Embed Size (px)
Citation preview

Continuous Manufacturing &
Automation Solutions
2017 Engineering, GMP & Validation Forum
Anand Sunit KulkarniLife Sciences Industry Leader_ Asia PacificEmerson Automation Solutions

Agenda
2Emerson Confidential
Continuous Manufacturing: The Path Ahead
Pharma Manufacturing: Batch Vs Continuous
Dynamics of Continuous Manufacturing
Automation Management and Control Strategies
Closing

Pharmaceutical Manufacturing: The Path Ahead..
Emerson Confidential
Pharmaceuticals Need to Change3
“ Right now, manufacturing experts from the 1950s would easily recognize the pharmaceutical
manufacturing processes of today. It is predicted that manufacturing will change in the next 25 years as current manufacturing practices are abandoned
in favour of cleaner, flexible, more efficient continuous manufacturing.”
Dr.Janet Woodcock, AAPS Annual meeting, October 2011

Continuous Production is Coming
• Example of a modular manufacturing capable of supporting process development, clinical, or full commercialized production.
4Emerson Confidential

Strong Financial Incentives to Change
5Emerson Confidential
Improved Quality Capital Savings
Higher Throughput Cost Savings
New facility
makes 100,000
tablets / hour
vs >4 weeks at
a batch plant 1
Operational Flexibility
Low residence time
Real-Time
monitoring, PAT,
& Advanced Control 2
Shorter production times
Waste reduction / don’t
discard entire batch
>30% operating cost
reduction—Novartis / MIT 1
Vertex facility is only
4,000 sq. ft. vs 100,000
sq. ft in a traditional
deployment 1
Scales based on time
and parallelization vs
size
Portability on site
Use across stages 2
1 WSJ Feb. 8, 2015 Drug Making Breaks Away from It’s Old Ways2 Biotechnology and Bioengineering Vol. 112, Issue 4, April 2015, Pages 648-651

6Emerson Confidential
Pharmaceutical Manufacturing (Synthetic Drugs)
• Different sites and large equipment
• Larger Supply Chain management
• Collectively for Months
• Single Site Operations
• Modular Equipment/Shorter Supply Chain
• Shortened to Days

Pharmaceutical Manufacturing (Biotech / Biosimilars)
7Emerson Confidential
• Product transfers between each unit
operation in batches
• Finished product is tested at off-line
laboratories
• Actual processing time = days to
weeks
Buffer /
Media
Prep
Feb Batch
Cell
Culture
Harvest Capture Chromatograph
y
Filtratio
n
Drug
Substance
Konstantinov and Cooney, Journal of Pharmaceutical Sciences 104:813-820, 2015
Buffer / Media
Prep
Perfusion
Cell CultureContinuous Capture
(Chrome 1)
Continuous
Chromatography
(Chrome 2 and 3) Filtration
Drug Substance
Continuous
• Product flows between each unit
operation
• Product is adjusted based upon in-
process measurements
• Actual processing time = hours to days
Batch
Continuous

8Emerson Confidential
Secondary Manufacturing – Batch to Continuous
Batch Continuous

9
Emerson Confidential
Residence Time Distribution
• Variation in material attributes and process parameters
• Optimization of the Equipment Design
• Tracking of material and disturbances
Real Time Release Testing and Process Control
• On-line / In-line / At-line Measurements
• Process Control and Multivariate Models
• Adequate Models and Validation
Production Capacity
• Demonstrate manufacturability within expected range
• Equipment performance and Process Dynamics
• Uniformity of Quality
Dynamics of Continuous Manufacturing

Comprehensive Control Solutions Required
10
• Continuous Regulatory Control for minimum Variability
– PID Control is the workhorse
• Advanced Control for Constraint Optimization
– Multivariable Control
– Control of Difficult Dynamics
– Inferential Control
– Optimization Objectives
• Statistical Process Control
– Multivariate
• Principle Component Analysis
• Partial Least Squares
Emerson Confidential
Real-time Optimization (RTO)
Target tracking MPC Layer
Regulatory PID Layer
Process

