Embed Size (px)
Citation preview
1121/13/ 98 13: 13 N0.572 P003
AubbPr World OCTOBER 1971
Crosslinking plasticizers for iniection molding New crosslinking agents afford excellent scorch and processing safety when used with peroxide cure systems, making them of particular interest in iniection-molded compounds. Aging properties of the cured elastomers are not impaired, and many physical properties are reportedly improved
by ]. Edgar Lohr, Jr., Sartomer Resins, Inc.; Robert Samples, Akro11 Rubber Development Laboratory, Inc.
A new development, tradenamed SARET Crosslinking Agents•, has been found to act as a highly effi. cient plasticizer that offers maximum scorch and processing safety when used with peroxide-cured elastomers, while maintaining excellent aging characteristics, high modulus, high hardness, and low set.
Equally important, these new co· agents are tailor·made for injection molding, allowing freedom from scorch for long periods in the injec· tion cylinder at temperatures in ex· cess of 260 ° F. As a result, these higher processing temperatures allow injection times and cure times to be radically reduced, thereby increasing machine throughput by as much as 100%.
The value of using an acrylic co• agent as a "vulcanizable plastici:~:er"
• Patents appll•c1 for on composition.
with peroxides is generally understood by the industry. However, many of these coagents-while reducing the viscosity of green stocks and ultimately curing to high durometer, high modulus, and low compres~ion set compounds-are hampered by the uncontrollable onset of scorch. They are not only scorchy during Banbury and mill mixing, but even more so as heat history is increased during the final processing.
For example, the addition of any amount of an acrylic coagent reduces the Mooney scorch time drastically and it has been nearly impossible to hold -acrylic coagent·containing corn· pounds at the relatively high temperatures needed to efficiently injection and transfer mold. Even in simple compression molding, di.ificulty has been experienced in fi1ling all the cavities of a mold before some curing begins.
Ma:ny scorch aids for peroxide systems have been sugsested, but -with the accompanying results of slower cure rate and poorer physicals. The
new SARET Crosslinking Agents are designed to solve both the scorch and processing problems, while increasing the cure rate of peroxide systems and maintaining the physical properties typical of acrylic coagents.
Currently, there are two products in this new series of crosslinking agents : SARET 500 Crosslinking Agent, which is to be used in the 60-80 Shore A hardness range ( equivalent to 0-15phr), and SARET 515 Crosslinking Agent for 80-plus Shore A hardness and 15-plus phr. Extensive testing has been completed and commercial quantities are available. Price of both: truckload of drums, Sl.15 per pound.
Injection molding
The most demanding scorch and processing conditions experienced by a rubber compound are those encountered in injection molding. There· fore, this was selected as a primary test area.
Be£ore actuolly running any injec
tion molding trials, howe\'er, a proc. essing study was conducted. In
\ ' . \
I
10/13/ 98 13:14
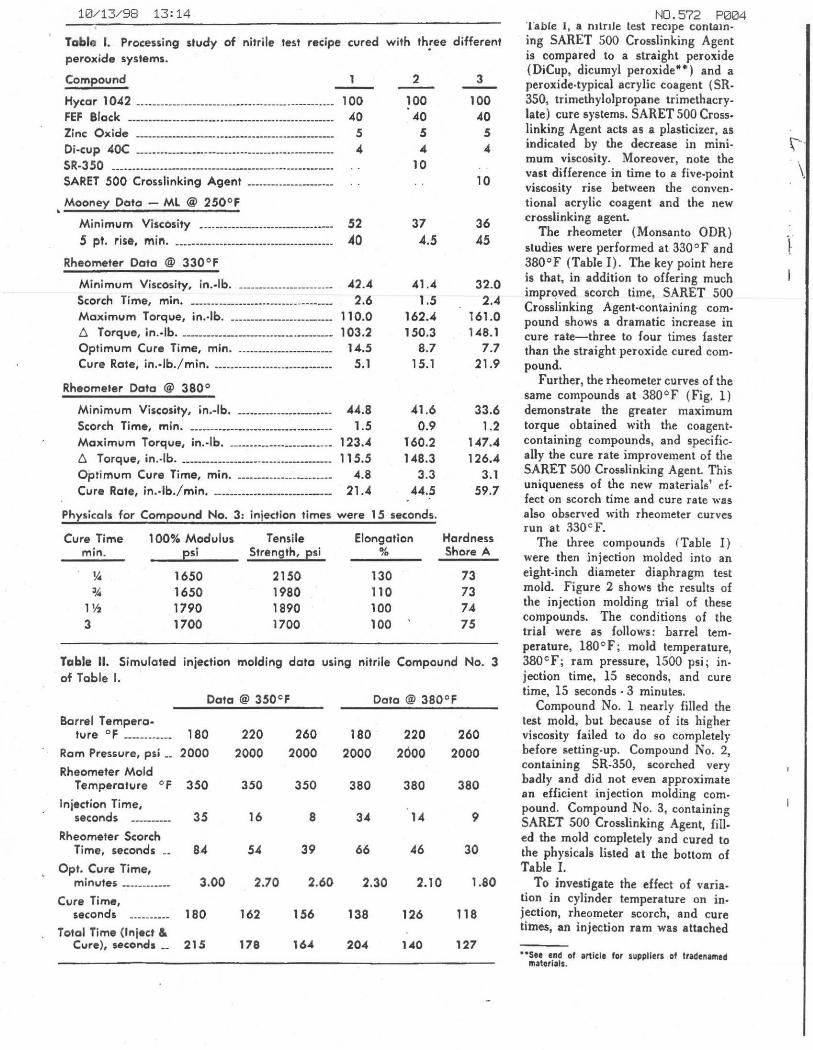
Table I. Processing study of nitrile test recipe cured with three different peroxide systems.
