-
Copyright
by
Bennett Alan Ford
2011
-
The Report Committee for Bennett Alan Ford Certifies that this
is the approved version of the following report:
Structural Optimization for a Photovoltaic Vehicle
APPROVED BY
SUPERVISING COMMITTEE:
James T. O’Connor
John D. Borcherding
Supervisor:
-
Structural Optimization for a Photovoltaic Vehicle
by
Bennett Alan Ford, B.S.
Report
Presented to the Faculty of the Graduate School of
The University of Texas at Austin
in Partial Fulfillment
of the Requirements
for the Degree of
Master of Science in Engineering
The University of Texas at Austin
May 2011
-
Dedication
This report is dedicated to my wife, Lauren, who has sustained
me since the day we met.
-
v
Acknowledgements
I would like to thank James O’Connor, John Borcherding, and
Steve Nelson for
their service as educators and mentors at The University of
Texas. I would also like to
thank Ramon Carrasquillo, Make McDermott, and Mark Begert for
their roles in
facilitating my education and career. Most importantly, I want
to thank my family for
their constant support.
-
vi
Abstract
Structural Optimization for a Photovoltaic Vehicle
Bennett Alan Ford, M.S.E.
The University of Texas at Austin, 2011
Supervisor: James T. O’Connor
Photovoltaic vehicles are designed to harness solar energy and
use it for self-propulsion.
In order to collect sufficient energy to propel a passenger, a
relatively large photovoltaic
array is required. Controlling the loads imparted by the array
and the body that supports
it, while protecting the passenger and minimizing vehicle
weight, presents a unique set of
design challenges. Weight considerations and geometric
constraints often lead system
designers toward unconventional structural solutions. This
report details analytical and
experimental processes aimed at proving the concept of
integrating aluminum space-
frame elements with composite panels. Finite element analysis is
used to simulate load
conditions, and results are compared with empirical test
data.
-
vii
Table of Contents
Background
..............................................................................................................1
Chassis Design Development
..................................................................................2
Roll Cage Design
Development...............................................................................7
Validation of Simulation Software
..........................................................................9
Chassis Simulation Results
....................................................................................14
Roll Cage Simulation Results
................................................................................19
Buckling Simulation
..............................................................................................25
Physical Model Fabrication
...................................................................................27
Test Gage
Placement..............................................................................................29
Load Testing
..........................................................................................................32
Comparison of Simulation and Experimental Results
...........................................37
Conclusion and Further Research
..........................................................................39
Appendix A Nomenclature
...................................................................................40
Appendix B Shop Drawings
.................................................................................41
Appendix C CosmosWorks Load Cases
...............................................................44
References
..............................................................................................................45
Vita ...
.....................................................................................................................46
-
viii
List of Tables
Table 1: Theoretical and FEA Results for Stress &
Displacement…………….….13
Table 2: Simulation Results……………………………………………………….14
Table 3: Roll Cage Properties……………………………………….…………….19
Table 4: Maximum Stress and Deformation………………………...…………….19
Table 5: Test Strain Readings vs. Simulation
Predictions…………..…………….38
-
ix
List of Figures
Figure 1: Initial Chassis Design……………………………………………...…..….5
Figure 2: Design Concepts with Load
Interfaces……………………………...….…5
Figure 3: Adhesive Dispensing Gun…………………………………………………6
Figure 4: Load Conditions……………………………………………………..…….7
Figure 5: Roll Cage Iterations……………………………………………………….8
Figure 6: Validation Test Tube…………………………………………………...….9
Figure 7: Von Mises Visualization………………………………...……………….10
Figure 8: Front Impact Simulation
Results…………………..…………………….15
Figure 9: Side Impact Simulation Results………………………………………….15
Figure 10: Stress vs. Location……………………………………………………….16
Figure 11: Displacement vs. Location
(front)……………………….………………17
Figure 12: Displacement vs. Location
(side)…………………………………...……18
Figure 13: CosmosWorks Stress
Visualizations……………………………….…….20
Figure 14: Displacement Visualizations……………………………………….…….21
Figure 15: Distance Along Low Arc vs.
