Embed Size (px)
Citation preview

i
Conversion of Biomass to
Renewable Liquid Feedstocks in
Pyrolysis-based Applications
Henry Persson
Doctoral Thesis
Stockholm 2019
KTH Royal Institute of Technology
School of Industrial Engineering and Management
Department of Materials Science and Engineering
Unit of Process
SE-100 44 Stockholm
Sweden
Akademisk avhandling som med tillstånd av Kungliga Tekniska Högskolan i Stockholm, framlägges för offentlig granskning för avläggande av Teknologie doktorsexamen, fredagen den 18 oktober 2019, kl 10.00 i Kollegiesalen, Brinellvägen 8, Kungliga Tekniska Högskolan, Stockholm.
ISBN 978-91-7873-314-9

ii
Henry Persson Conversion of Biomass to Renewable Liquid Feedstocks in Pyrolysis-based
Applications
KTH Royal Institute of Technology
School of Industrial Engineering and Management
Department of Materials Science and Engineering
Unit of Process
SE-100 44 Stockholm, Sweden
TRITA-ITM-AVL 2019:29
ISBN 978-91-7873-314-9
Copyright © Henry Persson, 2019

To my beloved family

“Why do we fall? So we can learn to pick ourselves up.”
- Alfred Pennyworth, Batman Begins

Abstract The production of chemicals and fuels currently rely on fossil resources which are
associated with global warming as well as economic and political instabilities. The
demand for renewable alternatives is increasing as legislations on greenhouse gas
emissions are becoming more stringent. Biomass is the main renewable
carbonaceous feedstock that can be converted into chemicals and fuels. Pyrolysis
allows the conversion of biomass to liquid feedstocks that could substitute the
reliance on fossil crude. However, liquids originating from pyrolysis of biomass have
unfavourable characteristics with respect to technical requirements from end-users.
Therefore, further research and development of the biomass-to-liquid conversion is
needed to enhance the quality of derived liquids. By developing liquefaction
processes based on the influence of the biomass characteristics on the derived
products, the conversion routes can be optimized to produce targeted precursors. In
this dissertation, the selective conversion of lignocellulosic biomass into renewable
liquid feedstocks by combining pyrolysis with upstream and downstream process
modifications was experimentally investigated.
Pre-treatment of biomass in aqueous solutions of organic acids found in the
pyrolysis liquid was investigated to reduce the ash content in biomass, known for
catalyzing the cracking of pyrolysis vapors. Results show that the major fraction of
ash can be removed without affecting the volatile matter of biomass. The
composition of pyrolysis liquids derived from pre-treated biomass is significantly
different to raw biomass, with increased selectivity of anhydrosugars and suppression
of low molecular weight compounds such as carbonyls.
Stepwise pyrolysis was investigated to produce multiple fractionated liquids with
compositions based on the thermal stability of the biomass polymers. A process
concept of two pyrolysis units connected in-series, operating at 200 to 300 oC and
550 oC, respectively, was investigated. The results show that stepwise pyrolysis can
be used to concentrate chemical compounds into fractionated liquids without
reducing the total amount of liquid derived from biomass. However, complete
separation of chemicals in a two-step pyrolysis setup faces technical difficulties due
to the overlap in thermal decomposition temperatures of the biomass polymers.
Catalytic pyrolysis was studied for the production of aromatic hydrocarbons from
biomass. Metal-doped zeolitic catalysts were prepared and studied based on the
catalyst activity and the deactivation characteristics. Fe and Ni were impregnated into
HZSM-5 followed by catalytic pyrolysis and investigation of the liquid and coke
properties. The coke composition reflects the catalytic activity observed for upgraded

liquids. Metal-doping promotes the conversion of vapors into aromatic
hydrocarbons, increases the catalyst deactivation rate, and alters the catalyst
regeneration conditions.
The influence of the vapor composition fed for catalytic upgrading was studied by
comparing the differences when using the pre-treated demineralized biomass
mentioned above and raw biomass in catalytic pyrolysis. For ex-bed catalytic
pyrolysis at 600 oC using HZSM-5, pre-treated biomass results in higher conversion
of biomass to aromatic hydrocarbons compared to raw biomass. This could be
explained by a favorable composition of secondary pyrolysis vapors from pre-treated
biomass for catalytic upgrading over HZSM-5.
Lastly, a continuous ex-situ catalytic fast pyrolysis process was experimentally
investigated. The performance of HZSM-5 for continuous upgrading of pyrolysis
vapors was evaluated by varying the biomass feeding rate to the pyrolyzer followed
by upgrading over a fixed amount of catalyst. The results indicate the significance of
the biomass-to-catalyst ratio in the design of large-scale processes in terms of the
magnitude of catalytic conversion of pyrolysis vapors.
Keywords: Pyrolysis; Biomass; Pre-treatment; Stepwise Pyrolysis; Catalytic
Pyrolysis

Sammanfattning Dagens framställning av kemikalier och flytande bränslen är starkt beroende av
tillgången på fossila råvaror. Detta bidrar till global uppvärmning samt ekonomiska
och politiska osäkerheter. Efterfrågan på förnybara alternativ ökar i takt med att
utsläppskraven gällande växthusgaser blir allt hårdare. Biomassa utgör den
huvudsakliga tillgången på förnybart kolbaserat material som kan omvandlas till
kemikalier och bränslen. Pyrolys är en metod som kan omvandla biomassa till en olja
som kan ersätta dagens behov av fossil råolja. Olja från pyrolys har dock flertalet
ofördelaktiga egenskaper för direkt tillämpning i industrin. Därför behövs ytterligare
forskning och utveckling av omvandlingsprocessen för att förbättra egenskaperna
hos pyrolysoljan. Genom att utveckla omvandlingsprocesser baserat på hur
biomassans egenskaper påverkar sammansättningen på den framställda produkten
kan omvandlingen av biomassa till pyrolysolja optimeras för produktion av olja för
specifika ändamål. I denna avhandling utvärderas flertalet olika tekniska
tillvägagångssätt experimentellt för att selektivt kunna omvandla lignocellulosisk
biomassa till förnybara oljor genom att kombinera pyrolys med process-
modifieringar placerade uppströms och nedströms pyrolysören.
Förbehandling av biomassa i en vattenbaserad vätska innehållande organiska syror
som förekommer i pyrolysoljan undersöktes för att minska halten aska i biomassa.
Aska bidrar till katalytisk krackning av pyrolysångor. Resultaten visar att en majoritet
av askan kan separareras från biomassa utan att påverka dess innehåll av flyktiga
komponenter. Sammansättningen av pyrolysolja från förbehandlad biomassa skiljer
sig från rå biomassa, med en ökad andel anhydrosocker och en minskning av
lågmolekylära föreningar såsom karbonyler.
Stegvis pyrolys undersöktes som en metod för att framställa flertalet fraktionerade
oljor vars sammansättning beror av biomassapolymerernas termiska egenskaperna.
En konceptuell process av två seriekopplade pyrolysörer värmda till 200-300 oC
respektive 550 oC undersöktes. Resultaten visar att stegvis pyrolys kan användas för
att koncentrera kemikalier i olika vätskefraktioner utan att minska den totala
mängden olja som utvinns ur biomassa. Dock är det svårt att i en process om två
pyrolysörer nå fullständig separation av kemikalier. Detta tros bero på överlappande
temperaturer för termisk nedbrytning hos de olika biomassa-polymererna.
Katalytisk pyrolys undersöktes för framställning av aromatiska kolväten från
biomassa. Metall-impregnerade zeolitiska katalysatorer framställdes och utvärderades
utifrån sina katalytiska egenskaper såsom aktivitet samt deaktivering. Fe och Ni
impregnerades i HZSM-5 följt av katalytisk pyrolys och analys av uppgraderad olja
samt bildat koks. Kokssammansättningen hos en katalysator speglar dess aktivitet för

uppgradering av olja. Metallimpregnering av en katalysator bidrar till en ökad
omvandling av pyrolysångor till aromatiska kolväten, ökar katalysatordeaktivering
genom koksning, samt ändrar dess egenskaper vid regenering.
Påverkan av sammansättningen på pyrolysångor som passerar genom en
katalysatorbädd undersöktes genom att jämföra skillnader mellan användning av den
förbehandlade biomassa som nämnts ovan med rå biomassa. Katalytisk pyrolys vid
600 oC i en ex-bäddsuppsättning med HZSM-5 ger en högre omvandling av biomassa
till aromatiska kolväten med förbehandlad biomassa jämfört med rå biomassa. Detta
kan förklaras genom en fördelaktig sammansättning hos pyrolysångorna som
passerar genom katalysatorbädden efter att ha genomgått sekundära pyrolys-
reaktioner.
Slutligen undersöktes en kontinuerlig process för ex-situ katalytisk snabbpyrolys
genom experimentella försök. HZSM-5:s prestanda för att kontinuerligt uppgradera
pyrolysångor utvärderades genom att variera flödet av biomassa följt av katalytisk
uppgradering över en konstant mängd katalysator. Resultaten indikerar vikten av den
signifikanta påverkan som förhållandet mellan biomassa och katalysator har i
processen för katalytisk omvandling av pyrolysångor till aromatiska kolväten.
Nyckelord: Pyrolys; Biomassa; Förbehandling; Stegvis Pyrolys; Katalytisk
Pyrolys

Acknowledgements
I would like to express my gratitude to my supervisor, Docent Weihong Yang, for
giving me the opportunity to join his research group, to conduct the research
presented in this thesis, and for offering his continuous support during the PhD
studies. Also, I would like to thank my colleagues at KTH and the co-authors of the
Supplements presented in this thesis. Without your company, support and
constructive criticism this journey would have been less adventurous and fruitful.
I would like to thank Energimyndigheten for the financial support to conduct the
research presented in this thesis. Also, I am grateful to the travel scholarships
received by Jernkontoret, Knut och Alice Wallenbergs Stiftelse, and Romans Stiftelse making
it possible to attend scientific conferences to present research results, interact with
the international research community, and gain inspiration for on-going and future
research studies.
I would also like to thank all teachers and friends who have been part of my school
years from elementary school up to now. Special and extra warm thanks goes to my
teacher in upper secondary school, Linda Jonsson, who introduced me to the beauty
of Chemistry. When looking back at the million choices tempting a teenager student,
I here identify a clear milestone which has led to this doctoral thesis. I have pursued
my passion to Chemistry and Nature ever since.
Special thanks go to my friends for your continuous indirect and social support
when not at work. You bring that extra joy and laughter needed to relax my mind
during these research studies.
I would like to acknowledge my deepest gratitude to my beloved family for your
endless love and support to reach for the sky and to find myself in situations beyond
my wildest dreams. Thanks to my parents, Eva and Roger, for always being there.
Thanks to my brother, John, for our phenomenal balance of brotherhood and
competition during childhood. Finally, I would like to thank the love of my life, Lisa,
for always being with me through fire and flames and for always supporting my goals.
I love you all.

List of Scientific Supplements in the Thesis
I. H. Persson, E. Kantarelis, P. Evangelopoulos, W. Yang, ”Wood-derived acid
leaching of biomass for enhanced production of sugars and sugar derivatives
during pyrolysis: influence of acidity and treatment time”, Journal of Analytical
and Applied Pyrolysis, vol. 127, pp. 329-334, 2017.
II. H. Persson, T. Han, L. Sandström, W. Xia, P. Evangelopoulos, W.
Yang, ”Fractionation of liquid products from pyrolysis of lignocellulosic
biomass by stepwise thermal treatment”, Energy, vol. 154, pp. 346-351, 2018.
III. H. Persson, I. Duman, S. Wang, L.J. Pettersson, W. Yang, ”Catalytic pyrolysis
over transition metal-modified zeolites: a comparative study between catalyst
activity and deactivation”, Journal of Analytical and Applied Pyrolysis, vol. 138, pp.
54-61, 2019.
IV. H. Persson, W. Yang, “Catalytic pyrolysis of demineralized lignocellulosic
biomass”, Fuel, vol. 252, pp. 200-209, 2019.
V. H. Persson, S. Gulshan, R. Svanberg, W. Yang, ”Production of renewable
aromatic hydrocarbons by ex-situ catalytic fast pyrolysis of biomass in a
combined fluidized bed and fixed bed system”. Submitted to Energy & Fuels.
Contribution statement:
Supplement I, IV, V: Performed experiments, analysed data, prepared and reviewed
the manuscript.
Supplement II: Performed experiments, analysed data (excl. solvent extraction
method), prepared and reviewed the manuscript.
Supplement III: Performed experiments (excl. metal-impregnation of catalysts and
coke extraction), analysed data (excl. FTIR), prepared and reviewed the manuscript.

List of Scientific Contributions not included in the Thesis
1. F. Montecchio, H. Persson, K. Engvall, J. Delin, R. Lanza, “Development of
a stagnation point flow system to screen and test TiO2-based photocatalysts
in air purification applications”, Chemical Engineering Journal, vol. 306, pp. 737-
744, 2016.
2. H. Persson, P. Evangelopoulos, R. Svanberg, W. Yang, ”Two-step pyrolysis
of biomass to enhance the chemical stability of pyrolytic liquids”, European
Biomass Conference and Exhibition Proceedings 2017, vol. 7, pp. 1186-1189, 2017.
3. S. Wang, H. Persson, W. Yang, P. Jönsson, “Effect of H2 as pyrolytic agent
on the product distribution from catalytic fast pyrolysis of biomass using
zeolites”, Energy & Fuels, vol. 32, pp. 8530-8536, 2018.
4. T. Han, N. Sophonrat, P. Evangelopoulos, H. Persson, W. Yang, P.
Jönsson, ”Evolution of sulfur during fast pyrolysis of sulfonated kraft lignin”,
Journal of Analytical and Applied Pyrolysis, vol. 133, pp. 162-168, 2018.
5. H. Persson, “Identifying correlations between catalysts’ activity and
deactivation characteristics for bio-oil upgrading”, IEA Bioenergy Task 34:
Direct Thermochemical Liquefaction, PyNe 43, pp. 12-13, 2019.
6. P. Evangelopoulos, S. Arato, H. Persson, E. Kantarelis, W. Yang, “Reduction
of brominated flame retardants (BFRs) in plastics from waste electrical and
electronic equipment (WEEE) by solvent extraction and the influence of their
thermal decomposition”, Waste Management, vol. 94, pp. 165-171, 2019.
7. S. Wang, H. Persson, W. Yang, P. Jönsson, “Pyrolysis of hydrothermal
carbonization-treated pulp and paper mill sludge for production of high
quality bio-oil”. Submitted to Applied Energy.
8. S. Wang, H. Persson, W. Yang, P. Jönsson, “Pyrolysis study of hydrothermal
carbonization-treated digested sewage sludge performed in Py-GC/MS and
bench-scale pyrolyzer”. Submitted to Fuel.

9. F. Nugrahany, H. Persson, W. Yang, “Technical evaluation of an ex-situ
catalytic pyrolysis process for co-production of bio-oil and bio-coal”.
Submitted to Energy & Fuels.

Presentations at Conferences Oral Presentations H. Persson, P. Evangelopoulos, W. Yang, “Pyrolys av elektroniskt avfall:
återvinning och hantering av toxiska ämnen”. Presented at Avfall I Nytt Fokus,
Malmö, Sweden 30th March 2017.
H. Persson, T. Han, W. Yang, ”A study on influences of torrefaction to enhance
the chemical characteristics of pyrolytic liquids from fast pyrolysis of palm kernel
shells”. Presented at Biofuels and Bioenergy 2017, Dubai, United Arab Emirates 27th
April 2017.
H. Persson, E. Kantarelis, P. Evangelopoulos, W. Yang, “Leaching pretreatment of
biomass in acidic aqueous solution for production of future green crude oil
feedstocks”. Presented at ECO-BIO 2018 Conference, Dublin, Ireland 5th March
2018.
H. Persson, S. Gulshan, R. Svanberg, W. Yang, “Experimental lifetime evaluation
of ex-situ catalytic fast pyrolysis of biomass performed in a fluidized bed and fixed
bed setup”. Presented at TCbiomassplus2019, Rosemont, United States 7th October
2019.
Poster Presentations H. Persson, P. Evangelopoulos, R. Svanberg, W. Yang, ”Two-step pyrolysis of
biomass to enhance the chemical stability of pyrolytic liquids”. Presented at
European Biomass Conference & Exhibition, Stockholm, Sweden 12th June 2017.
H. Persson, I. Duman, S. Wang, W. Yang, ”Characterization of pyrolysis products
and catalyst coke obtained from metal-doped zeolitic catalysts: a comparative study
of catalyst activity and deactivation”. Presented at Pyro2018, Kyoto, Japan 4th June
2018.
H. Persson, S. Wang, W. Yang, “Influence of reactive carrier gas in catalytic
pyrolysis of biomass: investigating the combined effect of hydrogen atmosphere and
zeolitic catalysts”. Presented at Pyro2018, Kyoto, Japan 4th June 2018.
H. Persson, W. Yang, “Enhanced performance of catalytic fast pyrolysis by
demineralization of biomass”. Presented at Pyro2018, Kyoto, Japan 6th June 2018.

H. Persson, F. Nugrahany, W. Yang, “Modelling of biomass pyrolysis process for
simultaneous production of bio-crude and bio-coal”. Presented at European
Biomass Conference & Exhibition, Lisbon, Portugal 29th May 2019.

Table of Contents
1. Introduction ............................................................................................................. 1
Introduction ............................................................................................................ 1
Objectives ............................................................................................................... 3
Structure of the dissertation .................................................................................... 5
Sustainability aspects of the thesis ......................................................................... 7
2. Background .............................................................................................................. 9
Lignocellulosic biomass ......................................................................................... 9
Production of renewable liquid feedstocks .......................................................... 10
2.2.1 Pyrolysis ......................................................................................................... 12
2.2.2 Composition of pyrolysis liquid ..................................................................... 13
2.2.3 Catalytic pyrolysis .......................................................................................... 15
3. Experimental procedures, materials and methods.................................................18
Pyrolysis experimental facilities and procedures ................................................. 18
3.1.1 Py-GC/MS ..................................................................................................... 18
3.1.2 Fixed bed pyrolyzer ....................................................................................... 19
3.1.3 Ex-situ catalytic fast pyrolysis ....................................................................... 20
Biomass raw materials .......................................................................................... 23
3.2.1 Softwood sawdust .......................................................................................... 23
3.2.2 Palm kernel shells .......................................................................................... 25
Biomass pre-treatment procedure ........................................................................ 26
Catalysts and catalyst preparations ...................................................................... 28
3.4.1 Preparation of powder-formed catalyst ......................................................... 28
3.4.2 Catalyst preparation for fluidized bed-pyrolyzer experiments ...................... 30
Analysis instruments and methods ....................................................................... 30
3.5.1 Liquid characterization ................................................................................. 30
3.5.2 Gas characterization ...................................................................................... 31
3.5.3 Catalyst characterization ............................................................................... 31
3.5.4 Catalyst coke characterization ....................................................................... 31
3.5.5 Biomass characterization .............................................................................. 32
4. Influence of biomass characteristics and pyrolysis conditions on the liquid
composition ........................................................................................................... 33
Introduction .......................................................................................................... 33
Influence of leaching pre-treatment and demineralization on the pyrolysis liquid
composition (Supplement I) ........................................................................................... 34

4.2.1 Introduction ................................................................................................... 34
4.2.2 Results and discussion .................................................................................. 37
4.2.3 Summary ........................................................................................................ 43
Influence of stepwise pyrolysis and treatment temperatures on the liquid
composition (Supplement II) .......................................................................................... 44
4.3.1 Introduction ................................................................................................... 44
4.3.2 Results and discussion .................................................................................. 46
4.3.3 Summary ........................................................................................................ 51
5. Catalytic pyrolysis of biomass ............................................................................... 52
Introduction .......................................................................................................... 52
Influence of metal-doping on catalyst activity and catalyst deactivation
(Supplement III) ............................................................................................................. 53
5.2.1 Introduction ................................................................................................... 53
5.2.2 Results and discussion .................................................................................. 54
5.2.3 Summary ........................................................................................................ 59
Catalytic pyrolysis of demineralized biomass (Supplement IV) .......................... 61
5.3.1 Introduction ................................................................................................... 61
5.3.2 Results and discussion .................................................................................. 63
5.3.3 Summary ........................................................................................................ 71
Ex-situ catalytic fast pyrolysis of biomass (Supplement V) ................................. 72
5.4.1 Introduction ................................................................................................... 72
5.4.2 Results and discussion .................................................................................. 73
5.4.3 Summary ........................................................................................................ 79
6. Conclusions ............................................................................................................ 80
Concluding summary ........................................................................................... 80
Main conclusions .................................................................................................. 82
7. Recommendations of future works........................................................................ 85
8. References .............................................................................................................. 86

Table of Figures
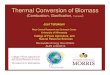
Figure 1: Graphical overview of the thesis work ..................................................................................... 6
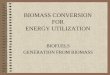
Figure 2: Illustration of implementing renewable feedstocks in the petrochemical industry ........... 8
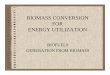
Figure 3: Properties of lignocellulosic biomass, pyrolysis liquid and demanded products. Data are
adapted from [21, 22] ................................................................................................................................. 11
Figure 4: Illustration of the Py-GC/MS setup ....................................................................................... 18
Figure 5: Illustration of the bench-scale fixed bed setup ..................................................................... 20
Figure 6: Illustration of the ex-situ catalytic fast pyrolysis setup ......................................................... 21
Figure 7: Illustration of catalytic reactor in the ex-situ catalytic fast pyrolysis setup ....................... 22
Figure 8: TGA and DTG results of softwood sawdust ........................................................................ 25
Figure 9: TGA and DTG results of PKS................................................................................................ 26
Figure 10: Illustration of experimental pre-treatment setup used in Supplement I.......................... 27
Figure 11: Illustration of the experimental pre-treatment setup used in Supplement IV ................ 27
Figure 12: XRD results of investigated catalysts: (1) HZSM-5, (2) Ni/ZSM-5, (3) Fe/ZSM-5, and
(4) FeNi/ZSM-5. * refers to NiO whereas ¤ refers to Fe2O3 (hematite) .......................................... 29
Figure 13: NH3-TPD of investigated catalysts: (1) HZSM-5, (2) Ni/ZSM-5, (3) Fe/ZSM-5, and
(4) FeNi/ZSM-5 ......................................................................................................................................... 29
Figure 14: Conceptual process design of combined leaching pre-treatment and pyrolysis ............. 36
Figure 15: Ash content in biomass after leaching pre-treatment (d.b.) .............................................. 38
Figure 16: Concentrations of Si and main AAEMs in raw and pre-treated biomass ....................... 39
Figure 17: Reduction of proton concentration for different pre-treatment cases ............................ 40
Figure 18: Volatile matter in biomass after different pre-treatment conditions (DAF) .................. 40
Figure 19: SEM images of raw (left) and pre-treated biomass (right) (magnification x150) ........... 41
Figure 20: SEM images of raw (left) and pre-treated biomass (right) (magnification x1000) ......... 41
Figure 21: Relative peak area of different compound groups derived from Py-GC/MS ................ 42
Figure 22: Example of a stepwise pyrolysis concept adapted from [92] ............................................ 44
Figure 23: Illustration of the thermal properties of biomass constituents. Data are adapted from
[51-53] .......................................................................................................................................................... 45
Figure 24: Illustration of the investigated process concept in the experimental work .................... 46
Figure 25: Product yields of liquids and solids from the first and second pyrolysis step ................ 47
Figure 26: Yields of organic liquid (org liq) and water from each pyrolysis step .............................. 48
Figure 27: Mass fractions of liquid phases from investigated cases and pyrolysis steps .................. 49
Figure 28: Illustration of catalytic pyrolysis, its products and the focus of this study ..................... 54
Figure 29: Mass balance of investigated catalysts relative to biomass input mass (d.b.) ................. 55
Figure 30: Suggested reaction for polymerization of MAHs over HZSM-5 based catalysts
with/without metal-doping ....................................................................................................................... 57
Figure 31: TGA results of spent catalysts ............................................................................................... 58
Figure 32: Graphical abstract and summary of results from the conducted study ........................... 60
Figure 33: Illustration of the theoretical shift of the pyrolysis vapor composition from pre-treated
biomass ........................................................................................................................................................ 62
Figure 34: Illustration of a conceptual process for combined biomass pre-treatment and catalytic
pyrolysis ....................................................................................................................................................... 62
Figure 35: Mass balance of performed experimental cases. P.t. refers to pre-treated ...................... 64
Figure 36: Py-GC/MS results of non-catalytic pyrolysis ...................................................................... 65
Figure 37: GC/MS results from non-catalytic pyrolysis in bench-scale setup .................................. 66
Figure 38: Py-GC/MS results of catalytic pyrolysis .............................................................................. 68
Figure 39: GC/MS results from catalytic pyrolysis in bench-scale setup .......................................... 70

