Embed Size (px)
Citation preview
This article was downloaded by: [Umeå University Library]On: 05 October 2014, At: 05:05Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registeredoffice: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
Journal of Macromolecular Science, PartB: PhysicsPublication details, including instructions for authors andsubscription information:http://www.tandfonline.com/loi/lmsb20
Correlation Between SolidificationBehavior and Melt CrystallizationKinetics of Isotactic Polypropylene (iPP)during Injection MoldingBin Yang a , Ji-Zhi Lin a , Ru Xia a , Li-Feng Su a , Ji-Bin Miao a , Jia-Sheng Qian a , Peng Chen a , Jing-Wang Liu a & Shuang-Quan Deng ba Anhui Provincial Laboratory of High-Performance Rubber andProducts, and Key Laboratory of Environment-Friendly PolymericMaterials of Anhui Province, College of Chemistry and ChemicalEngineering, Anhui University , Hefei , Chinab State Key Laboratory of Polymer Materials Engineering, College ofPolymer Science and Engineering, Sichuan University , Chengdu ,Sichuan , ChinaAccepted author version posted online: 03 Oct 2013.Publishedonline: 21 Jan 2014.
To cite this article: Bin Yang , Ji-Zhi Lin , Ru Xia , Li-Feng Su , Ji-Bin Miao , Jia-Sheng Qian , PengChen , Jing-Wang Liu & Shuang-Quan Deng (2014) Correlation Between Solidification Behavior andMelt Crystallization Kinetics of Isotactic Polypropylene (iPP) during Injection Molding, Journal ofMacromolecular Science, Part B: Physics, 53:3, 462-473, DOI: 10.1080/00222348.2013.845060
To link to this article: http://dx.doi.org/10.1080/00222348.2013.845060
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the“Content”) contained in the publications on our platform. However, Taylor & Francis,our agents, and our licensors make no representations or warranties whatsoever as tothe accuracy, completeness, or suitability for any purpose of the Content. Any opinionsand views expressed in this publication are the opinions and views of the authors,and are not the views of or endorsed by Taylor & Francis. The accuracy of the Contentshould not be relied upon and should be independently verified with primary sourcesof information. Taylor and Francis shall not be liable for any losses, actions, claims,proceedings, demands, costs, expenses, damages, and other liabilities whatsoever orhowsoever caused arising directly or indirectly in connection with, in relation to or arisingout of the use of the Content.
This article may be used for research, teaching, and private study purposes. Anysubstantial or systematic reproduction, redistribution, reselling, loan, sub-licensing,systematic supply, or distribution in any form to anyone is expressly forbidden. Terms &Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014
Journal of Macromolecular Science R©, Part B: Physics, 53:462–473, 2014Copyright © Taylor & Francis Group, LLCISSN: 0022-2348 print / 1525-609X onlineDOI: 10.1080/00222348.2013.845060
Correlation Between Solidification Behaviorand Melt Crystallization Kinetics of Isotactic
Polypropylene (iPP) during Injection Molding
BIN YANG,1 JI-ZHI LIN,1 RU XIA,1 LI-FENG SU,1
JI-BIN MIAO,1 JIA-SHENG QIAN,1 PENG CHEN,1
JING-WANG LIU,1 AND SHUANG-QUAN DENG2
1Anhui Provincial Laboratory of High-Performance Rubber and Products, andKey Laboratory of Environment-Friendly Polymeric Materials of AnhuiProvince, College of Chemistry and Chemical Engineering, Anhui University,Hefei, China2State Key Laboratory of Polymer Materials Engineering, College of PolymerScience and Engineering, Sichuan University, Chengdu, Sichuan, China
The relationship between solidification behavior and crystallization kinetics, duringthe injection molding process of isotactic polypropylene (iPP) was investigated. It wasfound that the crystallization rate was in proportion to the cooling rate. The existenceof a turning point (TP) in the dimensionless temperature (θ ) vs. ln t curve, which ispotentially applicable for the estimation of cooling time, was experimentally verifiedfor iPP. The present study is expected to be useful for the optimization of the process-ing conditions during injection molding of crystalline polymers, and also supplies agood insight into further study of the “processing-structure-property” relationship ofpolymeric materials.
Keywords crystallization, enthalpy transformation, kinetics, solidification, thermalgradient
Introduction
The “phase-change problems,” which are also referred to as the “Stefan problems,” wereinitially raised by J. Stefan in the early 1890s.[1,2] The problems are still meaningful even inmodern industrial fields, e.g., the freezing of water, the solidification of metal or polymer inmold, etc. Up to now, numerous methods have been employed to solve those problems, forexample, the enthalpy method,[3] variable space-grid method,[4] boundary immobilizationmethod,[5] finite element method,[6] etc. Among them, the enthalpy transformation method(ETM) has recently proved to be one of the most efficient methods to tackle the one- or
Received 19 January 2013; accepted 5 July 2013.Address correspondence to B. Yang, Anhui Provincial Laboratory of High-Performance Rubber
and Products, and Key Laboratory of Environment-Friendly Polymeric Materials of Anhui Province,College of Chemistry and Chemical Engineering, Anhui University, Hefei 230601, China. E-mail:[email protected]
Color versions of one or more of the figures in the article can be found online atwww.tandfonline.com/lmsb.
462
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014

Solidification and Crystallization Kinetics of iPP 463
multi-dimensional phase transformation issues of crystalline polymers.[7,8] In an ETM treat-ment, the enthalpy is used as a dependent variable along with the temperature, with thesolid/liquid interfaces eliminated from the calculation procedures via Kirchhoff transfor-mation,[9] which is considerably different from traditional numerical techniques.
