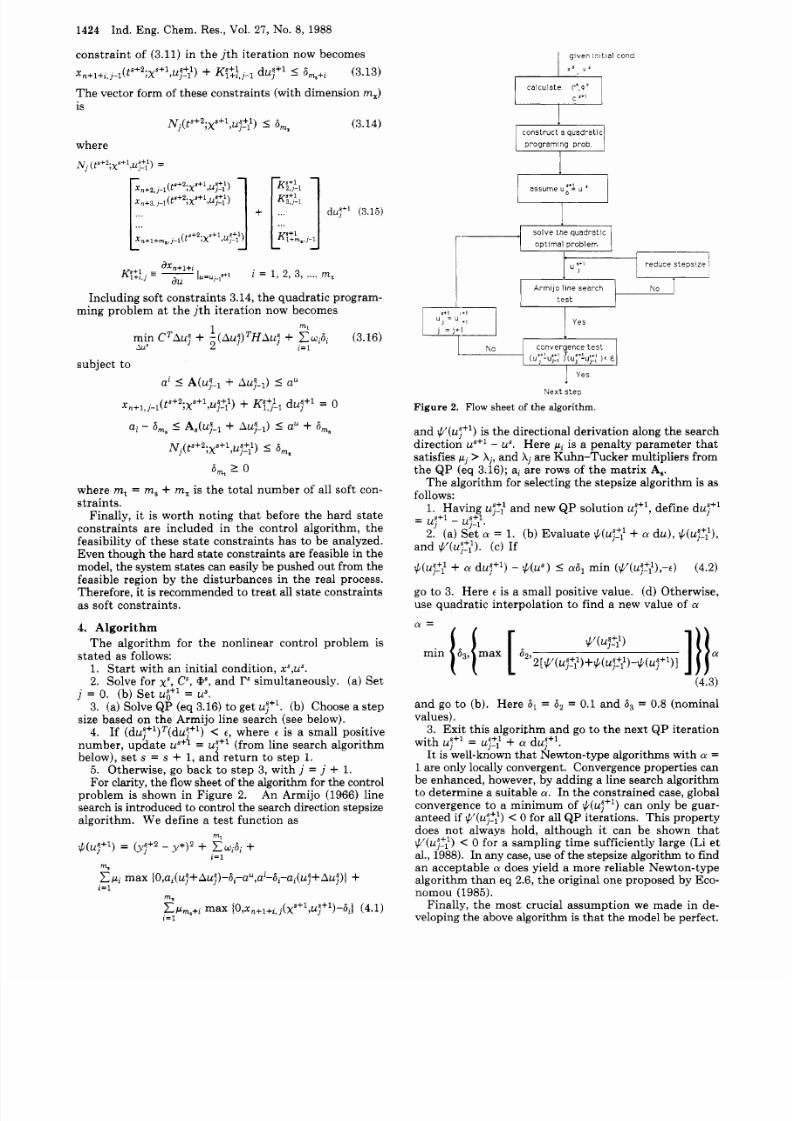
4. Algorithm
stated as follows:
The algorithm for the nonlinear control problem is
1. St art w ith an init ial condition,
xs,us.
2. Solve for xs ,
Cs,
P n d rs imultaneously. (a) Se t
j =
0.
( b ) Se t u$+' =
us.
3. (a)Solve Q P (eq 3.16) to get (b) Choose a step
size based on the Armijo line search (see below).
4. If (du;+ ')T(du s+l)
<
E where t is a small positive
number, update
us++=
us+'
(from line search algorithm
below), set s = s
+
1, and re turn to s tep 1.
5 . Otherwise, go back to s tep 3, with j = j + 1.
For clarity, the flow shee t of the algorithm for the control
problem is shown in Figure 2. An Armijo (1966) line
search is introduced to control the search direction stepsize
algorithm. We define a test function as
mt
(ug+l) =
(y;+2 y*)2 +
C W J i +
i=l
ma
i=l
c p i max ~O , ~~( u ~+ A u ~) - 6 ~ - u . , a - a ~ - u ~( u ~+ ~u ~) }
m
r=l
C P m s + i max
{O,xn+l+i,( X s + ' , U ~ + ' ) - 6 i I
(4.1)
1
g i v e n i i i t i a l c o n d
ca lcu la te r',o'
1. Having us-: an d new QP solution us+', define dug+'
-
us+l
us+l
.-, .
2.
(a)
Sgia
= 1. (b) Evaluate $(u;?:
+
a d u ) ,
$(uj?t),
and $'(u;?:). (c) If
$(ug?f
+
a dug ) $(us )
I
h1
min (+ (u;?:),-E) (4.2)
go to 3. Here
E
is a small positive value.
(d) Otherwise,
use quadratic interpolation to find a new value of a
(4.3)
and go to (b) . Here
61
=
1 3 ~
0.1 an d 6, = 0.8 (nominal
values).
3. Exit this algorithm and go to the next Q P iteration
with us
=
us-:' + a du; .
It
is well-known that Newton-type algorithms with
a =
1 are only locally convergent. Convergence propertie s can
be enhan ced, however, by adding a line search algorithm
to determine a suitable a. In t he constrained case, global
convergence to
a
minimum of
$(uj f l )
an only be guar-
ante ed if +'(uJ?l)<
0
for all Q P iterations. This property
does not always hold, although i t can be shown that
' (uJ?l)< O for a sampling time sufficiently large (Li et
al., 1988). In any case, use of the stepsize algorithm to find
an acceptable a does yield a more reliable New ton-type
algorithm th an eq 2.6, th e original one proposed by Eco-
nomou (1985).
Finally, the most crucial assumption we made in de-
veloping the above algorithm is th at th e model be perfect.

8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 5/13
Ind. Eng. C hem. Re s., Vol. 27, No. 8, 1988
1425
Table I. Parameter Values of Example 1
uarame ter Darameter set Doint
Figure
3.
Stirred tank reactor (1).
This is rarely th e case in chem ical processes because model
and disturbance u ncertainties unavoidably exist. An on-
line identification phase should be added to u pdate t he
model after a num ber of time steps by using the differences
between measured an d predicted values of outputs. An
optimization problem can be constructed to estimate these
uncertain parameters . Th e objective function is to min-
imize the differences between the measured a nd predicted
values subject to the bounds of these parameters. By use
of a nonlinear model, the physical significance of these
parameters can be recognized, and it is possible to set
bounds for these parameters. If uncertain param eters are
slow moving, i.e., th e tim e constan ts of these p aram eters
are much larger than the t ime interval of control, the
parameters can be assumed as constants and th e updated
values can be used to predict th e process in a future time
horizon. If variation in para me ters is sufficiently large
compared t o the time interval of our model, the dynamic
nature of these param eters should be analyzed in order to
postulate some model for the variation. Jang et al. (1987)
recently proposed a similar two-phase approach to control
and operate a chemical process.