Stress………………………………..…….22
Figure 16: Distance Along High Arc vs.
Displacement……………………….…….23
Figure 17: Distance Along Low Arc vs.
Displacement……………………..……….24
Figure 18: Buckling Test Results for Chassis
Test………………………………….25
Figure 19: Buckling Loads and Restraints………………………….……………….26
Figure 20: Pipe Bender………………………………………………………...…….27
Figure 21: Pipe Bending Setup………………………………….......……………….28
Figure 22: TIG Welding Process…………………………………………………….28
Figure 23: Strain Gauge……………………………………………………...……....29
Figure 24: Sanding Process………………………………………………………….29
Figure 25: Cleansing Process…………………………………………….………….30
Figure 26: Aligning a Gage………………………………………………………….30
Figure 27: Attachment of the Gage………………………………………………….31
Figure 28: Strain Gage Setting…………………………………………...………….31
-
x
Figure 29: Compressing Testing Setup……………………………………..……….32
Figure 30: Data Acquisition Setup…………………………………………….…….33
Figure 31: Strain Gage Placement……………………………………………..…….33
Figure 32: Roll Cage at Moment of Failure…………………………………………34
Figure 33: Load and Displacement vs.
Time…………………………...……………35
Figure 34: Gage Strain vs. Time………………………………………………….….35
Figure 35: Load and Displacement vs.
Time…………………………...……………37
Figure 36: Strain vs. Time during Compression
Testing……………………………38
Figure 37: Final Chassis and Roll Cage
Design……………………….…………….39
-
1
Background Photovoltaic (PV) vehicle design, while not directly
aimed at producing automobiles with
immediate commercial potential, is a breeding ground for
engineering innovation. The
extraordinary challenge of building a reliable transportation
device, powered only by the
sun, encourages innovation in material sciences. The primary
goals of PV vehicle chassis
design are to provide safety for the passenger, reduce vehicle
weight, maintain structural
integrity under service loads, and provide mounting locations
for system hardware.
The scope of this report is the design and testing of a
structural system consisting of a
chassis and a roll cage, which act together to carry the design
loads of a PV vehicle.
Testing standards given by the American Solar Challenge
Regulations (regulations) were
chosen to model the stress and deflection experienced when a PV
vehicle chassis is
subjected to collision forces.
A composite honeycomb sandwich panel was selected as a primary
structural material
due to its ease of assembly, extremely high specific strength,
and simple geometry. Thin-
wall aluminum tube was selected as a roll cage material due to
its strength, ductility, and
suitability for space frame construction. Chassis and roll cage
designs were iterated
multiple times, with improvements integrated based on the
results of finite element
analysis (FEA).
Roll cage testing, conducted by applying normal compressive
loading, was performed
using a compression tester provided by the Texas Engineering
Experiment Station
(TEES). In order to simulate finite element analysis loading
conditions and restraints, a
steel test jig was fabricated to orient the roll cage properly
with respect to the testing
machine. A custom fabricated horizontal load-spreader beam was
used to apply a
compressive load across the roll hoops. Final test set-up
included the strategic placement
of strain gages.
-
2
Chassis Design Development
Basic geometric parameters were provided by the Solar
Motorsports Team (SMT), a
collegiate PV vehicle design group. SMT also specified that the
chassis architecture must
include two parallel wheels in the front of the chassis and one
wheel in the rear. Vehicle
dynamic considerations dictated that a front tire braking system
must be utilized. In order
to ensure proper braking, 60-70% of the total car weight must be
statically transferred to
the driving surface through the front tires. To verify this
weight distribution, the center of
gravity of all components with considerable weight must be
calculated. These
calculations are made based on geometry-specific equations. One
such equation used for
the batteries, which have a cubic shape, is given in the
following Equation 1 (Barber 46):
〉〈=−−−
kjiinLincg ,,)(*5.0)(3
Where L is the length of a side (1)
Overall chassis weight has significant impact on vehicle
dynamics. Newton’s laws of
motion state that force is a product of mass and acceleration
given in Equation 2.
