Embed Size (px)
Citation preview

CONSTRUCTION OF A MASK ALIGNMENT TABLE FOR PHOTOLITHOGRAPHY
by
Johannes Frankl
University of Applied Science
Regensburg
December 2005
(for Graduation February 2006)


Construction of a Mask Alignment Table for Photolithography
by
Johannes Frankl
A Thesis submitted to the
University of Applied Science Regensburg
In Fulfillment of the Requirements
for the Degree of
GRADUATED ENGINEER
Approved: _______________________________________________________________ University of Applied Science Regensburg Thesis Adviser: Prof. Dr. Gareth Monkman, PhD, MSc _______________________________________________________________ University of Applied Science Regensburg Thesis Adviser: Prof. Dr. Bernd Weber, Dr. Phil., Dipl.-Ing., Dipl,-Päd. _______________________________________________________________ Savonia Polytechnic Engineering Kuopio, Information technology R & D UNIT Thesis Advisor: Anssi Suhonen, MSc (Eng) _______________________________________________________________ Savonia Polytechnic Engineering Kuopio, Information technology R & D UNIT Thesis Advisor: Mikko Laasanen, PhD
University of Applied Science Regensburg
December 2005
(For Graduation February 2006)

Program of study: Mechatronics Savonia Polytechnic Engineering Kuopio,
Information technology R & D UNIT
www.fh-regensburg.de www.savonia-amk.fi
DIPLOMA THESIS A Thesis submitted to the
University of Applied Science Regensburg
In Fulfillment of the Requirements for the Degree of
GRADUATED ENGINEER
Author Johannes Frankl, date of birth 12.02.1979, Matrikelnummer: 2171661 [email protected] Adviser Prof. Dr. Gareth Monkman, University of Applied Science Regensburg Anssi Suhonen, Savonia Polytechnic Engineering Kuopio Company Savonia Polytechnic Engineering Kuopio Information technology R & D UNIT P.O.Box 1188 (Microkatu 1C) FIN-10211 Kuopio Period of Time Hand In

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
TABLE OF CONTENTS
Table of Figures iv
Acknowledgement vi
Abstract vii
Affirmation viii
1 Introduction 1
2 Basics of Lithography 2
2.1 Photolithography 2
2.2 Soft Lithography 7
2.2.1 Template 8
2.2.2 Stamp 11
2.2.3 Methods 13
2.3 Mask Design 21
2.3.1 Materials 21
2.3.2 Layout 21
2.3.3 Alignment marks 22
2.3.4 Mask dimensions 24
2.3.5 Bright / dark field 25
2.3.6 Negative / positive resist 26
2.4 Mask Alignment 27
2.4.1 Aligning process 27
2.4.2 Mask aligners 29
3 Construction of the Alignment Table 31
3.1 Microscope and Light-Source 31
3.2 UV-Lamp 34
3.3 UV-Lamp Timer 39
3.4 Manipulator System 42
3.5 Mask- and Wafer-Holder 46
3.6 Grounding 48
3.7 Assembly 49
4 Conclusion 51
Notes and References 53
_________________________________________________________________________ iii