5. Examples
Two example problems are s imulated to dem onstrate
the effectiveness of the strategy proposed in this work.
T he f irs t example problem was adapted from the paper
of M atsu ura an d K at0 (1967), which describes a kinetic
model with multiequilibrium points a t s teady s tate. Th e
second example problem was modified from Economou
and Morari's paper (1986). Their original problem was
extended to a three-dimensional system with constraints.
Th e control objective of both problem s is to operate th e
reactor as closely as possible to the se t point. Wh en the
system gain changes sign as the operating point changes
from one side of th e set point t o the o ther, a linear con-
troller with integral action may perform poorly (Morari,
1983). W ithou t integral action the linear controller will
result in a large offset. Both exam ple problems possess
this feature . As seen below, th e nonlinear controller with
constraints proposed in this work controls this system very
well as seen by t he results of our sim ulations.
Example 1:
A
Stirred Tank Reactor ( 1 ) . For the
reaction
A + B - P
where A is in excess, the reaction rate equation can be
written as follows:
(5.1)
where C B is the concentration of compone nt B. Th e re-
action occurs in an ideal stirred t ank as shown in Figure
3.
0 26
0 . 22
0
-
5
0 .18
C
a
0 16
-
>
U
0 . 1
0 02
06
4 I
0 7 4 6
8
Ccnc.ntrctlon.
Figure 4. Multiequilibrium points at steady state.
Th e concentrations of B in th e two inlet flows are as-
sumed to be fixed: cB1 = 24.9, CB, = 0.1. Both inlet flows
contain an excess am oun t of A. Th e tank is well stirred
with a liquid outflow rate determined by the liquid height
in the tank
h;
.e.,
F ( h )
= 0.2h0.5.Th e cross-sectional area
of th e tank is 1. The sampling time of this problem is set
to 1.0 min. Th e values of various parame ters are listed in
Table I. After simplification, the model becomes
d x l / d t = fl(x;u) u1 +
u2
0 . 2 ~ , ~ . ~
5.2.a)
X P
(0.1 x 2 ) u 2 x 1 - ~ ~ o
(5.2.b)
(1+
x p
Y1
=
x1 Y2
=
x2
where
u1
=
inlet flow rate with condensed B
( F J ,
u2
=
inlet
flow rate w ith dilute
B
(F2) , 1
=
liquid height in th e tank,
an d x 2
=
concentration of B in the reactor.
When the height of liquid level (yl) is at i ts set point
yl* = 100.0)and two inlet flow rates are a t s teady s tate
(ul = 1.0; u2 = 1.01, th e grap hical s olution of eq 5.2.b is
illustrated in Figure 4. Th e convection term in eq 5.2.b
is a straight line with slope 1 / ~ . s the ti me consta nt of
th e reactor at the steady state. When th e reaction (rB) s
shown as a function of CB by the curve indicated with
r B ( C B )
in Figure 4, here are three different equilibrium
points (a ,p, y ) of th e system, of which a an d y are stable
equilibrium points and p is unstable. Detailed discussion
of the stability of this isothermal reactor was presented
in Matsuura an d Kato's paper (1967). H ere point
/3
is used
as a set point to demons trate t he proposed algorithm de-
veloped above.
From Figure
4
we can observe that the system gain
changes sign as the operating point changes from one side
of point p to the other. In addition, from this unstable
equilibrium point a small disturbance can drive the system
to two stable equilibrium points, a or y, depending on an
increase or decrease of B concentration in the reactor
caused by the disturbance.
Th e control objective is to minimize th e difference be-
tween the reactor outpu t and set point. Two sets of initial
conditions are used. Set
1
s in the region where the system
automatically goes to point
a
without any control. Set 2,
on the other ha nd, is in th e region where the system goes
8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 6/13
1426 Ind. E ng. C hem. Res., Vol. 27,
No.
8, 1988
15 __ _ ~ ~ -
14 -
1
5 2
1
1
100
01 _ _ _ _ _ ~_ ~ 4
23 4s
ME
0 5 - 10 h O NE
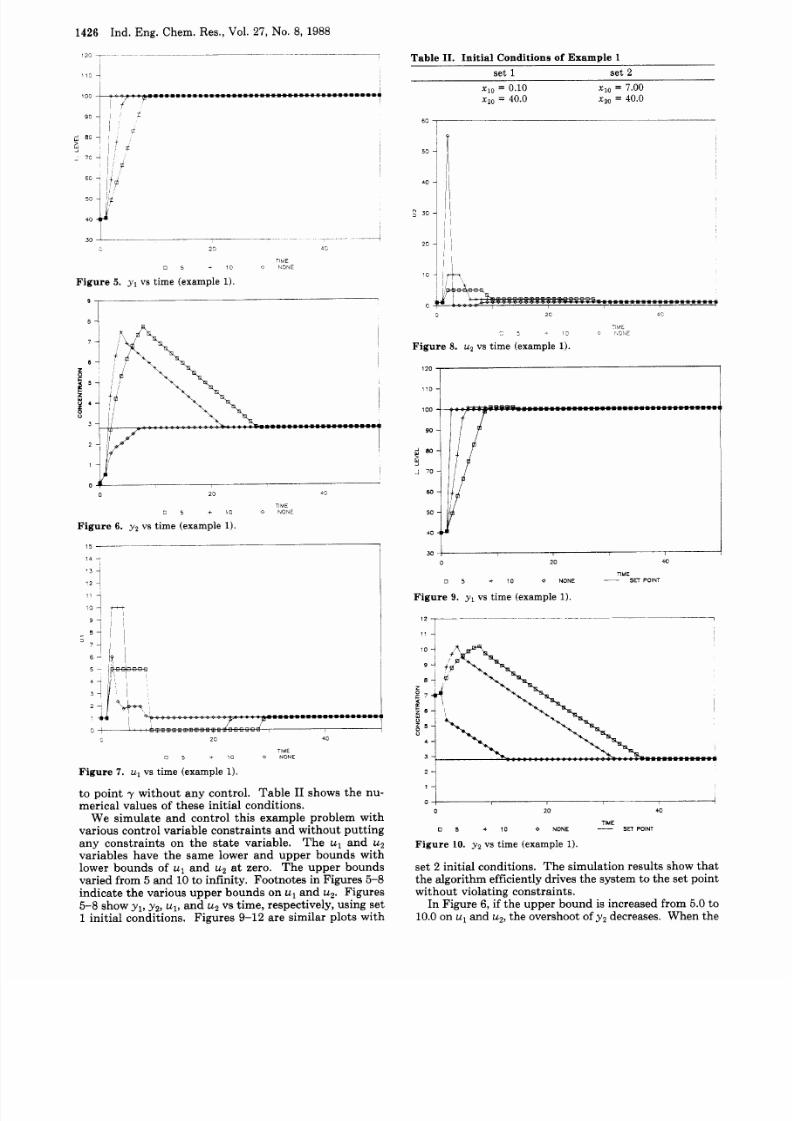
Figure 5. y1 vs time (example 1).
