Embed Size (px)
Citation preview
1st Edition 2013
Contact
KARL DEUTSCH
Pruef- und Messgeraetebau GmbH + Co KG
Otto-Hausmann-Ring 101
42115 Wuppertal · Germany
Phone (+49-202)7192-0 · Fax (+49-202)714932
[email protected] · www.karldeutsch.de
Continued on page 2
ECHOGRAPH-RPTS: Ultrasonic testing of forged steel bars
The testing system is designed for steel
bars with diameters between 300 mm and
1,000 mm, lengths between 1.5 m and
10 m and unit weights of up to 35 t. The
inspection surfaces are pre-turned and
provide a roughness of 25 µm.
The forged components are placed into the
test portal by means of a crane and then
set in rotation.
Typical peripheral speeds are 0.15 m/s.
The probes are touched down in
12 o‘clock position and driven in parallel
to the part axis, thus yielding a helical
scan track.
Since two separate test stations are in-
cluded the test mechanics needs to be de-
signed for a load of up to 70 t.
The double portal enables typical production
quantities of 4,000 t per month. During the in-
spection by one of the stations further tasks
can be carried out on the other station, such
as manual post examinations, as well as serv-
ice and cleaning work.
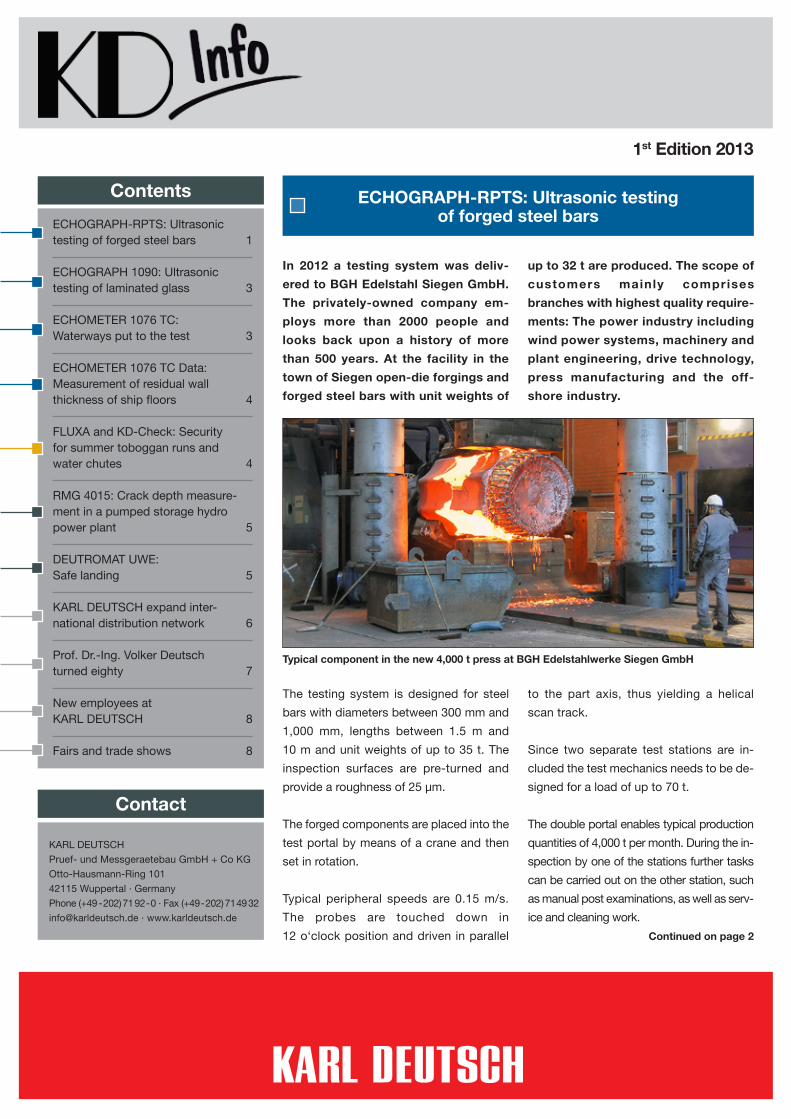
Typical component in the new 4,000 t press at BGH Edelstahlwerke Siegen GmbH
In 2012 a testing system was deliv-
ered to BGH Edelstahl Siegen GmbH.
