Embed Size (px)
Citation preview


THE NEXT job, now that themajor machining operationson the connecting rods are
finished, the split crankhead bear-ings (nowadays known by thevery nontechnical term-“ bigends “) may be made and attached.These are machined from solidbronze, and should at first be leftoversize on all dimensions exceptthe thickness; the contact surfacesshould be faced perfectly flat andparallel and the register spigotturned to fit closely in the recessof the foot of the connecting rod.
This detail is optional, and manyengines are made without any meansof positive register of the bearingsbut, in my opinion, it is a great im-provement to have it; it facilitatesmachining operations on the assembly,anyway.
The next job is to drill the bolt-holes; their alignment is ensured byusing the half-bearing drilled firstas a jig for the other; great careshould be taken to locate the holessymmetrically on either side of theregister spigot. These holes are notclearing size for the bolts, but shouldfit closely; it is best to put a No. 36drill through first, and open up witha No. 34 to ensure exact sizing.
The holes in the foot of the con-
MODEL ENGINEER
Crankheads &crankshafts
Edgar T. Westbury explains the procedure ofmachining and attaching the “ big ends;” he also de-scribes a job which needs some toolmaking experience
Above: Finishing theedges of the spli tcrankhead bearingwhich is machinedfrom solid bronzeRight: Details o fthe con-rod, cross-head and crankshaft
necting rod can also be jig-drilledfrom the lower half-bearing, but besure that these holes are locatedexactly on the cross-centre line of thefoot, as squared off from the axisof the little end. Error in this respectwill not affect working accuracy butit will look bad to have the bolts outof centre with the bearings.
Crankhead boltsNo details of the crankhead bolts
are shown, as they differ only fromstandard 6 B.A. bolts in that theyhave round heads, and any availablebolts may be adapted if they haveplain shanks fitting closely in theholes to ensure alignmenf. In a full-size engine, the bolts would be“ waisted ” in the portions which donot need to fit closely and would have“ snug ” keys under the heads toprevent rotation.
The two halves of the bearing arenow bolted to the foot of the rod,and the latter is now held in the three-
236
jaw chuck by the shank (with a sheathof sheet copper or aluminium toprevent marking) for drilling a centrein the end face. Make sure that theflange of the foot runs reasonablytrue, and that it does not shift whilecentre-drilling. The assembly maynow be mounted between centresand the edges of the bearing turnedto 15/16 in. diameter, with the middleportion relieved to 7/8 in. diameter.
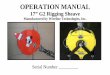
In order to bore the bearings intrue parallel alignment with the littleend, the complete assembly may nowbe set up on the faceplate as shownin one of the photographs, where itwill be seen that the crankhead isheld in the machine vice, and theeye of the little end aligned by meansof a mandrel square with the faceplate.Owing to the length of the rod, itwas necessary to fit the mandrel toan extension plate, and this shouldnot only be true, but also rigid enoughto avoid possible distortion whenbolted to the faceplate. Both this and
9 FEBRUARY 1956

.
The connecting rod assembly set up for boring the crankhead bearing
the vice must, of course, be shiftedas required to centre the bearingbefore drilling and boring. The frontface may also be machined at thissetting, but it will be found easierto face the reverse side by mountingthe assembly on a stub mandrel.
Making the crankshaftThe many different ways of making
crankshafts have all been describedin M.E. at various times, and all aresatisfactory, if properly carried out.Many constructors may prefer tobuild up the crankshaft from roundbars and flat plates for the webs and,as I have shown in previous articles,a press-fitted assembly will giveadequate rigidity if the holes in thewebs are bored accurately and correctinterference limits are maintained.
Most full-size marine engines havebuilt-up crankshafts, the webs beingshrunk on to the shafts, with muchtighter interference than is possiblein press fits and, so far as I know,no better method of fabricatingcrankshafts has ever been discovered.
Unfortunatelv the method is vervdifficult to apply to advantage insmall sizes. In the example illustrated,however, two separate single-throwcrankshafts, machined from the solid.are employed.
Not only does the use of twosingle-throw crankshafts simplify theconstruction, but it is also in accord-ance with full-size practice, and insteadof coupling the port and starboardcrankshafts together permanently, theyare often fitted with dog clutchesenabling them to be disengaged, sothat the engines may be manoeuvred
9 FEBRUARY 1956
separately. This facility is of noadvantage in a model but it may beincorporated for the sake of realismif desired; it should be noted, however,that separate single-cylinder enginesare not self-starting.
The method o f machining thecrankshafts from the solid is essen-tially orthodox and most readerswill no doubt be auite familiar withthe procedure; for the benefit of thosewho are tackling the job for the firsttime, either on this or any otherengine, I am showing photographsof the various stages of machiningwhich will, I think, explain it betterthan words.
Marking throw centresThe bar of rectangular mild steel
is 1-3/8 in. by 5/8 in. but if this is notavailable, larger sections may have tobe machined down on sides and edges.(This can be done either before orafter the turning operations.)
The first stage is to mark out thebar to give the correct throw centres,and it is most important that boththis and the centre-drilling should behighly accurate to ensure that thejournals and crankpin are parallel inboth places. If the bar cannot bebedded down quite firmly on the
surface plate for marking out, itshould be packed up or held down insome way, such as by a magneticfixture. In this case, besides thethrow centres there is a third centrein between, for mounting the barto machine the outer edge, as shownin the next sequence.
At the inboard end the length ofthe main journal is determined by thewidth between the port and starboardengines so that if this is modified tosuit the beam of the particular hull,this dimension (1-3/4 in.) must be suitablyadjusted. The length at the outboardend is also subject to modification,and this dimension is not specified;it depends on whether the shaft i sextended in one piece to carry thepaddles or the latter are mounted ona separately coupled shaft.
A tool for the jobI recommend the extended shaft
where the design of the hull admitsthe installation of the engines beforefitting paddle boxes etc., but this wasnot considered practicable in the caseof the engines I’illustrate. The mattershould be settled before starting onthe crankshafts.
The surplus metal between thecrank webs is removed by sawing anddrilling, after which the shaft ismounted between the lathe centres formachining the crankpin. It is necessaryto use a turning tool long enough inthe cutting edge to reach-right downthe full length of the webs. This willprobably mean making a special tool.
To avoid either the need for morethan one tool, or for resetting, itshould be made wide enough forrigidity and with cutting clearanceon both sides, in addition to backclearance i.e. tapering away from thefront to the back. Such a tool willnecessarily have a wide front edge.This, however, will be found un-desirable-at least on a light lathe.It tends to chatter or dig in-some-times with disastrous effects: this can
MODEL ENGlNEER

Above left: Markingout the material forthe crankshaft
Above right: Mark-ing out the crank-shaft bar to give thecorrect throw centresbefore machining
Left: Trimming theedges of the crankwebs. This needsthe special tool
Right: The gaps cutready for formingthe engines’ crankpin
Above: Turning the journals and fairing tlze outside of the webs.between the-webs to stiffen the shafts
The gap piece is clampedRight: Crankpin turning with the special bifurcated tool
be avoided by grinding a groove inthe centre of the front edge, as illus-trated, and traversing the tool bothways across the work with shallowin-feed for each cut.
The grinding and setting of the toolshould be arranged to produce asmooth parallel’ surface; it may betested on a piece of scrap materialbefore use on the crankpin. Thecorners of the cutting face must be
MODEL ENGINEER
rounded off to avoid a sharp internaicorner at the ends of the crankpin.
Having finished this , the mostdifficult part of the machining opera-tion-the surplus material at the sideof the main journals-may be cutaway before turning them betweencentres. I recommend that only oneof these should be dealt with at atime, so as to preserve maximumrigidity as long as possible. There is
238
always a risk that the shaft may besprung or permanently distorted whileturning; the reason for this is theweakness caused by the gap betweenthe webs; so this should be closed bya close-fitting piece of metal, clampedin such a way that it does not causethe fault it is intended to prevent.
In his next instalment (February23) Edgar T. Westbury will deal witht h e eccentrics and valve gear.
9 FEBRUARY 1956

Eccentricsand
valve gear
ECCENTRIC SHEAVE
4 OFF M.S.
EDGAR T. WESTBURY continues his series on making a set ofengines for a model paddle boat
T HE FOUR eccentric sheaves are surface and one face of the sheave The method illustrated requires themade in mild steel (cast iron from bar and then parted it off, use of a vee-angle plate, or someis permissible as an alter- making due allowance for skimming other fixture which will allow work
native) and should all be identical the back face. to be held in true parallel alignmentin dimensions, especially in respect A simple jig was then made by at the required throw radius. The
of the throw radius. Most import- bolting a flat plate to the faceplate bar must be sufficiently long to make
ant of all, however, is to ensure and recessing it to fit the rim of the and part off four sheaves, plus at
that the axes of the shaft seating finished face in contact with thesheave, which was then clamped in least as much again for adequate
and the bearmg surfaces are exactlychucking. It is immaterial whether
bottom of the recess. The plate was the outside or inside machining isparallel; in other words, that the then set over to the throw radius done first, but the latter was givensheave is free from side wobble. (5/32in.) for drilling and boring the priority to avoid any possible doubt
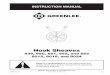
Here again, there is a choice of seating; one setting only was required as to the amount of wastage in partingseveral different methods for produc- for all four sheaves, or as many more and facing, and also to enable theing the same result. In the experiments as might have been required, provided boring to be carried out with mini-on the original version of these that the rims are made to fit closely mum overhang from the fixture.engines, I machined the external in the recess. The throw centre was marked out
Above, left: Dimensions of the eccentric sheave. Above, right: Boring the eccentric sheaves in aKeats vee-angle plate fixture on the faceplate. Below: Dimensions of the eccentric strap and rod
8 B.A.CLEAR Y~DIA. I n--*
23
ECCENTRIC STRAP 4 OFF EACH BRONZE ECCENTRIC ROD 4 OFF MS.
FEBRUARY 1956 319 MODEL ENGINEER