Table 11. I nitial Conditions
of
Example
set 1 set 2
nlo
= 0.10 = 7.00
xzo = 40.0
~ 2 0
40.0
0
2c
4:
TIIIE
5
5
10 0 P.0'E
Figure 8. uz vs time (example 1).
120 I
3
.
70
60
500
Y
30 I 1
0
20 40
l l M E
0 5 + 1 0
NONE
__
SET
POINT
Figure 9. y1
vs
time (example 1).
:
20
40
TIME
SET
POINT
--
5
+ 1 0
NONE
Figure 10 y2 s
time (example 1).
set
2
initial conditions. T he simulation results show tha t
the algorithm efficiently drives the system to th e se t point
without violating constraints.
In Figure
6,
if the upper bound is increased from
5.0
t o
10.0 on u1and u2, he overshoot of yzdecreases. When the
8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 7/13
Ind. Eng. Chem. Res., Vol. 27, No. 8, 1988
1427
4 0 -
2 3 0 -
15
14
13
11
12
10
9
s
7
6
5
4
3
2
1
0
0
20
40
TIME
0 5
+ 1 0 NONE
F i g u r e 11 u1
vs
t ime (example 1).
-- ~
10
0
0
20
40
1ME
0 5 + 10
NONE
F i g u r e
12.
u 2
vs
t ime (example 1).
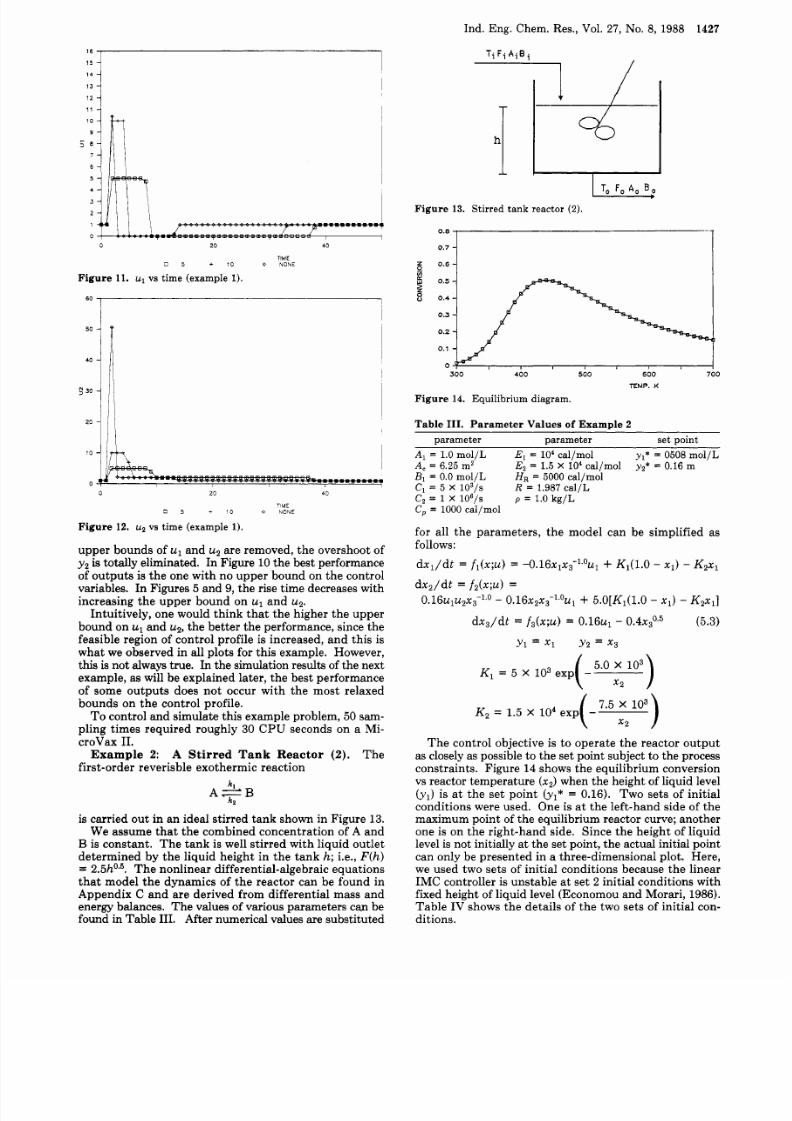
upper bounds of u1 and
u2
are removed, the overshoot of
yz
s totally eliminated. In Figure 10 the best performance
of ou tpu ts is th e one with no upper bound on th e control
variables. In Figures 5 and 9, the rise time decreases with
increasing the upper bound on u1 an d uz.
Intuitively, one would think that the higher the upper
bound on u1and u2, he bette r th e performance, since the
feasible region of control profile is increased, and thi s is
wha t we observed in all plots for this exam ple. However,
this is not always true. In th e simulation results of the next
example, as will be explained la ter, th e best performance
of some outputs does not occur with the most relaxed
bounds on the control profile.
To control and sim ulate this example problem, 50 sam-
pling times required roughly 30
CPU
seconds on a Mi-
croVax 11.
Example
2:
A
Stirred Tank Reactor
(2).
T h e
first-order reverisble exotherm ic reaction
k
kz
A + B
is carried ou t in an ideal stirred tan k shown in Figure 13.
We assume that the combined concentration of A an d
B
is consta nt. Th e tank is well stirred with liquid outlet
determin ed by the l iquid height in the tan k h; i.e., F(h)
= 2.5h0.6.Th e nonlinear differential-algebraic equations
that model the dynamics of the reactor can be found in
Appendix C and are derived from differential mass and
energy balances. T he values of various param eters cap be
found in Table 111. After numerical values are substitu ted
F i g u r e
13.
Stirred tank reactor (2).
0 7
1
0 6 1
TEMP. K
F i g u r e 14. Equilibrium diagram.
