Embed Size (px)
Citation preview
Optimizing Energy Consumption andImproving Operational EfficiencyThrough the Use of Smart MCCs inProcess Automation Systems
Executive SummaryThe escalating price of fossilfuels marked by fierce globalcompetition is driving processindustry decision makers torethink the way theirbusinesses will perform in thefuture. In order to staycompetitive, manufacturers willhave to develop strategies toconserve energy and limit theirusage of depleting fossil fuelreserves. However, thechallenge in achieving this goalis to do so without disruptingproduction. This is where theintegration of Smart MotorControls (MCCs) into a processautomation system can play avital role in your energyconservation strategy.
In 2005, the EnergyInformation Administrationreported that 80% of the totalenergy consumed in the U.S.industrial sector is usedpredominately by the processindustries. Sixty-four percent ofthe energy consumed in aprocess plant today is used tooperate motors.1 In the futurethere will be limited energyresources to sustain processmanufacturing factories. Youroperation will depend on howwell your company canmanage its energyconsumption.
processW
hit
e Pa
per
(continued on page 2)

Energy consumption is the second largest operatingexpense in a plant (after raw materials), and thusoptimizing the energy consumption of motors is a logicalstarting point for improvement. By integrating smartmotor controls to monitor energy consumption, thefactory can remove wasteful energy expenditure, preventunplanned downtime, and improve overall operationalefficiency. Additionally, with the recent amendment to theU.S. Government's Energy Policy Act (EPAct) in 2005, taxincentives are being offered for implementation of certainenergy-savings measures.
The tight integration of motors, drives, and Smart MCCsinto a process automation system not only cuts energyconsumption, it also enables the end users to reduce theirTotal Cost of Ownership in an environmentally responsibleway that demonstrates results in reduction of installation,commissioning, operation and maintenance costs.
Let's take a closer look.
IntroductionDistributed control systems (DCSs) were designed toprovide regulatory control for the process control industry.They were based on proprietary components such asoperating systems, networks, hardware, and configurationtools. The standard DCS was mainly designed forcommunication within system boundaries and was knownfor analog control and redundancy. Programmable LogicControllers (PLCs), on the other hand, were designed forhigh-speed control of discrete devices like motors, pumps,and drives.
In the traditional process plant, PLCs were used to controlthe electrical infrastructure such as motors, drives andMCCs, while regulatory control was left to the DCS. Sinceit was not economical to hardwire all of the operatingdata from individual motor buckets into the PLC, nor topass this data to the plant's DCS, only minimal amounts ofmotor performance information was available to thesystem operator to optimize energy usage. The powerconsumption information was available locally to theplant electrician, but there was no mechanism to conveythe real-time power consumption of the plant to theprocess operations or Manufacturing Execution Systems(MES). Therefore, it was virtually impossible to determinethe energy consumption for each individual process orunit. This prevented the plant from scheduling partialshutdowns to improve energy efficiency or to takeadvantage of the incentives that electric utilities offer toreduce energy consumption during times of peakdemand.
Today, a new class of DCS has emerged that is not onlycapable of providing the optimum control for regulatoryapplications, but is also able to integrate and control high-speed discrete devices like MCCs, drives, soft starters,breakers, and power metering devices. Process controlsystems capable of supporting this integrated approachenable dynamic monitoring of motor performance andusher in a new era in energy management andoperational excellence.
Motor OperationsThe integration of motor management data directly intothe DCS allows the device to communicate its operationalcondition and status. This can be used for real-timemonitoring of motors that can potentially detect motorproblems before they occur. The maintenance performedon the motors is no longer reactive. Predictive andpreventative measures can now be performed to preventmotor failure and damage, allowing plant operators toextend the life of their motors. Because motors consumeapproximately 64% of the energy in the plant, monitoringthe operating condition is an essential aspect of anyenergy conservation and maintenance program.
It is estimated that up to 40% of manufacturing revenue isapplied to maintenance, and up to 60% of scheduledmaintenance checks on valves and motors provesunnecessary.2 Monitoring motor operations significantlyhelps the plant operator develop an effective predictiveand preventative maintenance program that is focused onmaximizing operational efficiency.
Motor EfficiencyOver the past two decades, significant improvements havebeen made to increase motor efficiencies above theindustry averages. Electric motors consume 10 to 25times their purchase price in electricity each year, so evena 1% increase in motor efficiency can mean thousands ofdollars worth of savings in the operation of the motor.Premium efficiency motors cost a little more because ofthe superior material that goes into them, but the highercost typically can be recovered in 12 months or less.Significant reductions in energy consumption can berealized by this technique.
