Embed Size (px)
Citation preview

Journal of Hazardous Materials A120 (2005) 9–14
Control of VOCs emissions by condenser pre-treatmentin a semiconductor fab
Yu-Chih Lina, Feng-Tang Changb, Hsunling Baia,∗, Bau-Shei Peib
a Institute of Environmental Engineering, National Chiao Tung University, 75 Po-Ai Street, Hsinchu 300, Taiwanb Department of Engineering and System Science, National Tsing Hua University, Hsinchu, Taiwan
Received 12 August 2004; received in revised form 4 November 2004; accepted 15 December 2004
Abstract
The performance of a modified design of local condensers to pre-treat a variety of volatile organic compounds (VOCs) emitted from thestripping process of a semiconductor fab was tested in this study. The reaction temperature of the condensers was controlled at around 10◦C,it is relatively higher than the traditional condenser reaction temperature. Both VOCs and water vapors were condensed and formed liquidfi o preventt , therefore,r only.©
K
1
ctVotttioaa
otT
tivency.forncen-
werdewtion. Thee de-
venthen
ations re-
p-two
hasesa-
0d
lms. This resulted in an enhancement of the VOCs removals, especially for VOCs of high boiling points or solubility. This can help the follow up zeolite concentrator from damage. The performance of the integrated system of condenser/zeolite concentrator couldemain highly efficient for a longer operation time. Its annualized cost would also be lower than installing the zeolite concentrator
2005 Elsevier B.V. All rights reserved.
eywords:Volatile organic compounds; DMDS; DMS; Adsorbent; Semiconductor; Optoelectronic industry; TFT-LCD
. Introduction
The exhaust gas from semiconductor manufacturers hasharacteristics of high-flow rate with a variety of VOCs emit-ed at low concentrations[1]. Besides, the boiling points ofOCs may vary over a wide range from less than 50◦C tover 200◦C. They are usually treated by regenerative adsorp-ion/desorption devices such as the rotary zeolite concentra-ors to increase the VOCs concentrations. Then, the concen-rated VOCs are further treated by incineration devices. Thenitial operation efficiencies of zeolite concentrators in termsf total hydrocarbon (THC) emitted from semiconductor fabre well above 90% in laboratory tests[2–6] and field oper-tions[7,8].
But when high boiling-point VOCs are treated during des-rption process, they tend to gradually occupy the adsorp-
ion sites and deteriorate the performance of an adsorber[4].he installation of condensers before a VOCs adsorber to
∗ Corresponding author. Fax: +886 3 5725958.E-mail address:[email protected] (H. Bai).
condense the high boiling-point VOCs may be an effecmethod to prevent the decreasing of VOCs removal efficieHowever, limited information is available in the literaturethe integrated process of condensers plus a zeolite cotrator.
In general, condensation involves a refrigerator to lothe temperature of the exhaust gas until it is below thepoint. And the removal is performed by the condensaof gaseous VOCs on the chilled parts of the condensermodules of a VOCs condenser system usually include thhumidification module and the refrigerator module[9]. Dehu-midification is performed to reduce the moisture and prethe detrimental icing effects that would otherwise occur wthe VOCs exhaust is cooled to a temperature below 0◦C inthe VOCs condensation section. Besides, a dehumidificpretreatment is also beneficial for the purpose of VOCcovery.
Zeiss and Ibbetson[10] showed that the successful aplication of condensation technology depended onfactors—low temperature capability and a high vapor pconcentration of VOCs. And it is known that the conden
304-3894/$ – see front matter © 2005 Elsevier B.V. All rights reserved.oi:10.1016/j.jhazmat.2004.12.035

10 Y.-C. Lin et al. / Journal of Hazardous Materials A120 (2005) 9–14
tion of VOCs is a proper technique to decrease the emissionlevel for single compound, high concentration and low gasflow rate VOCs at below 0◦C. But whether a condenser issuitable to treat VOCs exhaust that has the characteristics ofmultiple compounds, low concentrations and high gas flowrate at the temperature of above 0◦C has rarely been studied.
The practical performance of a condenser in reducing lowVOCs concentrations has not been sufficiently understood. Inorder to keep the condensers with economical performance,this study proposes a modification on the traditional con-denser design. Both condensation and liquid absorption wereeffective in the condensers to enhance the removals of VOCs.
