Embed Size (px)
Citation preview
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 1/103
1
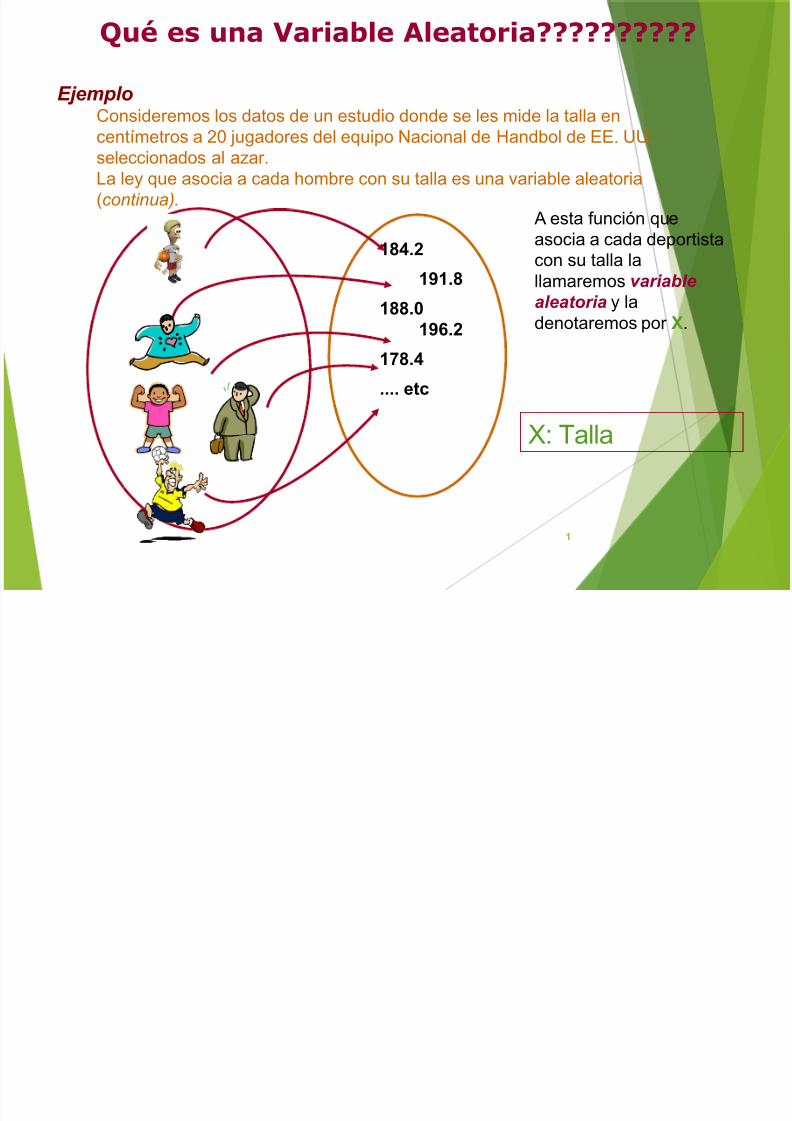
EjemploConsideremos los datos de un estudio donde se les mide la talla en
centímetros a 20 jugadores del equipo Nacional de Handbol de EE. UU.seleccionados al azar.
La ley que asocia a cada ombre con su talla es una !ariable aleatoria
"continua).
184.2
191.8
188.0
196.2
178.4
.... etc
# esta $unci%n que
asocia a cada deportista
con su talla la
llamaremos variablealeatoria y la
denotaremos por X.
&' (alla
Qué es una Variable Aleatoria??????????
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 2/103
2
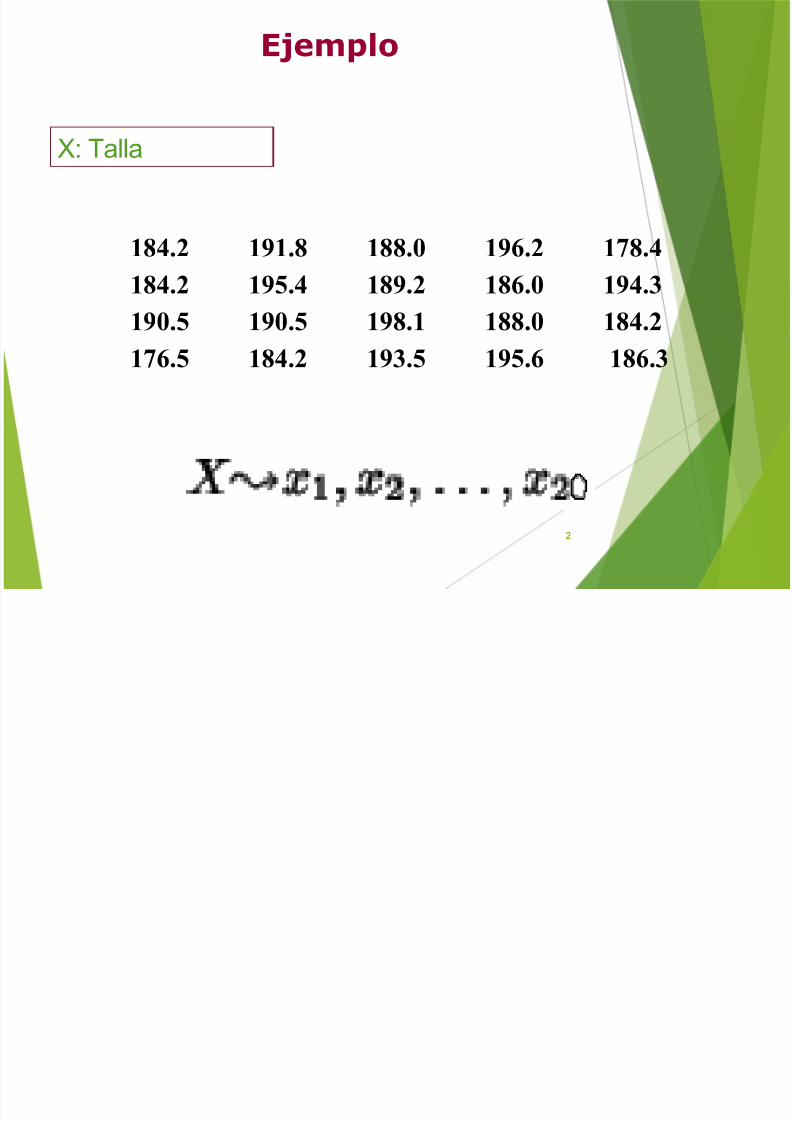
Ejemplo
184.2 191.8 188.0 196.2 178.4
184.2 195.4 189.2 186.0 194.3
190.5 190.5 198.1 188.0 184.2
176.5 184.2 193.5 195.6 186.3
&' (alla
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 3/103
3
Es un arreglo de los distintos valores que toma lavariable con sus respectivas frecuencias (nº de vecesque aparece cada valor de la variable en la muestra).
Cómo ordenamos los datos???????????
En una' Tabla de Distribución de Frecuencia
Qué es ?????
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 4/103
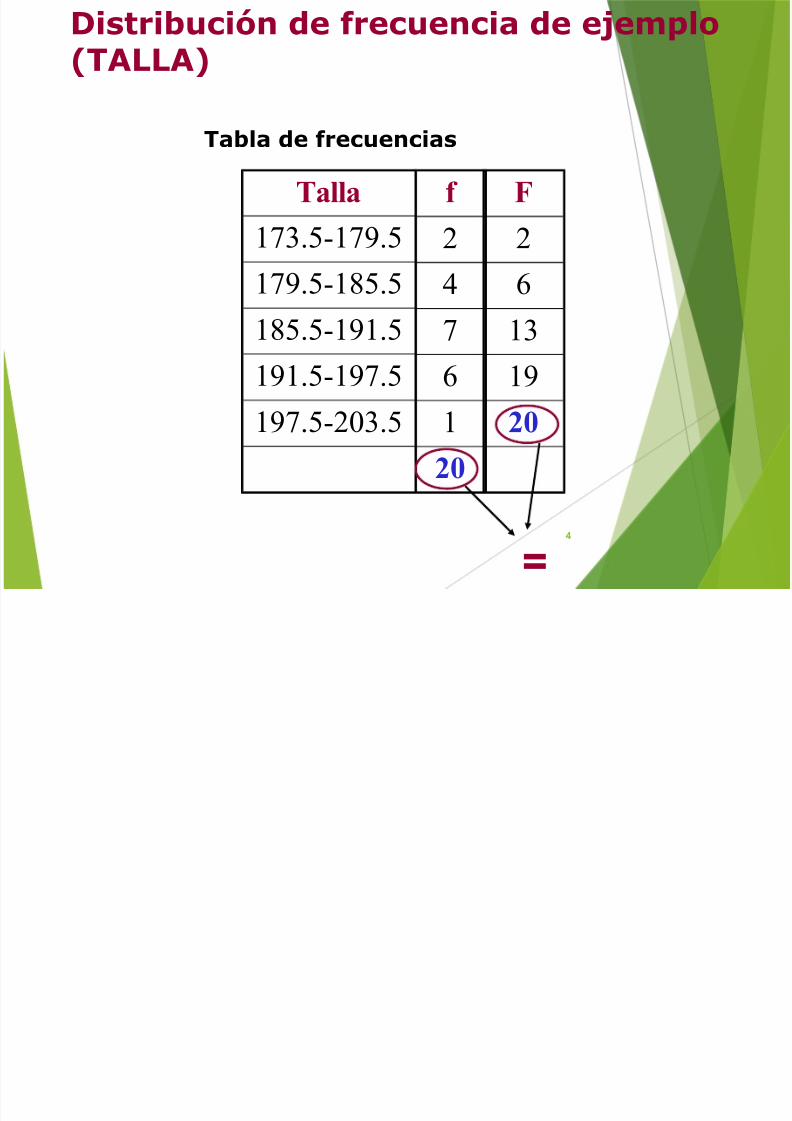
Distribución de frecuencia de ejemplo(TALLA)
Talla
173.5-179.5
179.5-185.5
185.5-191.5
191.5-197.5
197.5-203.5
4
f
2
4
7
6
1
20
F
2
6
13
19
20
=
Tabla de frecuencias
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 5/103
5
1 7 3 . 5 1 7 9 . 5 1 8 5 . 5 1 9 1 . 5 1 9 7 . 5 2 0 3 . 5
T a l l a
0
1
2
3
4
5
6
7
8
f
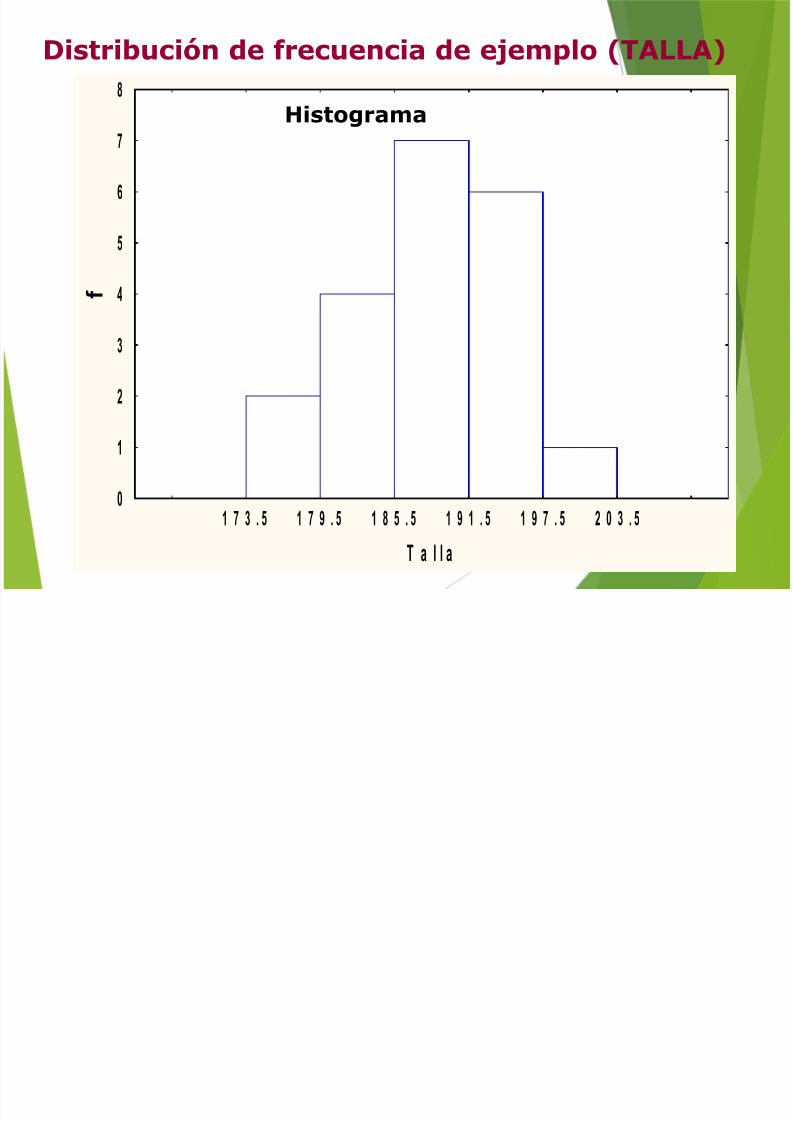
Distribución de frecuencia de ejemplo (TALLA)
isto!rama
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 6/103
6
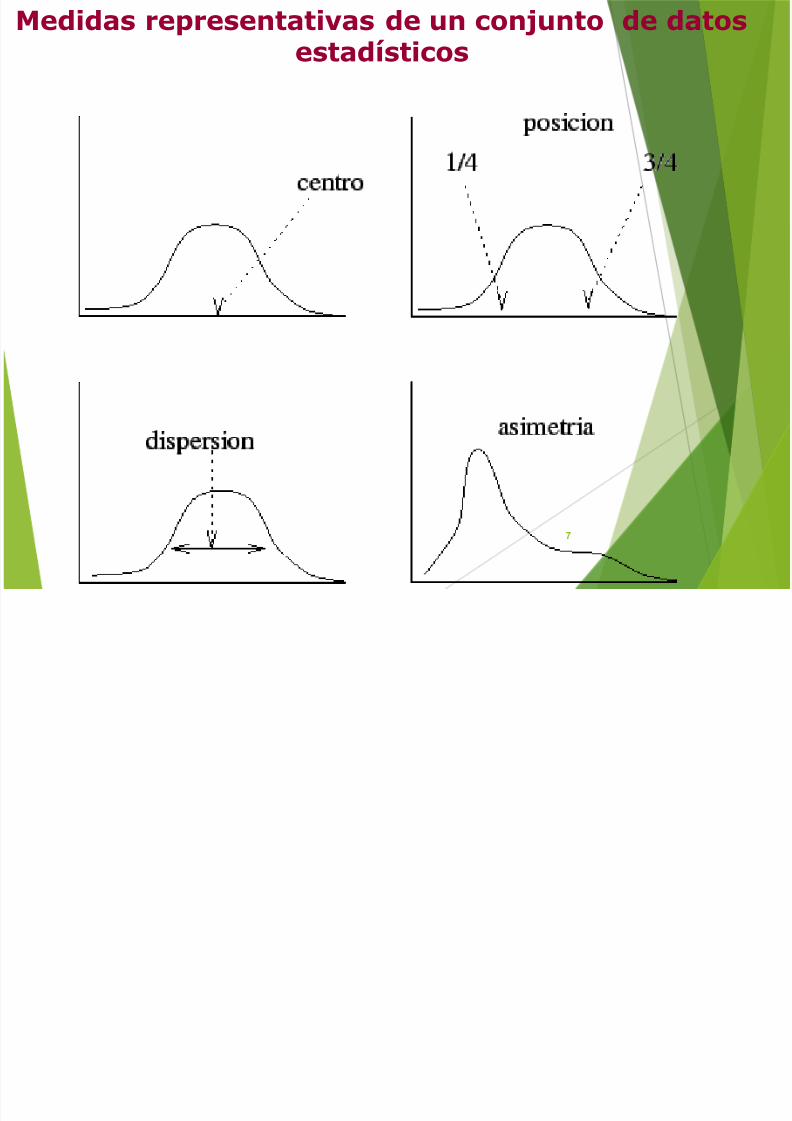
"edidas de #esumen
Los fenómenos bioló!icos no suelen ser constantes
La tendencia central de los datos
ecesitamos conocer%
La dispersión o &ariación respecto de este centro
Los datos 'ue ocupan ciertas posiciones
La simetra de los datos
La forma en 'ue los datos se a!rupan
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 7/103
7
"edidas representati&as de un conjunto de datosestadsticos
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 8/103
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 9/103
9
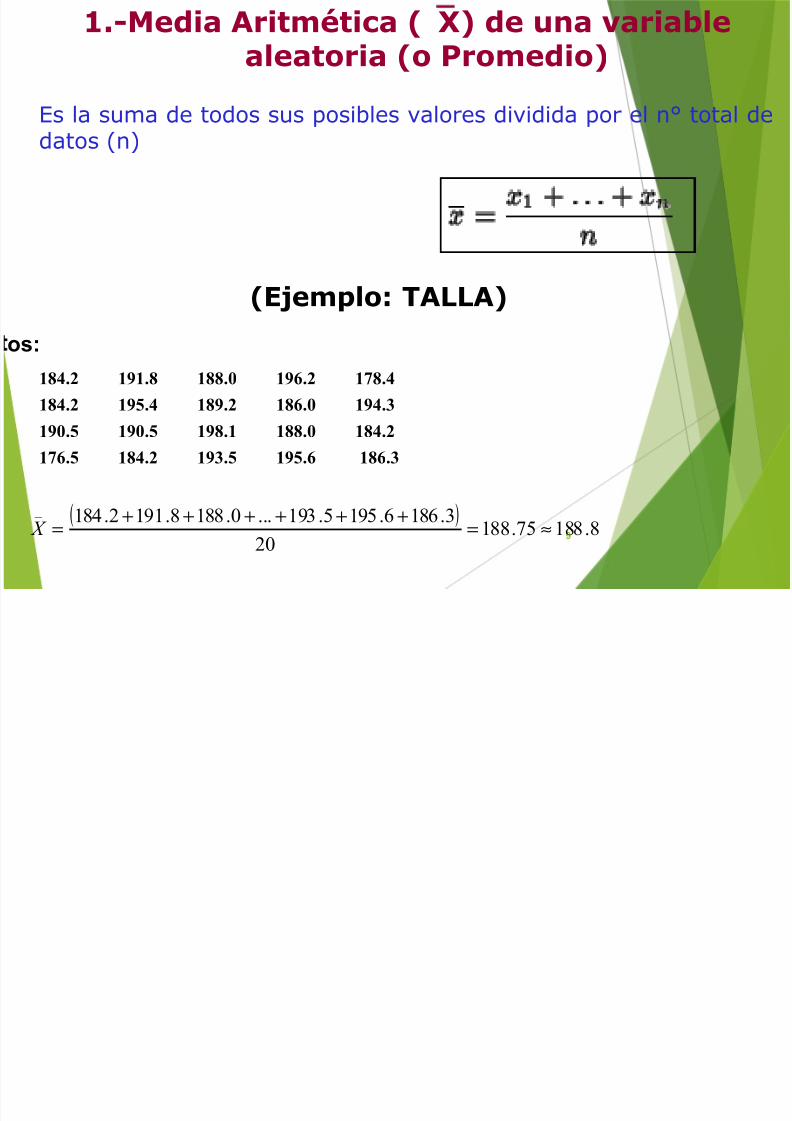
Es la suma de todos sus posibles valores dividida por el n° total de
datos (n)
(Ejemplo% TALLA)
+,-"edia Aritmética ( .) de una &ariablealeatoria (o /romedio)
s!