(2)
Therefore, lighter materials are desired to allow for rapid
vehicle acceleration.
Two classes of materials are generally used for resisting
chassis loads: composites and
metals. Fiber reinforced composites tend to have very high
specific strengths, but their
properties are typically orthotropic [1] and they tend to be
brittle. Metals generally have
isotropic properties and are typically much stronger than
composites, but also tend to
have lower specific strengths. Additionally, fabrication
techniques for metals are
generally easier to control and test than for composites.
)sec**
(
)sec
()()(
2
2
f
mc
m
f
lbinlb
g
inalbmlbF
∗=
-
3
Several equations are instrumental in evaluating material
stress. For example, normal
stress can be found using Equation 3:
(3)
When analyzing stress failure modes, Von Mises Stress theory is
suitable and can be
performed through finite element analysis [2]. The theory states
the following in
Equation 4.
2 2 2 2 2 23 3 3E xx yy zz xx yy yy zz zz xx xy yz zxσ σ σ σ σ σ
σ σ σ σ σ σ σ= + + − − − + + + (4)
Where σxx, σyy, σzz are planar stress values and σxy, σxz, and
σyz are shear values
The Von Mises stress is compared to the yield and tensile
strength of the material to
determine whether failure will occur. Deflection of the chassis
is also a safety concern in
chassis design. Elastic deflection can be computed by first
using Hooke’s Law, shown in
Equation 5, to calculate the strain [2]:
(5)
Once the strain is found, the deflection is calculated through
Equation 6, the definition of
strain [2]:
(6)
)()(
)( 2inAlbF
psi f=σ
)()( psiEpsi =ε
σ
)()(
inLinL∆
=ε
-
4
Both stress and deflection can be estimated by modeling the
chassis in three dimensions,
placing appropriate loading conditions, and simulating it using
finite element analysis
software.
CosmosWorks is a simulation tool bundled with SolidWorks, a 3D
computer drafting
software package. When a simulation is run using CosmosWorks, a
factor of safety is
indicated with respect to the type of simulation (stress,
displacement, strain, etc). Only a
fraction of the ultimate load capacity of a structural member
should be utilized when the
allowable load is applied. The remainder of the load-carrying
capacity of the member is
kept in reserve to assure safety. The ratio of the ultimate load
to the allowable load is
used to define the factor of safety. The equation for the factor
of safety is given in
Equation 7.
(7)
An alternate expression to satisfy the definition of factor of
safety is shown in Equation 8.
)(
)(.psitressAllowableS
psiressUltimateStSF = (8)
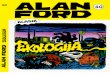
The initial chassis design is shown in Figure 1. The stress
results calculated in Cosmos
Works were used to generate plots in Microsoft Excel.
)()(
..f
f
lboadAllowableLlbadUltimateLo
SF =
-
5
Figure 1: Initial Chassis Design
Figure 2: Design Concepts with Load Interfaces
-
6
Figure 2 shows all of the chassis designs analyzed. Design
geometry for the chassis was
largely dependent upon fabrication techniques. The construction
of the chassis requires
that the honeycomb composite panels be glued together at all
joints. For this process a
two-part epoxy, 3M Plexus™, was chosen . Plexus™ epoxy has a
tensile strength of
approximately 22 Mpa and lap shear strength of 22 Mpa. In a 23°C
ambient environment
the glue has a 4-6 minute working time and achieves 75% strength
in 15 minutes. The
glue is dispensed from the hand-held gun shown in Figure 3. The
glue is applied between
all joints and also used as a filleting compound along
perpendicular joints.
Figure 3: Adhesive Dispensing Gun
-
7
Roll Cage Design Development
Geometry for the roll cage was partially driven by the geometry
of the chassis. The
design also needed to take into account the size of the driver,
the height limitations given
by the body assembly, and the specifications given by the
regulations. The SMT required
that the roll cage and chassis be large enough to fit a person
74 inches tall with a 36”
waist.
