Embed Size (px)
Citation preview

C H A P T E R 3
CRITICAL VELOCITY
31
3.1 INTRODUCTION
To effectively plan and design for gas well liquid loading problems, it is essential to be able to accurately predict when a particular well might begin to experience excessive liquid loading. In the next chapter, Nodal Analysis (Macco-SchlumbergerTM) techniques are presented that can be used to predict when liquid loading problems and well fl ow sta-bility occur. In this chapter, the relatively simple “critical velocity” method is presented to predict the onset of liquid loading.
This technique was developed from a substantial accumulation of well data and has been shown to be reasonably accurate for vertical wells. The method of calculating a critical velocity will be shown to be appli-cable at any point in the well. It should be used in conjunction with methods of Nodal Analysis if possible.
3.2 CRITICAL FLOW CONCEPTS
The transport of liquids in near vertical wells is governed primarily by two complementing physical processes before liquid loading becomes more predominate and other fl ow regimes such as slug fl ow and then bubble fl ow begin.
3.2.1 Turner Droplet Model
It is generally believed that the liquids are both lifted in the gas fl ow as individual particles and transported as a liquid fi lm along the tubing wall by the shear stress at the interface between the gas and the liquid

32 Gas Well Deliquifi cation
before the onset of severe liquid loading. These mechanisms were fi rst investigated by Turner et al. [1], who evaluated two correlations devel-oped on the basis of the two transport mechanisms using a large experi-mental database as illustrated here. Turner discovered that liquid loading could best be predicted by a droplet model that showed when droplets move up (gas fl ow above critical velocity) or down (gas fl ow below criti-cal velocity).
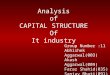
Turner et al. [1] developed a simple correlation to predict the so-called critical velocity in near vertical gas wells assuming the droplet model. In this model, the droplet weight acts downward and the drag force from the gas acts upward (Figure 3-1). When the drag is equal to the weight, the gas velocity is at “critical”. Theoretically, at the critical velocity the droplet would be suspended in the gas stream, moving neither upward nor downward. Below the critical velocity, the droplet falls and liquids accumulate in the wellbore.
In practice, the critical velocity is generally defi ned as the minimum gas velocity in the production tubing required to move liquid droplets upward. A “velocity string” is often used to reduce the tubing size until the critical velocity is obtained. Lowering the surface pressure (e.g., by compression) also increases velocity.
Turner’s correlation was tested against a large number of real well data having surface fl owing pressures mostly higher than 1000 psi. Examination of Turner’s data, however, indicates that the range of appli-cability for his correlation might be for surface pressures as low as 5 to 800 psi.
Two variations of the correlation were developed, one for the trans-port of water and the other for condensate. The fundamental equations derived by Turner were found to underpredict the critical velocity from the database of well data. To better match the collection of measured
Figure 3-1: Illustrations of Concepts Investigated for Defi ning Critical Velocity

Critical Velocity 33
fi eld data, Turner adjusted the theoretical equations for required veloc-ity upward by 20 percent. From Turner’s [1] original paper, after the 20 percent empirical adjustment, the critical velocity for condensate and water were presented as
vp
pftgcond = −4 02 45 0 0031
0 0031
1 4
1 2
. ( . )( . )
sec/
/ / (3-1)
vp
pftgwater = −5 62 67 0 0031
0 0031
1 4
1 2
. ( . )( . )
sec/
/ / (3-2)
where p = psi.The theoretical equation from Ref. 1 for critical velocity Vt to lift a
liquid (see Appendix A) is
V fttl g
g
=−1 593 1 4 1 4
1 2
. ( )sec
σ ρ ρρ
/ /
/ / (3-3)
where s = surface tension, dynes/cm, r = density, lbm/ft3.Inserting typical values of:
Surface Tension 20 and 60 dyne/cm for condensate and water, respectively
Density 45 and 67 lbm/ft3 for condensate and water, respectively
Gas Z factor 0.9
VP Z
P Zt condensate,
. ( ) ( . )(. )
= − =1 593 20 45 0027900279
1 4 1 4
1 2
/ /
/
//
33 368 45 0027900279
1 4
1 2
. ( . )(. )
− P ZP Z
//
/
/
VP Z
P Zt water,
. ( ) ( . )(. )
. (= − =1 593 60 67 0027900279
4 431 4 1 4
1 2
/ /
/
//
667 0027900279
1 4
1 2
− . )(. )
P ZP Z
//
/
/
Inserting Z = 0.9 and multiplying by 1.2 to adjust to Turner’s data gives:
VP
Pt condensate,
. ( . )(. )
= −4 043 45 00310031
1 4
1 2
/
/