Variable frequency drives (VFDs) are becoming a popularapproach to optimizing energy consumption to controlflow instead of using the traditional combination of afixed-speed motor plus regulatory control valve. Byregulating the speed of a drive in order to directly controlflow rate, a 50% energy reduction can be achieved in fluidflow control applications.
Motor Control Center (MCC)Motor control systems have a prominent role in industrialprocesses. These systems are often housed in an MCCwhich contains a comprehensive array of control andmonitoring devices. Advances in technology anddecreased cost of electronic devices have led to a boom inthe inclusion of various controls and monitoring devicesinto the MCC. These devices, like relays, variable speeddrives, and soft starters, are capable of providing a wealthof data back to the control system regarding the conditionof the motor. This information can be presented in theDCS in a clear and easy-to-read format that can be used toincrease productivity, minimize downtime and energyconsumption, and improve personnel safety. Figure 1 onpage 3 shows the network view of a typical smart motorcontrol center.
2
Conventional Motor BucketEach combination motor control unit is called a motorbucket. Each motor bucket comes in different dimensionsdepending on the size of the motor and is the part of theMCC where the power to the individual motor iscontrolled.
A motor designed to deliver higher horsepower wouldrequire a larger size bucket, which means it would need alarger contactor and breaker. This is where the similaritybetween the conventional bucket and intelligent bucketends.
In a conventional bucket, an electrical overload switch anda combination of relays would control the power to themotor via a contactor. The relays are usually controlled bythe outputs from the PLC, and the feedback is provided viaauxiliary contacts to the digital inputs on the PLC.
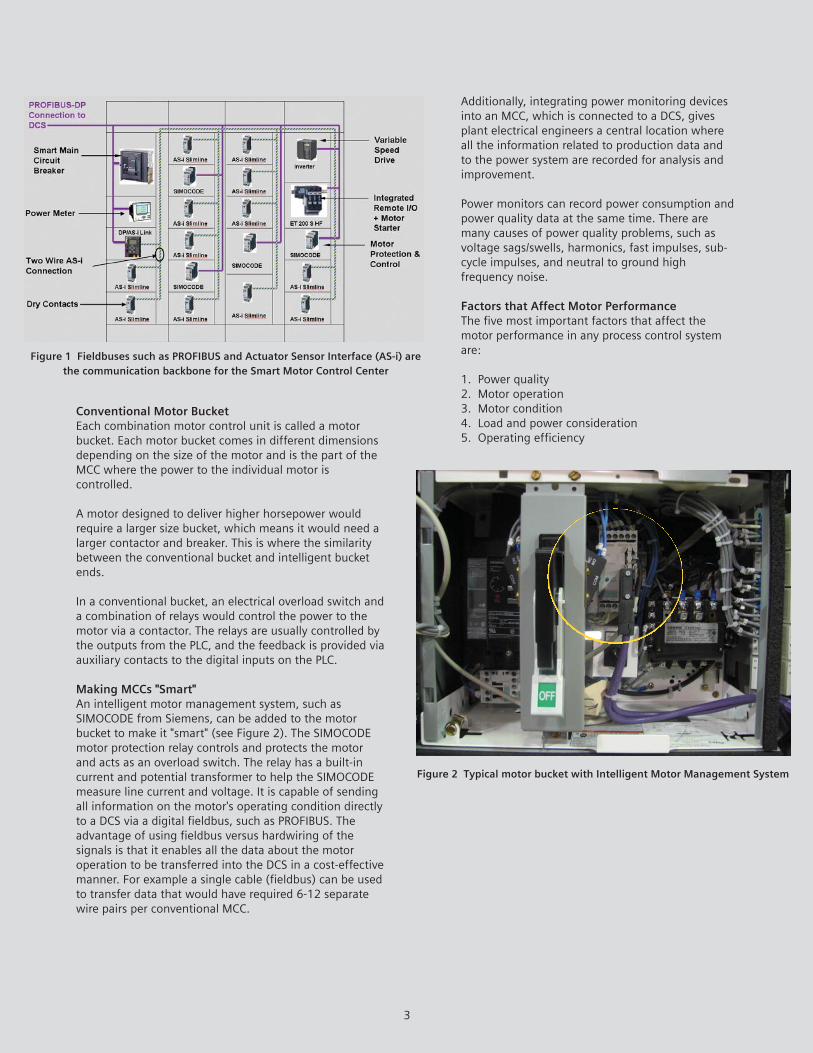
Making MCCs "Smart"An intelligent motor management system, such asSIMOCODE from Siemens, can be added to the motorbucket to make it "smart" (see Figure 2). The SIMOCODEmotor protection relay controls and protects the motorand acts as an overload switch. The relay has a built-incurrent and potential transformer to help the SIMOCODEmeasure line current and voltage. It is capable of sendingall information on the motor's operating condition directlyto a DCS via a digital fieldbus, such as PROFIBUS. Theadvantage of using fieldbus versus hardwiring of thesignals is that it enables all the data about the motoroperation to be transferred into the DCS in a cost-effectivemanner. For example a single cable (fieldbus) can be usedto transfer data that would have required 6-12 separatewire pairs per conventional MCC.