Isotactic polypropylene (iPP) has been one of the largest production commodity poly-mers all over the world, primarily owing to its excellent mechanical and heat resistantproperties, originating from its well-defined structure and relatively high crystallinity.[10]
With the development of the modern petrochemical industry, the application of iPP hasbecome more and more popular, and many works have concentrated on the investigationof the crystallization behavior of iPP and its relative performance in our daily life.
Injection molding (IM), one of the most important plastics fabricating methods, iswidely used in the industry nowadays. Generally speaking, an IM process mainly includesinjection, packing, cooling, and demolding stages. Among them, the cooling stage is vitalto both productivity and quality of the final products.[11,12] The mechanical properties(e.g., stiffness, toughness, impact strength, etc.),[13,14] optical properties,[15] and thermalstability[16] of polymers are heavily influenced by the degree of crystallinity, which isthe proportion of crystalline regions within the polymers.[17] Although the relationshipbetween polymer solidification and crystallization under flow conditions was discussed byJaneschitz-Kriegl[18] two decades ago, there is still limited research that has been dedicatedto exploring the correlation between solidification kinetics and melt crystallization ofpolymers under real processing operations (i.e., injection molding, extrusion, compressionmolding, and so forth).
On the basis of our previous studies,[7,11,13,19,20] this work mainly investigates theinfluence of solidification behavior on the melt crystallization kinetics during the injectionmolding process of iPP. The existence of a turning point on the dimensionless temperature(θ ) vs. logarithmic cooling time (ln t) plot was experimentally shown for the first time,which has potential application in the forecasting of cooling time for the injection moldingof crystalline polymers. The present study should also lead to deeper understanding of therelationship among “processing-structure-property” of crystalline polymers.
Experimental
Material
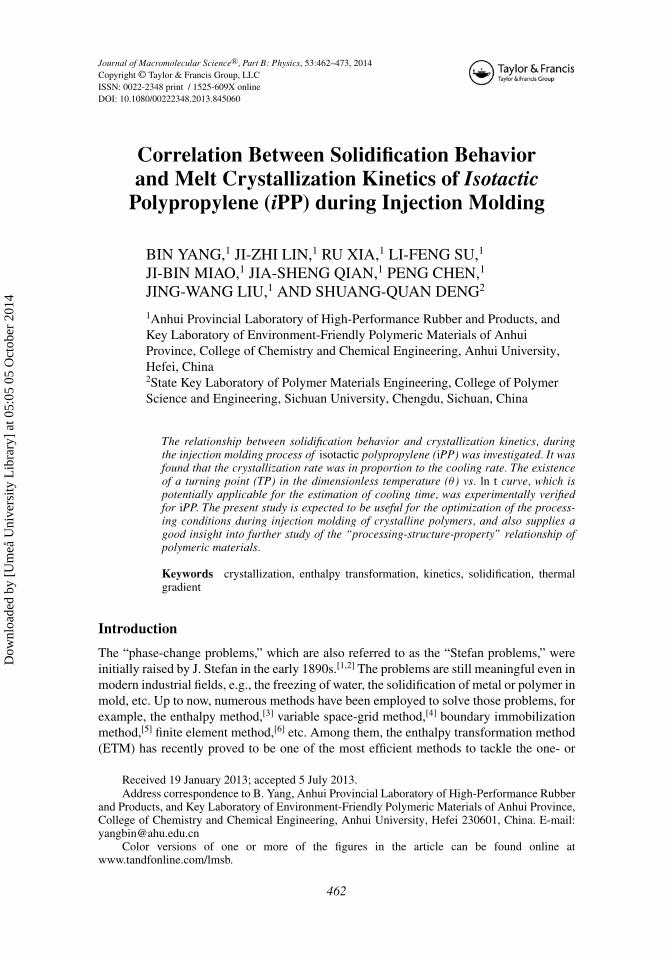
The material used in the present experiments was iPP, Grade: F401, which was kindlyprovided by Lanzhou Petrochemical Co., China, it had a density of 0.902 g/cm3, weight-averaged molecular weight (Mw) of 5.36 × 105, polydispersity index (PDI) of 3.87, meltflow rate (MFR) of 2.1 g/10min (ASTM D1238) and heat distortion temperature (HDT)of 102.5◦C. Figure 1 demonstrates the P-V-T curves of the iPP, which were calculatedusing the 2d-Tait equation (see Appendix) with the respective material parameters takenfrom the literature.[21] A linear relationship between specific volume and temperature waspredicted, when the temperature was above the melting temperature range of iPP (ca. 165∼ 175◦C). In the present study, the degree of crystallinity was calculated based upon thedensity obtained from the P-V-T relationship (as shown later).
Rheological Property Characterization
The rheological behavior was characterized using a melt index (MI) tester (Model: ZRZ-1452), supplied by the SANS Instrument Co., China. The capillary diameter was 2.09 mm,
