Embed Size (px)
Citation preview

Journal of Scientific & Industrial Research Vol. 60, July 200 I , pp 574-579
Cost Estimates for Production of Flyash Based Zeolllte -A Rajesh Biniwale, Sadhana Rayalu *, and M Z Hasan
Nati o nal Environmental Engineering Researc h Institute ,
Ne hru Marg , Nagpur 440 020
Emai I : apc necr i@ nagpur.d ot.ne t. in
Rece ived : 13 Nove mber 2000; acce pted : 13 March 200 I
National Environmental Engineering Research Institute (NEER I) has developed a process to manufac ture zeo lite-A using nyash as a substitute for conventional raw materials viz. sod ium sili cate and aluminate. This process has been patented nationally and internati onally. The process developed consists of three majors steps viz. fu sion or caus tic soda and ll yash for optimal extraction of silicates and aluminate, aging step which provides time for formation of nuclei and hyd rotherma l crys ta lli zat ion resulting in activation or nucl ei into we ll defined crystals . Low te mperature, opera ti on simplicity of process and opti mal recycling of unused reactants and process water are special features or NEERI Technology. Based on the laborato ry-scale process. estimates have been worked out for cost bene fit analyses. The process appears to be cost-effecti ve wherein the cos t of production is about 25-30 per cent less than the commerci al zeolite-A. Further reduc tion in cost is envisaged clue to 1·euse o f mother liquor in the process itsel f.
Introduction
Fly ash is combustion res idue resulting from burnin g of coal at hig h temperatures. The physical and chemical properties of Indian fly ash and bottom ash are given in Table I. Typically, low specific gravity, uniform gradati on, and lac k of plasticity characterise fly ash . The bottom ash particles have higher specific gravity and are coarser than the fly ash particles 1•
Because of the loss of organic products during combustion the trace elements are found enriched in the combustion products (i.e. in the ash). The li st of trace e lements associated with the type o f ash 2 is as follows :
Elements
Ti , Rb, Ba, Hf, Th , Sc,
Cr, Co
Associated type of ash
Bottom ash
Sb, Se, As , Cu, Zn , Hg Fly ash
V, Ni, Mo, Au, As, Cd, W, Na, K, Cs , Mn, Ga No preference
* Author for correspondence
The chemical characteristics of the fly ashes are indicative parameters for its use as a raw mate ri a l for production of zeoli tes, which basica ll y consists of alumin osilicate tetrahedral units. The possib ility of sy nthes izing diffe rent zeolite from fly ash has been exp lored , wherein NEERT has successfully formulated process for synthesis of pure zeolites phases of A and Y from fly ash. These processes have bee n patented inte rnat ionally ' 4
. The synthes is of zeol ite-A from fly ash has commerc ia l implicat ions as FAZ-A, offers cost- effective and environmentall y safe alternative to phosphatic builders viz., STPs.
The FAZ production technology has emphasis on recovery of high value added material s with si multaneous conservation of conventional raw material s, thus offering an edge over other tly ash util isatio n technol og ies in vogue. Thi s paper thus addresses to a pioneering and ind igenous technology with commerc ial potential.
Materials and Methods Fly ash sample was co ll ected from e lectrostat ic pre
c ipitator of thermal power plant at Koradi.