Compound 1
Hycar 1 042 ---·---·---···--·----------··· ·····-·······---···-- 1 00 FEF Black -----·-··-·····--·-·····-----·-············---·-· 40 Zinc Oxide ---·-·---·-··------··-··----··········--------·-- S Oi-cup 40C ---·····-·-·--········-·····-·--········-·-······· 4 SR-3 50 -·-·····- ···········-··--·-···-······················· SARET 500 Crosslinking Agent --··-·-· ··-···--·-·--
Mooney Data - ML @ 250° F
Minimum Viscosity ·····-··-----·-····-----·--····-· 52 5 pt. rise, min. -··------·-·····-········-·------·--·--· .40
Rheometer Data @ 330°F
Minimum Viscosity, in.-lb. ------·····--------·- 42 . .4 Scorch Time, min. ---·-·····-·········-··-··------··-- 2.6 Maximum Torque, in.-lb. ---·----·-··------------· 110.0 D. Torque, in.-lb. ---··-····--·-----·-·······---------- 103.2 Optimum Cure Time, min. --------··--·---------· 14.5 Cure Rate, in.-lb./ min. ..................•.....••.... 5.1
Rheometer Data @ 380°
Minimum Viscosity, in.-lb. -···-·-·--·-··-·---···· Scorch Time, min. ---·-·-·-·-----···-·····-·-·---··-·Maximum Torque, in.-lb. --······---····-----···· D. Torque, in.-lb. ·---·-·-·-··-·-·--········-----------Opti mum Cure Time, min. ---·-·····---·--·-·-·· Cure Rote, in.-lb./ min. - ··--··---·····---------···
.44.8 1.5
123.4 115.5
4.8 21.4
2
100 40
5 4
10
37 .4.5
41.4 1.5
162.4 150.3
8.7 15.1
41 .6 0.9
160.2 148.3
3.3 .44.5
Physicals for Compound No. 3: injection times were 15 seconds.
3
100 40
5 4
10
36 45
32.0 2.4
161.0 148.1
7.7 21.9
33.6 1.2
147.4 126.4
3.1 59.7
Cure Time 100% Modulus Tensile Elongation Hardness min. psi Strength, psi % Shore A
~ 1650 2150 130 73 lA 1650 1980 110 73
1\12 1790 1890 100 74 3 1700 1700 100 75
Table II. Simulated injection molding data using nitrile Compound No. 3 of Table I.
Data@ 350cF Data @ 380°F
Barrel Tempera-lure ° F •.......... . 180 220 260 180 220 260
Rom Pressure, psi .. 2000 2000 2000 2000 2000 2000 Rheometer Mold
Temperature Of 350 350 350 380 380 380
Injection Time, seconds -------· 35 16 8 34 14 9
Rheometer Scorch Time, seconds •. 84 54 39 66 46 30
Opt. Cure Time, minutes ••..•...•... 3.00 2.70 2.60 2.30 2.10 1.80
Cure Time, seconds ---------- 180 162 156 138 126 118
Total Time (Inject & Cure), seconds __ 215 178 164 204 140 127
N0 .572 P004 Table I, a mlnle lest rec1pe contain-ing SARET 500 Crosslinking Agent is compared to a straight peroxide (DiCup, dicumyl peroxide**) and a peroxide-typical acrylic coagent (SR. 350, trimethylolpropane trimethacrylate) cure systems. SARET 500 Crosslinking Agent acts as a plasticizer, as indicated by the decrease in minimum viscosity. Moreover, note the vast difference in time to a five-point viscosity rise between the conventional acrylic coagent and the new crosslinking agent.
The rheometer (Monsanto ODR) studies were performed at 330°F and 380°F (Table I). The key point here is that, in addition to offering much improved scorch time, SARET 500 Crosslinking Agent-containing com· pound shows a dramatic increase in cure rate-three to four times faster than the straight peroxide cured compound.
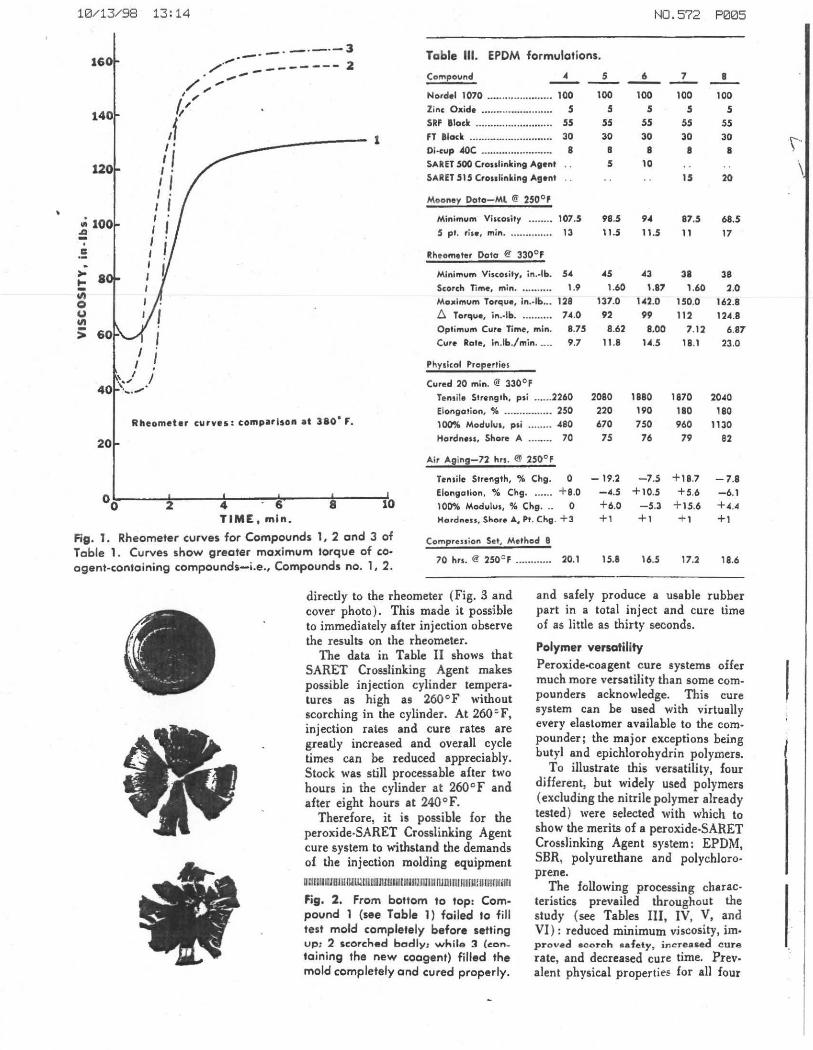
Further, the rheometer curves of the same compounds at 380° F (Fig. 1) demonstrate the greater maximum torque obtained with the coagent. containing compounds, and specifically the cure rate improvement of the SARET 500 Crosslinking Agent This uniqueness of the new materials' effect on scorch time and cure rate was also observed with rheometer curves run at 330cF.
