Embed Size (px)
Citation preview

CREEP IN SINTERED POLYCRYSTALLINE NIOBIUM CARBIDE AND NIOBIUM
CARBIDE-BASED SOLID SOLUTIONS
S. M. Kats and S. S. Ordan'yan UDC 621.762
The widespread use of niobium carbide as a high-temperature structural material is re- stricted by its relatively modest strength and low creep resistance [i]. A possibility of the dramatic improvement of carbide mechanical properties is offered by interalloying, where solu- tion strengthening is achieved. It was previously found that deep minima exist in the creep rate concentration dependences of MIVC--MVC solid solutions, for example, in the systems ZrC-- NbC [2] and ZrC--TaC [3]. In MIVc--MVc alloys, these extrema depend on structural ("solution effect") and energetic ~"chemical") factors associated with change in electronic state.
It was of interest to study the possible strengthening of niobium~carbide and the alloy Zr6.6Nbo.4C (exhibiting minimum creep in the ZrC--NbC system) using an amount of TaC which would not significantly increase costs. Although tantalum is also a chemical analog of nio- bium, the strengthening proposed is dependent on the increased melting temperature of NbC-- TaC solid solutions [4] and the "small additive" effect phenomenon. The synthesis method for the specimens of our study had the objective of producing equilibrated homogeneous solid solutions. Diffusive equilibration of the concentrations of the different metal atoms was accomplished using finely dispersed powders and high annealing temperatures. Carbide com- positions of lots NT and TsNT (Table i) were produced by direct synthesis from metal powders and acetylene soot.
Carefully prepared mixtures were pressed into briquettes and heated in a vacuum furnace at 2120-2270~ for 2 h, after which they were pulverized in a titanium mortar to a particle size <60 ~m. The resulting mixture was again pressed into briquettes and annealed at 2270~ for i0 h. The briquettes were then pulverized and vibrationally milled (30-40 h) with hard- alloy spheres under ethyl alcohol to a particle size of <0.5 ~m. Cylindrical specimens 8-i0 mm in diameter by 10-12 mm in thickness were prepared by pressing at i00 MPa and subsequent sintering 2 h at 2370~
The anneal which stabilized sample structure after sintering was performed in two stages: first in a VNIIETO vacuum furnace with niobium carbide heating elements for 2 h at 2870~ and then in a special apparatus with high-purity helium atmosphere for 0.5 h at 3120~ (lot NT) and at 3170 to 3200~ (lot TsNT). X-ray and metallographic analyses confirmed single- phase, homogeneous solid solutions with well developed diffraction-maximum doublets at high angles (O > 60~ The weight content of oxygen and nitrogen in the alloys was 0.i to 0.21%, and the tungsten carbide impurity on the surface of the milled particles was 1.5 to 2.5% (Table I).
The dependence of high-temperature carbide mechanical properties on previous heat treat- ment at T = 0.8T m was first established in [5]. The principal "stabilization" effect con- sists of a partial redistribution of pores at grain boundaries and in grains, with diffusion spheroidization of pores and discontinuities to reduce their role as stress concentrators. Only with the data of [5] can reproducible results be obtained and the laws of high-tempera- ture deformation of carbides and their solid solutions be established.
The specimens were tested for creep during indirect high-frequency heating under condi- tions analogous to [2] (2820-3370~ compressive stress 20 to i00 MPa, duration 0.5-1 h, hel- ium atmosphere).
As with other carbide alloys [3], the annealing temperature had a strong effect on creep (Fig. I).
For NbC--TaC alloys (lot NT), the optimum annealing was at 3120~ (0.75-0.79Tm), while for Zro.sNbo.~C--TaC alloys (lot TsNT) it was at 3170-3200~ (0.80-0.83Tm). During this, an
Leningrad Technological Institute. Translated from Poroshkovaya Metallurgiya, No. 5(257), pp. 93-98, May, 1984. Original article submitted November 25, 1980.
414 0038-5735/84/2305- 0414508.50 �9 1984 Plenum Publishing Corporation

TABLE i.
