Embed Size (px)
Citation preview

Graune Thielert WenzlLOGO Practical Training
LOGO Practical Training
by Uwe Graune Mike Thielert and Ludwig Wenzl
Publicis Publishing
Bibliographic information published by the Deutsche Nationalbibliothek
The Deutsche Nationalbibliothek lists this publication in the Deutsche Nationalbibliografie detailed bibliographic data are available in the Internet at httpdnbd-nbde
The authors translator and publisher have taken great care with all texts and illustrations in this book Nevertheless errors can never be completely avoided The publisher authors and translator accept no liability regardless of legal basis Designations used in this book may be trademarks whose use by third parties for their own purposes could violate the rights of the owners
wwwpublicisdebooks
ISBN 978-3-89578-338-8
Editor Siemens Aktiengesellschaft Berlin and Munich Publisher Publicis Publishing Erlangen copy 2009 by Publicis KommunikationsAgentur GmbH GWA Erlangen This publication and all parts thereof are protected by copyright Any use of it outside the strict provisions of the copyright law without the consent of the publisher is forbidden and will incur penalties This applies particularly to reproduction translation microfilming or other processingsbquo and to storage or processing in electronic systems It also applies to the use of individual illustrations or extracts from the text
Printed in Germany
Licensed edition of LOGO Praxistraining 2nd edition ISBN 978-3-14-231227-9copy 2009 by Bildungshaus Schulbuchverlage Westermann Schroedel Diesterweg Schoumlningh Winklers GmbH Braunschweig Germany
5
Preface
The LOGO control relay is being used to an in-creasing extent in installation technology andalso for simple industrial applications This isbecause this mini PLC permits simple imple-mentation of control tasks along with flexibleuse
This handbook has a practice-based structureand is appropriate for trainees pupils and stu-dents as well as technical employees and train-ers In addition to basic operating instruc-tions an holistic approach is used to indicatethe fundamental procedures when tacklingcontrol problems
At the beginning programming of the LOGOcontrol relay is explained by means of a quickstart using both manual inputs and theLOGOSoft Comfort software
Standard situations encountered in controltechnology are subsequently presented in nu-merous projects (eg interlocks sequential cir-cuits safety regulations etc) Selection of thehardware is considered along with develop-ment of the program The enclosed CD includesa LOGO demo version Readers can thus under-stand the explanations in the book in parallelon a PC and check using a simulation Thescope of explanations is extremely detailed inthe first examples but is then continuously re-duced to the necessary amount
In the more complex tasks both the processingof analog values and the connection of LOGOover the AS-i and EIB bus systems are treatedThe comprehensive possibilities offered by theLOGO control relay are presented here in ab-breviated form such that the interest of LOGObeginners is also aroused
The following functions of LOGO are onlyavailable with the LOGO devices starting withrelease version 0BA6 and with LOGOSoft Com-fort starting with version 6
bull Analog arithmetic operations (Chapter 75 Mathematical functions)
bull External text display LOGO TD (Chapter 76 and Chapter 8)
bull Pulse width modulation (Chapter 77 PWM)
All other contents of the book can also be pro-grammed for LOGO devices of earlier releaseversions
The last two chapters of the book are providedfor information purposes for the previousproject tasks Detailed reference is made thereto control elements sensors and LOGO hard-ware This part is rounded off by a list of all pro-gram commands for LOGO
The enclosed CD contains the following con-tents
bull LOGOSoft Comfort configuring software (demo version)
bull LOGO control programs for the application examples presented in this book
bull The LOGO Manual in eight languages Chi-nese Dutch English French German Ital-ian Russian Spanish Turkish
bull A PDF of a brochure on micro automation and LOGO
The contents of the book form a training ar-rangement which directs you toward plannedactions in that the steps Planning (includingdocumentation) Implementation (= program-ming) and Checking (eg by means of pro-gram simulation) are executed in each projecttask
The authors hope you will be able to work suc-cessfully with this handbook and are alwaysgrateful to hear your responses or suggestionsfor improvement
6
Contents
1 Quick start
11 Solving of control tasks with LOGO 9
12 Description of control task 10
13 Implementation of control task with LOGO 10
14 Generation of LOGO program 11141 Function block diagram (FBD) 11142 Ladder diagram (LAD) 11
15 Program input directly on LOGO module 12
151 Calling of editing mode 12152 Manual input of program 13153 Activation of RUN mode 14154 Program test 14
16 Programming with LOGOSoft Comfort 15161 Use of LOGOSoft Comfort 15162 Simulation with LOGOSoft Comfort 17
2 Shading of a conservatory
21 Task analysis 19211 Analysis of input and output variables 21212 Definition of system properties 21
22 Hardware configuration 22221 Selection of control relay 22222 Assignment list 23223 Connection diagram 23
23 Software configuration 23231 Program preparation 23232 Program for manual mode 24233 Transfer of program 26
24 Expansion of control to automatic mode 28
241 Copying of program 29242 System properties in automatic mode 29243 Program for manual mode 29244 Program for automatic mode 33
3 Car park with counting function
31 Task description 34311 Function description 34
32 Hardware configuration 34321 Selection of LOGO 34322 Connection diagram of LOGO 36
33 Software configuration 37
331 Analysis and planning of software 37332 Software development 38333 Entire representation as FBD 40334 Entire representation as LAD 41
4 Grain store (sequential circuit)
41 Task description 42411 Function description 42
42 Hardware configuration 42421 Selection of LOGO 42422 Connection diagram of LOGO 44
43 Software configuration 45431 Analysis and planning of software 45432 Software development 45433 Entire representation as FBD 48434 Entire representation as LAD 49
44 Grain store ndash export version 50441 Task description 504411 Function description 50442 Hardware configuration 504421 Selection of LOGO 504422 Connection diagram of LOGO 50443 Software configuration 504431 Analysis and planning of software 504432 Software development 51
5 Pallet magazine (step sequence)
51 Task description 52511 Function description 52
52 Hardware configuration 52521 Selection of LOGO 52522 Connection diagram of LOGO 53
53 Software configuration 54531 Analysis and planning of software 54532 Software development 56533 Entire representation of step
sequence 59
6 Production Line with AS-Interface
61 Task description 60611 Function description 60
Contents
7
62 Hardware configuration 61621 Selection of additional components 61
63 Hardware and software configurations 62
64 Software configuration 64641 LOGO 64
7 Software projects
71 Autoclave with Pt100 66711 Task and function description 66712 Hardware configuration 66713 Software configuration 67
72 School bell with EIB 68721 Task and function description 68722 Hardware configuration 68723 Software configuration 68
73 Analog value processing in a labeling machine 70
731 Task and function description 70732 Hardware configuration 70733 Software configuration 71
74 Greenhouse with PI controller 72741 Task and function description 72742 Hardware configuration 72743 Software configuration 73
75 Drum speed with mathematical function 74
751 Task and function description 74752 Hardware configuration 74753 Software configuration 75
76 Car wash with LOGO TD 76761 Task and function description 76762 Hardware configuration 76763 Software configuration 77
77 Buffer vessel with PWM 80771 Task and function description 80772 Hardware configuration 80773 Software configuration 81
8 Hardware
81 Control elements and sensors 82811 Signals 82812 Control elements 83813 Sensors 838131 Limit contactend switchmicroswitch
position switch 848132 Proximity sensors 848133 Inductive proximity sensor 858134 Capacitive proximity sensor 868135 Magnetic proximity sensorreed
contact 868136 Magneto-resistive proximity sensor 878137 Cylinder position transmitter 878138 Optical proximity sensor 878139 Ultrasonic sensors 8981310 Temperature sensors 89
82 LOGO control relays 90821 Voltage classes 91822 Technical specifications of the LOGO
range 918221 Basic devices 918222 Expansion modules 938223 Communication modules CM EIBKNX 96
83 Motor control unit 97
84 Electropneumatic objects 98
9 Logic operations
91 Representations 101
92 Basic logic operations 102
93 Constantsterminals 103
94 Special functions 105
Index 110
Picture sources 111
LOGO Practical Training
7 Software projects
Hardware
Logic operations
Pressure sensor
Analog threshold switch
LOGO AM2 PT100
Analog differencethreshold switch
Pt100 sensor
Pulse generator
PI controller
Hardware
Logic operations
Edge-triggered interval time-delay relay
LOGO CM EIBKNX
Week time switch
Year time switch
Hardware
Hardware
Logic operations
Frequency converter
LOGO AM2 AQ
Analog signal generationwith potentiometer
Ultrasonic sensor withfrequency output
XOR
Analog output
Ramp control
Analog amplifier
Analog threshold switch
72 School bell with EIB
2 Shading of a conservatory
Hardware
Software
Actuators
Programdevelopment
Simulation
Sensors and control elements
Selection of control relay
Task analysisInformation flow
Definition of control
Material flow
Control circuit
Commissioning withonline monitoring
AND ORNOT RS TIMER
Positioning ofinput and output
Documentation
9 Logic operations
8 HardwareLOGO family
Control elements
Sensors
Actuators
1 Quick startSoftware programming FBD
Manual programming
Page 9
Page 18
3 Car park with counter function
Hardware
Software
Hardware interlocking of outputs
Direction reversal
Signaltime diagram asanalysis support
Direction reversal
Selection of objects
Page 34
4 Grain store (sequential circuit)
Hardware
Logic operations
Safety circuit
Message text
EMER STOP and stopSafety
Open-circuit protection andresistance to ground faults
Page 42
5 Pallet magazine (step sequence)
Hardware
Logic operationsSwitch-on delay
Electropneumatic
Page 52
6 Production line with AS-Interface
Logic operationsPulse generator
Counters
Page 60
71 Autoclave with Pt100
73 Analog value processing in a labeling machine
Page 68
Page 66
Page 70
Page 101
Page 82
Standard applications
Complete development of a controllerwith a switch-onoff sequence andconsideration of safety aspects
Development of a controller as stepsequences with application ofelectropneumatic objects
Integration of a LOGO into a productionline with ASi bus on the basis of an S7-200
IntroductionA simple problem to become rapidlyacquainted with the LOGO
Detailed instructions for a completeand system-based control taskfrom assignment of order up to startup
Reference materialSummary and fundamentals for reference
Special applications
Logic operations
74 Greenhouse with PI controller
Page 72
PWM
Analog MUXLogic operations
77 Buffer vessel with PWM
Page 80
LOGO TD
Hardware
HardwareLaser distance sensor
76 Car wash with LOGO TD
Page 76
Analog arithmeticLogic operations
GRAFCETalternativebranches
GRAFCETparallel
branches
Message text
Logic operations
75 Drum speed with mathematical function
Page 74
9
1 Quick start
11 Solving of control tasks with LOGO
The principle of operation for the control of technical systems with LOGO control relays can bedescribed in abbreviated form as follows
Input signals supply the control relay with information on the current state of the process and anyoperator commands The control relay reacts to these input signals in accordance with a definedprogram It then generates output signals which influence the process in the intended manner viaactuators (final control elements)
Small control tasks can be solved using programmable control relays with a minimum of hardwareIt is possible to learn and apply the required programming knowledge extremely easily The follow-ing example is a direct introduction to the programming of LOGO
The control sequence is defined by a corresponding program in the memory of the LOGO deviceThere are two different ways to enter the program These two programming methods are de-scribed in brief below
Programming of LOGO control relays
or
a) Input of program directly on the device
The LOGO basic module can be programmeddirectly on the device without particular effortThe six existing keys and the LCD are used
When pressing a key users are provided withmenu prompting which allows the input or de-letion of a program parameterization of char-acteristic values etc A PC is not required Theprogram is output on the display in the Func-tion Block Diagram (FBD)
This diagram corresponds to the FBD languageused for PLC programming Logic operationstimers counters etc are displayed as rectangu-lar blocks Only one block can be output on thedisplay at a time and jumping to other blocks ispossible using arrow keys This programmingtechnique is described in Chapter 15
b) Generationtransfer of program using PC
The LOGOSoft Comfort software allows a cleardisplay of the complete program on the screenFollowing generation and the simulation testthe finished program can be transferred via ca-ble to the LOGO basic module An online testpermits monitoring of control signals duringoperation of the device The LOGOSoft Com-fort software can display programs in the fol-lowing two ways
a) Function Block Diagram (FBD) b) Ladder (LAD)
The LAD display is referred to in PLC program-ming as the ladder diagram It is very similar toa circuit diagram and therefore representscontrol programs in an extremely clear man-ner This programming method is described inChapter 16
Fig 11 Programming using manual inputs Fig 12 Programming using PC
1 Quick start
10
12 Description of control task
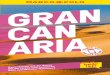
Customer orders are assembled on pallets inthe warehouse of a wholesale company for san-itary requirements In the area in front of thewarehouse orders ready for dispatch are trans-ported on a pallet conveyor system (chain con-veyor) to the truck ramp (Fig 13)
Control sequence
The two keys S2 and S3 permit transportationof the pallets in so-called jogging mode Thepallets are only transported further if at leastone of the start keys is kept depressed
The pallets are transported into the end posi-tion where they activate the limit contact B4(end switch) B4 prevents a pallet from beingunintentionally transported beyond the endposition and thus falling off Switching-off ofthe master switch S1 suppresses all movementsof the chain conveyor drive
The control task which has just been describedwas previously executed as a hardwired controlsystem The circuit diagram of the control cir-cuit is shown in Fig 14
13 Implementation of control task with LOGO
Since the warehouse of the wholesale companyfor sanitary requirements is to be modernizedthis is an appropriate time to replace the previ-ous conventional contactor controls For thepallet conveyor system the decision is made bythe commissioned electrical company to usethe LOGO programmable control relay
Application of the control relay provides the us-er with numerous expansion options for specialfunctions which are already integrated in thedevice meaning that no additional hardwarecosts arise
Examples can be mentioned here ndash Recording of quantities ndash Operating hours counter ndash Time functions ndash Bus communication (only special modules)
Further chapters in the book provide compre-hensive information on the numerous specialfunctions of the LOGO devices
In addition to the special functions such typesof control relays can be reprogrammed rapidlyand simply Therefore changes in functions canusually be carried out without modification ofthe hardware (rewiring)
This increases the flexibility and economy oftransportation procedures and production pro-cesses Conversion of the existing convention-al control system to LOGO is carried out byconnecting all previous sensors and control el-ements individually to the input side In thiscase these are the master switch S1 the keys S2and S3 and the limit contact B4 AssignmentS1zI1 hellip B4zI4 The motor contactor (=actua-tor) is connected to the output side of the logicmodule (Fig 15) The linking between the in-put and output sides is carried out by the con-
Fig 13 Process schematic of the conveyor system
Fig 14 Previous control circuit as hardwired control system
Fig 15 Connection diagram of control system with switching relay
14 Generation of LOGO program
11
trol program This is developed on the follow-ing pages (Chapter 14)
14 Generation of LOGO program
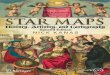
The two start keys are connected in parallel inthe circuit diagram Since the activation of oneof these two keys is sufficient for starting thisparallel connection represents OR logic (Fig16) which must also be integrated accordinglyin the LOGO program
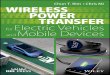
The master switch S1 and the limit contact B4are connected in series to the start keys In or-der to activate the motor contactor S1 and B4must also be closed in addition to a start key(Fig 17)
Series connections are implemented in the log-ic diagram by AND logic Therefore S1 B4 andthe OR logic meet in a common AND logic
Function analysis Q1 switches if S1 is activated AND (S2 OR S3 is activated) AND S4 is not activated
It is recommendable to produce a sketch of thecontrol program prior to direct input in the log-ic module This provides you with a clear over-
view during the input and facilitates documen-tation and troubleshooting
Furthermore an assignment list (cf Chapter222) is extremely helpful especially with com-prehensive control tasks
This lists the inputoutput objects which havebeen used This list defines the inputoutput ofthe control relay to which the objects are con-nected
141 Function block diagram (FBD)
Manual input of the program into the logicmodule is carried out in the display mode FBD(Function Block Diagram)
The individual logic operations are implement-ed using so-called blocks In our case the pro-gram consists of two blocks (B1 B2) with sim-ple logic operations
142 Ladder diagram (LAD)