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014
464 B. Yang et al.
Figure 1. P–V–T curves of iPP at equilibrium under various pressures. The specific volume val-ues were estimated using the 2d-Tait equation with detailed material parameters taken from theliterature.[21]
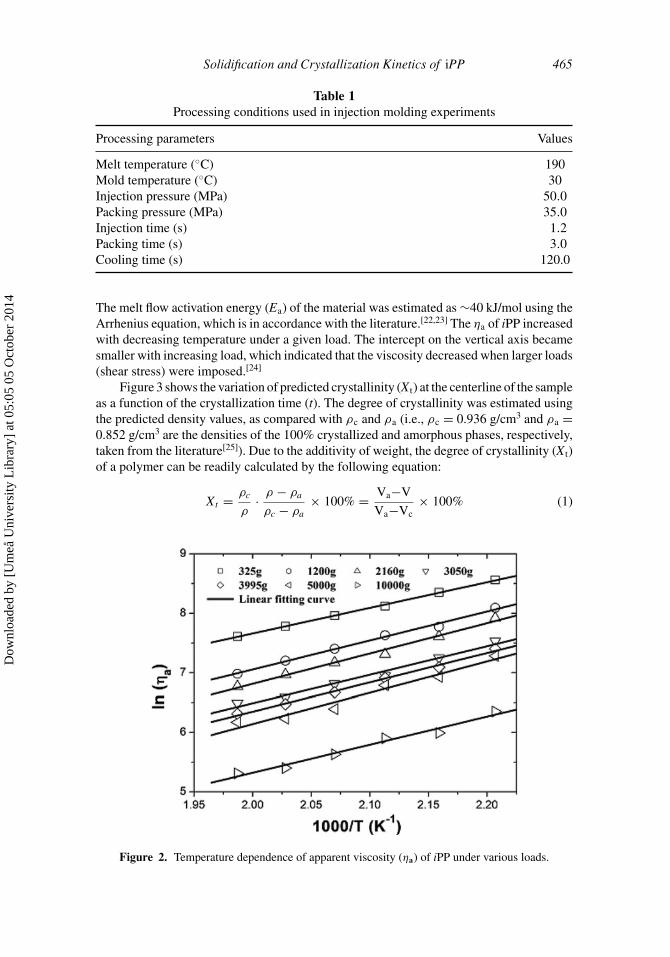
with a capillary length of 8.0 mm. The logarithmic apparent viscosity (log ηa) of thematerial used, showed good linearity with an increase of the inverse absolute temperature(1/T) under various loads (i.e., 325, 1200, 2160, 3050, 3995, 5000 and 10,000 g) at differenttemperatures ranging from 180◦C to 230◦C, respectively, as illustrated in Fig. 2.
In-Cavity Temperature Measurement during IM Process
Injection molding (IM) experiments were run on a reciprocating screw precision injectionmolding machine (Model: HYF-350), supplied by the Haiying Plastic Machinery Manu-facturing Co., China. The mold cavity utilized had the dimensions as follows: 170.0 mm inlength, 15.0 mm in width, and 5.0 mm in thickness. The mold temperature was regulatedthrough the use of circulating water. The injection time and packing time were 1.2 s and3.0 s, respectively. Two armored copper-constantan micro-thermocouples (Model: TK-247,Anthone Electronics Co., China), with a 0.5 mm diameter sensor tip and measuring rangefrom 35◦C to 350◦C, were used to measure temperature changes at the centerline of thecavity. The detailed operation has been presented in our previous work.[19] The temperaturedecays throughout the injection molding cycles were recorded by a Keithley-2700 DataAcquisition System, U.S.A., with a sampling time of 0.10 s. In the present work, the injec-tion molding experiments were conducted according to the processing conditions listed inTable 1.
Results and Discussion
Figure 2 illustrates the temperature dependence of the apparent viscosity (ηa) of iPP undervarious loads. The logarithmic value of ηa was found to have good linearity with an increaseof the inverse absolute temperature (1/T) under various loads, at different temperatures.
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014
Solidification and Crystallization Kinetics of iPP 465
Table 1Processing conditions used in injection molding experiments
Processing parameters Values
Melt temperature (◦C) 190Mold temperature (◦C) 30Injection pressure (MPa) 50.0Packing pressure (MPa) 35.0Injection time (s) 1.2Packing time (s) 3.0Cooling time (s) 120.0
The melt flow activation energy (Ea) of the material was estimated as ∼40 kJ/mol using theArrhenius equation, which is in accordance with the literature.[22,23] The ηa of iPP increasedwith decreasing temperature under a given load. The intercept on the vertical axis becamesmaller with increasing load, which indicated that the viscosity decreased when larger loads(shear stress) were imposed.[24]
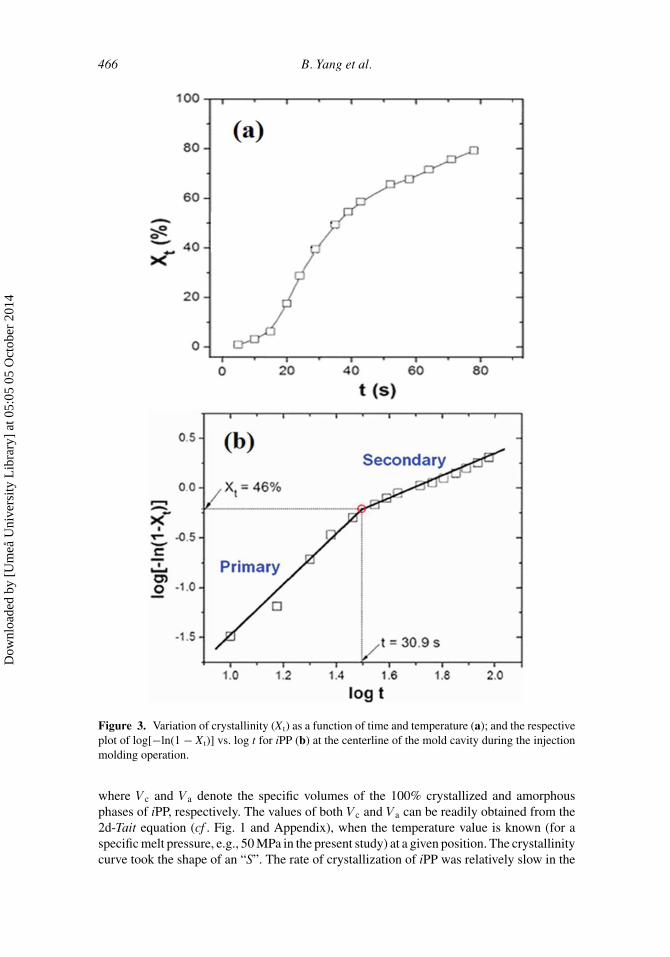
Figure 3 shows the variation of predicted crystallinity (Xt) at the centerline of the sampleas a function of the crystallization time (t). The degree of crystallinity was estimated usingthe predicted density values, as compared with ρc and ρa (i.e., ρc = 0.936 g/cm3 and ρa =0.852 g/cm3 are the densities of the 100% crystallized and amorphous phases, respectively,taken from the literature[25]). Due to the additivity of weight, the degree of crystallinity (Xt)of a polymer can be readily calculated by the following equation:
Xt = ρc
ρ· ρ − ρa
ρc − ρa
× 100% = Va−V
Va−Vc× 100% (1)
Figure 2. Temperature dependence of apparent viscosity (ηa) of iPP under various loads.