Figure 40: Product yields from catalytic pyrolysis tests ........................................................................ 74
Figure 41: Peak areas of compounds from GC/MS analysis .............................................................. 76
Figure 42: Carbon conversion of biomass to upgraded organic liquid .............................................. 77
Figure 43: Gas molar ratio between CO and CO2 during from catalytic upgrading ........................ 78
Figure 44: Yield of catalyst coke for catalytic pyrolysis at different WHSVs .................................... 78

List of Tables Table 1: Overview of the objectives of each Supplement included in the thesis work ..................... 4
Table 2: Properties of liquids from different feedstocks. Data are adapted from [30, 41] .............. 14
Table 3: Typical chemical composition of pyrolysis liquid. Data are adapted from [41, 50] .......... 15
Table 4: Particle size ranges in the corresponding Supplements and experimental facilities .......... 23
Table 5: Composition of softwood sawdust (d.b.) ................................................................................ 24
Table 6: Composition of PKS used for pyrolysis experiments (d.b.) ................................................. 25
Table 7: Elemental composition of the catalysts and BET surface area ............................................ 28
Table 8: Catalyst particle size ranges used in the different experimental facilities ............................ 30
Table 9: Summary of different catalyst characterization performed ................................................... 31
Table 10: Ultimate and proximate analysis of the biomass sample (d.b.) .......................................... 37
Table 11: Experimental cases investigated in the study ........................................................................ 46
Table 12: Distribution of peak area from GC/MS analysis of liquids from first and second step of
pyrolysis. ‘550(200)’ represents treatment at 550 °C after treatment at 200 °C ................................ 50
Table 13: TAN values (mg KOH/g) of liquid phases from each pyrolysis step .............................. 51
Table 14: TAN (mg KOH/g, d.b.) and water content of derived liquids ......................................... 55
Table 15: GC/MS analysis results of liquids (peak area %) ................................................................. 56
Table 16: GC/MS analysis of extracted coke (peak area %) ................................................................ 57
Table 17: Ultimate and proximate analysis of raw and demineralized biomass (d.b.)...................... 63
Table 18: TAN results of liquids from tests performed in fixed-bed pyrolyzer ............................... 71
Table 19: Experimental cases investigated in the study ........................................................................ 73
Table 20: Elemental composition of liquids from pyrolysis and catalytic pyrolysis (d.b.)............... 74
Table 21: TAN values (mg KOH/g) of liquids from pyrolysis and catalytic pyrolysis.................... 75

List of Abbreviations
AAEMs Alkali- and Alkaline Earth Metals Ar Argon BET Brunauer–Emmett–Teller BFB Bubbling Fluidized Bed BTX Benzene Toluene Xylenes CFP Catalytic Fast Pyrolysis d.b. Dry basis DAF Dry Ash Free DCM Dichloromethane DTG Differential Thermogravimetry EU European Union FTIR Fourier-Transform Infrared Spectroscopy GC/MS Gas Chromatography/Mass Spectrometry He Helium HF Hydrofluoric Acid KF Karl Fischer KTH Kungliga Tekniska Högskolan LGA Levoglucosan MAHs Monocyclic Aromatic Hydrocarbons Micro-GC Micro-Gas Chromatography min Minute ms Millisecond N2 Nitrogen n.d. Non-detectable NH3-TPD NH3-Temperature Programmed Desorption PAHs Polycyclic Aromatic Hydrocarbons PKS Palm Kernel Shells Pt Platina Py-GC/MS Pyrolysis-Gas Chromatography/Mass Spectroscopy s Second SDG Sustainable Development Goal SEM Scanning Electron Microscopy TAN Total Acid Number TCD Thermal Conductivity Detector TGA Thermogravimetric Analysis XRD X-Ray DiffractionWHSV Weight Hourly Space Velocitywt% Weight percentage

1
1. Introduction
Introduction
The demand for renewable energy and materials is increasing as legislations to reduce
greenhouse gas emissions are becoming more stringent. The European Union (EU)
Commission has set as target to reduce greenhouse gas emissions by 40 % for 2030
compared with 1990, where at least 32 % of the total energy consumption should be
renewable energy [1]. Different technical solutions are needed to cover the
multidisciplinary reliance on fossil resources. For the transportation sector, the EU
Commission has proposed to incorporate obligations for fuel supply and
consumption. The fraction of feed and food-based biofuels, i.e. 1st generation
biofuels, should be reduced to 3.8 % until 2030. Also, requirements on fuel suppliers
should result in blending 6.8 % of renewable fuels into their products by 2030. These
obligations aim to encourage the development of alternative fuels, such as advanced
biofuels and renewable electricity [2]. Regarding the production of renewable fuels
and chemicals, biomass serves as an obvious alternative being a carbon-containing
renewable resource. Additionally, its diverse chemical composition makes it an
interesting material to be converted into a wide range of products. Therefore,
technical conversion routes for efficient utilization of biomass are under
development.
Despite an increasing demand for electric vehicles, their penetration of the EU
market is slow where only 1.5 % of newly registered passenger vehicles in 2017 were
battery electric vehicles or plug-in hydrid electric vehicles [3]. Therefore, renewable
alternatives to fossil-based transportation fuels are needed to promote short-term
decarbonisation of the transportation sector. Thermochemical processes such as
pyrolysis allows the liquefaction of biomass and can play an important role in the
petrochemical industry and in the transition to bio-based refineries. Fluids produced
from renewable feedstocks have the potential to be used in the petrochemical
industry as, for example: (1) blended with fossil resources as a drop-in fuel, (2) a
direct substitute to fossil supplies, or (3) as feedstocks in new conversion routes. By
stimulating the exploitation of bio-based feedstocks in the petrochemical industry,
main parts of the existing infrastructure for production, supply and utilization of
chemicals and transportation fuels can remain while reducing the global reliance on
fossil feedstocks. However, liquids derived from thermochemical conversion of
biomass present complex and unfavourable characteristics for direct implementation
in the infrastructure. Biomass-based liquids derived through pyrolysis present
thermal instabilities and high acidity, mainly associated with their high oxygen

2
content as well as their wide diversity of chemical compounds and reactivity.
Therefore, the biomass-to-liquid process needs further development, for example,
by enhancing the selectivity of certain compounds. Such process development could
include, for example, biomass pre-treatment, optimization of the biomass
devolatilization step, and/or downstream vapor reforming.
Biomass is a complex and heterogeneous material that requires further investigations
in order to exploit its full potential. A few examples of valuable biomass resources
are woody biomass, energy crops, horse manure, and agricultural waste. Its
composition of the constituents cellulose, hemicellulose, and lignin provide a wide
range of compounds in the derived liquids which can be utilized for production of
chemicals and transportation fuels. Therefore, careful process development for the
biomass-to-liquid conversion based on both the biomass chemistry and industrial
demands is of high concern.
This work investigates the selective conversion of biomass into targeted liquid
compounds by extending the liquefaction through pyrolysis with additional process
units integrated to the biomass-to-liquid route. More specifically, the influence of
biomass characteristics and pyrolysis conditions are investigated as well as the
utilization of catalytic upgrading. The layout of the thesis is stated in the following
section.

3
Objectives
The overall aim of this thesis is to selectively derive targeted liquid feedstocks
from biomass to be used as sustainable precursors for producing renewable
chemicals and fuels. Different technical aspects of utilizing pyrolysis in
combination with additional process units to enhance the liquid composition for
end-users are investigated based on the following objectives:
Investigate the influence of leaching pre-treatment of biomass to
remove intrinsic ash and to alter the composition of pyrolysis liquids
Evaluate a stepwise pyrolysis process concept to produce fractionated
pyrolysis liquids
Investigate catalytic pyrolysis of biomass by comparing the catalyst
activity and deactivation for producing aromatic hydrocarbons
Investigate how the composition of pyrolysis liquids influence their
catalytic conversion to aromatic hydrocarbons
Study the performance of a continuous ex-situ catalytic pyrolysis
process in lab-scale for producing renewable liquids
The objectives are further specified in Table 1.

4
Table 1: Overview of the objectives of each Supplement included in the thesis work
Supplement Supplement title Objectives
1
Wood-derived acid leaching of
biomass for enhanced production
of sugars and sugar derivatives
during pyrolysis: influence of
acidity and treatment time
Study the effect of the inorganic content of biomass on the composition of primary pyrolysis products
Investigate the leaching pre-treatment using wood-derived acids to remove inorganic elements in biomass
Investigate the influence of leaching pre-treatment based on the composition of primary pyrolysis products
2 Fractionation of liquid products
from pyrolysis of lignocellulosic
biomass by stepwise thermal
treatment
Evaluate the performance of a stepwise pyrolysis concept to derive fractionated liquids
Investigate the thermal decomposition of lignocellulosic biomass at different temperatures
Compare the chemical characteristics of liquids derived at one and several temperatures respectively
3 Catalytic pyrolysis over transition
metal-modified zeolites: a
comparative study between catalyst
activity and deactivation
Investigate the influence of a catalyst metal-doping based on catalyst activity and deactivation
Compare the composition of liquid and coke from catalytic pyrolysis
4 Catalytic pyrolysis of demineralized
lignocellulosic biomass
Investigate the effect on upgraded products when combining leaching pre-treatment with catalytic pyrolysis
Study the performance of in-bed and ex-bed catalytic pyrolysis of pre-treated and raw biomass
5 Production of renewable aromatic
hydrocarbons by ex-situ catalytic
fast pyrolysis of biomass in a
combined fluidized bed and fixed
bed system
Study the performance of a continuous ex-situ catalytic pyrolysis setup
Investigate the performance of catalytic upgrading at varying biomass-to-catalyst ratios

5
Structure of the dissertation
This thesis is a compendium of five Supplements formulated during a doctoral thesis
study. The individual Supplements are categorized into two different groups based
on their main objectives. Firstly, the influence of the biomass characteristics and the
pyrolysis process design on the formation of condensable compounds during
biomass devolatilization are investigated. Thereafter, the study is extended towards
catalytic upgrading of pyrolysis liquid on the basis of previous findings.
Supplements I & II: Fundamentals of how the composition and
chemical structure of biomass influence the composition of pyrolysis
liquid
Supplements III, IV & V: Catalytic pyrolysis of biomass for targeted
production of aromatic hydrocarbons
Chapter 2 provides a brief overview of the process of pyrolysis of biomass for
producing pyrolysis liquid. Fundamentals of pyrolysis, the characteristics of derived
liquids, catalytic pyrolysis as well as the composition of biomass are discussed.
Specific background to each Supplement is stated in the corresponding sub-chapters
in Chapters 4 and 5.
Chapter 3 presents the materials and methods used in the experimental studies. In
this chapter, the experimental facilities and procedures are further explained.
Chapter 4 is based on the work conducted for Supplements I and II where the
chemical structure and composition of biomass are related to the characteristics of
derived pyrolysis liquids. Supplement I discusses the effect of demineralizing
biomass through leaching prior to pyrolysis. Supplement II investigates the concept
of stepwise pyrolysis and the thermochemical decomposition properties of biomass
correspondingly.
Chapter 5 focuses on the work conducted for Supplements III, IV and V. The
different studies investigate catalytic pyrolysis of biomass from different aspects and
in different experimental scale with the aim to reform raw pyrolysis liquids into
aromatic hydrocarbons. Supplement III investigates the different catalysts based on
their activity and deactivation characteristics during vapor upgrading. In Supplement
IV, the combination of biomass pre-treatment through leaching and catalytic
upgrading of vapors was investigated, studying the influence of the vapor
composition for catalytic conversion. Lastly, Supplement V studies ex-situ catalytic
pyrolysis of biomass in a continuous lab-scale facility. In this study, the performance

6
of a catalytic upgrading unit for vapor conversion was investigated for upgrading
different feeding rates of pyrolysis products.
Chapter 6 presents the general conclusions based on the Supplements.
Chapter 7 states suggested future works based on the research findings in this
doctoral thesis.
The five individual studies performed are summarized in Figure 1 with respect to the
research areas of study in the conversion of biomass to targeted liquid feedstocks.
Figure 1: Graphical overview of the thesis work
Catalytic
upgrading
Article I
Article II
Article III
Article IV
Article V
Conversion of biomass to targeted liquid feedstocks
PyrolysisPre-
treatment
Wood-derived acids
BiomassRenewable
Liquid
Feedstocks

7
Sustainability aspects of the thesis
This thesis investigates a process to convert biomass into renewable liquids that can
be used as feedstock to produce materials and energy that today are produced from
fossil resources. Liquids derived from this process could serve as a renewable
alternative resource to fossil crude oil in the depletion of fossil feedstocks without
counteracting the global reliance on chemicals, fuels, materials and energy. In this
way, the main parts of the existing petrochemical industry as well as sectors that
directly rely on refined products could remain while implementing a drastic decrease
in the global reliance on fossil resources. As one of multiple technical concepts to
reduce greenhouse gas emissions from the transportation sector, this process
concept also enables the utilization of the existing transport that uses internal
combustion engines, e.g. land vehicles, watercraft ships, and aircraft. An overview of
the shift from fossil resources to renewable feedstocks derived from pyrolysis of
biomass is illustrated in Figure 2. Based on the perspectives stated above, the
investigated process concept is in accordance with UN Sustainable Development
Goals (SDG) 7, 9, 12, and 13 [4]
Another sustainability aspect of the work conducted in this thesis is the use of non-
edible biomass. By using, for example, non-edible lignocellulosic biomass, this work
aims to promote a reduced feedstock competition between food and fuel production
in a future bioeconomy by securing food supply. This is in accordance with SDG 2
[4].
The conduction of experimental investigations to evaluate the performance of
precursors with low environmental impact is an important aspect in the development
of future industrial processes. Therefore, careful selection was made in this thesis
regarding the choice of, for example, chemicals and materials used in the
experimental work. Some examples are the chemicals and metals used in biomass
pre-treatment and catalytic pyrolysis, respectively. This action is in accordance with
SDG 12 [4].

8
Figure 2: Illustration of implementing renewable feedstocks in the petrochemical industry
Pyrolysis
CO2
CO2

9
2. Background
Chapter 2 provides a brief overview of topics relevant for production of liquids by pyrolysis of
biomass. Fundamentals of the composition of biomass, the production of renewable feedstocks,
fundamentals of pyrolysis, the characteristics of pyrolysis liquids, and catalytic pyrolysis are discussed.
Specific background for each Supplement is stated in the background of Chapter 4 and 5.
Lignocellulosic biomass
The term biomass covers natural material found in any kind of organic matter that recently
originate from photosynthesis, e.g. wood, grass, sewage, manure, and vegetables [5]. However,
not all biomass feedstocks might be suitable for producing chemicals and 2nd generation
biofuels since they might be used in food production or negatively affect the biodiversity.
Therefore, lignocellulosic biomass is considered as a suitable alternative for energy and
material purposes. The feedstock can be found as, for example, wood and forestry residues, but
also as agricultural residues and certain industrial waste streams related to the mentioned
feedstocks [6].
The organic structure of lignocellulosic biomass consists of three main constituents:
cellulose, hemicellulose, and lignin.
Cellulose is a linear polymer of β-D-glucopyranose units and covers approximately
35-50 wt% of dry wood biomass. Its polymeric structure is linked by hydrogen bonds
and includes crystalline and amorphous regions [7, 8]. Based on its chemical
properties, it provides mechanical strength to the biomass structure as well as an
increased thermal stability and resistance to biological degradation [9, 10].
Hemicellulose is a polysaccharide made of different monosaccharaides such as
pentoses (e.g. D-xylose, L-arabinose), hexoses (e.g. D-glucose, D-mannose), and
acidified sugars (e.g. D-galacturonic acid). In comparison to cellulose, hemicellulose
is amorphous and has a lower degree of polymerization, which makes it less resistant
to thermal and biological degradation. Its chemical composition, physical properties
and content varies between different biomass feedstocks, where the hemicellulose
content varies between 15-35 wt%. In softwood biomass, hemicellulose is mainly
present as galactoglucomannans and arabinoglucoronoxylan [7, 9, 11].
Lignin is the third most abundant polymer in lignocellulosic biomass. Its polymeric
structure is a three-dimensional highly cross-linked amorphous structure and is built
based on p-coumaryl, coniferyl, and sinapyl alcohols linked by mainly carbon-carbon
and ether bonds. Softwood biomass mainly contains coniferyl alcohols. In the

10
biomass structure, lignin serves as a binder for cellulose and hemicellulose
components. Among the biomass consituents, lignin has the highest thermal stability.
The lignin content in biomass can vary from between 15 to 45 wt% determined on
a dry basis (d.b.) [9, 11-14].
Additionally to the organic components of biomass, the material also contains
inorganic matter. The inorganic content and composition varies between different
biomass types and can originate from, for example, nutrients or local conditions
related to the ecosystem. Wood typically has an inorganic content of <1 wt% whereas
algae and grass may have 25 wt% [15, 16]. The inorganic matter in biomass is present
in different chemical states, for example as: (1) minerals such as SiO2, (2) metal ions
ionically bonded to the biomass structure such as alkali and alkaline earth metals
(AAEMs), and (3) covalently bonded in the organic structure such as P and S [17].
Intrinsic inorganic elements in biomass are known to influence the thermal stability
of biomass [18, 19].
Production of renewable liquid feedstocks
Today’s society strongly relies on carbon-based fossil resources for production of
chemicals, fuels, materials and electricity/heat. However, such resources are finite
and associated with economic and political instabilities in the global market. Also,
the exploitation of carbon-based fossil resources contributes to global warming in
terms of emitting greenhouse gases to the atmosphere which also cause significant
perturbation to the carbon cycle [20]. Therefore, the replacement of fossil resources
with renewable alternatives to satisfy the societal demands of today is necessary to
secure the human living standards associated with fossil carbon for future
generations. Sustainable solutions for generating electricity and heat have already
been integrated in different parts of the world based on utilizing, for example,
geothermal, solar, wind, and hydropower energy sources. Additionally, renewable
heat and electricity can be generated by combustion of biomass. However, being the
only solid carbonaceous renewable feedstock in nature, it is the author’s opinion that
biomass should be considered as a resource primary for producing renewable
chemicals and transportation fuels which today are derived from fossil crude oil. To
utilize the full potential of biomass for producing renewable chemicals and liquid
fuels, reliable and sustainable processes need to be developed. Figure 3 presents
primary chemical differences between lignocellulosic biomass, chemicals, and
transportation fuels to be considered in the design of such processes.

11
Figure 3: Properties of lignocellulosic biomass, pyrolysis liquid and demanded products. Data are adapted from [21, 22]
There are many different technical routes for converting biomass into chemicals and
fuels. The depolymerization of its organic structure can be performed by, for
example, an enzymatic treatment, a chemical treatment, and a thermochemical
conversion. A major difference between these processes is the biomass
depolymerization procedure. In biological and chemical treatments, the biomass
constituents are generally separated prior to depolymerization, whereas in
thermochemical conversion the complete biomass matrix is depolymerized
instantaneously [23, 24]. Therefore, thermochemical conversion processes are
relatively time and cost efficient routes for the biomass-to-liquid conversion [25].
Examples of thermochemical conversion routes are gasification and pyrolysis.
Gasification of biomass generates a syngas which can be converted into liquid
chemicals in downstream processing. Pyrolysis is performed at lower temperatures
than gasification, and can directly generate a liquid feedstock from the biomass
0
10
20
30
40
50
60
Oxyg
en c
on
ten
t (w
t%)
log10(Mw, g/mol)
1 3 4 5 62
Lignocellulosic
biomass
Fossil crude oilFuels
Ch
emic
als
•LGA
•Acetic acid
•Pyrolysis liquid
•Ethanol
•Phenol

12
depolymerization step. However, the simultaneous depolymerization of the biomass
constituents results in a low selectivity towards specific chemical compounds and a
highly complex composition of the derived liquid.
As of today, based on the multiple conversion routes existing in non-commercial
scale for converting biomass into liquids, it is difficult to distinguish which
technologies that will exist in future industrial processes. However, this thesis focuses
on pyrolysis and how to overcome unfavorable characteristics of conventional
pyrolysis liquid to promote its applicability as a precursor for production of chemicals
and transportation fuels.
2.2.1 Pyrolysis
Pyrolysis is the thermal decomposition of organic matter in a non-oxidizing
atmosphere. The word originates from the Greek words “πυρ” (pyr) and “λύσις”
(lysis) which means fire and breakdown, respectively, and describes the separation of
matter because of the addition of heat. Pyrolysis is a thermochemical process and
can occur both as a standalone process and as one of multiple reaction steps in
combustion and gasification processes. The concept of pyrolysis is also known by
other technical terms such as dry distillation, thermal cracking, thermolysis etc.
During pyrolysis, chemical bonds in organic matter, e.g. polymers or macromolecules,
break because of the addition of heat which produce three main products:
A carbonaceous solid residue known as char, mainly consisting of carbon and
ash
Permanent gases, e.g. CH4, CO, CO2, H2, and light hydrocarbons
Condensable vapors known as, for example, pyrolysis liquid, bio-oil, bio-crude,
mainly consisting of oxygenated compounds, aromatic hydrocarbons, water,
and tar
The thermal decomposition of the chemical structure of organic matter is an
endothermic process. Depending on the properties of an organic feedstock, different
temperatures and amount of heat are needed to crack its chemical bonds and
generate volatile compounds. However, the volatile compounds formed during
pyrolysis can react in the hot vapor phase by, for example, thermal cracking or
interactions with other compounds, known as secondary pyrolysis reactions.
Therefore, the proportion of stated pyrolysis products and their compositions are
dependent on process parameters such as temperature, heating rate, vapor residence
time, and pressure. To promote the production of liquid from pyrolysis, a high
sample heating rate, and a short vapor residence time is preferable, commonly known
as fast pyrolysis. In fast pyrolysis, the generation of a high yield of condensable