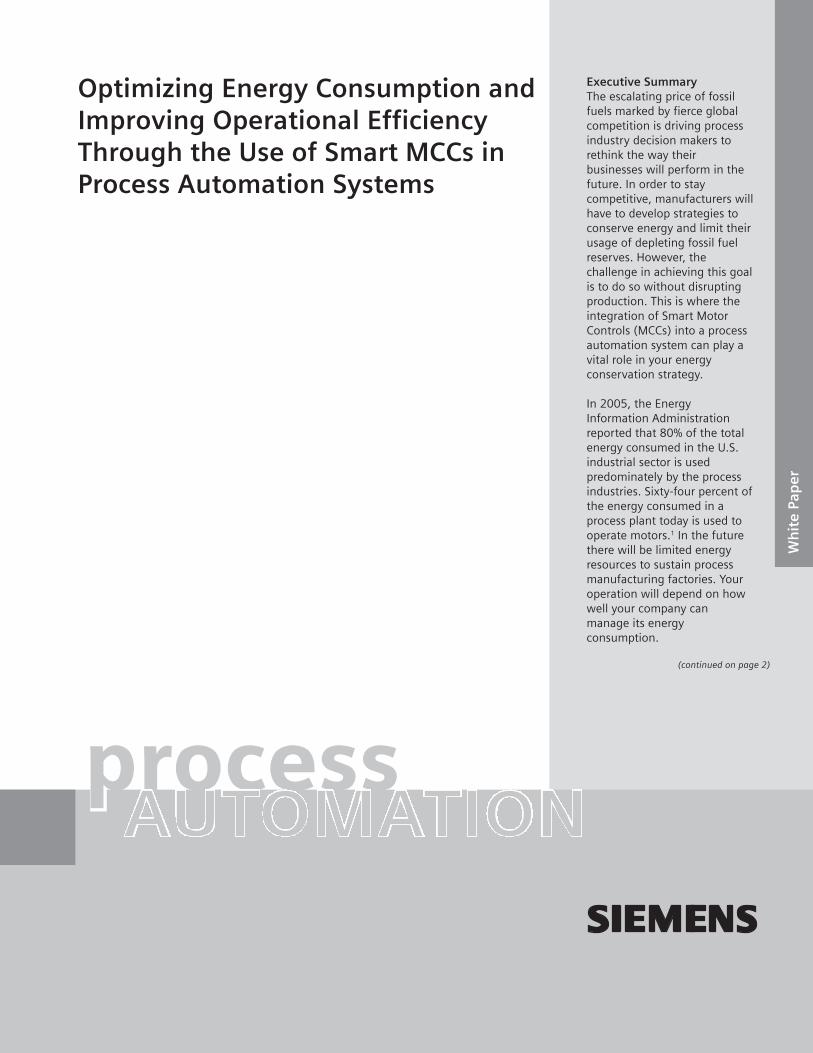
Additionally, integrating power monitoring devicesinto an MCC, which is connected to a DCS, givesplant electrical engineers a central location whereall the information related to production data andto the power system are recorded for analysis andimprovement.
Power monitors can record power consumption andpower quality data at the same time. There aremany causes of power quality problems, such asvoltage sags/swells, harmonics, fast impulses, sub-cycle impulses, and neutral to ground highfrequency noise.