T a b l e 111. P a r a m e t e r V a l ue s of ExamDle 2
parameter parameter set point
E,
=
lo4
cal/mol y l * = 0508 mo l/L
E ,
= 1.5 X l o4 cal/mol yz* = 0.16 m
H R
=
5000 cal/mol
R = 1.987 cal/L
p
= 1.0
kg / L
A,
=
1.0 mol/L
A, =
6.25 m2
B1 =
0.0
mol/L
C, = 5 X 103/s
C, = 1 X 106/s
C = 1000 cal/mol
for all the parameters, the model can be simplified as
follows:
d x l / d t
=
f l ( x ; u )
=
-0.16x1x3-1.0u1
+
K1 l.O
xl)
Kzxl
d x , /d t = f z ( x ; u )=
0.16u1u2x3-1.0 O.l6 ~2 x3-~ .~u 15.O[K1(1.0
X I )
Kzxl]
d x 3 /d t = f3(x;u) = 0 .1 6 4 0 .4 x ~O.~
(5.3)
Y1 =
x 1
Y z
=
x3
5.0
x
103
Kl
= 5 x
103
exp(- x z )
7.5
x
103
K z =
1.5 X lo4ex.( x z )
Th e control objective is to operate the reactor o utp ut
as closely as possible to the set point su bject to th e process
constraints. Figure 14 shows the equilibrium conversion
vs reactor temperature xz)when th e height of liquid level
(yl) s a t the se t po int (yl* = 0.16). Two sets of initial
conditions were used. One is at th e left-hand side of t h e
maximum point of the equilibrium reactor curve; another
one is on th e right-hand side. Since the height of liquid
level is not initially at the set point, th e actua l initial point
can only be presented in a three-dimensional plot. Here,
we used two sets of initial conditions because the linear
IMC controller is unstable a t set
2
initial conditions with
fixed height of liquid level (Econom ou and M orari, 1986).
Table IV shows the details of th e two sets of initial con-
ditions.
8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 8/13
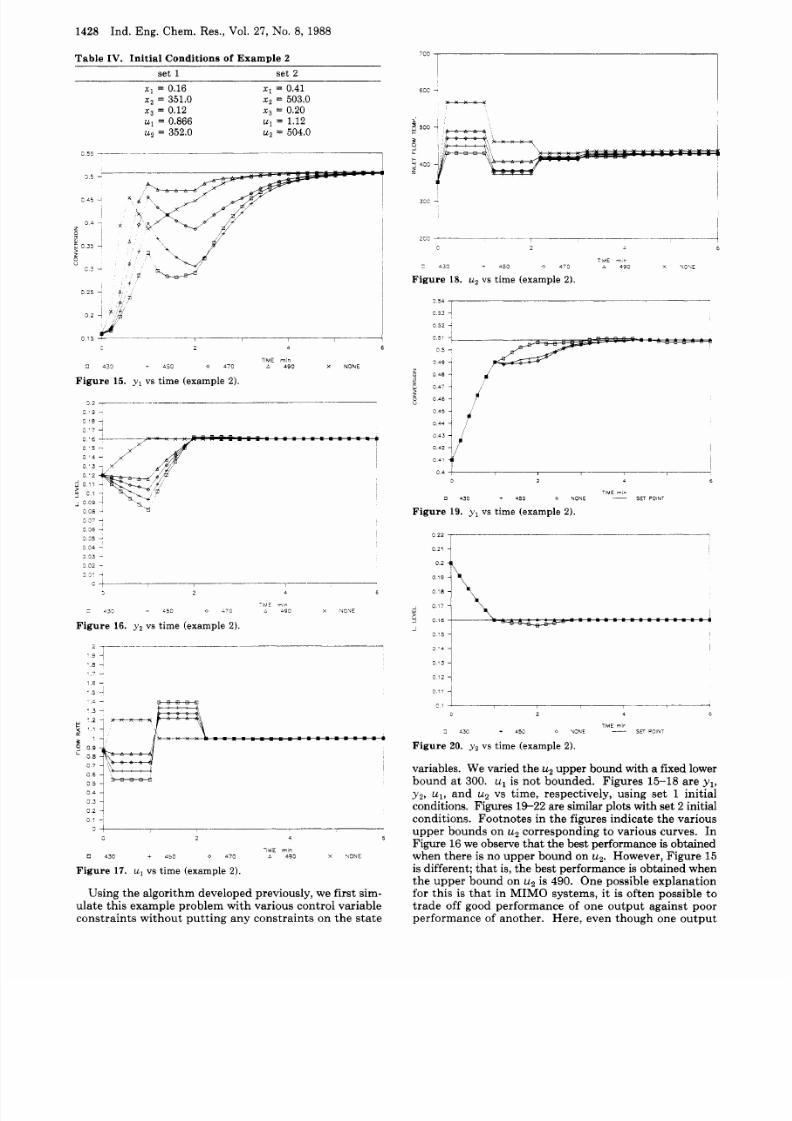
1428 Ind. Eng. Chem. Res., Vol. 27, No. 8,
1988
Table IV. Initial Conditions
of
Example 2
set 1 set 2
x 1 = 0.16 x l = 0.41
~2 = 351.0 X Z
= 503.0
x g
=
0.12
ul
= 0.866
X 3
=
0.20
u1
=
1.12
up = 352.0
~2
=
504.0
2 5
'3
' 5
0 4
2
c
0 35
z
C 3
0 2 5 - b
8
a
2 4
6
TIME
min
3 433 f 450 0
470
A 490 X NONE
Figure 15.
y l
vs time (example 2).
2 4
-1ME m n
c
13:
- 153 0 470 3
490
Figure 16.
y 2
vs time (example 2).
5
X
UCUE
I
0 -
I
2
4
6
1ME
m i
0 430 +
450
d70
n 493
X
?ONE
Figure 17. u1
vs
time (example 2).
Using the algorithm de veloped previously, we first sim-
ulate this example problem w ith various control variable
constraints without putting any constraints on the s t ate
1
3 0 c -
1 -
ci ~-
2 L 6
TME 7 1 , ~
c
433 +
450
0 473 A
4g3
X U31E
Figure 18.
u2 s
time (example 2).
3
54
c 5 5
i
0 5 2
-
I
0 44
I
I
I
0 4 I
0 2 4 6
ME min
SET POIhT
430
i
450 0 NONE
Figure 19. y 1 vs time (example 2).
2
0 2 2
::h-
8
7
0
16
3 - 5i
: I
I
0 12
0 1 1
--
___
l
0 2 4
6
TIME
m r
0 UOYE
F
POINT
430 t
455
Figure 20. yz
vs
time (example 2).