2. Experiments
The design of condensers for such purposes is slightlydifferent from the traditional ones operated under ultra-lowtemperatures. The ice water inside the tubes and fins type coilwas operated at 10◦C, thus the moisture can condense andform a liquid absorption film that enhances the condensationof some hydrophilic VOCs. With the design of dual effect(condensation plus film absorption) of the condensers em-ployed herein, it is expected that not only the VOCs removalefficiency can be increased but also the power consumptionc nsers
ensers n ofc .T tem-p heo 4a about4
TO
0
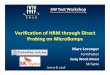
Fig. 1presents the schematic of the stripping process of asemiconductor fab in Taiwan as well as its VOCs removal pro-cess including two parallel condensers and a zeolite concen-trator/incinerator unit. The stripping process was composedof one strip step and three rinse steps. The wafer boat was im-mersed in the first strip tank at a temperature below 110◦Cand then transferred to the rinse tanks. The VOCs exhaustemitted from the strip and the first two rinse tanks was intro-duced into the condensers and then sent to the zeolite concen-trator/incinerator for final treatment. The condensed organicsolvent was drawn into the daily tank. Because stripper andrinse solutions used in stripping process of the semiconduc-tor industry were composed of several organic solvents so theconstituents of exhausted VOCs were complicated. And thepurity of organic solvents required by every manufacturingprocess was so high that the condensed VOCs could not berecycled for stripping and rinsing purposes again.
The concentrations of VOCs were measured at the in-let and the outlet of the condensers and the removal effi-ciencies of the two condensers were calculated. The VOCsconcentrations were analyzed according to the USEPA TO-14A method[11]. The VOCs were sampled by stainless-steeltube sampling. The sampling tube drew a VOCs sample fromthe stream by the drop in pressure (�p= 10−2 mmHg). Thesample was then analyzed by GC/MS in the laboratory. Thee am-p ntra-t Se-r s II)c i.d.,1 ent( linem
3
3p
/MSd Thel ro-c a-j fide( ul-fi ndt e-t ringt werev
inlyd tanksa undso ew while
ost can be reduced as compared to the traditional condeTable 1presents the operating parameters of the cond
et in this study. The indoor temperature of the locatioondensers was maintained at around 22–23◦C dry bulb (db)he VOCs emitted from the stripping process were ateratures of 35–60◦C before inlet to the condensers. Tutlet temperature of the VOCs stream was around 10–1◦Cnd the water content in the condensed solvents was0–50% by weight.
able 1perating parameters of the condenser
Operating parameters Value
Tube and fins type heat coil 330 mm (L) ×608 mm (W) ×457.2 mm (H)
Total area of cooled surface for condensation (m2) 20Total area of wetted surface for condensation (m2) 40Maximum treated flow-rate by the condenser
(SCMH)3000
Maximum VOCs inlet concentration (designed value)(ppmv)
100
Superficial velocity of inlet VOCs flow (m/s) 1.0–3.0Retention time of VOCs flow in the condenser (s) 0.11–0.33Temperature of the fab (dry bulb) (◦C) 22–23Humidity of the fab (%RH) 40–45Inlet temperature of VOCs laden air flow (◦C) 35–60Temperature of ice water chilling coil (◦C) 10Temperature of outlet VOCs flow (◦C) 10–14Water content of condensed VOCs (wt.%) 40–50Cooling capacity (kJ/h) 51000–5350Water condensed weight (designed value) (kg/h) 1.5
.quipments for analyzing VOCs included a VOCs autosler (Xontech, 911/912 systems), a Cryogenic Conce
or (Nutech, 3350A), a Gas Chromatograph (HP 5890ies II) and a Mass Selective Detector (HP 5971 Serieoupled with a GC column (Rtx-502.2, 60 m, 0.25 mm.4�m f.m.). Furthermore, a continuous emission instrumGC/FID detector) was installed at the pipe-end for on-easurements of the THC removal efficiency.
. Results and discussion
.1. Analysis of VOCs emitted from the strippingrocess
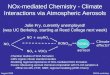
Fig. 2presents the dominant species detected by GCuring the stripping process of a semiconductor fab.
argest quantity of VOCs emitted during the stripping pess was dimethyl sulfoxide (DMSO, 63%). Other m
or VOCs being detected included the dimethyl sulDMS, 15%), isopropylalcohol (IPA, 11%), dimethyl disde (DMDS, 6%), 1-methyl-2-pyrrolidinone (NMP, 2%) arace amounts of toluene,N,N-dimethyl acetamide, and acone, etc. The total concentrations of VOCs emitted duhe stripping process depended on the product yields andaried from 16,000 to 42,000 ppbv.