Beginning with the three-dimensional SolidWorks model of the
preliminary chassis
design, designs were tested and modified based on FEA
simulations. Various load cases,
were simulated for each design. Figure 4 shows the loading
conditions that the roll cage
must withstand to comply with the regulations.
Figure 4: Load Conditions
-
8
Figure 5: Roll Cage Iterations
The second and third design iterations focused on reducing the
weight of the roll cage.
With the back and front planes of the roll cage fixed in size by
regulations constraints, the
primary methods available for doing so were to reduce wall
thicknesses and optimize
brace geometries.
-
9
Validation of Simulation Software
In order to check the accuracy of the simulation software with
respect to tubular roll
cages, a solid model of a simple Aluminum 6061 pipe was
generated in SolidWorks.
Figure 6: Validation Test Tube
The tube was constrained at one end while a normal applied load
of 1238 lbf was applied
to the opposite face. The tube was assigned material properties
such as the modulus of
elasticity, Poisson’s ratio, yield strength, and tensile
strength. A solid mesh was
incorporated into the model with a node element size that was
smaller than the pipe
thickness to ensure that the entire model was meshed. The
simulation was run and Von
Mises Stress and displacement values were recorded.
In order to directly compare theoretical results to the FEA
values, exact model
dimensions and material specs were incorporated into the
theoretical equations. To enable
calculation of both Von Mises and displacement, several factors
were first computed then
embedded into their respective governing equations. First, the
cross-sectional area of the
pipe was found from Equation 9.
-
10
(9)
Where A = cross sectional area, d0 = outer diameter, di= inner
diameter
Von Mises stress can be found from Equation 10.
2 2 2 2 2 23 3 3E xx yy zz xx yy yy zz zz xx xy yz zxσ σ σ σ σ σ
σ σ σ σ σ σ σ= + + − − − + + + (10)
The formula above can also be rewritten as shown in Equation
11.
( )2 2 2 * * *E L circ rad L circ rad circ L radσ σ σ σ σ σ σ σ
σ σ= + + − + + (11)
Where Lσ = longitudinal stress, circσ = circumferential stress,
radσ = radial stress
Visually, this concept can be seen as:
Figure 7: Von Mises Visualization
σ 1 IS LONGITUDINAL STRESS σ 2 IS CIRCUMFERENTIAL STRESS σ 3 IS
RADIAL STRESS "a" IS OUTSIDE RADIUS OF SECTION
"b" IS INSIDE RADIUS OF SECTION
"L" IS LENGTH OF SECTION
"r" IS RADIUS AT SELECTED SECTION
( ))()(4
)( 22222 indindinA io −=π
-
11
Longitudinal stress:
(12)
Asect = section area (in2); F = applied mechanical load
(lbf)
Circumferential stress on internal diameter element:
(13)
Pi = internal pressure (psi); Ro = outer radius (in), Ri = inner
radius (in)
Circumferential stress on outer diameter element:
(14)
Radial stress on internal diameter element:
(15)
Radial stress on external diameter element:
(16)
tL A
F
sec
=σ
22
22
22
22 )(
io
oext
io
ioicirc RR
RPRRRRP
ID −∗
−−+
=σ
22
22
22
22 )(
io
ioext
io
iicirc RR
RRPRRRP
OD −+
−−∗
=σ
irad PID −=σ
extrad POD −=σ
-
12
Displacement equations were adopted from Zienkiewics’ The Finite
Element Method.