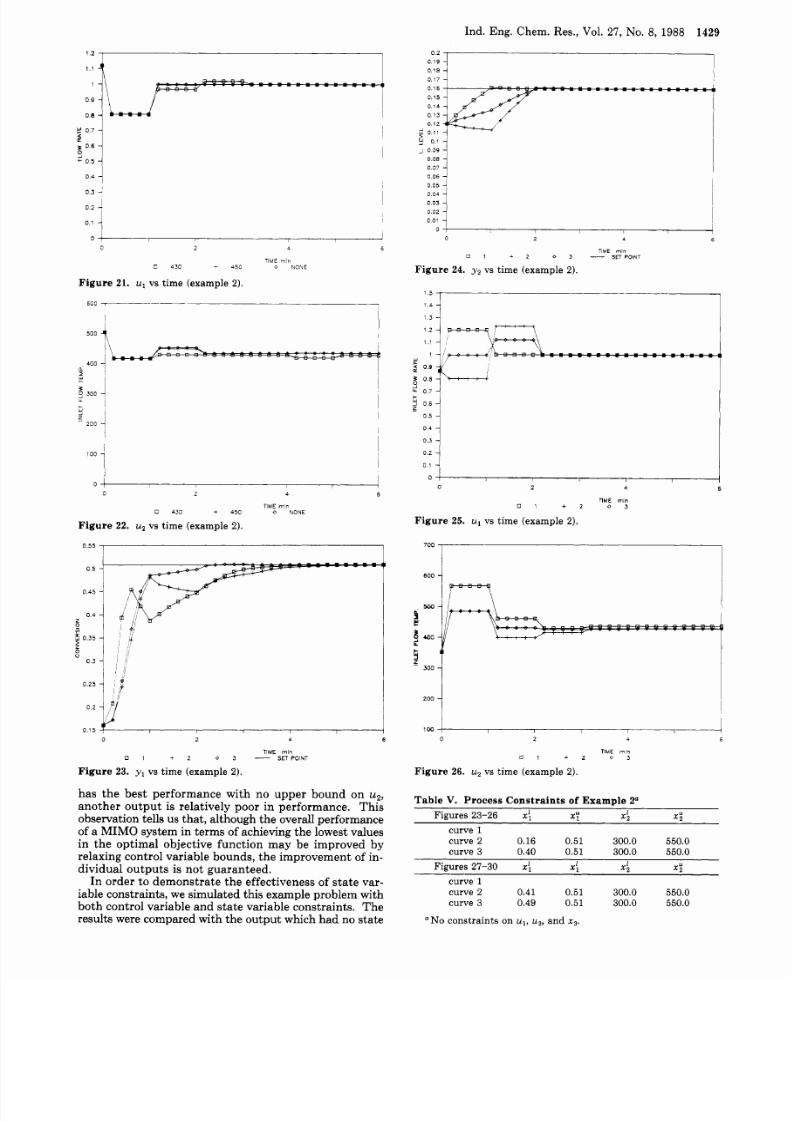
variables. We varied the
up
pper bound with a fixed lower
bound a t 300. u1 is not bounded. Figures 15-18 are
yl,
y2, ul , and u2 vs time, respectively, using set 1 initial
conditions. Figures 19-22 are similar plots with set 2 initial
conditions. Footnotes in the figures indicate the various
upper bounds on u2corresponding to various curves. In
Figure 16 we observe th at t he best performance is obtained
when there is no upper bound on u2. However, Figure 15
is different; th at is, the best perform ance is obtained when
the upper bound on u2 s 490. One possible explanation
for this is tha t in MIMO systems, i t is often possible to
trade off good performance of one output against poor
performance of another. Here, even though one out put
8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 9/13
Ind. Eng. Chem. Res., Vol.
27,
No.
8, 1988
1429
1 2
1 1
1
09
08
0 4 i
0 3
-
1:
o
0
2 4
6
TIME m n
C
430
- 450 NOhE
Figure 21. u1 vs time (example 2).
__
600
,
I
00
1
0
2 4 6
TIME
min
0 430 + 450
NONE
Figure 22. u 2 vs time (example 2).
0 55
I
_.
0
2 4 6
TIME
min
SET
POINT
1
+ 2
0 3
Figure
23. y1
vs time (example 2).
has the best performance with no upper bound on u2,
anoth er outpu t is relatively poor in performance. Th is
observation tells us tha t, although th e overall performance
of a MIMO system in term s of achieving the lowest values
in the optimal objective function may be improved by
relaxing control variable bounds, the improvement of in-
dividual outputs is not guaranteed.
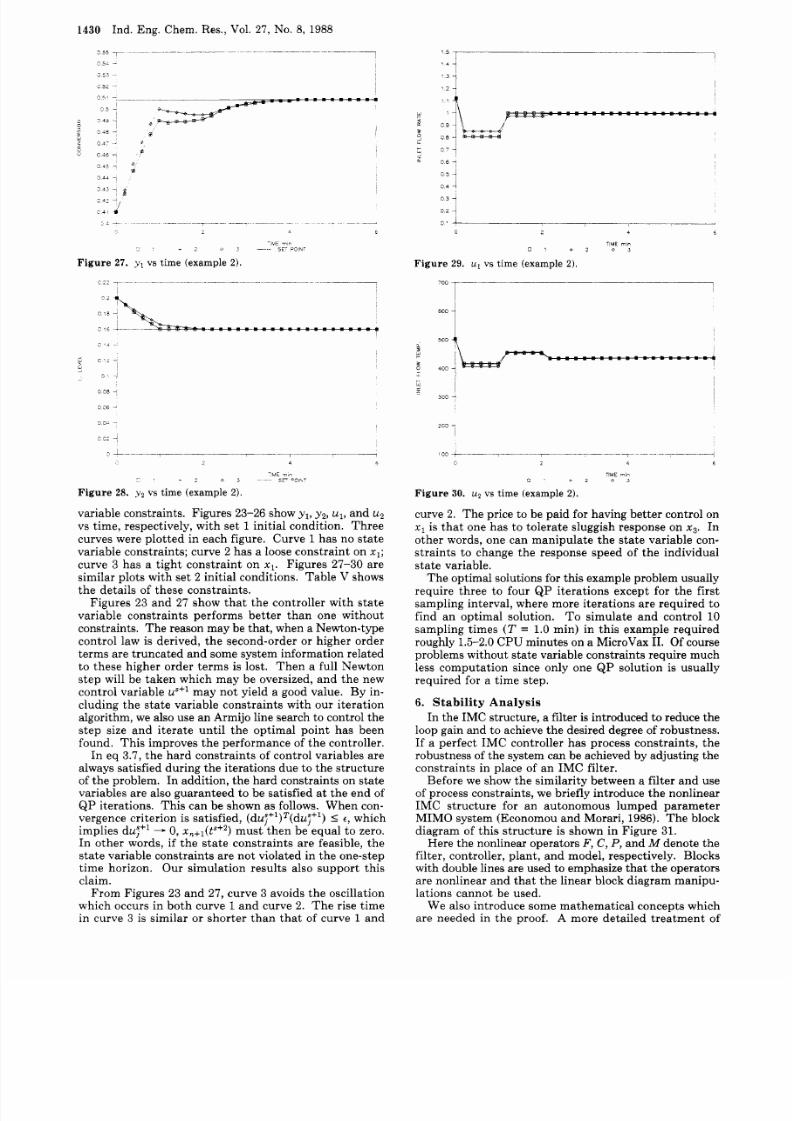
In order to dem onst rate the effectiveness of sta te var-
iable constraints, we simu lated this example problem w ith
both control variable and state variable constraints. Th e
results were compared with the outpu t which had no state
0 .16
0 . 1 5
0.14
0.13
0.12
4 0.11
0
07
0 0 6 4
Y
0 5
4
I
:::
0 02
0
01
0 ,
0
2 4 6
nME min
0 1 + 2
0 3 - SET POINT
Figure 24. y2 vs time (example 2).