The VOCs emitted from the stripping process are maue to heating and agitating steps in the first and seconds well as the rinsing step in the third tank. The compof DMS, DMDS, DMSO, NMP, andN,N-dimethyl acetamidere emitted when the stripper is heated and agitated,

Y.-C. Lin et al. / Journal of Hazardous Materials A120 (2005) 9–14 11
Fig. 1. Schematic of the stripping process (upper plot) and the VOCs control devices (bottom plot) that composed of an integrated system of two condensersand a zeolite concentrator/incinerator unit in a semiconductor fab (the solid lines are the VOCs exhaust streams and the dashed lines are the condensed liquidstreams of the VOCs).
IPA, acetone and toluene were emitted during the rinsing andagitating steps of the organic solvents as shown inFig. 1.
3.2. The removal efficiency of VOCs by condensers
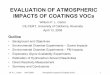
For a traditional condenser, the VOCs are removed if theirpartial pressures are larger than the saturation vapor pressuresat the condenser temperature.Fig. 3shows the ratio of partial
Fig. 2. Principal compounds of VOCs emitted during the stripping processof a semiconductor fab.
pressures of VOCs detected in the emitted gas stream at 10◦Cto their saturation vapor pressures. One can see that only thepressure ratio of DMSO was larger than 1, the others shouldbe too low to be removed by condensation mechanism. Butin this study all VOCs were more or less removed in thecondensers as observed inFig. 4(a) and (b).
Fig. 4(a) presents the relationship between boiling pointsof various VOCs and their average removal efficiencies by
Fig. 3. Average ratio of partial pressures of VOCs emitted from the strip-ping process to their saturation vapor pressures at the condenser operatingtemperature of 10◦C.

12 Y.-C. Lin et al. / Journal of Hazardous Materials A120 (2005) 9–14
Fig. 4. Removal efficiencies of VOCs as functions of (a) boiling points and(b) Henry’s law constants.
the condensers. Owing to the manufacturing process waschanged during the test period, the inlet concentrations ofVOCs to the condensers varied, but one still observed thatthe removal efficiencies of VOCs were roughly proportionalto their values of boiling points except toluene and DMS.
The toluene has relatively low removal efficiency as com-pared to other VOCs of similar boiling points. Because themoisture was simultaneously removed with VOCs in the con-denser, the condenser removal efficiency should be a functionof the Henry’s constants also. As indicated inFig. 4(b), thelow removal of toluene may be attributed to its low Henry’sconstant (H) in water, 0.15 mol/(kg bar) at 25◦C [12]. Theroughly increase of VOCs removals as their Henry’s con-stants were increased as shownFig. 4(b) revealed that thewater film also played an important role in the condensersystem.
On the other hand, the removal efficiency of DMS abatedby the condenser is better than several other VOCs, eventhough its boiling point is the lowest and its solubility inwater is also relatively low withH= 0.48 mole/(kg bar) inwater at 25◦C. This may be because that DMS can dissolve inthe DMSO, the organic with the most condensation potential[13].
The removal efficiencies of high boiling-point compoundssuch as NMP and DMSO abated by the condensers wereabove 80%, and these compounds were responsible for over60% of VOCs emitted from the stripping process. So, thecondensers were good choices for the pre-treatment of highboiling-point VOCs and they prevented the follow up zeoliteadsorber from gradual deterioration caused by low desorptionrate of the high boiling-point VOCs.
If the condenser system is to be applied to other fields, itmust be noted that the effective functioning of the proposeddevice depends critically on the VOCs being hydrophilic orthey can be dissolved in other condensable species. There-fore, it is most suitable to plants which emit VOCs with rel-atively high solubility in water or organic solvents.
Fig. 5presents the effect of superficial velocity on the THCremoval efficiency. The superficial velocity was increasedwhen the loading of stripping process was increased. Onecan see that the removal efficiency of THC abated by con-d s fulll en-s 80%a t thee nalt pend
F ncy.T C inletc
enser was close to 60% when the stripping process waoaded with a superficial velocity of 3.0 m/s in the condation. Furthermore, THC removal could be as high ast the superficial velocity of 1.5 m/s. It was observed thamitted THC concentrations were not linearly proportio
o the process loading, and the THC removal did not de
ig. 5. The effect of superficial velocity on the THC removal efficiehe numbers shown above each symbol are their corresponding THoncentrations.