Continuous Automation Implementation Challenges
11Emerson Confidential
Automation is Crucial for Continuous Manufacturing
Automation Management Strategies Control Strategies
• Understand the unit operation(s) / how far does “continuous manufacturing” extend?
• Modular automation design
• Data integrity from source through use
• Equipment states
• Start- Up and shutdown activities
• Basic PID Control
• Unit Operation Modeling
• Advanced Process Control
• Batch / Lot definition
• Batch context

• Standardized, modular automation
Automation Management Strategy :Modular Automation Designs
12
• Units need to be autonomous
• Support a complete scope of solutions for optimized unit production
– Measurement with integrity
– Local control
– Start-up / shutdown / product change-over sequencing for on-the-fly transitions
– Process characterization to determine optimized end result
– On-line analyzers are critical in many cases
– Alarm Management
– Process History
Emerson Confidential
Unique ID in System
Sequences
PID Control
Advanced
Control
Local
Alarms
Trips
Integrity
Status
Running
Data
GMP
Status
Service
Time
Process
Capabilities
Flow Rate
Pressure
Temperature
Dynamic
Characteristics
Recip
e
Req
uire
men
tsData
Hours Run
Local Control
Compliance
Paperwork
Characterization Data

Control Strategy: Start with “Basic” PID Control
13Emerson Confidential
• Temperature profile, T(t), is main design variable for cooling crystallization
– Cannot set T(t) directly; T(t) specified from valve positions of cold and hot water streams
Hot Water
Cooling Water
( )cF t
( )cx t
( )hx t
hT
cT
( )hF t
Physical
actuation
Jacket
Solution
Crystallizer
energy
balance, T
Jacket energy
balance, Tj
Flow-valve
relationship, F=f(x)
Real-time Optimization (RTO)
Target tracking MPC Layer
Regulatory PID Layer
Process

Control Strategy: Then Add on Optimization
• There are two main classes of models used in Multivariate Process Control (MPC) formulations
Real-time Optimization (RTO)
Target tracking MPC Layer
Regulatory PID Layer
Process
• Objective: Optimizes economics
• Strategy: Steady state optimization
• Objective: Drive system to target setpoints
• Strategy: Dynamic constrained optimization
Can improve by combining
these two layers
Drawbacks of layered approach
• RTO targets may not be reachable
• True optimal situation may not be
achieved at a constant setpoint
14Emerson Confidential

Automation Approach Combining Regulatory and Optimization
Data Integrity is critical for
pharmaceutical quality
measurements and becomes
even more important with
continuous for Real Time
Release and Continuous
Process Verification.
Doug Hausner, Ph.D., Associate Director, ERC SOPS, Rutgers University
Emerson Exchange Life Science Forum Oct. 201615
Tablet Press
Blender
Feeders
mill
API M
M
M
M
M
M
M
M
Content/DensityBlend Uniformity
NIR, Raman
LT
Thickness
Density
US
Hardness
NIR
Dissolution (check)
Feed forward control
Force
Weight
Compression Gap
Cross-check
Content (check)
Emerson Confidential

Key FDA Issues for Continuous Manufacturing
16Emerson Confidential
Regulatory Definitions – Applicable to continuous processes
“Lots”
21 CFR 210.3
• Lot – a batch, or a specific identified portion of a batch, having uniform character and quality within specified limits; or, in the case of a drug product produced by a continuous process, it is a specific identified amount produced in a unit of time or quantity in a manner that assures its having uniform character and quality within specified limits.
Need to track Lots
“Batch”
21 CFR 210.3
• Batch – a specific quantity of a drug or other material that is intended to have uniform character and quality, within specified limits, and is produced according to a single manufacturing order during the same cycle of manufacture.
• Batch refers to the quantity of material and does not specify the mode of manufacture
Need to track Batches
MIT-CMAC International Symposium on Continuous Manufacturing of Pharmaceuticals, May 20, 2014
Janet Woodcock, M.D. Center for Drug Evaluation and Research, FDA