0
0
2
4
TIME
min
0 1 2
0 3
Figure 25. u1 vs time (example 2).
6
700
I
1 I
200I
TIME
min
n i + 2 0 3
Figure 26. u2 vs time (example 2).
Table V. Process Constraints
of
Example 2
Figures 23-26 xi x ;
2:
X :
curve
1
curve 2 0.16 0.51 300.0 550.0
curve 3 0.40 0.51 300.0 550.0
Figures 27-30
2:
x : 2:
x ;
curve
1
curve 2 0 .41 0.51 300.0 550.0
curve 3 0.49
0.51
300.0
550.0
N o constraints on ul, u2,and x g .
8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 10/13
1430
Ind. Eng. Chem. Res., Vol.
27, No.
8, 1988
0 s ' -
1 5 3
i ' 5 i
.
- M E
T II
* * J S T OINT
. .
Figure
27.
y1
vs t ime (example 2).
008
0 0 6
3 0 - -
I
sc; -1
r
_
-. ___
4
- M E
m n
- 2
e , ~ 5 7 Olh-
Figure 28.
y 2
vs
t ime (example 2).
variable constraints. Figures 23-26 show
yl,
y 2 ,
ul,
nd
u2
vs time, respectively, with set 1 initial condition. Thr ee
curves were plotted in each figure. Curve 1has no s ta te
variable constraints; curve 2 has a loose constraint on xl;
curve 3 has a t ight constraint on
q
igures 27-30 are
similar plots with set 2 initial conditions. Table
V
shows
the details of these constraints.
Figures 23 and 27 show tha t the controller with s tate
variable constraints performs better than one without
constraints. Th e reason m ay be that, when a Newton-type
control law is derived, the second-order or higher order
terms are truncated and some system information related
to these higher order terms is lost . Th en a full Newton
step will be taken which may be oversized, and the new
control variable uS lmay no t yield a good value. By in-
cluding the s tat e variable constraints with our i teration
algorithm, we
also
use an Armijo line search to control the
step s ize and iterate until the optimal point has been
found. Th is improves th e performance of the controller.
In eq
3 .7 ,
the hard constraints
of
control variables are
always satisfied during the iterations d ue to the structure
of the problem. In addition, the hard con straints on state
variables ar e also guaranteed to be satisfied at th e e nd of
QP iterations. Thi s can be shown as follows. Wh en con-
vergence criterion is satisfied, (du;+l)T(duy+l)
5
, which
imp lies du; -
,
~ , + ~ ( t ~ + ~ )ust then be equal to zero.
In o ther words, if th e s tate constraints a re feasible, the
sta te variable constraints are not violated in th e one-step
time horizon. Our simulation results also supp ort this
claim.
From Figures 23 an d 27, curve 3 avoids the oscillation
which occurs in both curve
1
and curve 2. Th e r ise t ime
in curve 3 is similar or shorter than that of curve 1 an d
Figure 29.
u1
vs
time (example
2) .
I
600
~ _ _ _
._
_
0 c
0 2 4 6
TIME
m / n
0
c 2 e 3
Figure 30. upvs
time (example 2) .
curve 2. Th e price to be paid for having be tter control on
n, is tha t one has to tolerate s luggish response on x 3 . In
other words, one can m anipulate th e s tate variable con-
straints to change the response speed of the individual
state variable.
Th e optimal solutions for this exam ple problem usually
require three to four QP iterations except for the f irs t
sampling interval, where more iterations are required to
find an optimal solution. To s imulate and control 10
sampling times
(T
= 1.0 min) in this example required
roughly 1.5-2.0 CP U minu tes on a M icroVax 11. Of course
problems without sta te variable constraints require much
less computation since only one QP solution is usually
required for a time s te p.
6 . St a b i li t y Ana ly s i s
In the IMC s tructure, a filter is introduced to reduce the
loop gain and to achieve the d esired degree of robustness.
If a perfect IMC controller has process constraints, the
robustness of the system can be achieved by adju sting the
constraints in place of an IMC filter.
Before we show the similarity between a filter and use
of process co nstrain ts, we briefly introdu ce th e nonlinear
IMC structure for an autonomous lumped parameter
MIM O system (Economou and Morari, 1986). The block
diagram of this struc ture is shown in Figure 31.
Here the nonlinear operators
F ,
C,
P,
and M denote the
filter, controller, pla nt, and m odel, respectively. Blocks
with double lines are used to emphasize th at th e operators
are nonlinear an d tha t the linear block diagram manipu-
lations cannot be used.
We also introduce some mathematical concepts which
are needed in the proof. A more detailed treatme nt of

8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 11/13
i d I d
Ind. Eng. Chem. Res., Vol. 27, No. 8, 1988
1431
-6 ,
(6.6)
Th en the constrained controller maps th e error e t o th e
constrained control variable
u,.
u ,
=
C,e (6.7)
where e is defined as e = y - y* an d
u
= the inputs de-
termined by an IMC controller without the constraints on
u, C
=
the IMC perfect controller, C =
M I , u ,
= the inputs
determined by an IMC controller with the co nstraints on
u , and C,
=
IMC controller with constraints on u .
We assume the process is open loop stable, i.e. any
bounded inpu t gives a bounded and continuous output.
Th en since all inputs are boun ded, the closed loop process
with the constrained controller will remain input-output
stable. Using Zames' small gain theory, one can verify this
as follows.
To simplify the proof we assume th e plant operator pd
maps zero into itself, i.e.
y =
Pdu
= 0 for u
=
0 (6.8)
Consider a scaled and constrained QP so t h a t
1
Au
2
in CTAus
+
- ( A u ~ ) ~ H A u ~
subject to
-6 ,
u, = us+
Aus
where
6
is greater or equal to 0. We can partition
u ,
into
components at bounds ub and unconstrained com ponents,
uu,with
IIub(lm
= 6 and
IJu,J(,
< 6. The n controller gain with
constrain ts becomes
(6.9)
I
G e )
I Ilurll
g(C,)
=
sup ~
=
s u p
l lell l lell
h
Figure
31. Complete nonlinear
IMC
structure.
these concepts can be found i n the work of Kolmogorov
and Fomin (1954) and Rall (1969).
Norm.