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014
466 B. Yang et al.
Figure 3. Variation of crystallinity (Xt) as a function of time and temperature (a); and the respectiveplot of log[−ln(1 − Xt)] vs. log t for iPP (b) at the centerline of the mold cavity during the injectionmolding operation.
where Vc and Va denote the specific volumes of the 100% crystallized and amorphousphases of iPP, respectively. The values of both Vc and Va can be readily obtained from the2d-Tait equation (cf . Fig. 1 and Appendix), when the temperature value is known (for aspecific melt pressure, e.g., 50 MPa in the present study) at a given position. The crystallinitycurve took the shape of an “S”. The rate of crystallization of iPP was relatively slow in the
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014
Solidification and Crystallization Kinetics of iPP 467
initial stage. After some 18 sec, the crystallization rate was remarkably enhanced till thedegree of crystallinity became close to 60%, after which the crystallization rate obviouslyslowed down, possibly due to the impingement of spherulitic growth of iPP.
The log[−ln(1 − Xt)] vs. log t plot of the crystallization process was carried out onthe basis of Fig. 3a. The crystallization process of polymers usually consists of two stages,i.e., primary and secondary crystallization processes,[26] which are clearly illustrated in Fig.3b. According to the intersection point between primary and secondary crystallization, itwas obvious that only 46% of crystallinity was achieved during the primary crystallizationstage.[27]
The Avrami equation for isothermal crystallization can be expressed as,[28]
1 − Xt = exp(−Zt · tn) = V − Vc
Va − Vc
× 100%, (2)
where Zt is the Avrami rate constant related to both the nucleation and crystal growth,and n is the Avrami exponent.[28] The Avrami exponent (n) of iPP has been shown to bethree during an early stage of non-sheared melt crystallization (n is equal to the curveslope in Fig. 3b), which can be primarily ascribed to heterogeneous nucleation and theisotropic growth of iPP crystallization in three-dimensional spherulitic form.[28,29] Lateron, the value of n was reduced (as judged from the reduced curve slope of the secondarycrystallization processes in Fig. 3b), indicating that the two-dimensional lamellar growthpattern started to dominate, since there existed only limited space for the further growth oflamellae after the primary crystallization stage. This phenomenon has also been reportedin the literature.[28–30]
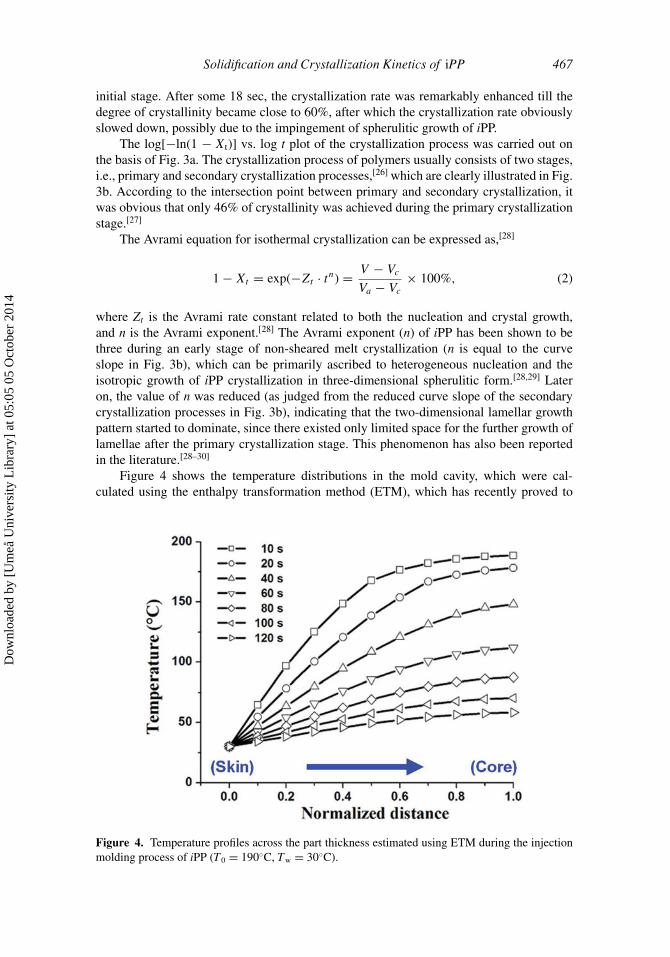
Figure 4 shows the temperature distributions in the mold cavity, which were cal-culated using the enthalpy transformation method (ETM), which has recently proved to
Figure 4. Temperature profiles across the part thickness estimated using ETM during the injectionmolding process of iPP (T0 = 190◦C, Tw = 30◦C).