Lot num- ber
Characteristics of Materials Studied
Carbon content and Total ". , param~ impurities (%) Av I Lattice
- - - - - porosity grain .] eter (nm) Alloy I Ct~ wc (%) s:ze (/lm)
N NbCo,92 10,6 1,4 2,4 36 0,4462 1NT Nbo,s9Tao,1oCo,84 8, 93 2,0 0,8 40 0,4459 2NT Nbo,69Tao,3oCo,86 7,87 2,0 0,9 38 0,4556 3NT Nbo,49Tao,49Co,84 6,80 1,83 0,5 42 0,4451 4NT Nbo,29Tao,68Co,83 6,06 1,84 0,8 48 0,4441 5NT Nbo,loTao,88Co,86 5,64 2,2 0,5 38 0,4443 T TaCo,9o 5,75 1,10 7,2 30 0,4438 TsN Zro,6oN bo,4oco,9o 11,8 2,1 6,9 26 0,4590 TsNT-03 Zr o,58Nbo,a9Tas,oaCo,95 11,0 1,9 11,99 20 0,4587 TsNT-05 Zro,szNbo,asTao,osCo,94 10,75 2,0 8,2 27 0,4583 TsNT-10 Zro,54Nbo,a6Tao,1 oCo,92 9,28 2,5 4,4 26 0,4576 TsNT-15 Zro,3oNbo,a4Tao,isCo,92 9,25 2,3 8,4 28 0,4563 TsNT-3 0 Zro,42Nbo,28Tao,aoCo,94 8,69 1,78 7,1 27 0,4572
~o(%/h)
/8 I
/ J
/
2 2500 2700 2~00 2950 ~~
Fig. i
J
/8 a 20 T, rn:n
5 ' a '
/0 b 20 r , rain
Fig. 2
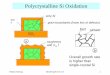
Fig. i. Creep rate dependence for solid solutions of (i) Nbo.69Tao.aoCo.s~ and (2) Zro.~aNbo.asTao.3oCo.9~ on anneal- ing temperature. Test temperature = 3070~ compressive stress = 50 MPa.
Fig. 2. Primary creep curves of NbC--TaC solid solutions at a compressive stress of 50 MPa. (a): 2NT at (i) 3070, (2) 3230, and (3) 3320~ (b): 5NT at (i) 3110, (2) 3220, (3) 3290, and (4) 3470~
increase in temperature did not lead to further strengthening. The creep rate after 30-min tests (e3o) of the samples not subjected to homogenizing anneal (as for the samples annealed at 2870-2970~ was an order of magnitude higher.
After sintering at 2370~ the NT alloys had a coarse-grained structure, with micropores predominantly in grains, while the total porosity did not exceed 1%. Annealing produced sig- nificant (1.5 to 2-fold) grain growth, sometimes reaching 65-75 pm. After anneal, the grain size of the more alloyed specimens in lot TsNT did not exceed 30-35 pm (apparently the limit- ing value for collective recrys~allization under the given conditions), while the porosity reached 7-12%. The magnitude of ~3o was adjusted to zero porosity with the known exponential equation of [I]. During testing, the samples deformed in a macroscopic plastic fashion, with formation of "barrels." During the maximum deformation of 20-30%, a multitude of microcracks
415

gj0 (%/h)
'I \ %5 't " 5 Z
10 % r , , , ~ , , , T
2& ,JO $,,2 d4 7- IO*K -z I0-~ ~ ' ' ' ' ' ' . . . . a,,i a,J q5 ~7 T, /o ~ i r ~
Fig. 3 Fig' 4
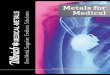
Fig. 3. Creep rate temperature dependence of NbC--TaC solid solutions at a compressive stress of 50 MPa. (i) NbCo.9=; (2) 2NT; (3) 3NT; (4) 4NT; (5) 5NT; and (6) T a C o . 9 o �9
Fig. 4. Creep rate temperature dependence of Zro.6Nbo.4C-- TaC solid solutions at a compressive stress of 50 MPa. (i) TsN; (2) TsNT-0.5; (3) TsNT-10; (4) TsNT-15; and (5) TsNT-30.
formed -- transcrystalline (nucleating in the body of a grain) and intercrystalline (larger, as empty fissures, whose development was associated with slip on grain boundaries). The greatest structural damage was observed in NT compositions close t- equimolar, but was some- what lower for tantalum carbide and alloys rich in tantalum carbide.
