-
FROTHER CHARACTERIZATION IN A LABORATORY
FLOTATION CELL
C.O. Gomez, P. Castillo, M. Rebolledo and J. Alvarez
Universidad of Concepcin
Departamento de Ingeniera Metalrgica
Edmundo Larenas 285
Concepcin, Chile
([email protected])
Frothers play two major roles in flotation: preservation of the
formation bubble
size and stabilization of the froth. Many tests have been
proposed to characterize these
two functions but, in general, the focus has been on only one of
these roles and
measurements are done at conditions quite different from those
existing in industrial
cells. A technique to characterize the two roles simultaneously
at flotation
hydrodynamic conditions, based on the use of a laboratory
flotation column, was
developed and successfully used to screen and select a
replacement candidate for a
particular concentrator. Although operations require to test and
compare frothers
regularly, the problems associated with the installation and use
of a laboratory flotation
column for on-site testing are a serious limitation for the
implementation of the
technique. The objective of this work is the development of a
frother characterization
test using a laboratory mechanical cell, a common piece of
equipment in operations. It is
believed that measurement of the CCC and determination of the
water overflow rate, in
these units, will provide data to establish differences between
frothers and characterize
the strength of their roles. The work reported at this stage is
the result of tests completed
to demonstrate this concept.
-
INTRODUCTION
Flotation is the most important mineral separation technology
used to concentrate
metal sulphides for metals production such as copper. It is
based on the collection and
separation of hydrophobic particles on the surface of bubbles.
The separaton requires
several consecutive processes to occur: formation of
bubble-particle aggregates by
collision of bubbles and particles, rising and concentration of
these aggregates in a top
layer, and finally their removal into a concentrate stream.
Flotation machines operates
with two zones for these processes to proceed: a pulp or
collection zone in which the
aggregates are formed and rise, and a froth or cleaning zone
where the aggregates
concentrate and drain water as they rise to overflow the cell
and report to the concentrate.
The efficiency of the separation, as expected, has been closely
linked to the
characteristics of the bubble and particle size distributions
because of their obvious
relevance in the formation of bubble-particle aggregates. In the
last few years, however,
studies have shown that frothers play several roles in flotation
that profoundly affect both
bubble size and hydrodynamics in both zones of a flotation
machine. Frothers not only
reduce bubble size, but also increase collection zone gas holdup
by slowing down bubble
rise velocity, and water overflow rate by affecting the froth
structure and its ability to
drain water. It has been demonstrated that measurement of bubble
size [1], gas holdup
[2] and water overflow rate [3] could be used to classify
frothers. The two most relevant
roles for industrial operations are preserving bubble formation
size, which is connected
with bubble size control, and defining water carrying rate into
the froth and water
drainage in the froth layer, which is associated with froth
stabilisation. The magnitude of
these effects depends on the frother in use and its
concentration, and knowing their
values are necessary not only for frother selection, but also to
decide operating conditions
leading to stable operation and acceptable metallurgical
performance. In a given
concentrator, with cell size and type long established, and
mineral and particle
characteristics varying within a narrow margin, frother
selection and distribution offer an
alternative for operators to make adjustments after feed changes
or to improve
performance.
Frother characterisation efforts have been, in general, focused
on determining
either the effect of frothers on bubble size and velocity in
water and pulp, which is
important for the processes ocurring in the collection zone, or
on bubble coalescence and
water drainage in the froth layer, of interest to understand the
phenomena happening in
the froth zone. In most cases, work has been accomplished using
batch techniques,
designed to measure one variable, and run at conditions quite
different from those
existing in industrial cells. The results obtained, although
useful for classifying (ranking)
frothers, cannot be used to understand the result of frother
replacement or of
concentration changes in plant operations. These approaches fail
to recognize and
account for the strong interactions existing between the two
zones; for example, it was
demonstrated that water overflow rate correlated with gas holdup
in the collection zone
[3]. The need for a method for capturing both roles at
hydrodynamic conditions closer to
those existing in flotation machines was been recognized
[1,6].
-
A frother characterisation method was proposed to test frothers
through
simultaneous measurements in the collection and froth zone of a
laboratory flotation
column [8,9]. The approach offered data collected at true
flotation conditions and, at the
same time, including the effect of interactions between zones.