184.2 191.8 188.0 196.2 178.4
184.2 195.4 189.2 186.0 194.3
190.5 190.5 198.1 188.0 184.2
176.5 184.2 193.5 195.6 186.3
( )8.18875.188
20
3.1866.1955.193...0.1888.1912.184 _
≈=++++++
= X
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 10/103
10
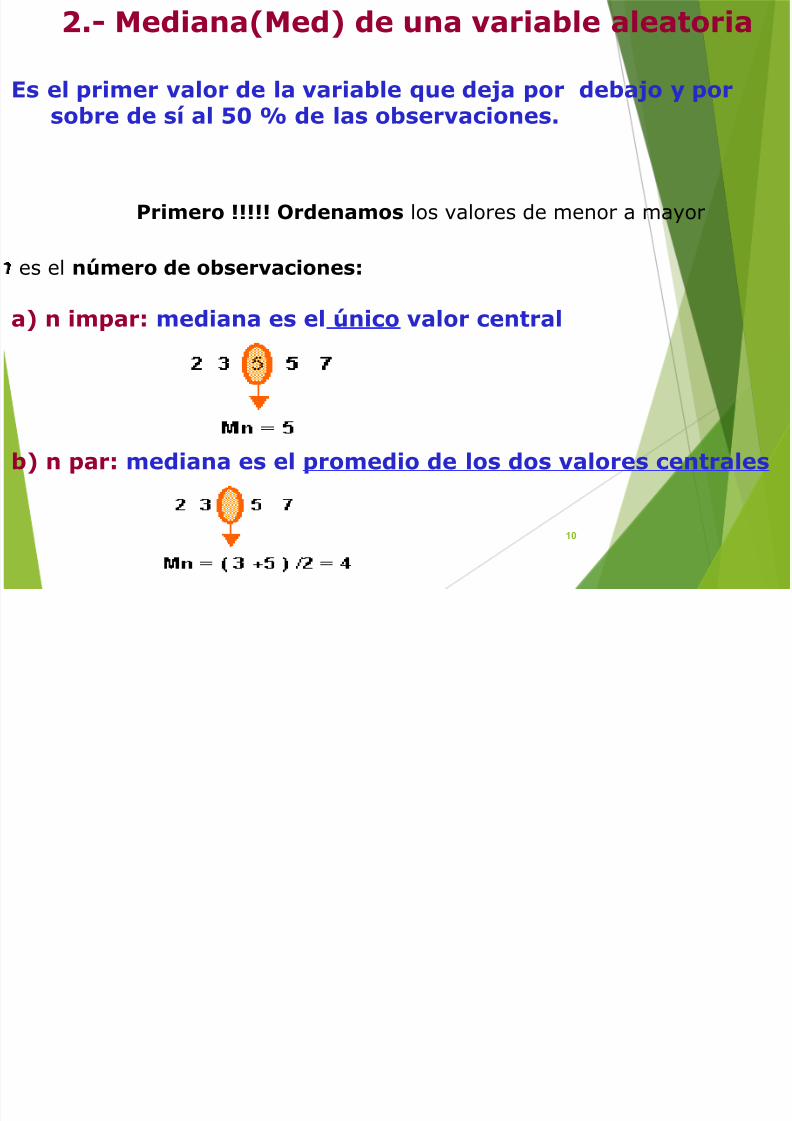
a) n impar% mediana es el 0nico &alor central
b) n par% mediana es el promedio de los dos &alores centrales
/rimero 11111 2rdenamos los valores de menor a mayor
es el n0mero de obser&aciones%
Es el primer &alor de la &ariable 'ue deja por debajo 3 porsobre de s al 45 6 de las obser&aciones,
7,- "ediana("ed) de una &ariable aleatoria
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 11/103
Si la variable es la talla
11
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 12/103
12
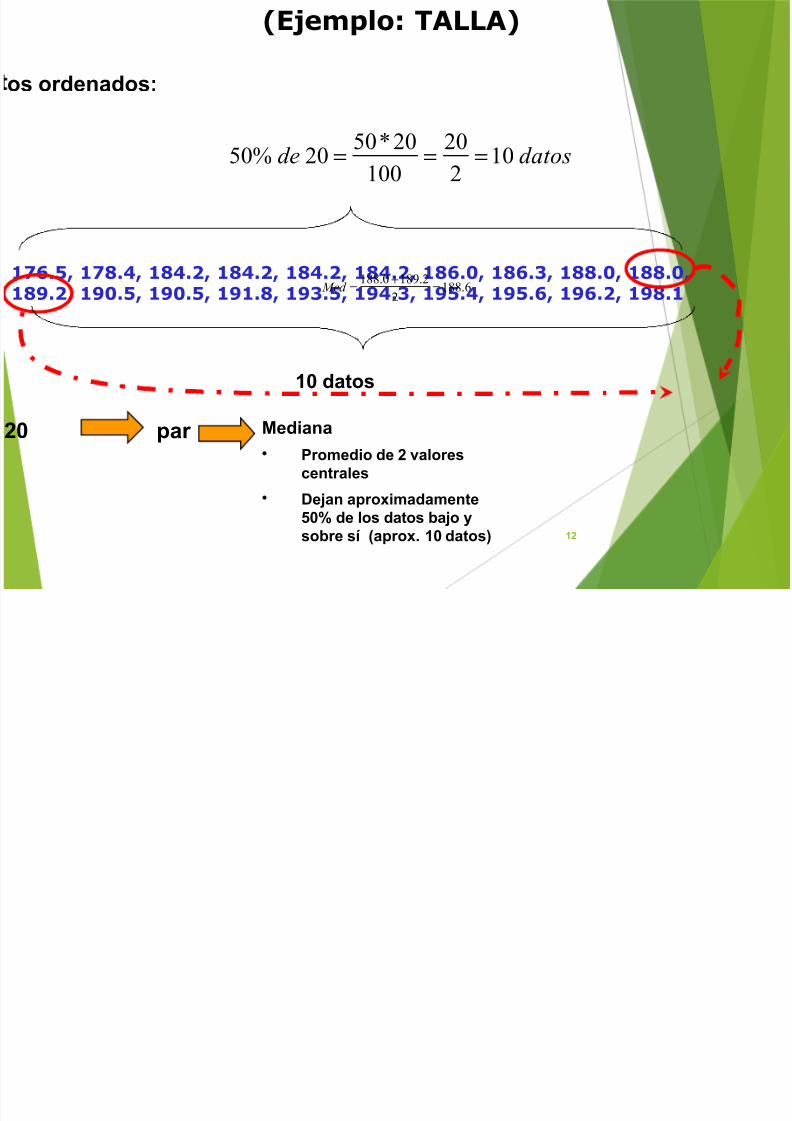
+89,4: +8;,<: +;<,7: +;<,7: +;<,7: +;<,7: +;9,5: +;9,=: +;;,5: +;;,5: +;>,7: +>5,4: +>5,4: +>+,;: +>=,4: +><,=: +>4,<: +>4,9: +>9,7: +>;,+
(Ejemplo% TALLA)
s rdenads!
20 "ar #ediana
• $r%edi de 2 &alres
centrales
• De'an a"r(i%ada%ente
50) de ls dats ba' *
sbre s+ ,a"r(. 10 dats-
10 dats
6.1882
2.1890.188 =+= Med
datosde 10220
10020*5020%50 ===
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 13/103
13
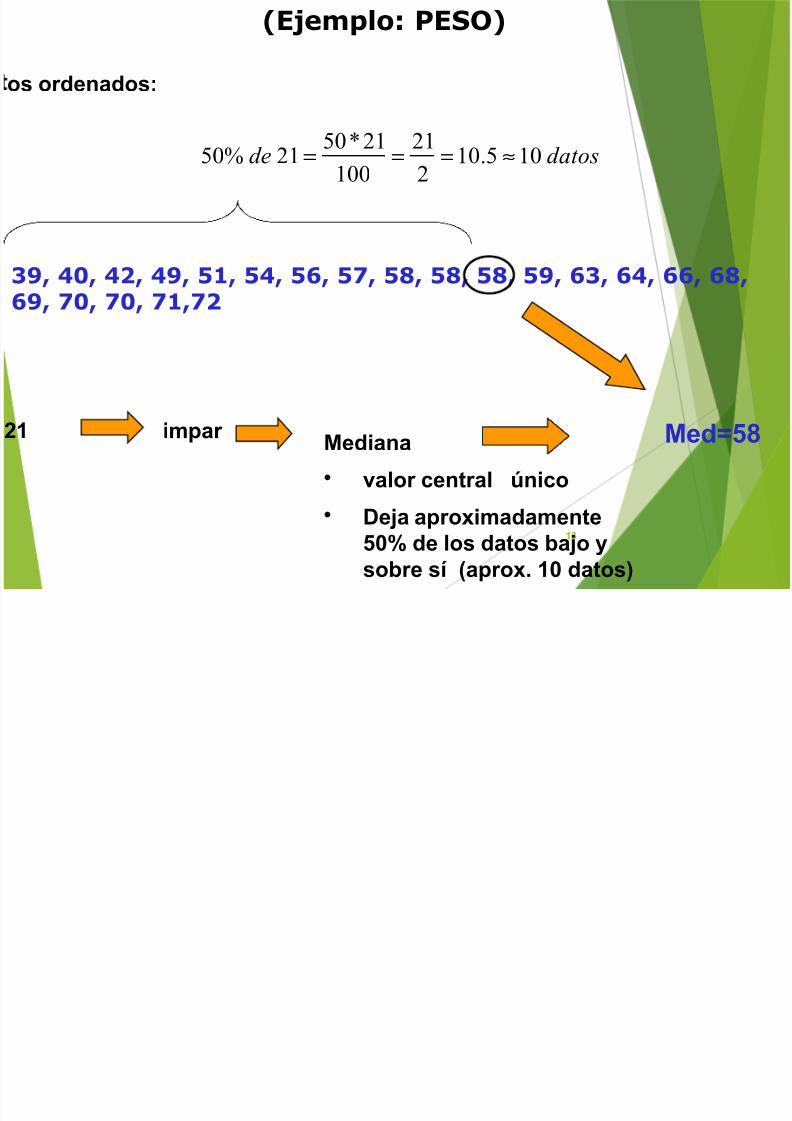
=>: <5: <7: <>: 4+: 4<: 49: 48: 4;: 4;: 4;: 4>: 9=: 9<: 99: 9;:9>: 85: 85: 8+:87
(Ejemplo% /E2)
s rdenads!
21 i%"ar #ediana
• &alr central nic
• De'a a"r(i%ada%ente
50) de ls dats ba' *sbre s+ ,a"r(. 10 dats-
#ed=58
datosde 105.10221
10021*5021%50 ≈===
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 14/103
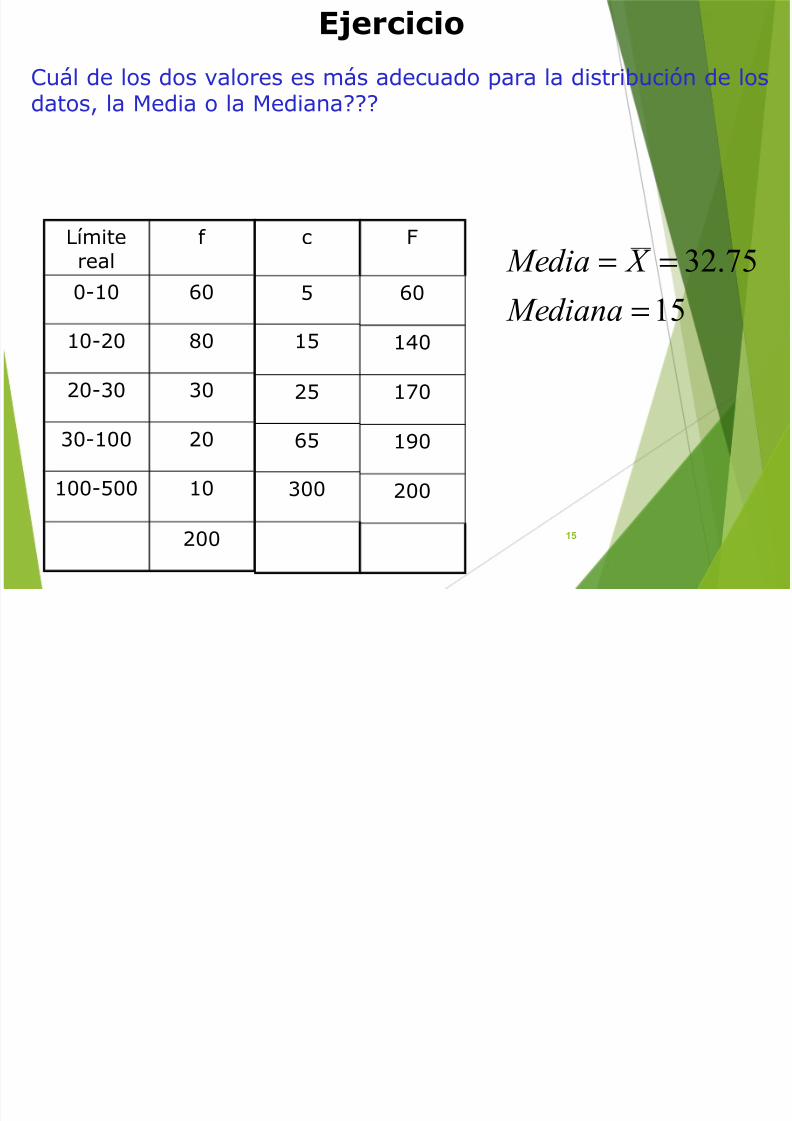
14
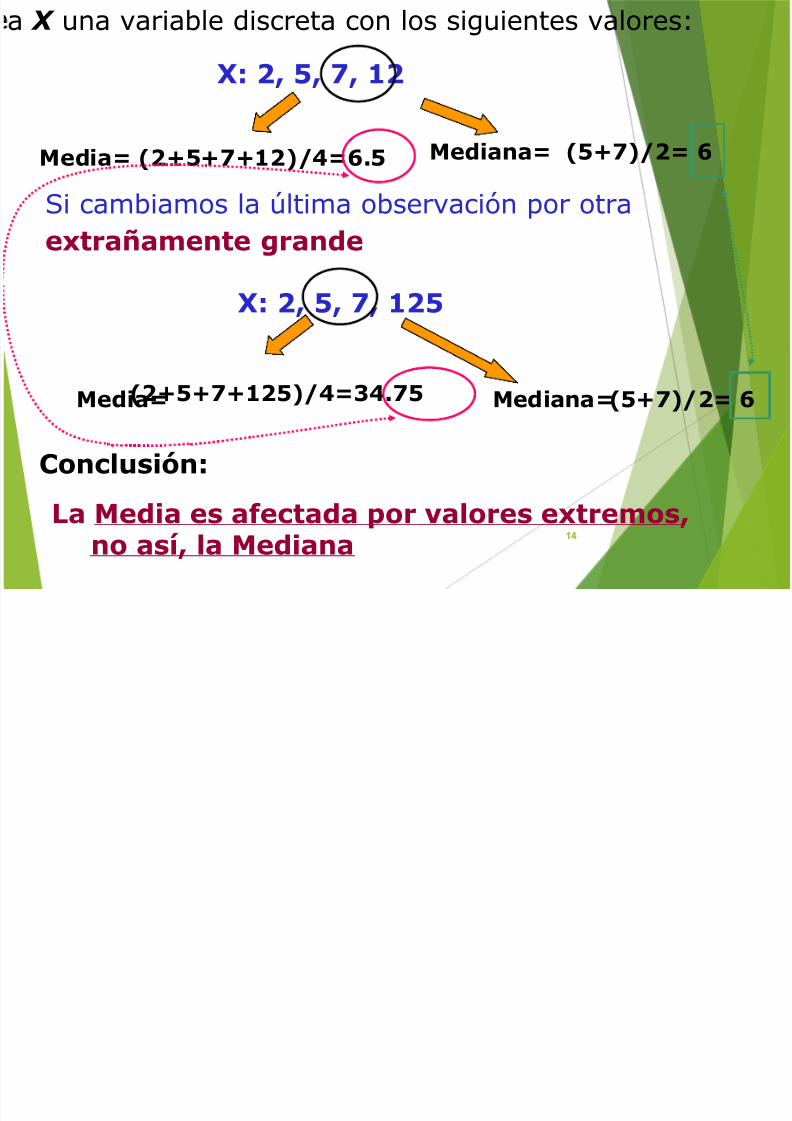
"ediana
Si cambiamos la última observación por otra
e@traamente !rande
.% 7: 4: 8: +74
a X una variable discreta con los siguientes valores
.% 7: 4: 8: +7
"edia (7B4B8B+7)<9,4 (4B8)7 9
"edia(7B4B8B+74)<=<,84 "ediana(4B8)7 9
Conclusión%
La "edia es afectada por &alores e@tremos:
no as: la "ediana
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 15/103
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 16/103
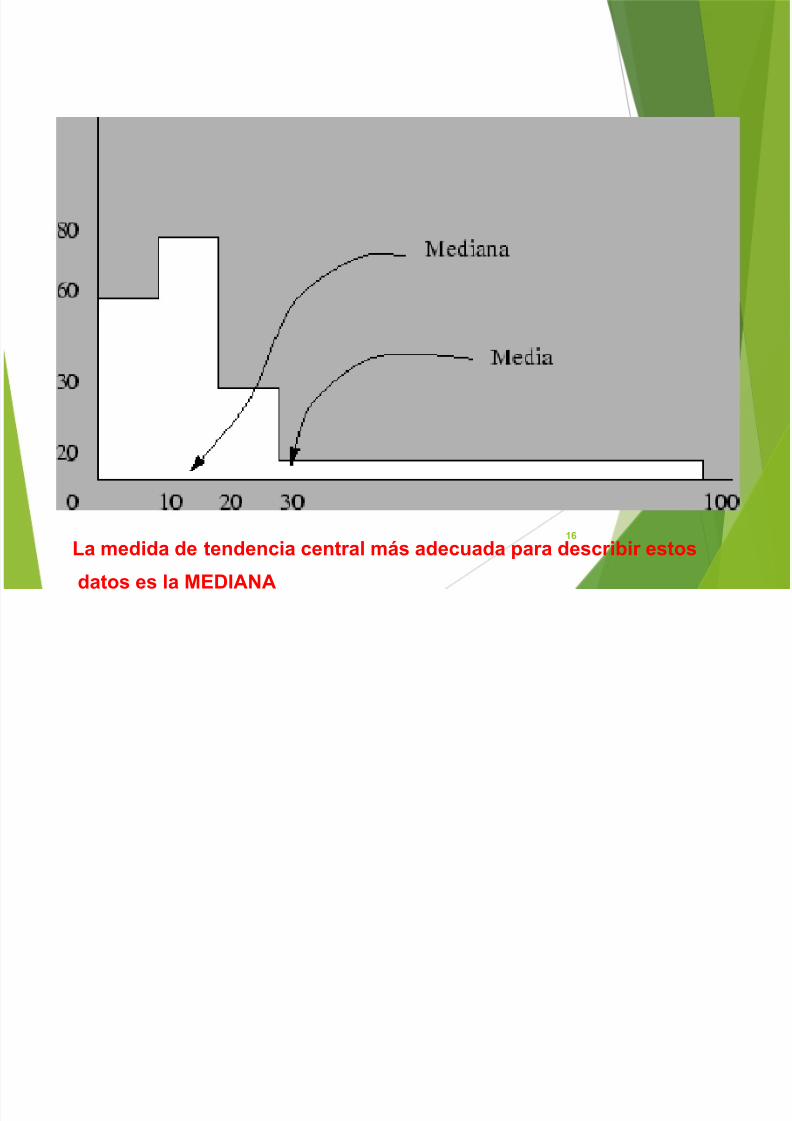
16
/a %edida de tendencia central %s adecuada "ara describir ests dats es la #D
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 17/103
17
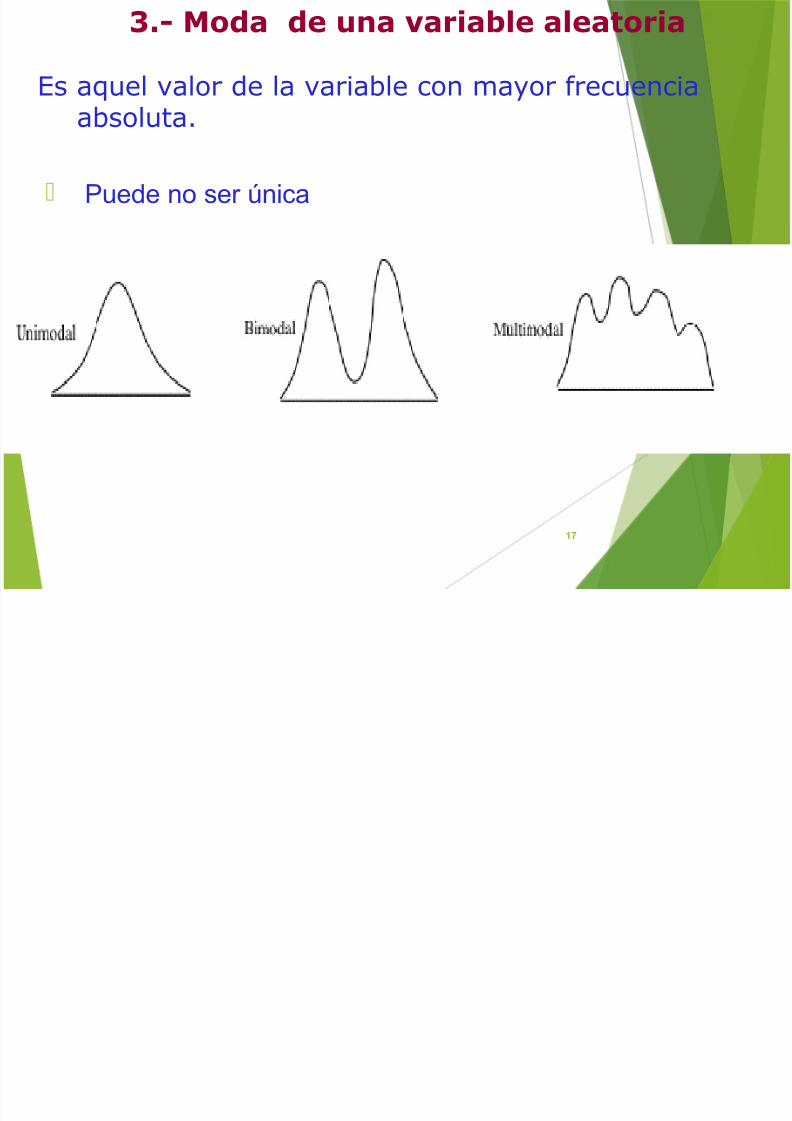
Es aquel valor de la variable con mayor frecuenciaabsoluta.