POWER BYPADDLES . . . .
on the end of the bar, after preliminaryfacing, and when clamped in the vee,it was set up on the faceplate to runtruly on this centre. Note that theoffset weight will have to be balancedby suitable weights attached oppositeto it on the faceplate to enable thelathe to be run at a fair speed fordrilling and boring, without settingup vibration. A D-bit was used tofinish the hole, which was carried toample depth for all four sheaves.
After this operation, the bar wasset over to run truly on the outsidesurface, for turning the rim and grooveand parting off each sheave in turn.The reverse faces can be machinedby mounting on a mandrel, as itobviously does not matter on whichcentre they run when only a facingcut is taken.
Finally the sheaves are cross-drilled through the thickest part, totake a 4 B.A. set screw for fixing themon the shaft. In full-size practice thesheaves are always keyed to the shaft,and this is a much more positive andsecure method of fixing, but it isextremely difficult to measure theangular location of keyways in suchsmall components, and once fixed inthis way it is impossible to make anytiming adjustment for experimentalpurposes. Set screws are thereforepreferred by most constructors forfixing and there is no aesthetic objec-tion to them when they are completelyconcealed as in this case. By recessingthe tapped holes, screws with adequateheads for tightening can be used. Itis possible to use high-tensile socket-head screws, but take care not to
MODEL ENGINEER
Left: A groupof valve-gearcomponents
Right : Mark-ing out mater-ial with com-passes for theexpansion linkafter fixing tothe pivoted bar
mutilate the shaft with their temperedpoints, at least not before the sheavesare finally adjusted.
At the time the engines were built,no proper castings for the straps wereavailable, so they were cut outroughly from cast gunmetal bar andthis is almost as easy as working fromcastings. The bar’ was faced parallel,but left well oversize for finishing theside faces; after roughing out thecontour, they were drilled for thebolts, sawn through and carefullysquared off and bedded togetherbefore fixing with temporary bolts. Ido not recommend finishing the sidesbefore splitting, as it is quite possiblethat some slight error of alignmentmay be introduced in fitting themtogether again.
Holding the strapsThe straps may be held in the four-
jaw chuck for boring and facing oneside, but as they are rather fragile,there is a risk of distorting them byjaw pressure and it is much safer tomount them on the faceplate, eitherby direct clamping, or on a solderchuck for this operation. As theycannot be fitted to the sheaves by“ cut-and-try ” methods, careful meas-urement of the bore must be relied on,unless a plug gauge of the same sizeas the bearing surface of the sheavescan be obtained or improvised.
The reverse face can be machinedto bring the strap to the exact widthto fit the groove by clamping it on aspigot mandrel, against an accuratelyfaced shoulder as shown in the photo-graph. Finally, to ensure that thebolting faces for the connecting rodsare correctly located and squared onall four straps, they may all be clampedtogether on a bar and the facesmachined or filed exactly parallel
320
with its axis at one operation.As it would be a complicated job
to machine the eccentric rods fromthe solid in mild steel, they may bebuilt up by silver-soldering the footand one side of the fork to a stripof 1/16 in. flat bar. It is important thatthe distance between the finishedface of the foot and the centre of thefork pivot should be exactly the samein all four rods, and this may beensured by using a jig. To locate thefork piece for brazing, it may bemade with a tongue to fit a holedrilled in the flat bar and lightlyriveted over; a similar tongue formedin the end of the rod will locate it ina hole drilled in the foot.
Unless one is skilled in fabricatingparts of this nature, it will be advisableto leave both these parts oversize forcleaning up the joints and finishingto shape after brazing. The drillingjig for the pivot hole may consist ofa flat plate with an abutment stripto locate the foot, and a drill guidehole exactly 3 in. from this, to take aNo. 31 drill. After drilling, the holein both sides of the fork is reamedout to 1/8in.
Expansion linksMany constructors of steam engines
make the links by hand methods, andif one has sufficient skill in fitting andfiling this will give satisfactory results.But the risk of inaccuracy (which isalways present when skill of handalone is relied upon) can be avoidedby machining the essential part,namely, the curved slot which controlsthe motion of the valve rod in rela-
23 FEBRUARY 1956

tion to the throw of the eccentrics.In my youth I worked for a firm
which did sub-contract work for thebuilders of shunting locomotives andnaturally it fell to our lot to makeall the awkward bits, such as valvegear. At first, we used to laboriouslychip and file the expansion links,until one day a method of machiningthem was evolved which saved hoursof labour and produced a better job.I cannot remember the details of thismethod, but it is not difficult to applyfirst principles in devising meanswhereby the job can be done with thelimited facilities of the model work-shop.
Making the linkUnless a very large lathe is avail-
able,. the obvious method of settingthe Job up on the faceplate at therequired radius for milling or planingcannot be adopted. As an alternative,a simple fixture was made to fit onthe lathe cross slide, on which thelink could be mounted., and moved inan arc about a fixed pivot for millingthe slot.
A niece of 2in. by 1/4in. flat mildsteel bar about 12 in. long was firstmarked out and drilled for a pivotbolt near one end. The material forthe link was roughly marked out,with the aid of dividers and a draughts-man’s protractor, its outlines beingleft very much in the rough at thisstage. The holes for the pivot boltswere located and drilled to provide ameans of attaching it to the face ofthe bar without the need for clampsor straps which might get in the wayof the machining operations.
An old angle plate was used tomount the fixture on the lathe crossslide, being drilled at centre heightand tapped for the pivot bolt. Asecond bolt, projecting through a
curved slot filed in the bar, was fittedwith a friction washer and served asa steady to prevent side play, alsoas a stop to limit the radial movementof the link.
When the fixture was first fitted up,it was found difficult to control themovement of the bar properly byusing it as a hand lever, but this wasremedied by mounting the verticalslide on the cross slide and fixing astud in it to bear on the bar. It wouldhave been possible to arrange a linkto give positive feed both upwardsand downwards, but this was notfound necessary, as it is just asefficient to take cuts in one directiononly, relieving the feed while returningthe bar by hand.
A home-made 1/4in. milling cutterwas used, running at the top speedof the lathe mandrel, and taking onlya shallow cut at each pass. The outsidecurve of the link was shaped in thesame way and at the same setting.
Find the linkIt may be noted that the link shown
in the photographs differs slightlyfrom the original which was designedfor anchoring the lifting lever (bywhich the link is shifted for reversingor notching up) on the lower pivotstud. This arrangement is fairly satis-factory and is widely used on manytypes of steam engines, includinglocomotives and traction engines; butit results in an unsymmetrical swingof the link, which causes the amount ofdie slip to vary according to whether itis set to run ahead or astern.
The slip can be reduced and almostcompletely equalised, by anchoringthe lifting lever at its centre, thoughgeometrical errors are still possibleand, on investigation., I found somepretty glaring ones in some of the
The slot milling fixture set up on the cross-slideshowing the partially machined expansion Iink
existing designs which were examined;but they are generally less than withlinks anchored at the ends. It may,perhaps, be worth while to explainthat die slip results not only in lostmotion, which prevents the full travelof the slide valve being obtained, butalso in mechanical loss and excessivewear of the die block.
The use of an end mill for cuttingthe slot does not enable a squarecorner to be produced at the ex-tremities and if the die block is totraverse the full length of the slot, itis necessary to square out the end,either by the use of a very smalldiameter cutter, or by filing. In eithercase, the operation is much simplifiedbv drilling small holes exactly at thecorners o f the slot, in much the sameway as a tool-maker does in makingplate gauges.
A certain amount of fitting may befound necessary to finish the slotexactly smooth and parallel from endto end, but one can at least be assuredthat it IS cut to a true arc, at a radiusstruck from the centre of the eccentric.
The material specified for the linkis mild steel, which has been foundquite satisfactory, and shows nosigns of wear so far, but it would bebetter still if made in a harder materialsuch as carbon steel, which, however,has not been readily obtainable in3/16 in. thickness. Case-hardening themild steel links would give everlastingwear, but risk of distortion is verygreat in a component of this shape.
After finishing the link, the pinfor anchoring the lifting link ismachined and flush riveted in; toavoid risk of burring up the screwedend, it may be supported by theshoulder in a piece of tube. or adrilled plate.
l To be continued
The eccentric strap mounted on the shoulderedspigot mandrel for the reverse facing operation
23 FEBRUARY 1956 321 MODEL ENGINEER