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014
468 B. Yang et al.
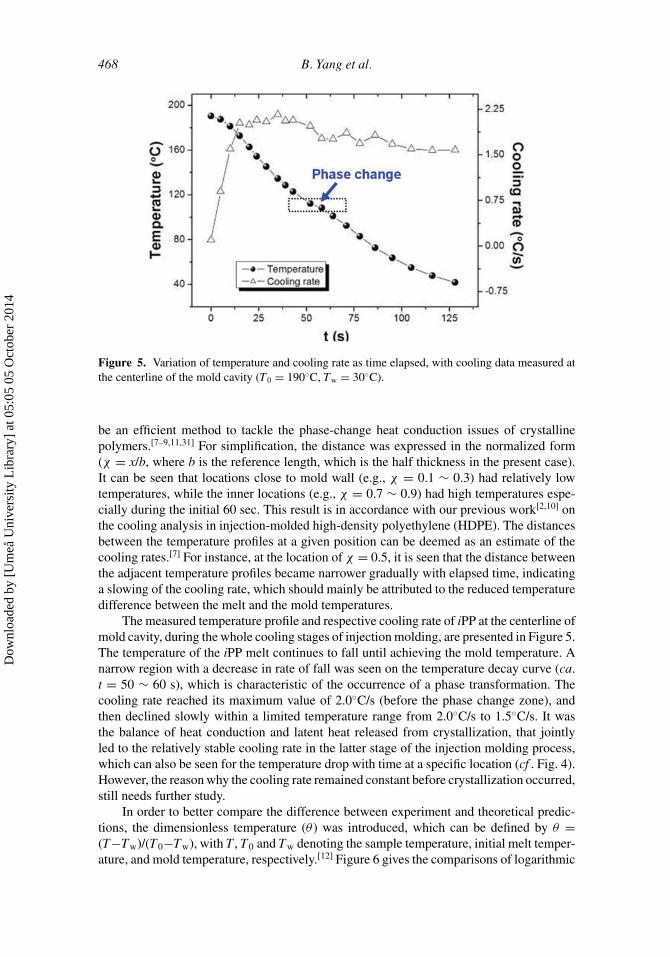
Figure 5. Variation of temperature and cooling rate as time elapsed, with cooling data measured atthe centerline of the mold cavity (T0 = 190◦C, Tw = 30◦C).
be an efficient method to tackle the phase-change heat conduction issues of crystallinepolymers.[7–9,11,31] For simplification, the distance was expressed in the normalized form(χ = x/b, where b is the reference length, which is the half thickness in the present case).It can be seen that locations close to mold wall (e.g., χ = 0.1 ∼ 0.3) had relatively lowtemperatures, while the inner locations (e.g., χ = 0.7 ∼ 0.9) had high temperatures espe-cially during the initial 60 sec. This result is in accordance with our previous work[2,10] onthe cooling analysis in injection-molded high-density polyethylene (HDPE). The distancesbetween the temperature profiles at a given position can be deemed as an estimate of thecooling rates.[7] For instance, at the location of χ = 0.5, it is seen that the distance betweenthe adjacent temperature profiles became narrower gradually with elapsed time, indicatinga slowing of the cooling rate, which should mainly be attributed to the reduced temperaturedifference between the melt and the mold temperatures.
The measured temperature profile and respective cooling rate of iPP at the centerline ofmold cavity, during the whole cooling stages of injection molding, are presented in Figure 5.The temperature of the iPP melt continues to fall until achieving the mold temperature. Anarrow region with a decrease in rate of fall was seen on the temperature decay curve (ca.t = 50 ∼ 60 s), which is characteristic of the occurrence of a phase transformation. Thecooling rate reached its maximum value of 2.0◦C/s (before the phase change zone), andthen declined slowly within a limited temperature range from 2.0◦C/s to 1.5◦C/s. It wasthe balance of heat conduction and latent heat released from crystallization, that jointlyled to the relatively stable cooling rate in the latter stage of the injection molding process,which can also be seen for the temperature drop with time at a specific location (cf . Fig. 4).However, the reason why the cooling rate remained constant before crystallization occurred,still needs further study.
In order to better compare the difference between experiment and theoretical predic-tions, the dimensionless temperature (θ ) was introduced, which can be defined by θ =(T−Tw)/(T0−Tw), with T , T0 and Tw denoting the sample temperature, initial melt temper-ature, and mold temperature, respectively.[12] Figure 6 gives the comparisons of logarithmic
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014
Solidification and Crystallization Kinetics of iPP 469
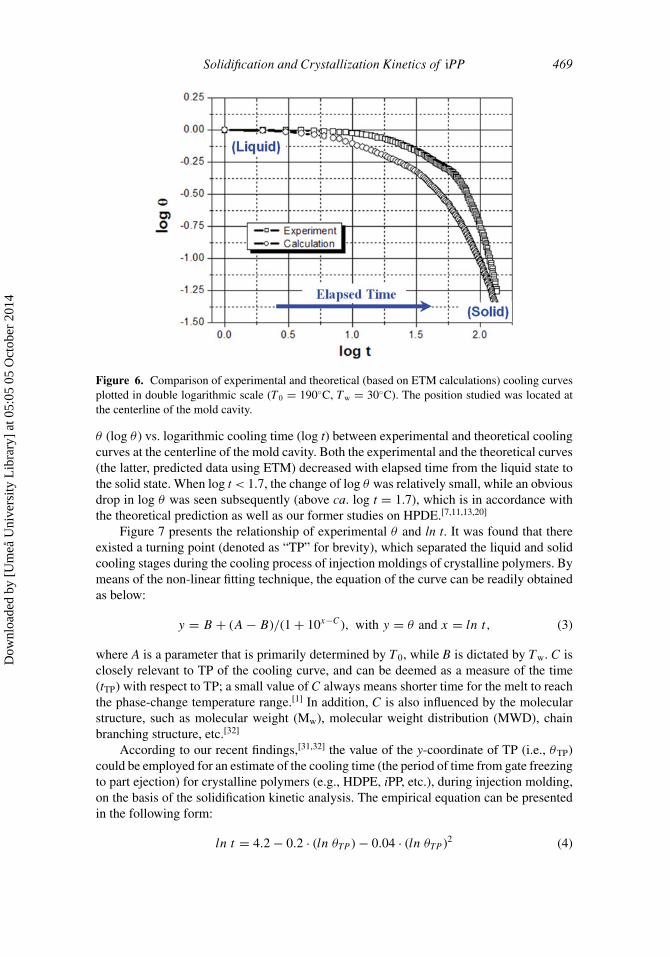
Figure 6. Comparison of experimental and theoretical (based on ETM calculations) cooling curvesplotted in double logarithmic scale (T0 = 190◦C, Tw = 30◦C). The position studied was located atthe centerline of the mold cavity.