The privately-owned company em-
ploys more than 2000 people and
looks back upon a history of more
than 500 years. At the facility in the
town of Siegen open-die forgings and
forged steel bars with unit weights of
up to 32 t are produced. The scope of
customers mainly comprises
branches with highest quality require-
ments: The power industry including
wind power systems, machinery and
plant engineering, drive technology,
press manufacturing and the off-
shore industry.
Contents
ECHOGRAPH-RPTS: Ultrasonic testing of forged steel bars 1 ECHOGRAPH 1090: Ultrasonic testing of laminated glass 3 ECHOMETER 1076 TC: Waterways put to the test 3 ECHOMETER 1076 TC Data: Measurement of residual wall thickness of ship floors 4 FLUXA and KD-Check: Security for summer toboggan runs and water chutes 4 RMG 4015: Crack depth measure-ment in a pumped storage hydro power plant 5 DEUTROMAT UWE: Safe landing 5 KARL DEUTSCH expand inter- national distribution network 6 Prof. Dr.-Ing. Volker Deutsch turned eighty 7 New employees at KARL DEUTSCH 8 Fairs and trade shows 8

2
News from your partner for NDTKARL DEUTSCH
Continued from page 1
Loading and unloading of such high unit
weights heavily stresses the test me-
chanics. Therefore the roller systems
were provided with absorber modules,
which are moved pneumatically after
charging.
The base area of the testing system
- weighing about 40 t - covers 5.3 m by
14.6 m. The system was completely put
into service in the assembly hall of
KARL DEUTSCH in order to check all per-
formance characteristics prior to shipment.
The construction focused on most efficient
dismounting and subsequent reassembling
at BGH Edelstahl Siegen GmbH. In No-
vember 2012 the testing system was suc-
cessfully put into operation and approved.
Probes and probe carriers
For increase of throughput special probes
were developed to enable scans with an
extra wide test track and yet high sensitiv-
ity at the same time.
The four inspection tasks cover straight
beam insonification into the near-surface
area with TR-probes, straight beam insoni-
fication for the core region and angle beam
insonification in both circumferential direc-
tions for the detection of longitudinal flaws.
Further increase of the throughput was
achieved by employing 8 identical probes
for each inspection task, resulting in a total
of 32 probes. The motion feed per revolu-
tion and per probe is 32 mm at full testing
speed, thus yielding 256 mm in total. Of
course the achievable defect sizes, pulse
repetition frequencies and testing speeds
depend on the material properties.
Due to the very good sound conductivity of
forgings so-called phantom echoes may
occur. Therefore the probes controlled by
two parallel electronic modules were in-
stalled in two separate carriers, with the
shot sequence synchronization of the two
units to be as precise as possible.
The probes were mounted in link chains in
circumferential direction. The flexible chains
align themselves optimally to the surfaces of
all relevant object diameters. The arrange-
ment of the probes in circumferential direc-
tion also provides extremely short untested
end zones and guarantees overlapping of the
identical probes. Overlap is achieved at low
speed and also at full motion speed in axial
direction of the component.
The ultrasound is coupled by means of a
water gap between probe and object sur-
face. A motorized gap adjustment allows
for convenient operation of the testing sys-
tem with respect to gap optimization ac-
cording to different surface curvatures or
object diameters. Furthermore wear and
tear of the hard metal shoes is minimized.
Test results and recording
Typical specifications are DIN EN 10228
parts 3 and 4, SEP 1921, SEP 1923 and
ASTM A 388. The test sensitivities are
0.8 mm FBH for the straight beam insonifica-
tion in the near-surface region down to a
depth of 50 mm and 1.5 mm FBH for the
core region. A careful selection of the probes
concerning roof angles of TR probes or near
fields of the straight beam probes was nec-
essary to ensure complete coverage be-
tween the near-surface region and the core.