FINAL MACHINING
details andassembly
EDGAR T. WESTBURY continueshis serial on making a set of paddleengines with some tidying-up work
THE CONNECTION of the ex-pansion link to the knucklejoint of the valve rod is by
way of a die block? which shouldbe made a close sliding fit in thecurved slot of the link. On thedetail drawing, this block appearsa l m o s t s q u a r e - t h e a m o u n t o fcurvature being hardly perceptible,but it will be advisable to fit itCarefulIy to the slot by filing andscraping the convex and concaveslides, or machining by suitablemeans.
In the case of the locomotive valvegears which I referred to in the previousarticle, we used to set up 24 dieblocks around the faceplate of a largefacing lathe and turn the inside andoutside surfaces (this job, by the way,would form a good exercise in patiencefor those operators who get all hotand bothered about setting up onelittle job in a four-jaw chuck!) butfacilities for this are not available inmost home workships.
As an alternative, the fixture usedfor milling the link slot could be usedand the two blocks should be made inone piece with the pivot pin holesdrilled to enable them to be fixed tothe bar at the appropriate radius.After milling inside and outside, andfitting to work smoothly in the slot,they are detached and separated.
The valve rod is simply a straightlength of 1/8 in. stainless steel screwed5 B.A. (or 1/8 in. Whit.) at one end,and with a groove formed in it at apoint which can be determined ontemporary assembly of the valve gearif desired. A piece of 5/16 in. squarem.s. bar may be used for making thefork, or knuckle, though if this is notavailable it is not much more trouble
8 MARCH 1956
Showing the original bottom-suspended link gear
to machine it on all four sides fromround bar of 7/16 in. dia. or more.
In making small working joints ofthis type, accuracy is just as importantas in the larger items, but they may befound somewhat difficult to handle forthe drilling and slotting operations.The method shown in the photographsenables these jobs to be done withpositive accuracy and, though itentails setting up a milling spindle fora very brief job, this will be found wellworth while.
The bar is first chucked and in thecase of square bar where machining ofexternal faces is to be avoided, accuratecentering is essential. It is then faced,centre-drilled and drilled No. 34(tapping size for 5 B.A.) for a depth of3/4 in. (full length of fork plus parting-off allowance). The milling spindle isthen set up, exactly at right angles tothe lathe axis and at the same level.For height setting, I use a point centrein the milling spindle and after re-moving the lathe chuck, the standard
Dimensions of pivot pin and die block
P I V O T P I N _6 OFF M.S.
DIE BLOCK 2 OFF BRONZE__~
407
centre is inserted in the mandrelsocket for point-to-point checking withthe aid of a lens. Indexing gear maybe used for locating the work in twopositions at right angles, or carefuluse of a square from the lathe bed orcross slide may be relied on.
Cutting the fork facesA slitting saw mounted in the milling
spindle may now be used to make cutsdown the inside faces of the fork. Asthere is already a central hole in thebar, this leaves very little to do tofinish the slot, but further saw cutscan be made to remove nearly all thesurplus metal. The saw is then re-placed by a centre-drill and the spindleshifted to the position shown in thesecond photograph, for drilling thepivot, 5/32 in. from the end face ofthe bar. After centre-drilling, a No. 31drill, followed by a 1/8 in. reamer isused to form the pivot hole. Externalmilling of the bar, if necessary, canalso be carried out at the same settingand before parting off, the rear bosscan be turned and the hole tapped,leaving the fork nearly finished exceptfor rounding off the jaws concentricwith the pivot hole by filing ormilling.
If separate paddle shafts are fitted,it will be necessary to fit either rigidor flexible couplings to connect themto the ends of the crankshafts, and asimilar coupling is necessary toconnect the shafts at the centre. Inmarine engines, rigid flange couplings,which necessitate exact axial align-ment of the shafts, are preferred, andthe type of coupling shown in thedetail drawing is recommended. Itconforms in appearance to the ortho-dox full-size coupling, but instead ofbeing made in two halves, each attached
MODEL ENGINEER

Slotting the valve rod fork with a circular saw in the milling spindle
to its appropriate shaft, it is made inone piece and is thus in reality a sleevecoupling.
The dividing line of the flanges issimply a scratch made by a point tool,not more than 10 thou. deep, and thebolts are dummies fitted for appearancesake only.
Instead of a flange coupling in thecentre of the engines, a flywheel, asused on the engine illustrated forrunning-in and testing, may be fitted.Alternatively, if one or more pumpsare to be driven from the engines, theeccentric sheave or sheaves may beused to serve as the coupling. In allcases good, but not excessively tight,fits are essential.
It will be seen that a keyway isspecified in the coupling; this isoptional and in the original designcross pinning was used instead of
keys fo simplify machining operations.While this satisfies practical require-ments, there is no doubt about thesuperiority of properly fitted keys andthe extra work involved is not verydifficult.
The keyways in the shafts may becut either by end or side milling andthe half-moon or Woodruff type ofkey is perhaps the most suitable. Notethat when the crankshafts are con-nected, they must be quartered bysetting one crankpin 90 deg. ahead ofthe other, and the keyways must there-fore be located accordingly. Endwiselocation of the couplings on the shaftsis necessary and may be ensuredeither by fitting small cross pins atright angles to the key, or an un-obtrusive sunken grub screw oppositeto it.
In nearly all reversible steam engines,
the control of the valve gear is effectedthrough the medium of a “weighshaft “, as it is termed, to which areattached arms or levers, connected tothe expansion links by rods generallyknown as “lifting links “.
These components are of a simplecharacter, the most important pointbeing to ensure that the levers and rodsare accurately paired and adjusted, soas to move the two expansion links tothe same extent.
Location of weigh shaft armsThe weigh shaft is a straight length
of 3/16 in. steel rod, turned down atthe ends to a working fit in the frameplate holes immediately over thecylinders. Approximate location of thetwo weigh shaft arms, which arepinned to the shaft exactly in line witheach other, is shown by dotted lines.These arms may be cut from the solid,or fabricated by riveting and brazingshouldered bosses to pieces of l/l6 in.plate. The length between eyes shouldbe exactly equal and they should bemade a press fit on the shaft, so thatthe shear stress on the cross pins isnot excessive when they are fixed.
In the original version of this engine,the lifting links were made from flatstrip and, from the practical point ofview, this is quite satisfactory, but itis more in keeping with marine practiceto make them of circular section., withspherical ends and slightly bellied inthe centre. Owing to their flimsynature, turning is a rather delicateoperation and I recommend roughingdown parallel in the centre, chuckingby this part for ball-turning the ends,and mounting between hollow centresfor tapering and bellying.
The use of a fine file will probablybe found desirable to obtain a goodfinish. The sides of the eyes are thenflattened by filing or milling, takingcare to line them up dead parallelprior to drilling, and exact uniformityof length between the eyes is again the
_ibt+j Yq- Left : Dimensions and details of the shaft coupling
Below: The components for the valve rod and fork
SHAFT COUPLING 3 OFF M. s. V A L VE R O D (STAINLESS) & F O R K (MS) 2 OFF
MODEL ENGINEER 408 8 MARCH 1956

/ most important essential.It may be observed that the photo-
! graphs of the complete engine were, taken before the expansion links were
altered to centre suspension and there-fore the lifting links were longer than
I as shown in the detail drawings.
Reversing lever positionNo means of operating the weigh
shaft to reverse the engines are shownin the drawings as this will dependnot only on personal preference butalso on the control position foundmost suitable or convenient in theactual installation. A lever could befitted direct to the weigh shaft, as wasdone in testing the M.E. prototypemodel or one of the weigh-shaft armscould be extended either forward orbackwards to form a hand lever.
The slotted quadrant as employedon locomotives is rarely seen in marinepractice, as these engines are mostlyrun continuously in full gear and notlinked up, but some means of lockingthe lever is necessary when directcontrol is employed and this shouldallow for working clearance of thedie block, not forcing it hard againstthe end of the slot in the link.
If all the parts have been accuratelymachined, very little fitting should benecessary when it comes to assemblingthem. Take care that the baseplates arefirmly secured to either temporary orpermanent foundations in such a waythat no twisting or distorting stressoccurs, as this may produce misleadingresults when lining up the bearingsand other working parts.
It will be found convenient toassemble one complete engine at a time,as this gives easy access to the valvechest and other parts which requireadjustment or inspection ; the dividedcrankshaft facilitates this method ofassembly. Attach the cylinders andvalve chests to the frames with neces-sary packing in the joints, but leavingthe covers off for the time being, andusing one or two nuts to hold theparts in position. The slide bars andbrackets may then be fitted and lined
i up by methods previously described.
Pre-assembly precautionsBefore finally assembling the pistons,
alignment of the connecting rods andcylinder clearances should be checkedby temporary assembly of these parts.The rods should be swung from crank-head and crosshead end in turn, withthe other end disconnected in eachcase-this will check individual bear-ing clearance and also side alignment.
If, for instance, it is found thatwhen swung from the crankhead, thelittle end of the rod does not line upwith the centre of the crosshead at allpositions of crank rotation, an errorin location is indicated which may
8 MARCH 1956
WEIGH SHAFT A R M 2 OFF_s LIFTING LINK 22 M.S.
+PPROX. POSITIONYOF ARMS 4 I-3
t-
WEIGH SHAFT I OFF M.S.-
Dimensions of the weigh shaft arm, lifting link and weigh shaft
necessitate the need for adjustment.End-play at one end (usually the littleend) is permissible in a small engine,but it is frowned upon in full-sizepractice, as it causes noisy running.Sideways wagging of the rod, as thecrank rotates, indicates an error incrankpin machining and cannot becorrected at this stage, though itsworst effects can be remedied byincreasing the crankhead bearingclearance; this is only a botch-up,however, at the best.
With the piston screwed home in thecrosshead and the connecting rodassembled, the crank should be rotatedto both dead centre positions to checkthe cylinder end clearances. Theseshould be as near as possible equal atthe two ends; the inner end, of course,is not accessible for observation, butknowing the dimensions of the variousparts, it is not difficult to assess anyinequality in this respect. In case of
Cross-drilling the pivot hole in thevalve-rod fork
any doubt, however, the application ofa small pellet of plasticine or putty tothe inner face of the piston will soonsettle the matter. Even on very largeengines, checking of end clearance onassembly is an essential routine joband, in spite of the utmost care ingetting all dimensions right, correctionis frequently necessary.
So if it is found that everything doesnot come out absolutely right firsttime, don’t waste time in cursing thedesigner or writing caustic letters.Just skim a bit off the shoulder of thepiston rod or insert a thin washerthere as required. It is surprising howoften this simple solution to a difficultyis neglected by constructors !
“ E. & O.E.”While on the subject of accuracy,
I must admit that in spite of theutmost care in preparing drawings,an occasional error creeps in, and thisis regarded as an inexcusable crimeby some of my readers, who expectnothing short of 100 per cent. per-fection in these matters. Draughts-men, even the best of them (and Icannot claim this distinction) areby no means infallible and sometimeserrors will get past the most minutescrutiny. When one considers thatdespite the care taken by editorialand printing works staff, mistakesin the text are no rarity, it is notsurprising that drawings-as RobbieBurns says--“ gang aft agley.”
By one of the unfortunate accidentswhich sometimes occur even in thebest drawing offices, the detail draw-ing of the expansion link, whichshould have accompanied the des-cription on page 321 of the issue forFebruary 23, went wrong at the lastminute and had to be remade; as aresult its publication has been de-layed-for which I make due apolo-gies. It will be published in thenext instalment of this series togetherwith a complete layout of the valve-operating gear assembly.
l To be continued
MODEL ENGINEER