34 Gas Well Deliquifi cation
VP
Pt water,
. ( . )(. )
= −5 321 67 00310031
1 4
1 2
/
/
Turner [1] gives 4.02 and 5.62 in his paper for these equations.These equations predict the minimum critical velocity required to
transport liquids in a vertical wellbore. They are used most frequently at the wellhead with P being the fl owing wellhead pressure. When both water and condensate are produced by the well, Turner recommends using the correlation developed for water because water is heavier and requires a higher critical velocity.
Gas wells having production velocities below that predicted by the preceding equations would then be less than required to prevent the well from loading with liquids. Note that the actual volume of liquids produced does not appear in this correlation and the predicted terminal velocity is not a function of the rate of liquid production.
3.2.2 Critical Rate
Although critical velocity is the controlling factor, one usually thinks of gas wells in terms of production rate in SCF/d rather than velocity in the wellbore. These equations are easily converted into a more useful form by computing a critical well fl ow rate. From the critical velocity Vg, the critical gas fl ow rate qg, may be computed from:
qPV A
T ZMMscf Dg
g=+
3 067460
.( )
/ (3-4)
where
Ad
ftti=×
( )π 22
4 144
T = surface temperature, ºFP = surface pressure, psiA = tubing cross-sectional areadt = tubing ID, inches
Introducing the preceding into Turner’s [1] equations gives the following:

Critical Velocity 35
q MMscf DPd
T ZP
t condensateti
, ( ).
( )( . )
(./
/
=+
−0676460
45 00310
2 1 4
0031 1 2P) /
q MMscf DPd
T ZP
Pt water
ti, ( )
.( )
( . )(. )
//
=+
−0890460
67 00310031
2 1 4
11 2/
These equations can be used to compute the critical gas fl ow rate required to transport either water or condensate. Again, when both liquid phases are present, the water correlation is recommended. If the actual fl ow rate of the well is greater than the critical rate computed by the preceding equation, then liquid loading would not be expected.
3.2.3 Critical Tubing Diameter
It is also useful to rearrange the preceding expression, solving for the maximum tubing diameter that a well of a given fl ow rate can withstand without loading with liquids. This maximum tubing is termed the critical tubing diameter, corresponding to the minimum critical velocity. The critical tubing diameter for water or condensate is shown here as long as the critical velocity of gas, Vg, is for either condensate or water.
d inchesq T Z
PVti
g
g
,. ( )
=+59 94 460
3.2.4 Critical Rate for Low Pressure Wells—Coleman Model
Recall that these relations were developed from data for surface tubing pressures mostly greater than 1000 psi. For lower surface tubing pressures, Coleman et al. [2] has developed similar relationships for the minimum critical fl ow rate for both water and liquid. In essence the Coleman et al. formulas (to fi t their new lower wellhead pressure data, typically less than 1000 psi) are identical to Turner’s equations but without the Turner [1] 1.2 adjustment to fi t his data.
With the same data defaults given above to develop Turner’s equa-tions, the Coleman et al.2 equations for minimum critical velocity and fl ow rate would appear as:
VP
Pt condensate,
. ( . )(. )
= −3 369 45 00310031
1 4
1 2
/
/