Air was dispersed using a
porous SS sparger and was well instrumented to be automatically
operated with a
constant froth layer. The procedure included the measurement of
bubble size, gas holdup
in the collection zone and water overflow rate for a selected
froth height, when the
column was run continuously with a frother solution. Frothers
were characterized and
classified using three parameters: the critical coalescence
concentration (CCC)
determined from the bubble size decrease as the frother
concentration was increased, the
minimum gas holdup to have overflow for a selected froth depth,
and the slope of the
increase of overflow rate with gas holdup. Although the approach
was tested without
solids, it was successfully used to aid a sponsor to replace the
frother in use by one of
three options offered by chemical suppliers [7].
Operations require testing and comparing frothers regularly, but
the problems
associated with the installation and operation of a laboratory
flotation column for on-site
testing are a severe limitation for the implementation of the
technique, in spite of the
advantages of running tests with the local process water and
solids. The final objective
of the work described in this communication is the development
of a frother
characterization technique based on measurements in a laboratory
mechanical cell, a
piece of equipment normally available in operations. Although a
laboratory mechanical
cell is basically a batch unit, it is believed that measurement
of the CCC and of water
overflow rate, will provide data to establish differences
between frothers and to
characterize their strength in the preservation of bubble size
and the stabilization of the
froth. The work reported at this stage is the result of tests
completed to demonstrate this
concept.
METHODOLOGY
Laboratory Mechanical Cell
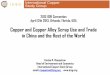
The unit selected for this work (Figure 1) was an automated
mechanical flotation
machine (Edemet), which allowed continuous monitoring and
control of the relevant
operating variables, particularly impeller speed and air flow
rate. Impeller speed was
electronically controlled using a variable frequency driver
while an internal compressor
provided a steady flow of clean (filtered) and oil-free air. A
side loop in the gas supply
line allowed injection of other gases or addition of an
instrument such as an on-line flow
meter/controller. The cell electronics provided the capacity to
drive up to six peristaltic
pumps to schedule continuous or staged reagent additions and to
control water or pulp
level in the cell, and to collect signals and display values
from pH and ORP (oxidation-
reduction potential) electrodes. Rotating paddles, which could
be programmed to run
continuously at a selected speed or to turn around once after a
given time, were also
available. The largest cells provided (5 L) and their SS
associated impellers were used in
the testing (Figure 2).
-
Figure 1 - Full view (a) and control panel (b) of mechanical
cell used in this work
Figure 2 - Impellers and associated cells available
Keyboard
Screen
Rotameters
Gas line side loop
Rotating paddles
5-L cell (a)
(b)
Impeller A Impeller D
-
A control front panel (Figure 1b) integrated the utilization of
the installed
components and facilitated the operation of the unit. A combined
4-line screen and a 16-
key digital keyboard allowed to program and monitor flotation
and conditioning times, to
set impeller speed, and to display ongoing values of operating
variables (impeller speed,
pH, ORP). Air flow was manually controlled and monitored using
one of two rotameters
installed in the front panel (ranges 1-10 L/min and 2-20
L/min).
Bubble size measurement
Bubble size measurement was accomplished by collecting and
processing bubble
images [4, 5]. Briefly, the technique involves a device for
bubble sampling and imaging,
which was mounted on top of the cell (Figure 3), and automated
image processing using
image analysis software (Image J). Bubble images were collected
using a digital camera
(Nikon model D5100) fitted with a macro lens (Nikon 60-mm), a
combination that
produced high magnification images (4928x3264 pixels), and
resolutions between 170
and 180 pixels/mm. The imaging chamber provided backward
illumination, and spread
bubbles into a single plane to make possible precise bubble
focusing and eliminate
overlapping bubbles, which facilitated automatic image
processing. An image collection
frequency of one every second was used for avoiding to include
some bubbles twice.
Results are generally reported as an average bubble size; the
Sauter mean diameter D32
(volume to interfacial area ratio) was used in this work.
Figure 3 - Installation of bubble size measuring device
-
Test Procedure
The development of a standard test to characterize frother roles
using a laboratory
mechanical cell requires finding operating conditions that
detect differences in the ability
of frothers to preserve the original bubble size obtained during
generation, and to reduce
water drainage when bubbles are concentrated and rise in close
contact through a froth
layer. Characterization of these two roles was considered
through the measurement of:
Critical coalescence concentration (CCC), which requires the
measurement of bubble size as a function of frother concentration
(values selected 2, 5, 10, 15, 30,
60 y 100 ppm); and
Rate or total water that overflows the cell for one or more
frother concentrations.