Calibration for the angle beam insonifica-
tion under ±45° is executed with a surface
notch of 2 mm depth, or by means of 6 mm
side drilled holes. The test results are pro-
vided also in C-scan format. WD
Testing of a large forged shaft with a total of 32 probes in two carriers
Carrier for 16 probes with water gap cou-pling
www.karldeutsch.de » Products » Ultrasonic Test-ing Systems » ALPT/RPTS
3
Due to safety reasons front shields of
airplanes, trains and cars are manufac-
tured as laminated glass.
At least 2 panes of glass are joined by
means of adhesive plastic foils. For quality
assurance a flawless adhesion must be
proved. This task can be solved with the
aid of ultrasound.
ECHOGRAPH 1090: Ultrasonic testing of laminated glass
As an ultrasonic flaw detector the ECHO-
GRAPH 1090 is recommended, together
with the high frequency and broadband
probe DS 6 PB 4-14.
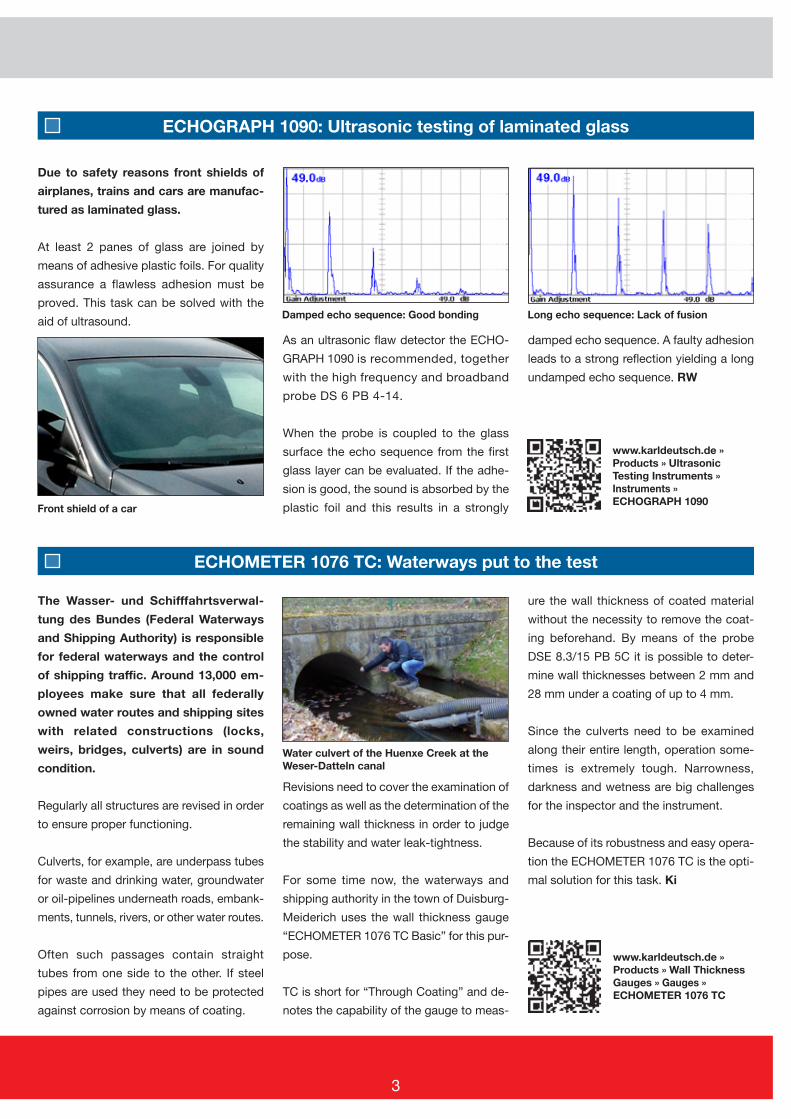
When the probe is coupled to the glass
surface the echo sequence from the first
glass layer can be evaluated. If the adhe-
sion is good, the sound is absorbed by the
plastic foil and this results in a strongly
damped echo sequence. A faulty adhesion
leads to a strong reflection yielding a long
undamped echo sequence. RW
Front shield of a car
The Wasser- und Schifffahrtsverwal-
tung des Bundes (Federal Waterways
and Shipping Authority) is responsible
for federal waterways and the control
of shipping traffic. Around 13,000 em-
ployees make sure that all federally
owned water routes and shipping sites
with related constructions (locks,
weirs, bridges, culverts) are in sound
condition.