13
primary pyrolysis products is promoted while suppressing the influence of secondary
pyrolysis reactions in the vapor phase known to reduce the yield of condensed liquid.
Based on the multiple chemical reactions occurring during pyrolysis as well as the
significant influence of process parameters on the composition of derived products,
it is difficult to model or simulate specific parameter studies of a pyrolysis process
in-depth without direct support of experimental investigations.
Pyrolysis of biomass has been extensively studied for over hundred years. Historically,
pyrolysis liquid such as wood tar was used by the ancient Egyptians. In the 19th
century, biomass was pyrolyzed to produce charcoal for combustion purposes,
performed by the “wood distillation industry”, which is considered as a forerunner
to today’s petrochemical industry [26-28].
2.2.2 Composition of pyrolysis liquid
Liquids derived from pyrolysis of biomass are usually dark-brown and contain
organic compounds derived during the depolymerisation of biomass. Therefore, the
elemental composition of the liquid resembles the elemental composition of biomass.
One major difference between pyrolysis liquid and petroleum-based fuels is its high
oxygen content, which is distributed in more than 200 compounds. Water is typically
the most abundant compound in pyrolysis liquids and also contributes with the
highest fraction of oxygen [29, 30]. Fuel properties of pyrolysis liquids and
commercial heavy fuel oil are presented in Table 2. As seen in the table, the nature
of pyrolysis liquids varies depending on the choice of biomass feedstock. Depending
on the choice of feedstock, the structure and composition of the biomass
constituents’ vary, which play a vital role for the composition of the derived liquid
[31]. The composition of pyrolysis liquids can vary based on, for example: (1) the
type of biomass, (2) the geographical origin of biomass, and (3) different parts of
wood, e.g. stem wood and bark [32]. Additionally, inorganic matter in biomass can
influence the composition of derived pyrolysis liquids, e.g. AAEMs [33-36].
Examples of potential applications of pyrolysis liquids are direct production of heat
and power by combustion or as precursors for producing chemicals and fuels.
However, the liquid presents a poor fuel quality relative to fossil alternatives which
reduces the demand for the liquid in the energy sector. Additionally, its wide diversity
of oxygenated compounds and its high water content results in a high polarity. This
makes it immiscible with fossil carbon-based liquids which complicates its
applicability as a drop-in feedstock in existing petrochemical industry [9, 37].
Liquids derived from pyrolysis of biomass can be present as one homogeneous phase
or two individual phases according to its composition of water-soluble and non-
water-soluble compounds. General reasons for the occurrence of phase separation

14
are: (1) a high water content (>30 wt%) and (2) a high fraction of high molecular
mass compounds. The separation of pyrolysis liquid into two phases might
complicate its applicability in downstream processing [38-40].
Table 2: Properties of liquids from different feedstocks. Data are adapted from [30, 41]
Properties Biomass feedstock Heavy fuel oil
Birch Pine Poplar
Solids (wt%) 0.06 0.03 0.045 1 pH 2.5 2.4 2.8 - Water (wt%) 18.9 17 18.9 0.1 Density (kg/m3) 1.25 1.24 1.2 0.94 LHV (MJ/kg) 16.5 17.2 17.4 35.9* Ash (wt%) 0.004 0.03 0.01 0.1 C (wt%) 44 45.7 46.5 85 H (wt%) 3.9 7 7.2 11 N (wt%) <0.1 <0.1 0.15 0.3 S (wt%) 0 0.02 0.02 - O (wt%) 49 47 46.1 1.0 N + K (ppm) 29 22 6 - Ca (ppm) 50 23 4 - Mg (ppm) 12 5 3 -
*Calculated based on [42]
The elemental composition of pyrolysis liquids is not the only property which
resembles the biomass composition. Overall, the organic compounds of the liquids
reflect the polymeric structures in biomass, which can exist as a complex
composition of more than 400 compounds. The chemical composition of a pyrolysis
liquid is of significant importance, especially in terms of its suitability for downstream
applications. Major organic compound groups found in pyrolysis liquid from
biomass are hydroxyaldehydes, hydroxyketones, sugars, carboxylic acids, phenolic
compounds, and oligomers which can be correlated to the polymeric structures in
biomass [41, 43, 44]. Examples are acetic acid which is mainly derived from
hemicellulose, and levoglucosan (LGA) mainly derived from cellulose [9]. A typical
composition of a pyrolysis liquid is presented in Table 3, where also the biomass
constituents from which the compounds are derived is presented. Pyrolysis liquids
contain significant amounts of organic acids, mainly present as acetic acid and formic
acid. This results in pH in the range of 2-3 and total acid numbers (TAN) of 50–100
mg KOH/g. This makes pyrolysis liquids corrosive to, for example, carbon steel and
aluminium, commonly used as construction materials [45, 46].
Pyrolysis is not a process at thermodynamic equilibrium and hence the derived liquid
composition is not at chemical equilibrium. The liquid contains compounds that
react with each other during storage by, for example, polymerization, etherification,
and esterification reactions, commonly known as aging. Aging does not only change

15
the liquid’s chemical composition but also its physical properties, e.g. density,
viscosity, and volatility. Also, aging reactions are exothermic which increases the
temperature in insulated storage units [47-49]. Main compounds responsible for
aging include carbonyl, carboxyl, and hydroxyl groups, for example, acids and
phenols [22, 35, 36, 46]. The technical issue of aging reactions also complicates the
distillation of pyrolysis liquids, where heating of the liquid enhances the aging
reaction rates [30].
Table 3: Typical chemical composition of pyrolysis liquid. Data are adapted from [41, 50]
Compound groups Concentrations (wt%)
Water 20-30
Acidsa 5
Furansa 3
Aldehydesa 10
Pyrans 1
Monophenolicsb 2
Anhydrosugarsa 5
Water insolubles (e.g. oligomeric phenolics)b 16
Extractives 5 aDerived from cellulose and hemicellulose bDerived from lignin
The composition of pyrolysis liquids does not only depend on the biomass
characteristics, but also on the process conditions for biomass-to-liquid conversion.
One critical parameter for the composition of a derived liquid is the pyrolysis
temperature. This can be explained by the variation in thermal stability among the
biomass constituents as well as their different chemical structures [51-53].
The complex characteristics of pyrolysis liquid overall suppress its applicability on
commercial scale. Liquid upgrading as a part of the biomass-to-liquid conversion
process could be an alternative to enhance its properties to be directly used as a fuel
in combustion engines, for production of chemicals and upgraded fuels etc.
Therefore, the concept of catalytic pyrolysis as an upgrading route is discussed in the
next section.
2.2.3 Catalytic pyrolysis
The direct application of pyrolysis liquid in downstream applications is unfavourable
due to its chemical and physical properties. By catalytically upgrading the liquid it can
be converted into a more attractive carbon-based liquid feedstock for industrial use
with a higher economic value. However, the unstable chemical nature of pyrolysis
liquids complicates its processing in downstream treatment. Instead, one option

16
could be to introduce a catalytic upgrading step within the biomass-to-liquid
conversion process between the biomass devolatilization step and the vapor
condensation unit, commonly known as catalytic pyrolysis [54]. In catalytic pyrolysis,
pyrolysis vapors are upgraded by heterogeneous catalysis over a solid material.
Popular catalysts used in catalytic pyrolysis of biomass are zeolites. These zeolites are
silica-alumina based structures well-known from the refining industry for promoting,
for example, deoxygenation and aromatization of crude oil feedstocks. Aromatic
hydrocarbons are vital in the petrochemical industry and are essential precursors for
the production of chemicals and fuels [9]. Therefore, zeolites could be used for
catalytic upgrading of pyrolysis vapors from biomass into aromatic hydrocarbons
which could serve as a renewable substitute to fossil crude oil – either as drop-in
feedstocks or by complete feedstock substitution in existing refineries [55-57].
The most promising commercial catalyst used in catalytic pyrolysis of biomass is the
zeolite HZSM-5. The reasons are its narrow pore diameter distribution and its shape
selectivity, which is suitable for biomass-derived vapors [58-62]. The catalyst
promotes reactions such as aromatization, deoxygenation, and oligomerization. A
crucial parameter for the choice of catalyst used in catalytic pyrolysis is the catalyst’s
density of acid sites, such as the concentration of Brønsted acid sites which influences
the production of aromatic hydrocarbons [63]. Also, the density of acid sites may
influence the rate of catalyst deactivation caused by coke formation on the catalyst
surface [64]. In previous studies, HZSM-5 catalysts of varying acidity have been
screened in catalytic pyrolysis of biomass, where a SiO2:Al2O3 ratio of 30:1 was found
to be optimal for a high conversion of vapors into aromatic hydrocarbons with a
relatively low rate of catalyst deactivation [65].
One important technical parameter in the development of catalytic pyrolysis on
commercial scale is the process design. The design of catalytic pyrolysis systems is
typically defined into two different setups:
In-situ catalytic pyrolysis, which refers to process setups where the catalyst is
positioned in the pyrolyzer itself. Thereby, the temperature of pyrolysis and
catalytic upgrading is essentially the same. Such systems are categorized into
two sub-groups: in-bed and ex-bed. In-bed setups refer to when the catalyst is
positioned in the same bed as where the biomass devolatilization occurs.
Examples of such systems are fluidized beds where the catalyst is mixed with
biomass in the fluidizing bed [66], and fixed bed reactors where biomass and
catalyst are pre-mixed prior to biomass devolatilization [67]. Ex-bed setups
refer to when the catalyst and the biomass devolatilization is separated into
different beds. Examples are fixed bed pyrolyzers where a catalyst bed is

17
positioned downstream the bed where biomass devolatilization occurs, as
illustrated in Figure 5. A main difference between in-bed and ex-bed in-situ
catalytic pyrolysis is the residence time of pyrolysis vapors from when
diffusing from the biomass structure until being upgraded over the catalyst
surface. The instantaneous catalytic upgrading of pyrolysis vapors after
biomass devolatilization in in-bed setups allows catalytic upgrading of primary
pyrolysis vapors. The longer residence time of pyrolysis vapors in ex-bed setups
allows secondary reactions of pyrolysis vapors prior to catalytic upgrading [68].
Another significant difference between the setups is the physical contact
between a catalyst and biomass/char, which can influence the transfer of
biomass ash to the catalyst and lead to catalyst poisoning [69].
Ex-situ catalytic pyrolysis, which refers to process setups where the catalytic
upgrading is positioned downstream the pyrolyzer itself. In such systems, the
temperature of the pyrolyzer and the catalytic reactor can be individually
optimized. Also, the setup allows continuous operation with separation of
biomass/char, biomass ash, and catalyst, by introducing separation stages
between the pyrolyzer and the catalytic reactor such as cyclone and particle
filter [70, 71]. One example of an ex-situ catalytic pyrolysis setup is a fluidized bed
pyrolyzer combined with a fixed/fluidized bed catalytic reactor, illustrated in
Figure 6.

18
3. Experimental procedures, materials and
methods
Pyrolysis experimental facilities and procedures
In this study, different experimental setups were used to study pyrolysis of biomass
as well as catalytic pyrolysis. All experiments where conducted at KTH Royal
Institute of Technology in Stockholm, Sweden. In this sub-chapter, each
experimental facility is further described.
3.1.1 Py-GC/MS
To study the composition of primary pyrolysis vapors as well as their catalytic
upgrading, a pyrolysis-gas chromatography/mass spectrometry (Py-GC/MS) setup
was used. The setup consisted of a filament pyrolyzer (Pyrola2000), which was
coupled with an Agilent 7890A GC and an Agilent 5975C MS. The pyrolyzer can be
used to study the composition of polymeric materials by thermal decomposition of
their chemical structure. It consists of a platina (Pt) filament which acts as a sample
holder for treating samples in the amounts of milligrams. The filament is positioned
inside a closed chamber which was kept at 175 oC. A constant flow of He was used
as carrier gas to transport produced pyrolysis vapors to the GC/MS. Heat for
pyrolysis is provided by applying an electrical current through the filament that is
rapidly heated up by electrical resistance. The filament is calibrated based on a time-
temperature profile, which is generated by adjusting the magnitude of the electrical
current and the corresponding heating time. In this study, the heat-up time was set
to 8 ms followed by keeping constant temperature for 2 s. The temperature of the
filament is measured by a resistance temperature detector for temperatures below
500 oC, whereas an optical temperature detector is used to monitor temperatures
higher than 500 oC. The Py-GC/MS setup is illustrated in Figure 4.
Figure 4: Illustration of the Py-GC/MS setup
For catalytic pyrolysis experiments conducted in the Pyrola2000 unit, catalyst and
biomass powders were pre-mixed before applied on the Pt filament. Also, the particle
size range of all samples analyzed in the Pyrola2000 unit was 63-125 μm.
Solid sample
Filament
Vapors
GC/MSHe

19
In the conducted studies using Py-GC/MS, the GC column was equipped with one
of the columns VF-1701ms or HP5-ms, both being 60 m long with 0.25 μm film
thickness, respectively. Also, the identification and integration of peaks in derived
chromatograms and their corresponding chemical compounds were performed with
NIST11 library and Chemstation software.
The Py-GC/MS setup was used in Supplements I and IV. Further details regarding
the experimental studies are stated in the Supplements, respectively.
3.1.2 Fixed bed pyrolyzer
A fixed bed bench-scale setup was used to study pyrolysis and catalytic pyrolysis in
the sample amounts of grams. The setup is illustrated in Figure 5. The reactor
consisted of a tubular stainless steel pipe with an inner diameter of 5 cm mantled
with a water-cooled (1) and an electrically heated (2) section. A sample holder of fine
stainless steel mesh was used to hold biomass and the solid residue produced during
pyrolysis. The sample holder was manually transported between the cooled and
heated sections by a metallic rod. The pyrolyzer was heated by a 2.52 kW three-zone
furnace with a heated length of 60 cm (Carbolite EVZ 12/600). Above the heated
zone, a water-cooled section was positioned where the sample was placed prior to
and after pyrolysis. N2 was used as carrier gas. Downstream the furnace, vapors were
quenched in a condensation system consisting of cold traps positioned in-series and
placed in a cooling bath operating at -15 to -17 oC. Non-condensable gases were
collected and/or analysed downstream the condensation step.
For catalytic pyrolysis performed in the bench-scale pyrolyzer, a catalyst fixed bed
was positioned on a fine stainless steel mesh below the position of the sample holder
in the heated zone. This is illustrated in Figure 5.

20
Figure 5: Illustration of the bench-scale fixed bed setup
The fixed-bed pyrolyzer setup was used in Supplements II, III, & IV. Further details
on the experimental procedures of the specific studies are stated in the Supplements,
respectively.
3.1.3 Ex-situ catalytic fast pyrolysis
An experimental setup for lab-scale ex-situ catalytic fast pyrolysis was used as part of
the experimental work of this thesis. The experimental process scheme is illustrated
in Figure 6. The setup consisted of a biomass hopper, a feeding system, a gas pre-
heater, a bubbling fluidized bed (BFB) reactor, a cyclone for char separation, a filter
for separation of fine char particles, a catalytic reactor for vapor upgrading, a filter
for separation of fine catalyst particles, a condensation system, and a gas analyzer.
N2
Condenser
1
2

21
Figure 6: Illustration of the ex-situ catalytic fast pyrolysis setup
The biomass feeding system consisted of two stages of screw feeders. The first screw
was used for controlling the biomass feed rate and was positioned below the hopper.
The second screw feeder was used for injection of biomass to the pyrolysis reactor
with a constant speed of 900 rpm. The pressure of the feeding system was kept higher
than the pressure of the pyrolyzer in order to avoid back-flow of pyrolysis vapors.
The particle size range of biomass used was 1.0 to 1.4 mm.
The pyrolysis reactor consisted of a stainless steel reactor with a height of 95 cm and
an inner diameter of 7.2 cm. A sand bed with a particle size range of 0.25 to 0.355
mm was positioned on a perforated plate that also served as gas distributor. The
fluidization agent and carrier gas used was N2. The sand bed was heated by the pre-
heated gas as well as by electrical heating elements that surrounded the reactor body
up to 60 cm from the perforated plate. The temperature inside the reactor, including
the wind box and inside the sand bed, was measured by six K-type thermocouples.
A cyclone was used for centrifugal separation of char from the gas-vapour stream.
Separated char was stored in a steel container positioned below the cyclone while the
gas-vapor stream was transported by the N2 flow downstream the experimental
process.

22
After the cyclone, the pyrolysis gas-vapor stream passed through a stainless steel
mesh filter in order to separate fine char particles. Thereafter, the gas-vapor stream
was catalytically upgraded in a vertical fixed bed reactor with an inner diameter 11.4
cm and a height 18 cm. The catalytic reactor is illustrated in Figure 7. A catalyst pellet
bed was held by a perforated plate. The temperature of the catalyst bed and the void
space of the reactor were measured with K-type thermocouples. The reactor was
mantled with electrical heaters. Downstream the catalyst bed, a fine stainless steel
mesh filter was placed to trap fine catalyst particles. The two filters surrounding the
catalyst bed are illustrated as lined in Figure 7.
Figure 7: Illustration of catalytic reactor in the ex-situ catalytic fast pyrolysis setup
Pyrolysis vapors were condensed in a condensation system consisting of a water-
cooled metal condenser followed by glass condenser tubes. A cooling liquid of -17 oC was pumped through the condensation system in co-current direction to the gas
flow.
Remaining pyrolysis gas was analyzed on-line downstream the experimental process.
The ex-situ catalytic fast pyrolysis setup was used in Supplement V. Further details
on the experimental setup and the experiments conducted can be found in the
Supplement and in previous works [72].
Catalytically
upgraded
vapors
Vapor stream
after cyclone
Tbed
Tvoid

23
Biomass raw materials
3.2.1 Softwood sawdust
For the major part of the experimental studies conducted in this thesis, softwood
sawdust was used as biomass feedstock. The biomass was a mixture of spruce and
pine provided by SCA BioNorr in Härnösand, Sweden. For the pyrolysis
experiments, biomass was shredded and sieved to different particle size ranges
according to the requirements of the different experimental facilities. The particle
size ranges used in this thesis are stated in Table 4 according to their corresponding
Supplement.
Table 4: Particle size ranges in the corresponding Supplements and experimental facilities
Experimental facility Supplement no. Particle size range (mm)
Py-GC/MS Ia, IVb ≤0.125a 0.063-0.90b
Fixed bed-pyrolyzer III 0.35-0.50
Fluidized bed-pyrolyzer V 1-1.4 a,b Different particle size ranges used for studies including non-catalytic (a) and catalytic pyrolysis (b).
The ultimate and proximate analysis of the softwood biomass is presented in Table
5. The fraction used for the presented sample analysis was used in Supplement III.
Thermogravimetric analysis (TGA) and differential thermogravimetry (DTG) of the
sample performed in inert atmosphere are presented in Figure 8.

24
Table 5: Composition of softwood sawdust (d.b.)
Proximate analysis (wt%, d.b.)
Volatile matter 84.4
Ash content 0.21
Ultimate analysis (wt%, d.b.)
C 50.5
O* 43
H 6.2
S <0.01
N <0.1
Inorganic composition (mg/kg, d.b.)
Si 14.8 Pb 0.122
Al 5.24 Ba 4.72
Ca 349 Cd <0.006
Fe 7.97 Co 0.008
K 242 Cu 1.3
Mg 51.6 Cr 0.221
Mn 42.4 Hg <0.01
Na 11.9 Mo 0.044
P 13.5 Ni 0.929
Ti 0.24 Va <0.02
As <0.09 Zn 0.759
Ba 4.72
Organic composition (g/kg, d.b.)
Glucose 420
Mannose 110
Galactose 21
Arabinose 11
Lignin (wt%) 27 *Calculated by difference

25
Figure 8: TGA and DTG results of softwood sawdust
3.2.2 Palm kernel shells
For experiments performed in Supplement II, palm kernel shells (PKS) were used.
The particle size distribution was 2-3 mm. Ultimate and proximate analysis of PKS
is presented in Table 6. Also, TGA and DTG analysis of PKS performed in inert
atmosphere are presented in Figure 9.
Table 6: Composition of PKS used for pyrolysis experiments (d.b.)
Proximate analysis wt%
Volatile matter 64.4
Ash content 8.5
Ultimate analysis
C 51.7
O* 33.8
H 5.6
S 0.03
N 0.4
*Calculated by difference
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0
20
40
60
80
100
150 250 350 450 550 650 750 850
DT
G (
-wt%
/°C
)
TG
A (
wt%
)
Temperature (°C)

26
Figure 9: TGA and DTG results of PKS
Biomass pre-treatment procedure
In the experimental works summarized in Supplements I and IV, softwood sawdust
was pre-treated for reducing its ash content prior to pyrolysis. This was performed
by treating biomass in a heated aqueous solution of de-ionized water and acetic acid.
Acetic acid was chosen since it is the main acid found in pyrolysis liquid from where
it could be extracted [35, 73]. For the biomass pre-treatment performed in
Supplements I and IV, two different experimental setups with capacities to treat 25
g and 100 g dry biomass, respectively, were used. The setups are illustrated in Figure
10 and 11. The design of pre-treatment facilities and the magnitude of pre-treatment
operational conditions were inspired by previous works [35]. The biomass pre-
treatment was based on pre-heating the acidic aqueous solution in a closed vessel to
the desired treatment temperature. Thereafter, pre-dried biomass was mixed with the
aqueous solution and kept under constant heating and stirring for the desired time
of pre-treatment. The biomass and the solution were then separated by filtration.
Biomass was thereafter washed with de-ionized water in order to remove any organic
and inorganic residues [34, 35].
Specific pre-treatment conditions are described in the corresponding Supplements.
The results of biomass pre-treatment and the corresponding pyrolysis experiments
from Supplement I served as basis for the biomass pre-treatment performed in
Supplement IV.
-
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0
20
40
60
80
100
150 250 350 450 550 650 750 850
DT
G (
-wt%
/°C
)
TG
A (
wt%
)
Temperature (°C)

27
Figure 10: Illustration of experimental pre-treatment setup used in Supplement I
Figure 11: Illustration of the experimental pre-treatment setup used in Supplement IV
Acidic
solution
+
Biomass
Heater + Magnetic stirrer
Ref
lux
con
den
ser
Th
erm
om
eter

28
Catalysts and catalyst preparations
The catalysts used in the thesis were HZSM-5 with a SiO2:Al2O3 ratio of 30:1. The
SiO2:Al2O3 ratio has been found to be optimal for producing aromatic hydrocarbons
from biomass with a relatively low rate of deactivation by coke formation [65].
For catalytic pyrolysis experiments performed in the Py-GC/MS and in the fixed
bed-pyrolyzer, catalyst in powder form supplied by Alfa Aesar was used. For catalytic
pyrolysis performed in the fluidized bed setup with continuous vapor upgrading in a
fixed bed reactor, catalyst pellets were used and supplied by Nankai University in
China. The catalyst preparations performed in the different studies are presented
below.
3.4.1 Preparation of powder-formed catalyst
For the study presented in Supplement III, HZSM-5 was doped with Fe and/or Ni
by the wet-impregnation method. The following catalysts were compared in the study:
HZSM-5, Fe/ZSM-5, Ni/ZSM-5, and FeNi/ZSM-5. For metal impregnation,
HZSM-5 was mixed with Fe(NO3)3(H2O)9 and Ni(NO3)2(H2O)6 dissolved in de-
ionized water. The impregnation was performed for 24 h under constant stirring at
50 oC, followed by drying at 105 oC for 12 h and calcination in air. The elemental
composition of the catalysts and BET surface area is presented in Table 7. X-ray
Diffraction (XRD) results are presented in Figure 12. NH3-TPD results are presented
in Figure 13. The characterization results are further explained in Supplement III.
Table 7: Elemental composition of the catalysts and BET surface area
Si
mg/kg
Al
mg/kg
Fe
mg/kg
Ni
mg/kg
C
mg/kg
H
mg/kg
N
mg/kg
BET
m2/g
HZSM-5 340000 21200 <700 62 5000 3000 <0.1 403
Ni/ZSM-5 331000 21300 <700 45700 4000 3000 <0.1 382
Fe/ZSM-5 321000 20500 39200 995 4000 2000 <0.1 369
FeNi/ZSM-5 334000 21100 42800 41700 4000 3000 <0.1 348

29
Figure 12: XRD results of investigated catalysts: (1) HZSM-5, (2) Ni/ZSM-5, (3) Fe/ZSM-5, and (4) FeNi/ZSM-5. * refers to NiO whereas ¤ refers to Fe2O3 (hematite)
Figure 13: NH3-TPD of investigated catalysts: (1) HZSM-5, (2) Ni/ZSM-5, (3) Fe/ZSM-5, and (4) FeNi/ZSM-5
All catalysts based on powder-formed HZSM-5 were calcined in air accordingly
followed by preparation to suitable particle size ranges for the different experimental
facilities. Calcination temperatures for each study are stated in the corresponding
Supplement. For particle size preparation, the catalysts were pelletized, crushed and
sieved to specific particle size ranges which are stated in Table 8.
5 15 25 35 45 55 65 75 85
Inte
nsi
ty (
a.u.)
2θ(˚)
(2)
(1)
(3)
(4)
* * * *
¤ ¤
50 150 250 350 450 550 650
Inte
nsi
ty (
a.u.)
Temperature (˚C)
(1)
(2)
(3)
(4)

30
Table 8: Catalyst particle size ranges used in the different experimental facilities
Experimental facility Supplement no. Particle size range (mm)
Py-GC/MS IV 0.063-0.90
Fixed bed III, IV 0.125-180
3.4.2 Catalyst preparation for fluidized bed-pyrolyzer experiments
HZSM-5 in pellet form supplied by Nankai University in China was used for the
investigation of ex-situ catalytic fast pyrolysis presented in Supplement V. Catalyst
was calcined in air by heating the sample with 10 oC/min to 650 oC followed by
dwelling for 15 h. Thereafter, the catalyst was cooled to room temperature by 10 oC/min prior to being placed in the catalytic reactor.
Analysis instruments and methods
In this section, the analysis instruments and methods used for characterization of
liquids, gases, solids products and biomass are presented. Additional characterization
methods stated in the Supplements were provided by external partners and research
labs.
3.5.1 Liquid characterization
Liquids derived from the fixed bed and fluidized bed-pyrolyzers were analyzed based
on their organic composition, water content and TAN.
The organic composition was qualitatively analyzed by GC/MS. The instrument used
was an Agilent 7890A/5975C setup, similar to the one previously presented for the
Py-GC/MS setup. Columns used in the thesis were VF-1701ms and HP5-ms, both
with a length of 60 m and a coating thickness of 0.25 μm. Liquids were injected to
the column by an Agilent G4513A autosampler. Peaks in the derived chromatograms
were integrated by Chemstation software and the corresponding MS results were
identified by comparison to a NIST11 library. Prior to the analysis, liquid samples
were prepared by solvent dissolution in methanol and/or dichloromethane (DCM).
Further details on the analysis method is stated in the corresponding Supplements.
Water content and TAN were analyzed based on Karl Fischer (KF) and TAN-
titration using a Mettler Toledo Excellence Titrator T5. Standard methods used were
ASTM E203 and ASTM D664, respectively.