=,- "oda de una &ariable aleatoria
)uede no ser *nica
(Ej l TALLA)
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 18/103
18
(Ejemplo% TALLA)
#da= 184.2
omo conocemos cada uno de los datos: podemos &er el 'ue
m*s se repite%
" did d / i ió
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 19/103
19
"edidas de /osición
Di&iden el conjunto de datos ordenados en partes i!uales
Las dos medidas de posición m*s usuales son%
/ercentiles Cuartiles
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 20/103
20
Es la observación# P k # que de3a por deba3o de s& el 45 de la
población.
+,-/ercentiles
T/ D D k:
De'a deba' de s+ el 50) de ls dats rdenads
$25 De'a deba' de s+ el 25) de ls dats rdenads
$75
= De'a deba' de s+ el 75) de ls dats rdenads
n 99 &alres ue di&iden en 100 "artes i:uales el cn'unt de
ats rdenads. 'e%"l; el "ercentil de rden 67 de'a "r deba' de
+ el 67) de las bser&acines; * "r enci%a ueda el 33)
#ediana
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 21/103
21
Si n es el n0mero de obser&aciones%
1<- $ri%er rdena%s las bser&acines de %enr a %a*r
2<- alcula%s el ) de n
3<-ntand ls dats desde el &alr %enr al %a*r; el "ercentil de
rden ser auel &alr de la &ariable ubicad en la "sición n%er!
100
*
%
nk
ndek =
100
*nk
(Ej l TALLA)
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 22/103
22
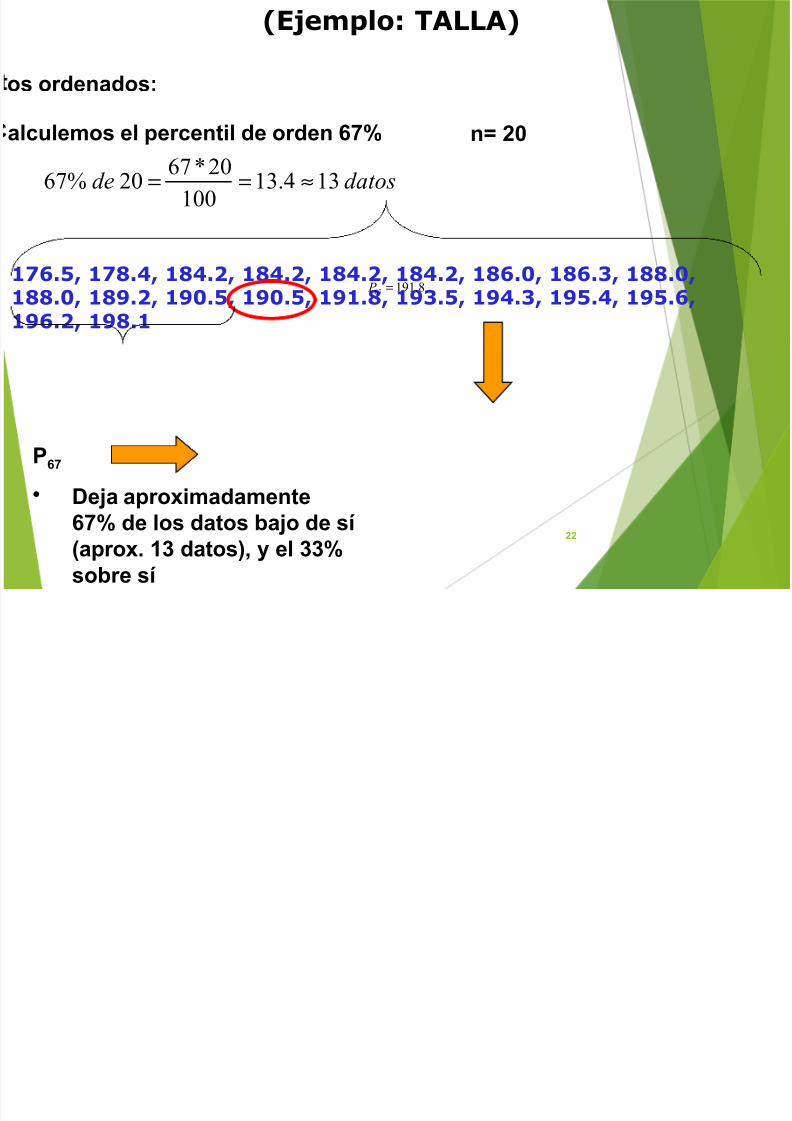
+89,4: +8;,<: +;<,7: +;<,7: +;<,7: +;<,7: +;9,5: +;9,=: +;;,5:+;;,5: +;>,7: +>5,4: +>5,4: +>+,;: +>=,4: +><,=: +>4,<: +>4,9:+>9,7: +>;,+
(Ejemplo% TALLA)
s rdenads!
n= 20
$67
• De'a a"r(i%ada%ente
67) de ls dats ba' de s+
,a"r(. 13 dats-; * el 33)sbre s+
alcule%s el "ercentil de rden 67)
8.19167 = P
datosde 134.13100
20*6720%67 ≈==
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 23/103
23
7,-Cuartiles
e:und cuartil ,>2- $50=#ediana
ls 3 &alres ue di&iden al cn'unt de dats rdenads en cuatr
rtes i:uales
$ri%er cuartil ,>1-$
25
Tercer cuartil ,>3- $75
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 24/103
24
"edidas de Dispersión
•6os dicen 7asta qu8 punto las medidas de tendencia centralson representativas como s&ntesis de la información.
• !uantifican la separación o la variabilidad de los valores de ladistribución respecto al valor central.
/as %s usadas sn!
an:,ecrrid-Des&iación stndard
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 25/103
25
+,-#an!o o #ecorrido
? ,D- = @alr #(i% A @alr #+ni%.
on&enientes del #A$2 (#EC2##D2)%
• 6o utili9a todas las observaciones (sólo dos de ellas).
Se puede ver muy afectado por alguna observación e:trema.
• El rango aumenta con el número de observaciones# o bien se
queda igual. En cualquier caso# nunca disminuye.
(Ejemplo% TALLA)
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 26/103
26
(Ejemplo% TALLA)
Valor "*@imoValor "nimo +89,4 198.1
an: ecrrid= 198.1 B 176.5= 21.6
ól de"ende del &alr %(i% ,198.1- * del &alr #+ni% ,176.5-
+89,4: +8;,<: +;<,7: +;<,7: +;<,7: +;<,7: +;9,5: +;9,=: +;;,5:+;;,5: +;>,7: +>5,4: +>5,4: +>+,;: +>=,4: +><,=: +>4,<: +>4,9:
+>9,7: +>;,+
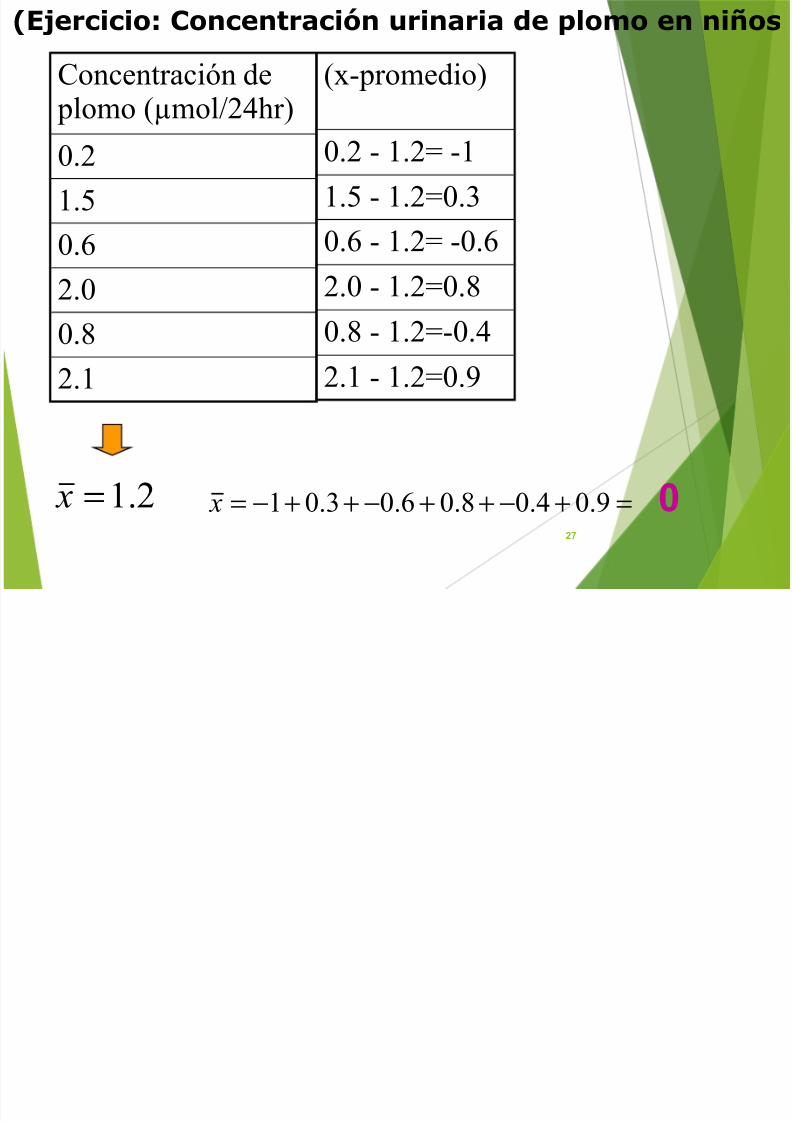
(Ejercicio% Concentración urinaria de plomo en nios
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 27/103
27
(Ejercicio% Concentración urinaria de plomo en nios
Concentración de plomo (mol!24"r#
0.2
1.5
0.6
2.0
0.8
2.1
($-promedio#
0.2 - 1.2% -1
1.5 - 1.2%0.3
0.6 - 1.2% -0.6
2.0 - 1.2%0.8
0.8 - 1.2%-0.4
2.1 - 1.2%0.9
02.1= x =+−++−++−= 9.04.08.06.03.01 x
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 28/103
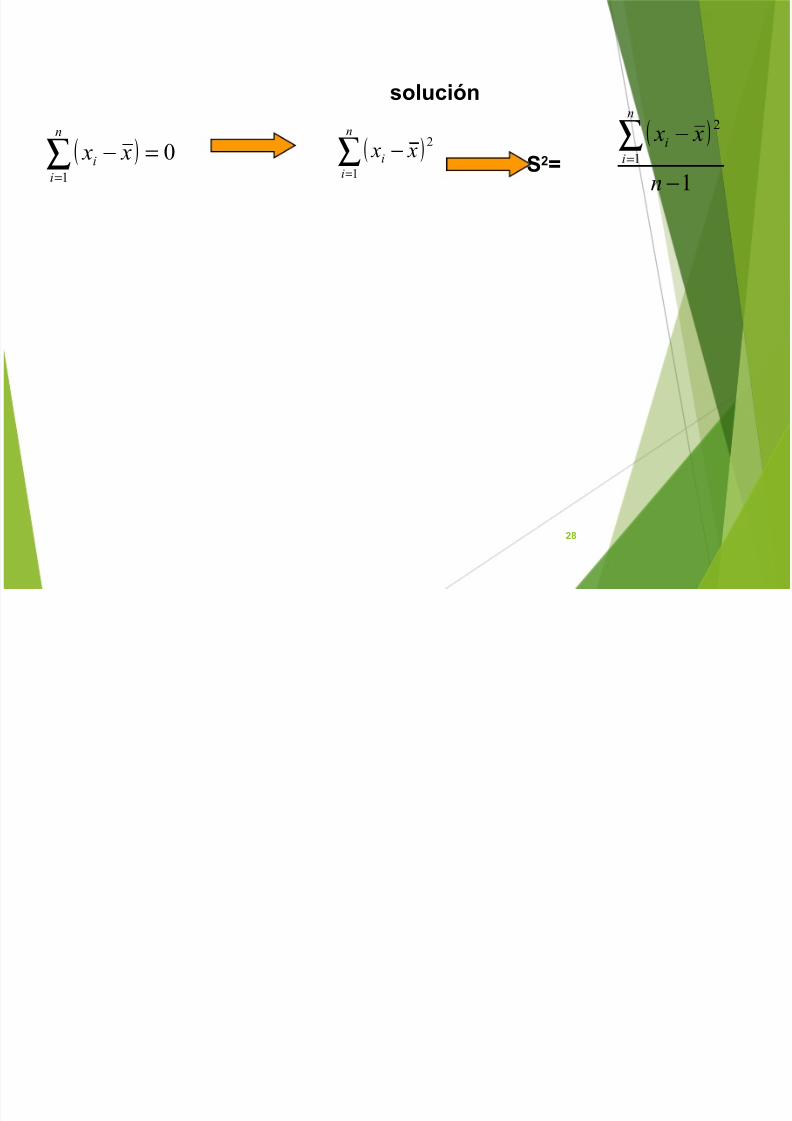
28
2=
slución
( ) 01
=−∑=
n
i
i x x ( )1
1
2
−−∑=
n
x x
n
ii( )∑=
−n
i
i x x1
2
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 29/103
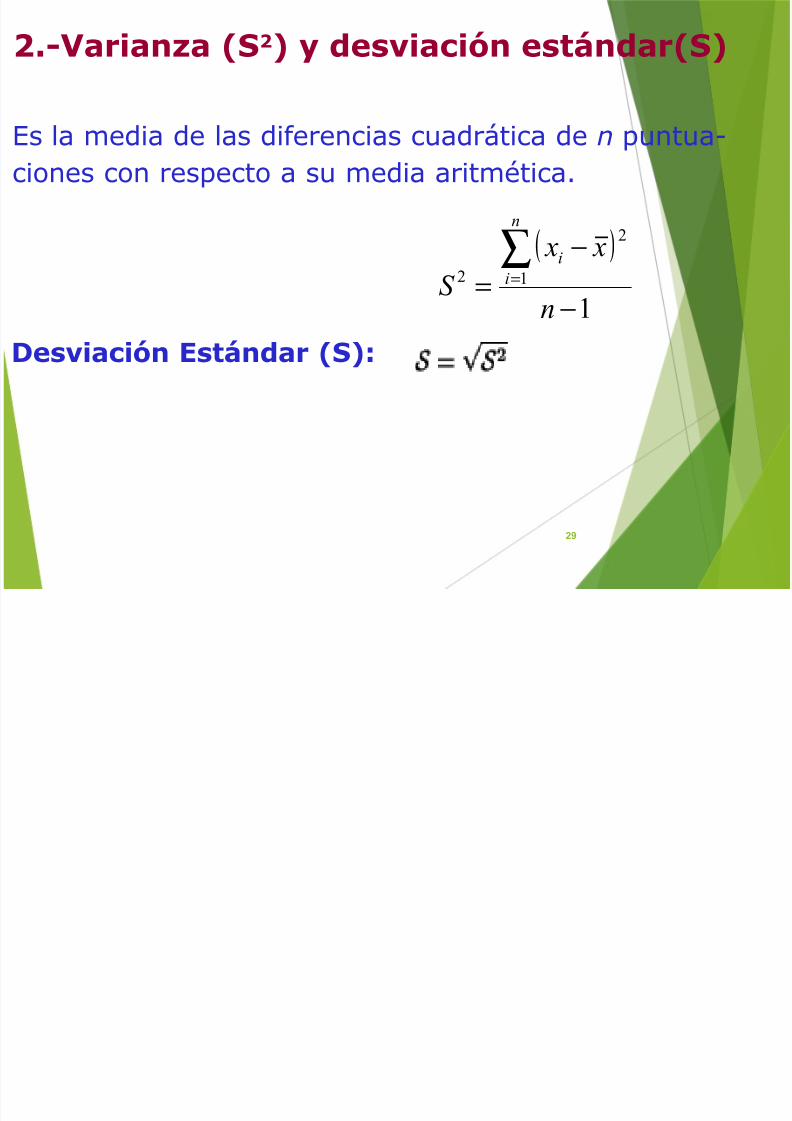
29
Es la media de las diferencias cuadr"tica de n puntuaciones con respecto a su media aritm8tica.