Equations 17 through 19 allow for calculation of the generated
outside and internal
diameters as well as the new section length once loading
conditions are applied. These
equations are illustrated below:
Outside Diameter under load:
22 2 2 2
2 2 2 2( )i o i ext o o i
o oo i o i
P R R P R R RD RE R R E R R
υ⎡ ⎤⎛ ⎞∗ ∗ ∗ +
= + − −⎢ ⎥⎜ ⎟− −⎝ ⎠⎣ ⎦ (17)
E = modulus of elasticity (psi), υ = Poisson’s ratio
(dimensionless)
Inside Diameter under load:
(18)
Section length under load:
( ) ( ) tt
io
otext
io
ititt AE
lFRRE
RlPRRE
RlPlL
sec
sec22
22sec
22
22sec
secsec ∗∗
+−
∗∗∗+
−∗∗∗
−=εε
(19)
All calculations presented in this section were embedded into a
Microsoft Excel
spreadsheet. Final stress and displacement values from the FEA
and theoretical
computations are presented and compared (in terms of percent
difference) in the
following table:
( )2
22
22
22
22
⎥⎦
⎤⎢⎣
⎡
−∗∗
−⎟⎟⎠
⎞⎜⎜⎝
⎛+
−+∗
+=io
ioext
io
ioiiii RRE
RRPRRRR
ERPRD ε
-
13
Table 1: Theoretical and FEA Results for Stress &
Displacement
VON MISES STRESS (PSI)
OVERALL DISPLACEMENT (IN)
FINITE ELEMENT 3720 8.1770E-03 ANALYSIS
THEORY 3699 8.1101E-03
PERCENT DIFFERENCE 0.54 0.818
Clearly the theoretical and simulation values display good
agreement. This result
suggests that the FEA protocol used in the validation test is
suitable for roll cage
simulation.
-
14
Chassis Simulation Results
The stresses and deflections for all four designs in the five
regulation-driven loading tests
are presented in Table 2. Safety factors are also displayed in
the table.
Table 2: Simulation Results
DESIGN CASE
Von MisesMAX
STRESS (psi)
MAXDEFLECTION
(inches)
Safety factor for
plasticdeformation
Safety factor for
failureSMT original 3 g bump 3744 0.05401 3.07 3.60
5 g front 2803 0.5426 4.10 4.81(First Design) 5 g rear 19610
1.044 0.59 0.69
5 g side 7500 1.733 1.53 1.803g angular 7845 1.669 1.47 1.72
Triangle Design 3 g bump 3702 0.0527 3.11 3.645 g front 2943
0.4846 3.91 4.58
(Second Design) 5 g rear 6896 0.2032 1.67 1.965 g side 3100
0.4014 3.71 4.35
3g angular 8793 1.625 1.31 1.53Beam Support Design 3 g bump 3711
0.05448 3.10 3.63
5 g front 2496 0.2928 4.61 5.40(Third Design) 5 g rear 3090
0.1898 3.72 4.37
5 g side 2253 0.0833 5.10 5.993g angular 8747 1.576 1.31
1.54
Fillets Focused Design 3 g bump 3720 0.05582 3.09 3.635 g front
1845 0.295 6.23 7.31
(Fourth Design) 5 g rear 4449 0.1817 2.58 3.035 g side 1675
0.079 6.87 8.05
3g angular 8743 1.607 1.32 1.54
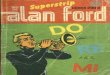
CosmosWorks visually displays the results by color-coding areas
where the differing
levels of stress and deflection are experienced. Figures 8 and 9
show these results for the
front and side CosmosWorks simulations.
-
15
Figure 8: Front Impact Simulation Results
Figure 9: Side Impact Simulation Results
Several graphs were produced to display directional stress and
deflection behavior of the
designs for the various simulations. Figure 10 displays the
stress behavior experienced
-
16
during the front impact test while Figures 11 and 12 compare
displacement for the front
and side tests, respectively.
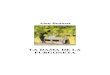
Figure 10: Stress vs. Location
Figure 10 compares the stress values experienced laterally
across the front panel during
the front impact test. These results show that the minimum
stress occurred along the front
corners of the chassis where the sides connected to the
front.