Y.-C. Lin et al. / Journal of Hazardous Materials A120 (2005) 9–14 13
Fig. 6. Comparison of the THC removal efficiencies obtained by the zeoliteconcentrator and the integrated system of condenser/zeolite concentrator.
on their inlet concentrations either. For example, the lowestTHC inlet concentration, 15,964 ppbv, appeared at a super-ficial velocity of 2.5 m/s with a THC removal of 70%. Andthe lowest THC removal appeared at the highest THC inletconcentration of 41,597 ppbv.
3.3. Comparison between the integrated system and thezeolite concentrator
To prove the effectiveness of the condenser pre-treatmentdevices, there were two zeolite concentrators of identical ge-ometry being installed in the semiconductor fab. Each zeo-lite concentrator removed, the VOCs exhausted from separatestripping process of the same design. The only major differ-ence is that one zeolite concentrator was operated with twoparallel condensers as pretreatment devices, while the otherone was operated without any condenser.
Fig. 6presents the THC removal efficiencies obtained bythe independent zeolite concentrator as well as by the inte-
Table 2Annualized installation and operating costs of zeolite concentrator and the in
Installation Zeolite entrator
171455
452772
grated system of condenser/zeolite concentrator. For the in-dependent zeolite concentrator, all VOCs including the highboiling-point temperature ones were removed by the zeo-lite concentrator. Because the high boiling-point VOCs weredifficult to be desorbed, they were accumulated onto the ac-tive sites of the zeolite concentrator after repeated adsorp-tion/desorption process. Hence a viscous film was graduallyformed and resulted in a decrease in the removal efficiency ofthe zeolite concentrator. After six months of operation, the re-moval efficiency of the VOCs by the zeolite concentrator sys-tem was decreased to the critical value, 90%, allowed by Tai-wan’s air pollution regulation. Thus, the zeolite rotor must beshut down and water washed to clean out the occupants. Thiswashing procedure increased the removal efficiency of thezeolite concentrator to almost 95%. The washing frequencyof the zeolite concentrator depended on the yield of fab, andwas usually once per half-year to per quarter year. Althoughregular washing of the zeolite concentrator could resolve theproblem of high boiling-point VOCs, companies with highyield, especially those without back-up abatement advices,could not tolerate the frequent recess of the process. Besides,the frequent washing of the zeolite concentrator would reduceits lifetime.
On the other hand, after the installation of two parallel con-densers the integrated condenser/zeolite concentrator systemk oft eda hus,a on-d ratorc
nte-n in-t sers).U tonsa thez costm d thec wasU
witha costo fore,t was
Capital cost (US$)Useful life (year)Minimum rate of return (%)Annualized present cost of the installation (US$/year)O&M cost (US$/year) (excluding the incineration consumption)Total annualized net present cost (US$/year)
tegrated system of condenser/zeolite concentrator
concentrator Integrated system of condensers/zeolite conc
Condensers Zeolite concentrator
0 57150 1714507
10263 46863430 22858693 69721
ept a high VOCs removal efficiency for a long periodime as shown inFig. 6. The removal efficiency remaint around 95% even after nine months of operation. Tfter the high boiling-point VOCs were pretreated in the censer, the deterioration problem of the zeolite concentould be effectively resolved.
Table 2compares the installation, operation and maiance (O&M) costs of a zeolite concentrator with the
egrated system (zeolite concentrator plus two condennder the assumption of an average water usage of 20nd washing cycle of per quarter year, the O&M cost ofeolite concentrator was US$ 27,430/year. The O&Mentioned above excluded incinerator cost but include
ost of washing the rotor. The renewing cost of the rotorS$ 171,450.The rotor was assumed to be renewed every five years
minimum rate of return of 10%, the annualized presentf the zeolite concentrator was US$ 45,263/year. There
he total annualized net cost of a zeolite concentrator

14 Y.-C. Lin et al. / Journal of Hazardous Materials A120 (2005) 9–14
US$ 72,693/year. The installation cost of two condensers forthe field test shown in this study was around US$ 57,150. Theuseful life of the condensers was assumed to be seven yearsand they had zero salvage value. The useful life of zeoliterotor was assumed to be seven years also. The two yearsextension in the useful life of zeolite rotor in the integratedsystem was due to the installation of the condensers that helpto protect the zeolite concentrator from deterioration causedby high boiling-point VOCs.
The annualized present cost for the integrated system wasabout US$ 46,863/year with minimum rate of return of 10%.The O&M costs of the integrated system included the treat-ment cost of the waste organic solvent (US$ 10,290/year), theaverage cost of power consumption (US$ 5710/year), and thewashing cost of the zeolite rotor per year. Therefore, the totalO&M cost of the integrated system would be around US$22,858/year. As a result, the estimated total annualized netpresent cost of the integrated condenser/zeolite concentratorsystem, US$ 69,721/year, was lower than applying the zeoliteconcentrator alone, US$ 72,693/year.