The procedure to follow for running tests and collect
measurements with
acceptable reproducibility must consider that frothers, in many
cases, have limited
solubility and are slow to solubilize. Frothers may be volatile
and solutions may
decompose at room temperature and if exposed to daylight. Large
volumes (10 to 12 L)
of frother solutions in the ppm range are necessary to fill both
the cell and the bubble size
measuring device; the same solution must be used as a fraction
of that filling the bubble
imaging device is released into the cell during bubble size
measurement.
The procedure devised to run the tests included three aspects:
preparation of the
frother solution, measurement bubble size, and determination of
water overflow rate or
volume:
Preparation of frother solutions. The solution to be used in the
bubble size and water
overflow measurements was prepared by dilution from a 100-ppm
stock solution. The
stock solution (30 L necessary for the tests at the seven
concentrations) required 3 g and
30 kg of the frother and water, respectively. The mixture was
maintained overnight with
a gentle agitation to ensure complete dissolution of the
frother, and then stored in a dark
cabinet. An effort was made to run the bubble size and water
overflow measurements the
same day the stock solution was prepared, to avoid concentration
changes by
volatilization and decomposition, which would go unaware.
Bubble size measurement. The measurement is initiated by filling
the cell (with 4.5 L)
and the device for collecting bubble images with the selected
frother solution. The cell
was started with the impeller type, impeller speed, gas flow
rate and amount of water
selected for the test. After 1 minute of conditioning, the
stopper closing the bubble
collection tube was removed for bubbles to be sampled and
directed to the exposing area.
After 3 minutes to allow a steady flow of rising bubbles to
reach the imaging point, 200
to 300 images were collected one every second (Figure 4). The
images were processed
using the program Image J, which calculated area and pixel value
statistics for every
object (group of neighboring pixels darker than a threshold,
selected by the program) in
the image; area was used to calculate bubble size as the
diameter of the circle of the same
area, and circularity used as criterion to accept objects as
bubbles (larger than 0.8).
-
Figure 4 - Typical bubble images: left (2-ppm solution) and
right (60-ppm solution)
Determination of water overflow rate. The cell was filled
completely with the selected
frother solution (5.46 L) while agitated with an impeller speed
of 1500 rpm; this value
was higher than that used to measure the CCC to increase the
volume of water
overflowing the cell. Air was then delivered at a rate of 15
L/min. Overflowing water
was collected at several time intervals (30, 60, 90, 120, 180,
240 y 300 s) and weighed.
RESULTS AND DISCUSSION
Operating conditions for testing
A full gas dispersion characterization of the cell was not
available. A quick
screen of the different impellers and cells, as well as of
operating conditions, resulted in
the selections indicated in Table 1. Impellers D generated
smaller bubbles than impellers
A and the largest cell volume facilitated the installation of
the bubble size measuring
device.
Table 1 Variable ranges and values selected for the tests
Variable Range Selected value
Impeller Type A or D Type D
Cell size (L) 1,5 - 2.7 - 5.0 5.0
Impeller speed (rpm) 600 - 1600
600 (Conditioning)
1000 (CCC)
1500 (Water overflow)
Gas flow rate (L/min) 0 - 20 15
Samples of about ten frothers currently used in Chilean
operations were obtained
from several sponsors and suppliers. These frothers are not
identified by name or
chemical formula as confidentiality issues couldn't be resolved
for all cases in time for
this publication.
-
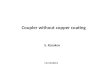
Frother characterization
Measurement of frother CCCs. The CCC is determined from the
decrease in bubble size
obtained as the frother concentration is increased. The results
obtained for five of the
frothers tested in this work are shown in Figure 5, which made
possible, even from visual
inspection, to detect variations in the ability of the different
frothers to preserve the
formation bubble size.
Figure 5 - CCC measurement results for various frothers
CCC was calculated by fitting separate exponential functions to
the results for
high concentrations (30, 60 and 100 ppm), to characterize the
effect of surface tension on
bubble size, and for low concentrations (2, 5 and 10 ppm) with
surface tension effects
subtracted, to characterize preservation of the formation bubble
size by controlling
coalescence at the hydrodynamic conditions existing in the cell.