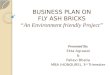
A flow sheet detailing the producti on process is presented in Figure I . The details of process optimi zation and standardi zati on are published elsewhere'·

BINIWALE et a/. : PRODUCTIO OF FLY AS H BASED ZEOLITE-A
Tab le !-Phys ico- chem ical composti on of coal as h Chemica l characteri sti cs Consti tuents Indi an fl y ash (per cent)
Si02
40-60
Alp, 20=35
Fe20 , 3-6
CaO 3-20
MgO 0.1-5 .0
Loss on ignition 0.1- 16
Physical characteristic of coal as h
Property Indian fly ash
Sand, per cent 4-25 Silt, per cent 65-90 Clay, per cent 0-7 Specific gravity 1.84-2.67 Liquid limit, per cent Non plas ti c Plasti c limit, pre cent on plastic
FI )OIII 13691;
No OH 1643k;
Zoollfl 250011;
5.4%moloturo
.......____,
0 0 c:::J
Indian bottom ash
50-60
I 5-25
4-9
4- 15
0. 1-5 .0
Not avai lable
Indian bott om ash
82-86 13- 18 Not present
2.28- 2.78
Non plast ic
on plastic
70 %
9081; NoOH
60531; Water 30'fo
389 I; NoOH 32431;Woter
(t324 +151 2 1
of Sdids
2620 1;"' Wottr
.1R... Si lica - 32'fo
Alumino - 28% NozO - 19% Water- 21%
I. ~URNACE . 4. WASH ING 2. MIXING a CftYSTALIZATION 5. NEUTRALIZATION
3. f i LTRATION 6 . DRIER
USA (Fl y ash)
38.0-58.0
20.0-40.0
6.0-16.0
2.0- 10.0
1.0-3.5
0.5-2.5
USA (Fl y ash)
NA NA NA 2.03-2.49
NA
NA
24371; Sol ids
2161 k; Water
Losses in process are token into consideration at each step
UK (Fly as h)
47.0-65 .3
16.0-32.8
3.8-1 7. 1
1.1 -5 .3
0.5-2.4
0-0.7
UK (Fl y ash)
A NA NA 2. 10-2.24
NA
A
67 182 lq Woler
Figure I - Schemati c of FAZ production process (Basis of production or 2500 kg of zeolite)
575

576 J SCIIND RES VOL 60 JULY 200 1
Table 2- Compa ra ti ve c harac te rs ti cs o f fl yash based/comme rc ia l zeo lites
Sr N o Typical Spcc i fi cati o ns FAZ-A Comm e rc ial
Zeolite A
Appearance Cream ish White
2 Average particle size (p) 2-3 2-3
3 Calci um binding capacity (mg CaO/g dry sample) 160- 170 160- 180
4 Density (g/cm 1) 2.03 2.0
5 Tapped density (g/cm 1) 0.49 0.5
6 Moisture content (per cent ) (ignition loss at 800"C) 19-20 19-20
7 pH of I per cent slu rry 9.5- 10.5 10-1 1
8 Crystalline form A type z olite A type zeol ite
9 Crystallinity (per cent) 96-99 80-85
10 Silica content (per cent) 33 ± 0.5 33 ± 0.5
II Alumina content (per cent) 27 ± 0.5 27 .5 ± 0.5
12 Nap content (per cen t) 16 ± 0.5 16.5 ± 0.5
13 Si/AI molar rati o 1. 1 - 1. 2 0.9- 1.0
14 Surface area (m ~/g) 600-700 500-700
15 TCLP tes t -VC -ve
TCLP: Toxicity charac tcrstic leach ing proced ure tes t -Vc: Indicate no leaching of toxic elemen ts viz. Ag, As, Ba. Cd, Cr. Hg, Se and Pb
Table 2. The XRD d-spac ing values of fly ash based zeolite-A are also observed to be comparable with commercia l zeo lite-A.
The present demand of zeo lite-A is due to the fact tha t indiscriminate use of sod ium triphosphate (STP) in detergents has lead to the eutrophicati on of receiving water bodies. This calls for substituti on of STP by environmentally safe materials like zeol ite-A. The use of STP as detergent bui Icier has been banned in most of the developed countries. The world demand for zeol ite-A is estimated to be 2.5 mt/y 2000 AD (ref.5). A recent market survey reveals that at least 25 per cent of the total detergent produced in India will shift to zeolite-based detergents by 2000 AD. The demand of Zeo lite-A was 2,00,000 TPA by 2000 AD. The zeo lite-A Plant in India includes: (i)SPIC Fine Chemi ca ls, Chennai with installed capac ity of I 0,000 TPA (40 per cent of the production is to be exported, (ii ), Hindustan Lever Ltd, Hald ia, with installed capacity 5,000 TPA (U nilever, USA Technology). Zinco Lab (P) Ltd , Mumbai ' · All these plants use conventional raw materials for zeolite-A production. The estimated demand of zeo lite-bui lder in India for the year 1997-1998 is I ,50,000 MT. whereas the maximum pos-
sible suppl y is meagre 20,000 MT. There ex ists a potent ia l fo r the export of zeo lite-A builder as many deve loping cou ntries are introducing stringent norms for phosphate-free detergents .