Constructing theFEATHERING
PADDLE WHEELSEDGAR T. WESTBURY continues his instructionsfor making a set of engines for a model paddleboat by describing the more difficult components
AS PROMISED in the last in-stalment, the detail drawingof the expansion link, which
should have accompanied the de-scription on page 321 of the issue forFebruary 23 is shown here, to-gether with a complete layout ofthe valve gear, which will supple-ment the instructions for assemblyand clear up any points on whichinexperienced constructors may bein doubt.
Details of engine assembly, furtherto those which have been dealt withalready, are in accordance with usualmodel engineering practice and shouldnot present any difficulties. I have notconsidered it necessary to draw orspecify in detail every screw, bolt, nut
and stud, as these items are a matterof common sense. As in previoussteam engine designs, I recommendthat the studs and bolts for bearingkeeps and straps should be double-nutted for security and, on thissubject, I have been gently criticisedin the past for showing in some ofmy drawings the “ incorrect ” ‘arrange-ment of lock nuts, namely thin nutson top.
Why I do itI know full well that this is not in
accordance with the best text-books,but anyone who cares to look aroundwill find that it is by far the mostcommon arrangement in practice,except perhaps on very large engines.The reason is simple-standard span-
Right: Full details of the expansion link. Below: Side elevation ofthe paddle wheel together with dimensions of the hubs and tie rods
PADDLE FRAME 4 OFF L.A.SHEET (14G) OR CASTING
M O D E L E N G I N E E R 476
The complete paddle wheel assembly
ners are usually too thick in the jawto deal selectively with thin lock nutswhen these are located under thefull nuts.
The type of paddle wheel designedfor use with these engines conformswith accepted full-size practice in itsworking principles, though its con-structional details have been modifiedin the interests of simplicity. The so-called feathering action of thesewheels is obtained by articulating theindividual paddles and controllingtheir angle in relation to the rotationof wheel as a whole, so that theyenter and leave the water with lessresistance than paddles fixed to thewheel.
It might be thought that the idealfeathering action would be obtainedby keeping the paddles (or floats)exactly vertical throughout the full
22 MARCH 1956

Constructing theFEATHERINGPADDLE WHEELS..
period of their immersion, but thisis not so in practice. The form ofpaddle wheel invented by Buchannanin 1813 did produce this effect, but itwas found necessary to modify it toallow for the resultant forward motionof the vessel, and the form of wheeldesigned later by Morgan, whichreduces, but does not cancel outcompletely, the angular motion of thepaddles, has been the basis for mostpaddle wheels subsequently adopted.
While the advantages of featheringwheels have been fully proved in full-size practice, it may be questionedwhether the extra complication whichthey entail is worth while in a model.It has also been observed that stern-wheelers and other river steamershave usually been fitted with fixedpaddles, the inference being that theseare efficient enough for all practicalpurposes. But such craft arc in nearlyail cases intended for shallow-draughtand not for work in heavy weatherunder normal circumstances.
Out of sightWhere deep immersion of the
paddles is desirable, and the relativedepth of the port and starboardwheels may vary, due to the rollingof seagoing craft, the featheringpaddle wheel is undoubtedly superior.Most of my friends who have builtmodel paddle boats agree that theseconditions are equalIy appIicabIe ona small scale, where “heavy seas ”are the rule rather than the exceptionand, moreover, the tendency of water:to cling to the paddles is accentuated.
Some constructors have suggestedthat, as the paddle wheels are en-closed in boxes and are only partiallyvisible, the work involved in makingfeathering wheels is not justified.This is, in my opinion, the least valid
Above: The paddleframe set up on t h e faceplate formachining and in-
excuse of all for avoiding them. Onewould not fit an inefficient screwpropeller to a boat because it iseasier to make yet this is not seenat all when the boat is running !
The paddle frames are preferablymade from a light alloy, such asduralumin, with brass as an alter-native, though it should not beforgotten that light weight is animportant advantage of the formermaterial. Heavy weights at theextreme beam ends of a boat can actas pendulums to accentuate roll and,unlike the balancing pole of the tight-rope walker, they cannot be manipu-lated to correct it.
Paddle framesIn the original design, the frames
were cut from 16-gauge duralu-min sheet, which is not lacking inmechanical strength, but is difficult tomaintain free from buckling, withconsequent side wobble. It has,therefore, been increased in thicknessto 14-gauge or 3/32 in. A. J. Reevesof Birmingham supply castings for
dex drilling
Right: The valveoperating g e a r
22 MARCH 1956
the frames, which come out thickerstill but do not look at all clumsy orout of proportion.
If sheet metal is used. four platesmay be clamped together and, aftercarefully marking out the top plate,they may be cut out all at once witha fretsaw or jigsaw. I found thesimple jigsaw attachment for thelathe which was described in MODELENGINEER a few years ago (blueprintsfor this are still available) a great time-saver for this job. A more elaborateprecision jigsaw has been describedby Duplex and attachments forelectric power tools can also beobtained.
Finishing the framesWhether the frames are cut out or
made from castings it is desirablenext to set them up on the faceplatefor boring the centre and turning upthe outer rim A wooden backingplate, bolted to the faceplate, may beused to support the frame which maybe attached to it by wood screws andwashers. At the same setting, the
477 MODEL ENGINEER

Turning and parting off the tie-bars
position of the holes for fixing thecross members or tie bars may beaccurately located with the aid ofindexing gear on the lathe headstock.It is, of course, most important toensure that these holes are equallyspaced, and on the same radial pitchline, to produce a true frame assembly.
If a milling spindle is available,the holes may be spotted with thecentre drill, and also drilled 3/16 in.dia. at the same setting and those whoare prepared to take the trouble mayfurther improve the accuracy of theframes by milling the arcs of the innerand outer rims and the sides of thespokes. This was not found necessarywith the cast frames supplied byMessrs. Reeves, which were very cleanand accurate; neither were the facesrough enough to need skimming,except in the centre, where a raisedboss is provided.
Machining the hubOne side of the frame was faced
flush with the rest of the frame, butthe other was left about 1/16 in. proud,as a little extra thickness of seatingis an advantage, though it is notpossible when cut-out plate frames areused. The eight holes for the hubfixing screws are also located, and ifpossible drilled, while set up on thefaceplate.
It is possible to machine the huball over from bar material at onesetting and part off all complete, butif a casting is used, or it is desiredto work on the ends separately toassist fitting to the frame seatings, thecentre hole should be bored and atrue-running mandrel used to mountthe hub for the second operation.The fit in the frames should be goodto ensure true register and concentrictruth of the hub seatings is essential.
The. bore should be a wringing fiton the extension shaft (or crankshaft)
M O D E L E N G I N E E R
Facing and turning the hub seating on the stub mandrel
and a 1/8 in. cross hole is drilled-throughthe hub and shaft to take the drivingpin, at an angle which will allowaccess to it when the wheel is as-sembled. This hole may be eitherparallel or taper, but in either casethe pin should be well fitted and itshould be of aluminium or brass, sothat it will shear in the event of thepaddle wheel meeting an obstruction,and thus avoid damage to the engines.The holes for the fixing screws in thehub flanges can be spotted throughfrom the frames, drilled and tappedfor 8 B.A. or 3/32in. countersunkscrews.
Making the tie-barsThe tie-bars are made in a similar
way to the hub, and it is most im-portant that they should be exactlythe same length between shouldersand fit neatly between the frameswhen these are assembled on the hub.It may be found desirable to spot-face the insides of the lugs on theframes to provide a true seating forthe tie-bars but, if so, be sure thatthe cutter finishes at the same depthin each case (a limit stop for the feedof the cutter spindle will ensure this)and that due allowance is made forany discrepancy between this leveland that of the face which fits againstthe hub flange.
Hollow tie-barsIf desired, the tie-bars may be made
hollow, to take a long spindle forminga pivot for both ends of the paddlelugs, but I have considered it betterto make the bars solid for maximumstrength and pivot the paddles onshort set screws in the ends of thebars. It will be seen that the tappedholes are countersunk at an angle of60 deg. at the mouth to facilitatefixing them by riveting to the frames.These bars were turned in the chuck,
478
with tailstock support, but alter-natively may be turned betweencentres, the drilling and counter-sinking being done first. The distancebetween the-shoulders can be accur-ately measured by means of a slidegauge.
Having ascertained that the frameassembly will go nicely together withno tendency for it to distort or springout of truth, the ends of the tie-barscan be riveted over. In order toavoid damage to the tapped holes,this can best be done by using apunch and dolly, both having endspointed to a less acute angle than thecountersunk holes. The dolly is heldvertically in the vice and the end ofthe bar placed over it.
Removing burrsA few judicious blows with the
punch in the open end will then closedown end expand it in the lug andthe flat face of the hammer is thenused to spread and flatten it further.Do not overdo this o eration or theremay be a risk of sp ittmg the lug ofthe frame-no difficulty will be foundin fixing the tie-bars quite firmlywithout excessive brute force. Anypossible burr in the threads should beremoved by running the tap into themagain before attempting to fit thescrews.
It may be found desirable to reducethe riveted faces to give workingclearance for the lugs of the paddleswhen these come to be assembled.A small piloted cutter is best for thispurpose, but filing is satisfactory ifcare is taken to keen the faces auitelevel. Note that the’frames are right-and left-handed, so that the tie-bar.lugs line up when assembled.
T h e next instalment in this serialwill be on April 5, when the constructionof the paddles and brackets will bedescribed
22 MARCH 1956