0
500
1000
1500
2000
2500
3000
0 5 10 15 20 25 30
Stre
ss (p
si)
Displacement along Z-axis (in)
Original DesignTriangle DesignBeam DesignFinal Design
-
17
Figure 11: Displacement vs. Location (front)
Figure 11 compares the displacement values experienced laterally
across the front panel
during the front impact test. The beam design experienced the
lowest total vertical
displacement with the final design demonstrated the second
smallest displacement.
0.2
0.25
0.3
0.35
0.4
0.45
0.5
0.55
0 5 10 15 20 25
Verti
cal D
ispl
acem
ent (
in)
Distance along Z-axis (in)
Original Design
Triangle Design
Beam Design
Final Design
-
18
Figure 12: Displacement vs. Location (side)
Figure 12 shows the deflection experienced across the side of
the chassis. The deflection
of the final design is significantly reduced by linking the
chassis sidewalls.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
0 10 20 30 40 50 60 70
Disp
lace
men
t (in
)
Distance Along X-Axis (in)
Original Design
Triangle Design
Beam Design
Final Design
-
19
Roll Cage Simulation Results
Table 3 indicates the mass properties of the roll cage assembly
iterations.
Table 3: Roll Cage Properties
Design Volume (in3) Total Length (in) Total Length (ft) Mass
(lbm)
Original Design 105.40 316.87 26.41 10.28
Second Design 105.14 316.09 26.34 10.26
Final Design 106.65 320.62 26.72 10.40
A load of 1500 lb force, which is 3 times the expected weight of
the vehicle, was applied
over the top plane of the car which gave a direct force to the
high and low roll hoop arcs.
Table 4: Maximum Stress and Deformation
DESIGN CASEVon Mises
MAX STRESS
MAXDEFLECTION
(inches) Safety Factor for
Plastic Deformation
Safety factor for
failure
Original Design 3g 16100 0.5564 0.71 0.84
Second Design 3g 18275 0.07531 0.63 0.74
Final Design 3g 15960 0.04511 0.50 1.13
-
20
Figure 13: CosmosWorks Stress Visualizations
-
21
Figure 14: Displacement Visualizations
-
22
Figure 15: Distance Aong Low Arc vs. Stress
Figure 15 shows that the average and peak stress differences
along the lower arc between
each of the designs is small. The final design shows the
smallest average of each of the
stress values which was important for choosing among the
designs.
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
4 9 14 19
Stre
ss (p
si)
Distance Along Lower Arc (in)
Original Design
Second Design
Final Design
-
23
Figure 16: Distance Along High Arc vs. Displacement
Figure 16 shows the distribution of displacement values
experienced at the high arc in
each of the designs. The final design demonstrates the lowest
displacement values.
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
4 6 8 10 12 14 16 18
Vert
ical
Dis
plac
emen
t Exp
erie
nced
(in)
Distance Along High Arc (in)
Original Design
Second Design
Final Design
-
24
Figure 17: Distance Along Low Arc vs. Displacement
Figure 17 shows the distribution of displacement values
experienced at the low arc in
each of the designs. The final design displays the smallest
deflection among the designs.
0
0.01
0.02
0.03
0.04
0.05
0.06
4 9 14
Ver
tica
l Dis
pla
cem
ent
Exp
erie
nce
d (
in)
Distance Along Low Arc (in)
Original Design
Second Design
Final Design
-
25
Buckling Simulation A section equivalent to the vertical front
section of the chassis was utilized for local
buckling analysis, and a total load of three times the total
vehicle and passenger weight
(1500 lbf) was placed normal to its top surface. The bottom
surface of the piece was
fixed, and buckling analysis was conducted. The resulting
deformation visualization,
including the load and restraint, are shown below:
Figure 18: Buckling Test Results for Chassis Test
-
26
To simulate tube buckling, a test case was set up for the
longest tube member on the roll
cage. CosmosWorks produced a load factor of 1.2658. Figure 19
shows the manner in
which the loads and restraints were applied to the pipe.