Factors that Affect Motor PerformanceThe five most important factors that affect themotor performance in any process control systemare:
1. Power quality 2. Motor operation3. Motor condition4. Load and power consideration5. Operating efficiency
3
Figure 1 Fieldbuses such as PROFIBUS and Actuator Sensor Interface (AS-i) arethe communication backbone for the Smart Motor Control Center
Figure 2 Typical motor bucket with Intelligent Motor Management System
Power QualityMonitoring the quality of the incoming power is veryimportant for maximizing the lifespan of the motor andfor ensuring that it continues to operate efficiently. Someexamples include:
Monitoring the voltage fluctuations to limit thedegradation in motor winding Ensuring that voltage in the power system is withinproper range as to not create iron saturation that cancause excessive heat to build up, resulting in thedegradation of the winding insulation Lowering voltage, causing excessive current drawthat may result in damage to the winding anddecrease in the motor efficiency or increased I2Rlosses
Inconsistencies in the voltage can be caused by harmonicsintroduced by variable frequency drives that are beingused within the plant or in nearby facilities. A smallamount of voltage distortion causes a large currentdistortion, which in turn will lead to excessive motorcurrents and the potential for damage to the windings.
Excess voltage applied to the motor causes it to wasteenergy and operate inefficiently. Data logged in the DCScan help operators identify these situations.
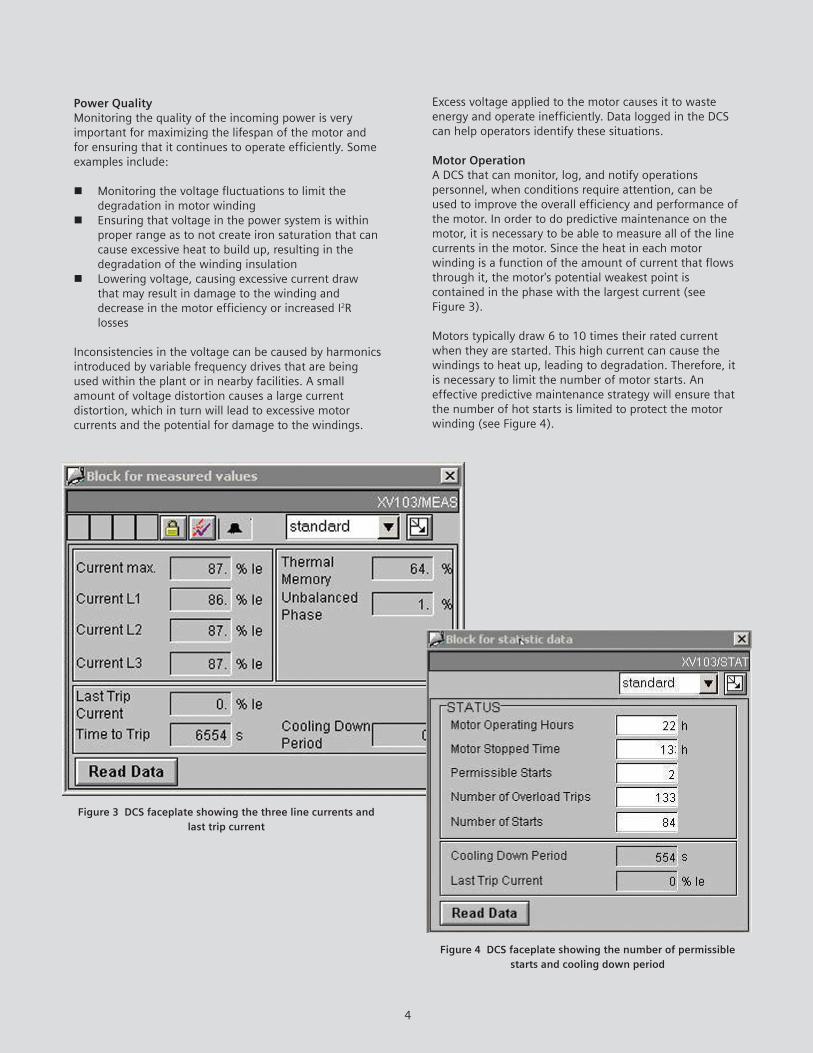
Motor OperationA DCS that can monitor, log, and notify operationspersonnel, when conditions require attention, can beused to improve the overall efficiency and performance ofthe motor. In order to do predictive maintenance on themotor, it is necessary to be able to measure all of the linecurrents in the motor. Since the heat in each motorwinding is a function of the amount of current that flowsthrough it, the motor's potential weakest point iscontained in the phase with the largest current (seeFigure 3).
Motors typically draw 6 to 10 times their rated currentwhen they are started. This high current can cause thewindings to heat up, leading to degradation. Therefore, itis necessary to limit the number of motor starts. Aneffective predictive maintenance strategy will ensure thatthe number of hot starts is limited to protect the motorwinding (see Figure 4).