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
TABLE OF FIGURES
Fig.1: Transfer of a pattern to a photosensitive material 2
Fig.2: Pattern definition in negative and positive resists 3
Fig.3: Patter transfer by etching and lift off 4
Fig.4: Schematic illustration of casting PDMS replicas 12
Fig.5: Schematic illustration of MIMIC 13
Fig.6: Schematic illustration of put-down 14
Fig.7: Schematic illustration of lift-up 15
Fig.8: Schematic illustration of soft-embossing 16
Fig.9: Schematic illustration of µCP 17
Fig.10: Schematic illustration of µTM 18
Fig.11: Schematic illustration of SAMIM 19
Fig.12: Schematic illustration of replica moulding 20
Fig.13: Restriction of location of alignment marks 23
Fig.14: Visualisation of the different mask areas 24
Fig.15: Visualisation of bright and dark field masks 25
Fig.16: Visualisation of the lithographic result using pos. or neg. resist 26
Fig.17: Top-view diagram showing the x-y-alignment 28
Fig.18: Top-view diagram showing the theta-alignment 28
Fig.19: Schematic illustration of alignment methods 29
Fig.20: Picture of the Novex RZB-PL and the Photonic cold light source 33
Fig.21: Picture of the UVP B-100 AP lamp 34
Fig.22: Measurement setup 36
Fig.23: Measurement with a distance from the light sources of 125mm 37
Fig.24: Measurement with a distance from the light sources of 85mm 37
Fig.25: Schematic of the UV-lamp holder 38
Fig.26: Pictures of the exposure unit and the power supply box 38
Fig.27: Picture of the timer enclosure 39
Fig.28: Picture of the timer PCP 41
Fig.29: Picture of the manipulator system 42
Fig.30: Picture of the Newport 562 Series ULTRAlign Linear Stage 43
Fig.31: Picture of the Newport SM Series 44
_________________________________________________________________________ iv

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Fig.32: Picture of the Newport UTR Series Precision Rotation Stages 45
Fig.33: Picture of Mask- and Wafer-Holder 46
Fig.34: Schematic assembly of the vacuum 47
Fig.35: Picture of the ESD protection device 48
Fig.36: Alignment system without the UV-lamp 49
Fig.37: Alignment system including the UV-lamp 50
_________________________________________________________________________ v

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
ACKNOWLEDGEMENT
I, Johannes Frankl would like to thank the following people who have assisted me in the
work concerning the project presented in this thesis.
My foremost thank goes to Mikko Laasanen. Without him, this thesis would not have been
possible. His suggestions led me throughout this project and he has always been willing to
answer my questions and help me out, no matter how busy he was. I also thank him for his
patience and encouragement that carried me on through difficult times. His valuable
feedback contributed greatly to this thesis work.
I thank Annsi Suhonen, who arranged this thesis. He also advised and helped me in various
aspects of my work. His comments have been of greatest help at all times.
I thank the team of the Savonia Polytechnic Information Technology R & D Unit for
including me in their team, especially Marko Savolainen and Timo Ollikainen. I also thank
Ervin Nippolainen from the University of Kuopio, Department of Applied Physics, Optical
Sensors Technology Group. Their feedback helped me to improve the project in many
ways.
I acknowledge the University of Applied Science in Regensburg for the wide education
and especially Prof. Dr. Gareth Monkman and Prof. Dr. Bernd Weber for the evaluation of
this thesis.
Last but not least, I thank my entire family for being always there when I needed them
most and for supporting me through all the years.
_________________________________________________________________________ vi

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
ABSTRACT
The task is to develop and construct a mask alignment table for multi-layer-lithography.
This alignment table should have the same properties and functions as a commercial one.
The designed and assembled device has to provide the possibility to keep the photomask
and the substrate in the correct position e.g. by using a vacuum-exhaust fixture.
To adjust the alignment marks of the photomask and the substrate to each other a
microscope with a magnification of at least 200 times has to be included in the system.
To do the alignment manipulators are needed to move the mask and/or the substrate linear
in X-, Y- and Z-direction direction with a sensitivity of at least 1µm and rotatory in Theta-
direction with a sensitivity of 4arcsec.
The device will also be used for the exposure and because of this the system has to be
equipped with a capable UV-light-source. This light source will be controlled by an
external countdown timer to set the required exposure-time.
An additional rail system is designed to guarantee the adjustment of photomask and
substrate and the subsequent exposure without affecting the adjusted mask and wafer by
switching from the microscope to the UV-lamp.
Another part of the project includes testing the system as well as writing a manual how to
use the specific alignment table.
Although it is a low-budget solution it works pretty fine!
_________________________________________________________________________ vii

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
AFFIRMATION OF INDEPENDENT WORK
I hereby declare that I have written this diploma thesis completely on my own and that I
have acknowledged all the used sources.
Regensburg, ____________________________ (Johannes Frankl)
_________________________________________________________________________ viii