Regularly all structures are revised in order
to ensure proper functioning.
Culverts, for example, are underpass tubes
for waste and drinking water, groundwater
or oil-pipelines underneath roads, embank-
ments, tunnels, rivers, or other water routes.
Often such passages contain straight
tubes from one side to the other. If steel
pipes are used they need to be protected
against corrosion by means of coating.
Revisions need to cover the examination of
coatings as well as the determination of the
remaining wall thickness in order to judge
the stability and water leak-tightness.
For some time now, the waterways and
shipping authority in the town of Duisburg-
Meiderich uses the wall thickness gauge
“ECHOMETER 1076 TC Basic” for this pur-
pose.
TC is short for “Through Coating” and de-
notes the capability of the gauge to meas-
ure the wall thickness of coated material
without the necessity to remove the coat-
ing beforehand. By means of the probe
DSE 8.3/15 PB 5C it is possible to deter-
mine wall thicknesses between 2 mm and
28 mm under a coating of up to 4 mm.
Since the culverts need to be examined
along their entire length, operation some-
times is extremely tough. Narrowness,
darkness and wetness are big challenges
for the inspector and the instrument.
Because of its robustness and easy opera-
tion the ECHOMETER 1076 TC is the opti-
mal solution for this task. Ki
www.karldeutsch.de » Products » UltrasonicTesting Instruments »Instruments » ECHOGRAPH 1090
Damped echo sequence: Good bonding Long echo sequence: Lack of fusion
Water culvert of the Huenxe Creek at the Weser-Datteln canal
www.karldeutsch.de » Products » Wall Thickness Gauges » Gauges » ECHOMETER 1076 TC
ECHOMETER 1076 TC: Waterways put to the test

News from your partner for NDTKARL DEUTSCH
4
FLUXA and KD-Check: Security for summer toboggan runs and water chutes
The company Josef Wiegand GmbH &
Co. KG from Rasdorf in Germany pro-
duces summer toboggan runs and water
chutes. With more than 350 plant con-
structions the company is the global mar-
ket leader for summer toboggan runs.
The technical rules for steel constructions
are specified in the quality standard DIN
EN 1090-2. Since its introduction in 2012
the extent of nondestructive testing of all
weld seams specified therein has widened
considerably.
From design type EXC2 of steel construc-
tions (i.e. materials up to S700, stairs and
handrails in public and industrial areas) com-
plementary magnetic particle or dye pene-
trant testing is demanded in order to detect
irregularities at the surface of welding seams.
The company Wiegand meets the chal-
lenge of increased requirements by the pur-
chase of test systems and by the qualifica-
tion of employees: During the last months
six staff members successfully have passed
the training courses MT1 (magnetic particle
crack detection) and PT1 (dye penetrant
testing) at KARL DEUTSCH.
Welds on ferritic steel constructions are
tested with a DEUTROPULS yoke in com-
bination with black FLUXA magnetic parti-
cles and white background painting. Water
chutes, in particular, are made from stain-
less austenitic steel. Testing on this mate-
rial is executed by means of red dye
penetrants with the KD-Check test system
(RDP-1, PR-2, SD-1). With the aid of sur-
face crack testing by qualified inspectors
the usual high safety standards at the com-
pany Wiegand now are being improved on
the shop floor already. Thus a secure lei-
sure time pleasure is guaranteed for the
guests also in the future. MR
www.karldeutsch.de » Products » PenetrantTesting » Testing Agents »KD-Check
ECHOMETER 1076 TC Data: Measurement of residual wall thickness of ship floors
Similar to regular examination of cars by
technical inspection agencies, also ships
must prove their reliability of operation in
stipulated intervals.