Figure 19: Buckling Loads and Restraints
-
27
Physical Model Fabrication
Aluminum (6061 T6) with a side wall thickness of 0.113 in was
used for the construction
of the roll cage. A circular saw with a metal cutting blade was
used to cut the Aluminum
pipe. A hydraulic pipe bender was used to create the bends in
the front and rear hoops of
the roll cage, as shown in Figure 20. A 220V Lincoln Electric
square wave TIG welder
was used to weld the individual roll cage components. Pure
tungsten electrodes, Argon
gas, and Aluminum 4043 filler rods were the consumables used in
the welding process
Figure 20: Pipe Bender
For this particular roll cage design, the front and rear hoops
of the roll cage are formed
from bending straight pieces of aluminum.
-
28
Figure 21: Pipe Bending Setup
The power setting on the welder was AC current mode with a 160
amp maximum power
setting.
Figure 22: TIG welding process
Hydraulic Jack
Roller
-
29
Test Gage Placement
In order to measure strains during empirical testing, 10 strain
gauges were attached to the
roll cage.
Figure 23: Strain Gage
After the gage locations were marked on the tubes, a smooth
surface was prepared by
light sanding.
Figure 24: Sanding Process
To cleanse the surface, Methanol was applied swabbed at all gage
locations.
-
30
Figure 25: Cleansing Process
Cellophane tape was used to transfer the gages to the tubes.
This process is shown in
Figure 26 and Figure 27.
Figure 26: Aligning a Gage
-
31
Figure 27: Attachment of the Gage
Finally, the gages are bonded to the tubes using M-Bond AE-10
adhesive. Figure 28
shows the final setting of a strain gage with wires
attached.
Figure 28: Strain Gage Setting
-
32
Load Testing
The testing apparatus for the roll cage can be seen in Figure
29.
Figure 29: Compression Testing Setup
The signal wires were attached to an input device that sends the
strain gage readings to
the monitoring computer. Figure 30 shows how the wiring is
attached to the input
system.
-
33
Figure 30: Data Acquisition Setup
Figure 31: Strain Gage Placement
3
4
5 67
8
12
9
-
34
The compression testing machine was set to advance at one half
an inch (1/2 in) per
minute. Figure 32 shows the position of the roll cage in which
it was determined that the
cage had failed. The failure occurred in the lower arc of the
specimen while the high arc
did not appear to undergo measurable permanent deformation. The
higher arc is the more
critical of the two arcs because it protects the driver’s
head.
Figure 32: Roll Cage at Moment of Failure
The results of compression test recorded by the data acquisition
system displayed the
load and displacement of the compressor in relation to the
duration of the experiment
shown in Figure 33. Additional results, shown in Figure 34, give
the strain experienced
by the tube members of the roll cage with their respective
strain gages attached.
-
35
Figure 33: Load and Displacement vs. Time
Figure 34: Gage Strain vs. Time
-
36
The roll cage withstood forces reaching nearly 6000 lbs. about
100 seconds into the test,
after which it began to experience plastic buckling and
effective failure. The 6000 lbs.
withstood by the roll cage is well above the 1500 lb. minimum
set forth in the
regulations.
-
37
Comparison of Simulation and Empirical results
Strain gages placed throughout the physical model during the
testing allowed observation
of exactly what force magnitude the individual roll cage members
experienced. This, in
turn, allows comparison with the FEA simulation Using Figures 35
and 36, it is known
that 1500 lb force was applied 50 seconds into the test.
Figure 35: Load and Displacement vs. Time
50 seconds is when load equals to 1500 lbs
-
38
Figure 36: Strain vs. Time during Compression Testing
Strain values that intersected with the time of experiment of 50
seconds correlate to a
1500 lb load. These values are listed in Table 5.