Either the display mode FBD (see above) or LADcan be selected when generating the programwith LOGOSoft Comfort The Ladder diagramis relatively similar to the circuit diagram Thisdisplay mode is also referred to in PLC pro-gramming as the ladder diagram The parallelconnection of contacts is implemented in LADthrough parallel arrangement of the inputs (I2I3) The series connection of contacts (I1 I4) iscarried out analogous to the circuit diagram
Note The conveyor must only move if NC contact B4 is not activated A 1 state is then present at I4 thus permitting tripping of the
AND logic Input I4 must therefore be scanned for the idle state 1 ie non-inverted
Fig 16 OR logic of contacts
Fig 17 AND logic of contacts
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forOR operation
ge 1I2
I3
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forAND operation
ampge 1 I1
I4 Q1
Fig 18 LOGO program in function block diagram
Fig 19 LOGO program in ladder diagram
I1
ampge 1
I4
I2
I3 Q1
B2 B1

Graune Thielert WenzlLOGO Practical Training
LOGO Practical Training
by Uwe Graune Mike Thielert and Ludwig Wenzl
Publicis Publishing
Bibliographic information published by the Deutsche Nationalbibliothek
The Deutsche Nationalbibliothek lists this publication in the Deutsche Nationalbibliografie detailed bibliographic data are available in the Internet at httpdnbd-nbde
The authors translator and publisher have taken great care with all texts and illustrations in this book Nevertheless errors can never be completely avoided The publisher authors and translator accept no liability regardless of legal basis Designations used in this book may be trademarks whose use by third parties for their own purposes could violate the rights of the owners
wwwpublicisdebooks
ISBN 978-3-89578-338-8
Editor Siemens Aktiengesellschaft Berlin and Munich Publisher Publicis Publishing Erlangen copy 2009 by Publicis KommunikationsAgentur GmbH GWA Erlangen This publication and all parts thereof are protected by copyright Any use of it outside the strict provisions of the copyright law without the consent of the publisher is forbidden and will incur penalties This applies particularly to reproduction translation microfilming or other processingsbquo and to storage or processing in electronic systems It also applies to the use of individual illustrations or extracts from the text
Printed in Germany
Licensed edition of LOGO Praxistraining 2nd edition ISBN 978-3-14-231227-9copy 2009 by Bildungshaus Schulbuchverlage Westermann Schroedel Diesterweg Schoumlningh Winklers GmbH Braunschweig Germany
5
Preface
The LOGO control relay is being used to an in-creasing extent in installation technology andalso for simple industrial applications This isbecause this mini PLC permits simple imple-mentation of control tasks along with flexibleuse
This handbook has a practice-based structureand is appropriate for trainees pupils and stu-dents as well as technical employees and train-ers In addition to basic operating instruc-tions an holistic approach is used to indicatethe fundamental procedures when tacklingcontrol problems
At the beginning programming of the LOGOcontrol relay is explained by means of a quickstart using both manual inputs and theLOGOSoft Comfort software
Standard situations encountered in controltechnology are subsequently presented in nu-merous projects (eg interlocks sequential cir-cuits safety regulations etc) Selection of thehardware is considered along with develop-ment of the program The enclosed CD includesa LOGO demo version Readers can thus under-stand the explanations in the book in parallelon a PC and check using a simulation Thescope of explanations is extremely detailed inthe first examples but is then continuously re-duced to the necessary amount
In the more complex tasks both the processingof analog values and the connection of LOGOover the AS-i and EIB bus systems are treatedThe comprehensive possibilities offered by theLOGO control relay are presented here in ab-breviated form such that the interest of LOGObeginners is also aroused
The following functions of LOGO are onlyavailable with the LOGO devices starting withrelease version 0BA6 and with LOGOSoft Com-fort starting with version 6
bull Analog arithmetic operations (Chapter 75 Mathematical functions)
bull External text display LOGO TD (Chapter 76 and Chapter 8)
bull Pulse width modulation (Chapter 77 PWM)
All other contents of the book can also be pro-grammed for LOGO devices of earlier releaseversions
The last two chapters of the book are providedfor information purposes for the previousproject tasks Detailed reference is made thereto control elements sensors and LOGO hard-ware This part is rounded off by a list of all pro-gram commands for LOGO
The enclosed CD contains the following con-tents
bull LOGOSoft Comfort configuring software (demo version)
bull LOGO control programs for the application examples presented in this book
bull The LOGO Manual in eight languages Chi-nese Dutch English French German Ital-ian Russian Spanish Turkish
bull A PDF of a brochure on micro automation and LOGO
The contents of the book form a training ar-rangement which directs you toward plannedactions in that the steps Planning (includingdocumentation) Implementation (= program-ming) and Checking (eg by means of pro-gram simulation) are executed in each projecttask
The authors hope you will be able to work suc-cessfully with this handbook and are alwaysgrateful to hear your responses or suggestionsfor improvement
6
Contents
1 Quick start
11 Solving of control tasks with LOGO 9
12 Description of control task 10
13 Implementation of control task with LOGO 10
14 Generation of LOGO program 11141 Function block diagram (FBD) 11142 Ladder diagram (LAD) 11
15 Program input directly on LOGO module 12
151 Calling of editing mode 12152 Manual input of program 13153 Activation of RUN mode 14154 Program test 14
16 Programming with LOGOSoft Comfort 15161 Use of LOGOSoft Comfort 15162 Simulation with LOGOSoft Comfort 17
2 Shading of a conservatory
21 Task analysis 19211 Analysis of input and output variables 21212 Definition of system properties 21
22 Hardware configuration 22221 Selection of control relay 22222 Assignment list 23223 Connection diagram 23
23 Software configuration 23231 Program preparation 23232 Program for manual mode 24233 Transfer of program 26
24 Expansion of control to automatic mode 28
241 Copying of program 29242 System properties in automatic mode 29243 Program for manual mode 29244 Program for automatic mode 33
3 Car park with counting function
31 Task description 34311 Function description 34
32 Hardware configuration 34321 Selection of LOGO 34322 Connection diagram of LOGO 36
33 Software configuration 37
331 Analysis and planning of software 37332 Software development 38333 Entire representation as FBD 40334 Entire representation as LAD 41
4 Grain store (sequential circuit)
41 Task description 42411 Function description 42
42 Hardware configuration 42421 Selection of LOGO 42422 Connection diagram of LOGO 44
43 Software configuration 45431 Analysis and planning of software 45432 Software development 45433 Entire representation as FBD 48434 Entire representation as LAD 49
44 Grain store ndash export version 50441 Task description 504411 Function description 50442 Hardware configuration 504421 Selection of LOGO 504422 Connection diagram of LOGO 50443 Software configuration 504431 Analysis and planning of software 504432 Software development 51
5 Pallet magazine (step sequence)
51 Task description 52511 Function description 52
52 Hardware configuration 52521 Selection of LOGO 52522 Connection diagram of LOGO 53
53 Software configuration 54531 Analysis and planning of software 54532 Software development 56533 Entire representation of step
sequence 59
6 Production Line with AS-Interface
61 Task description 60611 Function description 60
Contents
7
62 Hardware configuration 61621 Selection of additional components 61
63 Hardware and software configurations 62
64 Software configuration 64641 LOGO 64
7 Software projects
71 Autoclave with Pt100 66711 Task and function description 66712 Hardware configuration 66713 Software configuration 67
72 School bell with EIB 68721 Task and function description 68722 Hardware configuration 68723 Software configuration 68
73 Analog value processing in a labeling machine 70
731 Task and function description 70732 Hardware configuration 70733 Software configuration 71
74 Greenhouse with PI controller 72741 Task and function description 72742 Hardware configuration 72743 Software configuration 73
75 Drum speed with mathematical function 74
751 Task and function description 74752 Hardware configuration 74753 Software configuration 75
76 Car wash with LOGO TD 76761 Task and function description 76762 Hardware configuration 76763 Software configuration 77
77 Buffer vessel with PWM 80771 Task and function description 80772 Hardware configuration 80773 Software configuration 81
8 Hardware
81 Control elements and sensors 82811 Signals 82812 Control elements 83813 Sensors 838131 Limit contactend switchmicroswitch
position switch 848132 Proximity sensors 848133 Inductive proximity sensor 858134 Capacitive proximity sensor 868135 Magnetic proximity sensorreed
contact 868136 Magneto-resistive proximity sensor 878137 Cylinder position transmitter 878138 Optical proximity sensor 878139 Ultrasonic sensors 8981310 Temperature sensors 89
82 LOGO control relays 90821 Voltage classes 91822 Technical specifications of the LOGO
range 918221 Basic devices 918222 Expansion modules 938223 Communication modules CM EIBKNX 96
83 Motor control unit 97
84 Electropneumatic objects 98
9 Logic operations
91 Representations 101
92 Basic logic operations 102
93 Constantsterminals 103
94 Special functions 105
Index 110
Picture sources 111
LOGO Practical Training
7 Software projects
Hardware
Logic operations
Pressure sensor
Analog threshold switch
LOGO AM2 PT100
Analog differencethreshold switch
Pt100 sensor
Pulse generator
PI controller
Hardware
Logic operations
Edge-triggered interval time-delay relay
LOGO CM EIBKNX
Week time switch
Year time switch
Hardware
Hardware
Logic operations
Frequency converter
LOGO AM2 AQ
Analog signal generationwith potentiometer
Ultrasonic sensor withfrequency output
XOR
Analog output
Ramp control
Analog amplifier
Analog threshold switch
72 School bell with EIB
2 Shading of a conservatory
Hardware
Software
Actuators
Programdevelopment
Simulation
Sensors and control elements
Selection of control relay
Task analysisInformation flow
Definition of control
Material flow
Control circuit
Commissioning withonline monitoring
AND ORNOT RS TIMER
Positioning ofinput and output
Documentation
9 Logic operations
8 HardwareLOGO family
Control elements
Sensors
Actuators
1 Quick startSoftware programming FBD
Manual programming
Page 9
Page 18
3 Car park with counter function
Hardware
Software
Hardware interlocking of outputs
Direction reversal
Signaltime diagram asanalysis support
Direction reversal
Selection of objects
Page 34
4 Grain store (sequential circuit)
Hardware
Logic operations
Safety circuit
Message text
EMER STOP and stopSafety
Open-circuit protection andresistance to ground faults
Page 42
5 Pallet magazine (step sequence)
Hardware
Logic operationsSwitch-on delay
Electropneumatic
Page 52
6 Production line with AS-Interface
Logic operationsPulse generator
Counters
Page 60
71 Autoclave with Pt100
73 Analog value processing in a labeling machine
Page 68
Page 66
Page 70
Page 101
Page 82
Standard applications
Complete development of a controllerwith a switch-onoff sequence andconsideration of safety aspects
Development of a controller as stepsequences with application ofelectropneumatic objects
Integration of a LOGO into a productionline with ASi bus on the basis of an S7-200
IntroductionA simple problem to become rapidlyacquainted with the LOGO
Detailed instructions for a completeand system-based control taskfrom assignment of order up to startup
Reference materialSummary and fundamentals for reference
Special applications
Logic operations
74 Greenhouse with PI controller
Page 72
PWM
Analog MUXLogic operations
77 Buffer vessel with PWM
Page 80
LOGO TD
Hardware
HardwareLaser distance sensor
76 Car wash with LOGO TD
Page 76
Analog arithmeticLogic operations
GRAFCETalternativebranches
GRAFCETparallel
branches
Message text
Logic operations
75 Drum speed with mathematical function
Page 74
9
1 Quick start
11 Solving of control tasks with LOGO
The principle of operation for the control of technical systems with LOGO control relays can bedescribed in abbreviated form as follows
Input signals supply the control relay with information on the current state of the process and anyoperator commands The control relay reacts to these input signals in accordance with a definedprogram It then generates output signals which influence the process in the intended manner viaactuators (final control elements)
Small control tasks can be solved using programmable control relays with a minimum of hardwareIt is possible to learn and apply the required programming knowledge extremely easily The follow-ing example is a direct introduction to the programming of LOGO
The control sequence is defined by a corresponding program in the memory of the LOGO deviceThere are two different ways to enter the program These two programming methods are de-scribed in brief below
Programming of LOGO control relays
or
a) Input of program directly on the device
The LOGO basic module can be programmeddirectly on the device without particular effortThe six existing keys and the LCD are used
When pressing a key users are provided withmenu prompting which allows the input or de-letion of a program parameterization of char-acteristic values etc A PC is not required Theprogram is output on the display in the Func-tion Block Diagram (FBD)
This diagram corresponds to the FBD languageused for PLC programming Logic operationstimers counters etc are displayed as rectangu-lar blocks Only one block can be output on thedisplay at a time and jumping to other blocks ispossible using arrow keys This programmingtechnique is described in Chapter 15
b) Generationtransfer of program using PC
The LOGOSoft Comfort software allows a cleardisplay of the complete program on the screenFollowing generation and the simulation testthe finished program can be transferred via ca-ble to the LOGO basic module An online testpermits monitoring of control signals duringoperation of the device The LOGOSoft Com-fort software can display programs in the fol-lowing two ways
a) Function Block Diagram (FBD) b) Ladder (LAD)
The LAD display is referred to in PLC program-ming as the ladder diagram It is very similar toa circuit diagram and therefore representscontrol programs in an extremely clear man-ner This programming method is described inChapter 16
Fig 11 Programming using manual inputs Fig 12 Programming using PC
1 Quick start
10
12 Description of control task
Customer orders are assembled on pallets inthe warehouse of a wholesale company for san-itary requirements In the area in front of thewarehouse orders ready for dispatch are trans-ported on a pallet conveyor system (chain con-veyor) to the truck ramp (Fig 13)
Control sequence
The two keys S2 and S3 permit transportationof the pallets in so-called jogging mode Thepallets are only transported further if at leastone of the start keys is kept depressed
The pallets are transported into the end posi-tion where they activate the limit contact B4(end switch) B4 prevents a pallet from beingunintentionally transported beyond the endposition and thus falling off Switching-off ofthe master switch S1 suppresses all movementsof the chain conveyor drive
The control task which has just been describedwas previously executed as a hardwired controlsystem The circuit diagram of the control cir-cuit is shown in Fig 14
13 Implementation of control task with LOGO
Since the warehouse of the wholesale companyfor sanitary requirements is to be modernizedthis is an appropriate time to replace the previ-ous conventional contactor controls For thepallet conveyor system the decision is made bythe commissioned electrical company to usethe LOGO programmable control relay
Application of the control relay provides the us-er with numerous expansion options for specialfunctions which are already integrated in thedevice meaning that no additional hardwarecosts arise
Examples can be mentioned here ndash Recording of quantities ndash Operating hours counter ndash Time functions ndash Bus communication (only special modules)
Further chapters in the book provide compre-hensive information on the numerous specialfunctions of the LOGO devices
In addition to the special functions such typesof control relays can be reprogrammed rapidlyand simply Therefore changes in functions canusually be carried out without modification ofthe hardware (rewiring)
This increases the flexibility and economy oftransportation procedures and production pro-cesses Conversion of the existing convention-al control system to LOGO is carried out byconnecting all previous sensors and control el-ements individually to the input side In thiscase these are the master switch S1 the keys S2and S3 and the limit contact B4 AssignmentS1zI1 hellip B4zI4 The motor contactor (=actua-tor) is connected to the output side of the logicmodule (Fig 15) The linking between the in-put and output sides is carried out by the con-
Fig 13 Process schematic of the conveyor system
Fig 14 Previous control circuit as hardwired control system
Fig 15 Connection diagram of control system with switching relay
14 Generation of LOGO program
11
trol program This is developed on the follow-ing pages (Chapter 14)
14 Generation of LOGO program
The two start keys are connected in parallel inthe circuit diagram Since the activation of oneof these two keys is sufficient for starting thisparallel connection represents OR logic (Fig16) which must also be integrated accordinglyin the LOGO program
The master switch S1 and the limit contact B4are connected in series to the start keys In or-der to activate the motor contactor S1 and B4must also be closed in addition to a start key(Fig 17)
Series connections are implemented in the log-ic diagram by AND logic Therefore S1 B4 andthe OR logic meet in a common AND logic
Function analysis Q1 switches if S1 is activated AND (S2 OR S3 is activated) AND S4 is not activated
It is recommendable to produce a sketch of thecontrol program prior to direct input in the log-ic module This provides you with a clear over-