The three compounds (Table I ) were then injection molded into an eight-inch diameter diaphragm test mold. Figure 2 shows the results of the injection molding trial of these compounds. The conditions of the trial were as follows : barrel temperature, 180° F ; mold temperature, 380 c F; ram pressure, 1500 psi; injection time, 15 seconds, and cure time, 15 seconds · 3 minutes.
Compound No. l nearly filled the test mold, but because of its higher viscosity failed to do so completely before setting-up. Compound No. 2, containing SR-350, scorched very badly and did not even approximate an efficient injection molding compound. Compound No. 3, containing SARET 500 Crosslinking Agent, filled the mold completely and cured to the physicals listed at the bottom of Table I.
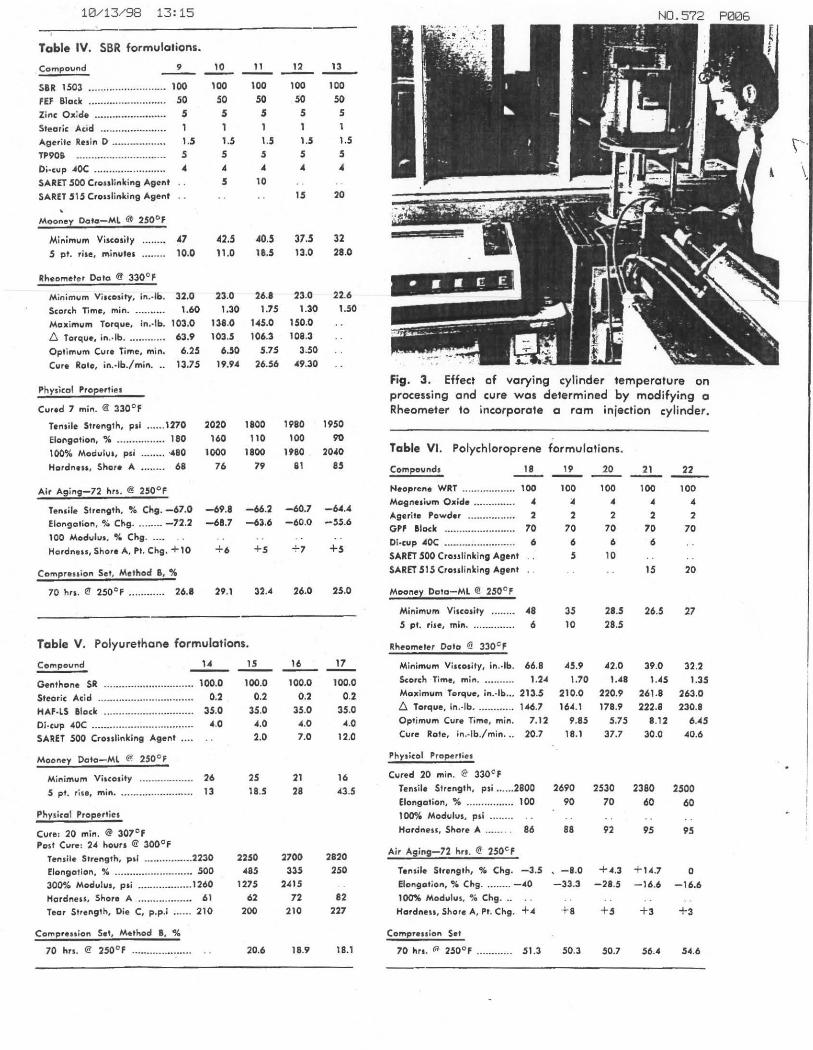
To investigate the effect of variation in cylinder temperature on injection, rheometer scorch, and cure times, an injection ram was attached
.. See end of article for suppliers of tr<~den<~med materials.
HV13/98 13:14 N0.572 P005
160
140
120
ui 100 .a -. c
·-·-·-3 ,.,. ........ --/' ------- 2 /. ,..,--
1 ,.
"/ ,f
I
I ' I I I • I I / I f I : I : I I l
I •
l
Table Ill. EPDM formulations.
Compound
Nordel 1070 ............ .......... 100 100 Zinc Oxide ........................ 5 5
SRI' Block .......................... 55 55
FT Block .................. .......... 30 30 Oi..:up 40C ........................ 8 8 SA RET 500 Croulinking Agent 5
SARET 515 Cronlinking Agent . .
Mooney Doto-Ml @ 250° f
Minimum Vi~eosily ........ 107.5 98.5 5 pl. ri1e, min. .............. 13 11.5
Rheometer Dolo If! 330° f
Minimum Visco1ity, in.-lb. 5-4 -45 Scorch Time, min. .......... 1.9 1.60 MoJCimum Torqu•, in.-lb ... 128 137.0
6. Torque, in.-lb. .......... 7-4.0 92 Optimum Cure Time, min. 8.75 8.62 Cure Rote, in.lb./min. ...• 9.7 11.8
Physical Properties
6 7
100 100 5 .5
55 55 30 30 8 I
10
1.5
94 87.5
11 .5 11
-43 31 1.87 1.60
142.0 150.0 99 112
8.00 7 .12 1-4.5 18.1
8
100 5
55 30
I
20
68.5 17
38 2.0
162.8 12-4.8
6.87 23.0
~j J 40 ' ......... · Cured 20 min. @' 330° F
Tensile Strength, p1i ...... 2260 2080 1880 1870 2040
Rheometer curves: comparison at 310' F. Elongation, % ................ 250 1 OOOA. Modulus, psi ........ 480
20 Hordntu, Shore A ........ 70
Air A!ling-72 hrs. @ 250°F
Tensile Strength, % Chg. 0 Elongation, '!{, Chg. ...... + 8.0 100% Modulus, % Chg ... 0
TIME, min. Hardneu, Shor• A, Pt. Chg. + 3
220 670
75
-19.2 -4.5 + 6.0 + 1
190
750 76
-7.5 +10.5
-5.3 + 1
180 180 960 1130
79 82
+ 18.7 -7.8 +5.6 -6.1
+ 15.6 +-4.4 + 1 +1
Fig. 1. Rheometer curves for Compounds 1, 2 ond 3 of Table 1. Curves show greater maximum torque of co· agent-containing compounds-i.e., Compounds no. 1. 2.