36 Gas Well Deliquifi cation
VP
Pt water,
. ( . )(. )
= −4 434 67 00310031
1 4
1 2
/
/
q MMscf DPd
T ZP
t condensateti
, ( ).
( )( . )
(./
/
=+
−0563460
45 00310
2 1 4
0031 1 2P) /
q MMscf DPd
T ZP
Pt water
ti, ( )
.( )
( . )(. )
//
=+
−0742460
67 00310031
2 1 4
11 2/
However, if the original equations of Turner were used, the coeffi -cients would be 4.02 and 5.62 both divided by 1.2 to get the Coleman equations, so there can be some confusion. The concern is that even if some slight errors in the Turner development are present, the equations with the coeffi cients have been used with success, and the question is “are the original coeffi cients better than if they are corrected”?
Example 3-1: Calculate the Critical Rate Using Turner et al. and Coleman et al.
Well surface pressure = 400 psiaWell surface fl owing temperature = 120º FWater is the produced liquidWater density = 67 lbm/ft3
Water surface tension = 60 dyne/cmGas gravity = 0.6Gas compressibility factor for simplicity = 0.9Production string = 2-3/8 inch tubing with 1.995 in ID, A = .0217 ft2
Production = .6 MMscf/D
Critical Rate by Coleman et al. [2]
Calculate the gas density:
ργ γ
gair g gM P
R T ZP
T Z=
+=
+= ×
×( ).
. ( ).
..460
28 9710 73 460
2 70 6 400580 9
== 1 24 3. lbm ft/
Vgl g
g
=−
= − =1 593 1 59360 67 1 24
1 24
1 4 1 4
1 2
1 4 1 4
1 2
. ( ) . ( . ).
σ ρ ρρ
/ /
/
/ /
/ 111 30. secft/

Critical Velocity 37
qPAV
T Zt water
g,
.( )
. . .( )
=+
= × × ×+ ×
3 067460
3 067 400 0217 11 30120 460 00 9
575.
.= MMscf d/
Critical Rate by Turner et al. [1]
Since the Turner and Coleman variations of the critical rate equation differ only in the 20 percent adjustment factor applied by Turner for his high pressure data, then
Vg = 1.2 × 11.30 = 13.56 ft/sec
qt,water = 1.2 × 0.575 = 0.690 MMscf/d
For this example, the well is above critical considering Coleman (.6 > .575 MMscf/D) but below critical (.6 < .69 MMscf/D) according to Turner. We would say it is above critical since the more recent lower wellhead pressure correlation of Coleman et al. [2] says it is fl owing above critical.
This example illustrates that the more recent Coleman et al. [2] rela-tionships require less fl ow to be above critical when analyzing data with lower wellhead pressures. Also the example shows that the relationships require surface tension, gas density at a particular temperature, and pressure including use of a correct compressibility factor and gas gravity. If these factors are not taken into account for each individual calcula-tion, then the approximate equation may be used. For this example, the approximate Coleman equation gives
qPd
T ZP
Pt water
ti,
.( )
( . )(. )
.
=+
−
=
0742460
67 00310031
0742
2 1 4
1 2
/
/
×× ×+ ×
− ××
=400 1 995120 460 0 9
67 0031 4000031 400
2 1 4
1 2
.( ) .
( . )(. )
./
/ 5579 MMscf d/
and is very close to the previously calculated 0.575 MMscf/D.
3.2.5 Critical Flow Nomographs
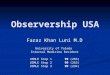
To simplify the process for fi eld use, the following simplifi ed chart from Trammel [6] can be used for both water and condensate produc-tion. To use the chart, enter with the fl owing surface tubing pressure (see the dotted line) at the bottom x-axis for water and top axis for