θ (log θ ) vs. logarithmic cooling time (log t) between experimental and theoretical coolingcurves at the centerline of the mold cavity. Both the experimental and the theoretical curves(the latter, predicted data using ETM) decreased with elapsed time from the liquid state tothe solid state. When log t < 1.7, the change of log θ was relatively small, while an obviousdrop in log θ was seen subsequently (above ca. log t = 1.7), which is in accordance withthe theoretical prediction as well as our former studies on HPDE.[7,11,13,20]
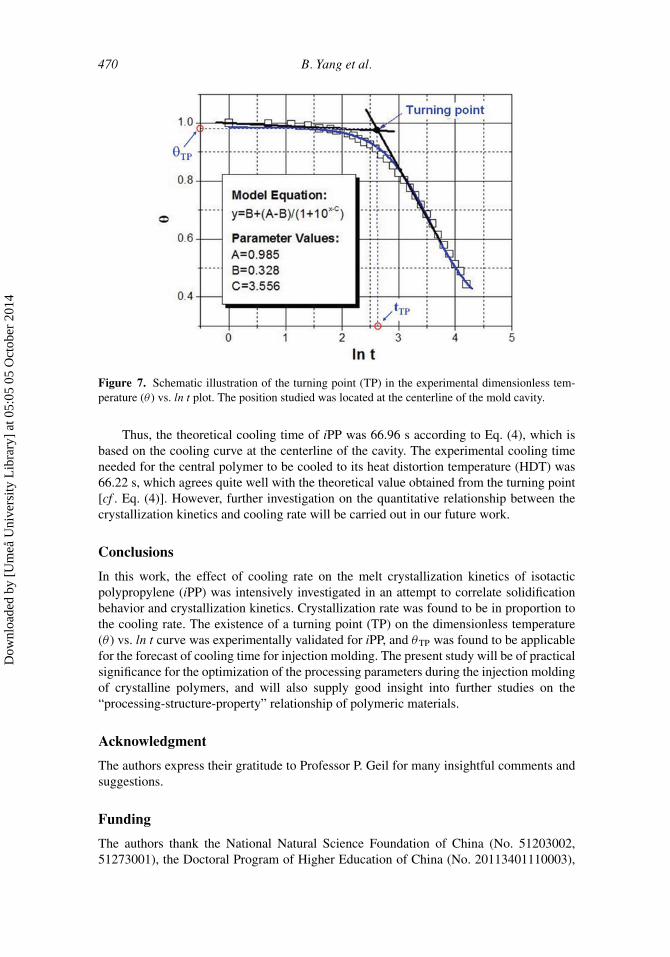
Figure 7 presents the relationship of experimental θ and ln t. It was found that thereexisted a turning point (denoted as “TP” for brevity), which separated the liquid and solidcooling stages during the cooling process of injection moldings of crystalline polymers. Bymeans of the non-linear fitting technique, the equation of the curve can be readily obtainedas below:
y = B + (A − B)/(1 + 10x−C), with y = θ and x = ln t, (3)
where A is a parameter that is primarily determined by T0, while B is dictated by Tw. C isclosely relevant to TP of the cooling curve, and can be deemed as a measure of the time(tTP) with respect to TP; a small value of C always means shorter time for the melt to reachthe phase-change temperature range.[1] In addition, C is also influenced by the molecularstructure, such as molecular weight (Mw), molecular weight distribution (MWD), chainbranching structure, etc.[32]
According to our recent findings,[31,32] the value of the y-coordinate of TP (i.e., θTP)could be employed for an estimate of the cooling time (the period of time from gate freezingto part ejection) for crystalline polymers (e.g., HDPE, iPP, etc.), during injection molding,on the basis of the solidification kinetic analysis. The empirical equation can be presentedin the following form:
ln t = 4.2 − 0.2 · (ln θTP ) − 0.04 · (ln θTP )2 (4)
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014
470 B. Yang et al.
Figure 7. Schematic illustration of the turning point (TP) in the experimental dimensionless tem-perature (θ ) vs. ln t plot. The position studied was located at the centerline of the mold cavity.
Thus, the theoretical cooling time of iPP was 66.96 s according to Eq. (4), which isbased on the cooling curve at the centerline of the cavity. The experimental cooling timeneeded for the central polymer to be cooled to its heat distortion temperature (HDT) was66.22 s, which agrees quite well with the theoretical value obtained from the turning point[cf . Eq. (4)]. However, further investigation on the quantitative relationship between thecrystallization kinetics and cooling rate will be carried out in our future work.