Constructionand assembly ofpaddle wheelsConstruction of the paddle brackets anda method of annealing duralumin aredescribed by EDGAR T. WESTBURY
THERE is a good deal ofrepetition work in makingthe set of sixteen paddles
or “ floats,” and it is worth whileto make up one or two simpletools to facilitate production, andalso, what is more important, toensure exact uniformity.
First of all, 16 flat plates of 16-gaugesheet duralumin (not soft aluminiumas used for panel-beating) are cut out,2-5/8 in. long by 1-1/16 in. wide, plus aslight allowance for cleaning up theedges all round.
One of these is carefully markedout and drilled with three holes3/32 in. dia. for the rivets, and thismay be used as a jig for the rest ofthe plates. It is advisable to markit so. that it does not get mixed upwith others, as it is possible that slighterrors due to drill clearance maybecome cumulative if this precautionis not observed.
It is also inadvisable to stack anumber of plates together and drillthem all at once, because the drillmay run appreciably out of its setpath in deep drilling. A completeset of plates can, however, be stacked,with dowels or bolts through theholes, for trimming the edges.
Camber on platesTo form the camber on the plates,
a simple press tool may be used. Theone shown in the photographs ismade from two pieces of hardwood(obtained from printers’ block mounts)with the faces shaped to correspondingconvex and concave curves, and fittedwith aligning dowels made from wirenails to locate the relative positionsof the blocks and the plate placedbetween them.
The slight bend can be formedwithout the need for annealing theduralumin, but owing to its elasticity
Top: Use of strip-metal jig for locating holes in brackets
it will spring back to a flatter curvethan the blocks when released so itwill be necessary to increase thecurvature of the latter. About 1/8 incamber in the width of the block(1-3/8 in.) was found suitable.
The notching of the top edges ofthe plates was carried out by stackinga set of plates between the blocksand clamping the lot to the sideof an angle plate on the lathe crossslide.
Packing was used to adjust theheight in relation to the diameterof the slotting cutter used, and bytraversing the slide from back tofront, grooves were cut simultaneouslyin the wood and metal. When thesecond set of blades was set up thegrooves in the wood formed a usefullguide to the location of the notches.
Incidentally, the paddles as origin-ally designed did not have notchededges, but it was found that therewas a risk they might foul the inside
Right: Details of paddles and brackets which support them
Below: The articulated rod may be of brass or duralumin
I ’ *
ARTICULATED ROD- _14 OFF BRASS OR DURAL
MODEL ENGINEER
PADDLES 16 O F F
562
BRASS OR DURAL
5 APRIL 19:

7 HOLES TAPPED 6 B.A.
M A S T E R R O D2 OFF BRASS OR DURAL
of the rims of the frames with fullfeathering action, so they were notchedto clear them.
The brackets for attachment to theback of the paddles are next dealtwith;, as will be seen, these are bentat right angles at each end toform a long and a short lug, re-spectively.
In bent work of this nature it isusual to show a development drawingto enable the metal to be cut tofinished shape before bending, but Ihave not considered this desirable asthe amount of stretch produced inthe bend is difficult to estimateaccurately. It is better to bend stripsof 1/2 in. wide material of ample lengthand finish them off afterwards toexact shape and length.
The rivet holes are first drilled tomatch those in the paddles. The“ master ” plate is used as a jig forthe first strip, which in its turnis used as a jig for all the remainingstrips.
Curvature of blocks A press tool is again used for the
bending operation. As the ends ofthe strips have to be turned at asharp right angle, and wood is nothard enough to withstand this, steelblocks 1/2 in. wide were used, withcurved faces as in the former example.But the curvature needs to be still‘more exaggerated, as it is niostimportant that the surfaces should fitclosely when the brackets are rivetedto the blades.
A slight radius is formed at the ends
of the concave block to assist inproducing neat bends without riskof cracking the strip at these points;the length of the block must ofcourse be equal to the distance overthe ends of the tie-rods, after thesehave been riveted in the frames.
Annealing in home workshopIt is inadvisable to attempt right-
angle bends in duralumin withoutannealing, and this calls for some careas the annealing temperature of allaluminium alloys is rather critical,and on no account must they be over-heated. The accepted method ofheating, in industrial practice, is bymeans of a salt bath, using chemicalswhich have a fusion point at aboutthe right temperature.
This method is not normally avail-able in the home workshop, butfortunately there is a simple substitutewhich serves the purpose reasonablywell. The carbonisation temperatureof certain organic substances, suchas domestic soap, is just about rightfor annealing duralumin, so it is onlynecessary to rub a dry bar of soapon the surface, heat uniformly fromthe underside till the soap smearturns quite black, and quench im-mediately in cold water.
Do not leaveThe bending or forming operations
should be carried out as soon aspossible after annealing, as this alloyage-hardens within a few hours. Onno account should it be left till nextday.
The vice is again used to press thestrips to the required cross-curvature,and while it is under pressure thelugs are bent over at each end to lieflush with the square ends of the block.Use as few hammer blows as possiblein the bending operation, to avoidexcessive stretching and stressing ofthe metal; the shape is then as shownon the right of the illustration on theprevious page.
Riveting the bracketsIt is most important that the pivot
holes in the lugs should be accuratelylocated, and a simple method ofensuring this is to make up a jig ofstrip steel, bent over the steel blocksand the brackets. Note that to ensureadequate guidance for the drill threeguide bushes are provided, solderedinto the strip. Also it has side lugsembracing the steel block to assistaccurate location.
The assembly is again held firmlyin the vice while the holes are drilled.The hole in the end of the long lugis afterwards tapped 6B.A., and theother two opened out and reamed“ in line,” 1/8 in. dia. Finally, thesides of the lugs are filed to shape,and to assist in getting them uniformand shapely a piece of steel of suitableshape may be clamped to the insidesurface and used as a filing guide(as shown in the centre example ofthe three brackets), the finishedbracket being seen on the right.
Connecting rodsWhen riveted to the paddles, care
should be taken to arrange the rel-ative location of the parts so as toproduce one right-hand and one lcft-hand set, each of eight paddles. Therivets are finished flush with the con-cave face of the paddle, and the snapheads should not be too large ordeep. When finished, the bracketsshould just straddle the ends of thetie-bars, with working clearance sothat they will swivel quite freely onthe pivots.
The swivelling motion of the paddlesis controlled by a set of radial arti-culated rods about a fixed-centreeccentric to that of the main paddleshaft axis. This centre in most
Plan at the top gives the dimensions of the master rod and positions of the radial holes. Below, left, shows the completeset of parts for one paddle wheel. Alongside are details of the pivot screws which may be made of brass or stainless steel
5 APRIL 1956 563
I i A.F I I’
‘32 OFF 30 OFF
PIVOT SCREWS BRASS OR STAINLESS STEEL
MODEL ENGINEER

a shouldered bush is riveted into the
P O W E R B Y P A D D L E S . . . .
hub centre.There are no less than 62 pivot
screws in the two paddle wheels and,as they have to be shouldered to forma bearing surface of set length,standard screws cannot be used. The. . . . .
paddle steamers takes the form of astub axle attached to the inner faceof the sponson beam, located to theforward side by an amount determinedby the required angle of featheringaction.
It might be considered better, inthe interests of compact and self-contained design, to arrange- thecontrol mechanism on the inboardside of the paddle wheel, and this ispracticable up to a certain point,but it would call for the use of a large,fixed eccentric embracing the paddleshaft bearing. It also involves certaindifficulties in the geometry of thesystem, which very much restrict itspossible application.
Varying feathering actionThe outboard location of the mecha-
nism is much simpler in practiceand, moreover, it is very easy to shiftthe eccentric axle to vary the featheringangle or phase, should this be founddesirable. In the present example, theaxle is located on the horizontal lineof the paddle shaft, and up to amaximum distance of 7/16 in. forwardof it.
The rod system consists of onecontrol or “ master” rod and sevenarticulated rods pivoted on the hubof this rod, as near as practicable toits centre,. which engages the fixedaxle. This arrangement is identicalin principle with the svstem of con-necting rods usually employed i nradial aircraft engines, being the best
practical alternative to the cumber-some arrangement of a number ofrods all of which pivot from themain centre.
Unfortunately it introduces certainerrors in geometry, due to the offsetof the pivot centres of the articulatedrods, but these are not too seriousif they are kept as close as possibleto the master rod’s centre.
Locating articulated rodsAs the drawing shows, the full
double-set of fourteen articulated rodsand two master rods is cut from16-gauge duralumin sheet, and arecranked slightly to avoid the systemfouling the hub or shaft of the paddlewheel. As the articulated rods arelocated on the outside of the masterrod, they are offset to a greater extent,equal to the thickness of the metal,and in all cases it is desirable to carryout the bending before drilling thepivot holes; again, the use of simplejigs is helpful to ensure absoluteuniformity.
Errors in the length between pivot-centres affect the angle of the paddles,producing forward or backward rakeaccording to whether it is too shortor too long. Annealing of the rodsshould not be necessary for the veryslight bends. All pivot hoIes in thearticulated rods, and outer ends ofthe master rods, should be reamedQin. dia. The seven holes in thehub of the latter are tapped 6 B.A.,dead square with the hub face, and
machining or these may be considereda rather tedious operation, but it ispossible to simplify things by adoptionof efficient methods, using the indicesof the lathe slides for measurementor setting limit stops; in this respect,the recent articles on making sockethead screws, by Martin Cleeve, givesome useful hints. A tailstock dieholder, with a good quality 6 B.A. die,will enable the threads to be cutaccurately.
Assembling paddlesIt is necessary to limit the size of
the screw heads, at least in the caseof the screws in the hub of the masterrod where little room can be allowedfor them, and a tubular box spanneris a necessity.
Assembly of the paddle wheelsshould be quite straightforward ifessential dimensions have been adheredto. It is possible that the joints maybe found a little tight, and if so, thewheels may be set up in the lathe andan eccentric pin set up in the toolpost,so that the system may be thoroughlyrun in at a moderate speed, usingplenty of oil on all pivots.
No detail drawing of the fixedeccentric axle is shown, as its methodof attachment to the sponson beammay be arranged as desired. Generallya 1/8in. stainless-steel pin fixed in aflange about 3/4in. dia., and attachedto the beam by wood screws, willbe quite satisfactory.
l To be continued.
MODEL ENGINEER
Left: Paddle bracket in various stages of production
Below: Press tools for forming paddle-plates and brackets,showing the several components of which they are comprised
5 APRIL 1956564