Compreuion Set, Method 8
70 hn. @ 250c F ............ 20.1 15.1 16.5 17.2 18.6
directly to the rheometer (Fig. 3 and cover photo) . This made it possible to immediately after injection observe the results on the rheometer.
The data in Table II shows that SARET Crosslinking Agent makes possible injection cylinder temperatures as high as 260°F without scorching in the cylinder. At 260: F, injection rates and cure rates are greatly increased and overall cycle times can be reduced appreciably. Stock was still processable after two hours in the cylinder at 260 c F and after eight hours at 240°F.
Therefore, it is possible for the peroxide-SARET Crosslinking Agent cure system to withstand the demands of the injection molding equipment
iiCIDCIIIDUlilll~i~~&~nlublill\lllb:IWICWUUIDirllll,dlnUllllltm~AIIlllUiilUIIIP.!IIlllllni
fig. 2. From bottom to top: Compound 1 (see Table 1) failed to fill test mold completely before setting UJ): 2 s.c:orc:hed badly: while l (containing the new coogent) filled the mold completely and cured properly.
and safely produce a usable rubber part in a total inject and cure time of as little as thirty seconds.
Polymer versatility Peroxide-coagent cure systems offer much more versatility than some compounders acknowledge. This cure system can be used with virtually every elastomer available to the compounder; the major exceptions being butyl and epichlorobydrin polymers.
To illustrate this versatility, four different, but widely used polymers (excluding the nitrile polymer already tested) were selected with which to show the merits of a peroxide-SARET Cros~linking Agent system: EPDM, SBR, polyurethane and polychloro· prene.
The following processing charac· teristics prevailed throughout the study (see Tables Ill, IV, V, and VI): reduced minimum vjscosity, im· prov•d ccoreh o;a{e ty, increa&ed cure
rate, and decreased cure time. Prevalent physical properties for all four
112!/13/98 13: 15
Tobie IV. SBR formulations.
Compound 9
SBR 1503 . ......... ................ 100
FEF Block ......•... ................ 50
Zinc Oxide .......•.........••..•.• 5 Stearic Acid ..................... .
Agerite Reiln [) .................. 1.5
TP9011 .............................. 5 Di-cup 40C ••.••.•.••.......••••••. 4
SARET 500 Croulinking Agent
SARET .515 Croulinking Agent
' Mooney Ooto-ML ® 250° F
Minimum Vistoiily 47
5 pt. riie, minutes ..•..... 10.0
Minimum Viscosity, in.-lb. 32.0
Scorch Time, min. •......•.. 1.60
Maximum Torque, in.·lb. 103.0
6 Torque, in.-lb. ............ 63.9
Optimum Cure Time, min. 6.25
Cure Rote, in.-lb./ min. 13.7 5
Phys1col Properties
Cured 7 min. @ 330° f
Tensile Strength, pal ...... 1270
Elongation, % ................ 180
100% Modulus, psi ........ ·.ol80
Hordnou, Shore A ..... .. . 68
Air Aging-72 hrs. @ 250°F
10
100
50
5
1.5
5 4
5
42.5
11.0
23.0
11
100
50 5
1.5
5 4
10
40.5
18.5
26.8
1.30 1.75
138.0 145.0
103.5 106.3
6.50 5.75
19.94 26.56
2020 1800
160 110
1000 1800
76 79
12
100
50 5
1.5
5
4
1.5
37.5
13.0
23.0
1.30
150.0
108.3
3.50
.ol9.30
13 -100
50 s 1
1.5 5 4
20
32 28.0
22.6
1.50
1980 1950
100 90
1980 2040
81 85
Ten.ile Strength, % Chg. -67.0 -69.8 -66.2 -60.7 -64.4
Elongation, % Chg ......... -72.2 -68.7 -63.6 -60.0 -.55.6
100 Modulus, •,4 Chg .... .
Hordneu, Shore A. Pt. Chg. +10 +6 +s +7 +5
Compreuion Set, Method 8, %
70 hrs. r!! 250ef ............ 26.8 29.1 32.4
Table V. Polyurethane formulations.
Compound
Genthone SR
14
100.0
Stearic Acid ......................... ....... 0.2
HAF-LS Block ........... ................... 35.0
Oi-cup 40C .................................. .oi.O
SARET 500 Croulinking Agent ... .
Mooney Ooto-Ml @ 250eF
Minimum Vi•cosity ....... ..... ...... 26
5 pt. rise, min. ........................ 13
Physical Properties
Cure: 20 min. @ 307°f Post Cure: 24 hours e 300° F
Tensile Strength, psi ................ 2230
Elongation, % .......................... 500 300% Modulus, psi ... ............... 1260
Hordneu, Shore A .................. 61
Tear Strengtl>, Die C, p.p.i ...... 210
ComJ>reuion Sot, Method II, %
70 hrs. @ 250°F ................... .
15
100.0
0.2
35.0
4.0 2.0
25
18.5
2250 485
1275
62 200
20.6
26.0
16
100.0
0.2
35.0 4.0
7.0
21
28
2700
335 2415
72 210
111.9
25.0
17
100.0
0.2
35.0 4.0
12.0
16
43.5
2820
250
82
227
18.1
N0.572 P006
Fig. 3. Effect of varying cylinder temperature on processing and cure wos determined by modifying a Rheometer to incorporate a ram injection cylinder.
Table VI. Polychloroprene formulations.
Compounds 18
Neoprene WRT .................. 100
Mogneaium Oxide .............. 4
Agerite Powder ................ 2
GPf Block . ....................... 70
Dl-cup 40C ........................ 6
SARET 500 Croulinking Agent
SARET 515 Crosslinking Agent
Mooney Dota-ML Ill 250°F
Minimum Viscotily ........ 48 S pt. rite, min. .............. 6
Rheometer Dolo €1 330cF
Minimum Viscosity, in.-lb. 66.8
Scorch Time, min. .......... 1.24
Maximum Torque, in.-lb ... 213.5
6 Torque, in.-lb ........... .. 146.7
Optimum Cure Time, min. 7.12
Cure Rote, in.·lb./min. .. 20.7
Physical ProJ>erties
Cured 20 min. @· 330ef
Tensile Strength, pii ...... 2800
Elongation, % . ............... 100
1 00"-' Modulus, pti ...... ..