4. Conclusions
This study employed a modified design of local con-d n thet mit-t BothV lmsa cter-i her ss 0 and5 intot re-m
atedw ateds highe izedc lone.
theo ringf OCsa quan-t ncyo lesst opto-
electronic industry may also be beneficial from the integratedsystem of condenser/zeolite concentrator. The integrated sys-tem of condenser/zeolite concentrator is also applicable toremove VOCs emitted from painting booths of automobile,aircraft, and printing industries, etc.
Acknowledgement
Partial support from the National Science Council ofthe Republic of China under Contract Nos. NSC91-2211-E-009-011 and NSC92-2211-E-009-029 is gratefully appre-ciated.
References
[1] H.M. Chein, T.M. Chen, Emission characteristics of volatile organiccompounds from semiconductor manufacturing, J. Air Waste Man-age. Assoc. 53 (8) (2003) 1029–1036.
[2] A. Gupta, D. Crompton, Choosing the right adsorption medium forVOC control, Met. Finish. 91 (11) (1993) 68–72.
[3] S.W. Blocki, Hydrophobic zeolite adsorbent: a proven advancementin solvent separation technology, Environ. Process 12 (3) (1993)226–230.
[4] F.T. Chang, Y.C. Lin, H.L. Bai, B.S. Pei, Adsorption and desorp-tion characteristics of VOCS on the thermal swing honeycomb ze-
384–
ingpre-
n. 31
ing–484.cat-
bate-Ses-
VOC1, pp.
is
[ ill on
[ ina-TO-to-
[ ry
[ pril
ensers operated at temperatures relatively higher tharaditional condensers to pre-treat a variety of VOCs eed from the stripping process in a semiconductor fab.OCs and water vapors were condensed to form liquid find thus effectively remove a majority of VOCs as chara
zed by high boiling points and hydrophilic properties. Temoval efficiency of low to medium boiling-point VOCuch as IPA, acetone, and toluene were only between 10%, but these compounds could be further introduced
he zeolite concentrator and lead to over 90% of THCovals.Because the high boiling-point VOCs were pre-tre
ith over 80% efficiencies, the performance of the integrystem of condenser/zeolite concentrator could remainfficiency for a longer period of operation, and its annualost was lower than installing the zeolite concentrator a
In addition to the semiconductor manufacturing fab,ptoelectronic industry such as a TFT-LCD manufactu
ab has a more severe problem on the deterioration of Vdsorption devices due to the presence of a significant
ity of high boiling-point VOCs. The replacement frequef a zeolite concentrator in a TFT-LCD plant could be
han two years without applying the condenser. Thus the
olite concentrator, J. Air Waste Manage. Assoc. 53 (2003) 11390.
[5] Y. Mitsuma, H. Yamauchi, T. Hirose, Analysis of VOC reversadsorption and desorption characteristics for actual efficiencydiction for ceramic honeycomb adsorbent, J. Chem. Eng. Jp(1998) 253–257.
[6] Y. Mitsuma, H. Yamauchi, T. Hirose, Performance of thermal swhoneycomb voc concentrator, J. Chem. Eng. Jpn. 31 (1998) 482
[7] A. Gupta, J. Stone, Rotary concentrator followed by thermal oralytic oxidation—a hybrid approach to economical styrene ament, in: Proceedings of the International Composites EXPO,sion 11-D, 1998, pp. 1–5.
[8] R.J. Seguin, W.C. Madden, Improvements in the operation of aabatement device, in: Semiconductor Fabtech, 13th ed., 20099–102.
[9] W.M. Vatavuk, Estimating Costs of Air Pollution Control, LewPublishers, Chelsea, MI, 1990.
10] R.F. Zeiss, C. Ibbetson, Cryogenic condensation puts a chVOCs, Pollut. Eng. 29 (9) (1997) 56–61.
11] EPA/625/R-96/010B, Compendium of Method for the Determtion of Toxic Organic Compounds in Ambient Air, second ed.,14A, US EPA, http://www.epa.gov/ttn/amtic/files/ambient/airtox/14ar.pdf(access December 2002).
12] NIST, NIST Chemistry WebBook,http://webbook.nist.gov/chemist(access December 2002).
13] X. Chen, Personal communication, DMSO China Chemical, A2003.