By E. T. WESTBURY
Construction of screw-operated
REVERSINGGEAR
Above: The reversinggear when completed
IT HAS already been explainedthat the reversing gear on full-size marine engines is usually
power-operated, and though it isby no means impossible to equipa model in the same way, handoperation is simpler and may bemore convenient for the practicalnavigation of the boat in whichthe engines are installed.
The reversing gear illustrated here,therefore ,is purely a “uti l i ty”device, and while bearing a generalresemblance to the hand gear fittedin some kinds of small craft, it is notmade to any particular scale; it isintended to be located in any suitableposition on the boat, where it isreadily accessible for operation with-out being conspicuous.
The frame or standard is fabricatedfrom mild-steel or duralumin, nocastings being at present available;however, its construction is a verysimple matter, and this method willbe preferred in many cases, especiallyif any modification to the means of
MODEL ENGINEER
mounting it in the hull is founddesirable. Some constructors maywish to adapt the design to suit othertypes of engine, or possibly to produceit in a smaller size, which is quitepracticable, though anyone who hashad experience of running engines willknow that the manipulation of verytiny controls is a finicky businessunless one has “ scale model ” fingers.
In the original design, lightermaterial than that specified here wasused for the frame,, but it is desirableto stiffen it, especially if light alloyis employed for construction .Thecutaway is, of course, for the purposeof reducing weight and may be modi-fied if desired; further lighteningmight be obtained by cutting a hori-zontal slot between the. bearings at acentre distance of 1/2 in. from the topof the frame. Thi s slot would servea useful purpose if, for any reason, itshould be desired to fit the pivot screwand reach rod at the back of thetraversing nut instead of at the front.
Before riveting on the angle stripat the base, it should be tested for
652
Left: Layout of thereversing gear
Top right: Details of thetraversing and pivoting screws
truth, as commercial angle sectionmaterial is often somewhatt inaccurateand it is essential that the foot shouldbed truly on the frame exactly atright angles. On no account shouldsoft aluminium angle or sheet materialbe used for making the standard.
Bronze is specified for the bear-ings as its durability and anti-friction properties are much superiorto those of ordinary brass, though thelatter can be used, or even duraluminif desired.
It is most essential that the twoholes in each bearing block should beexactly aligned and the best way toensure this is to sweat the pair to-gether, mount them square with thelathe axis on an angle plate clampedto the face plate, and set each hole inturn exactly central by moving theangle plate. Do not unclamp thework between the two operations.
This is a much more accuratemethod than using a drilling machine,however good the latter may be . Asthe traversing nut has similarly-spaced holes it may with advantage
19 APRIL 1956

be sweated to the other. two blocksand drilled at the same setting. Theholes should be drilled undersize,then finished with a reamer or D-bitto ensure accuracy and smooth finishin the bore.
A dead straight 3/16 in. rod of mild-steelor’ silver-steel is used for the guidebar and it may be used also to lineup the bearings when locating themon the frames, where they may beclamped in position for spotting thefixing screw holes.
Traversing screw and nutCutting the two-start thread for
this screw may be considered adifficult operation by the inexperiencedconstructor, but it is quite straight-forward if correct methods are used.It is a great help to obtain a pieceof good quality free-cutting steel,as there is a wide variation in theproperties of materials embraced bythe term “ mild-steel ” and somevarieties make screwcutting a pleasurewhile others make it an ordeal.
It will be found convenient to holdthe steel rod in the chuck, with tail-stock support at the outer end, as allessential operations can be carried
‘out at one setting, but in some casesit may be found more convenientto turn it between centres as this hassome advantages, particularly in re-spect of screwcutting, as will beexplained later.
It will be necessary to leave a littleextra length on the outer end of theshaft so that the supporting centrecan be turned away afterwards, andthis should also be observed if thesteel is cut off and centre-drilled ateach end for mounting betweencentres. As an alternative, however,the end could be turned down to size,
19 APRIL 1956
bevelled off at an angle of 60 deg.and supported in a hollow centre.
Unless it is possible to chuck thework dead truly, it should be oversizeto allow for turning down to the outerdiameter of the thread. The 1/4 in.dia. ends which form the journalsshould be smooth and parallel, butmay be left about a thou. or so on thetight side for lapping or otherwisefinishing to fit the bearings onassembly.
For screwcutting, the change wheelsare set up to cut eight threads perinch, which in the case of mostpopular makes of small lathes (exceptthe 4 in. Drummond) means gear-ing the leadscrew to the same speed asthe mandrel.
In order to cut two starts, somemeans must be provided of enablingan exact half-turn of the mandrelto be made without upsetting themeshing of other gears. The usualmethod of cutting multi-start threadsis to use a wheel on the mandrelhaving a number of teeth divisibleby the number of starts, and to markthe teeth clearly so that the wheel canbe indexed in the same number ofpositions-in this case, two, whichmeans that diametrically-oppositeteeth arc marked.
Setting up change wheelsWhen the gear train is set up, the
mandrel is turned to bring one ofthe marks opposite a tooth space onthe idler or intermediate wheel meshingwith it, and the latter is then markedto match. At the same time themeshing of the intermediate wheelwith the next in the train is similarlymarked.
After one of the starts has been cutthe mandrel can then be indexed by
653
slipping the marked idler out of mesh,turning the mandrel so that the nextposition in the wheel lines up, andremeshing the intermediate gear withboth sets of marks exactly in line.
In cases where the work can bemachined between centres it is possibleto use an alternative and perhapsmore reliable method of indexing byusing some means of driving the workwhich incorporates provision for mov-ing it through the exact angle required.
For a two-start thread, a drivingplate with two diametrically-opposedpins may be used. Many otherdevices, including special carriers withequally-spaced slots to engage thepin, have been used; in all cases theessential thing is the ability to indexthe work through exactly the requiredangle between starts, and any methodwhich ensures this positively andexactly is satisfactory.
The screwcutting tool must beground accurately, with front andside clearance of five to six degrees,and from 15 to 20 deg. top rake. Itmust be exactly 1/16 in. wide, forthough it is practicable to use a
Above: First phase in screwcutting;note adjustment of the tool holder
Below : Cutting the second start

I recommend running the lathe onthe middle back-gear speed. A slightburr will be raised on the edges ofthe threads, and this must be removedwith a fine file run freely along thescrew at an angle of about 45 deg.
f Power by paddles $
narrower tool and widen the groovesubsequently by side cuts, this corn--.plicates the operation, especially whenthe thread has more than one start .It is also necessary to allow for thelead angle of the thread, which isfairly -considerable, and it is a greatadvantage if the tool or its holderincorporates some means of adjustingthis angle.
In the M.E. workshop we are luckyenough to possess an old tool holderof unknown origin which not onlyhas this provision but also has agraduated angle index (this is seenin the photographs). I have, however,often obtained the desired adjustmentby using a tool made from roundsilver-steel rod held in a split holderas commonly used for boring tools.
T h e screwcutting operation itselfshould be plain sailing if the tool iskeen and set right and kept welllubricated with a suitable cutting oilor emulsion (I prefer the latter).With eight t .p.i. , the clasp nut orclutch will “ pick up ” anywhere ,so no fear need be felt about the riskof double-tracking; and with clearanceat both ends of the thread, run-outdifficulties are also eliminated.
HANDWHEEL ) BR*55
Dimensions of the hnndwheel
It is immaterial whether the threadis right or left-handed, but the formeris probably the more convenient tocut. The depth should be scarcelyshort of marking the journals-thisposition can be ascertained beforestarting the cut and the figure on thecross-slide index carefully noted. Donot try to rush things by taking toogreedy a cut, as this will only causerisk of breaking or straining the toolpoint. Final cuts should be not m o r ethan a thou. at a time; one startshould be completed before startingthe second.
For adequate control of operations
MODEL ENGINEER
After the screwcutting operationsit remains to turn down the end forscrewing 4 B.A.-which may be donein the chuck if reasonably true-and square the journal extension bymilling or filing. For the latter opera-tion it is advisable to fit a temporarybush or ferrule 3/8 in. long on the shaftto avoid risk of damaging the journalsurface should the file slip; this willalso assist in producing a neat shoulderon the square.
Internal tapTo produce the internal thread in
the nut, a tap was used. This was notbecause the screwcutting operationitself was shirked, but because it wasextremely difficult to get a sufficientlyrigid internal tool into a hole as smallas 1/4 in. and also enable 1/16 in. depthof cut to be obtained.
It is not proposed to describe themaking of the tap in detail, thoughthis may be done later, if there is ademand for it. For the present, itmay be said that it was made of mild-steel and case-hardened; the lengthof thread was about 6 in.. with a longgradual taper, and the tips of thethreads were backed off. The screw-cutting was done in the same way asdescribed for the traversing screw,and with the same tool.
The bronze nut, previously drilledat the same set-up as the bearings,was re-chucked in the four-jaw chuckwith a piece of 1/4 in. rod in the holeso that its truth could be accuratelychecked. It was then bored out toabout five thou. oversize to ensurethat it would have a slight internalclearance over the root of the malethread. When the tap was broughtinto action in the tailstock chuck itwent through the nut like a mousethrough a slab of cheese and theresultant fit on the screw was im-mediately satisfactory without anyfitting or faking.
Method of forming spokesA casting would save time in making
the handwheel, bu t the exampleshown was made from a brass blank,with the boss silver-soldered in. Theturning operations are straightforwardbut the method of forming the foulspokes by milling may be of interestto readcrs who arc faced wi th theproblem of making similar wheelsfrom the solid.
This was done by setting up themilling spindle on the vertical slideparallel to the lathe axis. The cutterwas a tin. single-point D-bit of silver-steel, running at about 4,000 r.p.m.;
654
Milling out recess of hand-wheel to form the spokes
it was set at a centre height of 5/32 in.above the lathe axis so that with thecutter radius of 1/16 in. the bottom ofthe cut was 3/32in. above the workcentre, thus producing spokes 3/16 in.wide.
After making four slots, indexedeach at 90 deg., across the recessedface of the disc, both on the nearand far side of the boss, the arcsforming the inner rim were milledout by turning the chuck slowly byhand , t ak ing care to con t ro l themovement in case of the cut te rsnatching and “ taking charge.”
Assembling the gearThe internal square was cut by a
slotting operation in the lathe, usinga diamond-point cutter, traversedend-on by the rack handwheel, andtaking about two-thou. depth of cutat a time. This resulted in a cleanand exact square and it was completedin much less time and more accuratelythan would have been the case withhand filing.
When assembl ing the revers inggear the bearings should be placed onthe screw and their contact facestested for truth by laying the assemblyon a surface plate; any necessarycorrection can be made by filing andscraping to ensure that they lay flatagainst the frame and do not bind onthe journals when the fixing screwsare tightened.
The face of the t ravers ing nutshould have a slight clearance overthe frame, as it is kept in line by theguide bar. To locate the latter andkeep it in place, dimples or notchesmay be made to take the ends of thetwo fixing screws-but be sure thatthe latter pull up tightly on the framebefore bottoming against the bar.
The step collars are simply sleevesmade a push fit over the traversingscrew rind their length will be deter-mined by the travel required when thecomplete rcvcrsing sys tem is f i t tedup. No details are given of theseitems as their design and dimensionswill be influenced by individual con-d i t i o n s o f installation.
19 APRIL 1956