Besides, this vo luminous app lica ti on of zeoli te-A the other multifaceted application inc ludes its use as a catalys ts in chemi ca l, petrochemic" l industri es, adsorb e nt / ]o n-exc han ge r i n wa ter/rad ioac tiv e wastewater t reatm e nt, so il co ndition e r in ag riculture. dcNOx cata lys t for s tati o na ry s urces and a ut omo ti ve ex haus t ca ta lys ts.
The cost benefit analyses detail s have been worked out for a plan t capac ity of 7500 kg/d of zeo lite producti on. The capacit y taken into consideration is for minimum size economica ll y viable. The major eq uipment requirement are listed in Table] along with spec ifi c design capac ity and cost estimates . Taking into account the cost of chemica ls to be incu rred, power and manpower requirement and maintenance cost (3 per cen t or capital cost) the annual operat ion and maintenance cost works out to be around Rs 3.0 crore (Table 4) .
The details of working out production cost are prese nted in Table 5 taking into account the annual 0 and

BINIWALE et a/.: PRODUCTIO OF FLY ASH BASED ZEOLITE-A
Table 3- Capital cos t
Sl No. Unit description Unit cost A Capital equipm ent s
Ball Mill , 2 Nos. 20.00 (ca pac it y, 3 m3 , 1400 kg alumin a ball s)
2 Furnace, 3 nos . 45.00 (ca pa city, 2 t/d )
3 Mixing and cry stali za tion , II 0.00 unit , 4 nos (Capac it y, 35 m3)
4 Filter press, 4 nos 12.00 (Capacity, 4m3/hr)
5 Oven (tray type), 2 nos 20.00 (Ca paci ty, 1.5 t/d )
6 Storage and neutrali za ti on tanks 35.00 Totai (A) 232.00
B In stall ati on and erec ti on Electric cab les Pump s Pipin g Stirrer In strum en tati on Tot al(B) 58.00
(@ 25 per ce nt or A) Total A+ B 290.00 Say Rs 290 lakhs
* Es tim ated on the basis or capaci ty or equ ipm ent , co nstru ction and process cont rol accesso ri es required for particular unit ope rati on
Characterisation from FAZ-A The calcium binding capacity (CBC) of alumino-sili
cate was determined by the following steps: I L of aqueous solution containing 0.5 g calcium chloride and adjusted to a pH of 9-10 with dil NaOH was mi xed with I g of alumino-silicate (FAZ-A). The suspension was then stirred vigorously for I 5 min at 29-30°C. After filtrati on the res idual hardness of the filtrate was determined from the difference between the res idual hardness of the ori ginal so lution and filtrate was treated against EDTA solution using murex ide indicator. The CBC is ca lcu lated as meq/1 OOg. The surface morphology of the zeo lite was examined by Jeoi-840-A scanning electron microscope (SEM). Powder XRD anal ys is was employed to moni tor zeolite formation process using CuK alpha as a source of X-rays using X-ray diffractometer: Model : Philips P -1830. d-spac ing values reported in literature for zeolite-A ( 12.2±0.20, 8.60±0.20, 7 .05±0.1 5, 4.07± 0.8 , 3.68± 0.6, 3.26± 0.5, 2.96± 0.5, 2.73± 0.5, 2.60± 0.5) have been used as basis for identification and quantification of crystalline phases. For elemental analyses the FAZ samples were dissolved in nitric acid and analyzed by ICP-AES
Table 4- Annual operation and maintenance cost
2 3 4
Item
Chemi ca l
(a) Sodium hydrox ide
(b) Aluminium hydroxide
(c) Flyas h transpo rtati on
(d) Hyd roc hl ori c Acid
Power Manpower Rep airs
(3 per cent or cap it al cost)
Total annu al expenditure
Say Rs 308 lakh
Cost (Rs in lakhs)*
192. II
45.3 I
12.32
21.90
12.24 15. 84 8.70
308 .42
* Prevail in g rates ob tain ed from chem ica l week ly guide
(Modei:YJ24) for Alp3
while Si02
was es timated using instrumental I conventi onal methods. Na
20 was es
timated using flame photometer (Modiflame 127 with FPM compressor unit 122).