Conclusions
In this work, the effect of cooling rate on the melt crystallization kinetics of isotacticpolypropylene (iPP) was intensively investigated in an attempt to correlate solidificationbehavior and crystallization kinetics. Crystallization rate was found to be in proportion tothe cooling rate. The existence of a turning point (TP) on the dimensionless temperature(θ ) vs. ln t curve was experimentally validated for iPP, and θTP was found to be applicablefor the forecast of cooling time for injection molding. The present study will be of practicalsignificance for the optimization of the processing parameters during the injection moldingof crystalline polymers, and will also supply good insight into further studies on the“processing-structure-property” relationship of polymeric materials.
Acknowledgment
The authors express their gratitude to Professor P. Geil for many insightful comments andsuggestions.
Funding
The authors thank the National Natural Science Foundation of China (No. 51203002,51273001), the Doctoral Program of Higher Education of China (No. 20113401110003),
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014

Solidification and Crystallization Kinetics of iPP 471
the Key Research Project of Anhui Provincial Department of Education (Nos. KJ2012A011and KJ2011z015), as well as the “211 Project” of Anhui University for financial support tothis work.
References
1. Cao, Y.-D.; Faghri, A.; Chang, W.-S. A numerical analysis of Stefan problems for generalizedmultidimensional phase-change structures using the enthalpy transforming model. Int. J. HeatMass Transfer. 1989, 32, 1289.
2. Yang, B.; Fu, X.-R.; Yang, W.; Sun, N.; Hu, S.; Lu, Y.; Yang, M.-B. Prediction of heat conductionwith phase-change effects during cooling stage of injection molding of high-density polyethylene:approximate integral approach. J. Macromol. Sci., Part B: Phys. 2010, 49, 734.
3. Esen, A.; Kutluay, S. A numerical solution of the Stefan problem with a Neumann-type boundarycondition by enthalpy method. Appl. Math. Comput. 2004, 148, 321.
4. Savovic, S.; Caldwell, J. Numerical solution of Stefan problem with time-dependent boundaryconditions by variable space grid method. Therm. Sci. 2009, 13, 165.
5. Mitchell, S.-L.; Vynnycky, M. Finite-difference methods with increased accuracy and correctinitialization for one-dimensional Stefan problems. Appl. Math. Comput. 2009, 215, 1609.
6. Hughes, T.-J.R.; Taylor, R.-L.; Sackman, J.-L.; Curnier, A.; Worsak, K. A finite element methodfor a class of contact-impact problems. Comput. Methods Appl. Mech. Eng. 1976, 8, 249.
7. Yang, B.; Fu, X.-R.; Yang, W.; Liang, S.-P.; Sun, N.; Hu, S.; Yang, M.-B. Effect of Melt and MoldTemperatures on the solidification behavior of HDPE during gas-assisted injection molding: anenthalpy transformation approach. Macromol. Mater. Eng. 2009, 294, 336.
8. Yang, B.; Fu, X.-R.; Yang, W.; Liang, S.-P.; Sun, N.; Hu, S.; Yang, M.-B. Simulation of phase-change heat transfer during cooling stage of gas-assisted injection molding of high-densitypolyethylene via enthalpy transformation approach. Polym. Eng. Sci. 2009, 49, 1234.
9. Guo, W.-H.; Yang, B.; Xia, R.; Su, L.-F.; Miao, J.-B.; Qian, J.-S.; Chen, P.; Yu, X.K.; Zhang,Q.-L.; Deng, S.-Q. Three-dimensional simulation of the shrinkage behavior of injection-moldedpoly lactic acid (PLA): Effects of temperature, shear rate and part thickness. J. Res. UpdatesPolym. Sci. 2013, 2, 168.
10. Cong, Y.-H.; Hong, Z.-H.; Qi, Z.-M.; Zhou, W.-M.; Li, H.-L.; Liu, H.; Chen, W.; Wang, X.; Li,L.-B. Conformational ordering in growing spherulites of isotactic polypropylene. Macro-molecules 2010, 43, 9859.
11. Yang, B.; Fu, X.-R.; Yang, W.; Huang, L.; Feng, J.-M.; Yang, M.-B. Numerical prediction ofphase-change heat conduction of injection-molded high density polyethylene thick-walled partsvia the enthalpy transforming model with mushy zone. Polym. Eng. Sci. 2008, 49, 1707.
12. Tao, S.-P.; Fu, X.-R.; Yang, M.-B.; Yu, R.-Z. Numerical simulation on the cooling stage forinjection molded parts of crystalline plastics. Acta Polym. Sin. 2005, 1, 1.
13. Yang, B.; Yang, M.-B.; Wang, W.-J.; Zhu, S.-P. Effect of long chain branching on nonisothermalcrystallization behavior of polyethylenes synthesized with constrained geometry catalyst. Polym.Eng. Sci. 2012, 52, 21.
14. Kalay, G.; Bevis, M.-J. Processing and physical property relationships in injection-molded iso-tactic polypropylene. 2. morphology and crystallinity. J. Polym. Sci. Part B: Polym. Phys. 1997,35, 265.
15. Zhang, C.-G.; Hu, H.-Q.; Wang, D.-J.; Yan, S.; Han, C.-C. In situ optical microscope study ofthe shear-induced crystallization of isotactic polypropylene. Polymer 2005, 46, 8157.
16. Xia, X.-P.; Cai, S.-Z.; Xie, C.-S. Preparation, structure and thermal stability of Cu/LDPEnanocomposites. Mater. Chem. Phys. 2006, 95, 122.
17. Isasi, J.-R.; Mandelkern, L.; Galante, M.-J.; Alamo, R.-G. The degree of crystallinity of mono-clinic isotactic poly(propylene). J. Polym. Sci. Part B: Polym. Phys. 1999, 37, 323.