IN MARINE ENGINE practice it iscustomary to drive some ofthe auxiliary machinery from
the main engines, either by cranksor eccentrics from the crankshaft,or by rocking levers from thecrossheads. Full-size paddle en-gines, which are invariably of thecondensing type, would almostcertainly be equipped with an airpump driven in this way, andprobably a feed pump and a fireand bilge pump as well.
No provision is made in this set ofengines for condensing the exhauststeam (though this does not precludethe possibility of adding a condenser)and, therefore, it is not necessary tofit an air pump; but a feed pump, atleast, is a desirable accessory, asautomatic replenishment of feedwatergreatly simplifies the management ofthe plant when under way. As tothe fire and bilge pump, this also isan optional fitting, but I am of theopinion that neither spray nor hullleakage should be sufficient to warrantcontinuous operation of such a pumpand a simple bilge ejector is a muchmore effective means of baling whenthis becomes really necessary.
I have already mentioned that a
Right: This shows thefeed pump with eccen-tric strap detached
Below: Sectional viewsof the water feed pump
FEED PUMP fCONSTRUCTION f
DEL ENGINEER 724
feed pump can be very convenientlylocated in the centre of the enginesand driven from an eccentric fitted inplace of the normal flange coupling.In the original design I employed apump with a vertical plunger, whichwas quite satisfactory in itself, butI overlooked the fact that to operatethis directly some alteration wouldhave to be made either to its connect-ing rod or to the centre tie-rod betweenthe frames, which in the words of thegipsy’s warning “ cross its path.”This does not present any insurmount-able difficulty, but I decided to re-design the pump, using an obliqueplunger barrel, which not only clearsthe tie rod by a wide margin but isalso more easily accessible.
The pump displacement has beenestimated on the basis of experience
3 MAY 1956

with other steam plants as beingsuitable for the normal working ofthe engines under load at a workingpressure of about 50 lb. per sq. in.I may mention that I am often askedto calculate the feed pump displace-ment, or supply a formula for doingso, to suit various sizes of engines;but I would like to state here and nowthat there is no solid basis for suchcalculation unless every item in theworking conditions and characteristicsof the engine is known exactly-whichit rarely is.
An engine of a given size or powermay vary widely in its demands forsteam and water, according to whetherit runs faster or slower, with lighteror heavier torque, and with wet ordry steam. A high-pressure engine willuse less water than one developing thesame power at low pressure, andminor changes in valve setting canalso make varying demands on waterconsumption. In the circumstances,no pump can be guaranteed to keepthe water level in the boiler exactlyconstant unless some form of auto-matic feed regulator is fitted, as itusually is in a full-size plant.
For model plants it is customaryto estimate requirements on the liberal
side and provide some means oflimiting actual feed supply either bymaking the stroke of the pump adjust-able or by fitting a bypass valve in thedelivery line to allow of spilling theexcess water overboard or back to thesuction side of the pump. Neither ofthese methods gives truly automaticfeed control but they work reasonablywell within the margins required forruns of a few minutes’ duration, afterwhich it may be found necessary eitherto make up feed with a hand or“ donkey ” pump or blow downexcess water to restore the normalworking level.
The pump shown in the drawingsis of a fairly orthodox solid-plungertype, as used in many small steamplants, though its detail design isoriginal, and it is specially suited forits particular purpose. Ball valvesare used for suction and delivery,as most constructors prefer these forease of fitting, but it is possible byminor modification of the valvehousings to use lift valves of a typemore in keeping with full-size practice.
The pump shown in the pictureswas fabricated from bronze and brassstock material by silver soldering, butit is expected that castings will be
available. In either form of construc-tion, however, machining methodsmay be much the same. It is advisablefirst to true up the underside of thebaseplate, either by filing or machining,so that it will stand on a flat surfacewithout rocking; if desired the centreportion can be recessed to relieve it.The edges of the base may be truedand the holes for holding down boltsdrilled, as they will be found usefulfor subsequent mounting operations.
A block of metal or hardwoodshould now be made, having front andrear faces at 30 degrees to each otherand being truly flat. The base of thepump body is secured to this so as toenable the barrel to be located exactlyperpendicular when mounted on thelathe faceplate. After centring thebarrel as accurately as possible theflange is faced, centre-drilled, drilledand counterbored.
In plunger-type pumps the bore ofthe barrel does not necessarily haveto be finished to a high degree ofaccuracy as the gland packing providesthe plunger seal; in fact, it is usualto chamber out the barrel below thegland to minimise the risk of scoringor seizure if grit should get into thepump. This is not easy to carry out
-t I,
5/l 6
-t_
I/s”_~1 -
PUMP BODY 1 OFF BRONZE
Dimensions of the main components of the pump
VALVE HOUSINGS I OFF EACH BRONZE
3 M A Y 1 9 5 6 725 MODEL ENGINEER
t1

Power by paddler . . .
when the bore is very small and it isusual to bore it to the same diameterthroughout.
A reamer of the normal typecannot be used for finishing owingto the “lead ” or taper at the endwhich would cause the plunger tojam at the end of its stroke; but aD-bit is free from this objection andproduces a clean accurate finish.The counterbore should be exactlyconcentric with the bore, and itsbevel may be produced by the tip ofthe drill or by a special cutter.
The pump body is now mounteddirectly on the faceplate and set upfor facing, drilling and counterboringthe valve chamber, which should becarefully carried out to ensure that thesuction valve is properly seated. Itwill be seen that the face of the seating,and that of the delivery valve, is cutback to an angle of about 10 deg.beyond flat with the object of deterringforeign matter from lodging on theseating: this can easily be machinedby a D-bit ground to this angle.
For machining the suction unionthe body may now be mounted onan angle plate and set up on the face-plate to centre the boss. If desiredthe fitting may be modified, either bycounter-drilling and tapping this bossto screw in the union (take care tolimit the depth of the tapped hole soas not to run into the valve seating)or facing it flat to form a flange joint.
The passage from the valve chamberto the barrel can easily be drilled,approximately at right angles to thebore, by starting it with a smallcentre-drill in the angle of the stepof the chamber and opening out to1/8 in. dia.
The valve housings are fairlystraightforward turning jobs whichshould present little difficulty. It is agood idea to shape a length ofmaterial sufficient to make the twohousings, and also the gland whichis similar in external dimensions,and to hold this in the four-jawchuck for facing, drilling, etc., finallyparting off each piece in turn. I haveexplained in previous articles how tomachine approximately ellipticalflanges by eccentric turning.
The delivery valve housing should
3/l;: x 4 0TPI.\
ECCENTRIC STRAP ‘I”‘-I OFF BRON;E- PLUNGER- ~ I OFF
L, Td m - 4STAINLESS
,. TAPPED
PIVOT PIN
ECCENTRIC &AVE I OFF M.5.. I OFF M.S.-
Details of the eccentric sheave, strap and plunger
MODEL ENGINEER 726
be machined first at the top end toensure exact truth of the valve seatingand counterbore, after which it isparted off slightly less than 7/16in. inlength and mounted on a piloted pinmandrel for turning the under faceand spigot. While thus mounted thecross slots can be machined with asaw in the milling spindle.
A similar procedure may be adoptedfor the upper housing but in thiscase the screwed union may be heldin a tapped piece of stock for the“ second operation “-the union nut,while in process of production, willserve this purpose. Incidentally, Ihave used union joints on this pump,although they are not correct full-sizepractice, because they will generallybe found easier to manipulate in aworking installation than flange joints.
The gland is machined spigotoutwards to ensure that inside andoutside are concentric with each other.The stud holes in this and the valvehousings may with advantage bedrilled with the aid of the millingspindle to ensure accuracy of location.
As an alternative to stainless steel,hard bronze may be used for theplunger and a mild-steel fork tightlyscrewed on as shown, thus avoidingthe need for external machining ifthe finish is accurate. The preciselength of the plunger may be difficultto determine until assembly and itmay require slight adjustment either.by shortening the end or packing thepump base to provide only the bareminimum clearance at the bottom ofthe stroke so as to avoid dead space.
Eccentric sheave and strapIn making the pump illustrated the
barrel was drilled too deep and theplunger had to be lengthened, so inorder to avoid blanking off the passageto the valve chamber a flat wasmachined on the side of the plunger.This expedient can be avoided bylimiting the depth of the barrel, asshown in the detail drawings, to nomore than is necessary to line upwith the passage.
The eccentric sheave is made in thesame way as those of the valve gear,but it has a boss extended bothsides and an internal keyway to serveas a sleeve coupling for the two half-crankshafts. Its side location is fixedeither by short grub screws (noprojecting heads, please !) in thetapped holes shown, or by cross-pinning, which is the neater methodof the two. In the case of the spliteccentric strap also, similar methodsto those already described are appli-cable; the only difference, comparedwith the valve eccentric straps is thatthe rod is made integral with it forsimplicity, but this feature is optional.
l To be concluded on May 17
3 MAY 1956