Bubble size as a
function of frother concentration was determined by addition of
these two contributions
(lines in plots of Figure 5), and the CCC was calculated as the
concentration at which
0
1
2
3
4
0 25 50 75 100
FROTHER CONCENTRATION, ppm
Frother 5
BU
BB
LE
DIA
ME
TE
R D
32, m
m
0
1
2
3
4
0 25 50 75 100
FROTHER CONCENTRATION, ppm
Frother 3
BU
BB
LE
DIA
ME
TE
R D
32, m
m
CCC = 7.1 ppm
0
1
2
3
4
0 25 50 75 100
FROTHER CONCENTRATION, ppm
Frother 7
Frother 8
BU
BB
LE
DIA
ME
TE
R D
32, m
m
CCCs = 12.1 and 12.0 ppm
0
1
2
3
4
0 25 50 75 100
FROTHER CONCENTRATION, ppm
Frother 4
BU
BB
LE
DIA
ME
TE
R D
32, m
m
CCC = 14.5 ppm
-
coalescence increased bubble size by 0.1 mm over the value
predicted considering only
surface tension effects. The value 0.1 mm was selected because
it corresponds to the
error associated with bubble size measurement for a 95% C.I.
(average and standard
deviation of 5 measurements, 0.738 and 0.035 mm,
respectively).
The results showed noticeable CCC differences, for example 7.1
and 14.5 ppm
for Frothers 3 and 4, respectively. The case of Frother 5 was
unique as it showed limited
ability to control coalescence. Frothers 7 and 8 were the same
product but provided by
different suppliers; the similar results obtained were an
indication of the reproducibility
of the technique.
Determination of water overflow rate. Froth stabilization is
associated with the amount
of water carried by bubbles into the froth layer, which has been
demonstrated to be
affected by the frother in use. The alternative considered to
characterize this function
was by measuring water overflow as a function of time. Results
obtained for three of the
frothers in the form of curves of cumulative fraction of
overflow water (relative to the
volume at the start of the test) and of water overflow rate, as
a function of time, are
included in Figures 6a and 6b, respectively.
Figure 6 - Water overflow volume (a) and rate (b) as a function
of time
These results showed that most of the water overflowed in the
first 30 s, which
was expected for a batch flotation test started with the cell
completely filled with water
and no level control. The results also indicated that
differences between frothers could
be established considering only the final volume of water (after
5 minutes no more water
overflowed the cell). A comparison of the final water volumes
obtained at the highest
frother concentrations used (60 and 100 ppm), for the same five
frothers selected to
illustrate the CCC results, showed that the sequence from
smallest to largest water
volume (Frothers 5, 3, 8, 7 and 4) was the same at both
concentrations (Figure 7),
although in the case of Frothers 4 and 5, significant
differences (increase and decrease,
respectively) were observed.
0
5
10
15
20
25
30
0 100 200 300
O/F
WA
TE
R R
AT
E,
g/s
TIME, s
Frother 6Frother 7Frother 8
(b)
0
5
10
15
20
25
30
0 100 200 300
O/F
WA
TE
R ,
%
TIME, s
Frother 6
Frother 7
Frother 8
(a)
-
Figure 7 - Final water overflow volumes collected at two
concentrations
Plots of the variation of the final volume as a function of
frother concentration
(Figure 8) showed, in general, three behaviours: (i) a volume
steadily increasing with
concentration (Frother 4); (ii) a volume reaching a maximum
before the largest
concentration (Frothers 3, 7 and 8); and (iii), a volume
increasing at two rates (Frother 5).
It is important to point out that the frothers used in this work
were commercial frothers,
which in many cases are blends of two or three major components;
The different
behaviours observed may be a consequence of changes in the
proportion of the mixture
components or in the relative amount of one of the components in
the cell during the test.
Figure 8 - Final water overflow volume as a function of frother
concentration
0
10
20
30
40
50
0 25 50 75 100 125
OV
ER
FL
OW
WA
TE
R, %
FROTHER CONCENTRATION, ppm
Frother 3Frother 4Frother 5Frother 7Frother 8
0
10
20
30
40
50
3 4 5 7 8 3 4 5 7 8
OV
ER
FL
OW
WA
TE
R, %
FROTHER
60 ppm
100 ppm
-
The integration of the CCC and water overflow volume results
showed that
strength for controlling bubble size didn't guarantee strength
for stabilizing the froth, and
vice versa. For the five frothers used to illustrate the results
of this work, the sequence
for the ability to control bubble size (Frothers 3, 7, 8, 4 and
5) was not the same as that
indicating strength for froth stabilization (Frothers 4, 7, 8, 3
and 5). Frother 3 was
stronger than Frothers 7 and 8 for controlling bubble size but
all three showed similar
strength as froth stabilizers. Frother 4 was weak for
controlling bubble size but very
strong for stabilizing the froth, while Frother 5 was weak for
both functions.