Managing Batch / Lots:
Residence Time Distribution (RTD)
Diagnostic tool used to determine the time (mean and distribution) a particle stays in a unit operation
RTD models are used to determine:
1. Disturbance dissipation
2. Raw material traceability
3. Mixing patterns in unit operations
Detector(i.e., PAT tools)
Pulse of Tracer(i.e., API)
Time
[Tra
cer]
Time
[Tra
cer]
t0
τ
0
( )(t)
( )out
C tE
C t dt
0
( )MRT t E t dt
Inlet
Outlet
Doug Hausner, Ph.D., Associate Director, ERC SOPS, Rutgers University
Emerson Exchange Life Science Forum Oct. 2016 17Emerson Confidential

Integration of RTDs in Continuous Direct Compression
Case Study
Overlap of the curves represents
the mixing of the lots
M
M
EXM
M
API
M
M
MgSt
Lot A
Lot B
Lot AB
How much of AB?
Using RTD
API
Given the relationship of batch API and continuous drug product manufacturing, multiple lots
of API will inherently need to be mixed in order to make product
Regulatory question: How can we determine the API lot composition of the drug product?
Managing Batch / Lots:
Residence Time Distribution (RTD)
Doug Hausner, Ph.D., Associate Director, ERC SOPS, Rutgers University
Emerson Exchange Life Science Forum Oct. 2016 18Emerson Confidential

Unlocking the Value of Continuous Manufacturing Requires Planning
Continuous
Manufacturing in Life
Science is progressing.
Assess people,
processes and
technologies within
your organization to
determine how to get the
benefits
The number of approvals is growing
The technology barriers are being addressed
Secondary manufacturing is moving the fastest
but primary is also progressing
Approach requires re-thinking your
manufacturing approach
Requires people with a combination of process
and automation / data technology skills
19Emerson Confidential