Figure 3 DCS faceplate showing the three line currents andlast trip current
Figure 4 DCS faceplate showing the number of permissiblestarts and cooling down period
4
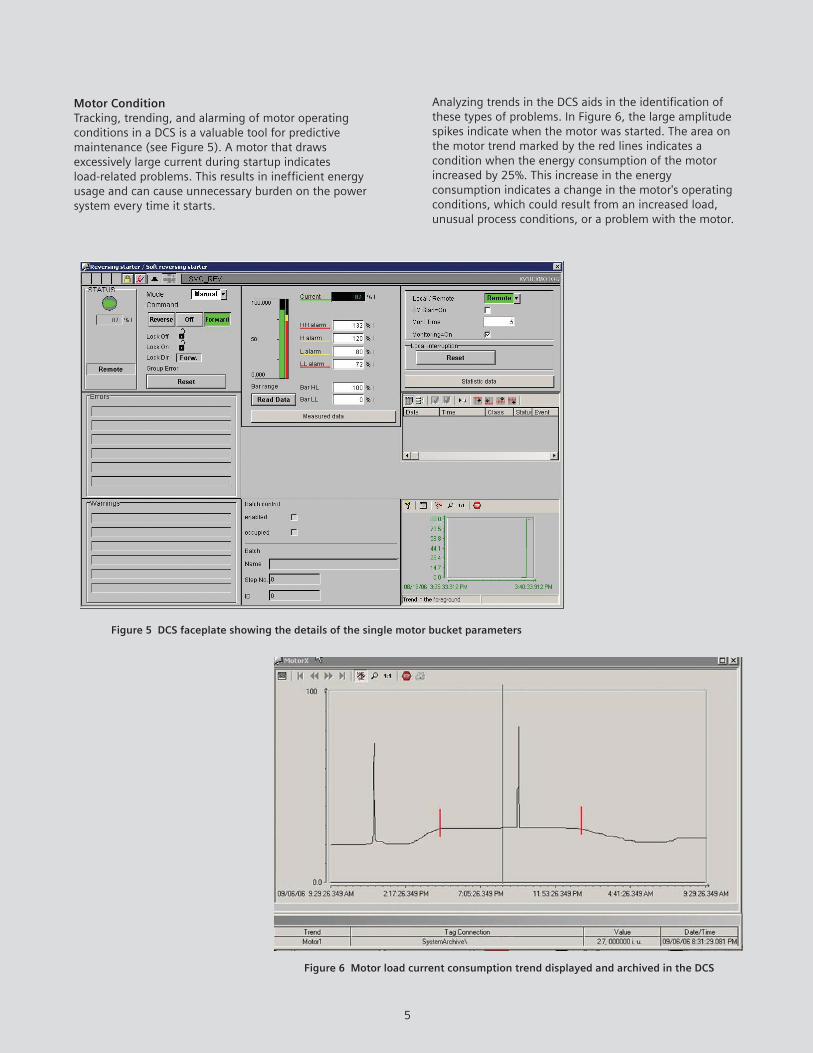
Motor ConditionTracking, trending, and alarming of motor operatingconditions in a DCS is a valuable tool for predictivemaintenance (see Figure 5). A motor that drawsexcessively large current during startup indicates load-related problems. This results in inefficient energyusage and can cause unnecessary burden on the powersystem every time it starts.
Analyzing trends in the DCS aids in the identification ofthese types of problems. In Figure 6, the large amplitudespikes indicate when the motor was started. The area onthe motor trend marked by the red lines indicates acondition when the energy consumption of the motorincreased by 25%. This increase in the energyconsumption indicates a change in the motor's operatingconditions, which could result from an increased load,unusual process conditions, or a problem with the motor.
5
Figure 5 DCS faceplate showing the details of the single motor bucket parameters
Figure 6 Motor load current consumption trend displayed and archived in the DCS
6
Load and Power ConsiderationLoad, percentage of load, horsepower demand, kilowattusage, and power factor are also important factorsrelating to a motor's long-term performance. Significantload fluctuations might indicate a potential process-related problem. Many motors continue to operate withinnameplate ratings while being forced to carry loaddemands above their capacity. These excessive loaddemands cause the windings to run above a safe level.Motors required to operate above nameplate horsepowerratings also suffer from greater torque demands, whichcan inflict undo stress on the motor's rotor.