The particle size ana lysis was conducted by using Fritsc h particle size analysette 22. The sorption capacity was determined as loss on ignition (LOI) at 800°C for 2 h. The colour of the samples was exa mined by measuring brightness with a Carl ze iss photo-electr ic refl ection photometer (ELREPHO) with BaSO~ as standard .
Results and Discussion The calcium binding capacity which is the diagnostic
parameter for assessing its use as a detergent builder is comparable with the commerc ial zeolite. The particle size of 3-4J..I of FAZ-A is also suitable for its use as detergent builder as it passes eas il y th rough the fabri cs and prevents graying of tex til es. The toxicity characteri st ic leaching procedure (TCLP) les t carried out for FAZ-A indicates that is does not contain any of the eight toxic e lements viz., As, Ag, Ba, Cd. Cr, Hg, Se, and Pb beyond the prescribed limit (i.e. ! 0) for it to induce any toxi city.
The characteristics of the fly ash based zeolite-A have been compared with commercial zeolite- A and are observed to have almost si milar characte ri sti cs. The physc io-chemica l characteri st ics are presented in

578 J SCI IND RES VOL 60 JULY 200I
Table 5- Producti on cos t o f ll yash based zeolite
Item Cost
2
3
4
5
6
7
2
3
Annua l 0 and M cos t Rs 308. 00 l ak hs
D epreciation on Pl ant and mac hin ary @ I 0 per ce nt Rs 29.00 l ak hs
D ep rec iation on Janel and bui lding @ 5 pe r ce nt Rs 4. 10 l ak h>
I nteres t on tot al cap it al inv es tment @ I 8 pe r cent Rs 66.96 l akhs
Total anu al expe nditure Rs 408.06 l akhs
Annua l production of zeo l i te 2250 t
Produ cti on cost of zeo lit e Rs408 ,06 .000
2250,000 kg
App rox. R s 18. 14/ kg
Table 6- Detai ls o f utiliti cs,manpowcr and land and building
Power requirement
Power requirement Cost of power @ Rs 3/unit
1378 kWH/d Rs 1224 lakh /y
Water Requ iremenl is about 45.7 M 3/cl or 13720 M 3/y
M anpower requirement
2 3 4
M anager - 2 Chemi st - 2 Plant Operators- 6 Unski ll ed worker- 40 Total
Rs lak hs/month
0.08 0.08 0.12 0.60 0.88
4 L and and building requirement
L and/bu ilding L and 24000 sq fl Building including 18300 sq fl shed. storage for raw material and product, offi ce, etc.
Cost Rs 2.4 lakh Rs 79.6 lakh
M cost, deprec iation on Plants and Machinery, Land and Build ing, and inte rest @ 18 per cent on capital in vestment. The cost o f production of zeolite-A at a plant capac ity of 2250 t is about Rs 18/kg vis-a-vis Rs 23/kg fo r commercial zeolites. The detail s of utilitie. , man-
Table 7- Product ion and cost bene fit analysis
* *
*
Capacity Basic requirement Fly ash Sodium hydroxide Aluminium hydroxide
ydrochlori c acid Project Cost
Capital investment
*
* *
Plant and machinery Land and bu ilding Working capita l (margin money)
Total Annual production
rofit Annual Profit ' ay back period
7500 kg /d or zeolite (Approx.) 4 107 kg/d 4926 kg/d 25 17 kg/d 2920 Lid
Rs 290.00 lakh Rs 82.00 lakh Rs 19.25 lakh
Rs 39 1.25 lakh 2250 t/y of zeoli te R-;4.9/kg Rs II 0.25 lakh approx . 42 month>
power and land , and bui lding requirement a re presented
in Table 6. The cost benefit ana lys is has been estimated for a plant capac ity of7500 kg/d zeolite producti on. T he
tota l project cos t is about Rs 3.9 crore. Tak ing into account the annual produc tion o f 2250 t/y and a pro fit marg in of about Rs 5/kg, the annual profit work s out to be Rs II 0.25 lakh (Table 7). Base on these the pay
back -pe ri od appears to be quite attract ive and is about
42 months. Further the possible use of mother liqu or re
cycled is be ing studied which w ill reduce the require
ment ofNaOH and there-by cost w ill be furthe r red uced.