Des&iación Est*ndar ()%
7,-VarianFa (7) 3 des&iación est*ndar()
( )
11
2
2
−
−
=
∑=
n
x x
S
n
i
i
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 30/103
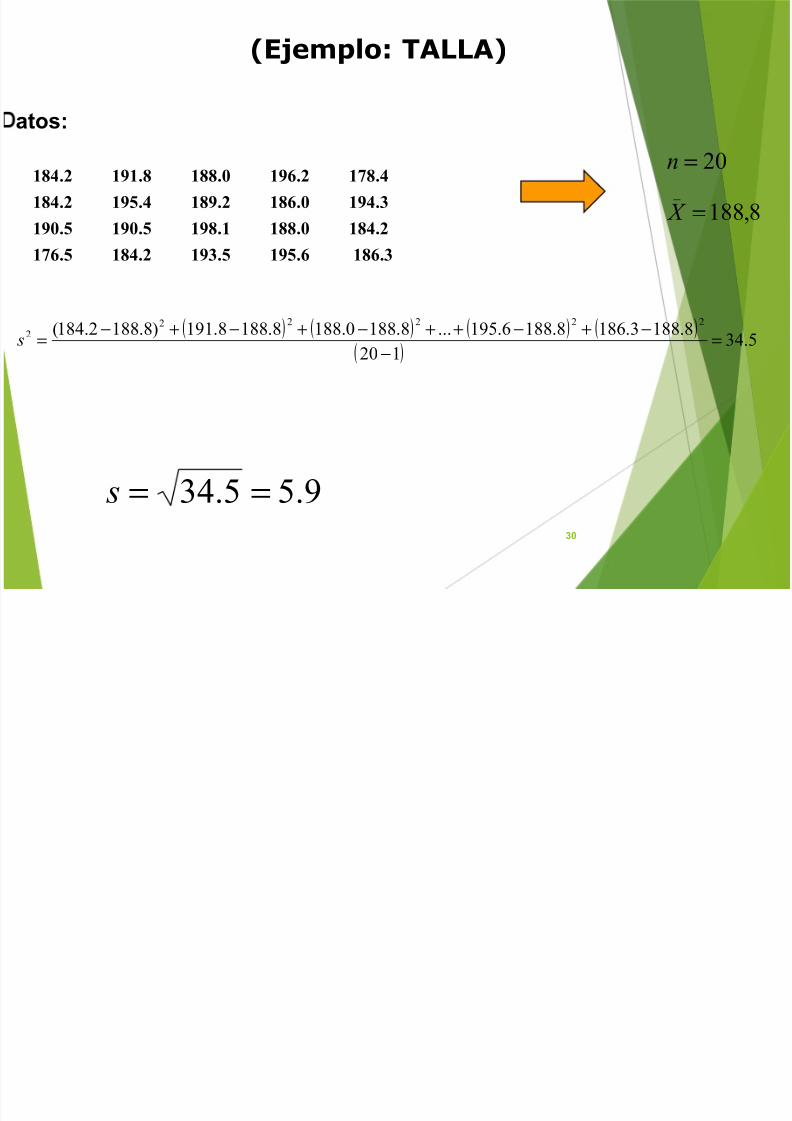
30
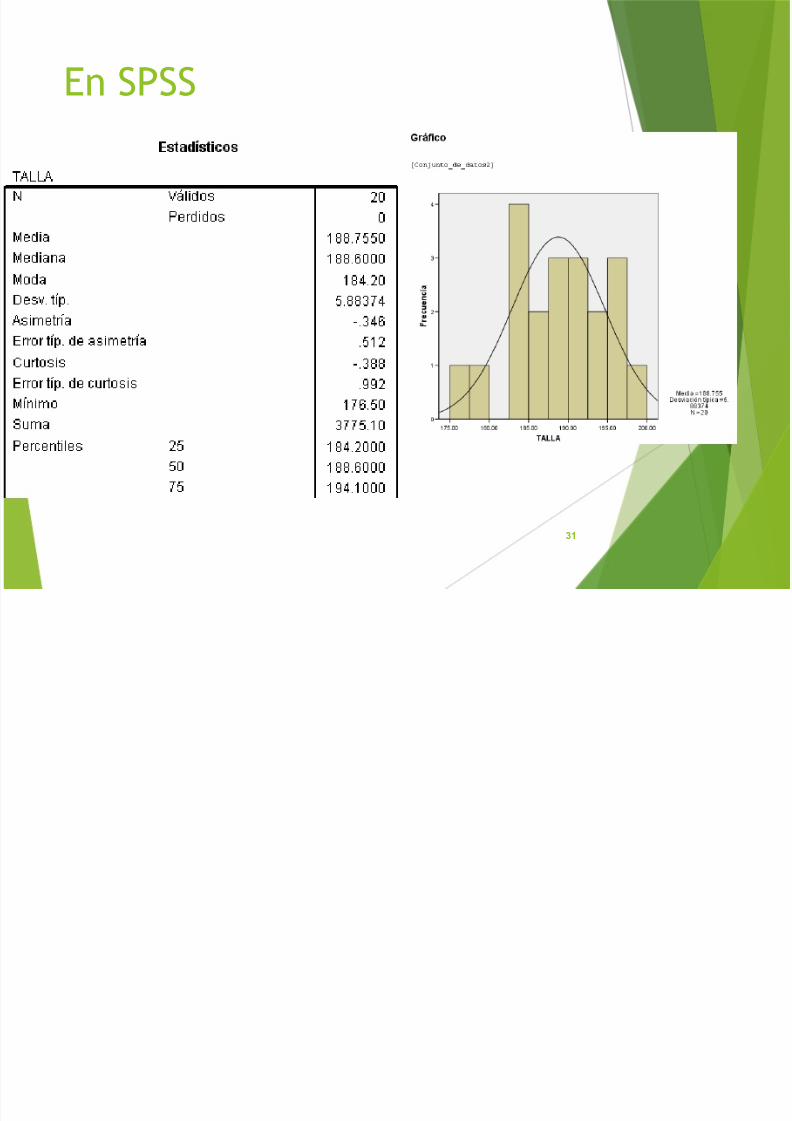
(Ejemplo% TALLA)
ats!
184.2 191.8 188.0 196.2 178.4
184.2 195.4 189.2 186.0 194.3
190.5 190.5 198.1 188.0 184.2
176.5 184.2 193.5 195.6 186.3
( ) ( ) ( ) ( )( )
5.34120
8.1883.1868.1886.195...8.1880.1888.1888.191#8.1882.184( 22222
2 =−
−+−++−+−+−= s
8&188
20
_
=
=
X
n
9.55.34 == s
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 31/103
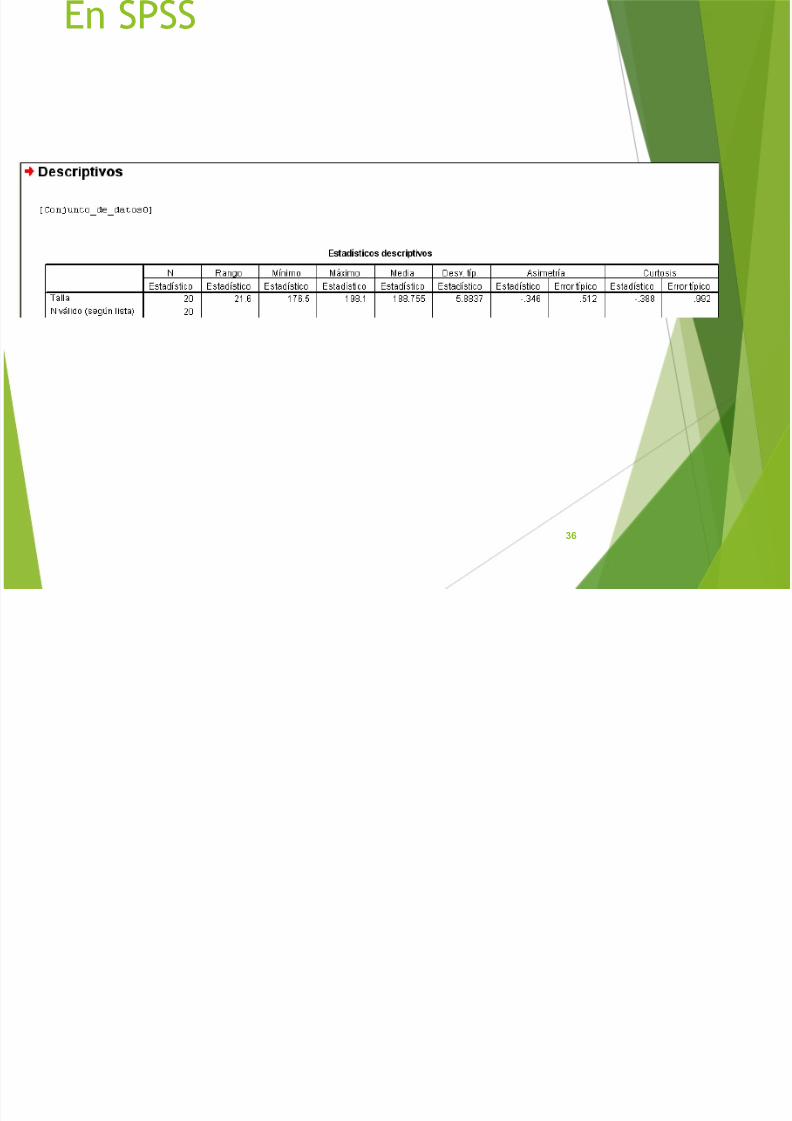
En SPSS
31
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 32/103
32
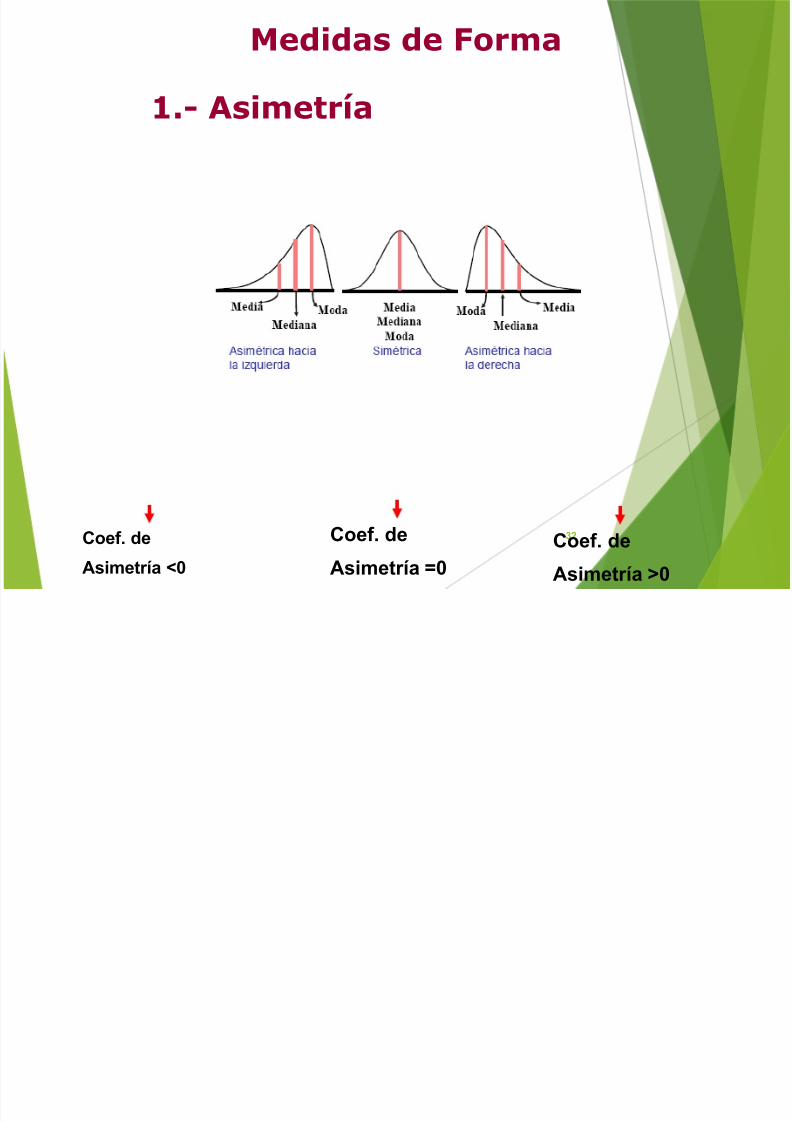
"edidas de Gorma
+,- Asimetra
ef. de
si%etr+a C0
ef. de
si%etr+a =0
ef. de
si%etr+a 0
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 33/103
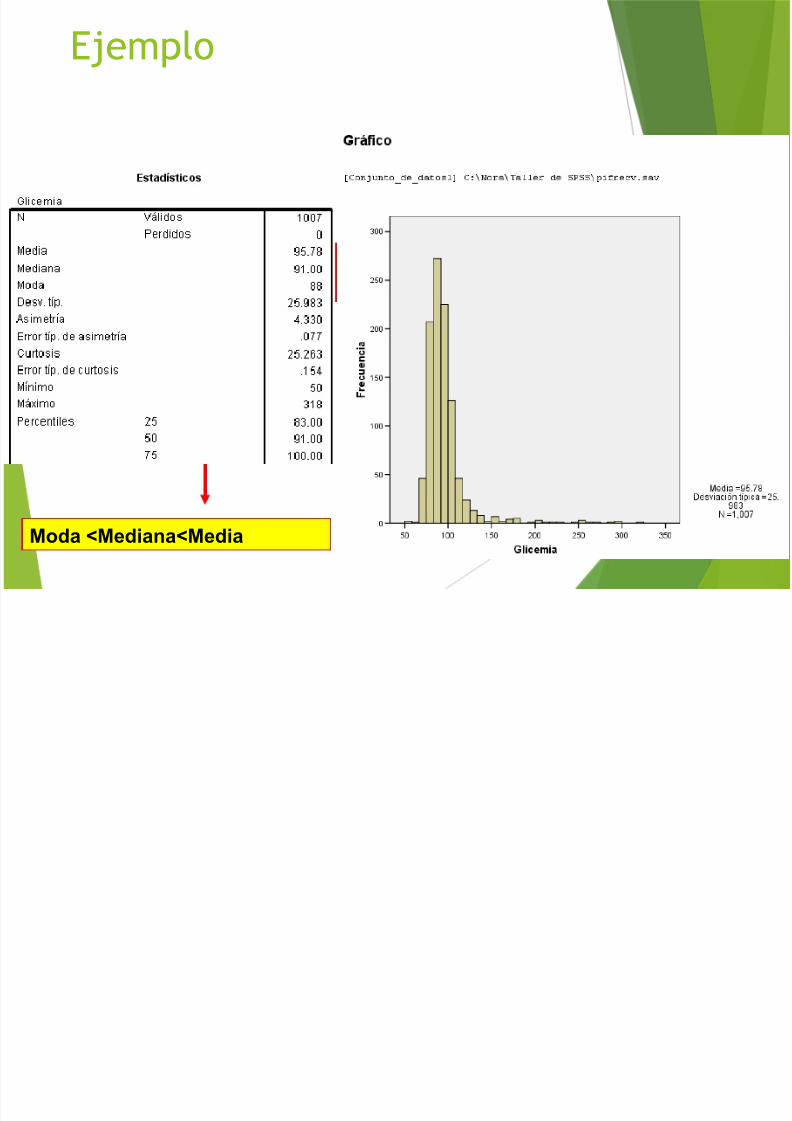
Ejemplo
33#da C#edianaC#edia
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 34/103
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 35/103
35
7,- Apuntamiento o curtosis
urtsis 0 urtsis =0 urtsis C0
Distribución %escrtica ! "resenta un :rad de cncentración %edi alrededr de ls &alres
centrales de la &ariable ,el %is% ue "resenta una distribución nr%al-.
Distribución le"tcrtica ! "resenta un ele&ad :rad de cncentración alrededr de ls &alres centrales de la &ariable.
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 36/103
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 37/103
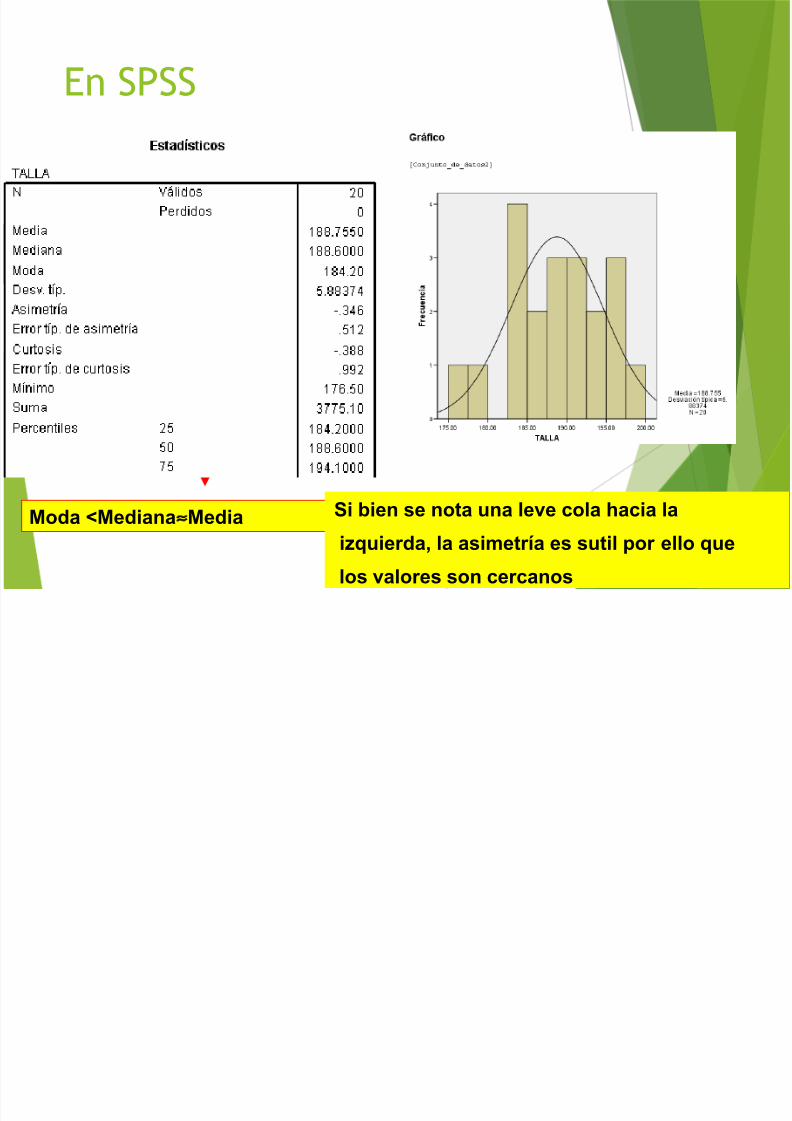
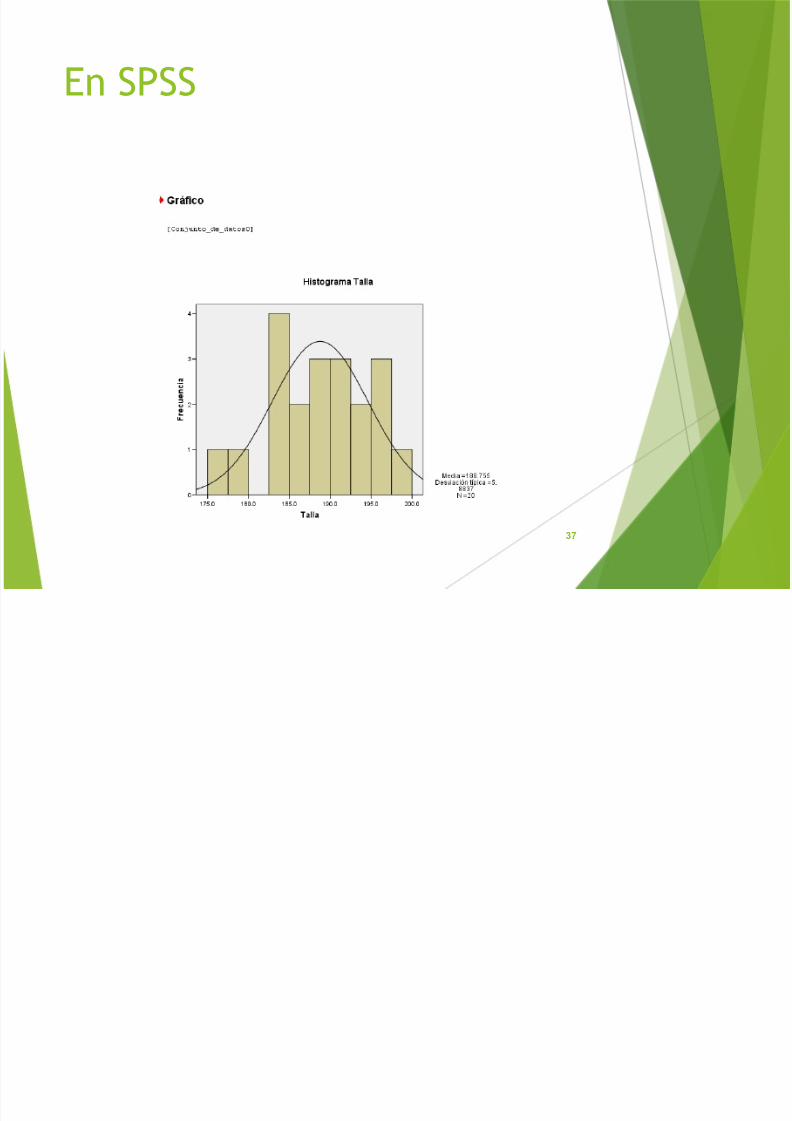
En SPSS
37
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 38/103
38
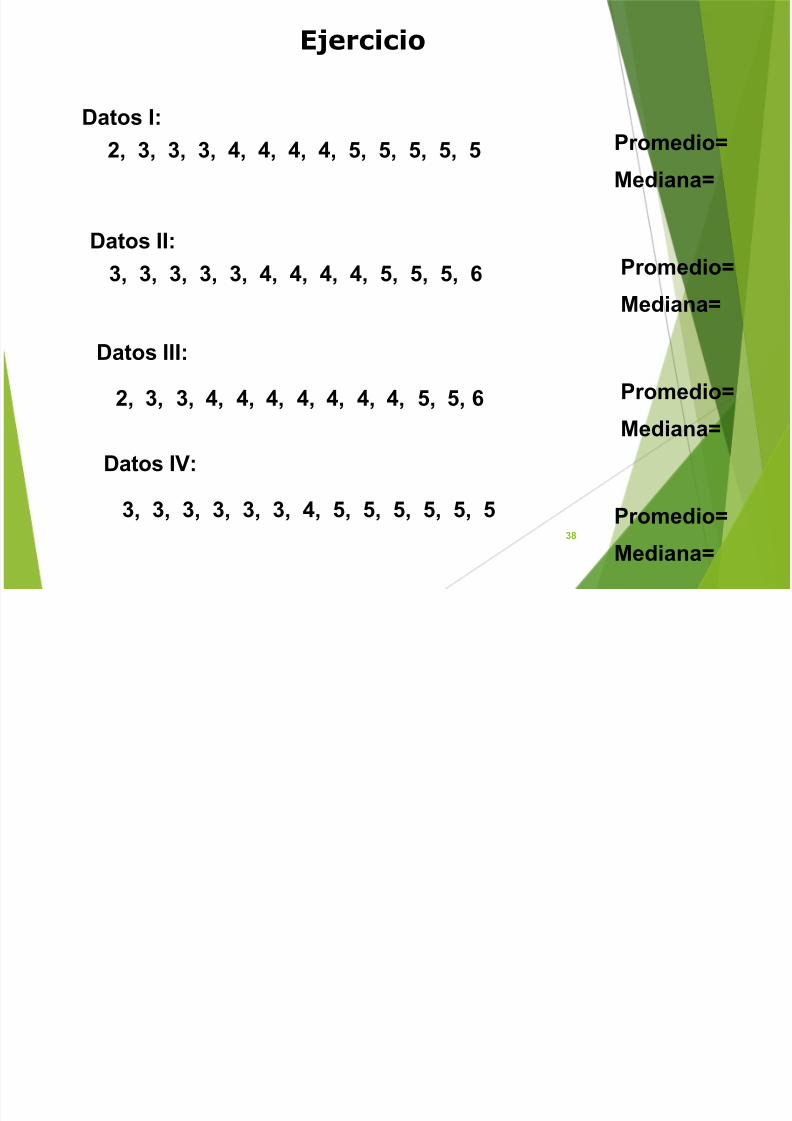
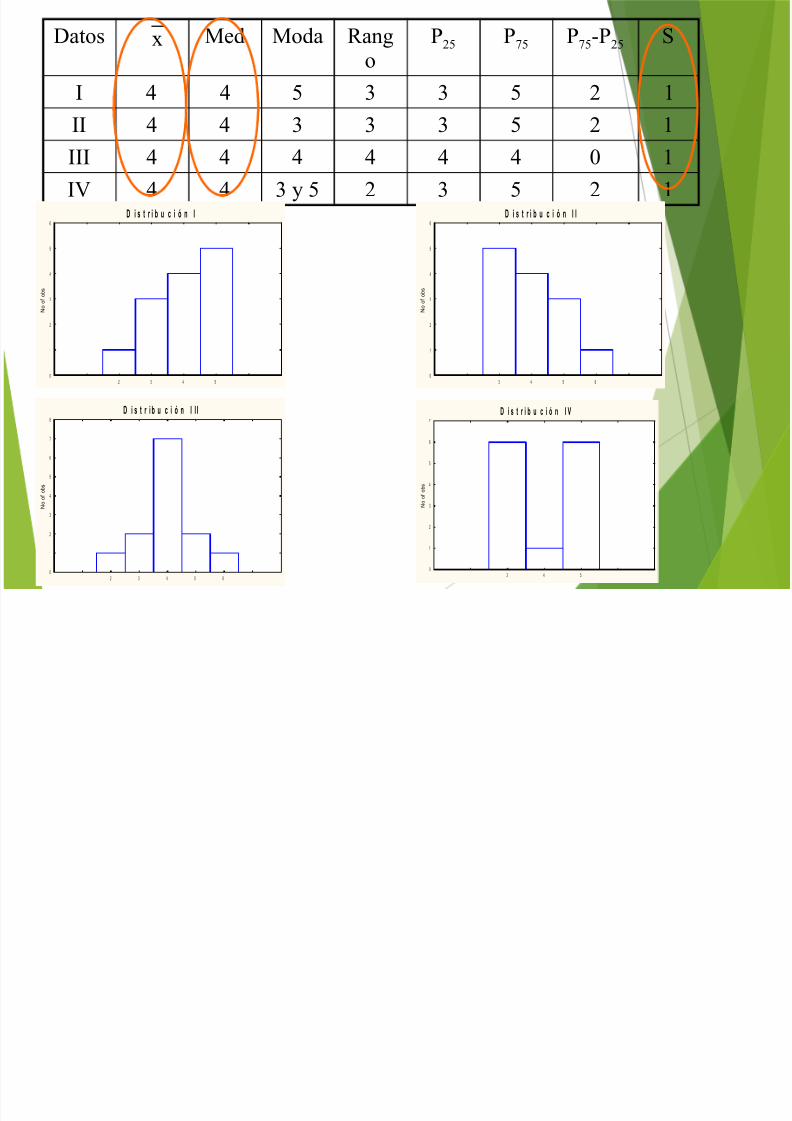
Ejercicio
Dats !