38 Gas Well Deliquifi cation
condensate. Move upward to the correct tubing size then either left for water or right for condensate to the required minimum critical fl ow rate.
Example 3-2: Critical Velocity from Figure 3-2 [6]
200 psi well head pressure2-3/8 inch tubing, 1.995 inch ID
What is minimum production according to the Turner equations?
The example indicated by the dotted line shows that for a well having a well head pressure of 200 psi and 2-3/8 inch tubing, the fl ow rate must be at least ≈586 Mscf/D (actually 577 calculated) or liquid loading will likely occur.
A similar chart was developed by Coleman et al. [2] using the Turner correlation for fl owing well head pressures below about 800 psi. Note only one set of curves are represented on this chart to be used for both
10,000
10,000
Normal APITubing
1,000
1,000
10,0001,000
100
100
100
Surface Tubing Pressure, psia, Condensate
Surface Tubing Pressure, psia, Water
4 1/2
1 1/21 1/4
3 1/22 7/82 3/82 1/16
4 1/2
1 1/21 1/4
3 1/22 7/82 3/8
Minimum gas flow rate inMCF/Day to remove liquidsfrom a well bore.After Turner. Hubbard & Dukler,p 1475 Transaction of SPENov. 1969. SPE 2198
2 1/16
Flo
w R
ate
to R
emov
e Li
quid
s, M
CF
/Day
Flo
w R
ate
to R
emov
e Li
quid
s, M
CF
/Day
200 psi10
10,000
1,000
100
1010
10
586 MCF/Day
9.0 lb/gal water
45° API Condensate
Figure 3-2: Nomograph for Critical Rate for Water or Condensate (after [6]) for a Constant Z = 0.8, Temperature of 60º F, and the Original Turner Assumptions of Surface Tension of s = 20 dynes/cm for Condensate, and 60 dynes/cm for Water, r = 45 lbm/ft3 for Condensate and 67 lbm/ft3 for Water, and Gas Gravity = 0.6

Critical Velocity 39
water and condensate. The chart is used in the same manner as the above chart with no distinction between water and condensate. If water and condensate are present, the more conservative water coeffi cients are used anyway.
The Coleman et al. [5] correlation would then be applicable for fl owing surface tubing pressures below about 800 psi and the Turner chart (or Turner correlation) for surface tubing pressures above about 800 psi. The dividing line between using Turner or Coleman might best be obtained from experience or even a blend of the two from 500 to 1000 psi.
The chart of Figure 3-4 is another way of looking at critical velocity. It was prepared using a routine calculating actual Z factor (gas com-pressibility) at each point but still depends on fl uid properties and tem-peratures. For this 60 dyne/cm for surface tension, 67 lbm/ft3, gas gravity of 0.6 and 120º F were used.
Example 3-3: Critical Velocity with Water: Use Turner’s [1] Equations with Figure 3-4
100 psi wellhead pressure2-3/8 inch tubing, 1.995 inch IDRead from Figure 3-4 a required rate of about 355 Mscf/D.Compare to the simplifi ed Turner equations using Z = 0.9 for
simplicity.
2 3/8 2 7/8
Critical Gas Rate
3 1/2˝ tubing
1.66 1.315
1010
100
100
1000
1000
10000
10000
Flowing Wellhead Pressure, PSIA
Min
imum
Gas
Rat
e, M
scf/D
Figure 3-3: The Exxon Nomograph for Critical Rate [2] (for lower surface tubing pressures)

40 Gas Well Deliquifi cation
VP
Pt water,
. ( . )(. )
. ( . )
= −
= − ×
5 32 67 00310031
5 32 67 0031 100
1 4
1 2
1
/
/
//
/ /4
1 20031 1005 32 2 86
55727 22
(. ). .
.. sec
×= × = ft
qPV A
T ZMMscg
g=+
= × × ××
=3 067
4603 067 100 27 22 0217
580 90 346
.( )
. . ..
. ff D/
In this case the difference between the calculations and reading from chart can be attributed to that fact that the chart was calculated using actual Z factors and not an assumed value of 0.9.
Using one of the critical velocity relationships, the critical rate for a given tubing size vs. tubing diameter can be generated as in Figure 3-5 where a surface pressure of 200 psi and surface temperature of 80º F is used. (In this case, specifi c liquid and gas properties were used in the critical fl ow equations rather than the typical values given above.) This type of a presentation provides a ready reference for maximum tubing size given a particular well fl ow rate.
A large tubing size may exhibit below critical fl ow and a smaller tubing size may indicate that the velocity will increase to be above criti-cal. Tubing sizes approaching and less than 1 inch, however, are not
Turner Unloading Rate for Well Producing Water
0 50 100 150 200 250 300 350 400 450 5000
500
1000
1500
2000
2500
30004-1/2 OD 3.958 ID3-1/2 2.9922-7/8 2.4412-3/8 1.9952-1/16 1.751
Flowing Pressure (psi)
Rat
e (M
cfd)
Figure 3-4: Simplifi ed Turner Critical Rate Chart