An important criterion at ships is the re-
maining wall thickness of the ship hull. The
check is carried out in a dry dock, following
a specified measuring grid. Especially the
ship floor is tested from the outside be-
cause it is permanently exposed to water.
At all measurement points the minimum
wall-thickness matching the ship size must
still be available.
The ECHOMETER 1076 TC Data is well
suited for this task. After removal of loose
rust the wall thickness can be measured by
placing a transmission/receiver probe di-
rectly on the steel surface. There is no
need to remove adherent paintings or coat-
ings. In this case the gauge uses a 5 MHz
probe and is set to the multiple echo
method, thus avoiding false thickness val-
ues caused by the coating.
The instrument features a coupling moni-
tor, background light and a data memory to
store wall thickness readings which later
can be transmitted to a PC by means of the
software tool iCom.
The operating function “minimum-value”
automatically records the smallest thick-
ness value during the dynamic scan of a
measurement location. The red holster reli-
ably protects the gauge against damages
in rough outdoor environments. KS
Measurement on a roughly cleaned ship floor
www.karldeutsch.de » Products » Wall Thickness Gauges » Gauges » ECHOMETER 1076 TC
Regular nondestructive materials testing en-sures untroubled leisure activities on sum-mer toboggan runs
Hand magnet with flexible poles for matching object surfaces

Our customer bmt aerospace with pro-
duction sites in Belgium, the United
States and Romania is specialized in
gear drives, gear components, gear
wheels and gear rods for the aerospace
industry. Among other components me-
chanics for landing flaps of various air-
craft types are produced in the Belgian
plant Oostkamp.
The main component assembly, which pro-
vides an elongation of the wing for landing
approach, contains a curved gear rod with
the related bevel.
Both components have to be examined
with magnetic particles to detect all
surface cracks. Because of increasing
requirements and many special de-
mands of the mainly North-American
customers a new crack detection sys-
tem was purchased to meet the Nadcap
audit objectives and the according
specifications.
By the end of 2012, KARL DEUTSCH deliv-
ered a customized machine for this task on
the base of the well-proven DEUTROFLUX
UWE series.
The device offers the inspection with alter-
nating current and alternating field as well
as full-wave direct current and direct field.
For this purpose corresponding rectifiers
were installed. As well, a reconnection de-
vice for various combinations of the current
flow is provided together with a respective
security monitoring unit. With deeply pen-
etrating direct fields also cracks just below
the surface can be detected. In this case
however, the inspection must be carried
out in two steps and the demagnetization
of DC fields is complex.
5
In the German town of Gemünden am
Main the company E.ON Wasser-
kraft GmbH operates a pumped storage
hydro power plant, which provides the
electric power for the train operation of
the railway company Deutsche Bahn AG.
During a scheduled examination of a gen-
erator shaft with the magnetic particle
method a multitude of cracks was detected
in the so-called hammer head notches. Via
these notches the four poles of the genera-
tor are connected to the shaft of the gen-
erator. Cracks with depths up to 3.0 mm
are allowed to be reworked according to
the manufacturer‘s specification.
High centrifugal forces occur because of
the high rotating mass of the rotor (total
weight 220 t, 500 rev/min).
If a hammer head would break down, a
complete damage of the generator com-
bined with a long downtime of the power
station would be the consequence.
The depths of cracks in all hammer head
notches were evaluated using the crack
depth meter RMG 4015. This was helpful
for the operators, who are responsible for
grinding the cracks and subsequent repair
works.
Additionally, all-clear could be given re-
garding the maximum depth of the existing
cracks.
The measurements were difficult, because
relevant regions were not directly visible.
Here the sensor could only be positioned
by means of a mirror.
In addition, a KARL DEUTSCH UV-LED
hand lamp was necessary to make the
cracks visible for inspection.