31
3.5.2 Gas characterization
Non-condensable gases derived from the fixed bed-setup and the fluidized bed-setup
were analyzed by an Agilent 490 micro-GC with four different columns and equipped
with TCD-detectors calibrated for H2, CH4, CO, CO2, N2, O2, C2H2-4, and C3H6-8.
The different columns use Ar and He as carrier gases. For gas collection and
quantification, the water-displacement method was used.
3.5.3 Catalyst characterization
Catalyst characterization performed in this thesis involves elemental composition,
BET surface area, micropore volume, XRD, and NH3-TPD. The analysis
instruments used for catalyst characterization are specified in Table 9. Further
specifications can be seen in the corresponding Supplements.
Table 9: Summary of different catalyst characterization performed
Catalyst characteristics Analysis instrument
Elemental composition* ICP/MS
BET surface area Micromeritics ASAP2010
Micropore volume Micromeritics ASAP2010
NH3-TPD Micromeritics Autochem 2910
X-ray diffraction Bruker D8 Discover *Performed by external analysis lab
3.5.4 Catalyst coke characterization
Coke deposited on catalysts during upgrading of pyrolysis vapors was analyzed based
on the coke content, composition and the thermal properties during coke oxidation.
The coke content and its thermal properties were analyzed by TGA in an oxygen
atmosphere by heating up deactivated catalysts to 850 oC. The results were compared
to a reference of a fresh catalyst. The TGA instrument used was a Mettler Toledo
TGA/DSC 1.
In order to study the coke composition, coke was extracted from the catalyst
structure for analysis in GC/MS and Fourier-Transform Infrared Spectroscopy
(FTIR). Similar coke extraction procedure was performed for both analysis
instruments by dissolving the catalyst in concentrated hydrofluoric acid (HF)
followed by solvent extraction using DCM, inspired by previous works [74, 75]. 500
mg of coked catalyst was dissolved in 10 cm3 of concentrated HF and kept under
stirring for 60 min. Thereafter, dissolved organic coke compounds were extracted
for 30 min using 3 cm3 of DCM. After separating the two immiscible liquid phases,
the composition of the DCM fraction was analyzed by GC/MS and FTIR. Prior to
GC/MS analysis, the extracted fraction was filtrated. Further details on the coke
analysis can be found in Supplement III.

32
3.5.5 Biomass characterization
The thermal degradation of biomass was analyzed by using TGA, namely a Netsch
TGA-DSC STA 449 F3 Jupiter. TGA was also used to investigate the thermal
degradation of demineralized pre-treated biomass in comparison to raw feedstock.
The biomass structure was studied by scanning electron microscopy (SEM) in
Supplement I. The instrument used was a Hitachi S3700N. The samples were studied
by secondary electron imaging.

33
4. Influence of biomass characteristics and
pyrolysis conditions on the liquid composition
Introduction
This chapter is a compilation of the work conducted for Supplements I and II. The
performed works investigate how the composition of the derived liquid from
pyrolysis of biomass is influenced by the biomass characteristics (Supplement I) as
well as the pyrolysis conditions and the design of the pyrolysis process (Supplement
II).
Pyrolysis liquids are known for their poor characteristics for direct utilizations in
industrial applications [9]. The work conducted in Supplement I studies the effect of
the intrinsic inorganic content in biomass in terms of the composition of pyrolysis
vapors. The study was performed by experimentally demineralizing biomass by using
a leaching pre-treatment prior to pyrolysis. The influence of leaching inorganic
elements from biomass on the overall biomass characteristics as well as the
composition of derived pyrolysis liquid were investigated.
In conventional pyrolysis processes for liquid production, the temperature of thermal
treatment is high enough to devolatilize the main part of the volatile matter of the
different biomass constituents. This results in highly complex liquid compositions
that needs advanced downstream treatments for liquid fractionation to exploit their
full economic potential as chemicals and fuels. However, the composition of liquids
derived from pyrolysis could be controlled by adapting the treatment temperature
according to the thermal decomposition of biomass pyrolysis. In Supplement II, a
concept of utilizing the pyrolysis process itself to produce fractionated liquids is
investigated. The work presented investigates a concept of stepwise pyrolysis in
several units where the temperature is increased downstreams.
In this chapter, these two studies are further presented in sub-chapters 4.2 and 4.3,
respectively.

34
Influence of leaching pre-treatment and demineralization
on the pyrolysis liquid composition (Supplement I)
4.2.1 Introduction
Inorganic matter in biomass influences the composition of derived pyrolysis liquids.
Examples of groups of elements well-known for influencing the liquid composition
are alkali and alkaline earth metals (AAEMs) [33-36]. These have been reported to
promote cracking and dehydration reactions during pyrolysis of biomass, which lead
to increased production of gas, water, and char, as well as decreased organic liquid
yield [10, 35, 76]. Previous works have suggested that the thermal decomposition of
cellulose can take two different pathways depending on the presence of AAEMs.
The presence of AAEMs promotes the formation of several lower molecular weight
compounds such as carbonyls and suppresses the formation of sugar derivatives such
as levoglucosan (LGA). Also, AAEMs catalyze the fragmentation of ring-structures
[76]. The formation of lower molecular weight compounds caused by AAEMs leads
to reduction of the overall molecular weight of derived organic compounds as well
as reduced yield of pyrolysis liquid by secondary cracking reactions [77, 78]. The
effect of AAEMs on the thermochemical decomposition of lignin is still under
investigation, based on contradictive results of previous studies.
One important technical parameter in the development of processes for converting
biomass into renewable liquids is the carbon-conversion from raw feedstocks into
derived products to enhance a mass efficient utilization of the feedstocks.
Additionally, the ash content and composition in different biomass feedstocks may
vary based on their chemical structure and their geographical origin [79]. One
example is the concentrations of alkali metals, which can vary from around 500
mg/kg in pine sawdust to 12 000 mg/kg in straw [80]. High concentrations of
AAEMs result in low organic liquid yields and increased water production, which
can lead to liquid phase separation [38].
Except from affecting the production of pyrolysis liquids, inorganic matter in
biomass can also contribute to damage to the pyrolysis process and its equipment,
such as corrosion and reduced heat transfer rates over heat exchange surfaces [81].
Also, inorganic elements in biomass may poison catalysts in downstream treatment
of pyrolysis liquids [69].
Based on stated issues of inorganic matter in biomass for liquid production through
pyrolysis, it could be of interest to study the removal of such elements prior to
pyrolysis as well as its effect on the pyrolysis products. Inorganic matter in biomass
can be partially removed by leaching in water and/or acidic aqueous solutions [76,

35
82]. By integrating biomass demineralization pre-treatment in a pyrolysis-based
process, its sensitivity to fluctuations in the product composition due to variations in
the composition of inorganics could be reduced. Additionally, pyrolysis of biomass
with lower AAEM concentrations would increase the production of anhydrosugars
and phenolic compounds, which are promising precursors in the biochemical and
petrochemical industries [83]. One example is for production of 1st generation
biofuels, where edible feedstocks are converted into, for example, ethanol which
counteracts the SDGs specified by the United Nations [4, 84]. Furthermore, leaching
pre-treatment could promote the utilization of biomass feedstocks with higher
inorganic content as raw materials for pyrolysis processes, which today mainly
focuses on low-ash feedstocks.
Previous works investigating the pyrolysis characteristics of demineralized biomass
have observed significant differences in the liquid compositions. Inorganic acids such
as HCl, HNO3, and H2SO4 have been used as leaching agents in aqueous solutions
in biomass pre-treatments. Leaching with acidic solutions promotes the removal of
AAEMs. AAEMs are ionically bonded to the biomass structure and can be removed
by ion-exchange reactions with protons [85]. However, the use of strongly acidic
solutions may not only remove the inorganic matter but also dissolve organic volatile
matter in biomass, e.g. dissolution of hemicellulose by acidolysis [34, 86]. Also,
volatile matter in terms of hemicellulose can be dissolved by hydrolysis when treating
biomass in water or aqueous solutions at higher temperatures requiring pressurized
vessels [87]. Losses of volatile matter in biomass during leaching pre-treatment may
lead to a reduced liquid yield from the pyrolysis process, which contradicts the
efficient utilization of biomass resources and mass efficient conversion of biomass
to organic liquids. Preferably, biomass pre-treatment should be performed by
leaching of inorganic matter without dissolving significant amounts of volatile matter.
Therefore, one option could be to use weak acids such as organic acids as leaching
agents in biomass pre-treatment, which would reduce the magnitude of acidolysis.
Also, by using organic acids the risk of biomass contamination with, for example, Cl
and S caused by inorganic acids (HCl and H2SO4, respectively) is suppressed. One
alternative could be to utilize acids existing in derived pyrolysis liquids as leaching
agents in biomass pre-treatments by an internal process recycling. The conceptual
design of such a process is illustrated in Figure 14.

36
Figure 14: Conceptual process design of combined leaching pre-treatment and pyrolysis
Previous works have shown that acids can be separated from the pyrolysis vapors by
utilizing fractional condensation [88]. The concept of using wood-derived acids for
leaching pre-treatment was recently investigated by others, observing increased liquid
yields and concentration of LGA in comparison to non-treated biomass [35, 89, 90].
Furthermore, previous studies have identified the combination of leaching pre-
treatment and pyrolysis as a cost-efficient process to produce sugars and organic
liquids from lignocellulosic biomass [91]. As a continuation of these observations,
further investigations are performed in this work in order to understand the influence
of mild organic acid leaching in terms of:
The effect on biomass characteristics
The effect on liquid composition
The work performed in this study focused on leaching of inorganic elements from
the biomass structure using aqueous solutions of wood-derived acids present in the
pyrolysis liquid. The influence of treatment conditions in terms of acidity and
treatment time, the composition of derived pyrolysis liquids, and the mechanism for
leaching of different inorganic elements were investigated. Acetic acid was chosen as
a model compound for the experimental investigation, as it is the main acid found in
pyrolysis liquids derived from biomass [35, 73]. Demineralization of biomass by
leaching was performed in the experimental setup illustrated in Figure 10.
Investigation of the effect of pre-treatment on the composition of pyrolysis vapours
was performed by studying primary pyrolysis vapours in the Py-GC/MS setup
illustrated in Figure 4. Ultimate and proximate analysis as well as the thermal
decomposition by TGA was performed for non-treated and pre-treated biomass.
Pre-treatment
Dryer Pyrolyzer
Biomass Wet biomass
Dry biomass
Acidic aqueous liquid
Gas
Biocrude
Wastewater

37
4.2.2 Results and discussion
The biomass used for the study was softwood sawdust ground and sieved to the
particle size range < 125 µm. Ultimate and proximate analysis of the raw biomass
sample which was also used as reference to pre-treated samples is presented in Table
10.
Table 10: Ultimate and proximate analysis of the biomass sample (d.b.)
Proximate analysis wt%
Ash content 3.5
Volatile matter 81.4
Ultimate analysis wt%
C 50.8
O* 39.4
H 6.1
N 0.3 *Calculated by difference
Leaching pre-treatment was performed at 85 oC for 30, 60, and 90 min in acidic
aqueous solutions consisting of 5 and 10 wt% acetic acid and de-ionized water. The
temperature was based on parameter studies performed in previous works, while acid
concentrations were chosen based on acetic acid concentrations found in pyrolysis
liquids in previous works [35, 73, 88]. The ash content in pre-treated biomass is
presented in Figure 15. For leaching of inorganic matter in 5 wt% acetic acid solution,
the demineralization is positively correlated with the treatment time. For pre-
treatment performed in 10 wt% acetic acid solution, no influence of treatment time
could be observed within 30 to 90 min.

38
Figure 15: Ash content in biomass after leaching pre-treatment (d.b.)
Concentrations of inorganic elements (Si and the main AAEMs) in raw biomass as
well as from the different pre-treatment conditions are presented in Figure 16. The
trends of demineralization is similar for individual elements as for the overall ash
content reduction seen in Figure 15. This includes elements present both as minerals
(e.g. Si as SiO2), as well as covalently bonded to the organic structure and present as
metal salts (e.g. AAEMs). The non-complete removal of inorganic matter in biomass
in any of the performed pre-treatment cases is speculated to be due to the mild
treatment conditions relative to other studies [34, 86].
0
0.5
1
1.5
2
2.5
3
3.5
30 60 90
Ash
co
nte
nt
(wt%
)
Leaching time (min)
5wt% acetic acid
10wt% acetic acid

39
Figure 16: Concentrations of Si and main AAEMs in raw and pre-treated biomass
The proton concentration in the leaching liquid was measured by a pH-meter before
and after each pre-treatment case. The difference in the reduction of proton
concentration for the different pre-treatment cases is presented in Figure 17. By
correlating this data to the removal of AAEMs seen in Figure 16, the removal of
AAEMs in different acid concentrations and treatment times can be studied. For the
pre-treatment cases performed using a 5 % acetic acid solution, a positive correlation
over time between the AAEM removal in biomass and the reduction of protons in
the liquid can be seen. Firstly, these results present the chemical state of AAEMs in
biomass that is mainly present as ion-exchangeable metals covalently bonded to the
biomass structure. Secondly, these results indicate that the ion-exchange reaction is
the rate limiting step for leaching of ion-exchangeable AAEMs in 5 wt% acid solution.
Overall, the performed leaching experiments show that removal of inorganic matter
in biomass is enhanced by treatment in liquids with higher acidities.
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
Si Ca K Mg Na
Co
nce
ntr
atio
n i
n b
iom
ass
(mg/
kg)
Raw biomass
5% acid 30min
5% acid 60min
5% acid 90min
10% acid 30min
10% acid 60min
10% acid 90min

40
Figure 17: Reduction of proton concentration for different pre-treatment cases
Results of volatile matter in biomass after different pre-treatment conditions is
presented in Figure 18 on a dry ash free (DAF) basis. The results show that no
significant amounts of volatile matter was dissolved during the pre-treatment, which
has been observed in studies using leaching solutions with higher acidity [86]. This
confirms that the leaching pre-treatment was performed under relatively mild
conditions, where the total amount of pyrolysis liquid and gas is not negatively
affected by the pre-treatment, on the basis of the volatile matter in biomass.
Figure 18: Volatile matter in biomass after different pre-treatment conditions (DAF)
SEM analysis of raw and pre-treated biomass (10% acid, 90 min) was performed in
order to study the sample topography and investigate if the biomass structure is
1
1.5
2
2.5
3
3.5
30 60 90
Δ[H
+]
(mo
l/m
3)
Leaching time (min)
5% acetic acid 10% acetic acid
0
10
20
30
40
50
60
70
80
90
100
Vo
lati
le m
atte
r (w
t%)
Raw biomass
5% acid 30min
5% acid 90min
10% acid 30min
10% acid 90min

41
visually affected by the treatment in acidic aqueous solutions. Raw biomass was
compared to biomass pre-treated at the most severe conditions. SEM images are
presented in Figure 19 and 20 with magnification x150 and x1000, respectively. No
significant difference on the biomass structure between raw and pre-treated biomass
could visually be observed.
Figure 19: SEM images of raw (left) and pre-treated biomass (right) (magnification x150)
Figure 20: SEM images of raw (left) and pre-treated biomass (right) (magnification x1000)
The composition of primary pyrolysis products of raw and pre-treated biomass
where qualitatively analyzed by using Py-GC/MS. The results are presented in Figure
21 as the relative peak area distribution of different compound groups. All pre-
treated samples present a significantly different compositions of pyrolysis products
compared to raw biomass. Derivatives originating from cellulose and hemicellulose
presents a clear shift towards sugars and anhydrosugars (e.g. LGA) for pre-treated
biomass at the same time as smaller compounds such as carbonyls (e.g. aldehydes
and ketones), acids, furans, and alcohols are suppressed. This observation correlates
well with previous observations on the influence of AAEMs during the thermal
decomposition of biomass [76], where cellulose was synthetically impregnated with
metal salts prior to pyrolysis. However, the relative area of sugars and sugar
derivatives in this study increased with the treatment time for pre-treatment

42
performed in 10 wt% acetic acid solutions, where no clear reduction in AAEM
concentration could be observed over time during 30 to 90 minutes of treatment.
Therefore, the differences observed regarding the influence of AAEMs might
depend on the chemical state of AAEMs when comparing raw biomass after
demineralization with biomass constituents synthetically impregnated with metals.
Figure 21: Relative peak area of different compound groups derived from Py-GC/MS
Further details on the experimental study is available in Supplement I.
0
10
20
30
40
50
60
70
80
90
100
Raw biomass 5% acid30min
5% acid30min
5% acid60min
5% acid90min
10% acid30min
10% acid60min
Rel
ativ
e co
mp
osi
tio
n (
area
%)
Acids
Alcohols
Aldehydes
Amides &AminesCarboxylates
Furans
Ketones
Phenols
Sugars and sugarderivativesThiols
Unknowns

43
4.2.3 Summary
Significant amounts of inorganic matter in biomass can be removed by mild
leaching using organic acids at similar concentrations as in the pyrolysis liquid
Correlations between AAEM removal from biomass and ion-exchange
reactions with protons was identified
No significant effect of the leaching pre-treatment on the biomass structure
and its volatile matter was observed, which confirms mild conditions of pre-
treatment
Demineralized biomass results in significantly higher production of sugars and
sugar derivatives such as LGA and suppresses the formation of smaller
molecular compounds such as carbonyls
The results suggest that the chemical state of inorganics plays an important
role in the formation of pyrolysis products, e.g. AAEMs present as metal salts
or covalently bonded to the organic structure

44
Influence of stepwise pyrolysis and treatment
temperatures on the liquid composition (Supplement II)
4.3.1 Introduction
The liquid derived from conventional pyrolysis of biomass is known as a complex
mixture of hundreds of organic compounds and water. Its diverse composition of
chemicals complicates downstream separation and upgrading of the liquid to
maximize its economic value as a feedstock for producing chemicals and fuels [46].
One way to separate pyrolysis liquids is to introduce multiple condensers
downstream the pyrolyzer, where chemical compounds are quenched based on their
boiling points [88]. Another approach is to exploit the thermochemical properties of
the biomass constituents, i.e. the devolatilization of polymeric fractions generating
certain chemical compounds at specific temperatures. This could be performed by
using several pyrolysis units in-series, where the treatment temperature increases
downstream the process. Very few works have been published that report stepwise
pyrolysis results. However, the concept was proven in previous works based on
thermogravimetry and a two-staged thermal degradation process of different
biomass feedstocks: coniferous, deciduous, and herbaceous [92]. The findings and
overall concept of the work is illustrated in Figure 22.
Figure 22: Example of a stepwise pyrolysis concept adapted from [92]
One of the main reasons for the complex composition of liquids derived from
conventional pyrolysis is the process design and the choice of pyrolysis temperature,
usually within 450 to 600 oC [93]. At such temperatures, the main part of the volatile
matter of the biomass constituents are devolatilized into condensable vapours and
non-condensable gases. Based on the different polymeric structures of the biomass
constituents, they contribute to a wide range of compounds. However, the polymeric
structures of the biomass constituents have different thermal decomposition
properties. This provides an opportunity to use pyrolysis for fractionation of less
complex liquids. Hemicellulose is the least stable constituent and commonly
decomposes in the range 220 to 315 oC, and is also the main contributor of acids and
carbonyls. Cellulose decomposes within 315 to 400 oC, while the amorphous
structure of lignin decomposes within 160 to 900 oC [51-53]. The thermal
Biomass Solid residue200 °C 300°C 400 °C100 °C
Extractives
(terpenes, lipids) Acids, furansAnhydrosugars,
hydroxymethylfurfural
500 °C
Phenols
Char
Moisture

45
decomposition of the biomass constituents is illustrated in Figure 23. Hemicellulose
and cellulose contribute to sugar derivatives such as LGA, but also furans and
carbonyls [94]. Lignin mainly contributes to oxygenated aromatic hydrocarbons such
as phenols and guaiacols [41]. Further details on chemicals derived from different
biomass constituents are presented in Table 3. By exploiting the thermal properties
of the biomass constituents and their corresponding chemical structure, the
composition of pyrolysis liquids could be controlled by varying the treatment
temperature. The concept is illustrated in Figure 24. This could result in the
production of fractionated liquids with lower complexities and suppressed rates of
aging reactions compared to liquid derived from one-step pyrolysis. In this way,
value-added chemicals could be extracted from biomass through a dry distillation
process based on pyrolysis.
Figure 23: Illustration of the thermal properties of biomass constituents. Data are adapted from [51-53]
One drawback of a stepwise pyrolysis process could be a reduced total liquid yield in
a setup of several pyrolyzers in comparison to conventional pyrolysis in one unit.
The reason is competing reactions of char formation and depolymerisation during
the thermal treatment of biomass. This was investigated in previous studies of
stepwise pyrolysis, where one-step and two-step pyrolysis processes where compared
based on the total organic liquid yield derived from each process. They found that
treating biomass at maximum 290 oC prior to the final thermal treatment stage does
not negatively affect the liquid yield derived from a stepwise treatment procedure
[95].
The behaviour of a wide range of biomass feedstocks have not been addressed in
previous studies of stepwise pyrolysis processes. The aim of this work is to evaluate
the stepwise pyrolysis concept to produce fractionated condensable liquids with
temperature-dependent compositions. PKS was used as biomass feedstock since it is
a lignin-rich material, which could be beneficial for producing renewable aromatic
hydrocarbons for the petrochemical industry [96, 97]. The study was performed in
the fixed-bed reactor illustrated in Figure 5. The process concept and investigated
treatment temperatures are illustrated in Figure 24.
Temperature of
decomposition (°C) 100 200 300 400 500 600 700 800 900
Lignin
Hemicellulose Cellulose