Critical Velocity 41
generally recommended as they can be diffi cult to initially unload due to the high hydrostatic pressures exerted on the formation with small amounts of liquid. It is diffi cult to remove a slug of liquid in a small conduit. See also Bizanti [4] for pressure, temperature, diameter rela-tionships for unloading and Nosseir et al. [5] for consideration of fl ow conditions leading to different fl ow regimes for critical velocity considerations.
3.3 CRITICAL VELOCITY AT DEPTH
Although the preceding formulas are developed using the surface pressure and temperature, their theoretical basis allows them to be applied anywhere in the wellbore if pressure and temperature are known. The formulas are also intended to be applied to sections of the wellbore having a constant tubing diameter. Gas wells can be designed with tapered tubing strings, or with the tubing hung off in the well far above the perforations. In such cases, it is important to analyze gas well liquid loading tendencies at locations in the wellbore where the produc-tion velocities are lowest.
For example, in wells equipped with tapered strings, the bottom of each taper size would exhibit the lowest production velocity and thereby be fi rst to load with liquids. Similarly, for wells having the tubing string hung well above the perforations, the analysis must be performed using
Figure 3-5: Critical Rate vs. Tubing Size (200 psi and 80º F) from Maurer Engineer-ing, PROMOD program. Use this type of presentation with critical velocity model desired

42 Gas Well Deliquifi cation
the casing diameter near the bottom of the well since this would be the most likely location of the initial liquid buildup. In practice, it is recom-mended that liquid loading calculations be performed at all sections of the tubing where diameter changes occur. In general for a constant diameter string, if the critical velocity is acceptable at the bottom of the string, then it will be acceptable everywhere in the tubing string.
In addition, when calculating critical velocities in downhole sections of the tubing or casing, downhole pressures and temperatures must be used. Minimum critical velocity calculations are less sensitive to tem-perature, which can be estimated using linear gradients. Downhole pres-sures, on the other hand, must be calculated by using fl owing gradient routines (perhaps with Nodal Analysis, Macco SclumbergerTM) or perhaps a gradient curve. Bear in mind that the accuracy of the critical velocity prediction depends on the accuracy of the predicted fl owing gradient.
Liquid Transport in a Vertical Gas Well
Pressure and temperature may vary significantlyalong the tubing string.
This means that the gas velocity changes frompoint to point in the tubing even though the gasrate (e.g., Mscf/d) is constant.
Check the gas velocity at all depths in the tubingto be sure that the critical velocity is attainedthroughout the tubing string.
Tubing set above perforations may allow liquidbuildup in the casing below the tubing because ofthe low gas velocity in the larger casing.
Figure 3-6: Completions Effects on Critical Velocity