After repair works all notches were sub-
jected to examination with magnetic parti-
cles. No remaining cracks were found.
Thus, the results of the crack depth meas-
urement could be verified afterwards. MRThe magnetic particle testing on the generator shaft indicates a multitude of surface cracks in the hammer head notches
To be continued on page 6
RMG 4015: Crack depth measurement in a pumped storage hydro power plant
www.karldeutsch.de » Products » Crack Depth Gauge RMG 4015
Top view of the generator shaft
DEUTROMAT UWE: Safe landing

6
News from your partner for NDTKARL DEUTSCH
A low frequency coil is necessary to de-
magnetize the parts after the test with di-
rect field so the permissible remanence
value of 3 Gauss is not exceeded.
As requested by bmt the demagnetiza-
tion is executed for multiple components
at the same time using transport cages.
Two cages, stacked one on the other, are
moved on a conveyor belt through the
low frequency coil, thus obtaining an op-
timal result.
Also with regard to the documentation of the
test results the machine shows some special
features which were realized via a Siemens
touchscreen. All part-specific inspection
plans are stored in the parameter memory.
All changes to the inspection plans are re-
corded in a table. The magnetization val-
ues are selected according to the respec-
tive inspection plan. After every inspection
lot the results are transferred to the bmt-
network, including the data on operator,
components, date and results.
Regular system checks with reference ob-
jects have to be confirmed by the operator,
thus ensuring a system operation with all
required verifications. KS
www.karldeutsch.de » Products » Magnetic Particle Testing » Stationary Test Benches » UWE 600/900
Customized crack detection system with demagnetization tunnel for aircraft components
KARL DEUTSCH expand international distribution network
New strategic partners overseas: In the
last year we kept on extending our inter-
national distribution network with the
aid of Dr. Michael Maass (International
Sales).
We are proud to have won the company
All Int Tech S.R.L. in Argentina as a
sales partner for our complete product
portfolio. After intensive in-company
training in Wuppertal Christian Binder is
available for all inquiries. He speaks four
languages: Spanish, German, Portu-
guese and English.
Also in Asia we could extend our sales
and service network: In Thailand we
trained 10 staff members of our partner
NDT Instruments (Thailand) Co., Ltd.
and presented ourselves with a shared
exhibition booth on the most impor-
tant industrial fair of Thailand, the
METALEX.
In Korea our long-time representation
Chunsung now gets support from the
company JSNT in the area of ultrasonic
inspection systems.
Furthermore we complemented our in-
ternational sales net in the USA by win-
ning the company BERCLI as strategic
partner.
The team around Dr. Deborah Hopkins
(Founder and CEO) and Wayne John-
son (Engineering Director) has many
years of experience in nondestructive
Continued from page 5
Christian Binder of our Argentinian repre-sentation All Int Tech S.R.L. and Dr. Wolfram Deutsch during the training in Wuppertal
Multiple components are moved in up to two stacked stainless steel cages through a low frequency demagnetization coil
Mr Uthai (left) and a part of his team of NDT Instruments (Thailand)

testing and provides technical support
and sales with the focus on ultrasonic
testing.
The company
Tecnica Test S.A.
de C.V. takes over
the technical con-
sultation and sales
in Mexico with a
staff of seven em-
ployees. Senior
partner Miguel
Saldamando Flana-
gan is convinced of
our large product
portfolio and sees great opportunities in the
Mexican market, especially in the area of
magnetic particle testing. AL
7
Prof. Dr.-Ing. Volker Deutsch turned eighty
On December 13th, 2012 the long-stand-
ing managing director of the company
KARL DEUTSCH Pruef- und Messgerae-Messgerae-
tebau GmbH + Co KG celebrated his 80th
birthday.
Already as a doctoral candidate at the
University of Hanover the young Volker
Deutsch joined his father‘s company in
1961. The company was founded in 1949
and provided products for nondestructive
materials testing. Measurement of coating
thicknesses, ultrasonic testing and surface
crack detection methods are still in the
focus today. Already during his doctorate
Volker Deutsch was able to provide many
ideas for the development of products.