46
Figure 24: Illustration of the investigated process concept in the experimental work
4.3.2 Results and discussion
The experimental cases presented in Table 11 were performed on the basis of the
TGA and DTG results of PKS presented in Figure 9, including a reference case of
one-step pyrolysis at the highest temperature of 550 oC.
Table 11: Experimental cases investigated in the study
1st step (oC) 2nd step (oC)
Case 0 - 550
Case 1 200 550
Case 2 250 550
Case 3 275 550
Case 4 300 550
The product yields of the liquid and solid products from the different experimental
cases and individual pyrolysis steps are presented in Figure 25. Yields are based on
the solid treated in each case. Results show an increasing liquid yield and reducing
yield of solid residue as the pyrolysis temperature increases from 200 to 300 oC. The
yield of solid residue derived from each case at 550 oC is positively correlated with
the temperature of the first step, explained by its reduced content of volatile matter
by previous devolatilization in the first pyrolysis step. The sum of the yields of liquids
and solid residues in each case is similar to the reference test of one-step pyrolysis at
550 oC. This observation is coherent with previous works claiming that no
irreversible char forming reactions occurred in the polymeric structure at
temperatures lower than 290 oC [95].
Biomass CharT1
200-300°C
Liquid
T2
550°C
Char
Liquid
GasGas

47
Figure 25: Product yields of liquids and solids from the first and second pyrolysis step
The distribution of organic liquid and pyrolytic water in the liquid derived at each
pyrolysis step was calculated based on Karl-Fischer titration. The results are
presented in Figure 26 relative to the total liquid yield of each experimental case.
Based on these results it can be seen that both the production of organic liquid and
water increase gradually with pyrolysis temperature in the first pyrolyzer. The main
fraction of organic liquid is derived in the temperature range 250 to 300 °C. Also, at
temperatures higher than 300 °C, the production of pyrolytic water is higher relative
to the production of organic liquid.
550 200/550 250/550 275/550 300/550
0
10
20
30
40
50
60
70
80
90
100
Yie
lds
(wt%
)
Temperature (°C)
Liquid 2nd step
Liquid 1st step
Solid residue 2nd step
Solid residue 1st step

48
Figure 26: Yields of organic liquid (org liq) and water from each pyrolysis step
Figure 26 also presents relatively high yields (up to 22.6 wt%) of pyrolytic water
compared to, for example, studies using a fluidized bed pyrolyzer. This could be
explained by a lower heating rate of biomass as well as longer residence time of
vapors both in the hot gas phase of the pyrolyzer and in the fixed bed of
biomass/char [77]. Because of the relatively high water content of liquids from each
pyrolysis step, they naturally separated into two immiscible phases: aqueous phase
and non-aqueous phase [30]. In Figure 27, the yield of each phase from the different
pyrolysis steps and cases are presented. Results show that the main part of the derived
liquids is derived between 250 to 275 °C. Also, the overall results show that the main
part of the total liquid derived from PKS in the process (both in one and two-step
pyrolysis) exist as an aqueous solution of water and water-soluble organic
compounds. After treating PKS at 300 °C, only a negligible fraction of the non-
aqueous phase was produced (0.3 wt% of raw PKS).
550 200/550 250/550 275/550 300/550
0
10
20
30
40
50
Yie
lds
(wt%
)
Temperature (°C)
Water 2nd step
Water 1st step
Org liq 2nd step
Org liq 1st step

49
Figure 27: Mass fractions of liquid phases from investigated cases and pyrolysis steps
The composition of pyrolysis liquids were qualitatively analyzed by GC/MS. The
results are presented in Table 12 for each liquid phase, experimental case and
pyrolysis step. Overall, these results show the temperature dependency for the
evolution of different compound groups from the biomass structure during thermal
treatment. Also, it can be seen that the formation of compounds in the first step
reflects a reduced relative composition in the second step treatment. Regarding
compounds found in the aqueous phase, it is seen that furan production is initiated
at 250 °C at the same time as its relative composition in the second treatment is
decreased. Similar observations can be seen for ketones and sugars where an
increased temperature of the first step reduces their relative composition in the liquid
from the second treatment. These observations indicate that the summarized
chemical composition of liquids derived from the two steps might not be significantly
different compared to liquids derived from one step pyrolysis. Similar observations
has been seen in previous studies [95]. Regarding the analysis of the chemical
composition of the non-aqueous phase, lignin derivatives such as phenolics was the
dominating group of compounds.
Based on the GC/MS of pyrolysis liquids, the advantage of two-step pyrolysis to
fractionate and concentrate chemical groups is clearly seen, especially for water-
soluble chemicals. However, the process concept and conducted experiments do not
favour a complete fractionation of chemical groups, which could be explained by the
overlap of thermal decomposition temperature ranges for the different biomass
constituents.
0
10
20
30
40
50
550 200/550 250/550 275/550 300/550
Yie
lds
(wt%
)
Temperature (°C)
1st step aqueous
1st step non-aqueous
2nd step aqueous
2nd step non-aqueous

50
Table 12: Distribution of peak area from GC/MS analysis of liquids from first and second step of pyrolysis. ‘550(200)’ represents treatment at 550 °C after treatment at 200 °C
Aqueous phase 200 250 275 300 550 550(200) 550(250) 550(275) 550(300)
Acids 27.1 25.1 11.9 12.8 16.0 15.4 14.2 14.1 5.7
Alcohol - - - 0.3 0.7 0.7 0.6 - -
Aldehydes - - 0.8 0.8 0.6 0.6 - - -
Alkanes - - 1.2 0.7 1.1 1.1 1.0 - -
Furans - 18.8 8.3 7.5 6.3 6.7 4.6 0.9 4.8
Ketones - 1.8 3.5 4.0 2.4 3.5 2.9 2.0 -
N compounds 0.0 7.0 2.3 2.1 1.3 1.3 1.0 0.4 0.0
Phenolic compounds 72.9 47.3 70.8 65.9 58.0 58.1 60.2 66.8 89.5
Sugar compounds - - 1.1 6.0 13.5 12.5 15.4 15.8 -
Non-aqueous phase 200 250 275 300 550 200/550 250/550 275/550 300/550
Acids - - 2.1 - 2.3 - - - -
Furans - - 2.6 - 3.2 3.6 1.5 4.5 2.7
Phenolic compounds - 100 95.3 100 94.5 96.4 98.5 95.5 97.3
Liquids were also analyzed based on their concentration of acids, performed by TAN
titration. Results are presented in Table 13. Thermally treating biomass in the first
step results in lower acid concentrations in liquids derived in the second step at
550 °C. Also, the acid concentration in liquids derived in the second step is negatively
correlated with the temperature of the first step. The results are reflected by higher
acid concentrations in the first step, where the main part of acids are derived around
250 °C compared to the evolution of other compounds. A reduced concentration of
acids in liquids from the second step indicates that these liquids should present
reduced rate of aging reactions [47-49]. However, the derived liquids were not
experimentally evaluated based on their aging characteristics.

51
Table 13: TAN values (mg KOH/g) of liquid phases from each pyrolysis step
Liquid fraction 550 200/550 250/550 275/550 300/550
Aqueous phase 1st step - n.d. 172 171 148
Non-aqueous phase 1st step - n.d. 201 200 131
Aqueous phase 2nd step 125 129 96 21 15
Non-aqueous phase 2nd step 112 113 87 38 -
Further details on the experimental study is available in Supplement II.
4.3.3 Summary
Stepwise pyrolysis can be used to understand the thermal decomposition
properties of biomass feedstocks and the temperature dependency regarding
the evolution of different compounds
The summarized liquid yield derived in two-step pyrolysis does not
significantly differ from the liquid yield derived from one step pyrolysis
The main part of the organic liquid derived from PKS is derived between 250
to 300 °C
The evolution of certain compounds in the first step reduces their
concentration in the second step, reflecting the decomposition of the
polymeric structure of PKS
Thermally treating biomass in two separated pyrolysis units connected in-
series is a promising approach to fractionate and concentrate chemical groups,
especially water-soluble compounds. However, a complete separation of
chemicals by the two-step process design is more complicated, which could
be explained by overlapping temperature ranges of decomposition for the
different biomass constituents

52
5. Catalytic pyrolysis of biomass
Introduction
This chapter is a compilation of the work conducted in Supplements III, IV, and V.
The performed works investigate different aspects of catalytic pyrolysis of biomass
in the spectra of fundamental studies of catalyst activity and deactivation
(Supplement III), influence of the vapor composition for catalytic upgrading
(Supplement IV), and the performance of a continuous catalytic pyrolysis process
(Supplement V).
Catalytic pyrolysis of biomass can be used to enhance the technical properties of
pyrolysis liquid and to increase its economic value [54]. By letting pyrolysis vapors
pass through a heterogeneous catalyst upstream vapor quenching, their chemical
composition can be significantly reformed. However, commonly used zeolite-based
catalysts tend to rapidly deactivate due to coke formation. Metal-doping of zeolites
is a well-known approach to promote the formation of certain compounds. Little is
known about the influence of metal-doping on the catalyst deactivation, for example,
the rate of deactivation and the coke composition. Therefore, the work conducted
in Supplement III focused on identifying correlations between the catalyst activity
and the catalyst deactivation during upgrading of pyrolysis vapors from biomass.
As mentioned above, the performance of catalytic pyrolysis and the product
selectivity can be affected by changing the properties of the catalyst. Another
approach could be to adjust the process conditions of catalytic vapor reforming, e.g.
temperature, vapor residence time and gaseous atmosphere in the pyrolyzer. In the
work conducted in Supplement IV, the influence of adjusting the composition of
pyrolysis vapors from biomass for catalytic upgrading was investigated by comparing
pre-treated and non-treated biomass. Also, the influence of reactor temperature as
well as the process design for in-situ catalytic pyrolysis were investigated, comparing
in-bed and ex-bed setups.
In the final Supplement of this thesis, an experimental lab-scale setup for catalytic
fast pyrolysis and continuous production of pyrolysis liquid was evaluated. The setup
included a fluidized bed-pyrolyzer and a catalytic fixed bed-reactor. The work
conducted in Supplement V investigated the capacity and performance of the setup
for producing upgraded pyrolysis liquid.
In this chapter, these three individual studies are further presented in sub-chapters
5.2, 5.3, and 5.4, respectively.

53
Influence of metal-doping on catalyst activity and
catalyst deactivation (Supplement III)
5.2.1 Introduction
Catalytic pyrolysis is a promising route to produce high-value liquid products from
biomass. One drawback of using zeolite-based catalysts in catalytic pyrolysis of
biomass is their severe deactivation characteristics in terms of coke formation during
vapor upgrading. Catalyst coke typically consists of large compounds formed within
the porous structure that due to the shape selectivity of the catalyst cause pore
blockage. The outer surface of the catalyst can be coked by, for example,
accumulation of heavy compounds. Coke formation on the catalyst surface can occur
through, for example, aromatization and polymerization reactions. Overall, catalyst
deactivation by coking leads to a decreasement of the reactive surface area which
reduces the catalytic activity in terms of upgrading capacity and the catalyst’s life-
time [98-101]. However, the catalyst can be regenerated by combustion of the coke
[102]. Unfavourably, the generation of local higher temperatures in the catalyst bed
during regeneration, known as ‘hot spots’, may permanently damage the catalyst by,
for example, sintering and dealumination [98, 103, 104]. The coke characteristics
such as its composition and content on the catalyst may therefore influence the
magnitude of such irreversible catalyst deactivations. Therefore, catalyst deactivation
by coking is an important parameter to consider when developing catalysts for
industrial processes, where the catalyst should present an adequate performance for
upgrading pyrolysis vapors but also a low deactivation rate. The study of catalytic
properties both in terms of vapor upgrading and deactivation characteristics are
considered as interesting approaches when evaluating different materials to be used
as catalysts in future processes for producing renewable feedstocks through catalytic
pyrolysis.
By impregnating zeolites with different elements, e.g. transition metals, the catalyst’s
selectivity towards certain compounds can be promoted [105-107]. However,
research on the dopants’ effects on coke formation on catalysts during catalytic
pyrolysis of biomass has been sparsely published, e.g. the rate of coking and the coke
composition. Therefore, this work focused on comparing the properties of different
catalysts to study the catalyst activity and the catalyst deactivation in parallel. HZSM-
5 was used as a supporting catalyst structure and compared as a reference material to
metal-doped zeolites. The metals used for doping of HZSM-5 were Fe and Ni,
investigated as single and co-doped zeolite catalysts. Fe and Ni were chosen based
on their interesting characteristics seen in previous works, but also for their

54
availability, relatively low cost, and relatively low environmental impact compared to
other metals commonly used in heterogeneous catalysis [55, 108-112]. In this
experimental study, the characteristics of upgraded vapors and catalyst coke were
investigated aiming to identify connections between catalyst activity and deactivation
in the upgrading of pyrolysis vapors over different catalysts. This is illustrated in
Figure 28.
Figure 28: Illustration of catalytic pyrolysis, its products and the focus of this study
In previous studies, impregnation of Ni has resulted in several advantages such as
promoting the aromatization reactions and the formation of phenolic compounds,
but also to suppress the production of polycyclic aromatic hydrocarbons (PAHs) as
well as water. Ni is also known for promoting hydrogen transfer reactions, e.g. the
water gas shift reaction [60, 64, 113, 114].
Metal-impregnation of Fe in the HZSM-5 structure has been found to promote the
formation of monocyclic aromatic hydrocarbons (MAHs) and naphthalenes but also
to suppress the production of PAHs and phenolic compounds [55, 108, 115, 116].
In the experimental work performed, the catalysts were prepared, characterized and
experimentally evaluated in the fixed-bed pyrolyzer illustrated in Figure 5. Thereafter,
the pyrolysis products were characterized, including the coke formed on the catalysts.
5.2.2 Results and discussion
The mass balance results for catalytic pyrolysis over the different catalysts are
presented in Figure 29, varying between 98.1-101.3 wt%. HZSM-5 presents higher
organic liquid yield and lower gas yield compared to metal-doped catalysts, i.e. a
lower cracking performance of the catalyst. Ni-doping results in the highest catalytic
cracking performance, whereas Fe/ZSM-5 gives the highest organic liquid yield of
metal-doped catalysts. FeNi/ZSM-5, with the highest metal loading, does not present
any clear difference on yield basis compared to Fe/ZSM-5 and Ni/ZSM-5. The
reduced liquid yields for metal-impregnated catalysts can be explained by their
Permanent gas
Upgraded vapors
Catalyst coke
Catalytic
upgrading of
pyrolysis
vapors

55
catalytic properties but also on the increased surface acidity of the catalysts, seen in
Figure 13 [65]. Additionally, the increased catalytic activity of metal-doped catalysts
can be correlated to their increased catalyst coke yield.
Figure 29: Mass balance of investigated catalysts relative to biomass input mass (d.b.)
Results from KF-titration as well as TAN-titration of derived liquids are presented
in Table 14, and show a significant increase in the water concentration when using
metal-doped catalysts. Also, metal-doping results in reduced concentrations of acids
in derived liquids. Interestingly, Fe-doping gives the lowest TAN value as well as the
lowest water content.
Table 14: TAN (mg KOH/g, d.b.) and water content of derived liquids
Liquid characteristics HZSM-5 Ni/ZSM-5 Fe/ZSM-5 FeNi/ZSM-5
TAN (d.b.) 130.0±2.1 115.9±3.9 88.0±1.0 90.0±0.9
Water content (wt%) 67.8±0.2 81.2±0.1 73.5±0.3 82.3±0.2
Results of GC/MS analysis of derived liquids are presented in Table 15, and show a
significant impact of metal-doping for the promoting of certain chemical reaction
pathways during catalytic upgradings of pyrolysis vapors. As expected based on
previous works, impregnation of Fe and Ni promotes the selectivity towards
aromatic hydrocarbons [55, 60]. Fluorenes and PAHs (hereby defined as polycyclic
23.3 23.6 23.5 24.1
20.3
33.1 30.934.5
34.6
29.229.2
29.9
16.46.7 10.5
6.4
3.5 5.87.2 6.2
0
10
20
30
40
50
60
70
80
90
100
HZSM-5 Ni/ZSM-5 Fe/ZSM-5 FeNi/ZSM-5
Mas
s yie
ld (
wt%
)
Catalyst coke Organic liquid Water Gas Char

56
aromatic hydrocarbons with more than two aromatic rings) are suppressed for all
metal-doped catalysts whereas MAHs and naphthalenes are promoted. Fe mainly
promotes the formation of MAHs but limits their polymerization reactions,
reflecting previous observations [108]. Ni however promotes MAHs and
naphthalenes, i.e. enhances aromatization reactions. FeNi/ZSM-5 reflects the
combined effects of both metals where the promotion of MAHs and naphthalenes
are further enhanced.
Table 15: GC/MS analysis results of liquids (peak area %)
HZSM-5 Ni/ZSM-5 Fe/ZSM-5 FeNi/ZSM-5
MAHs 6.5 15.3 27.0 28.5 Fluorenes 3.4 1.3 1.7 1.8 Naphthalenes 36.8 46.3 39.5 48.3 PAHs 12.3 4.5 2.7 4.2
Aromatic hydrocarbons 59.0 67.4 70.9 82.8
Acids 2.7 1.0 0.5 0.8 Alcohols 1.5 0.9 0.4 0.3 Aldehydes 3.2 0.8 0.4 0.1 Ester 0.2 0.1 0.0 0.0 Furans 1.1 2.8 1.9 1.3 Ketones 2.3 2.6 1.7 0.5 N compounds 1.5 0.6 0.4 0.3 Phenols 22.8 20.9 21.9 12.4 Unknowns 5.8 3.0 1.9 1.5
Other Compounds 41.0 32.6 29.1 17.2
Moving on to the analysis of compounds found in the catalyst coke, presented in
Table 16, the results can be seen to overall correlate with the trends of catalytic
activities seen in the GC/MS analysis of upgraded liquids. Some examples are: (1)
Fe/ZSM-5 presenting an increased concentration of MAHs in both fractions, (2)
Ni/ZSM-5 presenting increased concentration of naphthalenes, and (3) a reduced
concentration of fluorenes for all metal-doped zeolites. These observations indicate
that the composition of coke is influenced by the choice of catalyst.
Metal-doped catalysts present higher concentrations of aromatic hydrocarbons in the
coke. Also, they present an increased selectivity towards PAHs which is consistent
with their increased coke yield compared to HZSM-5 [115]. However, metal-doped
catalysts show a suppression in the concentration of fluorenes in derived coke. Ni
and FeNi-doping give higher concentrations of MAHs, naphthalenes, and PAHs in
the coke compared to HZSM-5, while Fe results in higher concentrations of MAHs
and naphthalenes. Except for the results presenting direct similarities between coke
and liquid compositions, the results also indicate a chemical reaction pathway
influenced by metal-doping. The increased concentration of naphthalenes and

57
suppression of fluorenes in both liquids and coke for metal-doped catalysts suggests
that polymerization reactions of MAHs are affected by the presence of metals, i.e.
metal-doping promotes polymerization of MAHs via sp2 hybridized carbon atoms.
This is illustrated in Figure 30 in terms of a suggested overall reaction pathway.
Investigations of more complex reaction mechanisms for the polymerization of
MAHs over metal-doped zeolites are left for future studies.
Table 16: GC/MS analysis of extracted coke (peak area %)
HZSM-5 Ni/ZSM-5 Fe/ZSM-5 FeNi/ZSM-5
MAHs 0.4 1.3 1.8 0.9
Fluorenes 11.2 6.9 6.5 7.1
Naphthalenes 8.9 16.0 21.1 13.6
PAHs 34.5 44.8 33.9 40.5
Aromatic hydrocarbons 55.0 69.0 63.3 62.1
Acids 8.7 6.1 6.8 8.0
Alcohols 10.3 4.8 5.6 4.3
Aldehydes 0.3 0.9 1.6 1.1
Alkanes 4.8 3.3 4.8 6.9
Alkenes 0.1 0.1 0.3 0.2
Ester 1.7 0.8 1.5 1.6
Furans 2.2 1.4 1.4 1.4
Ketones 7.8 4.3 4.5 5.4
N compounds 2.7 2.7 2.4 2.0
Phenols 4.9 3.8 4.8 4.8
Unknowns 1.5 2.8 3.0 2.2
Other Compounds 45.0 31.0 36.7 37.9
Figure 30: Suggested reaction for polymerization of MAHs over HZSM-5 based catalysts with/without metal-doping
Results of TGA of spent catalysts are presented in Figure 31 and show an increased
coke formation on metal-doped catalysts which can be associated with their

58
increased acid site concentration presented in Figure 13 [64, 117]. Among
investigated catalysts, Fe-doping results in the highest coke yield followed by the
FeNi-doped catalyst. Interestingly, the strength of acid sites (seen in Figure 13)
correlates with the coke yield for the different catalysts.
The co-doped catalyst gives the highest concentration of aromatic hydrocarbons
followed by Fe/ZSM-5. However, co-doping gives a lower coke yield than Fe-doping.
Additionally, no trends between the promotion of certain compounds and the
magnitude of coke formation could be observed. Based on this, the results indicate
that a catalyst’s high activity for aromatization of pyrolysis vapors does not result in
a high coke formation. Instead, catalyst coking seems to depend on the acid site
strength and the characteristics of metals impregnated in the zeolitic structure.
TGA results also show the effect of regeneration temperature for the different
catalysts. This could be explained by a catalytic effect of metals during the
combustion of the carbonaceous solid coke [118]. A lower temperature needed for
catalyst regeneration could reduce the strain on the catalyst and the risk of irreversible
deactivation during regeneration [119]. However, this investigation is left for further
studies.
Figure 31: TGA results of spent catalysts
Further details on the experimental study is available in Supplement III.
90
92
94
96
98
100
250 300 350 400 450 500 550 600 650 700
No
rmal
ized
sam
ple
wei
ght
(wt%
)
Temperature (°C)
HZSM-5
Ni/ZSM-5
FeNi/ZSM-5
Fe/ZSM-5

59
5.2.3 Summary
The composition of coke formed on zeolite catalysts during upgrading of
pyrolysis vapors overall reflect the catalysts’ activity
Metal-doping promotes the aromatization of biomass vapors as well as
increased catalyst deactivation in catalytic pyrolysis
The deactivation rate of metal-doped catalysts is correlated with the
concentration and strength of acid sites. The coke yield was seen to depend
on the strength of acid sites
Co-doped FeNi/ZSM-5 presents multifunctional characteristics reflecting the
activity of Fe and Ni-doped catalysts, respectively
Metal-doping influences the temperature for catalyst regeneration

60
Figure 32: Graphical abstract and summary of results from the conducted study
HZSM-5 Ni/ZSM-5 FeNi/ZSM-5 Fe/ZSM-5
Strength of acid sites

61
Catalytic pyrolysis of demineralized biomass
(Supplement IV)
This study is a continuation of the work presented in Supplement I and section 4.2.
5.3.1 Introduction
As presented and discussed in Supplement I and section 4.2, demineralization of
biomass has a significant impact on the composition of primary pyrolysis vapors.
Pre-treating biomass in organic acids existing in the pyrolysis liquid can significantly
reduce the ash content without reducing the volatile matter of biomass. The lower
concentration of AAEMs in biomass increases the formation of larger organic
compounds such as sugars and anhydrosugars, e.g. LGA [33]. Liquid derived from
pyrolysis of biomass is commonly known for its complex organic composition and
high content of oxygen, resulting in a complicated feedstock for downstream refining,
a low heating value etc. Catalytic pyrolysis can be used to homogenize the liquid
composition and promote its similarities to fossil crude oil. The concept of
catalytically upgrading pyrolysis vapors prior to quenching has been widely studied,
mainly by screening different catalysts used in the petrochemical industry for
cracking, aromatization, deoxygenation etc. HZSM-5 has gained much attention for
its suitable properties for converting lignocellulosic biomass and biomass model
compounds, e.g. glucose, into aromatic hydrocarbons [59, 61]. Different technical
pathways has been investigated to increase the conversion of biomass into aromatic
hydrocarbons, e.g. temperature of catalytic pyrolysis, and metal-doping of catalysts
[58, 107, 120]. However, research on the influence of the composition of the vapor
stream prior to catalytic upgrading has been sparsely published. Pyrolysis of
demineralized biomass results in enhanced concentrations of anhydrosugars among
derived products. This means that vapors from demineralized biomass are more
similar to vapors from pyrolysis of glucose, which has been used as a model
compound for biomass when screening different catalytic materials [121]. The
theoretical shift of vapor composition due to biomass pre-treatment is illustrated in
Figure 33.