view during the input and facilitates documen-tation and troubleshooting
Furthermore an assignment list (cf Chapter222) is extremely helpful especially with com-prehensive control tasks
This lists the inputoutput objects which havebeen used This list defines the inputoutput ofthe control relay to which the objects are con-nected
141 Function block diagram (FBD)
Manual input of the program into the logicmodule is carried out in the display mode FBD(Function Block Diagram)
The individual logic operations are implement-ed using so-called blocks In our case the pro-gram consists of two blocks (B1 B2) with sim-ple logic operations
142 Ladder diagram (LAD)
Either the display mode FBD (see above) or LADcan be selected when generating the programwith LOGOSoft Comfort The Ladder diagramis relatively similar to the circuit diagram Thisdisplay mode is also referred to in PLC pro-gramming as the ladder diagram The parallelconnection of contacts is implemented in LADthrough parallel arrangement of the inputs (I2I3) The series connection of contacts (I1 I4) iscarried out analogous to the circuit diagram
Note The conveyor must only move if NC contact B4 is not activated A 1 state is then present at I4 thus permitting tripping of the
AND logic Input I4 must therefore be scanned for the idle state 1 ie non-inverted
Fig 16 OR logic of contacts
Fig 17 AND logic of contacts
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forOR operation
ge 1I2
I3
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forAND operation
ampge 1 I1
I4 Q1
Fig 18 LOGO program in function block diagram
Fig 19 LOGO program in ladder diagram
I1
ampge 1
I4
I2
I3 Q1
B2 B1

LOGO Practical Training
by Uwe Graune Mike Thielert and Ludwig Wenzl
Publicis Publishing
Bibliographic information published by the Deutsche Nationalbibliothek
The Deutsche Nationalbibliothek lists this publication in the Deutsche Nationalbibliografie detailed bibliographic data are available in the Internet at httpdnbd-nbde
The authors translator and publisher have taken great care with all texts and illustrations in this book Nevertheless errors can never be completely avoided The publisher authors and translator accept no liability regardless of legal basis Designations used in this book may be trademarks whose use by third parties for their own purposes could violate the rights of the owners
wwwpublicisdebooks
ISBN 978-3-89578-338-8
Editor Siemens Aktiengesellschaft Berlin and Munich Publisher Publicis Publishing Erlangen copy 2009 by Publicis KommunikationsAgentur GmbH GWA Erlangen This publication and all parts thereof are protected by copyright Any use of it outside the strict provisions of the copyright law without the consent of the publisher is forbidden and will incur penalties This applies particularly to reproduction translation microfilming or other processingsbquo and to storage or processing in electronic systems It also applies to the use of individual illustrations or extracts from the text
Printed in Germany
Licensed edition of LOGO Praxistraining 2nd edition ISBN 978-3-14-231227-9copy 2009 by Bildungshaus Schulbuchverlage Westermann Schroedel Diesterweg Schoumlningh Winklers GmbH Braunschweig Germany
5
Preface
The LOGO control relay is being used to an in-creasing extent in installation technology andalso for simple industrial applications This isbecause this mini PLC permits simple imple-mentation of control tasks along with flexibleuse
This handbook has a practice-based structureand is appropriate for trainees pupils and stu-dents as well as technical employees and train-ers In addition to basic operating instruc-tions an holistic approach is used to indicatethe fundamental procedures when tacklingcontrol problems
At the beginning programming of the LOGOcontrol relay is explained by means of a quickstart using both manual inputs and theLOGOSoft Comfort software
Standard situations encountered in controltechnology are subsequently presented in nu-merous projects (eg interlocks sequential cir-cuits safety regulations etc) Selection of thehardware is considered along with develop-ment of the program The enclosed CD includesa LOGO demo version Readers can thus under-stand the explanations in the book in parallelon a PC and check using a simulation Thescope of explanations is extremely detailed inthe first examples but is then continuously re-duced to the necessary amount
In the more complex tasks both the processingof analog values and the connection of LOGOover the AS-i and EIB bus systems are treatedThe comprehensive possibilities offered by theLOGO control relay are presented here in ab-breviated form such that the interest of LOGObeginners is also aroused
The following functions of LOGO are onlyavailable with the LOGO devices starting withrelease version 0BA6 and with LOGOSoft Com-fort starting with version 6
bull Analog arithmetic operations (Chapter 75 Mathematical functions)
bull External text display LOGO TD (Chapter 76 and Chapter 8)
bull Pulse width modulation (Chapter 77 PWM)
All other contents of the book can also be pro-grammed for LOGO devices of earlier releaseversions
The last two chapters of the book are providedfor information purposes for the previousproject tasks Detailed reference is made thereto control elements sensors and LOGO hard-ware This part is rounded off by a list of all pro-gram commands for LOGO
The enclosed CD contains the following con-tents
bull LOGOSoft Comfort configuring software (demo version)
bull LOGO control programs for the application examples presented in this book
bull The LOGO Manual in eight languages Chi-nese Dutch English French German Ital-ian Russian Spanish Turkish
bull A PDF of a brochure on micro automation and LOGO
The contents of the book form a training ar-rangement which directs you toward plannedactions in that the steps Planning (includingdocumentation) Implementation (= program-ming) and Checking (eg by means of pro-gram simulation) are executed in each projecttask
The authors hope you will be able to work suc-cessfully with this handbook and are alwaysgrateful to hear your responses or suggestionsfor improvement
6
Contents
1 Quick start
11 Solving of control tasks with LOGO 9
12 Description of control task 10
13 Implementation of control task with LOGO 10
14 Generation of LOGO program 11141 Function block diagram (FBD) 11142 Ladder diagram (LAD) 11
15 Program input directly on LOGO module 12
151 Calling of editing mode 12152 Manual input of program 13153 Activation of RUN mode 14154 Program test 14
16 Programming with LOGOSoft Comfort 15161 Use of LOGOSoft Comfort 15162 Simulation with LOGOSoft Comfort 17
2 Shading of a conservatory
21 Task analysis 19211 Analysis of input and output variables 21212 Definition of system properties 21
22 Hardware configuration 22221 Selection of control relay 22222 Assignment list 23223 Connection diagram 23
23 Software configuration 23231 Program preparation 23232 Program for manual mode 24233 Transfer of program 26
24 Expansion of control to automatic mode 28
241 Copying of program 29242 System properties in automatic mode 29243 Program for manual mode 29244 Program for automatic mode 33
3 Car park with counting function
31 Task description 34311 Function description 34
32 Hardware configuration 34321 Selection of LOGO 34322 Connection diagram of LOGO 36
33 Software configuration 37
331 Analysis and planning of software 37332 Software development 38333 Entire representation as FBD 40334 Entire representation as LAD 41
4 Grain store (sequential circuit)
41 Task description 42411 Function description 42
42 Hardware configuration 42421 Selection of LOGO 42422 Connection diagram of LOGO 44
43 Software configuration 45431 Analysis and planning of software 45432 Software development 45433 Entire representation as FBD 48434 Entire representation as LAD 49
44 Grain store ndash export version 50441 Task description 504411 Function description 50442 Hardware configuration 504421 Selection of LOGO 504422 Connection diagram of LOGO 50443 Software configuration 504431 Analysis and planning of software 504432 Software development 51
5 Pallet magazine (step sequence)
51 Task description 52511 Function description 52
52 Hardware configuration 52521 Selection of LOGO 52522 Connection diagram of LOGO 53
53 Software configuration 54531 Analysis and planning of software 54532 Software development 56533 Entire representation of step
sequence 59
6 Production Line with AS-Interface
61 Task description 60611 Function description 60
Contents
7
62 Hardware configuration 61621 Selection of additional components 61
63 Hardware and software configurations 62
64 Software configuration 64641 LOGO 64
7 Software projects
71 Autoclave with Pt100 66711 Task and function description 66712 Hardware configuration 66713 Software configuration 67
72 School bell with EIB 68721 Task and function description 68722 Hardware configuration 68723 Software configuration 68
73 Analog value processing in a labeling machine 70
731 Task and function description 70732 Hardware configuration 70733 Software configuration 71
74 Greenhouse with PI controller 72741 Task and function description 72742 Hardware configuration 72743 Software configuration 73
75 Drum speed with mathematical function 74
751 Task and function description 74752 Hardware configuration 74753 Software configuration 75
76 Car wash with LOGO TD 76761 Task and function description 76762 Hardware configuration 76763 Software configuration 77
77 Buffer vessel with PWM 80771 Task and function description 80772 Hardware configuration 80773 Software configuration 81
8 Hardware
81 Control elements and sensors 82811 Signals 82812 Control elements 83813 Sensors 838131 Limit contactend switchmicroswitch
position switch 848132 Proximity sensors 848133 Inductive proximity sensor 858134 Capacitive proximity sensor 868135 Magnetic proximity sensorreed
contact 868136 Magneto-resistive proximity sensor 878137 Cylinder position transmitter 878138 Optical proximity sensor 878139 Ultrasonic sensors 8981310 Temperature sensors 89
82 LOGO control relays 90821 Voltage classes 91822 Technical specifications of the LOGO
range 918221 Basic devices 918222 Expansion modules 938223 Communication modules CM EIBKNX 96
83 Motor control unit 97
84 Electropneumatic objects 98
9 Logic operations
91 Representations 101
92 Basic logic operations 102
93 Constantsterminals 103
94 Special functions 105
Index 110
Picture sources 111
LOGO Practical Training
7 Software projects
Hardware
Logic operations
Pressure sensor
Analog threshold switch
LOGO AM2 PT100
Analog differencethreshold switch
Pt100 sensor
Pulse generator
PI controller
Hardware
Logic operations
Edge-triggered interval time-delay relay
LOGO CM EIBKNX
Week time switch
Year time switch
Hardware
Hardware
Logic operations
Frequency converter
LOGO AM2 AQ
Analog signal generationwith potentiometer
Ultrasonic sensor withfrequency output
XOR
Analog output
Ramp control
Analog amplifier
Analog threshold switch
72 School bell with EIB
2 Shading of a conservatory
Hardware
Software
Actuators
Programdevelopment
Simulation
Sensors and control elements
Selection of control relay
Task analysisInformation flow
Definition of control
Material flow
Control circuit
Commissioning withonline monitoring
AND ORNOT RS TIMER
Positioning ofinput and output
Documentation
9 Logic operations
8 HardwareLOGO family
Control elements
Sensors
Actuators
1 Quick startSoftware programming FBD
Manual programming
Page 9
Page 18
3 Car park with counter function
Hardware
Software
Hardware interlocking of outputs
Direction reversal
Signaltime diagram asanalysis support
Direction reversal
Selection of objects
Page 34
4 Grain store (sequential circuit)
Hardware
Logic operations
Safety circuit
Message text
EMER STOP and stopSafety
Open-circuit protection andresistance to ground faults
Page 42
5 Pallet magazine (step sequence)
Hardware
Logic operationsSwitch-on delay
Electropneumatic
Page 52
6 Production line with AS-Interface
Logic operationsPulse generator
Counters
Page 60
71 Autoclave with Pt100
73 Analog value processing in a labeling machine
Page 68
Page 66
Page 70
Page 101
Page 82
Standard applications
Complete development of a controllerwith a switch-onoff sequence andconsideration of safety aspects
Development of a controller as stepsequences with application ofelectropneumatic objects
Integration of a LOGO into a productionline with ASi bus on the basis of an S7-200
IntroductionA simple problem to become rapidlyacquainted with the LOGO
Detailed instructions for a completeand system-based control taskfrom assignment of order up to startup
Reference materialSummary and fundamentals for reference
Special applications
Logic operations
74 Greenhouse with PI controller
Page 72
PWM
Analog MUXLogic operations
77 Buffer vessel with PWM
Page 80
LOGO TD
Hardware
HardwareLaser distance sensor
76 Car wash with LOGO TD
Page 76
Analog arithmeticLogic operations
GRAFCETalternativebranches
GRAFCETparallel
branches
Message text
Logic operations
75 Drum speed with mathematical function
Page 74
9
1 Quick start
11 Solving of control tasks with LOGO
The principle of operation for the control of technical systems with LOGO control relays can bedescribed in abbreviated form as follows
Input signals supply the control relay with information on the current state of the process and anyoperator commands The control relay reacts to these input signals in accordance with a definedprogram It then generates output signals which influence the process in the intended manner viaactuators (final control elements)
Small control tasks can be solved using programmable control relays with a minimum of hardwareIt is possible to learn and apply the required programming knowledge extremely easily The follow-ing example is a direct introduction to the programming of LOGO
The control sequence is defined by a corresponding program in the memory of the LOGO deviceThere are two different ways to enter the program These two programming methods are de-scribed in brief below
Programming of LOGO control relays
or
a) Input of program directly on the device
The LOGO basic module can be programmeddirectly on the device without particular effortThe six existing keys and the LCD are used
When pressing a key users are provided withmenu prompting which allows the input or de-letion of a program parameterization of char-acteristic values etc A PC is not required Theprogram is output on the display in the Func-tion Block Diagram (FBD)
This diagram corresponds to the FBD languageused for PLC programming Logic operationstimers counters etc are displayed as rectangu-lar blocks Only one block can be output on thedisplay at a time and jumping to other blocks ispossible using arrow keys This programmingtechnique is described in Chapter 15
b) Generationtransfer of program using PC
The LOGOSoft Comfort software allows a cleardisplay of the complete program on the screenFollowing generation and the simulation testthe finished program can be transferred via ca-ble to the LOGO basic module An online testpermits monitoring of control signals duringoperation of the device The LOGOSoft Com-fort software can display programs in the fol-lowing two ways
a) Function Block Diagram (FBD) b) Ladder (LAD)
The LAD display is referred to in PLC program-ming as the ladder diagram It is very similar toa circuit diagram and therefore representscontrol programs in an extremely clear man-ner This programming method is described inChapter 16
Fig 11 Programming using manual inputs Fig 12 Programming using PC
1 Quick start
10
12 Description of control task
Customer orders are assembled on pallets inthe warehouse of a wholesale company for san-itary requirements In the area in front of thewarehouse orders ready for dispatch are trans-ported on a pallet conveyor system (chain con-veyor) to the truck ramp (Fig 13)
Control sequence
The two keys S2 and S3 permit transportationof the pallets in so-called jogging mode Thepallets are only transported further if at leastone of the start keys is kept depressed
The pallets are transported into the end posi-tion where they activate the limit contact B4(end switch) B4 prevents a pallet from beingunintentionally transported beyond the endposition and thus falling off Switching-off ofthe master switch S1 suppresses all movementsof the chain conveyor drive
The control task which has just been describedwas previously executed as a hardwired controlsystem The circuit diagram of the control cir-cuit is shown in Fig 14
13 Implementation of control task with LOGO
Since the warehouse of the wholesale companyfor sanitary requirements is to be modernizedthis is an appropriate time to replace the previ-ous conventional contactor controls For thepallet conveyor system the decision is made bythe commissioned electrical company to usethe LOGO programmable control relay
Application of the control relay provides the us-er with numerous expansion options for specialfunctions which are already integrated in thedevice meaning that no additional hardwarecosts arise
Examples can be mentioned here ndash Recording of quantities ndash Operating hours counter ndash Time functions ndash Bus communication (only special modules)
Further chapters in the book provide compre-hensive information on the numerous specialfunctions of the LOGO devices
In addition to the special functions such typesof control relays can be reprogrammed rapidlyand simply Therefore changes in functions canusually be carried out without modification ofthe hardware (rewiring)
This increases the flexibility and economy oftransportation procedures and production pro-cesses Conversion of the existing convention-al control system to LOGO is carried out byconnecting all previous sensors and control el-ements individually to the input side In thiscase these are the master switch S1 the keys S2and S3 and the limit contact B4 AssignmentS1zI1 hellip B4zI4 The motor contactor (=actua-tor) is connected to the output side of the logicmodule (Fig 15) The linking between the in-put and output sides is carried out by the con-
Fig 13 Process schematic of the conveyor system
Fig 14 Previous control circuit as hardwired control system
Fig 15 Connection diagram of control system with switching relay
14 Generation of LOGO program
11
trol program This is developed on the follow-ing pages (Chapter 14)
14 Generation of LOGO program