2; 3; 3; 3; 4; 4; 4; 4; 5; 5; 5; 5; 5
Dats !
3; 3; 3; 3; 3; 4; 4; 4; 4; 5; 5; 5; 6
Dats !
2; 3; 3; 4; 4; 4; 4; 4; 4; 4; 5; 5; 6
Dats @!
3; 3; 3; 3; 3; 3; 4; 5; 5; 5; 5; 5; 5
$r%edi=
#ediana=
$r%edi=
#ediana=
$r%edi=
#ediana=
$r%edi=
#ediana=
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 39/103
39
'ato $ )ed )oda *an+o
,25 ,75 ,75-,25
4 4 5 3 3 5 2 1
4 4 3 3 3 5 2 1
4 4 4 4 4 4 0 1
/ 4 4 3 5 2 3 5 2 1D i s t r i b u c i ó n
2 + , -
0
.
2
+
,
-
/
N o
o $ o b s
D i s t r i b u c i ó n
+ , - /
0
.
2
+
,
-
/
N o
o $ o b s
D i s t r i b u c i ó n
2 + , - /
0
.
2
+
,
-
/
1
N o
o $ o b s
D i s t r i b u c i ó n @
+ , -
0
.
2
+
,
-
/
N o
o $ o b s
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 40/103
40
%"rtante "ara describir ls datsGGGGGGGGGGGG......
#edidas de Dis"ersión
#edidas de Tendencia entral
#edidas de "sición
H
H
?rfics!Iist:ra%a; J($lt
H
K# ! #edidas descri"ti&as
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 41/103
$sición
Di&iden un cn'unt rdenad de dats en :ru"s cn la %is%a cantidad de dats
. $ercentiles; cuartiles
entraliación
ndican &alres res"ect als cuales ls dats "arecen a:ru"ares
. #edia; %ediana * %da
Dis"ersión
ndican la %a*r %enr cncentración de ls dats cn res"ect a las %edidas de
centraliación
. @ariana; des&iación estndar; ran: recrrid
Fr%a
si%etr+a * a"unta%ient
41
"
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 42/103
42
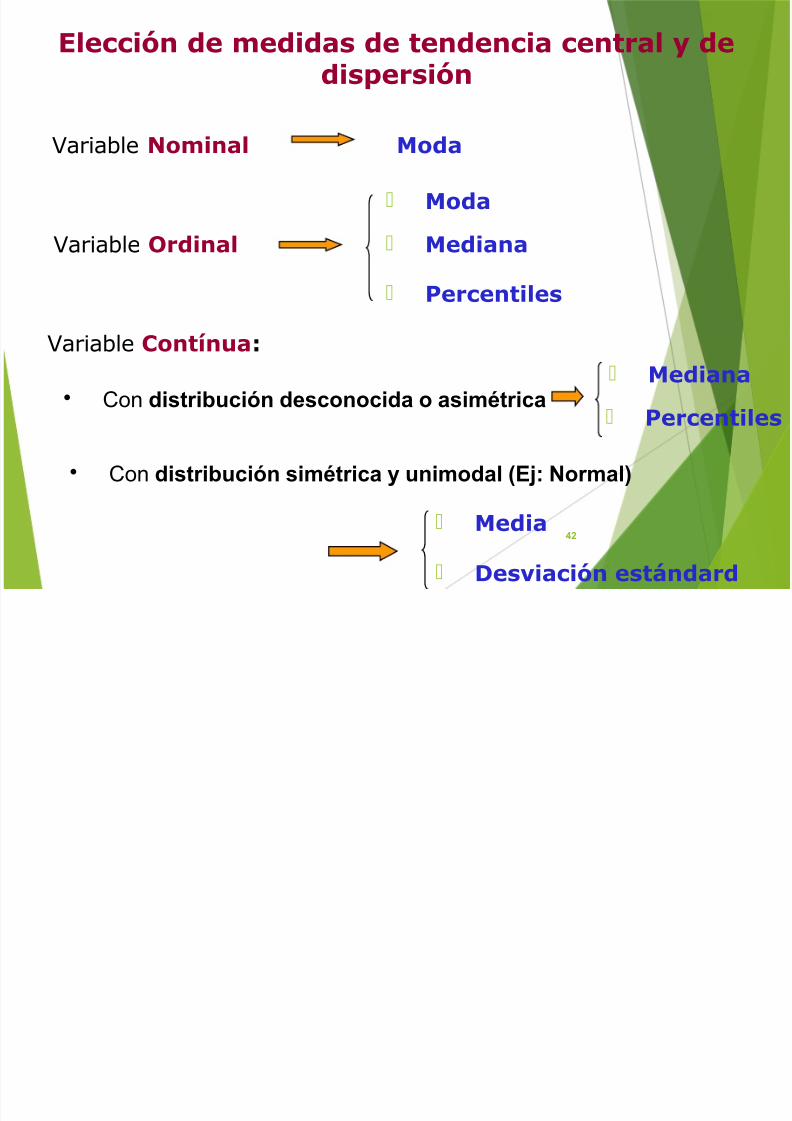
Elección de medidas de tendencia central 3 dedispersión
;ariable $ominal
;ariable 2rdinal
"oda
"ediana
"oda
/ercentiles
;ariable Contnua%
• Con distribución descncida asi%Ltrica
• Con distribución si%Ltrica * uni%dal ,'! r%al-
"ediana
/ercentiles
"edia
Des&iación est*ndard
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 43/103
CO4311 – Estadística para la Calidad
43
Análisis de laCapacidad del Proceso
Cp
Cpk
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 44/103
44
Análisis de la capacidad delproceso
Anteriormente se analizó la metodología para encontrar los
límites de control, tanto la media como para la variabilidad
del proceso.
El hecho de qe n proceso se encentre bajo control no
signi!ica en ning"n momento qe est# prodciendo piezas
acordes con las especi!icaciones qe le son impestas$ lo
qe signi!ica simplemente qe se est# comportando de la!orma como tradicionalmente lo ha venido haciendo, % qe
sobre &l no est#n actando casas asignables.
CO4311 – Estadística para la Calidad
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 45/103
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 46/103
46
Análisis de la capacidad delproceso
ientras qe los límites de especi!icación se aplican
para cada pieza individalmente, % representan las
dimensiones qe debe cmplir para satis!acer losreqerimientos de calidad.
-eneralmente los límites de especi!icación vienen
dadas por condiciones eternas al proceso, tales comoeigencias del consmidor, normas nacionales, etc.
CO4311 – Estadística para la Calidad
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 47/103
47
Análisis de la capacidad delproceso
/bviamente n prodctor qe pretenda cmplir con
las condiciones de calidad impestas eternamente,
debe tratar de conciliar las características deprodcción del proceso con las especi!icaciones, % de
allí nace la necesidad de los estudios de capacidad .
CO4311 – Estadística para la Calidad
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 48/103
48
Índices de capacidad del proceso
(os índices de capacidad del proceso intentan mostrar
a trav&s de n n"mero si n proceso pede cmplir
consistentemente con los reqerimientos impestos
sobre n proceso por clientes internos o eternos.
Estos índices no tienen nidades, lo cal permite
comparar dos procesos completamente di!erentes.
CO4311 – Estadística para la Calidad
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 49/103
49
(a limitante principal de estos índices es qe no tienen signi!icado si los datos
analizados provienen de n proceso !era de control % la razón es qe lacapacidad del proceso es na predicción % solo se pede predecir algo qe es
estable.
Índices de capacidad del proceso
CO4311 – Estadística para la Calidad
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 50/103
50
Para estimar la capacidad de n proceso, es necesario qe se cmplan dos
condiciones0
Proceso bajo control estadístico. 1e los datos se distrib%an normalmente .
Índices de capacidad del
proceso
CO4311 – Estadística para la Calidad
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 51/103
51
-eneralmente se san dos índices para evalar lacapacidad del proceso para prodcir dentro de las
especi!icaciones0 Cp0 índice de capacidad potencial del proceso. 2o toma
en centa la media observada del proceso.
Cpk0 índice de capacidad o habilidad real del proceso. Sitoma en centa la media observada en el proceso.
Índices de capacidad del
proceso
CO4311 – Estadística para la Calidad
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 52/103
52
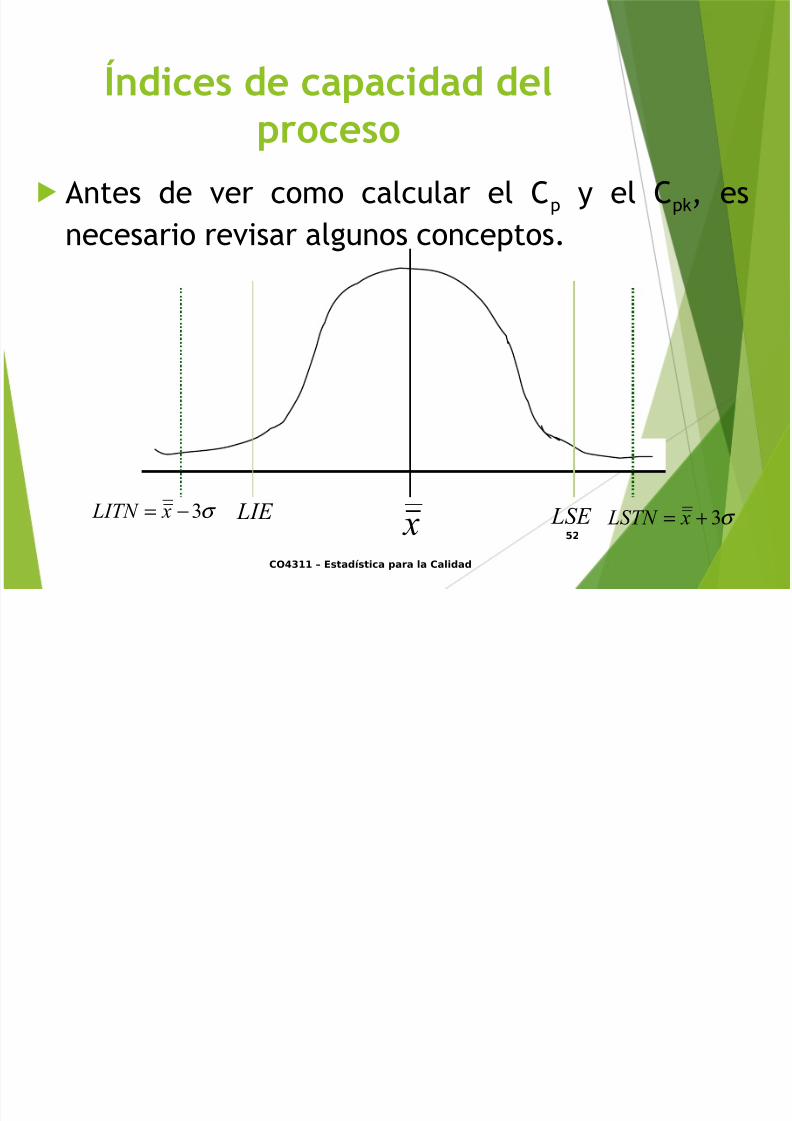
Antes de ver como calclar el Cp % el Cpk, esnecesario revisar algnos conceptos.
Índices de capacidad del
proceso
CO4311 – Estadística para la Calidad
x LIE LSE σ 3−= x LITN
σ 3+= x LSTN
Í

8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 53/103
53
3ónde0
(S425 límite sperior de tolerancia natral
(642 5 límite in!erior de tolerancia natral
(SE 5 límite sperior de especi!icación
(6E 5 límite in!erior de especi!icación
Índices de capacidad del proceso
CO4311 – Estadística para la Calidad
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 54/103
54
7σ se pede considerar como la dispersión real
del proceso.
Pesto qe ambos límites se disponen a na
distancia de la media ± 8σ respectivamente,
entonces la proporción de observaciones entreambos límites es del 99.:8;
Índices de capacidad del
proceso
CO4311 – Estadística para la Calidad
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 55/103
55
Definiciones de capacidad delproceso
CO4311 – Estadística para la Calidad
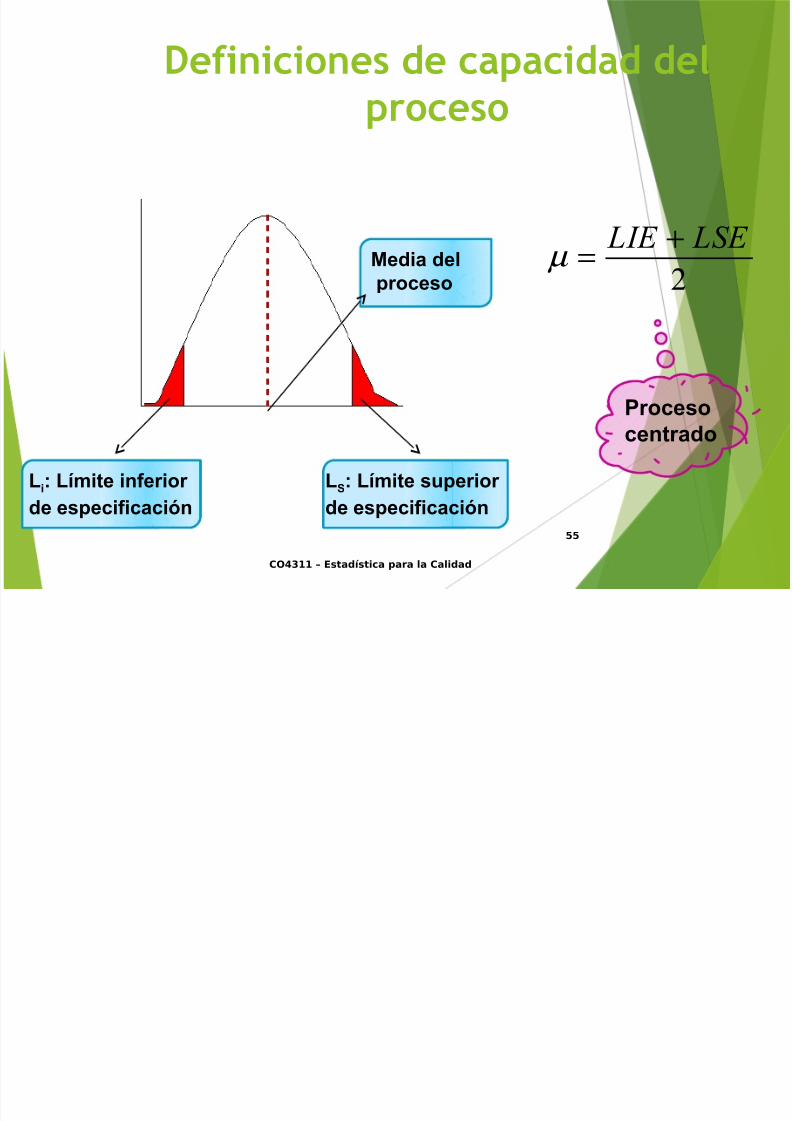
/i! /+%ite inferir
de es"ecificación
/! /+%ite su"erir
de es"ecificación
#edia del
"rces
$rces
centrad
2
LIE LSE µ
+=
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 56/103
56
Centrar n proceso no es garantía de qe la
prodcción va a cmplir con las
especi!icaciones, pes si los límites deespeci!icación resltan m#s estrechos qe los
límites de variación <8σ, entonces n cierto
porcentaje de la prodcción va a resltarde!ectosa.