62
Figure 33: Illustration of the theoretical shift of the pyrolysis vapor composition from pre-treated biomass
Additionally, the composition of vapors derived from demineralized biomass is less
complex compared to raw biomass, which should be preferable in the upgrading over
one catalyst. Biomass demineralization could also reduce catalyst poisoning caused
by alkali metals during catalytic upgrading of biomass vapors [69]. This study
combines biomass demineralization pre-treatment and catalytic pyrolysis, which is
illustrated in a conceptual process scheme in Figure 34.
This work investigates catalytic and non-catalytic pyrolysis of demineralized biomass
in comparison to raw biomass. Softwood sawdust was experimentally demineralized
based on findings in Supplement I. Pre-treatment was performed in the setup
illustrated in Figure 11. Pyrolysis and catalytic pyrolysis were performed by Py-
GC/MS and in the bench-scale pyrolyzer illustrated in Figure 4 and 5. This allowed
studying the influence of pyrolysis temperature, the composition of primary and
secondary vapors and their upgrading characteristics over HZSM-5. Thermal
treatment was conducted at 400, 500, and 600 °C.
Figure 34: Illustration of a conceptual process for combined biomass pre-treatment and catalytic pyrolysis
Sugar
pyrolysis
vapors
Demineralized
biomass pyrolysis
vaporsBiomass
pyrolysis
vapors
Pre-treatment
Dryer Catalytic
pyrolysis
Dry biomass
Condenser Condenser
Air
Heated air
Carrier gas
Biomass Wet biomass
Wastewater
Permanent gases
Acidic aqueous liquid
Biocrude

63
5.3.2 Results and discussion
Biomass was pre-treated according to findings in Supplement I. A 10 wt% acetic acid
aqueous solution was used for leaching at 85 °C for 30 min. Results of biomass pre-
treatment are presented in Table 17 and show a 76 % ash content removal without
any loss of volatile matter. The pre-treatment mainly removed AAEMs in
comparison to transition metals. Further discussion of leaching pre-treatment is
presented in section 4.2 and in Supplement I.
Table 17: Ultimate and proximate analysis of raw and demineralized biomass (d.b.)
Raw Pre-treated Raw Pre-treated
Ash content (wt%) 0.21 0.05 Ca (mg/kg) 349 <30
Volatile matter (wt%) 84.4 86.3 K (mg/kg) 242 <100
C (wt%) 50.7 50.9 Mg (mg/kg) 51.6 <10
H (wt%) 6.0 6.5 Mn (mg/kg) 42.4 0.88
N (wt%) <0.1 <0.1 Fe (mg/kg) 7.97 4.95
O* (wt%) 43.0* 42.5* Al (mg/kg) 5.24 4.34 *Calculated by difference
The mass balance of the catalytic and non-catalytic pyrolysis experiments performed
in the bench-scale setup are presented in Figure 35. Overall, pre-treated biomass
presents significantly different pyrolysis characteristics compared to raw biomass. In
non-catalytic pyrolysis, pre-treated biomass results in higher organic liquid yield at
the higher pyrolysis temperatures. Largest difference in liquid yield between pre-
treated and raw biomass is observed at 600 °C, where the organic liquid yield is 33 %
higher for pre-treated biomass. The higher liquid yields observed for pre-treated
biomass can be explained by its lower AAEM concentration resulting in supressed
cracking of pyrolysis vapors into gas and water [122]. Pre-treated biomass also
presents a lower char yield at higher temperatures, which also correlates with the
reduced AAEM concentration by the suppression of char-forming reactions [123].
Also, the increased organic liquid yield and lower char yields at higher pyrolysis
temperatures could be associated with the increased temperature gradients during
biomass heating.
In catalytic pyrolysis, a reduced catalyst coking was observed with increasing
temperature which is in accordance with previous studies [120]. The slightly higher
catalyst coking for pre-treated biomass is associated with its increased catalytic
conversion of pyrolysis vapors, which is further discussed below together with Figure
39.

64
Figure 35: Mass balance of performed experimental cases. P.t. refers to pre-treated
*Gas yield, calculated by difference
Moving on to the composition of pyrolysis vapors derived from raw and pre-treated
biomass, characteristic organic compounds from the different biomass samples were
chosen for comparison. Acetic acid, furfural, and LGA are the main acid, aldehyde,
and anhydrosugar found in pyrolysis liquids and are derived from the holocellulosic
structure [46]. Furan was also chosen since it is a known derivative from
decomposition of LGA and commonly used as a model compound in catalytic
pyrolysis studies [124, 125]. Guaiacol is one of the main phenolic compounds derived
from lignin [126].
Figure 36 presents the results of Py-GC/MS analysis at 400, 500, and 600 °C. In
accordance with observations in previous studies and in Supplement I, pre-treated
biomass gives a significantly reduced production of acetic acid and an increased
production of LGA at higher temperatures. The concentration of furfural does not
present any significant difference between raw and pre-treated biomass. However,
the production of guaiacol is significantly reduced for pre-treated biomass which
confirms the influence of leaching on the lignin decomposition [35].
The overall increase in product concentrations with pyrolysis temperature should be
attributed to the short time of heating and exposure to the pyrolysis temperature in
the Py-GC/MS setup. Therefore, the results presented in Figure 36 also reflects the
thermal stability of the biomass constituents under different temperature conditions.
30.224.8
20.4
32.9
21.316.3
3224.4 20.4
32.422.2
16.5
11.114.7 27
14.4
17.122.2
1422.4 30
12
15.937
21.4 22.6
21.4 21.6
20.7 20
33.7 31.633.5
32.5
32.5
32.1
37.3 37.931.2 31.1
40.9 41.5
10.5 15.812.2
12.9 23.7
8.2
9.8 5.8 3.910.2
5.7 6.2
0
20
40
60
80
100
Raw 400 Raw 500 Raw 600 P.t. 400 P.t. 500 P.t. 600 Raw cat400
Raw cat500
Raw cat600
P.t. cat400
P.t. cat500
P.t. cat600
Yie
lds
(wt%
)Coke Organic liquid Pyrolytic water Gas* Char

65
Figure 36: Py-GC/MS results of non-catalytic pyrolysis
The results of GC/MS analysis of liquids derived from non-catalytic pyrolysis in the
bench-scale pyrolyzer are presented in Figure 37. Firstly, the DCM (internal standard)
results present uniform peak area results for the different liquids analyzed, which
confirms an even dilution and sample injection in the GC/MS analysis. Compared
to Py-GC/MS results, the bench-scale tests are performed at a lower heating rate and
longer treatment time, allowing complete biomass devolatilization. Similar to Py-
GC/MS results, pre-treated biomass gives a reduced concentration of acetic acid
between 26 to 63 % compared to raw biomass at all temperatures investigated. Pre-
treated biomass also shows a suppression of furan, which can be linked with a
reduced decomposition of anhydrosugars in the biomass structure with a lower
AAEM concentration in biomass [127, 128]. Similar observations of a reduced
guaiacol concentration in derived vapors was observed as for Py-GC/MS results and
in previous studies performed in a fluidized bed [35]. The concentration of LGA was
between 173 to 208 % higher for pre-treated biomass at all temperatures. When the
pyrolysis temperature increases, the rate of secondary reactions among pyrolysis
0
2E+09
4E+09
6E+09
8E+09
1E+10
1.2E+10
1.4E+10
1.6E+10
1.8E+10
2E+10
400 500 600
Det
ecte
d p
eak a
rea/
sam
ple
mas
s
Temperature (°C)
Acetic acid
Raw Pre-treated
0
2E+09
4E+09
6E+09
8E+09
1E+10
1.2E+10
1.4E+10
1.6E+10
1.8E+10
2E+10
400 500 600
Det
ecte
d p
eak a
rea/
sam
ple
mas
s
Temperature (°C)
Furfural
Raw Pre-treated
0
5E+09
1E+10
1.5E+10
2E+10
2.5E+10
3E+10
3.5E+10
400 500 600
Det
ecte
d p
eak a
rea/
sam
ple
mas
s
Temperature (°C)
2-methoxyphenol
Raw Pre-treated
0
5E+10
1E+11
1.5E+11
2E+11
2.5E+11
3E+11
3.5E+11
400 500 600
Det
ecte
d p
eak a
rea/
sam
ple
mas
s
Temperature (°C)
Levoglucosan
Raw Pre-treated

66
vapors is increased where LGA decompose/reacts, e.g. by thermal cracking or
repolymerization [129]. This can explain the reduced concentration of LGA at
600 °C for pre-treated biomass. By comparing the results from bench-scale
experiments and Py-GC/MS the significance of such secondary reactions is seen. In
Py-GC/MS, primary pyrolysis vapors can be studied whereas the bench-scale
pyrolysis includes secondary vapors. Additionally, the results overall indicate the
influence of AAEMs in the biomass structure in terms of the composition of derived
liquids.
Figure 37: GC/MS results from non-catalytic pyrolysis in bench-scale setup
0.0E+00
5.0E+05
1.0E+06
1.5E+06
2.0E+06
2.5E+06
3.0E+06
400 500 600
Det
ecte
d p
eak a
rea
Temperature (°C)
Acetic acid
Raw Pre-treated
0.0E+00
1.0E+05
2.0E+05
3.0E+05
4.0E+05
5.0E+05
6.0E+05
7.0E+05
8.0E+05
400 500 600
Det
ecte
d p
eak a
rea
Temperature (°C)
Furan
Raw Pre-treated
0.0E+00
5.0E+05
1.0E+06
1.5E+06
2.0E+06
2.5E+06
3.0E+06
400 500 600
Det
ecte
d p
eak a
rea
Temperature (°C)
Furfural
Raw Pre-treated
0.0E+00
1.0E+06
2.0E+06
3.0E+06
4.0E+06
5.0E+06
6.0E+06
400 500 600
Det
ecte
d p
eak a
rea
Temperature (°C)
2-methoxyphenol
Raw Pre-treated
0.0E+00
5.0E+06
1.0E+07
1.5E+07
2.0E+07
2.5E+07
3.0E+07
400 500 600
Det
ecte
d p
eak a
rea
Temperature (°C)
Levoglucosan
Raw Pre-treated
0.0E+00
5.0E+06
1.0E+07
1.5E+07
2.0E+07
2.5E+07
3.0E+07
400 500 600
Det
ecte
d p
eak a
rea
Temperature (°C)
Dichloromethane
Raw Pre-treated

67
For the composition of liquids from catalytic pyrolysis of biomass, characteristic one
and two-ringed aromatic hydrocarbons were chosen since they are the main products
of interest when upgrading pyrolysis vapors over HZSM-5 [59, 130]. Examples are
benzene, toluene and xylenes (BTX), and 2-methylnaphthalene.
The results of catalytic pyrolysis in Py-GC/MS, i.e. in-bed catalytic pyrolysis, are
presented in Figure 38. In these experiments, biomass and catalyst were pre-mixed
followed by thermal treatment in the Pyrola2000 unit. At all temperatures, raw
biomass gives higher yields of aromatic hydrocarbons compared to pre-treated
biomass, especially at higher temperatures. The influence of temperature on the
catalytic pyrolysis of raw biomass shows similar trends as seen in previous studies
[120]. Reasons why pre-treated biomass results in lower selectivity towards aromatic
hydrocarbons can be studied by correlating the results to observations from non-
catalytic pyrolysis in the Py-GC/MS setup. Primary pyrolysis vapors from
demineralized biomass includes significantly higher fractions of anhydrosugars
compared to raw biomass, especially LGA. The kinetic diameter of LGA is 6.7 Å,
which does not match the shape selectivity of the narrow porous structure of HZSM-
5 with a pore diameter range 5.5-5.6 Å. This limits the catalytic upgrading of primary
pyrolysis vapors from pre-treated biomass. However, the primary pyrolysis vapors
from raw biomass present higher concentrations of smaller organic compounds due
to its higher concentration of AAEMs, which are suitable to enter the porous
structure of HZSM-5 and can therefore undergo catalytic reactions such as
aromatization and deoxygenation [59].

68
Figure 38: Py-GC/MS results of catalytic pyrolysis
Results of catalytic pyrolysis performed in the bench-scale facility, i.e. ex-bed catalytic
pyrolysis, are presented in Figure 39. As for the comparison of the results from
bench-scale and Py-GC/MS analysis of non-catalytic pyrolysis, the results are
significantly different from catalytic pyrolysis in Py-GC/MS. At lower pyrolysis
temperatures, raw biomass gives higher concentrations of BTX compounds
compared to pre-treated biomass. However, as the temperature increases the
production of such compounds is enhanced for upgrading of vapors from the pre-
treated biomass. For catalytic pyrolysis at 600 °C, pre-treated biomass gives a higher
0
1E+09
2E+09
3E+09
4E+09
5E+09
6E+09
7E+09
8E+09
9E+09
1E+10
400 500 600
Det
ecte
d p
eak a
rea/
sam
ple
mas
s
Temperature (°C)
Benzene
Raw Pre-treated
0
5E+09
1E+10
1.5E+10
2E+10
2.5E+10
3E+10
400 500 600
Det
ecte
d p
eak a
rea/
sam
ple
mas
s
Temperature (°C)
Toluene
Raw Pre-treated
0
5E+09
1E+10
1.5E+10
2E+10
2.5E+10
3E+10
400 500 600
Det
ecte
d p
eak a
rea/
sam
ple
mas
s
Temperature (°C)
p-Xylene
Raw Pre-treated
0.0E+00
2.0E+08
4.0E+08
6.0E+08
8.0E+08
1.0E+09
1.2E+09
1.4E+09
1.6E+09
400 500 600
Det
ecte
d p
eak a
rea/
sam
ple
mas
s
Temperature (°C)
1,2,3-trimethylbenzene
Raw Pre-treated
0
1E+09
2E+09
3E+09
4E+09
5E+09
6E+09
7E+09
8E+09
9E+09
400 500 600
Det
ecte
d p
eak a
rea/
sam
ple
mas
s
Temperature (°C)
2-methylnaphthalene
Raw Pre-treated

69
selectivity towards BTX and two-ringed aromatic hydrocarbons than raw biomass.
By comparing these results to in-bed catalytic pyrolysis experiments performed in
Py-GC/MS, it can be clearly seen that the pyrolysis vapors’ exposure to a hot vapor
phase and the occurrence of secondary vapor reactions prior to catalytic upgrading
over HZSM-5 play a significant role in the performance of catalytic pyrolysis. A
higher pyrolysis temperature increases the heating rate of biomass in the
experimental facility as well as the rates of secondary vapor-phase reactions. At
600 °C, the vapor composition of biomass from pre-treated biomass gives higher
concentrations of aromatic hydrocarbons compared to raw biomass when upgraded
over HZSM-5. Also, an increased catalytic conversion is indicated by a higher
magnitude of catalyst coking presented in Figure 35.
Based on the results of catalytic pyrolysis of biomass over zeolites, the composition
of vapors prior to catalytic upgrading has a significant impact on the performance of
catalytic conversion into aromatic hydrocarbons. Furthermore, both the presence of
AAEMs and the occurrence of secondary reactions in the vapor phase significantly
influence the catalytic upgrading of pyrolysis vapors and the biomass-to-aromatics
conversion. Therefore, derivatives originating from secondary reactions of
anhydrosugars should have a significant role in the conversion of biomass pyrolysis
vapors over HZSM-5.

70
Figure 39: GC/MS results from catalytic pyrolysis in bench-scale setup
TAN results of pyrolysis liquids from bench-scale experiments are presented in Table
18. The reduced TAN values with increasing temperature of non-catalytic pyrolysis
can be explained by the thermal decomposition properties of biomass, further
discussed in Chapter 5.3 and Supplement II. Also, pre-treated biomass presents
lower TAN values than raw biomass, which correlates with previous observations in
the analysis of the organic vapor compositions.
0.0E+00
1.0E+06
2.0E+06
3.0E+06
4.0E+06
5.0E+06
6.0E+06
7.0E+06
8.0E+06
9.0E+06
400 500 600
Det
ecte
d p
eak a
rea
Temperature (°C)
Benzene
Raw Pre-treated
0.0E+00
2.0E+07
4.0E+07
6.0E+07
8.0E+07
1.0E+08
1.2E+08
400 500 600
Det
ecte
d p
eak a
rea
Temperature (°C)
Toluene
Raw Pre-treated
0.E+0
1.E+7
2.E+7
3.E+7
4.E+7
5.E+7
6.E+7
7.E+7
8.E+7
9.E+7
400 500 600
Det
ecte
d p
eak a
rea
Temperature (°C)
p-Xylene
Raw Pre-treated
0.E+0
1.E+7
2.E+7
3.E+7
4.E+7
5.E+7
6.E+7
7.E+7
8.E+7
9.E+7
400 500 600
Det
ecte
d p
eak a
rea
Temperature (°C)
2-methylnaphthalene
Raw Pre-treated
0.E+0
2.E+6
4.E+6
6.E+6
8.E+6
1.E+7
1.E+7
400 500 600
Det
ecte
d p
eak a
rea
Temperature (°C)
Anthracene
Raw Pre-treated
0.0E+00
2.0E+06
4.0E+06
6.0E+06
8.0E+06
1.0E+07
1.2E+07
1.4E+07
1.6E+07
1.8E+07
400 500 600
Det
ecte
d p
eak a
rea
Temperature (°C)
Dichloromethane
Raw Pre-treated

71
Catalytic pyrolysis of vapors significantly influences the magnitude of TAN values
for the derived products, where the most significant reduction is observed at 600 °C
for pre-treated biomass. However, no clear trend based on pyrolysis temperature was
observed.
Table 18: TAN results of liquids from tests performed in fixed-bed pyrolyzer
400 500 600
Raw Pre-treated Raw Pre-treated Raw Pre-treated
Non-catalytic 139.6 ± 1.1 109.2 ± 1.9 112.5 ± 1.1 80.8 ± 2.1 91.6 ± 0.9 70.4 ± 0.6
Catalytic 182.4 ± 1.7 140.0 ± 2.7 96.8 ± 1.7 83.7 ± 0.3 104.8 ± 2.4 41.9 ± 2.5
Further details on the experimental study is available in Supplement IV.
5.3.3 Summary
Pre-treated biomass with lower concentration of AAEMs presents increased
organic liquid yield with altering organic composition compared to raw
biomass, as well as a decreased char yield
In-bed catalytic pyrolysis in Py-GC/MS of pre-treated biomass presents
limited performance which is explained by the small and narrow pore size-
distribution of HZSM-5 compared to the kinetic diameters of pyrolysis vapors
Ex-bed catalytic pyrolysis of pre-treated biomass in a bench-scale pyrolyzer
gives an increased production of aromatic hydrocarbons at higher
temperatures in comparison to raw biomass. This is explained by a favorable
composition of organic vapors after secondary reactions in the vapor phase

72
Ex-situ catalytic fast pyrolysis of biomass (Supplement
V)
5.4.1 Introduction
Catalytic fast pyrolysis (CFP) is a promising technical route to convert biomass into
renewable substitutes for utilization on an industrial scale. By rapidly heating biomass
in inert atmosphere, known as fast pyrolysis, the liquid yield derived from biomass
can be enhanced. The unfavourable characteristics of raw pyrolysis liquid for
utilization as precursor in industrial applications are suppressed by catalytic
upgrading. In the development of large-scale catalytic pyrolysis systems, the biomass-
to-catalyst ratio is a critical parameter, since the vapor loading on a catalyst can reflect
both the degree of vapor conversion as well as the degree of catalyst deactivation
[131]. In continuous processes, the parameter is often defined as the weight hourly
space velocity (WHSV), presented in Equation 1.
Equation 1: 𝑊𝐻𝑆𝑉 =ṁ (𝑏𝑖𝑜𝑚𝑎𝑠𝑠 𝑓𝑒𝑒𝑑𝑖𝑛𝑔 𝑟𝑎𝑡𝑒)
𝑚 (𝑐𝑎𝑡𝑎𝑙𝑦𝑠𝑡) [ℎ−1]
Regarding the choice of reactor type for rapid heating of biomass, a fluidized bed-
pyrolyzer can provide the heat transfer criteria required for continuous fast pyrolysis.
The catalytic upgrading of pyrolysis vapors can either be performed in-situ or ex-situ.
Studies comparing the two different setups have found in-situ catalytic pyrolysis to
favour the production of naphthalenes and other PAHs, while ex-situ catalytic
pyrolysis setup favors the production of MAHs [132, 133]. In-situ catalytic pyrolysis
has been the focus of studies since it results in higher yields of both liquid and
aromatic hydrocarbons explicitly. However, in-situ catalytic pyrolysis setups have
also been found to results in higher degree of catalyst deactivation [70, 133, 134].
Another drawback of in-situ catalytic pyrolysis in a fluidized bed is that the
integration of the catalyst material in the fluidized bed requires pyrolysis and catalytic
upgrading to be performed at the same temperature, which might not be the optimal
temperature for both conversion processes individually [135]. The optimization of
the temperature for pyrolysis and catalytic vapor upgrading can be performed in an
ex-situ setup. Also, by separating the catalyst and the biomass in ex-situ setups, the
risk of irreversible catalyst deactivation by ash poisoning can be suppressed [69]. Ex-
situ catalytic fast pyrolysis could also allow, for example: (1) a more economic use of
precious catalysts, (2) utilization of a cascade of different catalyst placed in-series,
and (3) direct separation of char to be used as a by-product [71, 134]. Furthermore,
ex-situ catalytic pyrolysis has presented lower techno-economic uncertainty
compared to in-situ catalytic pyrolysis [136]. However, limited amount of works in

73
lab-scale ex-situ catalytic fast pyrolysis performed in a fluidized bed-pyrolyzer and a
catalytic fixed bed-reactor have been published [71].
In this study, the catalytic performance of HZSM-5 was investigated in a continuous
ex-situ catalytic fast pyrolysis setup, illustrated in Figure 6. The experimental process
consisted of a fluidized bed-pyrolyzer followed by char separation and vapor
upgrading in an ex-situ fixed-bed catalytic reactor. The catalytic reactor is illustrated
in Figure 7. The catalyst was supplied in pellet form by Nankai University, China. In
order to study the catalyst lifetime and its upgrading capacity, the WHSV was varied
by adjusting the biomass feeding rate up to 0.5 kg/h followed by downstream vapor
upgrading over a fixed amount of catalyst. Experiments was performed for 260 min.
As reference, catalytic pyrolysis was compared to non-catalytic pyrolysis performed
in the same setup. Based on online gas analysis and liquid analysis, the catalyst’s
deactivation and upgrading performance over time was evaluated, revealing the
catalytic performance for deoxygenation and aromatization under varying vapor
pressures and time of operation.
5.4.2 Results and discussion
The experimental cases investigated are presented in Table 19.
Table 19: Experimental cases investigated in the study
Biomass feed rate (kg/h) WHSV (h-1) Non-catalytic pyrolysis 0.23 - Non-catalytic pyrolysis 0.50 -
Catalytic pyrolysis 0.23 0.35 Catalytic pyrolysis 0.38 0.58 Catalytic pyrolysis 0.50 0.77
The yield of organic liquid and char collected in the catalytic pyrolysis experiments
are presented in Figure 40. The yield of permanent gases is presented as the average
composition of permanent gases. The relatively low organic liquid yield can be
attributed to the relatively high zeolite content per biomass feeding rate, as well as a
strong cracking capacity of HZSM-5 according to the biomass-to-catalyst ratio [66].