19
100
:.ol
2 70
6
s
35 10
45.9
1.70
210.0
16-4 .1
9.85
18.1
20
100 4
2
70 6
10
28.5
28.5
42.0
1.48
220.9
178.9
5.75
37.7
2690 2530
90 70
Hordneu, Snore A ...... . . 86 88 92
Air Aging-72 hrs. @ 250e F
Tensile Strength, % Chg. -3.5 , -8.0
Elongotion, ~~ Chg ......... -40
100% Modulus, % Chg ...
Hordneu, Shore A, Pt. Cl>g. +4
Compreuion Set
70 hrs. lfl· 250° F ............ 51 .3
-33.3
+ a
50.3
+4.3
-28.5
+ 5
50.7
21
100
4
2 70
6
15
26.5
39.0
us 261.8
222.8
8.12
30.0
22
100
4
2
70
20
27
32.2
1.35
263.0 230.8
6.45
40.6
2380 2500 60 60
95
+14.7
-16.6
+ 3
56.4
95
0
-16.6
+3
54.6
, .. . \
10/13/98 13:16
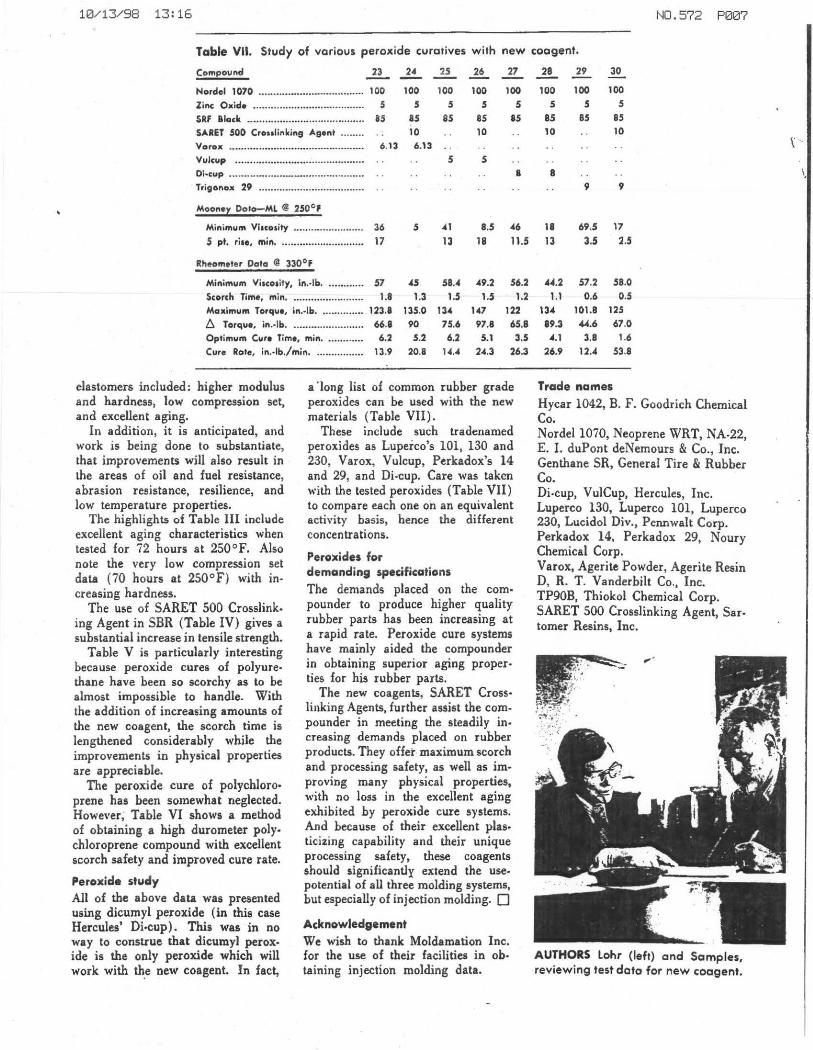
Table VII. Study of various peroxide curatives with new
Compound 23 24 25 26 27
Nordel 1070 ... . .............. ....... . .. u ......... 100 100 100 100 100
Zinc Oxide ........................................... 5 5 5 5 5
SRf Black .......................................... 85 85 85 85 85 S.t.RET 500 Croulinking Agel"ll ........ . . 10 10 Varox ................................................ 6.13 6.13 . . Vulcup .............................................. .. 5 5
Oi-cup ................................................ . . I
Trigonox 29 .........................................
Moonel Ooto-ML @ 250°f
Minim11m VIscosity ........................... 36 5 ~~ 8.5 46
5 pt. riae, min. . ................................ 17 13 18 11.5
Rheometer Data (4 330° f
Minimum Viacoaity, ln.-lb. ............. 57 45 58.4 49.2 56.2
Scorch Time, min, ......................... 1.8 1.3 1.5 1.5 1.2 Maximum Torque, in .• Jb. .............. 123.1 135.0 134 147 122
6 Torque, in.·lb. .......................... 66.8 90 75.6 97.8 65.8 Optimum Cure Time, min • ............ 6.2 5.2 6.2 5.1 3.5 Cure Rate, in .-lb./mir~. ................ 13.9 20.8 14.4 2 ... 3 26.3
elastomers included: higher modulus and hardness, low compression set, and excellent aging.
In addition, it is anticipated, and work is being done to substantiate, that improvements will also result in the areas of oil and fuel resistance, abrasion resistance, resilience, and low temperature properties.
The highlights of Table 111 include excellent aging characteristics when tested for 72 hours at 250°F. Also note the very low compression set data (70 hours at 250°F) with in· creasing hardness.
The use of SARET 500 Crosslink. ing Agent in SBR (Table IV) gives a substantial increase in tensile strength.
Table V is particularly interesting because peroxide cures of polyure· thane have been so scorchy as to be almost impossible to handle. With the addition of increasing amounts of the new coagent, the scorch time is lengthened considerably while the improvements in physical properties are appreciable.