Back Up Slides
21Emerson Confidential
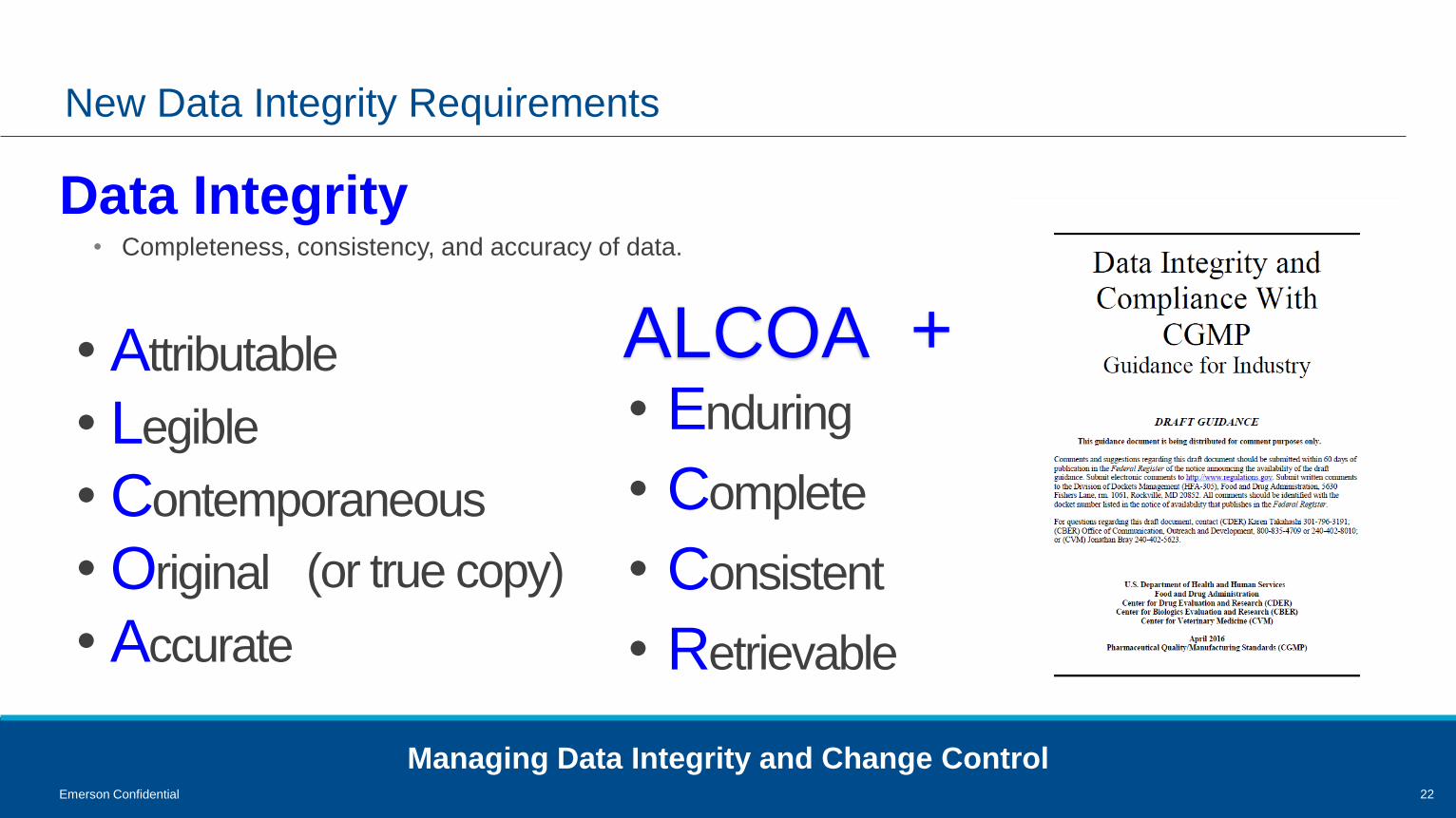
New Data Integrity Requirements
Data Integrity• Completeness, consistency, and accuracy of data.
Managing Data Integrity and Change Control
• Attributable
• Legible
• Contemporaneous
• Original
• Accurate
• Enduring
• Complete
• Consistent
• Retrievable
ALCOA +
(or true copy)
22Emerson Confidential

It Starts with the Sensor:
Data with Status / Unit Operations Using Status
Data
Applications
Security
Insight
Tools
Secure
First Mile
Standalone
Rich Tools
PERFORMANCE ENERGYHEALTH
Advisory
Tools
Traditional Data Pathways IIoT Application Gateways
Pervasive
Sensing
Radar
Level
Electrical
Monitoring
Analyzers Steam
TrapsVibration Valve Position
Monitor
Single Use
Pressure
Single Use
pH
Single Use
Pinch Valve
23Emerson Confidential
Out of Service Available
CalibratedCalibrateCleanCIP’d
Inactivated Unavailable
In Use
YesNo
In-Use
/ Start
In-Use /
Complete
Inactivate
Equipment
Out of
Service
Equipment
State Model

Procedural Automation for Continuous Process (ISA 106) Growing in Importance
Process State Operational States
Not Ready (Out
of Service
Preparing
Ready (Idle)
Filling
Heating
Running
Abnormal
(Off Spec)
Shutting Down
Not Ready
Preparing
Ready
Start-up
Running
Shutting
DownISA-TR106.00.01-2013 Procedure Automation for Continuous Process Operations

Manufacturing Savings via Procedural Automation
• Dow is a major contributor to development of the ISA106 standard.
– State Based Control has been applied in around 200 Dow plants globally
– 75% of Dow Assets are run using state based control*
• In one recent example, Dow reported the reduction in shutdown time achieved by automating cleaning procedures resulted in a 16% increase in plant profit.
Shorter Maintenance
Faster Shutdown
Faster Startup
25Emerson Confidential
Procedural Automation State Based Control, Yahya Nazer, Janette Brightwell, ARC Forum, 2015