74
Figure 40: Product yields from catalytic pyrolysis tests
Derived liquids were analyzed based on elemental composition, TAN value, and
semi-quantitative analysis of the organic composition. The elemental composition of
collected organic liquids presented in Table 20 shows different elemental
compositions between the liquids derived at the different biomass feeding rates in
non-catalytic pyrolysis. The organic liquids collected from catalytic pyrolysis presents
the deoxygenating activity of HZSM-5 with a reduced oxygen content compared to
non-catalytic pyrolysis. A lower WHSV, i.e. higher amount of catalyst per biomass
feeding rate, results in higher deoxygenation of pyrolysis liquids as well as a higher
concentration of carbon in upgraded liquids [137].
Table 20: Elemental composition of liquids from pyrolysis and catalytic pyrolysis (d.b.)
Pyrolysis Catalytic pyrolysis
0.23 kg/h 0.5 kg/h 0.35 h-1 0.58 h-1 0.77 h-1
C 56.9 69.9 79.5 77.0 71.0
H 6.9 6.2 6.9 6.6 6.8
N <0.1 <0.1 <0.1 <0.1 <0.1 S <0.05 <0.05 <0.05 <0.05 <0.05
O* 36.2 23.8 13.6 16.3 22.0 *Calculated by difference
Table 21 presents the TAN values of collected liquids, where a significant reduction
in the liquids’ acid numbers is observed after being catalytically upgraded over
HZSM-5. This correlates with the decreased oxygen content in HZSM-5 and
presents the affinity for carboxylic acids to react over the zeolite structure by
decarboxylation reactions [113].
0
10
20
30
40
50
60
70
0.35 0.58 0.77
Yie
lds
(wt%
, d
.b.)
WHSV (h-1)
Char Gas Organic liquid

75
Table 21: TAN values (mg KOH/g) of liquids from pyrolysis and catalytic pyrolysis
Pyrolysis Catalytic pyrolysis
Feed rate (kg/h) TAN WHSV (h-1) TAN
0.23 51.2 ± 0.2 0.35 6.2 ± 0.2
0.58 9.2 ± 0.4
0.5 52.7 ± 0.3 0.77 7.6 ± 0.4
Semi-quantitative analysis of the organic composition of catalytically upgraded
liquids is presented in Figure 41 in terms of representative aromatic hydrocarbon
products. The uniform concentration of dichloromethane (DCM) for the liquid
analysis, used as internal standard in the GC/MS samples, presents an even dilution
and sample injection of the liquids to the GC/MS. These results present the catalytic
activity in terms of vapor aromatization for producing MAHs and PAHs. Also, the
results show the influence of the partial pressure of pyrolysis vapors in the catalytic
reactor. Liquids derived from higher biomass feeding rates give reduced
concentrations of aromatics, which correlates with previous observations [128, 138].
Therefore, lower production of aromatic hydrocarbons at higher biomass feed rates
and higher WHSV could be due to a limitation in active sites of the catalytic bed and
a reduced residence time of vapors in the catalytic bed at higher biomass feeding
rates. The concentrations of aromatic hydrocarbons in non-catalytic pyrolysis was
below detection limit, due to the absence of HZSM-5 [139].

76
Figure 41: Peak areas of compounds from GC/MS analysis
In order to study the carbon efficiency of the experimental process for converting
biomass to liquids, Figure 42 presents the carbon conversion from dry biomass to
organic liquid. Overall, the results show that the ratio between biomass feeding rate
and the catalyst amount influences the carbon concentration found in the derived
liquid. The carbon concentration in liquids increase with the conversion of pyrolysis
liquids to aromatic hydrocarbons. However, this simultaneously results in a lower
carbon conversion from biomass to liquid. This observation can be explained by the
catalyst’s activity for vapor cracking, deoxygenation, and aromatization. Therefore,
the carbon conversion can be seen to be negatively correlated with the aromatic
concentrations in derived upgraded liquids.
15000000
16000000
17000000
18000000
19000000
20000000
0.35 0.58 0.77
Pea
k a
rea
WHSV (h-1)
DCM
0
3000000
6000000
9000000
12000000
15000000
0.35 0.58 0.77
Pea
k a
rea
WHSV (h-1)
Toluene
0
3000000
6000000
9000000
12000000
15000000
0.35 0.58 0.77
Pea
k a
rea
WHSV (h-1)
Xylene
0
10000000
20000000
30000000
40000000
50000000
0.35 0.58 0.77
Pea
k a
rea
WHSV (h-1)
Phenol
0
60000000
120000000
180000000
240000000
300000000
0.35 0.58 0.77
Pea
k a
rea
WHSV (h-1)
Naphthalene
0
5000000
10000000
15000000
20000000
25000000
0.35 0.58 0.77
Pea
k a
rea
WHSV (h-1)
Fluorene

77
Figure 42: Carbon conversion of biomass to upgraded organic liquid
In order to study the influence of vapor loading in terms of catalyst activity and
deactivation over time, the permanent gases was analyzed online and compared to a
reference case of a non-catalytic pyrolysis process. The ratio between CO and CO2
are presented in Figure 43 in order to study the catalyst activity for deoxygenation
reactions. Results present an enhanced selectivity towards CO2 for lower vapor
loadings over the catalyst surface, indicating a higher conversion of carboxylic acids.
Previous studies have compared the relative reactivity of carbonyls such as aldehydes
and ketones to acids for conversion over HZSM-5, and have found acids to be
significantly more reactive [106]. Additionally, the results of increased selectivity
towards CO2 for lower vapor loadings reflect an increased carbon efficiency during
vapor deoxygenation. However, no significant influence of catalyst deactivation
could be observed over the time of experiment. Therefore, the difference in the
composition of upgraded vapors seen in Figure 41 is explained by technical
limitations during catalytic upgrading, which become evident when increasing the
concentrations of pyrolysis vapors in the gas stream.
6
7
8
9
0.35 0.58 0.77
Car
bo
n c
on
ver
sio
n (
wt%
)
WHSV (h-1)

78
Figure 43: Gas molar ratio between CO and CO2 during from catalytic upgrading
The coke formed on the catalyst at different WHSVs is presented in Figure 44. An
increased vapor feed in terms of the partial pressure of individual compounds per
catalytic active site results in a slight increase in the rate of coke formation during the
time of experimental investigation. The coke formed on the catalyst could be caused
by polymerization reactions within its porous structure which may lead to pore
blockage of the narrow pore size distribution of HZSM-5 and a reduction of the
available reactive surface area [106, 140].
Figure 44: Yield of catalyst coke for catalytic pyrolysis at different WHSVs
Further details on the experimental study is available in Supplement V.
0
1
2
3
4
5
6
7
0 20 40 60 80 100 120 140 160 180 200 220 240 260
CO
/C
O2
Time on stream (min)
0.77 h-1
0.58 h-1
0.35 h-1
Reference
0
1
2
3
4
5
0.35 0.58 0.77
Yie
ld (
wt%
, d
.b.)
WHSV (h-1)

79
5.4.3 Summary
A lower WHSV per amount of catalyst results in higher concentrations of
aromatic hydrocarbons in the collected liquid products after the vapor
upgrading step
An increased catalytic conversion of pyrolysis vapors results in a reduced
carbon conversion from biomass to upgraded liquid
A higher WHSV increases the formation of coke on the catalytic surface
No variation in catalyst activity in terms of deoxygenation is observed over
the time of operation
The results indicate that a low WHSV has a major influence on the conversion
of biomass to aromatic hydrocarbons using HZSM-5, where the catalyst
deactivation has a neglectable influence during the time of operation

80
6. Conclusions
Concluding summary
The efforts of this thesis were dedicated to increase the understanding of how to
selectively convert lignocellulosic biomass into targeted liquid feedstocks by using
pyrolysis-based process concepts. Different technical aspects were investigated
separately as well as interconnected to gain fundamental and applied understanding
of their influence on the derived products in a biomass-to-liquid conversion process.
The complete work is summarized in Figure 1.
The work conducted for the formulation of Supplements I and II investigated the
influence of the biomass characteristics on the composition of pyrolysis liquids.
Supplement I focused on the influence of intrinsic ash by demineralizing biomass
prior to pyrolysis and studying both the biomass characteristics as well as the
composition of derived liquids. Supplement II focused on the influence of the
pyrolysis temperature and the design of the biomass liquefaction step on the
composition of pyrolysis liquids. The results of biomass demineralization presented
a significant reduction of ash content without significant loss of volatile matter, i.e.
the liquid yield from pyrolysis should not be lower compared to that of raw biomass.
Investigation of the pyrolysis products from demineralized biomass present a
significantly higher formation of sugars and anhydrosugars such as LGA as well as a
suppressed formation of smaller compounds such as carbonyls compared to raw
biomass. Also, demineralized biomass results in less complex liquid compositions.
In order to study the influence of pyrolysis temperature and design of the pyrolysis
unit for the composition of pyrolysis liquids, a stepwise pyrolysis concept was
investigated where biomass was thermally treated in two steps. The results show that
the main part of organic liquid is derived between 250 to 300 °C, together with the
main part of acids. Stepwise pyrolysis as a process setup to convert biomass to
fractionated liquids is a promising approach to concentrate chemical compounds
found in conventional pyrolysis liquid. However, a complete separation of chemicals
in two separated pyrolysis units is complicated, mainly due to the overlapping
temperature ranges of decomposition of the biomass polymers.
Due to the chemical nature of the biomass polymers, the derived liquids have a highly
complex composition and a high oxygen content, making the direct application of
pyrolysis liquids unfavorable in end-user applications. Catalytic pyrolysis is a widely
studied topic to enhance the properties of derived liquids. Therefore, the three
remaining Supplements (III, IV, and V) focused on the conversion of pyrolysis

81
vapors into aromatic hydrocarbons utilizing findings from previous works. The
catalytic conversion of pyrolysis vapors was studied based on the influence of the
catalyst itself (Supplement III) as well as the influence of the pyrolysis vapor
composition on the catalytic reforming step (Supplement IV). Results from the work
presented in Supplement III show that the impregnation of metals (Fe and/or Ni)
to a zeolite-based catalyst increases the selectivity towards aromatic hydrocarbons
but also promotes the rate of catalyst deactivation. Results from Supplement IV
show that the vapor composition from demineralized biomass (from Supplement I)
can results in increased aromatization of pyrolysis vapors as well as higher organic
liquid yields compared to raw biomass when using zeolitic catalysts.
In Supplement V, the concept of catalytic pyrolysis of biomass was studied in a
continuous lab-scale process. In this work, the performance of catalytic upgrading
during continuous operation was investigated by varying the biomass feeding rate to
the pyrolyzer followed by upgrading over a fixed amount of zeolitic catalyst. Results
show that the vapor upgrading capacity is dependent on the partial pressures of
pyrolysis vapors in the catalyst bed, where lower vapor pressures result in higher
conversion to BTXs and PAHs.
Overall, the work conducted in this thesis presents the potential of producing
renewable liquid feedstocks from biomass in pyrolysis-based applications. The
understanding of the biomass characteristics for pyrolysis as well as their
modification prior to pyrolysis by pre-treatment can significantly alter the
composition of derived liquids towards targeted end-user applications. Also, the
composition of pyrolysis vapors plays a significant role in performance of catalytic
pyrolysis processes together with the choice of catalyst.

82
Main conclusions
The main conclusions can be summarized based on the objectives and the
corresponding Supplements as follows:
Investigate the influence of leaching pre-treatment of biomass to remove
intrinsic ash and to alter the composition of pyrolysis liquids (Supplement I):
Biomass treated in aqueous solutions of acetic acid presents a significant
reduction of ash, especially AAEMs. Leaching performance was higher when
using 10 wt% acetic acid solution compared to 5 wt% during similar treatment
time, which indicates that inorganic matter is removed by ion-exchange
reactions with protons
Biomass with lower concentration of AAEMs results in increased
concentrations of sugars and anhydrosugars in the pyrolysis products, and a
suppressed selectivity towards smaller compounds
The results suggest that the chemical state of inorganics in biomass has a vital
role during biomass devolatilization in terms of the composition of derived
liquids
Evaluate a stepwise pyrolysis process concept to produce fractionated
pyrolysis liquids (Supplement II):
The main part of organic liquid from PKS is derived between 250 to 300 °C
The evolution of certain compounds in the first pyrolysis step results in lower
concentrations in the second step, reflecting the polymeric structure of
biomass
Stepwise pyrolysis is a promising approach to fractionate and concentrate
chemical groups, especially water-soluble compounds. However, a complete
separation of chemical groups is complicated in the two-step process design,
which could be explained by overlapping temperature ranges for the
decomposition of the biomass polymers

83
Investigate catalytic pyrolysis of biomass by comparing the catalyst activity
and deactivation for producing aromatic hydrocarbons (Supplement III):
Impregnation of Fe and/or Ni to HZSM-5 results in higher rate of
aromatization and formation of catalyst coke
The composition of catalyst coke reflects the overall catalyst activity observed
in the composition of upgraded liquids
The rate of catalyst deactivation of metal-doped catalyst is influenced by the
concentration of acid sites on the catalyst. Also, the coke yield was correlated
to the strength of acid sites
Co-doping of Fe and Ni presents multifunctional characteristics in catalytic
pyrolysis reflecting the activity of the individual metals
Metal-doping influences the temperature of catalyst regeneration
Investigate how the composition of pyrolysis liquids influence their catalytic
conversion to aromatic hydrocarbons (Supplement IV):
Pre-treated biomass presents higher organic liquid yield with altering chemical
composition compared to raw biomass, explained by its reduced
concentration of AAEMs
In-bed catalytic pyrolysis of pre-treated biomass presents limited performance
due to its increased concentration of LGA and the shape selectivity of HZSM-
5
In ex-bed catalytic pyrolysis, pre-treated biomass results in an increased
selectivity towards aromatic hydrocarbons at higher temperatures compared
to raw biomass
The results show the significance of biomass pre-treatment and secondary
vapor phase reactions to produce a favorable composition of vapors for
catalytic upgrading into aromatic hydrocarbons

84
Study the performance of a continuous ex-situ catalytic pyrolysis process in
lab-scale for producing renewable liquids (Supplement V):
An increasing WHSV results in reduced biomass-to-aromatics conversion,
explained by increased partial pressures of pyrolysis vapors
A higher conversion towards aromatic hydrocarbons results in a lower carbon
conversion of biomass to upgraded liquids
An increased WHSV results in higher coke yield on the catalyst. However,
significant catalyst deactivation was not observed during the time of operation

85
7. Recommendations of future works
Research for development of technologies requires continuous development and
investigation of innovative and promising concept. Based on the performed
experimental studies, several aspects can be considered for further investigations:
Scale-up of promising technical concepts is needed to evaluate their
performance on larger scale in order to bring the biomass liquefaction
processes to the market
Techno-economic analysis of process concepts based on energy and mass
balances derived from experiments and literature is needed to evaluate their
feasibility in commercial scale
Design and construct continuous processes for experimental concept
evaluation
Evaluate the performance of developed processes by conducting experimental
investigations in continuous production
Develop process models for computational investigations to further explore
and evaluate technical routes for converting biomass into demanded products

86
8. References
[1] EU climate action. <https://ec.europa.eu/clima/citizens/eu_en>, 2019 (accessed 7th June 2019).
[2] EU Commission, SET Plan Implementation Plan Action 8: bioenergy and renewable fuels for sustainable transport, ETIP Bioenergy, 2018.
[3] E.E.E. Agency, Electric vehicles as a proportion of the total fleet. <https://www.eea.europa.eu/data-and-maps/indicators/proportion-of-vehicle-fleet-meeting-4/assessment-2>, 2018 (accessed 5th July 2019).
[4] United Nations, The Sustainable Development Goals Report, 2017.
[5] NE Uppslagsverket. <https://www.ne.se/uppslagsverk/encyklopedi/l%C3%A5ng/bioenergi>, 2019 (accessed 3rd July 2019).
[6] P. Phitsuwan, K. Sakka, K. Ratanakhanokchai, Improvement of ligno-cellulosic biomass in planta: A review of feedstocks, biomass recalcitrance, and strategic manipulation of ideal plants designed for ethanol production and processability, Biomass & Bioenergy 58 (2013) 390-405.
[7] E. Sjöström, Wood chemistry: fundamentals and applications, Gulf professional publishing 1993.
[8] D. Klemm, B. Heublein, H.P. Fink, A. Bohn, Cellulose: fascinating biopolymer and sustainable raw material, Angewandte Chemie International Edition 44(22) (2005) 3358-3393.
[9] D. Mohan, C.U. Pittman, P.H. Steele, Pyrolysis of wood/biomass for
bio-oil: a critical review, Energy & Fuels 20(3) (2006) 848-889.
[10] M.J. Antal, Biomass pyrolysis: a review of the literature part 1 - carbohydrate pyrolysis, Advances in Solar Energy, Springer 1983, pp. 61-111.
[11] R.P. Overend, T. Milne, L. Mudge, Fundamentals of thermochemical biomass conversion, Springer Science & Business Media 2012.
[12] M. Kleinert, T. Barth, Phenols from lignin, Chemical Engineering &
Technology: Industrial Chemistry‐Plant Equipment‐Process
Engineering‐Biotechnology 31(5) (2008) 736-745.

87
[13] J. Zakzeski, P.C. Bruijnincx, A.L. Jongerius, B.M. Weckhuysen, The catalytic valorization of lignin for the production of renewable chemicals, Chemical Reviews 110(6) (2010) 3552-3599.
[14] A. Demirbaş, Relationships between lignin contents and heating values of biomass, Energy conversion and management 42(2) (2001) 183-188.
[15] A.V. Barker, D.J. Pilbeam, Handbook of plant nutrition, CRC press 2015.
[16] S.V. Vassilev, D. Baxter, L.K. Andersen, C.G. Vassileva, T.J. Morgan, An overview of the organic and inorganic phase composition of biomass, Fuel 94 (2012) 1-33.
[17] J. Werkelin, B.-J. Skrifvars, M. Zevenhoven, B. Holmbom, M. Hupa, Chemical forms of ash-forming elements in woody biomass fuels, Fuel 89(2) (2010) 481-493.
[18] F. Agblevor, S. Besler, Inorganic compounds in biomass feedstocks. 1. Effect on the quality of fast pyrolysis oils, Energy & Fuels 10(2) (1996) 293-298.
[19] J.F. Saldarriaga, R. Aguado, A. Pablos, M. Amutio, M. Olazar, J. Bilbao, Fast characterization of biomass fuels by thermogravimetric analysis (TGA), Fuel 140 (2015) 744-751.
[20] C. Baes, H. Goeller, J. Olson, R. Rotty, Carbon dioxide and climate: the uncontrolled experiment: possibly severe consequences of growing CO2 release from fossil fuels require a much better understanding of the carbon cycle, climate change, and the resulting impacts on the atmosphere, American Scientist 65(3) (1977) 310-320.
[21] J.-P. Lange, Resource efficiency of chemical manufacturing chains: present and future, Sustainable Development in the Process Industries (2010) 23.
[22] S. Czernik, D.K. Johnson, S. Black, Stability of wood fast pyrolysis oil, Biomass & Bioenergy 7(1-6) (1994) 187-192.
[23] M. Fatih Demirbas, Biorefineries for biofuel upgrading: a critical review, Applied Energy 86 (Supplement 1) (2009) S151-S161.
[24] K. Seshan, Options for catalysis in the thermochemical conversion of biomass into fuels, Catalysis for Renewables: from feedstock to Energy Production (2008).
[25] K. Raveendran, A. Ganesh, K.C. Khilar, Pyrolysis characteristics of biomass and biomass components, Fuel 75(8) (1996) 987-998.

88
[26] W. Emrich, Handbook of charcoal making: the traditional and industrial methods, Springer Science & Business Media 2013.
[27] J. Garcia-Nunez, M. Pelaez-Samaniego, M. Garcia-Perez, I. Fonts, J. Abrego, R. Westerhof, M. Garcia-Perez, Historical developments of pyrolysis reactors: a review, Energy & Fuels 31(6) (2017) 5751-5775.
[28] R. Massengale, Black Gold: A History of charcoal in Missouri, Author House 2006.
[29] E. Soltes, T. Elder, Pyrolysis in organic chemicals from biomass, IS Goldstein. Florida, CRC Press (1981).
[30] A. Oasmaa, S. Czernik, Fuel oil quality of biomass pyrolysis oils: state of the art for the end users, Energy & Fuels 13(4) (1999) 914-921.
[31] T.N. Trinh, P.A. Jensen, K. Dam-Johansen, N.O. Knudsen, H.R. Sørensen, S. Hvilsted, Comparison of lignin, macroalgae, wood, and straw fast pyrolysis, Energy & Fuels 27(3) (2013) 1399-1409.
[32] F. Huang, P.M. Singh, A.J. Ragauskas, Characterization of milled wood lignin (MWL) in loblolly pine stem wood, residue, and bark, Journal of Agricultural and Food Chemistry 59(24) (2011) 12910-12916.
[33] I.Y. Eom, J.Y. Kim, T.S. Kim, S.M. Lee, D. Choi, I.G. Choi, J.W. Choi, Effect of essential inorganic metals on primary thermal degradation of lignocellulosic biomass, Bioresource Technology 104 (2012) 687-694.
[34] I.Y. Eom, K.H. Kim, J.Y. Kim, S.M. Lee, H.M. Yeo, I.G. Choi, J.W. Choi, Characterization of primary thermal degradation features of lignocellulosic biomass after removal of inorganic metals by diverse solvents, Bioresource Technology 102(3) (2011) 3437-3444.
[35] S. Oudenhoven, R.J.M. Westerhof, N. Aldenkamp, D.W.F. Brilman, S.R. Kersten, Demineralization of wood using wood-derived acid: Towards a selective pyrolysis process for fuel and chemicals production, Journal of Analytical and Applied Pyrolysis 103 (2013) 112-118.
[36] P.R. Patwardhan, J.A. Satrio, R.C. Brown, B.H. Shanks, Influence of inorganic salts on the primary pyrolysis products of cellulose, Bioresource Technology 101(12) (2010) 4646-4655.
[37] S. Czernik, A.V. Bridgwater, Overview of applications of biomass fast pyrolysis oil, Energy & Fuels 18(2) (2004) 590-598.
[38] A. Oasmaa, T. Sundqvist, E. Kuoppala, M. Garcia-Perez, Y. Solantausta, C. Lindfors, V. Paasikallio, Controlling the phase stability

89
of biomass fast pyrolysis bio-oils, Energy & Fuels 29(7) (2015) 4373-4381.
[39] D. Meier, B. Van De Beld, A.V. Bridgwater, D.C. Elliott, A. Oasmaa, F. Preto, State-of-the-art of fast pyrolysis in IEA bioenergy member countries, Renewable and Sustainable Energy Reviews 20 (2013) 619-641.
[40] Y. Solantausta, A. Oasmaa, K. Sipila, C. Lindfors, J. Lehto, J. Autio, P. Jokela, J. Alin, J. Heiskanen, Bio-oil production from biomass: steps toward demonstration, Energy & Fuels 26(1) (2011) 233-240.
[41] G.W. Huber, S. Iborra, A. Corma, Synthesis of Transportation Fuels
from Biomass: Chemistry, Catalysts, and Engineering, Chemical Reviews 106(9) (2006) 4044-4098.
[42] C. Sheng, J.L.T. Azevedo, Estimating the higher heating value of biomass fuels from basic analysis data, Biomass and Bioenergy 28(5) (2005) 499-507.
[43] J. Piskorz, D. Scott, D. Radlein, Composition of oils obtained by fast pyrolysis of different woods, ACS Symposium Series, 1988, pp. 167-178.
[44] M. Kaltschmitt, A.V. Bridgwater, Biomass gasification and pyrolysis: state of the art and future prospects, Press Newbury 1997.
[45] J. Soltes, S.-C.K. Lin, Hydroprocessing of biomass tars for liquid engine fuels, Progress in biomass conversion, Progress in biomass conversion 5 1984, pp. 1-68.
[46] Q. Zhang, J. Chang, T. Wang, Y. Xu, Review of biomass pyrolysis oil properties and upgrading research, Energy Conversion and Management 48(1) (2007) 87-92.
[47] J.P. Diebold, A review of the chemical and physical mechanisms of the storage stability of fast pyrolysis bio-oils, 2000.
[48] T. Sundqvist, Y. Solantausta, A. Oasmaa, L. Kokko, V. Paasikallio, Heat generation during the aging of wood-derived fast-pyrolysis bio-oils, Energy & Fuels 30(1) (2016) 465-472.
[49] A. Oasmaa, E. Kuoppala, Fast pyrolysis of forestry residue. 3. Storage stability of liquid fuel, Energy & Fuels 17(4) (2003) 1075-1084.
[50] J. Lehto, A. Oasmaa, Y. Solantausta, M. Kytö, D. Chiaramonti, Review of fuel oil quality and combustion of fast pyrolysis bio-oils from lignocellulosic biomass, Applied Energy 116 (2014) 178-190.