The two start keys are connected in parallel inthe circuit diagram Since the activation of oneof these two keys is sufficient for starting thisparallel connection represents OR logic (Fig16) which must also be integrated accordinglyin the LOGO program
The master switch S1 and the limit contact B4are connected in series to the start keys In or-der to activate the motor contactor S1 and B4must also be closed in addition to a start key(Fig 17)
Series connections are implemented in the log-ic diagram by AND logic Therefore S1 B4 andthe OR logic meet in a common AND logic
Function analysis Q1 switches if S1 is activated AND (S2 OR S3 is activated) AND S4 is not activated
It is recommendable to produce a sketch of thecontrol program prior to direct input in the log-ic module This provides you with a clear over-
view during the input and facilitates documen-tation and troubleshooting
Furthermore an assignment list (cf Chapter222) is extremely helpful especially with com-prehensive control tasks
This lists the inputoutput objects which havebeen used This list defines the inputoutput ofthe control relay to which the objects are con-nected
141 Function block diagram (FBD)
Manual input of the program into the logicmodule is carried out in the display mode FBD(Function Block Diagram)
The individual logic operations are implement-ed using so-called blocks In our case the pro-gram consists of two blocks (B1 B2) with sim-ple logic operations
142 Ladder diagram (LAD)
Either the display mode FBD (see above) or LADcan be selected when generating the programwith LOGOSoft Comfort The Ladder diagramis relatively similar to the circuit diagram Thisdisplay mode is also referred to in PLC pro-gramming as the ladder diagram The parallelconnection of contacts is implemented in LADthrough parallel arrangement of the inputs (I2I3) The series connection of contacts (I1 I4) iscarried out analogous to the circuit diagram
Note The conveyor must only move if NC contact B4 is not activated A 1 state is then present at I4 thus permitting tripping of the
AND logic Input I4 must therefore be scanned for the idle state 1 ie non-inverted
Fig 16 OR logic of contacts
Fig 17 AND logic of contacts
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forOR operation
ge 1I2
I3
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forAND operation
ampge 1 I1
I4 Q1
Fig 18 LOGO program in function block diagram
Fig 19 LOGO program in ladder diagram
I1
ampge 1
I4
I2
I3 Q1
B2 B1

Bibliographic information published by the Deutsche Nationalbibliothek
The Deutsche Nationalbibliothek lists this publication in the Deutsche Nationalbibliografie detailed bibliographic data are available in the Internet at httpdnbd-nbde
The authors translator and publisher have taken great care with all texts and illustrations in this book Nevertheless errors can never be completely avoided The publisher authors and translator accept no liability regardless of legal basis Designations used in this book may be trademarks whose use by third parties for their own purposes could violate the rights of the owners
wwwpublicisdebooks
ISBN 978-3-89578-338-8
Editor Siemens Aktiengesellschaft Berlin and Munich Publisher Publicis Publishing Erlangen copy 2009 by Publicis KommunikationsAgentur GmbH GWA Erlangen This publication and all parts thereof are protected by copyright Any use of it outside the strict provisions of the copyright law without the consent of the publisher is forbidden and will incur penalties This applies particularly to reproduction translation microfilming or other processingsbquo and to storage or processing in electronic systems It also applies to the use of individual illustrations or extracts from the text
Printed in Germany
Licensed edition of LOGO Praxistraining 2nd edition ISBN 978-3-14-231227-9copy 2009 by Bildungshaus Schulbuchverlage Westermann Schroedel Diesterweg Schoumlningh Winklers GmbH Braunschweig Germany
5
Preface
The LOGO control relay is being used to an in-creasing extent in installation technology andalso for simple industrial applications This isbecause this mini PLC permits simple imple-mentation of control tasks along with flexibleuse
This handbook has a practice-based structureand is appropriate for trainees pupils and stu-dents as well as technical employees and train-ers In addition to basic operating instruc-tions an holistic approach is used to indicatethe fundamental procedures when tacklingcontrol problems
At the beginning programming of the LOGOcontrol relay is explained by means of a quickstart using both manual inputs and theLOGOSoft Comfort software
Standard situations encountered in controltechnology are subsequently presented in nu-merous projects (eg interlocks sequential cir-cuits safety regulations etc) Selection of thehardware is considered along with develop-ment of the program The enclosed CD includesa LOGO demo version Readers can thus under-stand the explanations in the book in parallelon a PC and check using a simulation Thescope of explanations is extremely detailed inthe first examples but is then continuously re-duced to the necessary amount
In the more complex tasks both the processingof analog values and the connection of LOGOover the AS-i and EIB bus systems are treatedThe comprehensive possibilities offered by theLOGO control relay are presented here in ab-breviated form such that the interest of LOGObeginners is also aroused
The following functions of LOGO are onlyavailable with the LOGO devices starting withrelease version 0BA6 and with LOGOSoft Com-fort starting with version 6
bull Analog arithmetic operations (Chapter 75 Mathematical functions)
bull External text display LOGO TD (Chapter 76 and Chapter 8)
bull Pulse width modulation (Chapter 77 PWM)
All other contents of the book can also be pro-grammed for LOGO devices of earlier releaseversions
The last two chapters of the book are providedfor information purposes for the previousproject tasks Detailed reference is made thereto control elements sensors and LOGO hard-ware This part is rounded off by a list of all pro-gram commands for LOGO
The enclosed CD contains the following con-tents
bull LOGOSoft Comfort configuring software (demo version)
bull LOGO control programs for the application examples presented in this book
bull The LOGO Manual in eight languages Chi-nese Dutch English French German Ital-ian Russian Spanish Turkish
bull A PDF of a brochure on micro automation and LOGO
The contents of the book form a training ar-rangement which directs you toward plannedactions in that the steps Planning (includingdocumentation) Implementation (= program-ming) and Checking (eg by means of pro-gram simulation) are executed in each projecttask
The authors hope you will be able to work suc-cessfully with this handbook and are alwaysgrateful to hear your responses or suggestionsfor improvement
6
Contents
1 Quick start
11 Solving of control tasks with LOGO 9
12 Description of control task 10
13 Implementation of control task with LOGO 10
14 Generation of LOGO program 11141 Function block diagram (FBD) 11142 Ladder diagram (LAD) 11
15 Program input directly on LOGO module 12
151 Calling of editing mode 12152 Manual input of program 13153 Activation of RUN mode 14154 Program test 14
16 Programming with LOGOSoft Comfort 15161 Use of LOGOSoft Comfort 15162 Simulation with LOGOSoft Comfort 17
2 Shading of a conservatory
21 Task analysis 19211 Analysis of input and output variables 21212 Definition of system properties 21
22 Hardware configuration 22221 Selection of control relay 22222 Assignment list 23223 Connection diagram 23
23 Software configuration 23231 Program preparation 23232 Program for manual mode 24233 Transfer of program 26
24 Expansion of control to automatic mode 28
241 Copying of program 29242 System properties in automatic mode 29243 Program for manual mode 29244 Program for automatic mode 33
3 Car park with counting function
31 Task description 34311 Function description 34
32 Hardware configuration 34321 Selection of LOGO 34322 Connection diagram of LOGO 36
33 Software configuration 37
331 Analysis and planning of software 37332 Software development 38333 Entire representation as FBD 40334 Entire representation as LAD 41
4 Grain store (sequential circuit)
41 Task description 42411 Function description 42
42 Hardware configuration 42421 Selection of LOGO 42422 Connection diagram of LOGO 44
43 Software configuration 45431 Analysis and planning of software 45432 Software development 45433 Entire representation as FBD 48434 Entire representation as LAD 49
44 Grain store ndash export version 50441 Task description 504411 Function description 50442 Hardware configuration 504421 Selection of LOGO 504422 Connection diagram of LOGO 50443 Software configuration 504431 Analysis and planning of software 504432 Software development 51
5 Pallet magazine (step sequence)
51 Task description 52511 Function description 52
52 Hardware configuration 52521 Selection of LOGO 52522 Connection diagram of LOGO 53
53 Software configuration 54531 Analysis and planning of software 54532 Software development 56533 Entire representation of step
sequence 59
6 Production Line with AS-Interface
61 Task description 60611 Function description 60
Contents
7
62 Hardware configuration 61621 Selection of additional components 61
63 Hardware and software configurations 62
64 Software configuration 64641 LOGO 64
7 Software projects
71 Autoclave with Pt100 66711 Task and function description 66712 Hardware configuration 66713 Software configuration 67
72 School bell with EIB 68721 Task and function description 68722 Hardware configuration 68723 Software configuration 68
73 Analog value processing in a labeling machine 70
731 Task and function description 70732 Hardware configuration 70733 Software configuration 71
74 Greenhouse with PI controller 72741 Task and function description 72742 Hardware configuration 72743 Software configuration 73
75 Drum speed with mathematical function 74
751 Task and function description 74752 Hardware configuration 74753 Software configuration 75
76 Car wash with LOGO TD 76761 Task and function description 76762 Hardware configuration 76763 Software configuration 77
77 Buffer vessel with PWM 80771 Task and function description 80772 Hardware configuration 80773 Software configuration 81
8 Hardware
81 Control elements and sensors 82811 Signals 82812 Control elements 83813 Sensors 838131 Limit contactend switchmicroswitch
position switch 848132 Proximity sensors 848133 Inductive proximity sensor 858134 Capacitive proximity sensor 868135 Magnetic proximity sensorreed
contact 868136 Magneto-resistive proximity sensor 878137 Cylinder position transmitter 878138 Optical proximity sensor 878139 Ultrasonic sensors 8981310 Temperature sensors 89
82 LOGO control relays 90821 Voltage classes 91822 Technical specifications of the LOGO
range 918221 Basic devices 918222 Expansion modules 938223 Communication modules CM EIBKNX 96
83 Motor control unit 97
84 Electropneumatic objects 98
9 Logic operations
91 Representations 101
92 Basic logic operations 102
93 Constantsterminals 103
94 Special functions 105
Index 110
Picture sources 111
LOGO Practical Training
7 Software projects
Hardware
Logic operations
Pressure sensor
Analog threshold switch
LOGO AM2 PT100
Analog differencethreshold switch
Pt100 sensor
Pulse generator
PI controller
Hardware
Logic operations
Edge-triggered interval time-delay relay
LOGO CM EIBKNX
Week time switch
Year time switch
Hardware
Hardware
Logic operations
Frequency converter
LOGO AM2 AQ
Analog signal generationwith potentiometer
Ultrasonic sensor withfrequency output
XOR
Analog output
Ramp control
Analog amplifier
Analog threshold switch
72 School bell with EIB
2 Shading of a conservatory
Hardware
Software
Actuators
Programdevelopment
Simulation
Sensors and control elements
Selection of control relay
Task analysisInformation flow
Definition of control
Material flow
Control circuit
Commissioning withonline monitoring
AND ORNOT RS TIMER
Positioning ofinput and output
Documentation
9 Logic operations
8 HardwareLOGO family
Control elements
Sensors
Actuators
1 Quick startSoftware programming FBD
Manual programming
Page 9
Page 18
3 Car park with counter function
Hardware
Software
Hardware interlocking of outputs
Direction reversal
Signaltime diagram asanalysis support
Direction reversal
Selection of objects
Page 34
4 Grain store (sequential circuit)
Hardware
Logic operations
Safety circuit
Message text
EMER STOP and stopSafety
Open-circuit protection andresistance to ground faults
Page 42
5 Pallet magazine (step sequence)
Hardware
Logic operationsSwitch-on delay
Electropneumatic
Page 52
6 Production line with AS-Interface
Logic operationsPulse generator
Counters
Page 60
71 Autoclave with Pt100
73 Analog value processing in a labeling machine
Page 68
Page 66
Page 70
Page 101
Page 82
Standard applications
Complete development of a controllerwith a switch-onoff sequence andconsideration of safety aspects
Development of a controller as stepsequences with application ofelectropneumatic objects
Integration of a LOGO into a productionline with ASi bus on the basis of an S7-200
IntroductionA simple problem to become rapidlyacquainted with the LOGO
Detailed instructions for a completeand system-based control taskfrom assignment of order up to startup
Reference materialSummary and fundamentals for reference
Special applications
Logic operations
74 Greenhouse with PI controller
Page 72
PWM
Analog MUXLogic operations
77 Buffer vessel with PWM
Page 80
LOGO TD
Hardware
HardwareLaser distance sensor
76 Car wash with LOGO TD
Page 76
Analog arithmeticLogic operations
GRAFCETalternativebranches
GRAFCETparallel
branches
Message text
Logic operations
75 Drum speed with mathematical function
Page 74
9
1 Quick start
11 Solving of control tasks with LOGO
The principle of operation for the control of technical systems with LOGO control relays can bedescribed in abbreviated form as follows
Input signals supply the control relay with information on the current state of the process and anyoperator commands The control relay reacts to these input signals in accordance with a definedprogram It then generates output signals which influence the process in the intended manner viaactuators (final control elements)
Small control tasks can be solved using programmable control relays with a minimum of hardwareIt is possible to learn and apply the required programming knowledge extremely easily The follow-ing example is a direct introduction to the programming of LOGO
The control sequence is defined by a corresponding program in the memory of the LOGO deviceThere are two different ways to enter the program These two programming methods are de-scribed in brief below
Programming of LOGO control relays
or
a) Input of program directly on the device
The LOGO basic module can be programmeddirectly on the device without particular effortThe six existing keys and the LCD are used
When pressing a key users are provided withmenu prompting which allows the input or de-letion of a program parameterization of char-acteristic values etc A PC is not required Theprogram is output on the display in the Func-tion Block Diagram (FBD)
This diagram corresponds to the FBD languageused for PLC programming Logic operationstimers counters etc are displayed as rectangu-lar blocks Only one block can be output on thedisplay at a time and jumping to other blocks ispossible using arrow keys This programmingtechnique is described in Chapter 15
b) Generationtransfer of program using PC
The LOGOSoft Comfort software allows a cleardisplay of the complete program on the screenFollowing generation and the simulation testthe finished program can be transferred via ca-ble to the LOGO basic module An online testpermits monitoring of control signals duringoperation of the device The LOGOSoft Com-fort software can display programs in the fol-lowing two ways
a) Function Block Diagram (FBD) b) Ladder (LAD)
The LAD display is referred to in PLC program-ming as the ladder diagram It is very similar toa circuit diagram and therefore representscontrol programs in an extremely clear man-ner This programming method is described inChapter 16
Fig 11 Programming using manual inputs Fig 12 Programming using PC
1 Quick start
10
12 Description of control task
Customer orders are assembled on pallets inthe warehouse of a wholesale company for san-itary requirements In the area in front of thewarehouse orders ready for dispatch are trans-ported on a pallet conveyor system (chain con-veyor) to the truck ramp (Fig 13)
Control sequence
The two keys S2 and S3 permit transportationof the pallets in so-called jogging mode Thepallets are only transported further if at leastone of the start keys is kept depressed
The pallets are transported into the end posi-tion where they activate the limit contact B4(end switch) B4 prevents a pallet from beingunintentionally transported beyond the endposition and thus falling off Switching-off ofthe master switch S1 suppresses all movementsof the chain conveyor drive
The control task which has just been describedwas previously executed as a hardwired controlsystem The circuit diagram of the control cir-cuit is shown in Fig 14
13 Implementation of control task with LOGO
Since the warehouse of the wholesale companyfor sanitary requirements is to be modernizedthis is an appropriate time to replace the previ-ous conventional contactor controls For thepallet conveyor system the decision is made bythe commissioned electrical company to usethe LOGO programmable control relay
Application of the control relay provides the us-er with numerous expansion options for specialfunctions which are already integrated in thedevice meaning that no additional hardwarecosts arise
Examples can be mentioned here ndash Recording of quantities ndash Operating hours counter ndash Time functions ndash Bus communication (only special modules)
Further chapters in the book provide compre-hensive information on the numerous specialfunctions of the LOGO devices
In addition to the special functions such typesof control relays can be reprogrammed rapidlyand simply Therefore changes in functions canusually be carried out without modification ofthe hardware (rewiring)