CONCLUSIONS AND FUTURE WORK
The results obtained in this work demonstrated that the concept
devised to
develop a frother characterization test, using a laboratory
mechanical cell, was successful
in the detection of differences in the ability of frothers to
both controlling bubble size and
stabilizing the froth. The approach selected to characterize
these two functions was
measurement of the CCC and determination of the water overflow
volume, respectively.
The results were collected in air-water tests using samples of
commercial frothers
provided by sponsors. Both measurements, CCC and water overflow
volume, showed
clear differences between frothers, and sorting their strength
was straightforward. The
results also demonstrated that a strong or weak frother for
bubble size control didn't
necessarily mean a strong or weak frother for froth
stabilization.
Future work will focus on the development of a standard test to
classify frothers.
Tests will use different types of frothers, this time available
as reagents, to avoid blends
and contaminants. A search for operating conditions maximizing
differences between
frothers will be carried out. Although the cell in use is well
instrumented and offers
control of impeller speed and reagent addition, which can be
used to automatically stage
varying operating conditions, an effort will be made to propose
a test to be run in a
standard cell.
REFERENCES
1. Y.S. Cho and J.S. Laskowski, Effect of Flotation Frothers on
Bubble Size and Foam Stability, International Journal of Mineral
Processing, Vol. 64, 2002, 6980.
2. F. Azgomi, C.O. Gomez and J.A. Finch, Correspondence of Gas
Holdup and Bubble Size in Presence of Different Frothers,
International Journal of Mineral Processing, Vol. 83, 2007,
111.
3. P. Moyo, C.O. Gomez and J.A. Finch, Characterising Frothers
by Water Carrying Rate, Canadian Metallurgical Quarterly, Vol. 46,
2007, 215220.
-
4. C.O. Gomez and J.A.Finch, Gas Dispersion Measurements in
Flotation Machines, CIM Bulletin, Vol. 95, No. 1066, 2002,
7338.
5. C.O. Gomez and J.A.Finch, Gas Dispersion Measurements in
Flotation Cells, International Journal of Mineral Processing, Vol.
84, 2007, 5158.
6. F. Cappuccitti and J.A. Finch, J.A. (2008) Development of New
Frothers through Hydrodynamic Characterization, Minerals
Engineering, Vol. 21, No. 12-14, 2008, 944948.
7. J.S. Doucet, C. Price, R. Barrete and V. Lawson, Evaluating
the Effect of Operational Changes at Vale Incos Clarabelle Mill,
Advances in Mineral Processing Science and Technology, C.O.Gomez,
J. Nesset and R. Rao, Eds.,
CIMM, Montreal, Canada, 2009, 337347.
8. D.V. Muoz Cartes, Frother Characterization Based on Gas
Dispersion and Foam Buildup Effects, Metallurgical Engineer Thesis,
Universidad de Concepcion, Concepcion, Chile, 2010, 51-64.
9. C.O. Gomez, J.A. Finch and D. Muoz-Cartes, An Approach to
Characterise Frother Roles in Flotation, 8th International Mineral
Processing Seminar
Procemin 2011, W. Kracht, R. Kuyvenhoven, S. Lynch-Watson and G.
Montes-
Atenas, Eds., Gecamin Ltda., Santiago, Chile, 2011, 223-231.
10. J.E. Nesset, J.A. Finch, J.A. and C.O. Gomez, Operating
Variables Affecting Bubble Size in Forced-Air Mechanical Flotation
Machines, 9th Mill Operators Conference, AusIMM, Fremantle,
Australia, 2007, 5565.
11. J.J. Bikerman, Foams, Springer-Verlag, New York, USA,
1973.
12. K. Malysa, (1981), "Surface Elasticity and Frothability of
n-Octanol and n-Octanoic Acid Solutions", Colloids and Surfaces,
Vol. 3, 1981, 329338.
13. M. Zanin and S. Grano, S, "Selecting frothers from the
flotation of specific ores by means of batch scale foaming tests",
Metallurgical Plant Design and Operating
Strategies, AusIMM, Perth, Australia, 2006, 339349.
14. F.F. Peng and Y. Xia, "Frothability Characterisation for
Residual Organic Solvents", Minerals Engineering, Vol. 20, No. 3,
2007, 241251.













![ELECTRODEPOSITION OF COPPER POWDER FROM COPPER SULPHATE · PDF file · 2013-06-03powder by electrolysis of copper salt using high current density. Hou[2] ... The copper sulphate and](https://img.pdfslide.us/doc/110x75/5aa12e7c7f8b9a8e178f05db/electrodeposition-of-copper-powder-from-copper-sulphate-2013-06-03powder-by.jpg)