18. Janeschitz-Kriegl, H. Polymer solidification by crystallization under heat transfer and flow con-dition. Coll. Polym. Sci. 1992, 87, 117.
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014

472 B. Yang et al.
19. Deng, S.-Q.; Yang, B.; Miao, J.-B.; Xia, R.; Qian, J.-S.; Chen, P.; Yang, M.-B. Study on thesolidification kinetics of high-density polyethylene during thin-walled injection molding process.J. Polym. Eng. 2012, 32, 355.
20. Yang, B.; Miao, J.-B.; Min, K.; Xia, R.; Qian, J.-S.; Wang, X. Solidification behavior of high-density polyethylene during injection molding process: enthalpy transformation method. J. Appl.Polym. Sci. 2013, 128, 1922.
21. Chang, R.-Y.; Tsaur, B.-D. Experimental and theoretical studies of shrinkage, warpage, and sinkmarks of crystalline polymer injection molded parts. Polym. Eng. Sci. 1995, 35, 1221.
22. Wang, X.; Yang, B.; Xia, R.; Miao, J.-B.; Qian, J.-S.; Chen, P.; Deng, S.-Q. Thermal stabilityand rheological properties of polyethylene/polyvinylchloride/wood composites. J. Res. UpdatesPolym. Sci. 2012, 1, 101.
23. Kaseem, M.; Hamad, K.; Deri, F. Rheological and mechanical properties of polypropy-lene/thermoplastic starch blend. Polym. Bull. 2012, 68, 1079.
24. Yang, H.-R.; Lei, J.; Li, L.-B.; Fu, Q.; Li, Z.-M. Formation of interlinked Shish-Kebabs ininjection-molded Polyethylene under the coexistence of lightly cross-linked chain network andoscillation shear flow. Macromolecules 2012, 45, 6600.
25. Huang, R.; Zeng, B.-L. Plastics Processing Technology, 2nd ed.; China Light Industry Press:Beijing, 2007.
26. Stribeck, N.; Nochel, U.; Camarillo, A.-A.; Roth, S.-V.; Dommach, M.; Bosecke, P. SAXS studyof oriented crystallization of polypropylene from a quiescent melt. Macromolecules 2007, 40,4535.
27. Asano, T.; Imaizumi, K.; Tohyama, N.; Yoshida, S. Investigation of the melt-crystallization ofpolypropylene by a temperature slope method. J. Macromol. Sci. Part B: Phys. 2004, 43, 639.
28. Di Lorenzo, M.-L.; Silvestre, C. Non-isothermal crystallization of polymers. Prog. Polym. Sci.1999, 24, 917.
29. Chen, Y.-H.; Mao, Y.-M.; Li, Z.-M.; Hsiao, B.-S. Competitive growth of α- and β-crystals inβ-nucleated isotactic polypropylene under shear flow. Macromolecules 2010, 43, 6760.
30. Imai, M.; Kaji, K. Polymer crystallization from the metastable melt: the formation mechanismof spherulites. Polymer 2005, 47, 5544.
31. Yang, B.; Xia, R.; Miao, J.-B.; Qian, J.-S.; Yang M.-B.; Chen, P. Probing solidification kineticsof high-density polyethylene during injection molding using an in-situ measurement technique.Polym. Test. 2013, 32, 202.
32. Yang, B.; Li, G.-J.; Yang, M.-B.; Su, L.-F.; Miao, J.-B.; Xia, R.; Chen, P.; Qian, J.-S. The use ofan in-situ measurement to probe the solidification kinetics of injection-molded HDPE/PP blends.J. Res. Updates Polym. Sci. 2013, 2, 1.
Appendix
The P–V–T relation of isotactic polypropylene (iPP) used for a quiescent melt was asbelow [21]:
V (T , P ) = V0(T ) · [1 − C0 · ln(1 + P/B(T ))] + Vt (T , P );
V0(T ) = b1m + b2m (T − b5); B(T ) = b3m · exp[−b4m · (T − b5)]; Vt(T , P )
= 0, if T > Tt(P );
V0(T ) = b1s + b2s · (T − b5); B(T ) = b3s · exp[−b4s · (T − b5)]; Vt(T , P )
= b7 · exp[b8 · (T − b5) − b9 · P ], if T < Tt(P )
with Tt(P ) = b5 + b6 · P and C0 = 0.0894.
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014
Solidification and Crystallization Kinetics of iPP 473
The material parameters for iPP are given as follows [21]:
b1m = 1.315 × 10−3 m3 · kg−1; b1s = 1.195 × 10−3 m3 · kg−1;
b2m = 9.49 × 10−7 m3 · kg−1 · K−1;
b2s = 7.20 × 10−7 m3 · kg−1 · K−1; b3m = 5.37 × 107 Pa; b3s = 8.94 × 107 Pa;
b4m = 4.22 × 10−3 K−1; b4s = 4.83 × 10−3 K−1; b5 = 439.23 K;
b6 = 2.50 × 10−8 K · Pa−1;
b7 = 1.15 × 10−4 m3 kg−1; b8 = 0.0289 K−1; b9 = 3.84 × 10−9 Pa−1.
Dow
nloa
ded
by [
Um
eå U
nive
rsity
Lib
rary
] at
05:
05 0
5 O
ctob
er 2
014





























![Crystallization of isotactic polypropylene: the effect of fiber ...X =1–exp[–k(T)tn] (1) where: X is the extent of crystallization, k(T) is a rate constant, n is the Avrami ex-ponent](https://img.pdfslide.us/doc/110x75/5fe6893d69cde76c8771df9a/crystallization-of-isotactic-polypropylene-the-effect-of-fiber-x-1aexpakttn.jpg)