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
1 Introduction
The task for the final work is to design a mask aligner for the new built
Microsensorlaboratory of Savonia Polytechnic Kuopio, Finland. In the
Microsensorlaboratory the research and development activities focus on microweighting
systems and machining of IR-sensors. These are typical examples of modern sensor
technology.
Facilities of the laboratory enable processing of silicon and other common sensor
materials, e.g. by using the Axic Multimode HF-8 Reactive Ion Etching system. The
laboratory is also equipped with a modern electron beam gun evaporator which can be used
for coating materials with gold or with other conducting materials.
The Microsensorlaboratory is also developing soft lithographic techniques, which can be
used for the fabrication of micro channels, conductive structures or several other structures.
Almost any kind of polymer can be used as base material. However, the most common
substrate material is biocompatible polydimethylsiloxane (PDMS). Soft lithographic
applications can be found in pacemakers, implants and many stimulating or registering
sensors and is a cheap technology compared to other silicon processes.
The laboratory has a PSIA XE-100 atomic force microscope with conductive AFM,
nanomanipulation, nanolithography and fluid cell options. This enables measurements of
large scale of samples beginning from the biological sciences to nanotechnology. The
scanning area is 50x50 µm, the XY-resolution is better than 0.15 nm and the Z-resolution
is better than 0.05 nm. This is the first atomic force microscope in the Kuopio area and
because of this there is a growing interest against all possible applications of the system.
Particle free working environment of the laboratory is implemented by using HEPA fan
filter units. The fan filter units are connected side-by-side so that this forms a working line
for the fabrication processes (UV-lithography, etching, etc.). With this setup ISO-level of 5
is reached in the cleanliness of the working area but it is very easy to use and a cheap
solution compared to clean rooms. The laboratory is also equipped with a class 2 safety
cabinet, which features personnel, product and environmental protection.
_________________________________________________________________________ Page 1 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
2 Basics of Lithography
2.1 Photolithography
In photolithography pattern of the required structure (for example sensor) is initially
machined into a mask. Ultraviolet light (or other appropriate radiation sources) can
penetrate through the mask in the desired sections. Subsequently, the pattern of the mask is
transferred onto a photosensitive material by using an appropriate exposure source above
the mask (Fig.1). A photosensitive material is a material that experiences a change in its
physical properties when it is exposed to a radiation source.
Top View Cross Section
Radiation
Mask
Substrate
Photoresist
Properties of the photoresist only change where it is exposed to radiation
Fig.1: Transfer of a pattern onto a photosensitive material by using a radiation source (e.g.
UV-light) and a mask
The photosensitive material used in lithography is typically called a photoresist. When
resists are exposed to a radiation source of a specific wavelength, the chemical resistance
of the resist to developer solutions is changing. If the substrate with the resist on top is
placed in a developer solution after selective exposure the resist will be etched away at one
of the two regions (the exposed or the unexposed). If the exposed material is etched away
by the developer and the unexposed region is resilient the material is considered to be a
_________________________________________________________________________ Page 2 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
positive resist. If the exposed material is resilient to the developer and the unexposed
region is etched away it is considered to be a negative resist (Fig.2).
Radiation Mask
Resist
Substrate
Resist strip
Etch
Development
(b) positive (a) negative
Fig.2: Pattern definition in (a) negative resists and (b) positive resists
_________________________________________________________________________ Page 3 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Photosensitive compounds are primarily organic and do not encompass the spectrum of
material properties of interest. However, as the photolithography technique is capable of
producing fine features, a photosensitive layer is often used as a temporary mask when
etching an underlying layer, so that the pattern may be transferred to this layer.
Photoresists may also be used as a template for patterning material deposited after
lithography. The resist is subsequently etched away and the material deposited on the resist
is "lift off" (Fig.3). The deposition template approach for transferring a pattern from resist
to another layer is less common than using the resist pattern as an etch mask, because