The peroxide cure of polychloro· prene has been somewhat neglected. However~ Table VI shows a method of obtaining a high durometer poly. chloroprene compound with excellent scorch safety and improved cure rate.
Peroxide sh1dy All of the above data was presented using dicumyl peroxide (in this case Hercules' Di·cup). This was in no way to construe that dicumyl perox· ide is the only peroxide which will work with th_e new coagent. In fact,
a 'long list of common rubber grade peroxides can be used with the new materials (Table VII).
These include such tradenamed peroxides as Lupeico's 101, 130 and 230, Varox, Vulcup, Perkadox's 14 and 29, and Di-cup. Care was taken with the tested peroxides (Table VII) to compare each one on an equivalent activity basis, hence the different concentrations.
Peroxides for demanding specifications The demands placed on the com· pounder to produce higher quality rubber parts has been increasing at a rapid rate. Peroxide cure systems have mainly aided the compounder in obtaining superior aging proper· ties for his rubber parts.
The new coagents, SARET Cross· linking Agents, further assist the compounder in meeting the steadily increasing demands placed on rubber products. They offer maximum scorch and processing safety, as well as im· proving many physical properties, with no loss in the excellent aging exhibited by peroxide cure systems. And because of their excellent plas· ticizing capability and their unique processing safety, these coagents should significantly extend the usepotential of all three molding systems, but especially of injection molding. 0
Acknowledgement
We wish to thank Moldamation Inc. for the use of their facilities in ob· taining injection molding data.
N0.572 P007
coo gent.
28 29 30
100 100 100
5 5 5
85 85 85 10 10
8 9 9
18 69.5 17
13 3.5 2.5
44.2 57.2 58.0
1.1 0.6 0.5
13 .. 101.8 125
89.3 -44.6 67.0 4.1 3.8 1.6
26.9 12.4 53.8
Trade names Hycar 1042, B. F. Goodrich Chemical Co. Nordel 1070, Neoprene WRT, NA-22, E. I. duPont deNemours & Co., Inc. Genthane SR, General Tire & Rubber Co. Di-cup, VulCup, Hercules, Inc. Luperco 130, Luperco 101, Luperco 230, Lucido! Div., Pennwalt Corp. Perkadox 14, Perkadox 29, Noury Chemical Corp. Varox, Agerite Powder, Agerite Resin D, R. T. Vanderbilt Co., Inc. TP90B, Thiokol Chemical Corp. SARET 500 Crosslinking Agent, Sar· tomer Resins, Inc.
AUTHORS lohr (left) and Samples, reviewing test data for new coo gent.
\ .
I,
10/13/98 13:16
INTRODUCING ... TM
SA RET Crosslinking Agents ·
wh1ch offer:
Maximum Scorch and
Processing Safety when
used with the peroxide cure
of elastomers while maintain
ing the property improve
ments typical of Sartomer's
regular line of acrylic co
agents.
SARET T .. Crosslinking Agents
are tailor made for injection
and transfer, as well as com
pression molding.
BOOTH NO. 56
International Rubber Conference
Division of Rubber Chemistry, ACS
Cleveland, Ohio, Oct. 12-15, 1971
N0.572 P008
.. : \
"1 ct> ~ Ill c-. ~ 0 ct> ~ ~
.... ,...::r ;:r'lll <t> ~
\
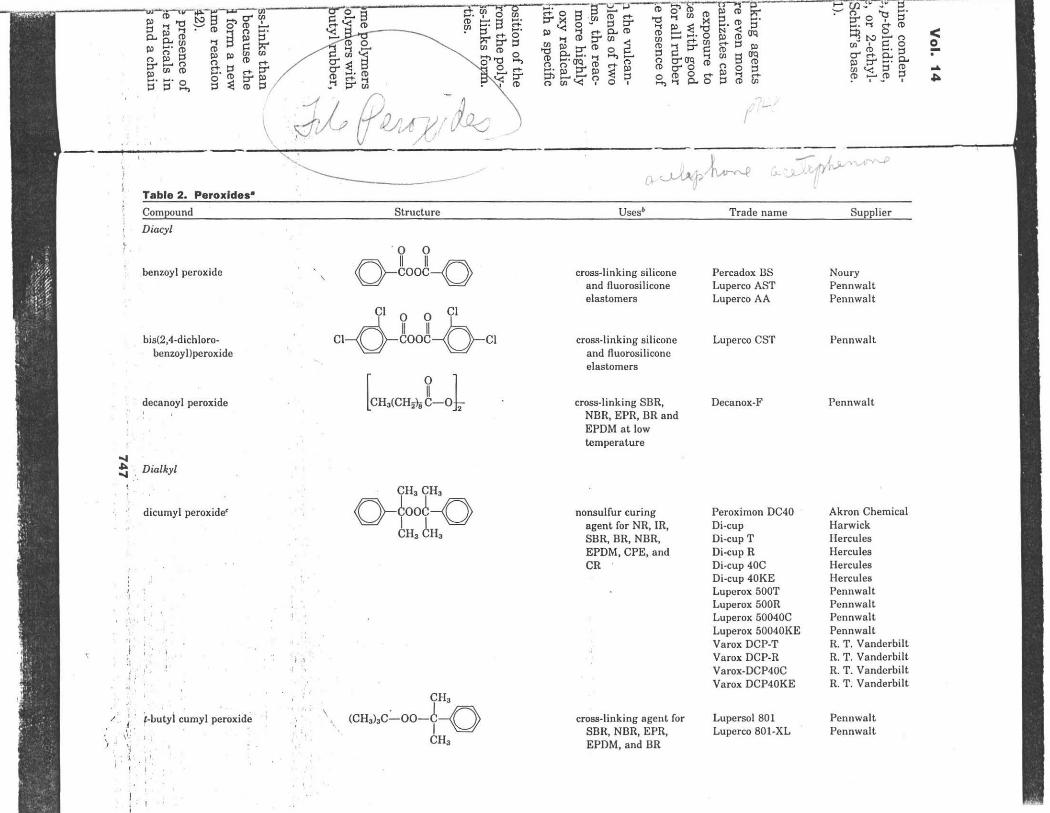
Table 2. Peroxides•
~. :;.