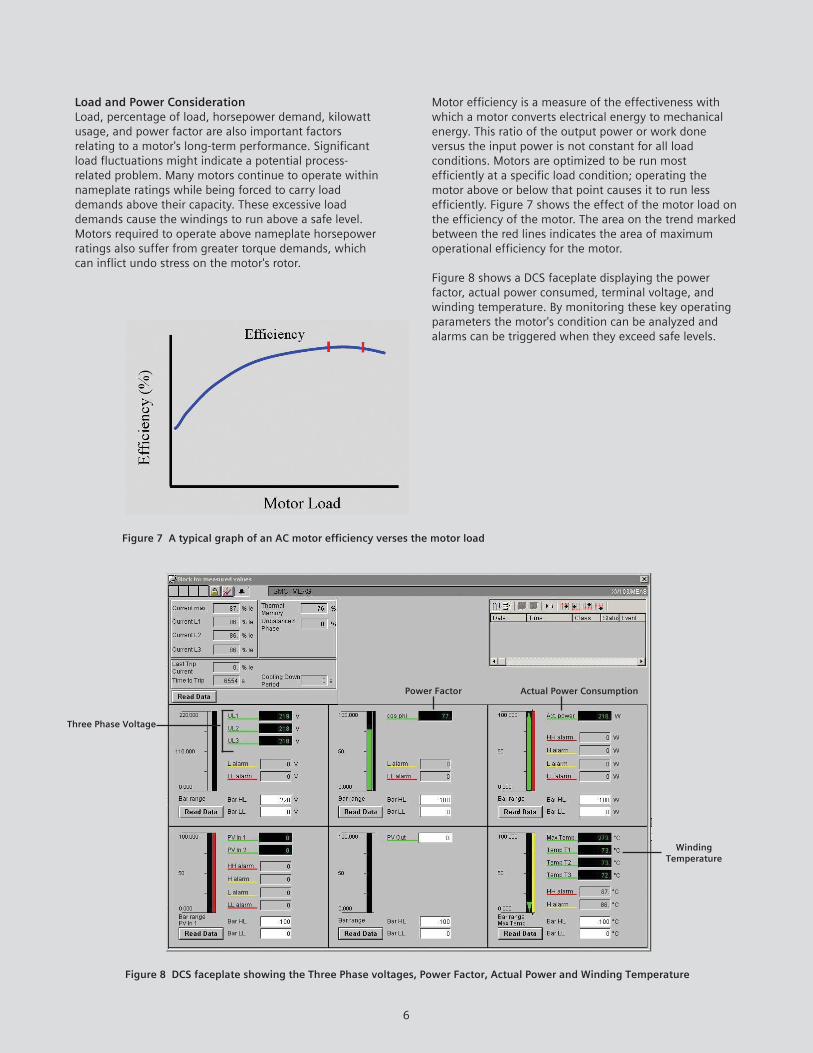
Motor efficiency is a measure of the effectiveness withwhich a motor converts electrical energy to mechanicalenergy. This ratio of the output power or work doneversus the input power is not constant for all loadconditions. Motors are optimized to be run mostefficiently at a specific load condition; operating themotor above or below that point causes it to run lessefficiently. Figure 7 shows the effect of the motor load onthe efficiency of the motor. The area on the trend markedbetween the red lines indicates the area of maximumoperational efficiency for the motor.
Figure 8 shows a DCS faceplate displaying the powerfactor, actual power consumed, terminal voltage, andwinding temperature. By monitoring these key operatingparameters the motor's condition can be analyzed andalarms can be triggered when they exceed safe levels.