Critical Velocity 43
Figure 3-7 shows critical rate calculated using the Gray correlation. The vertical line is the actual rate. The blue line is the required critical rate for the tubing and the casing on the bottom. Note the well is pre-dicted to be just above critical rate at the surface but the rest of the tubing is below critical and as usual, well below critical for the casing fl ow. Normally the required rate is maximum at the bottom of the tubing but for high pressure, high temperature (unusual for most loaded gas wells) the critical may be calculated to be maximum at surface conditions.
Guo et al. [7] present a kinetic energy model and show critical rate and velocity at downhole conditions. They mention that Turner under-predicts the critical rate. They mention the controlling conditions are downhole.
3.4 CRITICAL VELOCITY IN HORIZONTAL WELL FLOW
In inclined or horizontal wells the preceding correlations for critical velocity cannot be used. In deviated wellbores, the liquid droplets have very short distances to fall before contacting the fl ow conduit rendering the mist fl ow analysis ineffective. Due to this phenomenon, calculating gas rates to keep liquid droplets suspended and maintain mist fl ow in
Critical Flow Rate - Pressure with Gray (Mod)
Depth (1000 ft MD)
0 400 800 1200 1600 2000 2400 2800
Gas Rate (Mscfd)
PfwhFormation Gas RateCondensateWaterTubing String 1
1004447.7
307.0
psigMscfdbbl/MMscfbbl/MMscf
3200 3600 4000 4400 4800 5200 5600
0
1
2
3
4
5
6
7
8
9
10
11
Figure 3-7: Critical Velocity with Depth

44 Gas Well Deliquifi cation
horizontal sections is a different situation than for tubing. Fortunately, hydrostatic pressure losses are minimal along the lateral section of the well and only begin to come into play as the well turns vertical where critical fl ow analysis again becomes applicable.
Another, less understood effect that liquids could have on the perfor-mance of a horizontal well has to do with the geometry of the lateral section of the wellbore. Horizontal laterals are rarely straight. Typically, the wellbores “undulate” up and down throughout the entire lateral section. These undulations tend to trap liquid, causing restrictions that add pressure drop within the lateral. A number of two phase fl ow cor-relations that calculate the fl ow characteristics within undulating pipe have been developed over the years and, in general, have been met with good acceptance. Once such correlation is the Beggs and Brill method [6]. These correlations have the ability to account for elevation changes, pipe roughness and dimensions, liquid holdup, and fl uid properties. Several commercially available nodal analysis programs now have this ability.
A rule of thumb developed from gas distribution studies suggests that when the superfi cial gas velocity (superfi cial gas velocity = total in-situ gas rate/total fl ow area) is in excess of ≈14 fps, then liquids are swept from low lying sections as illustrated in Figure 3-8.
Upon examination, this is a conservative condition and requires a fairly high fl ow rate. Bear in mind, however, when performing such cal-culations that the velocity at the toe of the horizontal section can be substantially less than that at the heel.
Figure 3-8: Effects of Critical Velocity in Horizontal/Inclined Flow

Critical Velocity 45
3.5 REFERENCES
1. Turner, R. G., Hubbard, M. G., and Dukler, A. E. “Analysis and Prediction of Minimum Flow Rate for the Continuous Removal of Liquids from Gas Wells,” Journal of Petroleum Technology, Nov. 1969. pp. 1475–1482.
2. Coleman, S. B., Clay, H. B., McCurdy, D. G., and Norris, H. L. III. “A New Look at Predicting Gas-Well Load Up,” Journal of Petroleum Technology, March 1991, pp. 329–333.
3. Trammel, P. and Praisnar, A. “Continuous Removal of Liquids from Gas Wells by use of Gas Lift,” SWPSC, Lubbock, Texas, 1976, 139.
4. Bizanti, M. S. and Moonesan, A. “How to Determine Minimum Flowrate for Liquid Removal,” World Oil, September 1989, pp. 71–73.
5. Nosseir, M. A. et al. “A New Approach for Accurate Predication of Loading in Gas Wells Under Different Flowing Conditions,” SPE 37408, presented at the 1997 Middle East Oil Show in Bahrain, March 15–18, 1997.
6. Beggs, H. D. and Brill, J. P. “A Study of Two-Phase Flow in Inclined Pipes,” Journal of Petroleum Technology, May 1973, 607.
7. Guo, B., Ghalambor, A., and Xu, C. “A Systematic Approach to Predicting Liquid Loading in Gas Wells,” SPE 94081, presented at the 2995 SPE Pro-duction and Operations Symposium, Oklahoma City, Ok., 17–19, April 2005.