The primary creep curves (Fig. 2) revealed initial regions of interrupted creep c ~ t TM (m = 0.6-0.8) in the 3-6 min tests. After this, deformation occurred either at a constant rate (above 3070~ or also at a retarded rate (m = 0.8-0.95).
In semilogarithmic ~3o--TK -i coordinates, the experimental points of the samples inves- tigated lie on straight lines (Figs. 3 and 4).
The apparent creep activation energies were approximately the same for the NT and TsNT alloys, i.e., 190 • 15 kcal/mole, which is close to the Uo value for Zro.6Nbo.~C (189 kcal/ mole). For TaCo.9~ monocarbide, Uo = 184 kcal/mole, somewhat above the analogous value for TaCo.87-o.99 monocarbide tested at a compressive stress of 45 to 70 MPa, i.e., Uo = 170 kcal/ mole [6].
As the test results of the NT alloy samples showed in the stress range 20-50 MPa above 2770~ the ~ ~ a n dependence has a power n = 2-2.5 (Fig. 5).
This attests to a granular creep mechanism (slip along grain boundaries), during which the creep rate dependence on grain size has the form of ~ ~ d -i. The ~3o values were cor- rected considering this dependence, during which a "supporting" grain was taken to have a size d = 30 pm.
A conclusion on slip along grain boundaries in the studied solid solutions was made on the basis of indirect observations (formation of cracks and voids at grain boundaries) and also from the experimentally determined power of Ocomp of ~2 (n =2.5, 2.36, 2.18, and 1.96 for al- loys 2NT, 3NT, 4NT, and 5NT, respectively). Slip along grain boundaries with unaccommodated or fully accommodated plastic flow, determined by the closeness of the degree index n to 2 and the occurrence of significant discontinuities at grain boundaries, has been proven in a number of ceramic polycrystals [7].
The concentration dependences of ~so for NT alloys at different temperatures have a W- shaped form, having minima near 20 and 45%1Ta content* (Fig. 6). Alloys with 15-20% Ta are less costly, and the introduction of tantalum carbide additive lowers the creep rate of nio-
*Tantalum in atomic fraction.
416

'- # , l :
I I i 1 ~ l
:o ~o do ~'o so :o~, (MP~)
101 I #
-+F l ! t _ ~ ; "o
27 ~ ,/" ,o4_ t%- . ' ,
litsC I0 fO JO zio :sO r Ta,
Fig. 5 Fig. 6
Fig. 5. Creep rate dependence of NbC--TaC solid solu- tions on compressive stress at 3130~ (i) 2NT; (i) (2) 3NT; (3) 4NT; and (4) 5NT.
Fig, 6. Creep rate concentration dependences for solid solutions of (I, 2) NbC--TaC, (3) Zro.~Nbo.~C--TaC, and (4) ZrC--TaC [3]. Compressive stress = 50 MPa; test temperature = (i, 3, 4) 3070 and (2) 3270~
bium carbide by 5-6 times. At the same time, for NbC--TaC solid solutions, a deep creep minimum was not observed as in MIVc--MVc alloys (e.g., ZrC--TaC [3]). This was not unex- pected, considering the chemical similarity of niobium and tantalum and the exceptionally small lattice parameter difference between NbC and TaC, i.e., 0.4% (compared, for example, with 5.5% for TaC and ZrC).
Considerable decrease in creep occurs in Zro.~Nbo.4C--TaC alloys: on addition of i0- 20% Ta their ~ value is almost an order of magnitude lower than for NbC--TaC alloys, and approximately the same as for ZrC--TaC alloys of equivalent tantalum content. Nevertheless, TsNT alloys with comparably small tantalum additive (2-5%), i.e., less costly, have sub- stantially high creep resistance compared with ZrC--TaC alloys.