Figure 7 A typical graph of an AC motor efficiency verses the motor load
Figure 8 DCS faceplate showing the Three Phase voltages, Power Factor, Actual Power and Winding Temperature
Three Phase Voltage
Power Factor Actual Power Consumption
WindingTemperature
Tagname Alarm Message includes tag
description and Alarm Meaning
Process Area
Message Type (Alarm, Warning or
System Event)
Alarm State
Alarm Priority
Additional Info Exists (Corrective
Action)
7
Benefits of Integrating Motor Control Data in DCS
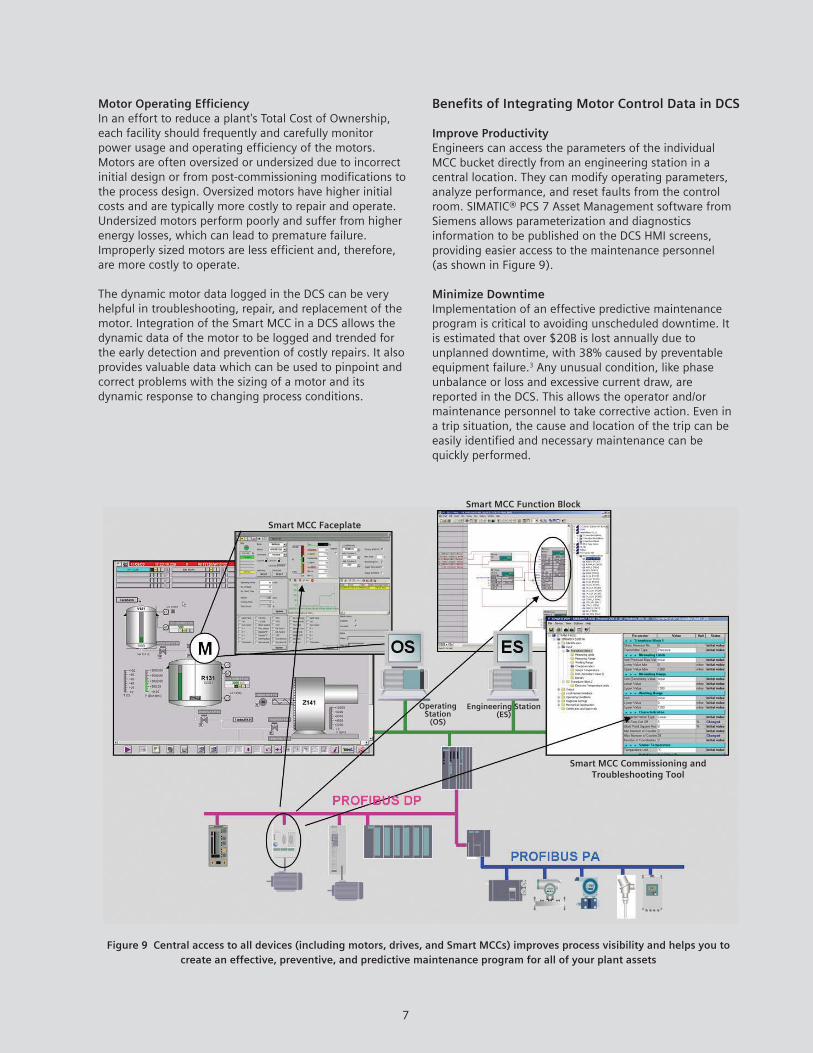
Improve ProductivityEngineers can access the parameters of the individualMCC bucket directly from an engineering station in acentral location. They can modify operating parameters,analyze performance, and reset faults from the controlroom. SIMATIC® PCS 7 Asset Management software fromSiemens allows parameterization and diagnosticsinformation to be published on the DCS HMI screens,providing easier access to the maintenance personnel (as shown in Figure 9).
Minimize DowntimeImplementation of an effective predictive maintenanceprogram is critical to avoiding unscheduled downtime. Itis estimated that over $20B is lost annually due tounplanned downtime, with 38% caused by preventableequipment failure.3 Any unusual condition, like phaseunbalance or loss and excessive current draw, arereported in the DCS. This allows the operator and/ormaintenance personnel to take corrective action. Even ina trip situation, the cause and location of the trip can beeasily identified and necessary maintenance can bequickly performed.
Motor Operating EfficiencyIn an effort to reduce a plant's Total Cost of Ownership,each facility should frequently and carefully monitorpower usage and operating efficiency of the motors.Motors are often oversized or undersized due to incorrectinitial design or from post-commissioning modifications tothe process design. Oversized motors have higher initialcosts and are typically more costly to repair and operate.Undersized motors perform poorly and suffer from higherenergy losses, which can lead to premature failure.Improperly sized motors are less efficient and, therefore,are more costly to operate.
The dynamic motor data logged in the DCS can be veryhelpful in troubleshooting, repair, and replacement of themotor. Integration of the Smart MCC in a DCS allows thedynamic data of the motor to be logged and trended forthe early detection and prevention of costly repairs. It alsoprovides valuable data which can be used to pinpoint andcorrect problems with the sizing of a motor and itsdynamic response to changing process conditions.