A linear space R s said to be normed if to each
element x
E
R there corresponds a nonnegative number
IIxII called the norm of x , s u ch th a t
(1)
11x11 =
0
if x =
0,
(2) ((axil
= Iall lxl l
where a is an arbitra ry constant, and (3)
I I x + yIJ 1x11 + Ilyll. A complete normed space is said
to be a Banach space.
Linear Operator. Let
D
and R be two Banach spaces,
whose elements are den oted respectively as
u
and y. Let
a rule be given such th at for each
u
in some set
U D
there is assigned some element
y
in the space
R.
Then an
operator
y =
M u with range of values in R can be defined
on the se t U . An operator
M
is said to be linear if the
equality
M(a1U1
+ C Y ~ U ~ )
( Y ~ M u ~C XZM U~
(6.1)
is satisfied for any two elements
u1,u2
E
U . a1 nd
a 2
are
arbitrary real numbers . An operator M is considered
nonlinear when it does not possess the above property.
Operator Gain. Le t us consider a nonlinear operator
M which transforms th e input subspace D t o th e o u tp u t
subspace R
y = M
u E D
y E R (6.2)
Define t he gain of M , denoted by g ( M ) , o be
(6.3)
where the su premum is taken over all
u
E E .
Zames (1966) Small Gain Theorem.
If the op en loop
gain is less than one, then the closed loop output is
bounded.
For th e IM C structu re, this is equivalent to (Economou
and Morari , 1986)
g ( (p d M ) C ) ( c ) g ( p d M I < 1 (6.4)
where
Pd
denotes the plant operator with the effect of
dis turbance. When Pd
=
M , the perfect model case, the
IMC controller C is open loop s table and then the ine-
quality is trivially satisfied. Wh en th e process is poorly
modeled, which means g(pd
M )
s large, the control gain
g ( C )
has to be small. Usually, the perfect controller C =
MI
(where
M '
is the right inverse) cann ot be used because
condition (6.4) may n ot be satisf ied. In order to satisfy
the stability condition, an adjustable filter F is introduced
such tha t
C = M 'F.
Th en th e s tabili ty condition (6.4)
becomes
g ( M ' F ) d P d
-
M ) ( F )g (M ') d Pd M )
<
1 (6.5)
If the constrained SQP controller is used, the s tability
analysis of the closed loop system is straightforward.
Wi thou t loss of generality, let us assum e u is scaled and
constrain ed a s follows:
T he gain of th e IMC c ontroller is
(6.10)
(6.11)
Combining eq 6.10 and eq 6.11, we have
(6.12)
l l a l l 6
ll4l ~ lFll
(C,)
= g (C)
T o express the sufficient condition of closed loop stability,
the inequality (6.12) can be w ritten as follows:
To satisfy condition (6.13) consider two cases: (a) If
llull
=
0, the plant operator maps zero into itself. T he outpu t
y is zero an d the co ntroller is stable. (b) If
llull
0 an d
by making 6 small enough,
llull
>>
6 and the sufficient
condition (6.13) can be made to hold.
Com paring stab ility con dition (6.13) with (6.5), we can
see tha t putting constraints on
u
has a similar function as
the f i l ter in the nonlinear IMC structure. However, one
should note that the filter allows direct manipulation of
frequencies an d m ay be less conservative tha n using con-
straints . On the other hand, because constraints are de-
fined in th e st ate space, any know ledge of process limi-
tations or engineering judge men t can now be imposed an d
8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 12/13
1432
Ind. Eng. C hem. Res., Vol.
27, No. 8, 1988
enforced directly. Th e above result shows only the (rath er
obvious) boundedness property of the controller. T o show
convergence to a unique solution (asymptotic stability) the
concept of incremental gains is required along with an
incremental form of the small gain theorem. Th e incre-
mental gain
is
defined for a nonlinear ope rator
M
as
and a unique solution (stability) is guaranteed (Zames,
1966;
Desoer an d Vidyasagar,
1975)
if
d ( C ) i ( p d M ) < 1 (6.15)
Since the c ontrol variable is bounded , it is easy to show
t h a t
and the constrained controller can be used to enforce
stability.
To
unde rstand the effect of the controller on stability,
consider the following inpu t-ou tpu t maps of th e controller.
(a) d ( C ) ncreases with e . Here by adjusting 6, stability
can be found arbitrarily close to t he origin, as long as the
stability condition holds a t the origin (assumed).
(b)
i ( C )
decreases with
e.
In this case the maximum
gain occurs at the origin an d th e constrained controller will
not improve the stability condition. Here since p d maps
zero into itself, the w orst case condition requires a zero
input for stability.
Thus to summarize we are left with the following
bounds:
Now, if the leftmost q uan tity is strictly less than 1 (and
i ( C ) s monotonically increasing ), one can use
6
as a tuning
parameter for asy mptotic s tability.
7.
Conclusions
An extension of the n onlinear IM C design procedure to
a special form of successive quadratic programming was
presented to handle process constraints. This strategy can
efficiently handle both soft an d hard constraints . Simu-
lation results for two nonlinear reactor control problems
show the effectiveness of thi s strategy. Finally, since all
of the con trol variables can be b ounded, t he s tability of
th e constrained controller is guaranteed as long as the
process is open loop stable. Th is can be proved using the
small gain theory of Zames
(1966).
T he algorithm developed in th is work is a single-step
method, which means th at th e algorithm only predicts one
ste p ahead. It assumes tha t the process will reach the set
point a t the end of the first step. If a process to be con-
trolled possesses time delay th at is longer tha n o ne Sam-
pling time interval, or if th e tim e delay associated w ith
different pairs of input s and outpu ts is not the same, the
single-step algorithm is not capable of handling it.
Moreover, if a batch process needs to be controlled, an
optim al control profile in the e ntire time horizon rather
th an
a
single step should be calculated. Therefore, a
mu ltiste p predictive algorithm needs to be developed. In
add ition , even if a process does no t possess time delay, the
controller performance may still benefit from th e long time
prediction.
In addition, most chemical processes are difficult to
model precisely since the re unavoidably exist param eter
and disturbance uncertainties. Th e structur e of the model
can usually be derived from a mathematical description
of funda me ntal physicochemical pheno men a takin g place
in th e process. If on-line computer control is used, the
process measurements can also be used to estimate the
uncertain parameters and disturbances. Th en the updated
model can be used t o calculate th e optimal control profile
in future time horizon. A reliable param eter estimation
algorithm for this purpose will be developed in the future .
Acknowledgment
Financial support from
NSF
Grant
ENG-8451058
is
gratefully acknowledged. T he auth ors also tha nk Prof. M.
Mora ri for useful discussions concerning this paper.