It is necessary to meet i nd i -vidual preferences, to includeoptional features when planningmodel engines, says EDGAR T.WESTBURY in his final article
BEFORE DESCRIRING t h e f i na ldetails of installation thereare a few points about the
pump valves which need adding tothe previous article.
The pump valves should have aboutl/32 in. lift, and this can be adjustedif necessary by the thickness ofpacking used between the housingsor by skimming the flange faces.In the actual example, no packingmaterial except a smear of jointvarnish is used. To ensure tightseating of the valve the seatings werelightly burnished by means of a mild-steel rod, turned down at the end tofit the valve port, with a slight radiusin the shoulder. This was run in thelathe and applied with light pressureand plenty of oil to rub down thesharp corner of the seating and re-move any possible roughness.
Cotton lampwick impregnated withtallow is the best form of packingfor water-pump plungers, thoughgraphited asbestos is also permissible.The pump should be mounted on thefloor of the boat close up to the mainbearing soleplate so as to bring thecentre line of the barrel as closely aspossible into line with the crankshaftaxis.
Suiting individual requirementsOnly a few details remain to com-
plete the set of engines, and the natureof these may be varied to suit indivi-dual preference, or the requirementsof the particular installation. Forinstance, in the matter of cylinderlagging some constructors may preferto use blued steel as an alternativeto the teak or mahogany battensshown in the photographs; in eithercase this is only a covering for theactual heat insulating material whichmay be a layer of fat or asbestos inthe form of millboard or matting.
It may here be mentioned thatreally effective heat insulation is verydifficult to attain in small enginesowing to the rapid conduction of heatto the frame, and lagging on thecvlinder barrel is more a concessionto appearance than anything else.From the practical point of view it
MODEL ENGINEER
would be more effective to lag thesteam pipes from the boiler to thecylinders.
It has been suggested that theexhaust outlets from the cylindersshould be, on the underside to assistin clearing condensate when runningon wet steam. I have located themon the top of the cylinders for thesake of accessibility and an easylead-out to the boiler uptake when theengines are installed in a boat, butthis is optional and the undersideposition would of course be moreconvenient if any form of condenseris fitted.
So far as clearing condensate isconcerned, the only time this problemis likely to arise is when starting up,and if cylinder drains are fitted andthe cylinders are thoroughly warmedthrough before the engines are turnedthere is little risk of either a water-lock or a scalding geyser from theexhaust. The drains may be inter-connected, with an accessible opera-ting rod, as described for the Unicornmill engine, and pipes to enable thecondensate to be neatly led off to abilge tank are also well worth while.
I have not specified any definitemethods of lubricating the enginebearings, other than the usual-oilholes, as much will depend on theconditions of installation and thelength of time the engines are likelyto run continuously. Many smallengines have no provision for constantoil feed, but provided that the ritualof the oilcan at the commencementof each run is not neglected, they worksatisfactorily over the short oeriodnormally required.
Open marine engines of all kinds infull-size practice are nearly alwayslubricated by “ syphon ” type wickoilers, and there are often quite anumber of these which have to beattended to by the engineer’s mate, or“ greaser,” as he is usually called. Ihave devised a simple form of feedertank or “ gallery” with multiplewick tubes to feed the main bearings,crankheads and eccentrics. This ismounted over the bearings by up-rights of 3/8 in. by 3/32 in. brass strip
816
bent at the lower end at 20 deg. so asto fit the back of the hornblocks towhich they are attached by two screwsin each.
A hinged lid is fitted. and the oilspace is-divided into three compart-ments to avoid the tendency to spillingif the ship should roll or list. It ishardly possible to ensure that the oildrips exactly into the bearing oil holeevery time and in every case, even ifwipers are fitted, but most of it doesfind its way into the bearings in onedevious way or another. I have notgiven detail drawings of this optionalfitting, but the photograph givessufficient information for practicalpurposes. Either a displacementlubricator or a ratchet-operated pumpmay be fitted for internal cvlinderlubrication if desired.
One question which inevitably ariseswhen installing the engines in a hullis how to line up the apertures for thepaddle shafts to pass through andprevent the entry- of water a t thispoint. The problem has been dealtwith in various ways by constructors,and some of the methods employedhave been highly elaborate, but Iam a great believer in simplicity andthe method I suggest is very easyand applicable either to wooden ormetal hulls.
Removal for servicingIt is first essential to determine the
location of the engines in the hulland to ensure that they can be firmlyheld in place by bolts or screwsthrough the two baseplates in access-ible places so that the entire assemblycan be removed en bloc for servicing.Take care that no distortion of theframes is caused when the engines are
The crankshafts are removed andin their place a spear-point drill madefrom Bin. dia. silver-steel is fitted tothe bearings; it should be long enoughto pass through all four bearings withthe point making contact with theinner wall of the hull. It will nowbe possible, by fitting a pulley to thedrill and rigging a simple means ofpressing it endwise from the other
17 MAY 1956

side, to “ line-bore ” the hull exactlyin the right place, after which it isturned end-for-end and the operationis repeated.
;
In the absence of other availablemeans of driving the drill, a length of
I round belt may be used on the pulleyI
!1
in the same way as for starting anis.. ‘engine. A spring fitted betweenthe pulley and the adjacent bearing willsupply end pressure.
A hole bored dead to size in thisway in a wooden hull will usuallyavoid the need for using any kind ofgland to exclude water, but withmetal hulls it may be advisable to
union of the pump directly to a sea-cock, or other form of inlet to thehull, with or without a filter screen.A much more satisfactory method isto fit an open well in the bottom of thehull, such as a round tube about 1-1/2 in.dia., extending well above the waterline and with a grid at the base, flushwith the outside of the hull, andslotted longitudinally to the hull, sothat any foreign matter coming incontact with it can slide off.
A cap may be fitted to the top of thewell but it should be vented to theatmosphere, and it may be used tocarry a filter screen so that the latter
Top, left: Oil gallery with hinged lid raised to show internal wick tubes
Above; A set of cast frames in light alloy made by Messrs. A. J. Reeves
enlarge the hole slightly to avoidscoring, in which case a very simpleseal can be provided by a soft leatherwasher kept pressed against the outsideof the hull by a light spring at theback of the paddle wheel hub.
In cases where it is possible to cuta slot in the hull to enable the com-plete assembly of engines and paddlesto be dropped into place,. somewhatdifferent arrangements will be neces-sary, and a split bearing of hardwoodor laminated bakelite, such as Tufnol,may be used but the line-boringmethod is still applicable to ensurecorrect location and alignment.
is capable of being easily lifted out forinspection or cleaning while the boatis in the water. The suction pipeof the pump is connected to the well.on the right side of the filter, of course:This form of inlet enables air, whichmay be taken in as a result of thedisturbance of the water by the hull,to escape freely instead of beingsucked into the pump, besides beingless easily fouled by solid matter thanthe direct inlet.
It will be necessary to provide awater inlet in the hull to supply thefeed pump, unless feed tanks arecarried on board, which may benecessary if the boat navigates onsalt water. On the strength of my ownexperience and that of many otherswho run power boats, I do notrecommend connecting the suction
Reversing connections cannot bespecified or drawn in detail as theydepend on the location of the re-versing screw, and if the latter is onthe upper deck it may be foundnecessary to connect it to the weighshaft by way of the vertical or obliquereach rod and a bell crank lever, theposition of the weigh shaft arm beingarranged to suit. In all cases the arcof movement of any pivoted leversshould be as near symmetrical aspossible, to ensure that the movement
1 7 MAY 1956 817
of the links bears a proportionalrelation to the traverse of the screw;this is a matter of elementary geometry.
When the connections are fitted,stop collars should be made to fiton the screw of such a length thatthey limit the travel of the links,allowing working clearance for thedie blocks at each end. Unless thisprecaution is observed it is possibleto set up excessive stresses in thewhole of the reversing gear systemby jamming the link ends hard againstthe die blocks.
I can assure prospective builders thatthis set of engines, in the course ofarduous bench tests, has behaved verywell; they are powerful and economicalin steam consumption and thoughdesigned to run mostly in full gear,are capable of being linked up toabout one-third link travel on lightload. The designed pressure of50 p.s.i. appears ample for the dutyexpected of the engines, and they willstart up with the pointer of thepressure gauge barely off the pin.
My policy of making the designadaptable, and introducing optionalfeatures, seems to have been found alittle confusing by at least one readerwho thinks it would be better ifengine desighs were as fixed and im-mutable as the laws of the Medes andPersians_; that “ permissible modifica-tions ” indicate mere vacillation andlack of confidence on the part of thedesigner. I am, however, quite un-repentant about this, long experiencehas shown me that the preferences ofindividual constructors have to becatered for, no less than the condi-tions in the application of the engines.
Would our objecting friend likemodel engineers to turn out engineslooking as much alike as a lot ofmotor cars straight off the assemblyline ? I have nothing whatever againstmass production in-its proper place,which is in the factory turning outgoods economically but stereotypeduniformity is the last thing I want tosee in model engineering.
Though castings and parts werementioned in the first article in thisseries, I am repeating the informationthat these supplies are catered for byMessrs. A. J. Reeves Ltd., of Birming-ham, as I have received many queriesfrom readers about it. Certain of thestructural parts which were originallyspecified as made of mild-steel orother stock materials are now avail-able as castings in aluminium, whichis quite suitable.
For ready identification of theengine design, I am giving it thename “ Neptune,” and it is hopedthat fully detailed blueprints will beavailable to constructors in the nearfuture. A suitable boiler is the TridentMark I internal flue type, drawings forwhich are already obtainable. q
MODEL ENGINEER