Figure 9 Central access to all devices (including motors, drives, and Smart MCCs) improves process visibility and helps you tocreate an effective, preventive, and predictive maintenance program for all of your plant assets
Engineering Station(ES)
OperatingStation
(OS)
Smart MCC Function Block
Smart MCC Faceplate
Smart MCC Commissioning andTroubleshooting Tool

www.sea.siemens.com
©2006 Siemens Energy & Automation, Inc. All Rights Reserved.Siemens is a registered trademark of Siemens AG. Product names mentioned may be trademarks or registeredtrademarks of their respective companies. Specifications are subject to change without notice.PAWP-00010-1006 New 1006 Printed in USA
Siemens Energy & Automation, Inc.3333 Old Milton ParkwayAlpharetta, GA 30005
by Moin Shaikh, DCS Marketing [email protected] Siemens Energy & Automation, Inc., October, 2006
Decrease Installation CostUsing a digital fieldbus like PROFIBUS, motor buckets canbe connected to the DCS using a single or redundant cablethat is daisy-chained between motor buckets. This allowstremendous reduction in the cost of field wiring,terminations, and PLC hardware. Based on actual projectimplementation data, reductions in engineering,installation, and maintenance costs by 30% or more arenot uncommon.
Improve Equipment Reliability and EfficiencyFault tolerant communication architectures can bedesigned to ensure a high degree of availability of thecommunication between the DCS and MCC. Differentphysical mediums, such as copper or fiber, can be used toconnect the digital fieldbus. For example, a fault-tolerant,redundant, fiber-optic PROFIBUS ring can be used betweenthe DCS and MCCs that are positioned in remote locations.
Improve Personnel SafetyEvery time a motor bucket is disconnected from thecontrol system for repairs or maintenance, the change instatus of the motor bucket is logged in the DCS. Theoperator initiating the request can write comments in theoperator request area or alarm comment field to informother operators and maintenance personnel. There isalways a central place for operators to look for thisinformation, thereby reducing confusion and improvingsafety.
Energy ManagementSmart MCCs enable the power consumption of differentparts of the plants to be collected within the DCS. Thisinformation can be displayed for the operator to monitorthe KWh consumption of the manufacturing processalongside other key process parameters. The informationcan be further passed into a historian or an MES forreporting purposes.
This information can be used to implement differentenergy management strategies, allowing plants to create astrategy which helps to optimize energy usage andproduction output simultaneously.
Energy Optimization in Process IndustriesUnderstanding where energy is used in the manufacturingprocess is a key first step in the development of strategiesto minimize energy consumption. Distributed controlsystems that are capable of integrating process and powersystem information can be a valuable resource to theconservation of energy in process manufacturing. Energymanagement systems do not replace human involvementin the decision-making process, but should be looked at asa real-time tool to keep energy consumption in check.
Through understanding of the energy consumption foreach individual process or unit, experts can create better
designs that are focused on improving energyconsumption. Process optimization techniques togetherwith real-time energy consumption information all play apart in enabling manufacturing processes to be operatedat maximum profitability and with greater energyefficiency.
Optimizing energy consumption and improvingoperational efficiency are continuous processes that areimportant during all stages of a plant's lifecycle:
Design and EngineeringInstallation and CommissioningOperation and MaintenanceProcess Modernization/Optimization
During the initial design and engineering phase, aninvestment in the technologies that enable theoptimization to be performed at the later stages can bevery helpful. Installation of premium efficiency motorsand integrated power monitoring and switching systemslays the foundation on which further optimization can berealized. Pre-engineered libraries of software functionblocks allow easy integration of power control devices inthe DCS.
The most significant gains in energy efficiency are seenduring the operation and maintenance phase. Situationslike inefficient operation of the motors can be identifiedby analyzing the data that is recorded in the DCS. Thisalso provides a powerful tool for the operationsmanagement team to understand which operators aregood at producing a particular product with the minimumenergy input. Those best practices can be transferred toother operators.
Sections of the process control system that do notperform well can be improved using the tools available inthe DCS. The data available from the DCS can be analyzedin detail to identify potential process improvements. Usingthe real, quantitative data, energy efficiency projects canbe undertaken resulting in the efficient use of capitalresources with high return on investment (ROI).
ConclusionSaving energy in manufacturing has two significantpaybacks: a reduction in green house gases emission andthe lowering of the energy cost for the plant operators.Technology, such as the use of Smart MCCs exists today tomake process control systems more efficient. By adoptingthese smarter technologies, manufacturers can not onlysave energy and reduce their impact on the environment,but also become more competitive economically.
References(1) U.S. Department of Energy Website, “Improve Motor
System Efficiency with Motor Master,”http://www.eere.energy.gov/industry/bestpractices,October 2005
(2,3) “Collaborative Process Automation Drives Return onAssets,” Dave Woll, ARC, June 2002.