CO4311 – Estadística para la Calidad
Definiciones de capacidad delproceso
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 57/103
57
Cando n proceso est# centrado, el
porcentaje de piezas de!ectosas se reparte
por igal a ambos lados de la crva.
CO4311 – Estadística para la Calidad
Definiciones de capacidad delproceso
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 58/103
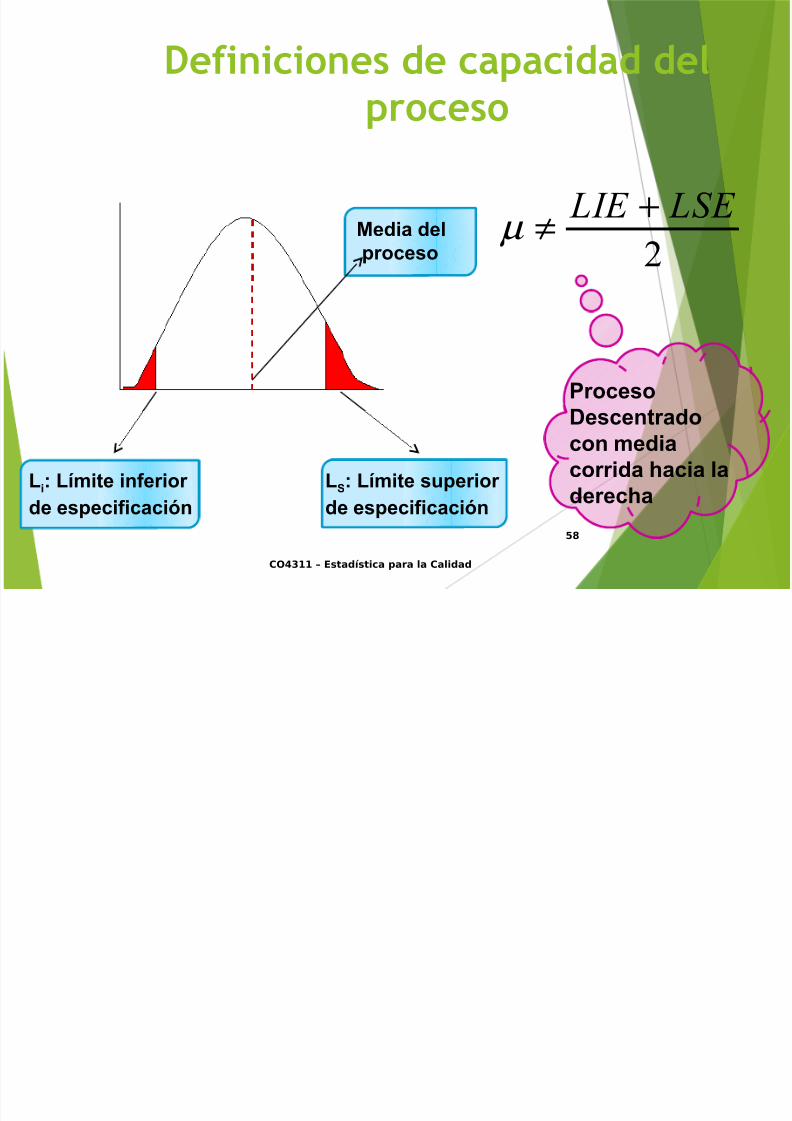
58
Definiciones de capacidad delproceso
CO4311 – Estadística para la Calidad
$rces
Descentradcn %edia
crrida Eacia la
derecEa
#edia del
"rces
/i! /+%ite inferir
de es"ecificación
/! /+%ite su"erir
de es"ecificación
2
LIE LSE µ
+≠
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 59/103
59
Cando la media de n proceso no coincide con
la media de la especi!icación, se dice qe est#
descentrado o qe la media est# corrida, % enese caso el porcentaje de piezas por encima del
límite sperior *de!ectosas por eceso+ es
di!erente qe las qe resltan por debajo dellímite in!erior *de!ectosas por de!ecto+
CO4311 – Estadística para la Calidad
Definiciones de capacidad delproceso
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 60/103
60
Por lo general, en el control de calidad, se trata
de mantener al proceso centrado, porqe bajo
esta sitación, el porcentaje de piezas !era deespeci!icación es lo mínimo posible.
CO4311 – Estadística para la Calidad
Definiciones de capacidad delproceso
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 61/103
61
Definiciones de capacidad delproceso
CO4311 – Estadística para la Calidad
$rces
a"a
/i! /+%ite inferir
de es"ecificación
/! /+%ite su"erir
de es"ecificación
#edia del
"rces
H3σ
A3σ
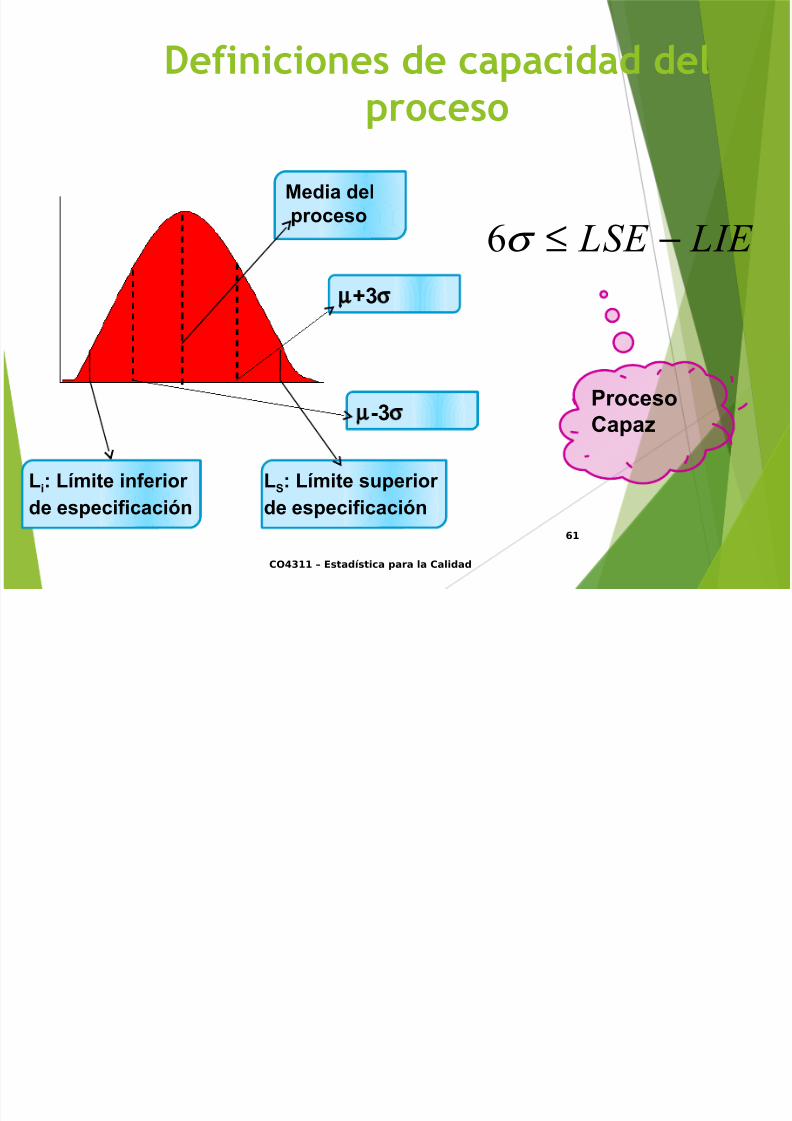
6 LSE LIE σ ≤ −
i ió d l á
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 62/103
62
(a di!erencia 45 (SE = (6E se pede
considerar qe es la dispersión permitida
del proceso *tolerancia+.
Si no se conoce la µ, la doble barra es la
media estimada del proceso, la cal seobtiene como la línea central de n gr#!ica
de medias.
Estimación de los parámetros
CO4311 – Estadística para la Calidad
E i ió d l á
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 63/103
63
>eslta obvio qe canto ma%or sea la
tolerancia de n prodcto, m#s !#cil le
resltar# al proceso cmplir con las eigenciasde calidad *ma%or variabilidad+, pero por el
contrario, canto m#s peqe?a sea la
tolerancia, es m#s di!ícil cmplir pesto qe elmargen de variabilidad es m#s estrecho, % por
tanto m#s eigente.CO4311 – Estadística para la Calidad
Estimación de los parámetros
E i ió d l á
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 64/103
64
(a σ es la desviación est#ndar del proceso, la cal si
no se conoce, se estima de la gr#!ica de control de
la variabilidad del proceso.
CO4311 – Estadística para la Calidad
Estimación de los parámetros
=
4
2
c
S
d
R
S
( )S x −
( ) R x −
A áli i d l ifi i
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 65/103
65
@na vez qe el proceso se encentra bajo control, % qess par#metros han sido estimados, el paso sigiente es
comparar el resltado de esta estimación con lasespeci!icaciones.
-eneralmente las especi!icaciones son bilaterales, es
decir qe establecen dos límites.
(o m#s importante es qe los valores qe se establecense aplican para cada pieza individalmente, % no al
promedio de na mestra o sbgrpo.
CO4311 – Estadística para la Calidad
Análisis de las especificaciones
A áli i d l ifi i
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 66/103
66
Ι. [µ8σ$ µB8σ] ⊆ [(i $ (s]0 Esta sitación es la ideal, %
es la qe identi!ica a n proceso capaz, pes aqí
el proceso pede cómodamente cmplir con lasespeci!icaciones % no habr# pr#cticamente piezas
de!ectosas. 2o necesariamente el proceso est#
centrado.
(a recomendación sería tratar de centrar el
proceso.
CO4311 – Estadística para la Calidad
Análisis de las especificaciones
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 67/103
A áli i d l ifi i
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 68/103
68
666. 2ingno de los dos intervalos est# inclido dentro delotro.
El proceso esta descentrado. (as piezas con!ormes sonlas qe se encentran en la intersección del intervalo
natral del proceso con el intervalo de especi!icación.
@n caso etremo de esta sitación es aqella en donde
la intersección es vacía % por tanto el DD; de la
prodcción ser# de!ectosa.
CO4311 – Estadística para la Calidad
Análisis de las especificaciones
Cál l d l C
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 69/103
69
Cálculo del Cp
Caso 1: Proceso centrado
Coeficiente de capacidad básica o potencial del proceso
CO4311 – Estadística para la Calidad
"uede ser
ne:ati&
/s /iσ 16
iS L LCp
−
=
Cál l d l C
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 70/103
70
Cálculo del Cp
Cuando el proceso es centrado el porcentajede piezas conformes es máximo.
Cuando el proceso es capaz, este porcentajemáximo de piezas conformes esaproximadamente el 1!, pero cuando no escapaz no alcanza dic"o porcentaje #
lamenta$lemente el proceso no puede sermejorado, a menos %ue se lo&re una ampliaciónen las especificaciones o una reducción en lades'iación estándar.
CO4311 – Estadística para la Calidad
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 71/103

8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 72/103
( t t ió d l C
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 73/103
73
Se interpreta como na medida qe el proceso es capaz en caso de qe est&
centrado.
Calclando s inverso epresado en porcentaje
(nterpretación del Cp
CO4311 – Estadística para la Calidad
%43&71%100*40&1
1
=
( t t ió d l C

8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 74/103
74
Pede ser interpretado como qe los límites natrales de variación del proceso
representan el :,G8; de los límites de especi!icación.
(nterpretación del Cp
CO4311 – Estadística para la Calidad
( )
( ) 4
2
6&
6&
cS
L LC S X
d R
L LC R X
i s p
i s p
−=⇒
−=⇒
Cál l d l C
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 75/103
75
Cálculo del Cp)
Caso *: Proceso no centrado
Cuando el proceso no está centrado, el porcentajede piezas conformes no es máximo, pero esto noimplica %ue el proceso no sea capaz, pues puedesuceder %ue las especificaciones le resulten tan
amplias %ue a pesar del corrimiento de la media,la casi totalidad de las piezas cai&an dentro de laespecificación.
CO4311 – Estadística para la Calidad
Cálculo del C
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 76/103
76
Cálculo del Cp)
CO4311 – Estadística para la Calidad
eficiente deca"acidad real
−−
= σ µ
σ µ
3
&3
i s pk L LmínimoC
( t t ió d l C
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 77/103
77
(nterpretación del Cp)
. Cpk F .880 el proceso es capaz % es com"nmente sado como na meta
para mchas compa?ías.
H. Cpk .880 el proceso es marginalmente capaz.
8. Cpk 0 el proceso no es capaz.
CO4311 – Estadística para la Calidad
( t t ió d l C
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 78/103
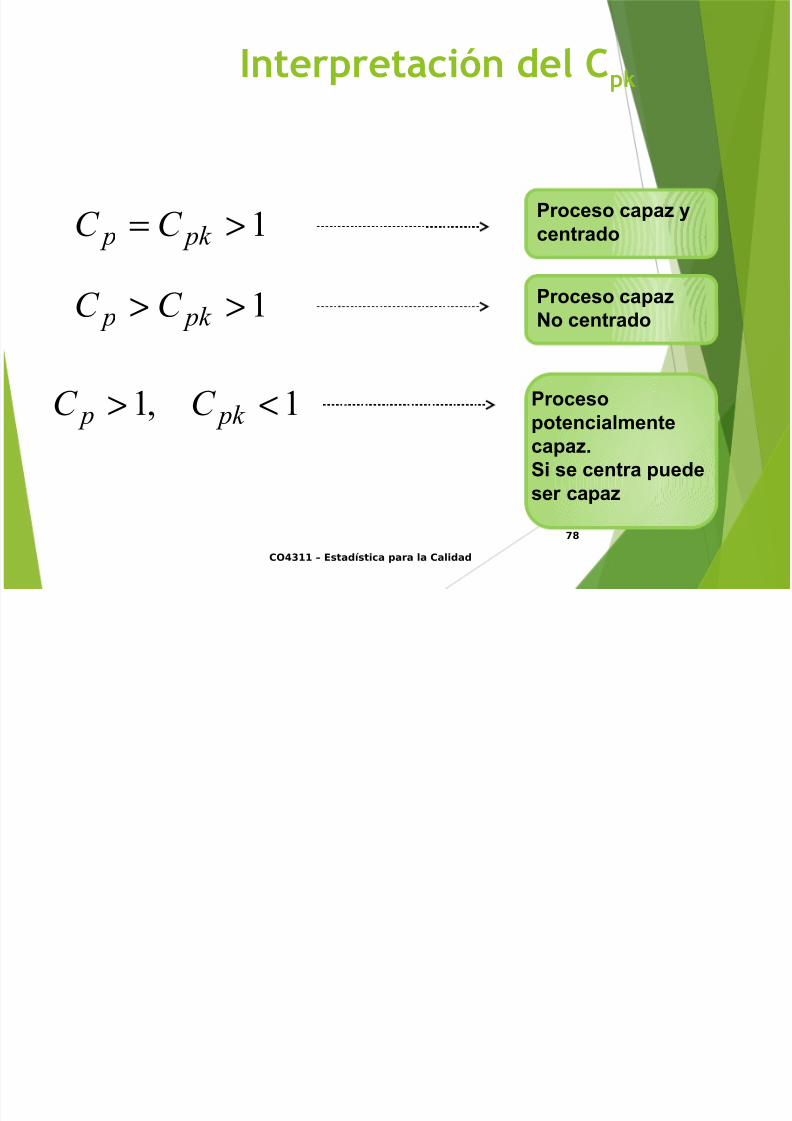
78
(nterpretación del Cp)
CO4311 – Estadística para la Calidad
$rces ca"a *
centrad
$rces ca"a
centrad
$rces
"tencial%enteca"a.
i se centra "uede
ser ca"a
1>= pk p C C
1>> pk p C C
1&1 <> pk p
C C
(nterpretación del C
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 79/103
79
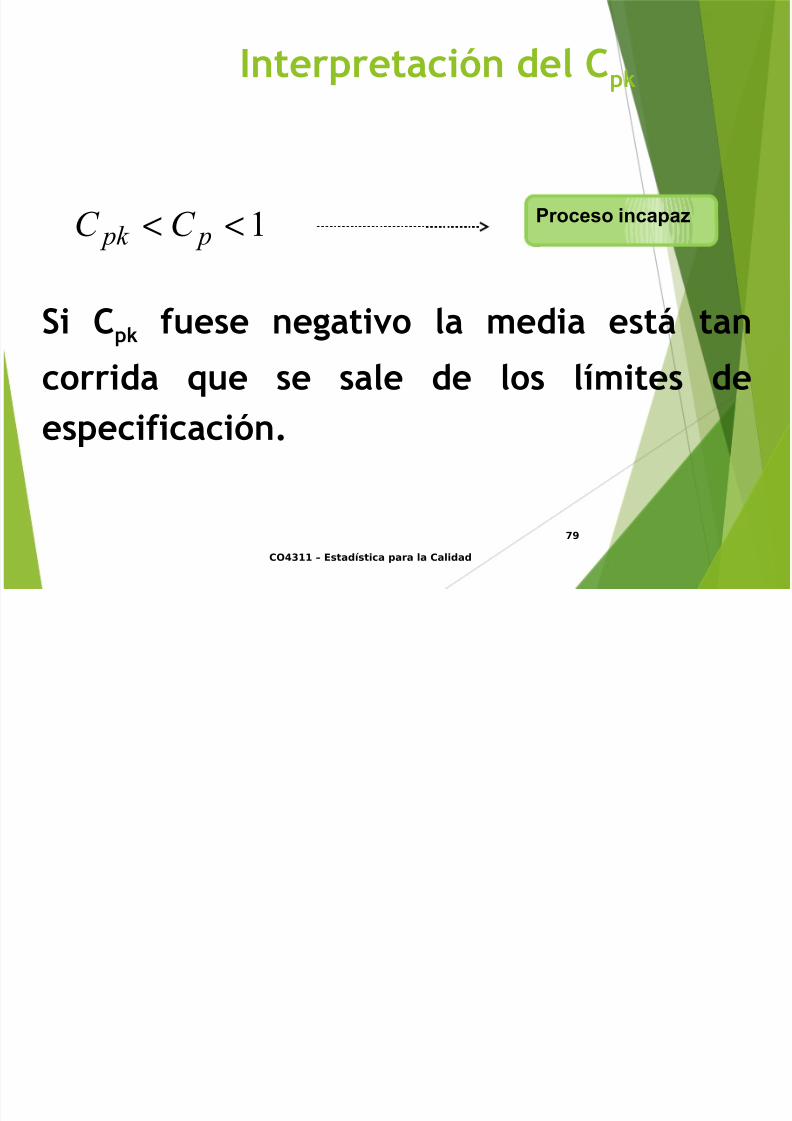
(nterpretación del Cp)
CO4311 – Estadística para la Calidad
$rces inca"a
+i Cp) fuese ne&ati'o la media está tan
corrida %ue se sale de los lmites de
especificación.