This increases the flexibility and economy oftransportation procedures and production pro-cesses Conversion of the existing convention-al control system to LOGO is carried out byconnecting all previous sensors and control el-ements individually to the input side In thiscase these are the master switch S1 the keys S2and S3 and the limit contact B4 AssignmentS1zI1 hellip B4zI4 The motor contactor (=actua-tor) is connected to the output side of the logicmodule (Fig 15) The linking between the in-put and output sides is carried out by the con-
Fig 13 Process schematic of the conveyor system
Fig 14 Previous control circuit as hardwired control system
Fig 15 Connection diagram of control system with switching relay
14 Generation of LOGO program
11
trol program This is developed on the follow-ing pages (Chapter 14)
14 Generation of LOGO program
The two start keys are connected in parallel inthe circuit diagram Since the activation of oneof these two keys is sufficient for starting thisparallel connection represents OR logic (Fig16) which must also be integrated accordinglyin the LOGO program
The master switch S1 and the limit contact B4are connected in series to the start keys In or-der to activate the motor contactor S1 and B4must also be closed in addition to a start key(Fig 17)
Series connections are implemented in the log-ic diagram by AND logic Therefore S1 B4 andthe OR logic meet in a common AND logic
Function analysis Q1 switches if S1 is activated AND (S2 OR S3 is activated) AND S4 is not activated
It is recommendable to produce a sketch of thecontrol program prior to direct input in the log-ic module This provides you with a clear over-
view during the input and facilitates documen-tation and troubleshooting
Furthermore an assignment list (cf Chapter222) is extremely helpful especially with com-prehensive control tasks
This lists the inputoutput objects which havebeen used This list defines the inputoutput ofthe control relay to which the objects are con-nected
141 Function block diagram (FBD)
Manual input of the program into the logicmodule is carried out in the display mode FBD(Function Block Diagram)
The individual logic operations are implement-ed using so-called blocks In our case the pro-gram consists of two blocks (B1 B2) with sim-ple logic operations
142 Ladder diagram (LAD)
Either the display mode FBD (see above) or LADcan be selected when generating the programwith LOGOSoft Comfort The Ladder diagramis relatively similar to the circuit diagram Thisdisplay mode is also referred to in PLC pro-gramming as the ladder diagram The parallelconnection of contacts is implemented in LADthrough parallel arrangement of the inputs (I2I3) The series connection of contacts (I1 I4) iscarried out analogous to the circuit diagram
Note The conveyor must only move if NC contact B4 is not activated A 1 state is then present at I4 thus permitting tripping of the
AND logic Input I4 must therefore be scanned for the idle state 1 ie non-inverted
Fig 16 OR logic of contacts
Fig 17 AND logic of contacts
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forOR operation
ge 1I2
I3
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forAND operation
ampge 1 I1
I4 Q1
Fig 18 LOGO program in function block diagram
Fig 19 LOGO program in ladder diagram
I1
ampge 1
I4
I2
I3 Q1
B2 B1

5
Preface
The LOGO control relay is being used to an in-creasing extent in installation technology andalso for simple industrial applications This isbecause this mini PLC permits simple imple-mentation of control tasks along with flexibleuse
This handbook has a practice-based structureand is appropriate for trainees pupils and stu-dents as well as technical employees and train-ers In addition to basic operating instruc-tions an holistic approach is used to indicatethe fundamental procedures when tacklingcontrol problems
At the beginning programming of the LOGOcontrol relay is explained by means of a quickstart using both manual inputs and theLOGOSoft Comfort software
Standard situations encountered in controltechnology are subsequently presented in nu-merous projects (eg interlocks sequential cir-cuits safety regulations etc) Selection of thehardware is considered along with develop-ment of the program The enclosed CD includesa LOGO demo version Readers can thus under-stand the explanations in the book in parallelon a PC and check using a simulation Thescope of explanations is extremely detailed inthe first examples but is then continuously re-duced to the necessary amount
In the more complex tasks both the processingof analog values and the connection of LOGOover the AS-i and EIB bus systems are treatedThe comprehensive possibilities offered by theLOGO control relay are presented here in ab-breviated form such that the interest of LOGObeginners is also aroused
The following functions of LOGO are onlyavailable with the LOGO devices starting withrelease version 0BA6 and with LOGOSoft Com-fort starting with version 6
bull Analog arithmetic operations (Chapter 75 Mathematical functions)
bull External text display LOGO TD (Chapter 76 and Chapter 8)
bull Pulse width modulation (Chapter 77 PWM)
All other contents of the book can also be pro-grammed for LOGO devices of earlier releaseversions
The last two chapters of the book are providedfor information purposes for the previousproject tasks Detailed reference is made thereto control elements sensors and LOGO hard-ware This part is rounded off by a list of all pro-gram commands for LOGO
The enclosed CD contains the following con-tents
bull LOGOSoft Comfort configuring software (demo version)
bull LOGO control programs for the application examples presented in this book
bull The LOGO Manual in eight languages Chi-nese Dutch English French German Ital-ian Russian Spanish Turkish
bull A PDF of a brochure on micro automation and LOGO
The contents of the book form a training ar-rangement which directs you toward plannedactions in that the steps Planning (includingdocumentation) Implementation (= program-ming) and Checking (eg by means of pro-gram simulation) are executed in each projecttask
The authors hope you will be able to work suc-cessfully with this handbook and are alwaysgrateful to hear your responses or suggestionsfor improvement
6
Contents
1 Quick start
11 Solving of control tasks with LOGO 9
12 Description of control task 10
13 Implementation of control task with LOGO 10
14 Generation of LOGO program 11141 Function block diagram (FBD) 11142 Ladder diagram (LAD) 11
15 Program input directly on LOGO module 12
151 Calling of editing mode 12152 Manual input of program 13153 Activation of RUN mode 14154 Program test 14
16 Programming with LOGOSoft Comfort 15161 Use of LOGOSoft Comfort 15162 Simulation with LOGOSoft Comfort 17
2 Shading of a conservatory
21 Task analysis 19211 Analysis of input and output variables 21212 Definition of system properties 21
22 Hardware configuration 22221 Selection of control relay 22222 Assignment list 23223 Connection diagram 23
23 Software configuration 23231 Program preparation 23232 Program for manual mode 24233 Transfer of program 26
24 Expansion of control to automatic mode 28
241 Copying of program 29242 System properties in automatic mode 29243 Program for manual mode 29244 Program for automatic mode 33
3 Car park with counting function
31 Task description 34311 Function description 34
32 Hardware configuration 34321 Selection of LOGO 34322 Connection diagram of LOGO 36
33 Software configuration 37
331 Analysis and planning of software 37332 Software development 38333 Entire representation as FBD 40334 Entire representation as LAD 41
4 Grain store (sequential circuit)
41 Task description 42411 Function description 42
42 Hardware configuration 42421 Selection of LOGO 42422 Connection diagram of LOGO 44
43 Software configuration 45431 Analysis and planning of software 45432 Software development 45433 Entire representation as FBD 48434 Entire representation as LAD 49
44 Grain store ndash export version 50441 Task description 504411 Function description 50442 Hardware configuration 504421 Selection of LOGO 504422 Connection diagram of LOGO 50443 Software configuration 504431 Analysis and planning of software 504432 Software development 51
5 Pallet magazine (step sequence)
51 Task description 52511 Function description 52
52 Hardware configuration 52521 Selection of LOGO 52522 Connection diagram of LOGO 53
53 Software configuration 54531 Analysis and planning of software 54532 Software development 56533 Entire representation of step
sequence 59
6 Production Line with AS-Interface
61 Task description 60611 Function description 60
Contents
7
62 Hardware configuration 61621 Selection of additional components 61
63 Hardware and software configurations 62
64 Software configuration 64641 LOGO 64
7 Software projects
71 Autoclave with Pt100 66711 Task and function description 66712 Hardware configuration 66713 Software configuration 67
72 School bell with EIB 68721 Task and function description 68722 Hardware configuration 68723 Software configuration 68
73 Analog value processing in a labeling machine 70
731 Task and function description 70732 Hardware configuration 70733 Software configuration 71
74 Greenhouse with PI controller 72741 Task and function description 72742 Hardware configuration 72743 Software configuration 73
75 Drum speed with mathematical function 74
751 Task and function description 74752 Hardware configuration 74753 Software configuration 75
76 Car wash with LOGO TD 76761 Task and function description 76762 Hardware configuration 76763 Software configuration 77
77 Buffer vessel with PWM 80771 Task and function description 80772 Hardware configuration 80773 Software configuration 81
8 Hardware
81 Control elements and sensors 82811 Signals 82812 Control elements 83813 Sensors 838131 Limit contactend switchmicroswitch
position switch 848132 Proximity sensors 848133 Inductive proximity sensor 858134 Capacitive proximity sensor 868135 Magnetic proximity sensorreed
contact 868136 Magneto-resistive proximity sensor 878137 Cylinder position transmitter 878138 Optical proximity sensor 878139 Ultrasonic sensors 8981310 Temperature sensors 89
82 LOGO control relays 90821 Voltage classes 91822 Technical specifications of the LOGO
range 918221 Basic devices 918222 Expansion modules 938223 Communication modules CM EIBKNX 96
83 Motor control unit 97
84 Electropneumatic objects 98
9 Logic operations
91 Representations 101
92 Basic logic operations 102
93 Constantsterminals 103
94 Special functions 105
Index 110
Picture sources 111
LOGO Practical Training
7 Software projects
Hardware
Logic operations
Pressure sensor
Analog threshold switch
LOGO AM2 PT100
Analog differencethreshold switch
Pt100 sensor
Pulse generator
PI controller
Hardware
Logic operations
Edge-triggered interval time-delay relay
LOGO CM EIBKNX
Week time switch
Year time switch
Hardware
Hardware
Logic operations
Frequency converter
LOGO AM2 AQ
Analog signal generationwith potentiometer
Ultrasonic sensor withfrequency output
XOR
Analog output
Ramp control
Analog amplifier
Analog threshold switch
72 School bell with EIB
2 Shading of a conservatory
Hardware
Software
Actuators
Programdevelopment
Simulation
Sensors and control elements
Selection of control relay
Task analysisInformation flow
Definition of control
Material flow
Control circuit
Commissioning withonline monitoring
AND ORNOT RS TIMER
Positioning ofinput and output
Documentation
9 Logic operations
8 HardwareLOGO family
Control elements
Sensors
Actuators
1 Quick startSoftware programming FBD
Manual programming
Page 9
Page 18
3 Car park with counter function
Hardware
Software
Hardware interlocking of outputs
Direction reversal
Signaltime diagram asanalysis support
Direction reversal
Selection of objects
Page 34
4 Grain store (sequential circuit)
Hardware
Logic operations
Safety circuit
Message text
EMER STOP and stopSafety
Open-circuit protection andresistance to ground faults
Page 42
5 Pallet magazine (step sequence)
Hardware
Logic operationsSwitch-on delay
Electropneumatic
Page 52
6 Production line with AS-Interface
Logic operationsPulse generator
Counters
Page 60
71 Autoclave with Pt100
73 Analog value processing in a labeling machine
Page 68
Page 66
Page 70
Page 101
Page 82
Standard applications
Complete development of a controllerwith a switch-onoff sequence andconsideration of safety aspects
Development of a controller as stepsequences with application ofelectropneumatic objects
Integration of a LOGO into a productionline with ASi bus on the basis of an S7-200
IntroductionA simple problem to become rapidlyacquainted with the LOGO
Detailed instructions for a completeand system-based control taskfrom assignment of order up to startup
Reference materialSummary and fundamentals for reference
Special applications
Logic operations
74 Greenhouse with PI controller
Page 72
PWM
Analog MUXLogic operations
77 Buffer vessel with PWM
Page 80
LOGO TD
Hardware
HardwareLaser distance sensor
76 Car wash with LOGO TD
Page 76
Analog arithmeticLogic operations
GRAFCETalternativebranches
GRAFCETparallel
branches
Message text
Logic operations
75 Drum speed with mathematical function
Page 74
9
1 Quick start
11 Solving of control tasks with LOGO
The principle of operation for the control of technical systems with LOGO control relays can bedescribed in abbreviated form as follows
Input signals supply the control relay with information on the current state of the process and anyoperator commands The control relay reacts to these input signals in accordance with a definedprogram It then generates output signals which influence the process in the intended manner viaactuators (final control elements)
Small control tasks can be solved using programmable control relays with a minimum of hardwareIt is possible to learn and apply the required programming knowledge extremely easily The follow-ing example is a direct introduction to the programming of LOGO
The control sequence is defined by a corresponding program in the memory of the LOGO deviceThere are two different ways to enter the program These two programming methods are de-scribed in brief below
Programming of LOGO control relays
or
a) Input of program directly on the device
The LOGO basic module can be programmeddirectly on the device without particular effortThe six existing keys and the LCD are used
When pressing a key users are provided withmenu prompting which allows the input or de-letion of a program parameterization of char-acteristic values etc A PC is not required Theprogram is output on the display in the Func-tion Block Diagram (FBD)
This diagram corresponds to the FBD languageused for PLC programming Logic operationstimers counters etc are displayed as rectangu-lar blocks Only one block can be output on thedisplay at a time and jumping to other blocks ispossible using arrow keys This programmingtechnique is described in Chapter 15
b) Generationtransfer of program using PC
The LOGOSoft Comfort software allows a cleardisplay of the complete program on the screenFollowing generation and the simulation testthe finished program can be transferred via ca-ble to the LOGO basic module An online testpermits monitoring of control signals duringoperation of the device The LOGOSoft Com-fort software can display programs in the fol-lowing two ways
a) Function Block Diagram (FBD) b) Ladder (LAD)
The LAD display is referred to in PLC program-ming as the ladder diagram It is very similar toa circuit diagram and therefore representscontrol programs in an extremely clear man-ner This programming method is described inChapter 16
Fig 11 Programming using manual inputs Fig 12 Programming using PC
1 Quick start
10
12 Description of control task
Customer orders are assembled on pallets inthe warehouse of a wholesale company for san-itary requirements In the area in front of thewarehouse orders ready for dispatch are trans-ported on a pallet conveyor system (chain con-veyor) to the truck ramp (Fig 13)
Control sequence
The two keys S2 and S3 permit transportationof the pallets in so-called jogging mode Thepallets are only transported further if at leastone of the start keys is kept depressed
The pallets are transported into the end posi-tion where they activate the limit contact B4(end switch) B4 prevents a pallet from beingunintentionally transported beyond the endposition and thus falling off Switching-off ofthe master switch S1 suppresses all movementsof the chain conveyor drive
The control task which has just been describedwas previously executed as a hardwired controlsystem The circuit diagram of the control cir-cuit is shown in Fig 14
13 Implementation of control task with LOGO
Since the warehouse of the wholesale companyfor sanitary requirements is to be modernizedthis is an appropriate time to replace the previ-ous conventional contactor controls For thepallet conveyor system the decision is made bythe commissioned electrical company to usethe LOGO programmable control relay
Application of the control relay provides the us-er with numerous expansion options for specialfunctions which are already integrated in thedevice meaning that no additional hardwarecosts arise
Examples can be mentioned here ndash Recording of quantities ndash Operating hours counter ndash Time functions ndash Bus communication (only special modules)
Further chapters in the book provide compre-hensive information on the numerous specialfunctions of the LOGO devices
In addition to the special functions such typesof control relays can be reprogrammed rapidlyand simply Therefore changes in functions canusually be carried out without modification ofthe hardware (rewiring)
This increases the flexibility and economy oftransportation procedures and production pro-cesses Conversion of the existing convention-al control system to LOGO is carried out byconnecting all previous sensors and control el-ements individually to the input side In thiscase these are the master switch S1 the keys S2and S3 and the limit contact B4 AssignmentS1zI1 hellip B4zI4 The motor contactor (=actua-tor) is connected to the output side of the logicmodule (Fig 15) The linking between the in-put and output sides is carried out by the con-
Fig 13 Process schematic of the conveyor system
Fig 14 Previous control circuit as hardwired control system
Fig 15 Connection diagram of control system with switching relay
14 Generation of LOGO program
11
trol program This is developed on the follow-ing pages (Chapter 14)
14 Generation of LOGO program
The two start keys are connected in parallel inthe circuit diagram Since the activation of oneof these two keys is sufficient for starting thisparallel connection represents OR logic (Fig16) which must also be integrated accordinglyin the LOGO program