Very soon the company founder
Ing. Karl Deutsch entrusted responsibility
to his son. The plant engineering and con-
struction department expanded and a
worldwide sales network was installed.
Therefore he used to be on business trips
to Eastern Europe, South America and
China already in the 1970s.
His capability of explaining complex issues
in a comprehensible manner was the base
for many presentations and publications in
technical journals and over 20 specialist
books. From 1982, Prof. Dr.-Ing. Volker
Deutsch was a honorary professor at the
University of Dortmund and presented lec-
tures on nondestructive testing in the fac-
ulty of Mechanical Engineering.
He knew well how to lead and motivate his
more than 100 employees, who in general
worked for the company for many years
and partly still do today. Being locally in-
volved he was a member of the committee
on international trade of the local chamber
of commerce and industry. Also he used to
be shareholder and chairman of the board
of the W-Tec, which is a centre for technol-
ogy and start-up companies in Wuppertal.
After 40 years at KARL DEUTSCH
Prof. Dr. Deutsch handed the business man-
agement over to the next generation. Today
the expanding enterprise is successfully
managed by his two sons: Dr. (USA) Wolf-
ram A. Karl Deutsch as managing director of
the two sites in Wuppertal and
Olaf Deutsch (MA) as business administra-
tion manager of the branch office in Beijing,
China. His daughter Dr. iur. Elke Herbsthofer
owns the publishing house Castell-Verlag
in Wuppertal, where all printed matters of
the company are published. On the occa-
sion of his big birthday two further books
were added (one NDT book and a crime
thriller). WDVolker Deutsch (standing) at ultrasonic test-ing of railway axle wheel sets (1965 appr.)
Prof. Dr.-Ing. Volker Deutsch
www.karldeutsch.de »
Agencies Worldwide
The staff of our Mexican agency Test S.A. de C.V.
Longtime technical competence in nondestructive testing: The representation of KARL DEUTSCH in the USA is managed by Dr. Deborah Hopkins and Wayne Johnson.

News from your partner for NDTKARL DEUTSCH
8
DIN EN ISO9001
certified
Fairs and trade shows
October 14-17, 2013
22nd testXpo
International Forum for Materials Testing
Zwick Company,
Metallinsel
Ulm, Germany
September 16 - 21, 2013
SCHWEISSEN & SCHNEIDEN
International Trade Fair
Joining, Cutting, Surfacing
Messe Essen
Hall 4.0, booth B110
Essen, Germany
New employees at KARL DEUTSCH
Since October 2012, Karina Windus supports our sales office in Wupper-
tal as skilled industrial business management assistant with experience in
sales, marketing and purchasing.
Being qualified for stock management Sascha Schäfer strengthens the
team in stock / goods receiving and materials supply / shipment for our
Works 2 and the new storage building since February of this year.
All current dates can befound on our homepagewww.karldeutsch.de under the topic “Dates, Events”
The privately-owned KARL DEUTSCH
company has been involved in the develop-
ment and fabrication of NDT instruments
since its foundation in 1949. More than
50% of the products are exported world-
wide.
Digital and analog ultrasonic flaw detec-
tors, wall thickness gauges, coating thick-
ness gauges, crack depth gauges, ultra-
sonic testing systems, instruments and
accessories for magnetic particle testing,
and penetrants are part of our product
range.
Characterised by continuous innovation
and product reliability, the trade marks
ECHOGRAPH, ECHOMETER, DEU-
TROFLUX, LEPTOSKOP, FLUXA, KD-
Check and RMG are well-recognised.
Application experience, theoretical knowl-
edge and manufacturing know-how span-
ning more than six decades as well as the
standard compliant quality management
guarantee state-of-the-art instruments and
accessories and a leading position with re-
gard to quality, reliability and economy also
for the future.
KARL DEUTSCHNDT instruments, sensors and systems





