Conclusions
T e Nati onal Environmental Engineering Research In stitute (NEERI ) has to its credit indigenous tec hn ol
ogy to manufacture zeo lite-A using fly ash as a substitute fo r conventional raw mate ria ls, viz. sodium silicate
and sodium aluminate. Hi gh va lue utilisat ion of fly as h di sposa l problem, substituti on of conve ntional raw ma
te rials , versta li t iy, cost-effecti veness, low temperature ope rations, ready ava il abi lity of maj or raw mate ri a ls, simplicity of process and optimal recyc ling of unused reactants and process wate r are its spec ia l features.
A commercially viab le plant w ill utilise around 1200 T IPA of fly ash a long with stoichi ometri c quantiti es of sod ium hydrox ide and a lumini um hyd roxide to produce

BINIWALE et a/. : PRODUCTION OF FLY ASH BASED ZEOLITE-A 579
2250 TPA of zeolite-A. The cost of 2250 TPA plant is estimated at Rs 3.91 crore with annual operation and maintenance cost of around Rs 3.0 crore. The estimated cost of production of zeolite-A via NEERI technology is Rs 18/kg vis-a-vis Rs 23/kg for commercially available zeolite-A from conventional raw material s. The estimated investment pay back period is 42 month s.
The technology is extremely versatile and other products like zeolite-x; zeolite-y, socialite and mordenite may also be produced with modification in certai n reacti on parameters. Thus, NEERI technology is versatile, environmentally benign, cost-effecti ve and competiti ve.
Acknowledgement Authors are gra teful to RN Singh, Director, NEERI ,
Nagpur for permitting to publish the work. The help extended by Dr N Labhsetwar for characterisation studies is greatl y appreciated. Authors also ex press sincere thanks to Mr S U Meshram, Ms J S Udhoji and Mr Pawan Kumar for their contribution in synthes is work on FAZ-A. Valuab le sugges ti ons and guidance of Dr C
V Chalpati Rao have been of great help in writing the paper.
References Proc Nat Workshop Flvash Utiliz, (Central Building Research Instilllte) CBR I, Roorkee, Indi a. ( 1998) 101 - 110.
2 Proc lnt Conf Flyash Disposal Utili (Central Board or Jn·igati on Power, CPCB , ew-Delhi )(J anuary 1998), 2 (7) 5-IJ
3 Rayalu S S, Labhsetwar N K & Khanna P, Pruce.ufor srntlu:sis ofjlyash based zeolite-A ; US Pat No.5, 965, 104 (NEERI. CS IR , Indi a) 13 October 1999.
4 Rayalu S S, Labhsetwar N K & Khanna P, Process f or .ITnthl'sis of zeolite-y fromjlyash, Germ Pat DE /984 / 230_(NEER I, CS IR , India), February 02, 2000.
5 Bull Cata l Soc lndia ,9 (January-March , 1999) 122.
6 Recent Adv Basic Appl Aspects lnd Catal,Il3 ( 199!1 ).
7 Breck D W, in Zeolite molecular si('l•es (Wiley. 1ew-York ) I <)74 .
8 Miyadera T, Appl Cata l B: En viron. 2 ( 1993) 199.
9 Standt D & Koni g A. SAE Tech Pap Scr(February 27: March 02, 1995) 20 I.
I 0 Test methods for evaluating sol id waste, Volume lc: Laboratory manual, PhysiC hem Methods EPA , 3"1 eel (November I <J 6) SW-846.