Account for Likely Sources of Disturbances
Hot Water
Cooling Water
( )cF t
( )cx t
( )hx t
Pressure
drop
hT
cT
Temperature
fluctuations
Heat of
crystallization +
other non-idealities( )hF t
Mitigate disturbances by
design of regulatory
control layer
26Emerson Confidential
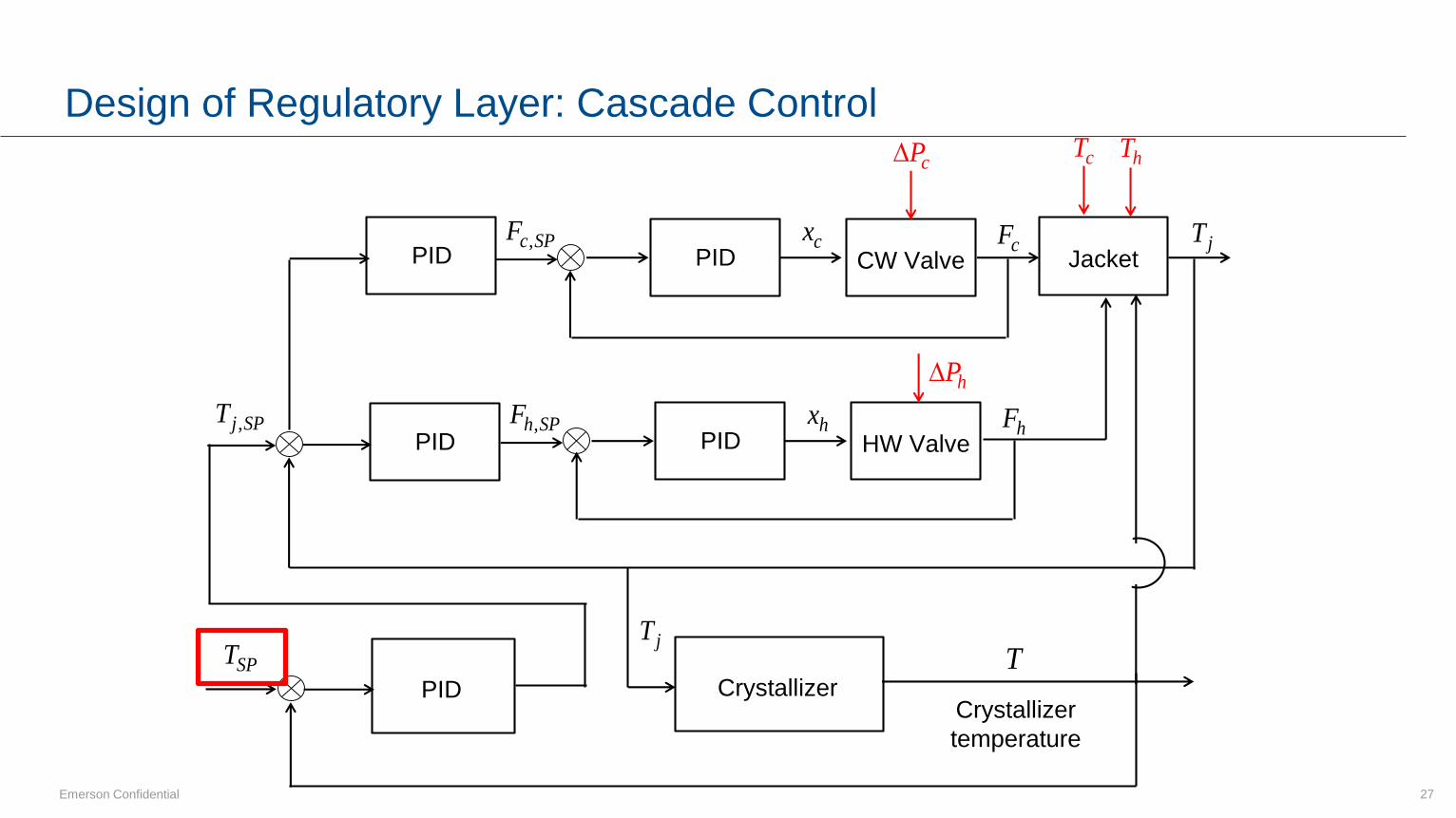
Design of Regulatory Layer: Cascade Control
CW ValvePID JacketcFcx
Crystallizer
PIDjT,c SPF
,j SPT
cP
HW ValvePIDhFhx,h SPF
PID
hP
cT hT
T
Crystallizer
temperature
PIDSPT
jT
27Emerson Confidential