1<< p pk C C
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 80/103
80
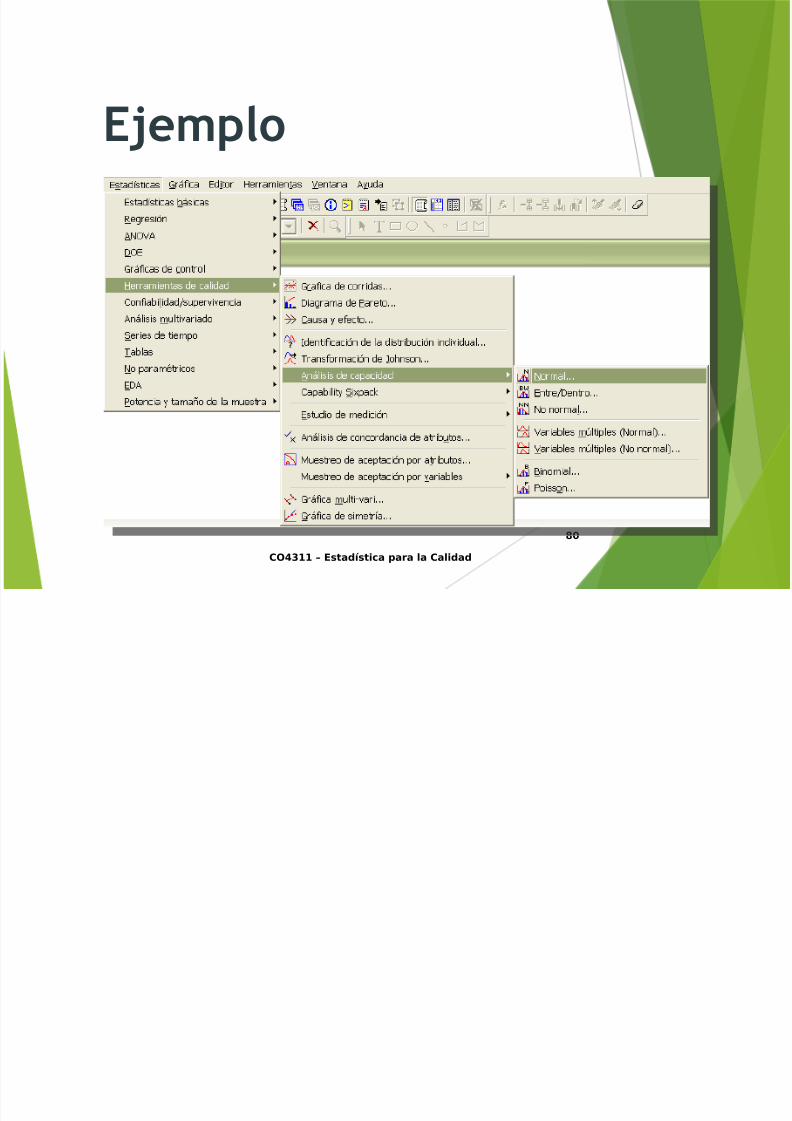
Ejemplo
CO4311 – Estadística para la Calidad
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 81/103
81
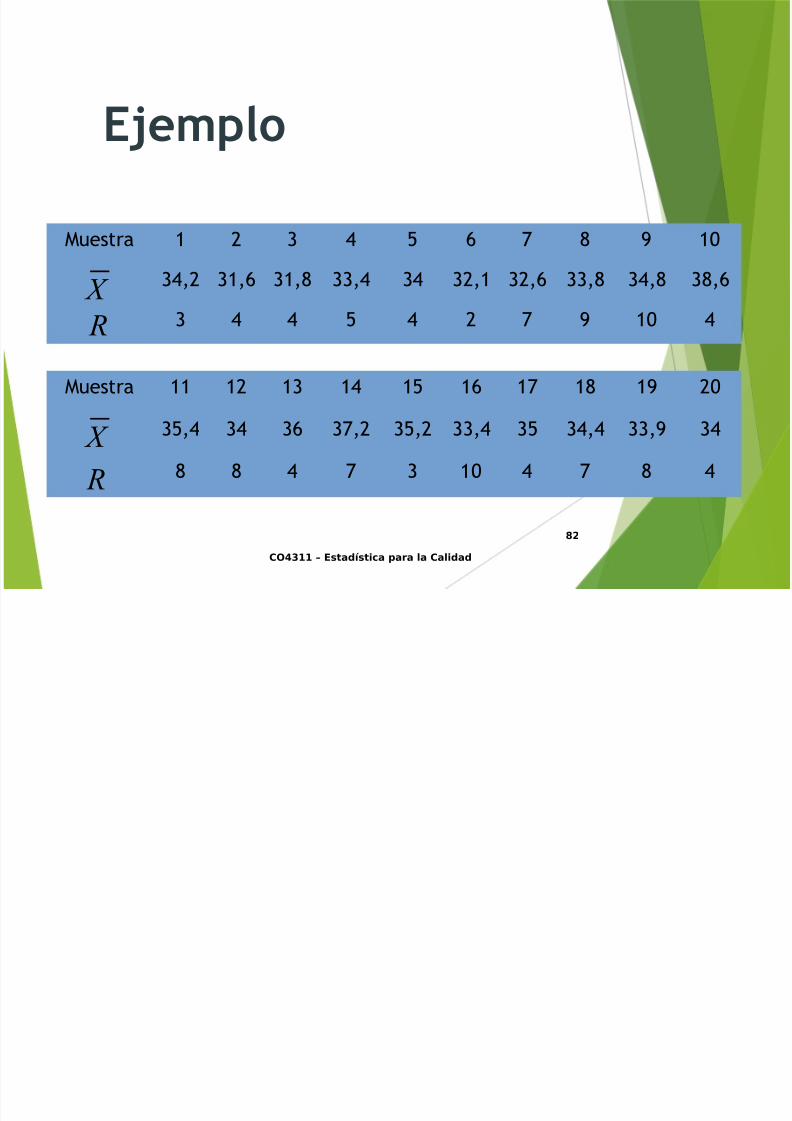
Ejemplo
CO4311 – Estadística para la Calidad
-n dado de extrusión se emplea para
producir $arras de alumnio. El diámetro de
las $arras es una caracterstica de calidadcrtica, %ue de$e encontrarse dentro de
las especificaciones ,/0/ ,12
pul&adas.
+e toman * muestras de / $arras cada
una
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 82/103
82
Ejemplo
CO4311 – Estadística para la Calidad
estra H 8 G I 7 : J 9 D
8G,H 8,7 8,J 88,G 8G 8H, 8H,7 88,J 8G,J 8J,78 G G I G H : 9 D G
estra H 8 G I 7 : J 9 HD
8I,G 8G 87 8:,H 8I,H 88,G 8I 8G,G 88,9 8G
J J G : 8 D G : J G
X
X
R
R
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 83/103
ndicadres de a"acidad * $erfr%ance"ara $rcess

8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 84/103
En Dios confiamos, todos los demás deben presentar datos...
23 45 65 34
78 78 34 32
33
$r uL %edir M

8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 85/103
6236CA3/>ES 3E -ES46K2
Los indicadores son necesarios medir que está pasando en la empresa
procesos etc!
Principal motor de cualquier sistema de me"oramiento de procesos!
Lo que no se mide no se puede controlar# $ lo que no se controla no se
puede %estionar!
Tomado de http://web.jet.es/Amozarrian/gestion_indicadores.htm
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 86/103
• Indice de Capacidad del Proceso (Cp)
• Indice de performace del Proceso (Cpk)
CAPACIDAD Y PERFORMANCE DEL PROCESO
Proceso Prodc!o
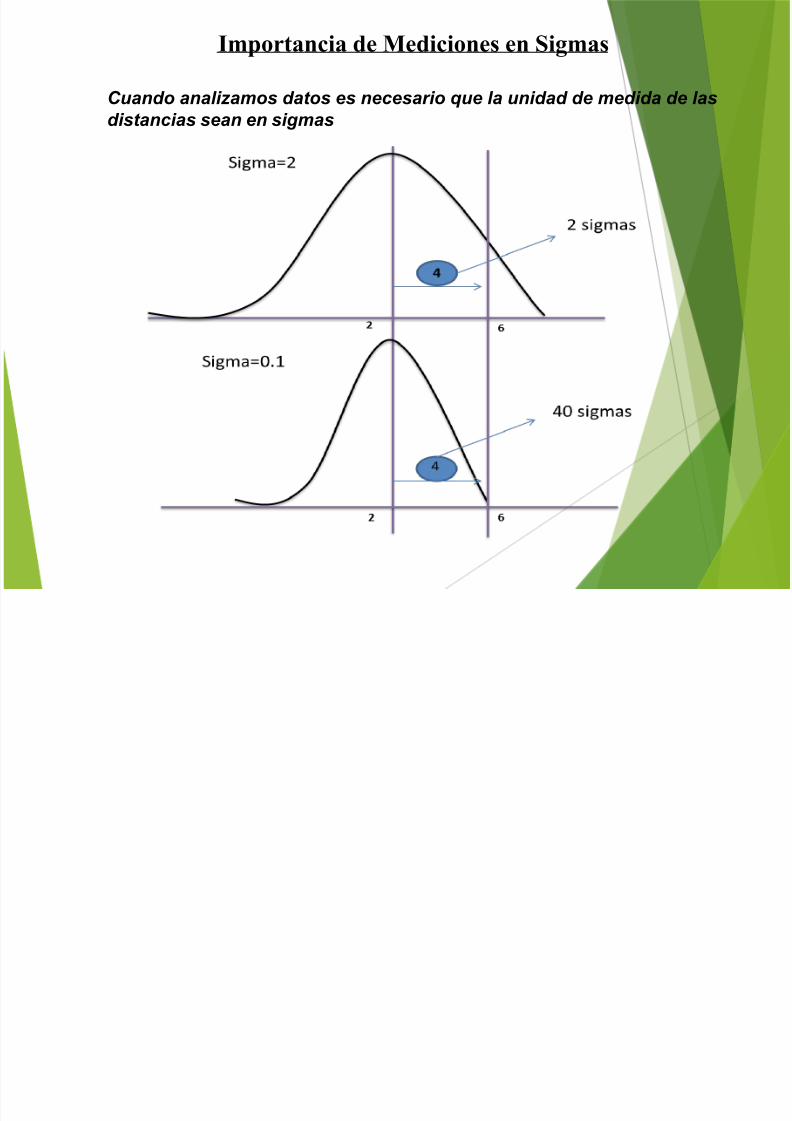
Importancia de Mediciones en Simas
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 87/103
Cuando analizamos datos es necesario ue la unidad de medida de las
distancias sean en sigmas
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 88/103
CA!AC"#A# #E !$%CE&%
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 89/103
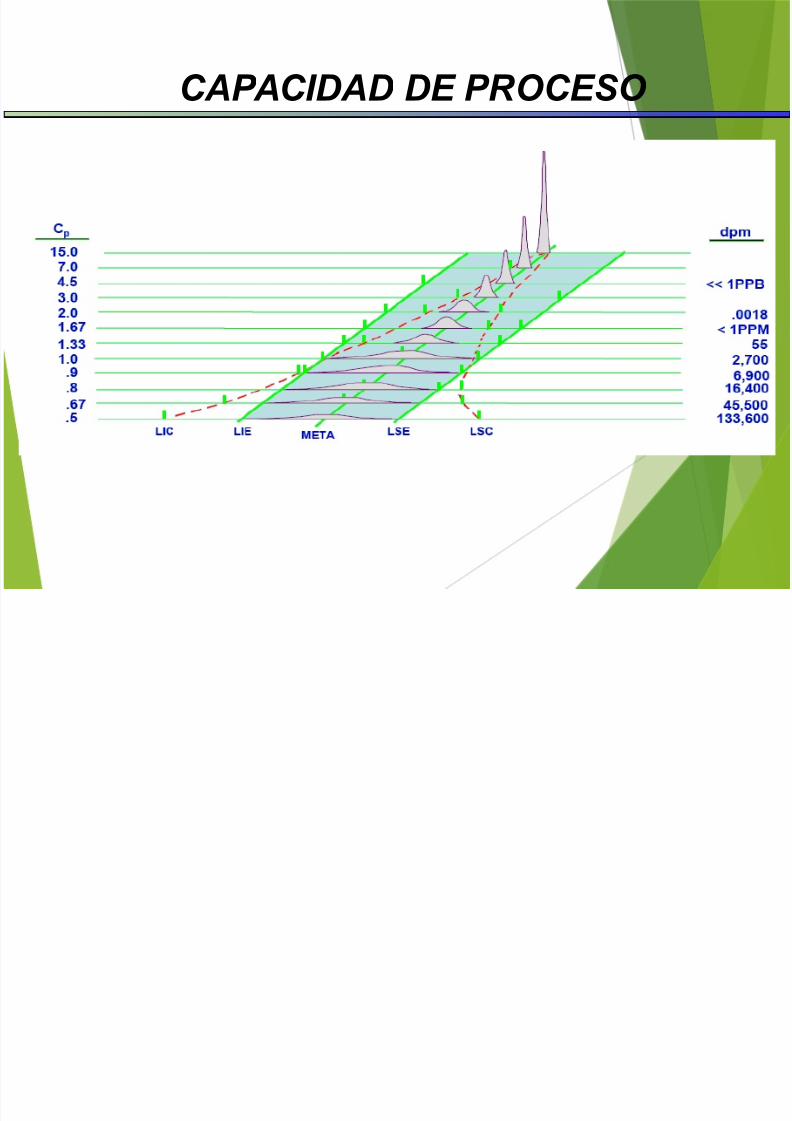
Indice de !apacidad "!p#
El 'ndice de capacidad del proceso( C ! ( muestra cuancapaz es un proceso de cumplir con sus
especi)icaciones( porue tiene la variabilidad
controlada.
Estas especi)icaciones provienen de laespeci)icaci*n del producto / servicio / compromiso
con el cliente.
Es un indicador de +A$"A,"-"#A#( lo nico ue
podemos controlar es el sigma
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 90/103
Indice de $erformance "!p%#
os indica la per)ormance de un proceso
Cpk min 0 1.2 Cpk ideal 30 1.4
Es un indicador de CET$A-"#A# por la media 5 de
+A$"A,"-"#A# por el sigma
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 91/103
$ro&lemas de $rocesos
!roblemas asociados a todo proceso
1. +A$"A,"-"#A# asociada a la dispersi*n de los resultadas
del proceso con relaci*n a la media
6. CET$A-"#A# asociada a la di)erencia entre la
especi)icaci*n media 5 la media real ue obtenemos del
proceso
"r#fica de $endencia
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 92/103
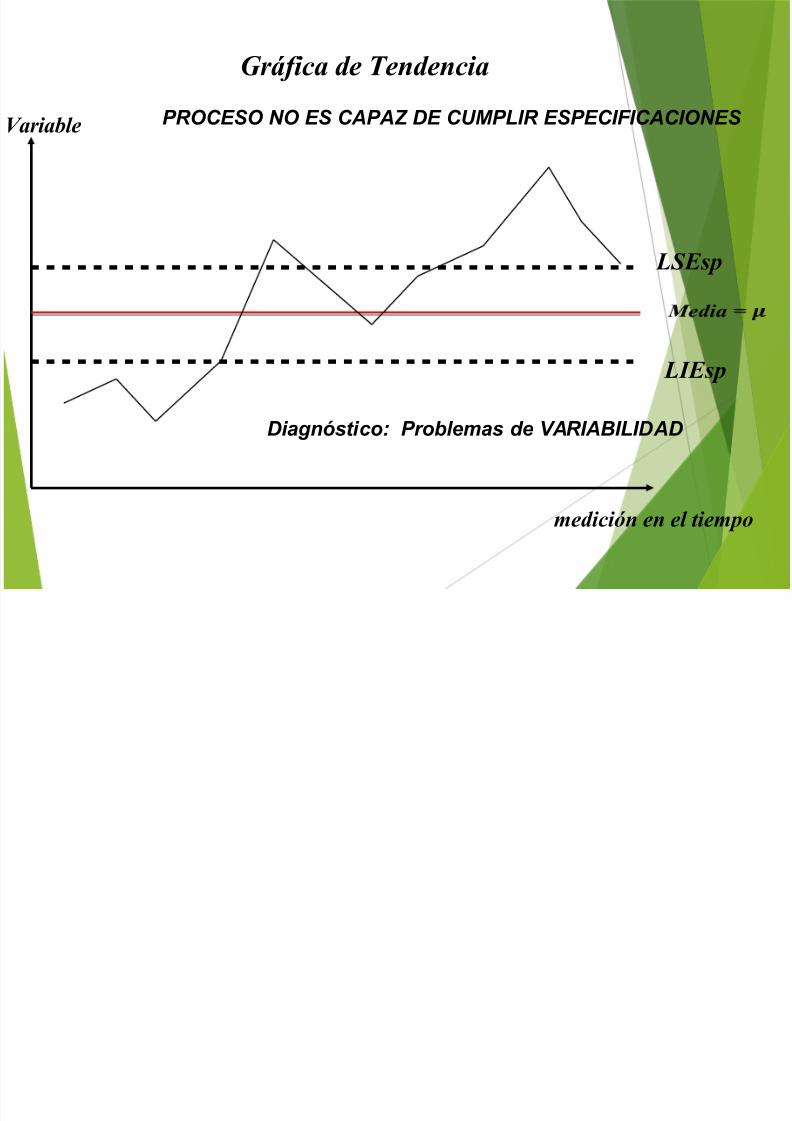
"r#fica de $endencia
LIEsp
%aria&le
LSEsp
!$%CE&% % E& CA!A7 #E C89!-"$ E&!EC""CAC"%E&
medici'n en el !iempo
#iagn*stico: !roblemas de +A$"A,"-"#A#
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 93/103
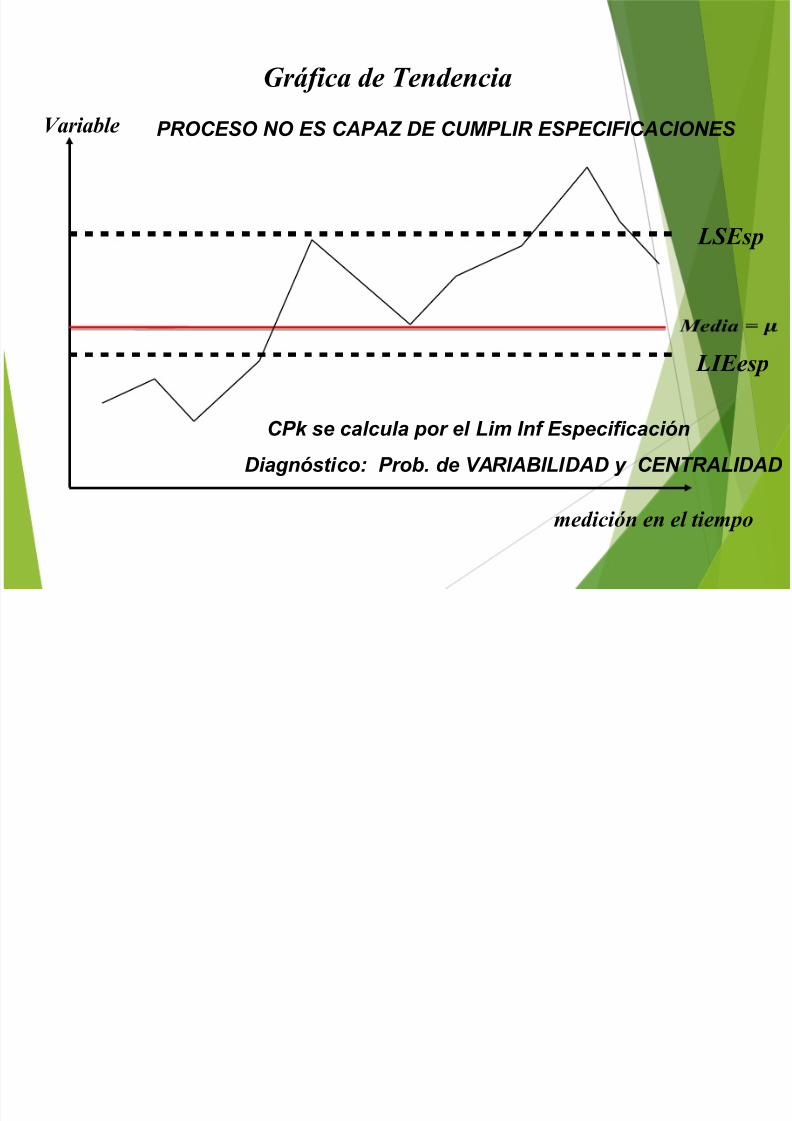
"r#fica de $endencia
LSEsp
LIEesp
medici'n en el !iempo
%aria&le !$%CE&% % E& CA!A7 #E C89!-"$ E&!EC""CAC"%E&
C!k se calcula por el -im "n) Especi)icaci*n
#iagn*stico: !rob. de +A$"A,"-"#A# 5 CET$A-"#A#
"r#fica de $endencia
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 94/103
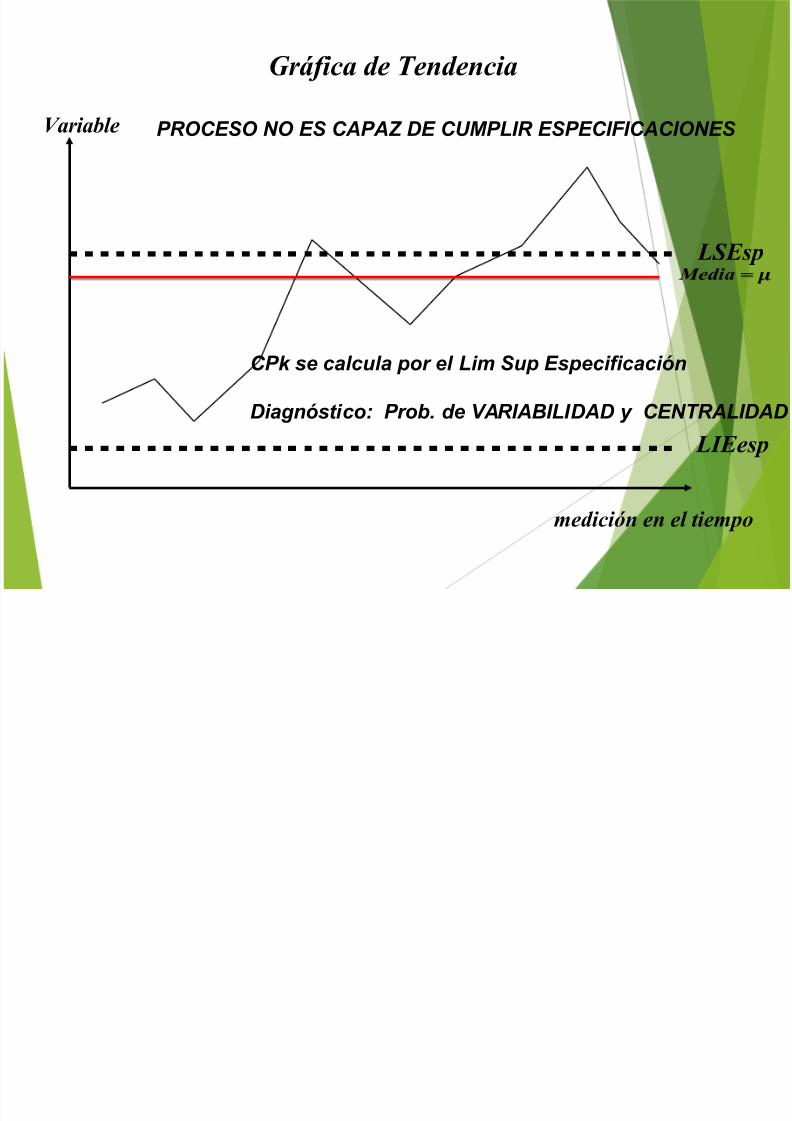
"r#fica de $endencia
LSEsp
LIEesp
%aria&le !$%CE&% % E& CA!A7 #E C89!-"$ E&!EC""CAC"%E&
C!k se calcula por el -im &up Especi)icaci*n
#iagn*stico: !rob. de +A$"A,"-"#A# 5 CET$A-"#A#