The master switch S1 and the limit contact B4are connected in series to the start keys In or-der to activate the motor contactor S1 and B4must also be closed in addition to a start key(Fig 17)
Series connections are implemented in the log-ic diagram by AND logic Therefore S1 B4 andthe OR logic meet in a common AND logic
Function analysis Q1 switches if S1 is activated AND (S2 OR S3 is activated) AND S4 is not activated
It is recommendable to produce a sketch of thecontrol program prior to direct input in the log-ic module This provides you with a clear over-
view during the input and facilitates documen-tation and troubleshooting
Furthermore an assignment list (cf Chapter222) is extremely helpful especially with com-prehensive control tasks
This lists the inputoutput objects which havebeen used This list defines the inputoutput ofthe control relay to which the objects are con-nected
141 Function block diagram (FBD)
Manual input of the program into the logicmodule is carried out in the display mode FBD(Function Block Diagram)
The individual logic operations are implement-ed using so-called blocks In our case the pro-gram consists of two blocks (B1 B2) with sim-ple logic operations
142 Ladder diagram (LAD)
Either the display mode FBD (see above) or LADcan be selected when generating the programwith LOGOSoft Comfort The Ladder diagramis relatively similar to the circuit diagram Thisdisplay mode is also referred to in PLC pro-gramming as the ladder diagram The parallelconnection of contacts is implemented in LADthrough parallel arrangement of the inputs (I2I3) The series connection of contacts (I1 I4) iscarried out analogous to the circuit diagram
Note The conveyor must only move if NC contact B4 is not activated A 1 state is then present at I4 thus permitting tripping of the
AND logic Input I4 must therefore be scanned for the idle state 1 ie non-inverted
Fig 16 OR logic of contacts
Fig 17 AND logic of contacts
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forOR operation
ge 1I2
I3
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forAND operation
ampge 1 I1
I4 Q1
Fig 18 LOGO program in function block diagram
Fig 19 LOGO program in ladder diagram
I1
ampge 1
I4
I2
I3 Q1
B2 B1

6
Contents
1 Quick start
11 Solving of control tasks with LOGO 9
12 Description of control task 10
13 Implementation of control task with LOGO 10
14 Generation of LOGO program 11141 Function block diagram (FBD) 11142 Ladder diagram (LAD) 11
15 Program input directly on LOGO module 12
151 Calling of editing mode 12152 Manual input of program 13153 Activation of RUN mode 14154 Program test 14
16 Programming with LOGOSoft Comfort 15161 Use of LOGOSoft Comfort 15162 Simulation with LOGOSoft Comfort 17
2 Shading of a conservatory
21 Task analysis 19211 Analysis of input and output variables 21212 Definition of system properties 21
22 Hardware configuration 22221 Selection of control relay 22222 Assignment list 23223 Connection diagram 23
23 Software configuration 23231 Program preparation 23232 Program for manual mode 24233 Transfer of program 26
24 Expansion of control to automatic mode 28
241 Copying of program 29242 System properties in automatic mode 29243 Program for manual mode 29244 Program for automatic mode 33
3 Car park with counting function
31 Task description 34311 Function description 34
32 Hardware configuration 34321 Selection of LOGO 34322 Connection diagram of LOGO 36
33 Software configuration 37
331 Analysis and planning of software 37332 Software development 38333 Entire representation as FBD 40334 Entire representation as LAD 41
4 Grain store (sequential circuit)
41 Task description 42411 Function description 42
42 Hardware configuration 42421 Selection of LOGO 42422 Connection diagram of LOGO 44
43 Software configuration 45431 Analysis and planning of software 45432 Software development 45433 Entire representation as FBD 48434 Entire representation as LAD 49
44 Grain store ndash export version 50441 Task description 504411 Function description 50442 Hardware configuration 504421 Selection of LOGO 504422 Connection diagram of LOGO 50443 Software configuration 504431 Analysis and planning of software 504432 Software development 51
5 Pallet magazine (step sequence)
51 Task description 52511 Function description 52
52 Hardware configuration 52521 Selection of LOGO 52522 Connection diagram of LOGO 53
53 Software configuration 54531 Analysis and planning of software 54532 Software development 56533 Entire representation of step
sequence 59
6 Production Line with AS-Interface
61 Task description 60611 Function description 60
Contents
7
62 Hardware configuration 61621 Selection of additional components 61
63 Hardware and software configurations 62
64 Software configuration 64641 LOGO 64
7 Software projects
71 Autoclave with Pt100 66711 Task and function description 66712 Hardware configuration 66713 Software configuration 67
72 School bell with EIB 68721 Task and function description 68722 Hardware configuration 68723 Software configuration 68
73 Analog value processing in a labeling machine 70
731 Task and function description 70732 Hardware configuration 70733 Software configuration 71
74 Greenhouse with PI controller 72741 Task and function description 72742 Hardware configuration 72743 Software configuration 73
75 Drum speed with mathematical function 74
751 Task and function description 74752 Hardware configuration 74753 Software configuration 75
76 Car wash with LOGO TD 76761 Task and function description 76762 Hardware configuration 76763 Software configuration 77
77 Buffer vessel with PWM 80771 Task and function description 80772 Hardware configuration 80773 Software configuration 81
8 Hardware
81 Control elements and sensors 82811 Signals 82812 Control elements 83813 Sensors 838131 Limit contactend switchmicroswitch
position switch 848132 Proximity sensors 848133 Inductive proximity sensor 858134 Capacitive proximity sensor 868135 Magnetic proximity sensorreed
contact 868136 Magneto-resistive proximity sensor 878137 Cylinder position transmitter 878138 Optical proximity sensor 878139 Ultrasonic sensors 8981310 Temperature sensors 89
82 LOGO control relays 90821 Voltage classes 91822 Technical specifications of the LOGO
range 918221 Basic devices 918222 Expansion modules 938223 Communication modules CM EIBKNX 96
83 Motor control unit 97
84 Electropneumatic objects 98
9 Logic operations
91 Representations 101
92 Basic logic operations 102
93 Constantsterminals 103
94 Special functions 105
Index 110
Picture sources 111
LOGO Practical Training
7 Software projects
Hardware
Logic operations
Pressure sensor
Analog threshold switch
LOGO AM2 PT100
Analog differencethreshold switch
Pt100 sensor
Pulse generator
PI controller
Hardware
Logic operations
Edge-triggered interval time-delay relay
LOGO CM EIBKNX
Week time switch
Year time switch
Hardware
Hardware
Logic operations
Frequency converter
LOGO AM2 AQ
Analog signal generationwith potentiometer
Ultrasonic sensor withfrequency output
XOR
Analog output
Ramp control
Analog amplifier
Analog threshold switch
72 School bell with EIB
2 Shading of a conservatory
Hardware
Software
Actuators
Programdevelopment
Simulation
Sensors and control elements
Selection of control relay
Task analysisInformation flow
Definition of control
Material flow
Control circuit
Commissioning withonline monitoring
AND ORNOT RS TIMER
Positioning ofinput and output
Documentation
9 Logic operations
8 HardwareLOGO family
Control elements
Sensors
Actuators
1 Quick startSoftware programming FBD
Manual programming
Page 9
Page 18
3 Car park with counter function
Hardware
Software
Hardware interlocking of outputs
Direction reversal
Signaltime diagram asanalysis support
Direction reversal
Selection of objects
Page 34
4 Grain store (sequential circuit)
Hardware
Logic operations
Safety circuit
Message text
EMER STOP and stopSafety
Open-circuit protection andresistance to ground faults
Page 42
5 Pallet magazine (step sequence)
Hardware
Logic operationsSwitch-on delay
Electropneumatic
Page 52
6 Production line with AS-Interface
Logic operationsPulse generator
Counters
Page 60
71 Autoclave with Pt100
73 Analog value processing in a labeling machine
Page 68
Page 66
Page 70
Page 101
Page 82
Standard applications
Complete development of a controllerwith a switch-onoff sequence andconsideration of safety aspects
Development of a controller as stepsequences with application ofelectropneumatic objects
Integration of a LOGO into a productionline with ASi bus on the basis of an S7-200
IntroductionA simple problem to become rapidlyacquainted with the LOGO
Detailed instructions for a completeand system-based control taskfrom assignment of order up to startup
Reference materialSummary and fundamentals for reference
Special applications
Logic operations
74 Greenhouse with PI controller
Page 72
PWM
Analog MUXLogic operations
77 Buffer vessel with PWM
Page 80
LOGO TD
Hardware
HardwareLaser distance sensor
76 Car wash with LOGO TD
Page 76
Analog arithmeticLogic operations
GRAFCETalternativebranches
GRAFCETparallel
branches
Message text
Logic operations
75 Drum speed with mathematical function
Page 74
9
1 Quick start
11 Solving of control tasks with LOGO
The principle of operation for the control of technical systems with LOGO control relays can bedescribed in abbreviated form as follows
Input signals supply the control relay with information on the current state of the process and anyoperator commands The control relay reacts to these input signals in accordance with a definedprogram It then generates output signals which influence the process in the intended manner viaactuators (final control elements)
Small control tasks can be solved using programmable control relays with a minimum of hardwareIt is possible to learn and apply the required programming knowledge extremely easily The follow-ing example is a direct introduction to the programming of LOGO
The control sequence is defined by a corresponding program in the memory of the LOGO deviceThere are two different ways to enter the program These two programming methods are de-scribed in brief below
Programming of LOGO control relays
or
a) Input of program directly on the device
The LOGO basic module can be programmeddirectly on the device without particular effortThe six existing keys and the LCD are used
When pressing a key users are provided withmenu prompting which allows the input or de-letion of a program parameterization of char-acteristic values etc A PC is not required Theprogram is output on the display in the Func-tion Block Diagram (FBD)
This diagram corresponds to the FBD languageused for PLC programming Logic operationstimers counters etc are displayed as rectangu-lar blocks Only one block can be output on thedisplay at a time and jumping to other blocks ispossible using arrow keys This programmingtechnique is described in Chapter 15
b) Generationtransfer of program using PC
The LOGOSoft Comfort software allows a cleardisplay of the complete program on the screenFollowing generation and the simulation testthe finished program can be transferred via ca-ble to the LOGO basic module An online testpermits monitoring of control signals duringoperation of the device The LOGOSoft Com-fort software can display programs in the fol-lowing two ways
a) Function Block Diagram (FBD) b) Ladder (LAD)
The LAD display is referred to in PLC program-ming as the ladder diagram It is very similar toa circuit diagram and therefore representscontrol programs in an extremely clear man-ner This programming method is described inChapter 16
Fig 11 Programming using manual inputs Fig 12 Programming using PC
1 Quick start
10
12 Description of control task
Customer orders are assembled on pallets inthe warehouse of a wholesale company for san-itary requirements In the area in front of thewarehouse orders ready for dispatch are trans-ported on a pallet conveyor system (chain con-veyor) to the truck ramp (Fig 13)
Control sequence
The two keys S2 and S3 permit transportationof the pallets in so-called jogging mode Thepallets are only transported further if at leastone of the start keys is kept depressed
The pallets are transported into the end posi-tion where they activate the limit contact B4(end switch) B4 prevents a pallet from beingunintentionally transported beyond the endposition and thus falling off Switching-off ofthe master switch S1 suppresses all movementsof the chain conveyor drive
The control task which has just been describedwas previously executed as a hardwired controlsystem The circuit diagram of the control cir-cuit is shown in Fig 14
13 Implementation of control task with LOGO
Since the warehouse of the wholesale companyfor sanitary requirements is to be modernizedthis is an appropriate time to replace the previ-ous conventional contactor controls For thepallet conveyor system the decision is made bythe commissioned electrical company to usethe LOGO programmable control relay
Application of the control relay provides the us-er with numerous expansion options for specialfunctions which are already integrated in thedevice meaning that no additional hardwarecosts arise
Examples can be mentioned here ndash Recording of quantities ndash Operating hours counter ndash Time functions ndash Bus communication (only special modules)
Further chapters in the book provide compre-hensive information on the numerous specialfunctions of the LOGO devices
In addition to the special functions such typesof control relays can be reprogrammed rapidlyand simply Therefore changes in functions canusually be carried out without modification ofthe hardware (rewiring)
This increases the flexibility and economy oftransportation procedures and production pro-cesses Conversion of the existing convention-al control system to LOGO is carried out byconnecting all previous sensors and control el-ements individually to the input side In thiscase these are the master switch S1 the keys S2and S3 and the limit contact B4 AssignmentS1zI1 hellip B4zI4 The motor contactor (=actua-tor) is connected to the output side of the logicmodule (Fig 15) The linking between the in-put and output sides is carried out by the con-
Fig 13 Process schematic of the conveyor system
Fig 14 Previous control circuit as hardwired control system
Fig 15 Connection diagram of control system with switching relay
14 Generation of LOGO program
11
trol program This is developed on the follow-ing pages (Chapter 14)
14 Generation of LOGO program
The two start keys are connected in parallel inthe circuit diagram Since the activation of oneof these two keys is sufficient for starting thisparallel connection represents OR logic (Fig16) which must also be integrated accordinglyin the LOGO program
The master switch S1 and the limit contact B4are connected in series to the start keys In or-der to activate the motor contactor S1 and B4must also be closed in addition to a start key(Fig 17)
Series connections are implemented in the log-ic diagram by AND logic Therefore S1 B4 andthe OR logic meet in a common AND logic
Function analysis Q1 switches if S1 is activated AND (S2 OR S3 is activated) AND S4 is not activated
It is recommendable to produce a sketch of thecontrol program prior to direct input in the log-ic module This provides you with a clear over-
view during the input and facilitates documen-tation and troubleshooting
Furthermore an assignment list (cf Chapter222) is extremely helpful especially with com-prehensive control tasks
This lists the inputoutput objects which havebeen used This list defines the inputoutput ofthe control relay to which the objects are con-nected
141 Function block diagram (FBD)
Manual input of the program into the logicmodule is carried out in the display mode FBD(Function Block Diagram)
The individual logic operations are implement-ed using so-called blocks In our case the pro-gram consists of two blocks (B1 B2) with sim-ple logic operations
142 Ladder diagram (LAD)
Either the display mode FBD (see above) or LADcan be selected when generating the programwith LOGOSoft Comfort The Ladder diagramis relatively similar to the circuit diagram Thisdisplay mode is also referred to in PLC pro-gramming as the ladder diagram The parallelconnection of contacts is implemented in LADthrough parallel arrangement of the inputs (I2I3) The series connection of contacts (I1 I4) iscarried out analogous to the circuit diagram
Note The conveyor must only move if NC contact B4 is not activated A 1 state is then present at I4 thus permitting tripping of the
AND logic Input I4 must therefore be scanned for the idle state 1 ie non-inverted
Fig 16 OR logic of contacts
Fig 17 AND logic of contacts
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forOR operation
ge 1I2
I3
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forAND operation
ampge 1 I1
I4 Q1
Fig 18 LOGO program in function block diagram
Fig 19 LOGO program in ladder diagram
I1
ampge 1
I4
I2
I3 Q1
B2 B1

Contents
7
62 Hardware configuration 61621 Selection of additional components 61
63 Hardware and software configurations 62
64 Software configuration 64641 LOGO 64
7 Software projects
71 Autoclave with Pt100 66711 Task and function description 66712 Hardware configuration 66713 Software configuration 67
72 School bell with EIB 68721 Task and function description 68722 Hardware configuration 68723 Software configuration 68
73 Analog value processing in a labeling machine 70
731 Task and function description 70732 Hardware configuration 70733 Software configuration 71
74 Greenhouse with PI controller 72741 Task and function description 72742 Hardware configuration 72743 Software configuration 73
75 Drum speed with mathematical function 74
751 Task and function description 74752 Hardware configuration 74753 Software configuration 75
76 Car wash with LOGO TD 76761 Task and function description 76762 Hardware configuration 76763 Software configuration 77
77 Buffer vessel with PWM 80771 Task and function description 80772 Hardware configuration 80773 Software configuration 81
8 Hardware
81 Control elements and sensors 82811 Signals 82812 Control elements 83813 Sensors 838131 Limit contactend switchmicroswitch
position switch 848132 Proximity sensors 848133 Inductive proximity sensor 858134 Capacitive proximity sensor 868135 Magnetic proximity sensorreed
contact 868136 Magneto-resistive proximity sensor 878137 Cylinder position transmitter 878138 Optical proximity sensor 878139 Ultrasonic sensors 8981310 Temperature sensors 89