When Combined, There Are Two Main Approaches
• There are two main classes of models used in MPC formulations
1. Empirical / black-box models
• Based completely on process data
• Majority of methods generate linear models
2. First principles models
• Derived from physics of problem (mass/energy
balances, kinetic rate expressions, thermodynamics)
28Emerson Confidential

Empirical vs. First Principles
Characteristics Empirical Model First Principles Model
Model derivation Only from process data Based on physics; need some
modeling expertise
Number of parameters Usually high due to black-box nature Smaller; based on physical
parameters
Identification Must perturb process for relatively
long time for each manipulated
variable
Smaller perturbations (if past data is
informative, no experiments needed)
Accuracy Only around a steady state, where
experiment conducted
Accurate in wider range than a
steady state
Capability Mostly target tracking to keep model
accuracy reasonable
General objectives (e.g., profit,
energy usage)
Versatility Hard to deal with unmeasured states Can handle unmeasured states and
disturbances explicitly
Resultant optimization in MPC LP or QP: typically fast to solve
online
NLP: need more sophisticated
solvers and expertise to speed up for
real time usage
29Emerson Confidential

First Principles Models are Accurate over Larger State-space Region
x1
x2
Steady-state where
step response model
was developed
Accuracy region for first
principles model
Ex: State trajectory for startup
endpoint
Only guaranteed
to be valid locally!
30Emerson Confidential

Add on Modeling per Unit Operation Requirements:
Modeling Dissolution
• When C < Csat, crystals will dissolve in solution
• Dissolution can be modeled as a first-order process
in terms of relative supersaturation
( )satC C T
, 0
, 0
gg
d
k S SG
k S S
Usually large fast dynamics
Need to calculate rate of crystal loss
(equivalent B for dissolution in μ0 ODE)
Moment equations same for j > 0
or crystals dissolve
completely…
31Emerson Confidential

More Research / Proofs Exist in Secondary Process Modeling
Feedback
control
Feedforward
control
Flowsheet model
Doug Hausner, Ph.D., Associate Director, ERC SOPS, Rutgers University
Emerson Exchange Life Science Forum Oct. 2016 32Emerson Confidential

FEEDERS:Model: Delay Differential
Equation, Transfer Function
rpmd50,ρFset
d50,ρFout
MIXER:Model: Population
Balance model, RTD
model, surrogate model
rpmd50,ρi
Fin,Ci
d50,ρFout, Ci,
CO-MILL:Model: RTD model, Mass
balance equation
rpmd50,ρFin,Ci,
d50,ρFout, Ci,
TABLET PRESS:Model: Kawakita equation and
feed frame RTD model
P, rpmd50,ρFin,Ci,
ε, σ, Ci, Fout
Process Modeling for Control Development:
Basic Regulatory
Doug Hausner, Ph.D., Associate Director, ERC SOPS, Rutgers University
Emerson Exchange Life Science Forum Oct. 2016 33Emerson Confidential

Flowrate
Fill level
Flowrate
Mass Hold-up
Flowrate
Mass Hold-up
Co-mill
Feeder
Blender
Process Modeling for Control Development:
Add in Optimization for the Unit
34Emerson ConfidentialDoug Hausner, Ph.D., Associate Director, ERC SOPS, Rutgers University
Emerson Exchange Life Science Forum Oct. 2016