resists are often incompatible with deposition processes.
Substractive Process Additive Process
Photolithography
Resist strip
Deposit Etch
Fig.3: Pattern transfer (a) substractive by etching and (b) additive by lift off
_________________________________________________________________________ Page 4 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Once the pattern has been transferred to another layer, the resist is usually stripped which
is typically done with appropriate chemicals. This is necessary as the resist may be
incompatible with further steps.
The exposure parameters required in order to achieve accurate pattern transfer from the
mask to the photosensitive layer depend primarily on the wavelength of the radiation
source and the dose required to achieve the desired properties change of the resist.
Different resists exhibit different sensitivities to different wavelengths. The dose required
per unit volume of resist for good pattern transfer is somewhat constant. However, the dose
varies with the thickness of the resist. There are also higher order effects such as
interference patterns in thick resist films on reflective substrates, which may affect the
pattern transfer quality and sidewall properties.
At the edges of the pattern light is scattered and diffracted, so if an image is overexposed,
the dose received by resist at the edges, that shouldn't be exposed, may become significant.
If a positive resist is used, this will result in the resist image being eroded along the edges,
resulting in a decrease in feature size and a loss of sharpness or corners. If a negative resist
is used the resist image is dilated, causing the features to be larger than desired, again
accompanied by a loss of sharpness of corners. If an image is severely underexposed the
pattern may not be transferred at all and in less sever cases the results will be similar to
those for overexposure with the results reversed for the different polarities of resist.
If the surface being exposed is not flat the high-resolution image of the mask on the wafer
will not be in focus for all points across the varying topography. This is one of the limiting
factors of lithography when high aspect ratio features are present. It is also difficult to
obtain an even resist coat thickness for high aspect ratio features which further degrades
pattern transfer and complicates the associated processing.
Typically lithography is performed as a well-characterized module which includes
substrate preparation, resist deposition, mask alignment, exposure, develop and appropriate
resist conditioning. The lithography process steps need to be characterized as a sequence in
order to ensure that the resist remaining at the end of the modules is an optimal image of
the mask and has the desired sidewall profile.
_________________________________________________________________________ Page 5 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
The standard steps found in a lithography module are (in sequence): dehydration bake,
resist spin/spray, soft bake, alignment, exposure, post exposure bake, develop, hard bake
and descum. A brief explanation of every single process step is included for completeness.
• Dehydration bake - dehydrate the wafer to aid resist adhesion
• Resist spin / spray - coating of the wafer with resist either by spinning or spraying.
• Soft bake - drive off some of the solvent in the resist, may result in a significant
loss of mass and thickness of resist
• Alignment - align pattern on mask to features on wafers
• Exposure - projection of mask image on resist to cause chemical property change
• Post exposure bake - baking of resist to drive off further solvent content.
• Develop - selective removal of resist after exposure
• Hard bake - drive off most of the remaining solvent form the resist
• Descum – removal of thin layer of resist scum that may occlude open regions in
pattern, helps to open up corners
_________________________________________________________________________ Page 6 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
2.2 Soft Lithography
Soft lithography describes a group of novel patterning techniques which offer easy, fast,
and cheap reproduction of down to sub-micrometer sized features on large areas. These
methods can in principle be utilized for depositing or patterning metallic and non-metallic
materials even on curved or flexible substrates in a few or even in just a single simple
processing step.
There are quite a lot of different methods of soft lithography. The following examples will
be explained later:
- Micromoulding in Capillaries (MIMIC)
- Put-down
- Lift-up
- Soft Embossing (SE)
- Microcontact Printing (µCP)
- Microtransfer Moulding (µTM)
- Solvent-Assisted Micromoulding (SAMIM)
- Replica Moulding (REM)
These methods all work with so called stamps. These stamps are made of a certain silicone,
e.g. polyimide or PDMS. Typically is PDMS (polydimethylsiloxne), with the commercial
name Sylgard 184.