;;;J pfJJA_/) ~ , ·
. • 0
:;.>< '< .
Ill "1 (\) ::r{J) Ill ::T ct> '0 0.. .... "1 ct> .... aq ct> .... o. £ ::r- Ill ~ ::n ...... c<'C?o 0 {J)
ct> Ill <! >< ,_.<;'0 ............. 0 "1 .... {J)
~ ::T ~ it) g:~ ct> (') oct>o...-11' ....,"10..0~
l ---------
O~f~ --J.-. '..;;./ tf~~ .. .--
Compound Structure Usesb Trade name Supplier
....
Diacyl
benzoyl peroxide
bis(2,4-dichlorobenzoyllperoxide
decanoyl peroxide
~ Dialkyl .... .
dicumyl peroxide'
·~ '
., ,I
!·· j;
., '
/ .. 1
~-butyl cumyl peroxide .. . , ... .. , ' ' i.
J
/ . ' ' I
I I
\
. 0 0
Q-~oo~-Q
Cl O O Cl
ci---0-~oo~-b-ci
' .
[ CHa(CH:Vii ~-0~
CHa CHa
Q-{oo~-Q CHa ~H3
CH3
(CH3hC.:__00-1-o
CHa
cross-linking silicone and fiuorosilicone elastomers
cross-linking silicone and fiuorosilicone elastomers
cross-linking SBR, NBR, EPR, DR and EPDM at low temperature
nonsulfur curing agent for NR, IR, SBR, BR, NBR, EPDM, CPE, and CR ·
cross-linking agent for SBR, NBR, EPR, EPDM, and BR
Percadox BS Luperco AST Luperco AA
Luperco CST
Decanox-F
Peroximon DC40 Di-cup Di-cup T Di-cup R Di-cup 40C Di-cup 40KE Lupcrox SOOT Luperox 500R Luperox 50040C Luperox 50040KE Varox DCP-T Varox DCP-R Varox-DCP40C Varox DCP40KE
Lupersol 801 Luperco 801-XL
Noury Penn walt Penn walt
Pennwalt
Penn walt
Akron Chemical Harwick Hercules Hercules Hercules Hercules Pennwalt Pennwalt Pcnnwalt Pennwalt R. T. Vanderbilt R. T. Vanderbilt R. T. Vanderbilt R. T. Vanderbilt
Pennwalt Pennwalt
< 0 -. ... ~
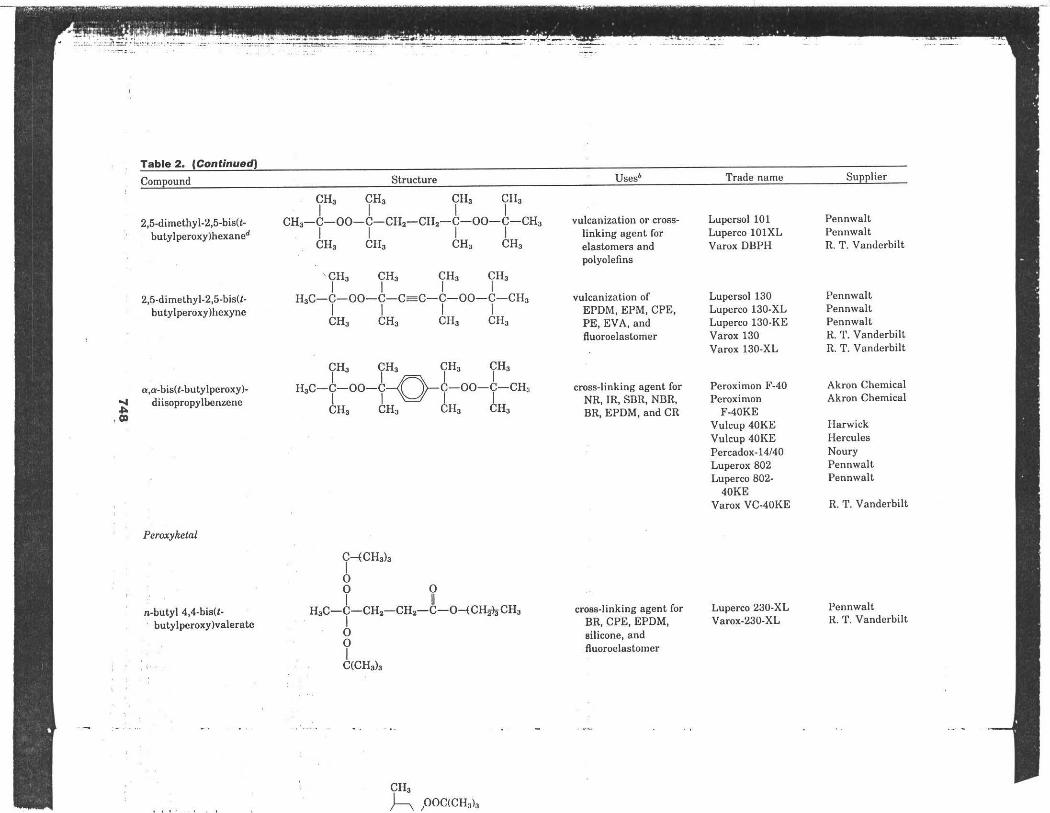
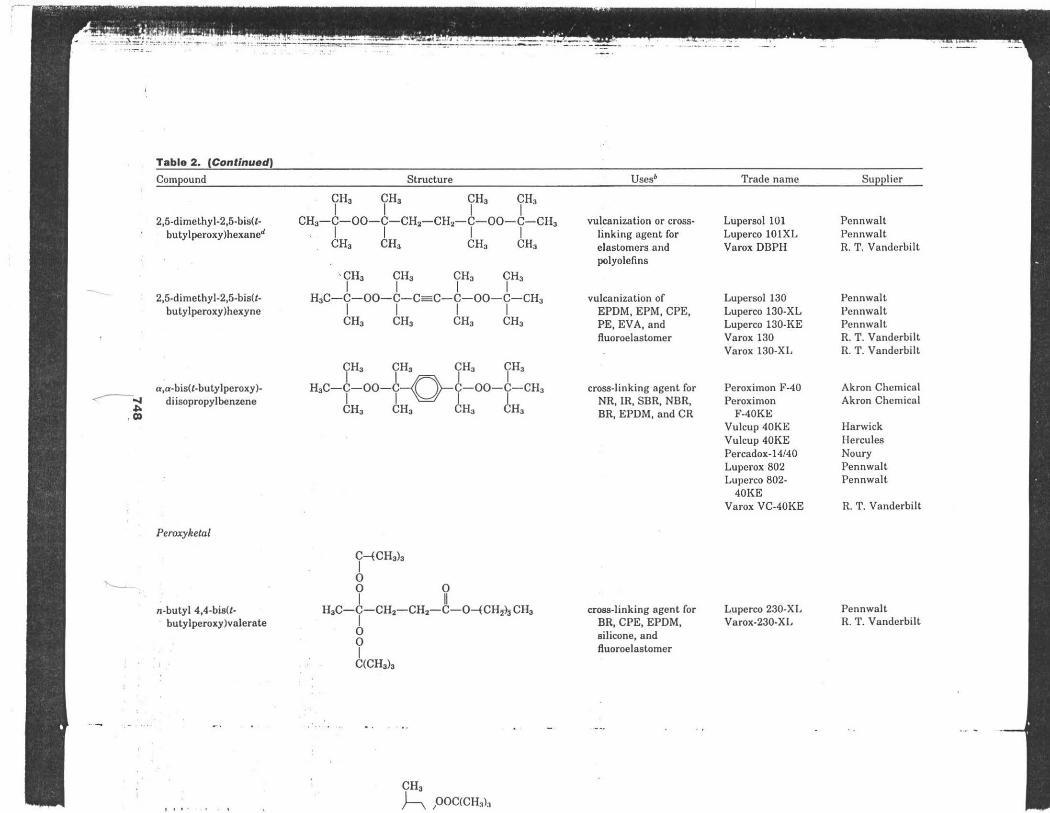
Table 2. (Continued)
Compound
2,5-dimethyl-2,5-bis(tbutylperoxy)hexaned
2,5-dimethyl-2,5-bis(tbutylperoxy)hexyne
a,a-bis(t-butylperoxy)--..1 diisopropylbenzene olio
, C»
Peroxyketal
n-butyl 4,4-bis(tbutylperoxy)valerate
Structure Usesb Trade name Supplier
CH3 CH3 CHa CHa I I I I
CHa- C- 00-C-CHz-CHz-C-00- C-CHa I I I I CH3 CHa CHa CH3
·, CH3 CHa CHa CHa I I I I
H3C- C- 00-C- C=:C-C-OO-C-CH3
I I I I CH3 CH3 CHa CHa
CHa CHa CHa CHa I 1-o-1 I H3C-C-OO-C C-00-C-CH3
I I I I CHa CHa CHa CHa
C~CHah I 0 0 0 I U
HaC-C-CH2-CH2-C-O~CHzf:JCH3 I 0 0 I C(CHah