Nomenclature
A, = cross area of the tank
A i = concentration
of A
in inflow
A,
=
concentration
of A
in outflow
Bi
= concentration of
B
in inflow
B , =
concentration
of
B in outflow
C
= heat capacity of the liquid
C, =
Arrhenius’s constan t, i = 1, 2)
E , =
activation energy, i =
1,
2)
h
=
height
of
the liquid level in th e tank
K ,
= reaction constant, i = 1, 2)
F ,
=
inlet flow rate
F , =
outlet flow rate
H R = heat
of
reaction
R = universal gas constant
V = volume of the tank
Greek
Symbol
p = density
of
the liquid in the tank
Appendix A
Referring to eq 2.6, let
T
=
-cap
(La)
(i.b)
= C s @ s + y y -f)
+ (y* y + 1 )
Now
eq
2.6
becomes
Q
+
T A U = 0
(ii)
Equat ion ii is equivalent to the following problem:
min Q T T A u+ 0 .5 Au TTTTAu (iii)
lu
Proof.
Let
F = 0.5(0
+
T A u ) ~ ( Q T A U)
=
0.5(QTR+ AuTT%
+
Q T T A u+ A u ~ ~ T A u )
= 0.5(2.0QTTAu + A u T P T A u + QTQ
When the optima l condition is satisfied, we have
dF/dAu = 0.5(2.0QTT
+
2 . 0 A u T P T ) =
0
(iv)
(v)
Then we have
a T
+
A U ~ P ) To
(vi)
which is equivalent to
0 + T A U = 0
(vii)
Then eq 3.1.b and 3.l .c become
CT
=
QTT
(viii.a )
H = F T
(viii.b)
Here T needs to be square an d nonsingular or m ust have
full rank with

8/9/2019 CSTR Reference Paper
http://slidepdf.com/reader/full/cstr-reference-paper 13/13
Ind. Eng. Chem. Res., Vol. 27, No. 8,
1988
1433
X i = B , Xz= To X,=
U1
= i
U2
= Ti
Literature Cited
Armijo, L. Minimization of Functions Having Continuous Partial
Derivatives . Pac. J. M a t h . 1966, 16, 1.
Culter, C. R.; Ram aker,
B.
L. Dynamic Matrix Control-A Com puter
Control Algorithm . Presen ted at AIChE National Meeting,
Houston, TX, 1979.
Desoer, C. A.; Vidyasagar, M.
Feedback Systems: Input-Output
Properties; Academic: New York, 1975.
Economou, C. G. An Operator Theo ry Approach to Nonlinear
Controller Design . Ph.D. Disser tation, California Ins titu te of
Technology, Pasaden a, 1985.
Econom ou, C. G.; Morari, M. Newton Co ntrol Laws for Nonlin ear
Controller Design . Prese nted a t IEE E Conference on Decision
and Control, Fort Lauderdale, FL, 1985.
Econom ou, C. G.; Mo rari, M. Intern al Model Control. 5. Extension
to Nonlinear Systems .
Ind . Eng. C hem. Process Des. Dev.
1986,
25, 403.
Garcia, G.
E.;
Morari, M. Internal Model Control.
1.
A U nifying
Review and Some New Results . Ind. Eng. Chem. Process D es.
Dev. 1982,
21,
308.
Garcia, G . E.; Mora ri, M. Internal Mo del Control.
2.
Design Pro-
cedure for Multivariable Svstems . Ind . Enn. C hem. Process Des.
Appendix
B
When differentiating eq 3.5.b with respect to
t ,
we have
aK.,t,
a
axn+ l , j
a d X n + l , j
- = - -
at a t
au
au a t
= - -
n
i = l
= 2.0C
(min (~ , x ' ( t ) - x f ) j
Kl,j(t8+') = 0
ts+l
I I S + 2
Similarly, the differential of
Kj;
can be written as
W3,j
a a X n + l + i , j
= - -
at at a u
= 2.0{min ( O , x ( t ) - x f ) }
Appendix C
Th e following nonlinear differential-algebraic equations
model the dynamics of the second example. The y are
derived from differential mass and energy balances. Th e
meaning of variables can be found from th e nomenclature
at the end of this appendix. Th e values
of
various pa-
rameters can be found in Table
111.
d (VA,)/dt
= AiFi
A ,
- V(K1A0
KZB,)
d( VB,)/dt
= BiFi - B$, + V(KIAo
KZB,)
d(VT,) /d t
= TiFi 23,+ (DH)V(KIAo K&,)
A , d h / d t
= i - F,
Ai
+
Bi
=
A , + Bo
=
1.0
V =
A,h
We define
-
Dev. 1985a, 24 , 472.
Garcia. G. E.: Morari. M. Intern al Model Co ntrol. 3. Mu ltivariab le
Control Law Comp utation an d Tu ning Guidelines . Ind . Eng.
Chem . Process Des. Dev.
19858,
24 ,
485.
Garcia, G. E.; Morshed i, A. M. Quad ratic Solution of Dynam ic
Matrix Control (QDMC) . Presented a t Canadian Conference on
Industrial C omputer S ystems, Ontario, 1984.
Jang, S . S.; Joseph,
B.;
Mukai, H. On-Line Optimization of Con-
strained Multivariable Chemical Processes .
AI Ch E J.
1987,33,
1, 26.
Kolmogorov, A. N.; Fomin, S.V.Elem ents of t he Th eory of Func-
tions and Functional An alysis;
Graylock: Roc hester, 1957.
Li, W. C.; Biegler, L.
T.;
Econom ou, C. G.; Morari, M. A Newton
Typ e Control Strategy for Nonlinear Process Systems . Sub-
mitted for publication, 1988.
Matsuura, T.;Kato , M. Concentration Stability of the Isothermal
Reactor . Chem. Eng. Sci. 1967, 22 , 171.
Morari, M. Robust Sta bility of System with Integral Control .
Presented a t Proceedings of the 22nd IE EE Conference on De-
cision and Control, San Antonio, TX , 1983.
Pret t, D. M.; Gillette, R. D. Optimization a nd Constrained M ulti-
variable Control of a Catalytic Cracking Unit . Prese nted at
AIChE National Meeting, Houston, TX, 1979.
Rall,
L. B.
Com putatio nal Solution of Nonlinear Ope rator
Equ ations . Wiley: New York, 1969.
Sargent, R. W. H.; Sullivan, G. R. The Dev elopment of an Efficient
Optimal Control Package . Prese nted at Proceedings of IFIP
Conference on Optimization Techniqu es, New York, P ar t 2,1977.
Zames, G. On the Inpu t-Outp ut Stability of Time-Varying Non-
linear Feedback Systems. Pa rt I: Conditions Derived Using
Concepts of Loop Gain. Conicity, and Positivity . I EEE T r a n s.
Autom. Control
1966,
AC-1 I
228.
Rece ived f or rev iew October 15, 1987
Revised m anu scr ip t received Marc h 23, 1988
Ac c e p te d April 18, 1988





