The resulting experimental data enable comparison of the effectiveness of alloying var- ious NbC-based solid solutions with small amounts of TaC additives. The intensity of creep reduction at 3070~ achieved by alloying Zro.6Nbo.~C alloy with tantalum carbide was i = Aloge/ATa = 0.08 (%'h) -i, and this increases with temperature. At the same temperature, al- loying niobium monocarbide with tantalum (up to 15%) is less effective: i = 0.05 (%.h) -i
Conclusions. Creep in NbC--TaC and Zro.6Nbo.~C--TaC solid solutions at 2820 to 3370~ and stresses of 20-100 MPa has a nonlinear viscous character with n = 2-2.5. The creep rate of NbC is reduced 5-6 fold by introduction of 15-20% Ta additive. Even more effective is alloying of Zro.6Nbo.~C with tantalum carbide, where creep is 20-30 times less than for NbC on introduction of 5-10% Ta.
LITERATURE CITED
1. S.M. Kats, S. S. Ordan'yan, A. I. Gorin, and L. V. Kudryasheva, "Effect of porosity ~n creep of niobium carbide and other powder metallurgy materials under uniaxial stress," Probl. Prochn., 7, 84-88 (:1973).
2. A.I. Avgustinik, S. M. Kats, S. S. Ordan'yan, et al., "Creep during compression of ZrC--NbC solid solutions in the temperature range 2600 to 3150~ '' Izv. Akad. Nauk SSSR, Neorg. Mat.,8, 1417-1420 (1972).
3. S.M. Kats and S. S. Ordan'yan, "High-temperature creep of ZrC--TaC solid solutions," ibid., 13, 1767-1770 (1977).
4. L.E. Toth, Transition Metal Carbides and Nitrides [Russian translation], Mir, Moscow (1974), p. 294.
417

5. L.I. Gomozov, O. S. Ivanov, and A. I. Dedyurin, "Strength and deformation of ZrC, NbC, UC--UC2 and USi2 at high temperatures," in: Metallovedenie [in Russian], Nauka, Moscow (1971), p. 342.
6. L.A. Andrievskii, A. G. Lanin, and G. A. Rymashevskii, Strength of Refractory Compounds [in Russian], Metallurgiya, Moscow (1974), p. 232.
7. A.G. Evans and T. G. Langdon, Structural Ceramics [Russian translation], Metallurgiya, Moscow (1980), p. 256.
PHASE EQUILIBRIA IN THE SYSTEM U--Cr--B
I. P. Val'ovka and Yu. B. Kuz'ma UDC 669.018p.26.781.822
Only a boride UCrB~ of YCrB4 structure [i, 2] is known in the U-Cr--B system, and other literature data are absent on it. In this connection, it was of interest to study component interaction in this system over the entire concentration range.
The binary systems bounding the above system have been studied in adequate entirety. The U--Cr system is of a eutectic type, with insignificant component mutual solubility [3]. Three cor~ruently melting compounds form between uranium and boron: UB2 (AIB2 structure),* UB12 (intrinsic) UB~ (ThB4), and bl [3, 4]. In addition, the following borides have been definitely established in the Cr--B system: Cr2B (Mg2Cu structure), CrsB3 (intrinsic), CrB (intrinsic), Cr3B~ (Ta3B~ structure), CrB2.oo-2.1, (AIB= structure), and CrB~ (intrinsic structure). These are all reflected in the phase diagram of the Cr--B system [4].
the samples in our study were prepared from powders of electrolytic chromium (0.999), boron (0.994), and dense uranium (0.997 weight fraction). The pressed powders and uranium were melted on the water-cooled copper hearth of an electric arc furnace in an atmosphere
OrB2
o ! o2 x5
CrB
Fig. i. Phase equilibrium diagram of the U-Cr--B system at 1070~ (i) single-, (2) two-, and (3) three-phase sample.
*Here and below the structural type of the compound is in parentheses.
Lvov State University. Translated from Poroshkovaya Metallurgiya, No. 5(257), pp. 98- i00, May, 1984. Original article submitted June l, 1983.
418 0038-5735/84/2305- 0418508.50 �9 1984 Plenum Publishing Corporation