CHa
h pOC<CH,)a
vulcanization or crosslinking agent for elastomers and polyolefins
vulcanization of EPDM, EPM, CPE, PE, EVA, and fiuoroelastomer
cross-linking agent for NR, IR, SBR, NBR, BR, EPDM, and CR
cross-linking agent for BR, CPE, EPDM, silicone, and fiuoroe lastomer
Lupersol 101 Luperco 101XL Varox DBPH
Lupersol 130 Luperco 130-XL Luperco 130-KE Varox 130 Varox 130-XL
Peroximon F-40 Peroximon
F-40KE Vulcup 40KE Vulcup 40KE Percadox-14/40 Luperox 802 Luperco 802-
40KE Varox VC-40KE
Luperco 230-XL Varox-230-XL
Pennwalt Penn walt R. T. Vanderbilt
Pennwalt Pennwalt Penn walt R. T. Vanderbilt R. T. Vanderbilt
Akron Chemical Akron Chemical
Harwick Hercules Noury Pennwalt Penn walt
R. T. Vanderbilt
Pennwalt R. T. Vanderbi lt
~-
..---- ...... ,. . CD
'---
Table 2. (Continued)
Compound Structure Usesb Trade name Supplier
2,5-dimethyl-2,5-bis(t· butylperoxy)hexaned
2,5-dimethyl-2,5-bis(tbuty lperoxy)hexyne
a,a-bis(t-butylperoxy)· diisopropylbenzene
Peroxyketal
n-butyl 4,4-bis(tbutylperoxy)valerate
' o I •
CH3 CHa CH3 CH3 I I I I
CH3-C-OO-C-CH2-CH2-C-OO-C-CH3
. I I I I CHs CH3 CH3 CH3
' CHa CH3 CH3 CH3 I I I I
H3C-C-OO-C-C:=C-C-00-C-CH3 I I I I
CH3 CHs CH3 CH3
CH3 CH3 CH3 CH3 I 1-o-1 I H3C-C-OO-C C-OO-C-CH3
tH3 tH3 tH3 tH3
C~CH3h I 0 0 0 I II
H3C-C-CH2-CH2-C-O~CHV3CH3 I 0 0 I C(CH3)s
CH3
h pocccH~h
vulcanization or crosslinking agent for elastomers and polyolefins
vulcanization of EPDM, EPM, CPE, PE, EVA, and fluoroelastomer
cross-linking agent for NR, IR, SBR, NBR, BR, EPDM, and CR
cross-linking agent for BR, CPE, EPDM, silicone, and fluoroelastomer
Lupersol 101 Luperco 101XL Varox DBPH
Lupersol 130 Luperco 130-XL Luperco 130-KE Varox 130 Varox 130-XL
Peroximon F-40 Peroximon
F-40KE Vulcup 40KE Vulcup 40KE Percadox-14/40 Luperox 802 Luperco 802-
40KE Varox VC-40KE
Luperco 230-XL Varox-230-XL
Penn walt Penn walt R. T. Vanderbilt
Pennwalt Pennwalt Pennwalt R. T. Vanderbilt R. T. Vanderbilt
Akron Chemical Akron Chemical
Harwick Hercules Noury Penn walt Penn walt
R. T. Vanderbilt
Pennwalt R. T. Vanderbilt





