medici'n en el !iempo
"r#fica de $endencia
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 95/103
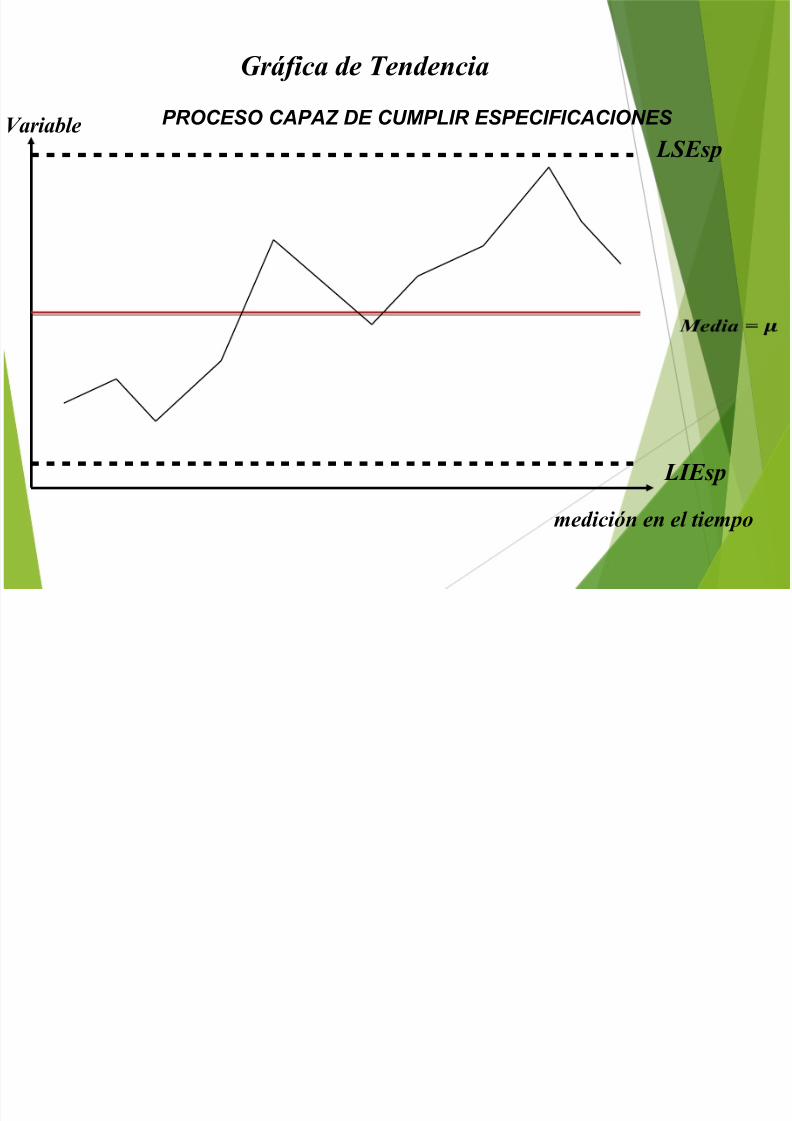
"r#fica de $endencia
LIEsp
%aria&le
LSEsp
!$%CE&% CA!A7 #E C89!-"$ E&!EC""CAC"%E&
medici'n en el !iempo
'(emplos de Mediciones en $rocesos
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 96/103
Cp0 1.;< =cumple con lo ue debe de hacer por variabilidad
controlada>
Cpk02(?@ =variabilidad esta ok( diagnosticada por el Cp( problemasde centralidad>
Cp0 2.?4 =no cumple con lo ue debe de hacer por tener alta
variabilidad>
Cpk02(?@ =problemas de variabilidad( diagnosticado por el Cp(centralidad esta mu5 buena. &i la centralidad hubiese sido per)ecta el
Cpk 0 2.?4>
Cp0 1.< =cumple con las especi)icaciones por variabilidad
controlada>
Cpk0 1.2? =variabilidad ok( centralidad ok>
$rincipales Indicadores $rocesos S!M
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 97/103
p
!$%CE&% #E C%9!$A&:1. -ead time proveedores
6. %rdenes per)ectas =ordenes atendidas a tiempo( completas( de acuerdo a
reuerimiento 5 en buen estado>.
A-9ACEE& :
1. E$" =eBactitud del registro de inventarios( nos a5uda a detectar errores en el registro
de la in)ormaci*n en los sistemas 5 posteriormente di)erencia de inventarios>.
6. 9ermas =mide los daos ue se generan producto de la operaci*n( Ejemplo(
manipulaci*n de productos sea carga suelta o paletizada>.
$rincipales Indicadores
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 98/103
p
T$A&!%$TE :
1. !edidos per)ectos =!edidos atendidos a tiempo( completos( en el lugar adecuado( 5 en
el estado adecuado>.
6. Costo de )letes =en m; o en T>.
DE&T"% #E 9ATE"9"ET% !$E+ET"+%:1. CA9 =Cumplimiento de actividades de 9antenimiento> actividades realizadas /
actividades programadas =%bjetivo: <F>.
6. C!9 =Cumplimiento del presupuesto de 9antenimiento> Dasto real de mantenimiento /
Dasto presupuestado =%bjetivo: <F>.
EG!%$TAC"%E& :
EBisten actividades ue dependen de agentes eBternos =Aduanas>.
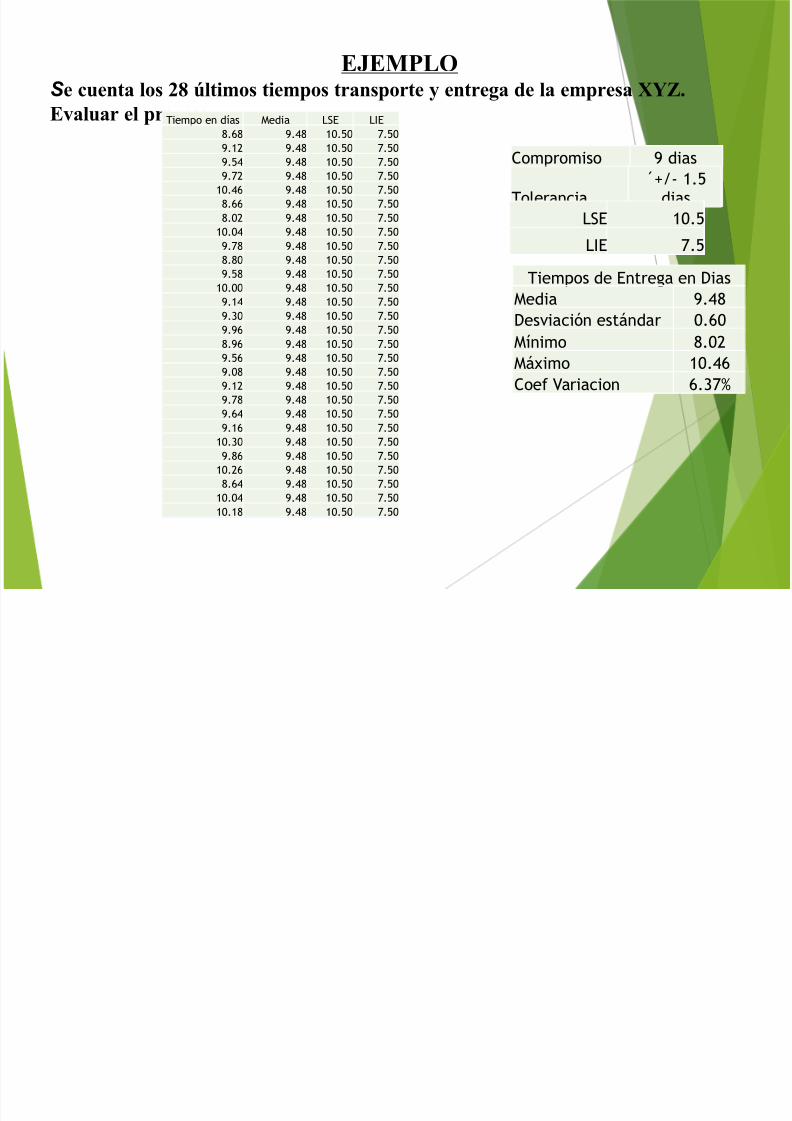
')'M$*+
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 99/103
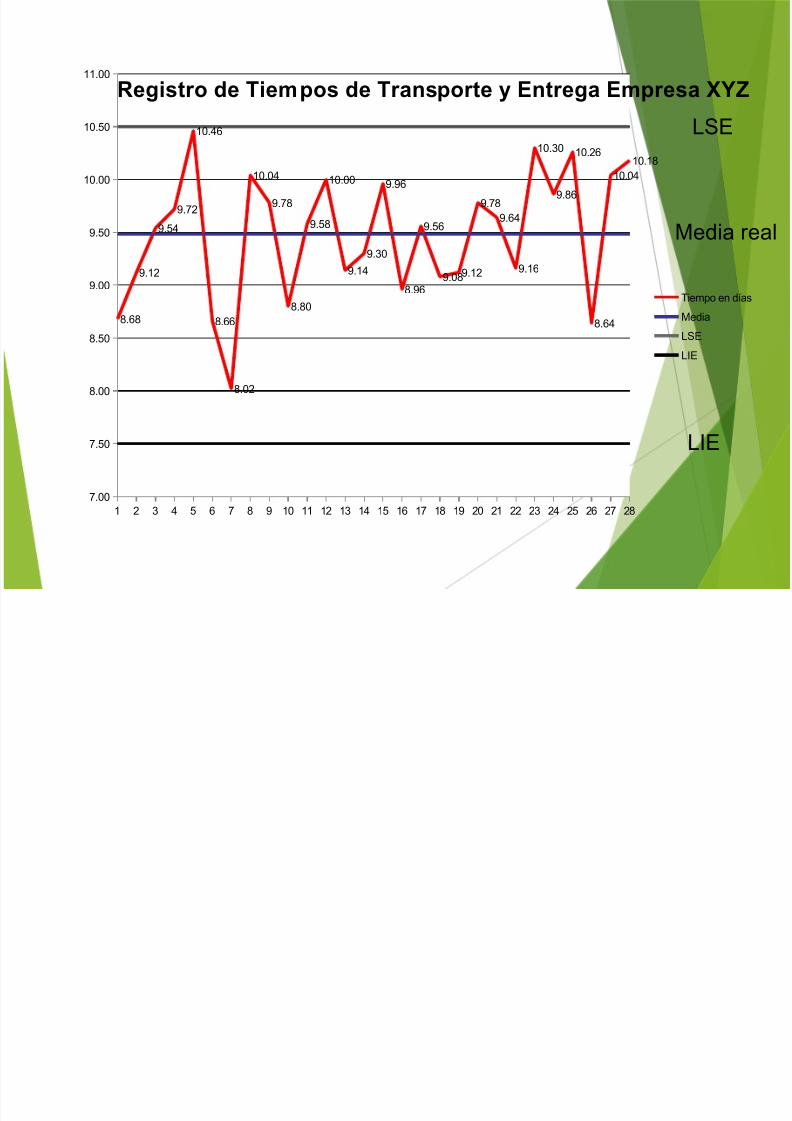
& e c,enta los 28 -ltimos tiempos transporte entrea de la empresa /.
'al,ar el proceso
Compromiso 9 dias
4oleranciaLBM .I
dias
4iempo en días edia (SE (6EJ.7J 9.GJ D.ID :.ID9.H 9.GJ D.ID :.ID9.IG 9.GJ D.ID :.ID9.:H 9.GJ D.ID :.ID
D.G7 9.GJ D.ID :.IDJ.77 9.GJ D.ID :.IDJ.DH 9.GJ D.ID :.ID
D.DG 9.GJ D.ID :.ID9.:J 9.GJ D.ID :.IDJ.JD 9.GJ D.ID :.ID9.IJ 9.GJ D.ID :.ID
D.DD 9.GJ D.ID :.ID9.G 9.GJ D.ID :.ID9.8D 9.GJ D.ID :.ID9.97 9.GJ D.ID :.IDJ.97 9.GJ D.ID :.ID9.I7 9.GJ D.ID :.ID9.DJ 9.GJ D.ID :.ID9.H 9.GJ D.ID :.ID9.:J 9.GJ D.ID :.ID9.7G 9.GJ D.ID :.ID
9.7 9.GJ D.ID :.IDD.8D 9.GJ D.ID :.ID9.J7 9.GJ D.ID :.ID
D.H7 9.GJ D.ID :.IDJ.7G 9.GJ D.ID :.ID
D.DG 9.GJ D.ID :.IDD.J 9.GJ D.ID :.ID
(SE D.I
(6E :.I
4iempos de Entrega en 3ias
edia 9.GJ3esviación est#ndar D.7Dínimo J.DH#imo D.G7Coe! Nariacion 7.8:;
00
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 100/103
2 + , - / 1 0 2 + , - / 1 20 2 22 2+ 2, 2- 2/ 2 21
.00
.-0
1.00
1.-0
.00
.-0
0.00
0.-0
.00
1./1
.2
.-,
.2
0.,/
1.//
1.02
0.0,
.1
1.10
.-1
0.00
.,
.+0
./
1./
.-/
.01.2
.1
./,
./
0.+0
.1/
0.2/
1./,
0.0,
0.1
(iempo en días
3edia
L4E
L5E
L4E
L5E
3edia real
5e:istr de Tie%"s de Trans"rte * 1ntre:a 1%"resa XNO
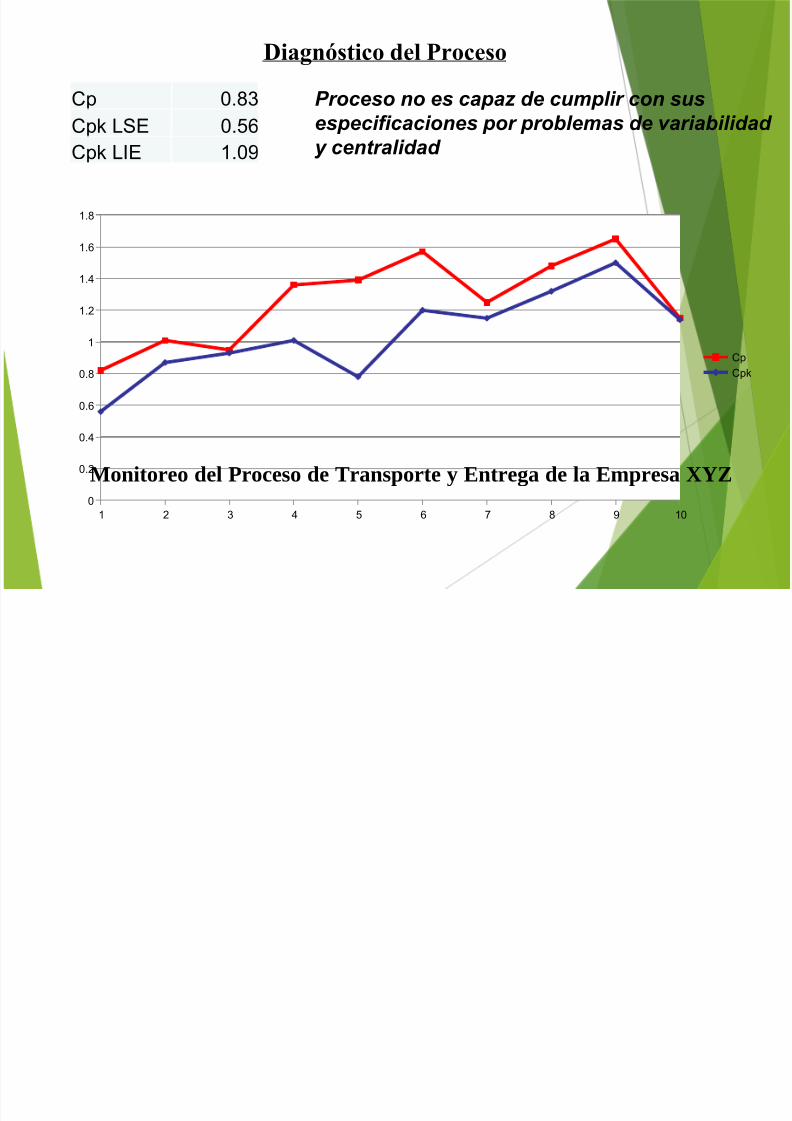
ianstico del $roceso
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 101/103
Cp 0.1+
Cp6 L4E 0.-/
Cp6 L5E .0
2 + , - / 1 0
0
0.2
0.,
0./
0.1
.2
.,
./
.1
Cp
Cp6
Monitoreo del Proceso de Transporte y Entrega de la Empresa XYZ
!roceso no es capaz de cumplir con sus
especi)icaciones por problemas de variabilidad
5 centralidad
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 102/103
Cause 7 E$$ect 8iagram
8/16/2019 Control Estadistico (2).pptx
http://slidepdf.com/reader/full/control-estadistico-2pptx 103/103