90
[51] T. Qu, W. Guo, L. Shen, J. Xiao, K. Zhao, Experimental study of biomass pyrolysis based on three major components: hemicellulose, cellulose, and lignin, Industrial & Engineering Chemistry Research 50(18) (2011) 10424-10433.
[52] H. Yang, R. Yan, H. Chen, D.H. Lee, C. Zheng, Characteristics of hemicellulose, cellulose and lignin pyrolysis, Fuel 86(12–13) (2007) 1781-1788.
[53] H. Zhou, Y. Long, A. Meng, S. Chen, Q. Li, Y. Zhang, A novel method for kinetics analysis of pyrolysis of hemicellulose, cellulose, and lignin in TGA and macro-TGA, RSC Advances 5(34) (2015) 26509-26516.
[54] A.V. Bridgwater, Production of high grade fuels and chemicals from catalytic pyrolysis of biomass, Catalysis Today 29(1–4) (1996) 285-295.
[55] C.A. Mullen, A.A. Boateng, Production of aromatic hydrocarbons via catalytic pyrolysis of biomass over Fe-modified HZSM-5 zeolites, ACS Sustainable Chemistry & Engineering 3(7) (2015) 1623-1631.
[56] M.S. Talmadge, R.M. Baldwin, M.J. Biddy, R.L. McCormick, G.T. Beckham, G.A. Ferguson, S. Czernik, K.A. Magrini-Bair, T.D. Foust, P.D. Metelski, A perspective on oxygenated species in the refinery integration of pyrolysis oil, Green Chemistry 16(2) (2014) 407-453.
[57] A. Galadima, O. Muraza, In situ fast pyrolysis of biomass with zeolite catalysts for bioaromatics/gasoline production: a review, Energy Conversion and Management 105 (2015) 338-354.
[58] D.J. Mihalcik, C.A. Mullen, A.A. Boateng, Screening acidic zeolites for catalytic fast pyrolysis of biomass and its components, Journal of Analytical and Applied Pyrolysis 92(1) (2011) 224-232.
[59] J. Jae, G.A. Tompsett, A.J. Foster, K.D. Hammond, S.M. Auerbach, R.F. Lobo, G.W. Huber, Investigation into the shape selectivity of zeolite catalysts for biomass conversion, Journal of Catalysis 279(2) (2011) 257-268.
[60] E.F. Iliopoulou, S.D. Stefanidis, K.G. Kalogiannis, A. Delimitis, A.A. Lappas, K.S. Triantafyllidis, Catalytic upgrading of biomass pyrolysis vapors using transition metal-modified ZSM-5 zeolite, Applied Catalysis B: Environmental 127 (2012) 281-290.
[61] A. Corma, G.W. Huber, L. Sauvanaud, P. O'Connor, Processing biomass-derived oxygenates in the oil refinery: catalytic cracking (FCC) reaction pathways and role of catalyst, Journal of Catalysis 247(2) (2007) 307-327.

91
[62] A.A. Lappas, S. Bezergianni, I.A. Vasalos, Production of biofuels via co-processing in conventional refining processes, Catalysis Today 145(1–2) (2009) 55-62.
[63] L. Rodríguez-González, F. Hermes, M. Bertmer, E. Rodríguez-Castellón, A. Jiménez-López, U. Simon, The acid properties of H-ZSM-5 as studied by NH3-TPD and 27Al-MAS-NMR spectroscopy, Applied Catalysis A: General 328(2) (2007) 174-182.
[64] X. Jiang, J. Zhou, J. Zhao, D. Shen, Catalytic conversion of guaiacol as a model compound for aromatic hydrocarbon production, Biomass & Bioenergy 111 (2018) 343-351.
[65] A.J. Foster, J. Jae, Y.-T. Cheng, G.W. Huber, R.F. Lobo, Optimizing the aromatic yield and distribution from catalytic fast pyrolysis of biomass over ZSM-5, Applied Catalysis A: General 423–424 (2012) 154-161.
[66] E. Kantarelis, W. Yang, W. Blasiak, Effects of silica-supported nickel and vanadium on liquid products of catalytic steam pyrolysis of biomass, Energy & Fuels 28(1) (2014) 591-599.
[67] F. Ateş, A.E. Pütün, E. Pütün, Pyrolysis of two different biomass samples in a fixed-bed reactor combined with two different catalysts, Fuel 85(12) (2006) 1851-1859.
[68] S.D. Stefanidis, K.G. Kalogiannis, E.F. Iliopoulou, C.M. Michailof, P.A. Pilavachi, A.A. Lappas, A study of lignocellulosic biomass pyrolysis via the pyrolysis of cellulose, hemicellulose and lignin, Journal of Analytical and Applied Pyrolysis 105 (2014) 143-150.
[69] G. Yildiz, F. Ronsse, R. Venderbosch, R.v. Duren, S.R.A. Kersten, W. Prins, Effect of biomass ash in catalytic fast pyrolysis of pine wood, Applied Catalysis B: Environmental 168-169 (2015) 203-211.
[70] K. Iisa, R.J. French, K.A. Orton, M.M. Yung, D.K. Johnson, J. ten Dam, M.J. Watson, M.R. Nimlos, In situ and ex situ catalytic pyrolysis of pine in a bench-scale fluidized bed reactor system, Energy & Fuels 30(3) (2016) 2144-2157.
[71] C. Hu, R. Xiao, H. Zhang, Ex-situ catalytic fast pyrolysis of biomass over HZSM-5 in a two-stage fluidized-bed/fixed-bed combination reactor, Bioresource Technology 243 (2017) 1133-1140.
[72] E. Kantarelis, Catalytic steam pyrolysis of biomass for production of liquid feedstock, KTH Royal Institute of Technology, 2014.

92
[73] E. Kantarelis, W. Yang, W. Blasiak, Production of liquid feedstock from biomass via steam pyrolysis in a fluidized bed reactor, Energy & Fuels 27(8) (2013) 4748-4759.
[74] P. Magnoux, P. Roger, C. Canaff, V. Fouche, N.S. Gnep, M. Guisnet, New technique for the characterization of carbonaceous compounds responsible for zeolite deactivation, in: B. Delmon, G.F. Froment (Eds.), Studies in Surface Science and Catalysis 34 (1987) 317-330.
[75] M. Guisnet, P. Magnoux, Coking and deactivation of zeolites: influence of the pore structure, Applied Catalysis 54(1) (1989) 1-27.
[76] J. Piskorz, D.S.A.G. Radlein, D.S. Scott, S. Czernik, Pretreatment of wood and cellulose for production of sugars by fast pyrolysis, Journal of Analytical and Applied Pyrolysis 16(2) (1989) 127-142.
[77] A.V. Bridgwater, Review of fast pyrolysis of biomass and product upgrading, Biomass & Bioenergy 38 (2012) 68-94.
[78] K. Raveendran, A. Ganesh, K.C. Khilar, Influence of mineral matter on biomass pyrolysis characteristics, Fuel 74(12) (1995) 1812-1822.
[79] P. McKendry, Energy production from biomass (part 1): overview of biomass, Bioresource Technology 83(1) (2002) 37-46.
[80] C. Wilén, A. Moilanen, E. Kurkela, Biomass feedstock analyses, Technical Research Centre of Finland 1996.
[81] W.T. Reid, The relation of mineral composition to slagging, fouling and erosion during and after combustion, Progress in Energy and Combustion Science 10(2) (1984) 159-169.
[82] L. Deng, T. Zhang, D. Che, Effect of water washing on fuel properties, pyrolysis and combustion characteristics, and ash fusibility of biomass, Fuel Processing Technology 106 (2013) 712-720.
[83] F. Shafizadeh, R.H. Furneaux, T.G. Cochran, J.P. Scholl, Y. Sakai, Production of levoglucosan and glucose from pyrolysis of cellulosic materials, Journal of Applied Polymer Science 23(12) (1979) 3525-3539.
[84] P.B. Thompson, The agricultural ethics of biofuels: the food vs. fuel debate, Agriculture 2(4) (2012) 339-358.
[85] C.E. Harland, Ion exchange: theory and practice, Royal Society of Chemistry 2007.
[86] A. Saddawi, J.M. Jones, A. Williams, C. Le Coeur, Commodity fuels from biomass through pretreatment and torrefaction: effects of mineral

93
content on torrefied fuel characteristics and quality, Energy & Fuels 26(11) (2012) 6466-6474.
[87] Y. Sun, J. Cheng, Hydrolysis of lignocellulosic materials for ethanol production: a review, Bioresource Technology 83(1) (2002) 1-11.
[88] R.J.M. Westerhof, D.W.F. Brilman, M. Garcia-Perez, Z. Wang, S.R.G. Oudenhoven, W.P.M. van Swaaij, S.R.A. Kersten, Fractional condensation of biomass pyrolysis vapors, Energy & Fuels 25(4) (2011) 1817-1829.
[89] S.R.G. Oudenhoven, R.J.M. Westerhof, S.R.A. Kersten, Fast pyrolysis of organic acid leached wood, straw, hay and bagasse: improved oil and sugar yields, Journal of Analytical and Applied Pyrolysis 116 (2015) 253-262.
[90] T. Wigley, A.C.K. Yip, S. Pang, The use of demineralisation and torrefaction to improve the properties of biomass intended as a feedstock for fast pyrolysis, Journal of Analytical and Applied Pyrolysis 113 (2015) 296-306.
[91] S.R.G. Oudenhoven, A.G.J. van der Ham, H. van den Berg, R.J.M. Westerhof, S.R.A. Kersten, Using pyrolytic acid leaching as a pretreatment step in a biomass fast pyrolysis plant: Process design and economic evaluation, Biomass & Bioenergy 95 (2016) 388-404.
[92] P.J. de Wild, H.d. Uil, J.H. Reith, J.H.A. Kiel, H.J. Heeres, Biomass valorisation by staged degasification: a new pyrolysis-based thermochemical conversion option to produce value-added chemicals from lignocellulosic biomass, Journal of Analytical and Applied Pyrolysis 85(1–2) (2009) 124-133.
[93] A.V. Bridgwater, D. Meier, D. Radlein, An overview of fast pyrolysis of biomass, Organic Geochemistry 30(12) (1999) 1479-1493.
[94] Q. Lu, X.-c. Yang, C.-q. Dong, Z.-f. Zhang, X.-m. Zhang, X.-f. Zhu, Influence of pyrolysis temperature and time on the cellulose fast pyrolysis products: Analytical Py-GC/MS study, Journal of Analytical and Applied Pyrolysis 92(2) (2011) 430-438.
[95] R.J.M. Westerhof, D.W.F. Brilman, M. Garcia-Perez, Z. Wang, S.R.G. Oudenhoven, S.R.A. Kersten, Stepwise fast pyrolysis of pine wood, Energy & Fuels 26(12) (2012) 7263-7273.
[96] J.H. Lora, W.G. Glasser, Recent industrial applications of lignin: a sustainable alternative to non-renewable materials, Journal of Polymers and the Environment 10(1) (2002) 39-48.

94
[97] Z. Ma, D. Chen, J. Gu, B. Bao, Q. Zhang, Determination of pyrolysis characteristics and kinetics of palm kernel shell using TGA–FTIR and model-free integral methods, Energy Conversion and Management 89(Supplement C) (2015) 251-259.
[98] H.S. Cerqueira, G. Caeiro, L. Costa, F. Ramôa Ribeiro, Deactivation of FCC catalysts, Journal of Molecular Catalysis A: Chemical 292(1) (2008) 1-13.
[99] P.A. Horne, P.T. Williams, The effect of zeolite ZSM-5 catalyst deactivation during the upgrading of biomass-derived pyrolysis vapours, Journal of Analytical and Applied Pyrolysis 34(1) (1995) 65-85.
[100] A.G. Gayubo, A.T. Aguayo, A. Atutxa, R. Prieto, J. Bilbao, Deactivation of a HZSM-5 zeolite catalyst in the transformation of the aqueous fraction of biomass pyrolysis oil into hydrocarbons, Energy & Fuels 18(6) (2004) 1640-1647.
[101] A.G. Gayubo, B. Valle, A.T. Aguayo, M. Olazar, J. Bilbao, Attenuation of catalyst deactivation by co-feeding methanol for enhancing the valorisation of crude bio-oil, Energy & Fuels 23(8) (2009) 4129-4136.
[102] A. López, I. de Marco, B.M. Caballero, A. Adrados, M.F. Laresgoiti, Deactivation and regeneration of ZSM-5 zeolite in catalytic pyrolysis of plastic wastes, Waste Management 31(8) (2011) 1852-1858.
[103] C.V. Satyanarayana, D. Srikant, H.R. Gurav, Chapter 5 - Catalyst deactivation and regeneration A2 - Joshi, Sunil S, in: V.V. Ranade (Ed.), Industrial Catalytic Processes for Fine and Specialty Chemicals, Elsevier, Amsterdam, 2016, pp. 187-219.
[104] M. Müller, G. Harvey, R. Prins, Comparison of the dealumination of zeolites beta, mordenite, ZSM-5 and ferrierite by thermal treatment, leaching with oxalic acid and treatment with SiCl4 by 1H, 29Si and 27Al MAS NMR, Microporous and mesoporous materials 34(2) (2000) 135-147.
[105] A.G. Gayubo, A.T. Aguayo, A. Atutxa, B. Valle, J. Bilbao, Undesired components in the transformation of biomass pyrolysis oil into
hydrocarbons on an HZSM‐5 zeolite catalyst, Journal of Chemical Technology and Biotechnology 80(11) (2005) 1244-1251.
[106] A.G. Gayubo, A.T. Aguayo, A. Atutxa, R. Aguado, M. Olazar, J. Bilbao, Transformation of oxygenate components of biomass pyrolysis oil on a HZSM-5 zeolite. II. Aldehydes, ketones, and acids, Industrial & Engineering Chemistry Research 43(11) (2004) 2619-2626.

95
[107] S.D. Stefanidis, K.G. Kalogiannis, E.F. Iliopoulou, A.A. Lappas, P.A. Pilavachi, In-situ upgrading of biomass pyrolysis vapors: catalyst screening on a fixed bed reactor, Bioresource Technology 102(17) (2011) 8261-8267.
[108] L. Sun, X. Zhang, L. Chen, B. Zhao, S. Yang, X. Xie, Comparision of catalytic fast pyrolysis of biomass to aromatic hydrocarbons over ZSM-5 and Fe/ZSM-5 catalysts, Journal of Analytical and Applied Pyrolysis 121 (2016) 342-346.
[109] D.A. Bulushev, J.R.H. Ross, Catalysis for conversion of biomass to fuels via pyrolysis and gasification: a review, Catalysis Today 171(1) (2011) 1-13.
[110] T.E. Norgate, S. Jahanshahi, W.J. Rankin, Assessing the environmental impact of metal production processes, Journal of Cleaner Production 15(8) (2007) 838-848.
[111] K.S. Egorova, V.P. Ananikov, Which metals are green for catalysis? Comparison of the toxicities of Ni, Cu, Fe, Pd, Pt, Rh, and Au salts, Angewandte Chemie International Edition 55(40) (2016) 12150-12162.
[112] B. Su, Z.-C. Cao, Z.-J. Shi, Exploration of earth-abundant transition metals (Fe, Co, and Ni) as catalysts in unreactive chemical bond activations, Accounts of Chemical Research 48(3) (2015) 886-896.
[113] R. French, S. Czernik, Catalytic pyrolysis of biomass for biofuels production, Fuel Processing Technology 91(1) (2010) 25-32.
[114] B. Valle, A. Alonso, A. Atutxa, A.G. Gayubo, J. Bilbao, Effect of nickel incorporation on the acidity and stability of HZSM-5 zeolite in the MTO process, Catalysis Today 106(1) (2005) 118-122.
[115] M. Guisnet, P. Magnoux, Organic chemistry of coke formation, Applied Catalysis A: General 212(1) (2001) 83-96.
[116] Y. Cai, Y. Fan, X. Li, L. Chen, J. Wang, Preparation of refined bio-oil by catalytic transformation of vapors derived from vacuum pyrolysis of rape straw over modified HZSM-5, Energy 102 (2016) 95-105.
[117] A. Cihanoğlu, G. Gündüz, M. Dükkancı, Degradation of acetic acid by heterogeneous Fenton-like oxidation over iron-containing ZSM-5 zeolites, Applied Catalysis B: Environmental 165 (2015) 687-699.
[118] P.B. Weisz, R.B. Goodwin, Combustion of carbonaceous deposits within porous catalyst particles: II. Intrinsic burning rate, Journal of Catalysis 6(2) (1966) 227-236.
[119] A.G. Gayubo, A.T. Aguayo, A. Atutxa, R. Prieto, J. Bilbao, Role of reaction-medium water on the acidity deterioration of a HZSM-5

96
zeolite, Industrial & Engineering Chemistry Research 43(17) (2004) 5042-5048.
[120] T.R. Carlson, J. Jae, Y.-C. Lin, G.A. Tompsett, G.W. Huber, Catalytic fast pyrolysis of glucose with HZSM-5: the combined homogeneous and heterogeneous reactions, Journal of Catalysis 270(1) (2010) 110-124.
[121] P.R. Patwardhan, J.A. Satrio, R.C. Brown, B.H. Shanks, Product distribution from fast pyrolysis of glucose-based carbohydrates, Journal of Analytical and Applied Pyrolysis 86(2) (2009) 323-330.
[122] S.D. Stefanidis, E. Heracleous, D.T. Patiaka, K.G. Kalogiannis, C.M. Michailof, A.A. Lappas, Optimization of bio-oil yields by demineralization of low quality biomass, Biomass & Bioenergy 83 (2015) 105-115.
[123] A. Zheng, Z. Zhao, S. Chang, Z. Huang, H. Wu, X. Wang, F. He, H. Li, Effect of crystal size of ZSM-5 on the aromatic yield and selectivity from catalytic fast pyrolysis of biomass, Journal of Molecular Catalysis A: Chemical 383-384 (2014) 23-30.
[124] Y.-T. Cheng, J. Jae, J. Shi, W. Fan, G.W. Huber, Production of renewable aromatic compounds by catalytic fast pyrolysis of lignocellulosic biomass with bifunctional Ga/ZSM-5 catalysts, Angewandte Chemie International Edition 51(6) (2012) 1387-1390.
[125] Y.-C. Lin, J. Cho, G.A. Tompsett, P.R. Westmoreland, G.W. Huber, Kinetics and mechanism of cellulose pyrolysis, The Journal of Physical Chemistry C 113(46) (2009) 20097-20107.
[126] Q. Bu, H. Lei, A.H. Zacher, L. Wang, S. Ren, J. Liang, Y. Wei, Y. Liu, J. Tang, Q. Zhang, R. Ruan, A review of catalytic hydrodeoxygenation of lignin-derived phenols from biomass pyrolysis, Bioresource Technology 124 (2012) 470-477.
[127] T.R. Carlson, G.A. Tompsett, W.C. Conner, G.W. Huber, Aromatic production from catalytic fast pyrolysis of biomass-derived feedstocks, Topics in Catalysis 52(3) (2009) 241.
[128] T.R. Carlson, Y.-T. Cheng, J. Jae, G.W. Huber, Production of green aromatics and olefins by catalytic fast pyrolysis of wood sawdust, Energy & Environmental Science 4(1) (2011) 145-161.
[129] A.V. Bridgwater, Principles and practice of biomass fast pyrolysis processes for liquids, Journal of Analytical and Applied Pyrolysis 51(1–2) (1999) 3-22.

97
[130] N. Rahimi, R. Karimzadeh, Catalytic cracking of hydrocarbons over modified ZSM-5 zeolites to produce light olefins: a review, Applied Catalysis A: General 398(1) (2011) 1-17.
[131] C. Kelkar, M. Xu, R.J. Madon, Laboratory evaluation of cracking catalysts in a fluid bed: Effects of bed dynamics and catalyst deactivation, Industrial & Engineering Chemistry Research 42(3) (2003) 426-433.
[132] K. Wang, P.A. Johnston, R.C. Brown, Comparison of in-situ and ex-situ catalytic pyrolysis in a micro-reactor system, Bioresource Technology 173 (2014) 124-131.
[133] D.P. Gamliel, S. Du, G.M. Bollas, J.A. Valla, Investigation of in situ and ex situ catalytic pyrolysis of miscanthus×giganteus using a PyGC–MS microsystem and comparison with a bench-scale spouted-bed reactor, Bioresource Technology 191 (2015) 187-196.
[134] S. Wan, Y. Wang, A review on ex situ catalytic fast pyrolysis of biomass, Frontiers of Chemical Science and Engineering 8(3) (2014) 280-294.
[135] G. Luo, F.L.P. Resende, In-situ and ex-situ upgrading of pyrolysis vapors from beetle-killed trees, Fuel 166 (2016) 367-375.
[136] B. Li, L. Ou, Q. Dang, P. Meyer, S. Jones, R. Brown, M. Wright, Techno-economic and uncertainty analysis of in situ and ex situ fast pyrolysis for biofuel production, Bioresource Technology 196 (2015) 49-56.
[137] C. Mukarakate, X. Zhang, A.R. Stanton, D.J. Robichaud, P.N. Ciesielski, K. Malhotra, B.S. Donohoe, E. Gjersing, R.J. Evans, D.S. Heroux, Real-time monitoring of the deactivation of HZSM-5 during upgrading of pine pyrolysis vapors, Green Chemistry 16(3) (2014) 1444-1461.
[138] J. Jae, R. Coolman, T.J. Mountziaris, G.W. Huber, Catalytic fast pyrolysis of lignocellulosic biomass in a process development unit with continual catalyst addition and removal, Chemical Engineering Science 108 (2014) 33-46.
[139] H. Zhang, R. Xiao, H. Huang, G. Xiao, Comparison of non-catalytic and catalytic fast pyrolysis of corncob in a fluidized bed reactor, Bioresource Technology 100(3) (2009) 1428-1434.
[140] M. Guisnet, P. Magnoux, Deactivation by coking of zeolite catalysts. Prevention of deactivation. Optimal conditions for regeneration, Catalysis Today 36(4) (1997) 477-483.