82 LOGO control relays 90821 Voltage classes 91822 Technical specifications of the LOGO
range 918221 Basic devices 918222 Expansion modules 938223 Communication modules CM EIBKNX 96
83 Motor control unit 97
84 Electropneumatic objects 98
9 Logic operations
91 Representations 101
92 Basic logic operations 102
93 Constantsterminals 103
94 Special functions 105
Index 110
Picture sources 111
LOGO Practical Training
7 Software projects
Hardware
Logic operations
Pressure sensor
Analog threshold switch
LOGO AM2 PT100
Analog differencethreshold switch
Pt100 sensor
Pulse generator
PI controller
Hardware
Logic operations
Edge-triggered interval time-delay relay
LOGO CM EIBKNX
Week time switch
Year time switch
Hardware
Hardware
Logic operations
Frequency converter
LOGO AM2 AQ
Analog signal generationwith potentiometer
Ultrasonic sensor withfrequency output
XOR
Analog output
Ramp control
Analog amplifier
Analog threshold switch
72 School bell with EIB
2 Shading of a conservatory
Hardware
Software
Actuators
Programdevelopment
Simulation
Sensors and control elements
Selection of control relay
Task analysisInformation flow
Definition of control
Material flow
Control circuit
Commissioning withonline monitoring
AND ORNOT RS TIMER
Positioning ofinput and output
Documentation
9 Logic operations
8 HardwareLOGO family
Control elements
Sensors
Actuators
1 Quick startSoftware programming FBD
Manual programming
Page 9
Page 18
3 Car park with counter function
Hardware
Software
Hardware interlocking of outputs
Direction reversal
Signaltime diagram asanalysis support
Direction reversal
Selection of objects
Page 34
4 Grain store (sequential circuit)
Hardware
Logic operations
Safety circuit
Message text
EMER STOP and stopSafety
Open-circuit protection andresistance to ground faults
Page 42
5 Pallet magazine (step sequence)
Hardware
Logic operationsSwitch-on delay
Electropneumatic
Page 52
6 Production line with AS-Interface
Logic operationsPulse generator
Counters
Page 60
71 Autoclave with Pt100
73 Analog value processing in a labeling machine
Page 68
Page 66
Page 70
Page 101
Page 82
Standard applications
Complete development of a controllerwith a switch-onoff sequence andconsideration of safety aspects
Development of a controller as stepsequences with application ofelectropneumatic objects
Integration of a LOGO into a productionline with ASi bus on the basis of an S7-200
IntroductionA simple problem to become rapidlyacquainted with the LOGO
Detailed instructions for a completeand system-based control taskfrom assignment of order up to startup
Reference materialSummary and fundamentals for reference
Special applications
Logic operations
74 Greenhouse with PI controller
Page 72
PWM
Analog MUXLogic operations
77 Buffer vessel with PWM
Page 80
LOGO TD
Hardware
HardwareLaser distance sensor
76 Car wash with LOGO TD
Page 76
Analog arithmeticLogic operations
GRAFCETalternativebranches
GRAFCETparallel
branches
Message text
Logic operations
75 Drum speed with mathematical function
Page 74
9
1 Quick start
11 Solving of control tasks with LOGO
The principle of operation for the control of technical systems with LOGO control relays can bedescribed in abbreviated form as follows
Input signals supply the control relay with information on the current state of the process and anyoperator commands The control relay reacts to these input signals in accordance with a definedprogram It then generates output signals which influence the process in the intended manner viaactuators (final control elements)
Small control tasks can be solved using programmable control relays with a minimum of hardwareIt is possible to learn and apply the required programming knowledge extremely easily The follow-ing example is a direct introduction to the programming of LOGO
The control sequence is defined by a corresponding program in the memory of the LOGO deviceThere are two different ways to enter the program These two programming methods are de-scribed in brief below
Programming of LOGO control relays
or
a) Input of program directly on the device
The LOGO basic module can be programmeddirectly on the device without particular effortThe six existing keys and the LCD are used
When pressing a key users are provided withmenu prompting which allows the input or de-letion of a program parameterization of char-acteristic values etc A PC is not required Theprogram is output on the display in the Func-tion Block Diagram (FBD)
This diagram corresponds to the FBD languageused for PLC programming Logic operationstimers counters etc are displayed as rectangu-lar blocks Only one block can be output on thedisplay at a time and jumping to other blocks ispossible using arrow keys This programmingtechnique is described in Chapter 15
b) Generationtransfer of program using PC
The LOGOSoft Comfort software allows a cleardisplay of the complete program on the screenFollowing generation and the simulation testthe finished program can be transferred via ca-ble to the LOGO basic module An online testpermits monitoring of control signals duringoperation of the device The LOGOSoft Com-fort software can display programs in the fol-lowing two ways
a) Function Block Diagram (FBD) b) Ladder (LAD)
The LAD display is referred to in PLC program-ming as the ladder diagram It is very similar toa circuit diagram and therefore representscontrol programs in an extremely clear man-ner This programming method is described inChapter 16
Fig 11 Programming using manual inputs Fig 12 Programming using PC
1 Quick start
10
12 Description of control task
Customer orders are assembled on pallets inthe warehouse of a wholesale company for san-itary requirements In the area in front of thewarehouse orders ready for dispatch are trans-ported on a pallet conveyor system (chain con-veyor) to the truck ramp (Fig 13)
Control sequence
The two keys S2 and S3 permit transportationof the pallets in so-called jogging mode Thepallets are only transported further if at leastone of the start keys is kept depressed
The pallets are transported into the end posi-tion where they activate the limit contact B4(end switch) B4 prevents a pallet from beingunintentionally transported beyond the endposition and thus falling off Switching-off ofthe master switch S1 suppresses all movementsof the chain conveyor drive
The control task which has just been describedwas previously executed as a hardwired controlsystem The circuit diagram of the control cir-cuit is shown in Fig 14
13 Implementation of control task with LOGO
Since the warehouse of the wholesale companyfor sanitary requirements is to be modernizedthis is an appropriate time to replace the previ-ous conventional contactor controls For thepallet conveyor system the decision is made bythe commissioned electrical company to usethe LOGO programmable control relay
Application of the control relay provides the us-er with numerous expansion options for specialfunctions which are already integrated in thedevice meaning that no additional hardwarecosts arise
Examples can be mentioned here ndash Recording of quantities ndash Operating hours counter ndash Time functions ndash Bus communication (only special modules)
Further chapters in the book provide compre-hensive information on the numerous specialfunctions of the LOGO devices
In addition to the special functions such typesof control relays can be reprogrammed rapidlyand simply Therefore changes in functions canusually be carried out without modification ofthe hardware (rewiring)
This increases the flexibility and economy oftransportation procedures and production pro-cesses Conversion of the existing convention-al control system to LOGO is carried out byconnecting all previous sensors and control el-ements individually to the input side In thiscase these are the master switch S1 the keys S2and S3 and the limit contact B4 AssignmentS1zI1 hellip B4zI4 The motor contactor (=actua-tor) is connected to the output side of the logicmodule (Fig 15) The linking between the in-put and output sides is carried out by the con-
Fig 13 Process schematic of the conveyor system
Fig 14 Previous control circuit as hardwired control system
Fig 15 Connection diagram of control system with switching relay
14 Generation of LOGO program
11
trol program This is developed on the follow-ing pages (Chapter 14)
14 Generation of LOGO program
The two start keys are connected in parallel inthe circuit diagram Since the activation of oneof these two keys is sufficient for starting thisparallel connection represents OR logic (Fig16) which must also be integrated accordinglyin the LOGO program
The master switch S1 and the limit contact B4are connected in series to the start keys In or-der to activate the motor contactor S1 and B4must also be closed in addition to a start key(Fig 17)
Series connections are implemented in the log-ic diagram by AND logic Therefore S1 B4 andthe OR logic meet in a common AND logic
Function analysis Q1 switches if S1 is activated AND (S2 OR S3 is activated) AND S4 is not activated
It is recommendable to produce a sketch of thecontrol program prior to direct input in the log-ic module This provides you with a clear over-
view during the input and facilitates documen-tation and troubleshooting
Furthermore an assignment list (cf Chapter222) is extremely helpful especially with com-prehensive control tasks
This lists the inputoutput objects which havebeen used This list defines the inputoutput ofthe control relay to which the objects are con-nected
141 Function block diagram (FBD)
Manual input of the program into the logicmodule is carried out in the display mode FBD(Function Block Diagram)
The individual logic operations are implement-ed using so-called blocks In our case the pro-gram consists of two blocks (B1 B2) with sim-ple logic operations
142 Ladder diagram (LAD)
Either the display mode FBD (see above) or LADcan be selected when generating the programwith LOGOSoft Comfort The Ladder diagramis relatively similar to the circuit diagram Thisdisplay mode is also referred to in PLC pro-gramming as the ladder diagram The parallelconnection of contacts is implemented in LADthrough parallel arrangement of the inputs (I2I3) The series connection of contacts (I1 I4) iscarried out analogous to the circuit diagram
Note The conveyor must only move if NC contact B4 is not activated A 1 state is then present at I4 thus permitting tripping of the
AND logic Input I4 must therefore be scanned for the idle state 1 ie non-inverted
Fig 16 OR logic of contacts
Fig 17 AND logic of contacts
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forOR operation
ge 1I2
I3
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forAND operation
ampge 1 I1
I4 Q1
Fig 18 LOGO program in function block diagram
Fig 19 LOGO program in ladder diagram
I1
ampge 1
I4
I2
I3 Q1
B2 B1

LOGO Practical Training
7 Software projects
Hardware
Logic operations
Pressure sensor
Analog threshold switch
LOGO AM2 PT100
Analog differencethreshold switch
Pt100 sensor
Pulse generator
PI controller
Hardware
Logic operations
Edge-triggered interval time-delay relay
LOGO CM EIBKNX
Week time switch
Year time switch
Hardware
Hardware
Logic operations
Frequency converter
LOGO AM2 AQ
Analog signal generationwith potentiometer
Ultrasonic sensor withfrequency output
XOR
Analog output
Ramp control
Analog amplifier
Analog threshold switch
72 School bell with EIB
2 Shading of a conservatory
Hardware
Software
Actuators
Programdevelopment
Simulation
Sensors and control elements
Selection of control relay
Task analysisInformation flow
Definition of control
Material flow
Control circuit
Commissioning withonline monitoring
AND ORNOT RS TIMER
Positioning ofinput and output
Documentation
9 Logic operations
8 HardwareLOGO family
Control elements
Sensors
Actuators
1 Quick startSoftware programming FBD
Manual programming
Page 9
Page 18
3 Car park with counter function
Hardware
Software
Hardware interlocking of outputs
Direction reversal
Signaltime diagram asanalysis support
Direction reversal
Selection of objects
Page 34
4 Grain store (sequential circuit)
Hardware
Logic operations
Safety circuit
Message text
EMER STOP and stopSafety
Open-circuit protection andresistance to ground faults
Page 42
5 Pallet magazine (step sequence)
Hardware
Logic operationsSwitch-on delay
Electropneumatic
Page 52
6 Production line with AS-Interface
Logic operationsPulse generator
Counters
Page 60
71 Autoclave with Pt100
73 Analog value processing in a labeling machine
Page 68
Page 66
Page 70
Page 101
Page 82
Standard applications
Complete development of a controllerwith a switch-onoff sequence andconsideration of safety aspects
Development of a controller as stepsequences with application ofelectropneumatic objects
Integration of a LOGO into a productionline with ASi bus on the basis of an S7-200
IntroductionA simple problem to become rapidlyacquainted with the LOGO
Detailed instructions for a completeand system-based control taskfrom assignment of order up to startup
Reference materialSummary and fundamentals for reference
Special applications
Logic operations
74 Greenhouse with PI controller
Page 72
PWM
Analog MUXLogic operations
77 Buffer vessel with PWM
Page 80
LOGO TD
Hardware
HardwareLaser distance sensor
76 Car wash with LOGO TD
Page 76
Analog arithmeticLogic operations
GRAFCETalternativebranches
GRAFCETparallel
branches
Message text
Logic operations
75 Drum speed with mathematical function
Page 74
9
1 Quick start
11 Solving of control tasks with LOGO
The principle of operation for the control of technical systems with LOGO control relays can bedescribed in abbreviated form as follows
Input signals supply the control relay with information on the current state of the process and anyoperator commands The control relay reacts to these input signals in accordance with a definedprogram It then generates output signals which influence the process in the intended manner viaactuators (final control elements)
Small control tasks can be solved using programmable control relays with a minimum of hardwareIt is possible to learn and apply the required programming knowledge extremely easily The follow-ing example is a direct introduction to the programming of LOGO
The control sequence is defined by a corresponding program in the memory of the LOGO deviceThere are two different ways to enter the program These two programming methods are de-scribed in brief below
Programming of LOGO control relays
or
a) Input of program directly on the device
The LOGO basic module can be programmeddirectly on the device without particular effortThe six existing keys and the LCD are used
When pressing a key users are provided withmenu prompting which allows the input or de-letion of a program parameterization of char-acteristic values etc A PC is not required Theprogram is output on the display in the Func-tion Block Diagram (FBD)
This diagram corresponds to the FBD languageused for PLC programming Logic operationstimers counters etc are displayed as rectangu-lar blocks Only one block can be output on thedisplay at a time and jumping to other blocks ispossible using arrow keys This programmingtechnique is described in Chapter 15
b) Generationtransfer of program using PC
The LOGOSoft Comfort software allows a cleardisplay of the complete program on the screenFollowing generation and the simulation testthe finished program can be transferred via ca-ble to the LOGO basic module An online testpermits monitoring of control signals duringoperation of the device The LOGOSoft Com-fort software can display programs in the fol-lowing two ways
a) Function Block Diagram (FBD) b) Ladder (LAD)
The LAD display is referred to in PLC program-ming as the ladder diagram It is very similar toa circuit diagram and therefore representscontrol programs in an extremely clear man-ner This programming method is described inChapter 16
Fig 11 Programming using manual inputs Fig 12 Programming using PC
1 Quick start
10
12 Description of control task
Customer orders are assembled on pallets inthe warehouse of a wholesale company for san-itary requirements In the area in front of thewarehouse orders ready for dispatch are trans-ported on a pallet conveyor system (chain con-veyor) to the truck ramp (Fig 13)
Control sequence
The two keys S2 and S3 permit transportationof the pallets in so-called jogging mode Thepallets are only transported further if at leastone of the start keys is kept depressed
The pallets are transported into the end posi-tion where they activate the limit contact B4(end switch) B4 prevents a pallet from beingunintentionally transported beyond the endposition and thus falling off Switching-off ofthe master switch S1 suppresses all movementsof the chain conveyor drive
The control task which has just been describedwas previously executed as a hardwired controlsystem The circuit diagram of the control cir-cuit is shown in Fig 14
13 Implementation of control task with LOGO
Since the warehouse of the wholesale companyfor sanitary requirements is to be modernizedthis is an appropriate time to replace the previ-ous conventional contactor controls For thepallet conveyor system the decision is made bythe commissioned electrical company to usethe LOGO programmable control relay
Application of the control relay provides the us-er with numerous expansion options for specialfunctions which are already integrated in thedevice meaning that no additional hardwarecosts arise
Examples can be mentioned here ndash Recording of quantities ndash Operating hours counter ndash Time functions ndash Bus communication (only special modules)
Further chapters in the book provide compre-hensive information on the numerous specialfunctions of the LOGO devices
In addition to the special functions such typesof control relays can be reprogrammed rapidlyand simply Therefore changes in functions canusually be carried out without modification ofthe hardware (rewiring)
This increases the flexibility and economy oftransportation procedures and production pro-cesses Conversion of the existing convention-al control system to LOGO is carried out byconnecting all previous sensors and control el-ements individually to the input side In thiscase these are the master switch S1 the keys S2and S3 and the limit contact B4 AssignmentS1zI1 hellip B4zI4 The motor contactor (=actua-tor) is connected to the output side of the logicmodule (Fig 15) The linking between the in-put and output sides is carried out by the con-