Table 5: Test Strain Readings vs. Simulation Predictions Strain
Gages Strain - Physical Test Strain - Computer Model Percent
Difference
1500 lb 1500 lb1 0.1400% 0.1350% 3.70%2 0.0800% 0.0760% 5.26%3
0.0100% 0.0113% 11.50%4 0.0050% 0.0048% 4.17%5 0.0015% 0.0017%
11.76%6 0.1250% 0.1385% 9.75%7 0.1250% 0.1320% 5.30%8 0.0020%
0.0015% 33.33%9 0.0150% 0.0130% 15.38%
50 seconds is when load equals to 1500 lbs
-
39
Conclusion and Further Research
Figure 37 illustrates the final chassis and roll cage designs.
For tubular and composite
panel elements and assemblies, it has been demonstrated that
CosmosWorks can provide
accurate simulations of stress and deflection behavior. However,
further research will be
required to validate interface connections between space frames
and composite panels
that ensure adequate fatigue life.
Figure 37: Final Chassis and Roll Cage Design
-
40
Appendices
Appendix A, Nomenclature
2
2
2sec
ina=Acceleration ( )sec
A=Area (in )Section Area (in )
Center of Gravity
Inside Diameter (in)Outside Diameter (in) Modulus of
ElasticityForce ( )
Critical Force to cause Buckling
t
g
i
o
f
cr
Ac
ddEF lb
F
==
=
=
==
=
4
m
( )
. . Factor of Safety (dimensionless)Moment Area of Inertia (in
)Length (in)
Change in Length (in)Critical Length for Buckling (in)
m=Mass (lb )Internal Pressure (psi)
External Pr
f
c
i
ext
lb
F SIL
LL
PP
=
==
∆ ==
==
xx
yy
xy
essure (psi)Inner Radius (in)Outer Radius (in)
=Stress (psi)Von Mises Stress (psi)Stress in X-Direction
(psi)Stress in Y-Direction (psi)
Stress in Z-Direction (psi), , Shea
i
o
E
zz
yz xz
RRσσσσ
σσ σ σ
=
=
===
==
L
circ
rad
r in respective Plane (psi)
Longitudinal Stress (psi)Circumference Stress (psi)Radial Stress
(psi)
Strain (dimensionless)Poisson's Ratio (dimensionless)
σσσευ
==
=
==
-
41
Appendix B, Shop Drawings
-
42
-
43
-
44
Appendix C, CosmosWorks Load Cases
CASE
575 lb TOT.WEIGHTMULT.
FACTORFORCE
lbf
SURFACE AREA FORCE APPLIED
(IN2)PRESSURE
(PSI)3 g bump 3 1725 10.5 164.295 g front 5 2875 183.113 15.705
g rear 5 2875 258.017 11.145 g side 5 2875 89.695 32.05
3g angular 3 1725 N/A N/A3 g bump 3 1725 10.5 164.295 g front 5
2875 182.504 15.755 g rear 5 2875 270.7 10.625 g side 5 2875 89.693
32.05
3g angular 3 1725 N/A N/A
Fillet Focused Study
APPLICABLEDESIGN(S)
Original Study
Triangle studyBeam support study
-
45
References
1. “American Solar Challenge 2005 Regulations.” November, 2003.
http://www.americansolarchallenge.org/event/asc2005/tech/asc2005Nov03.pdf
(2 June, 2004) 2. Barber, J.R. Intermediate Mechanics of Materials.
Boston: McGraw-Hill, 2001. 3. Callister, William D. Fundamentals of
Materials Science and Engineering. 5th ed. New York: John Wiley
& Sons, 2001. 4. Zienkiewics, O.C. The Finite Element Method.
3rd ed. London: McGraw-Hill, 1979. 5. Vishay Measurements Group,
Inc. Student Manual for Strain Gage Technology USA: TD, 1997
-
46
Vita
Bennett Alan Ford was born in Dallas Texas. After graduating
from Highland
Park High School, he entered Texas A&M University. There he
developed an interest in
automotive engineering and photovoltaic energy through
involvement in Formula SAE
and Solar Motorsports projects. He graduated with a Bachelor of
Science and moved to
Austin, where he began working in the photovoltaic energy
industry. Bennett enrolled in
graduate school at the University of Texas in January, 2010.
Email: [email protected]
This Report was typed by the author.