Fig 13 Process schematic of the conveyor system
Fig 14 Previous control circuit as hardwired control system
Fig 15 Connection diagram of control system with switching relay
14 Generation of LOGO program
11
trol program This is developed on the follow-ing pages (Chapter 14)
14 Generation of LOGO program
The two start keys are connected in parallel inthe circuit diagram Since the activation of oneof these two keys is sufficient for starting thisparallel connection represents OR logic (Fig16) which must also be integrated accordinglyin the LOGO program
The master switch S1 and the limit contact B4are connected in series to the start keys In or-der to activate the motor contactor S1 and B4must also be closed in addition to a start key(Fig 17)
Series connections are implemented in the log-ic diagram by AND logic Therefore S1 B4 andthe OR logic meet in a common AND logic
Function analysis Q1 switches if S1 is activated AND (S2 OR S3 is activated) AND S4 is not activated
It is recommendable to produce a sketch of thecontrol program prior to direct input in the log-ic module This provides you with a clear over-
view during the input and facilitates documen-tation and troubleshooting
Furthermore an assignment list (cf Chapter222) is extremely helpful especially with com-prehensive control tasks
This lists the inputoutput objects which havebeen used This list defines the inputoutput ofthe control relay to which the objects are con-nected
141 Function block diagram (FBD)
Manual input of the program into the logicmodule is carried out in the display mode FBD(Function Block Diagram)
The individual logic operations are implement-ed using so-called blocks In our case the pro-gram consists of two blocks (B1 B2) with sim-ple logic operations
142 Ladder diagram (LAD)
Either the display mode FBD (see above) or LADcan be selected when generating the programwith LOGOSoft Comfort The Ladder diagramis relatively similar to the circuit diagram Thisdisplay mode is also referred to in PLC pro-gramming as the ladder diagram The parallelconnection of contacts is implemented in LADthrough parallel arrangement of the inputs (I2I3) The series connection of contacts (I1 I4) iscarried out analogous to the circuit diagram
Note The conveyor must only move if NC contact B4 is not activated A 1 state is then present at I4 thus permitting tripping of the
AND logic Input I4 must therefore be scanned for the idle state 1 ie non-inverted
Fig 16 OR logic of contacts
Fig 17 AND logic of contacts
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forOR operation
ge 1I2
I3
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forAND operation
ampge 1 I1
I4 Q1
Fig 18 LOGO program in function block diagram
Fig 19 LOGO program in ladder diagram
I1
ampge 1
I4
I2
I3 Q1
B2 B1

9
1 Quick start
11 Solving of control tasks with LOGO
The principle of operation for the control of technical systems with LOGO control relays can bedescribed in abbreviated form as follows
Input signals supply the control relay with information on the current state of the process and anyoperator commands The control relay reacts to these input signals in accordance with a definedprogram It then generates output signals which influence the process in the intended manner viaactuators (final control elements)
Small control tasks can be solved using programmable control relays with a minimum of hardwareIt is possible to learn and apply the required programming knowledge extremely easily The follow-ing example is a direct introduction to the programming of LOGO
The control sequence is defined by a corresponding program in the memory of the LOGO deviceThere are two different ways to enter the program These two programming methods are de-scribed in brief below
Programming of LOGO control relays
or
a) Input of program directly on the device
The LOGO basic module can be programmeddirectly on the device without particular effortThe six existing keys and the LCD are used
When pressing a key users are provided withmenu prompting which allows the input or de-letion of a program parameterization of char-acteristic values etc A PC is not required Theprogram is output on the display in the Func-tion Block Diagram (FBD)
This diagram corresponds to the FBD languageused for PLC programming Logic operationstimers counters etc are displayed as rectangu-lar blocks Only one block can be output on thedisplay at a time and jumping to other blocks ispossible using arrow keys This programmingtechnique is described in Chapter 15
b) Generationtransfer of program using PC
The LOGOSoft Comfort software allows a cleardisplay of the complete program on the screenFollowing generation and the simulation testthe finished program can be transferred via ca-ble to the LOGO basic module An online testpermits monitoring of control signals duringoperation of the device The LOGOSoft Com-fort software can display programs in the fol-lowing two ways
a) Function Block Diagram (FBD) b) Ladder (LAD)
The LAD display is referred to in PLC program-ming as the ladder diagram It is very similar toa circuit diagram and therefore representscontrol programs in an extremely clear man-ner This programming method is described inChapter 16
Fig 11 Programming using manual inputs Fig 12 Programming using PC
1 Quick start
10
12 Description of control task
Customer orders are assembled on pallets inthe warehouse of a wholesale company for san-itary requirements In the area in front of thewarehouse orders ready for dispatch are trans-ported on a pallet conveyor system (chain con-veyor) to the truck ramp (Fig 13)
Control sequence
The two keys S2 and S3 permit transportationof the pallets in so-called jogging mode Thepallets are only transported further if at leastone of the start keys is kept depressed
The pallets are transported into the end posi-tion where they activate the limit contact B4(end switch) B4 prevents a pallet from beingunintentionally transported beyond the endposition and thus falling off Switching-off ofthe master switch S1 suppresses all movementsof the chain conveyor drive
The control task which has just been describedwas previously executed as a hardwired controlsystem The circuit diagram of the control cir-cuit is shown in Fig 14
13 Implementation of control task with LOGO
Since the warehouse of the wholesale companyfor sanitary requirements is to be modernizedthis is an appropriate time to replace the previ-ous conventional contactor controls For thepallet conveyor system the decision is made bythe commissioned electrical company to usethe LOGO programmable control relay
Application of the control relay provides the us-er with numerous expansion options for specialfunctions which are already integrated in thedevice meaning that no additional hardwarecosts arise
Examples can be mentioned here ndash Recording of quantities ndash Operating hours counter ndash Time functions ndash Bus communication (only special modules)
Further chapters in the book provide compre-hensive information on the numerous specialfunctions of the LOGO devices
In addition to the special functions such typesof control relays can be reprogrammed rapidlyand simply Therefore changes in functions canusually be carried out without modification ofthe hardware (rewiring)
This increases the flexibility and economy oftransportation procedures and production pro-cesses Conversion of the existing convention-al control system to LOGO is carried out byconnecting all previous sensors and control el-ements individually to the input side In thiscase these are the master switch S1 the keys S2and S3 and the limit contact B4 AssignmentS1zI1 hellip B4zI4 The motor contactor (=actua-tor) is connected to the output side of the logicmodule (Fig 15) The linking between the in-put and output sides is carried out by the con-
Fig 13 Process schematic of the conveyor system
Fig 14 Previous control circuit as hardwired control system
Fig 15 Connection diagram of control system with switching relay
14 Generation of LOGO program
11
trol program This is developed on the follow-ing pages (Chapter 14)
14 Generation of LOGO program
The two start keys are connected in parallel inthe circuit diagram Since the activation of oneof these two keys is sufficient for starting thisparallel connection represents OR logic (Fig16) which must also be integrated accordinglyin the LOGO program
The master switch S1 and the limit contact B4are connected in series to the start keys In or-der to activate the motor contactor S1 and B4must also be closed in addition to a start key(Fig 17)
Series connections are implemented in the log-ic diagram by AND logic Therefore S1 B4 andthe OR logic meet in a common AND logic
Function analysis Q1 switches if S1 is activated AND (S2 OR S3 is activated) AND S4 is not activated
It is recommendable to produce a sketch of thecontrol program prior to direct input in the log-ic module This provides you with a clear over-
view during the input and facilitates documen-tation and troubleshooting
Furthermore an assignment list (cf Chapter222) is extremely helpful especially with com-prehensive control tasks
This lists the inputoutput objects which havebeen used This list defines the inputoutput ofthe control relay to which the objects are con-nected
141 Function block diagram (FBD)
Manual input of the program into the logicmodule is carried out in the display mode FBD(Function Block Diagram)
The individual logic operations are implement-ed using so-called blocks In our case the pro-gram consists of two blocks (B1 B2) with sim-ple logic operations
142 Ladder diagram (LAD)
Either the display mode FBD (see above) or LADcan be selected when generating the programwith LOGOSoft Comfort The Ladder diagramis relatively similar to the circuit diagram Thisdisplay mode is also referred to in PLC pro-gramming as the ladder diagram The parallelconnection of contacts is implemented in LADthrough parallel arrangement of the inputs (I2I3) The series connection of contacts (I1 I4) iscarried out analogous to the circuit diagram
Note The conveyor must only move if NC contact B4 is not activated A 1 state is then present at I4 thus permitting tripping of the
AND logic Input I4 must therefore be scanned for the idle state 1 ie non-inverted
Fig 16 OR logic of contacts
Fig 17 AND logic of contacts
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forOR operation
ge 1I2
I3
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forAND operation
ampge 1 I1
I4 Q1
Fig 18 LOGO program in function block diagram
Fig 19 LOGO program in ladder diagram
I1
ampge 1
I4
I2
I3 Q1
B2 B1

1 Quick start
10
12 Description of control task
Customer orders are assembled on pallets inthe warehouse of a wholesale company for san-itary requirements In the area in front of thewarehouse orders ready for dispatch are trans-ported on a pallet conveyor system (chain con-veyor) to the truck ramp (Fig 13)
Control sequence
The two keys S2 and S3 permit transportationof the pallets in so-called jogging mode Thepallets are only transported further if at leastone of the start keys is kept depressed
The pallets are transported into the end posi-tion where they activate the limit contact B4(end switch) B4 prevents a pallet from beingunintentionally transported beyond the endposition and thus falling off Switching-off ofthe master switch S1 suppresses all movementsof the chain conveyor drive
The control task which has just been describedwas previously executed as a hardwired controlsystem The circuit diagram of the control cir-cuit is shown in Fig 14
13 Implementation of control task with LOGO
Since the warehouse of the wholesale companyfor sanitary requirements is to be modernizedthis is an appropriate time to replace the previ-ous conventional contactor controls For thepallet conveyor system the decision is made bythe commissioned electrical company to usethe LOGO programmable control relay
Application of the control relay provides the us-er with numerous expansion options for specialfunctions which are already integrated in thedevice meaning that no additional hardwarecosts arise
Examples can be mentioned here ndash Recording of quantities ndash Operating hours counter ndash Time functions ndash Bus communication (only special modules)
Further chapters in the book provide compre-hensive information on the numerous specialfunctions of the LOGO devices
In addition to the special functions such typesof control relays can be reprogrammed rapidlyand simply Therefore changes in functions canusually be carried out without modification ofthe hardware (rewiring)
This increases the flexibility and economy oftransportation procedures and production pro-cesses Conversion of the existing convention-al control system to LOGO is carried out byconnecting all previous sensors and control el-ements individually to the input side In thiscase these are the master switch S1 the keys S2and S3 and the limit contact B4 AssignmentS1zI1 hellip B4zI4 The motor contactor (=actua-tor) is connected to the output side of the logicmodule (Fig 15) The linking between the in-put and output sides is carried out by the con-
Fig 13 Process schematic of the conveyor system
Fig 14 Previous control circuit as hardwired control system
Fig 15 Connection diagram of control system with switching relay
14 Generation of LOGO program
11
trol program This is developed on the follow-ing pages (Chapter 14)
14 Generation of LOGO program
The two start keys are connected in parallel inthe circuit diagram Since the activation of oneof these two keys is sufficient for starting thisparallel connection represents OR logic (Fig16) which must also be integrated accordinglyin the LOGO program
The master switch S1 and the limit contact B4are connected in series to the start keys In or-der to activate the motor contactor S1 and B4must also be closed in addition to a start key(Fig 17)
Series connections are implemented in the log-ic diagram by AND logic Therefore S1 B4 andthe OR logic meet in a common AND logic
Function analysis Q1 switches if S1 is activated AND (S2 OR S3 is activated) AND S4 is not activated
It is recommendable to produce a sketch of thecontrol program prior to direct input in the log-ic module This provides you with a clear over-
view during the input and facilitates documen-tation and troubleshooting
Furthermore an assignment list (cf Chapter222) is extremely helpful especially with com-prehensive control tasks
This lists the inputoutput objects which havebeen used This list defines the inputoutput ofthe control relay to which the objects are con-nected
141 Function block diagram (FBD)
Manual input of the program into the logicmodule is carried out in the display mode FBD(Function Block Diagram)
The individual logic operations are implement-ed using so-called blocks In our case the pro-gram consists of two blocks (B1 B2) with sim-ple logic operations
142 Ladder diagram (LAD)
Either the display mode FBD (see above) or LADcan be selected when generating the programwith LOGOSoft Comfort The Ladder diagramis relatively similar to the circuit diagram Thisdisplay mode is also referred to in PLC pro-gramming as the ladder diagram The parallelconnection of contacts is implemented in LADthrough parallel arrangement of the inputs (I2I3) The series connection of contacts (I1 I4) iscarried out analogous to the circuit diagram
Note The conveyor must only move if NC contact B4 is not activated A 1 state is then present at I4 thus permitting tripping of the
AND logic Input I4 must therefore be scanned for the idle state 1 ie non-inverted
Fig 16 OR logic of contacts
Fig 17 AND logic of contacts
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forOR operation
ge 1I2
I3
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forAND operation
ampge 1 I1
I4 Q1
Fig 18 LOGO program in function block diagram
Fig 19 LOGO program in ladder diagram
I1
ampge 1
I4
I2
I3 Q1
B2 B1

14 Generation of LOGO program
11
trol program This is developed on the follow-ing pages (Chapter 14)
14 Generation of LOGO program
The two start keys are connected in parallel inthe circuit diagram Since the activation of oneof these two keys is sufficient for starting thisparallel connection represents OR logic (Fig16) which must also be integrated accordinglyin the LOGO program
The master switch S1 and the limit contact B4are connected in series to the start keys In or-der to activate the motor contactor S1 and B4must also be closed in addition to a start key(Fig 17)
Series connections are implemented in the log-ic diagram by AND logic Therefore S1 B4 andthe OR logic meet in a common AND logic
Function analysis Q1 switches if S1 is activated AND (S2 OR S3 is activated) AND S4 is not activated
It is recommendable to produce a sketch of thecontrol program prior to direct input in the log-ic module This provides you with a clear over-
view during the input and facilitates documen-tation and troubleshooting
Furthermore an assignment list (cf Chapter222) is extremely helpful especially with com-prehensive control tasks
This lists the inputoutput objects which havebeen used This list defines the inputoutput ofthe control relay to which the objects are con-nected
141 Function block diagram (FBD)
Manual input of the program into the logicmodule is carried out in the display mode FBD(Function Block Diagram)
The individual logic operations are implement-ed using so-called blocks In our case the pro-gram consists of two blocks (B1 B2) with sim-ple logic operations
142 Ladder diagram (LAD)
Either the display mode FBD (see above) or LADcan be selected when generating the programwith LOGOSoft Comfort The Ladder diagramis relatively similar to the circuit diagram Thisdisplay mode is also referred to in PLC pro-gramming as the ladder diagram The parallelconnection of contacts is implemented in LADthrough parallel arrangement of the inputs (I2I3) The series connection of contacts (I1 I4) iscarried out analogous to the circuit diagram
Note The conveyor must only move if NC contact B4 is not activated A 1 state is then present at I4 thus permitting tripping of the
AND logic Input I4 must therefore be scanned for the idle state 1 ie non-inverted
Fig 16 OR logic of contacts
Fig 17 AND logic of contacts
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forOR operation
ge 1I2
I3
L1
N
S2 S3
B4
Q1
F1
S1
Symbol forAND operation
ampge 1 I1
I4 Q1
Fig 18 LOGO program in function block diagram
Fig 19 LOGO program in ladder diagram
I1
ampge 1
I4
I2
I3 Q1
B2 B1