_________________________________________________________________________ Page 7 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
2.2.1 Template / Master
To be able to mould a stamp there is need for a master/template to mould it from. A cheap
and fast way is to provide a Si wafer with epoxy structures by common lithography. The
template consists of a Si wafer as carrier substrate with epoxy structures on top. This epoxy
used for this is called SU-8. Creating the structures is not that difficult and only takes about
1 hour. The process consists of the following steps: resist spin, pre-exposure bake,
exposure, post exposure bake and development.
Substrate preparation
The first step is to prepare the substrate which will be used. The wafer needs to be cleaned
to guarantee a good adhesion between the Si wafer and the SU-8 resist. This is done by
boiling the Si wafer in a mixture of water ( ), hydrogen peroxide ( ) and
ammonia ( ), a so called TL1 wash, for 10 min and then rinsed in de-ionized water for
some time. Before spin coating the wafer with SU-8, the surface of the substrate has to be
dried what is done by placing the substrate in an oven for about 15 min by 110°C.
Otherwise the adhesion would be reduced.
2H O 2 2H O
3NH
Resist spin
The following step is the resist spin. The wafer is placed on the spinner chuck where it is
held by vacuum. Next the resist is dispensed in the centre of the wafer. Because of the
rotatory motion and the resulting centrifugal force the resist is spread all over the substrate
in a uniform thickness. In this way thickness from 1 µm up to several hundred micrometers
can be achieved. The thickness is defined by the resist viscosity and by the spinner
rotational speed and can be calculated with the following formula:
t thickness k spinner constant, typically 80-100 p resist solids content in % w spinner rotational speed in rpm/1000
2
wk pt ⋅=
_________________________________________________________________________ Page 8 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Pre-exposure bake / Soft bake
Now the wafer with the SU-8 film needs to be baked to remove any remaining solvent and
to stabilize the applied resist film. Pre-exposure bake is also done to make the surface non-
sticking to prevent the mask from being soiled. This is done on a hot plate at 100°C. The
process takes about 15-30 s per micrometer of film thickness. The soft bake can also be
done by microwave heating or IR lamps, but hot plating the resist is usually faster and less
complicated. After baking it is necessary for the resist to cool down before continuing the
process. Usually the thickness of the resist will be decreased by about 25% during the pre
bake for the negative resist as well as for the positive resists.
Exposure
After this the substrate with the SU-8 on top is exposed through the mask with the chrome-
side facing towards the resist film. As SU-8 is a negative resist and so the exposed areas
will cross-link and remain after the development. The exposure time and the exposure dose
depend on the resist thickness. An exposure time of 30 s of is in the most cases sufficient
for a film thickness of 10-30 µm.
Post-exposure bake / hard bake
To continue the polymerization process the wafer is placed on the hot plate again at 100°C,
like already done at the pre-exposure bake. This step is called post-exposure bake or hard
bake. During the bake the pattern starts to stand out and bubbles will appear inside the
resist film. These bubbles are not a problem because they are only between the structures
and never in the structures self. After a baking time of 15 min a cooling time of 5 min has
to follow before the resist film can be developed.
Development
The final step is to develop the film. The wafer with the film is placed in a SU-8 developer
bath for a few minutes. When the pattern appears the template is rinsed in the developer
and afterwards blow-dried. This last step has to be done in a well-ventilated area because
the developer is highly toxic.
_________________________________________________________________________ Page 9 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Silanisation
Before a stamp can be moulded from this template it has to be silanised to prevent that the
PDMS will stick to the SU-8 what would damage the template. Therefore the template is
put in a mixture containing 50 ml xylene and 1-2 pipette tips of DDS (dimethyl-
dichlorosilane). After keeping the template in the mixture for about 5 min the template is
rinsed in xylene and dried afterwards.
It is also possible to create multi layer structures with several SU-8 layers stack on top of
each other by stopping after the exposure step and spinning on the next layer.
Each template can be used to fabricate more than 50 PDMS stamps.
_________________________________________________________________________ Page 10 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
2.2.2 Stamp
The stamp is the key in soft lithography since it is used to generate the pattern. It is usually
made from an elastomeric polymer, such as poly(dimethylsiloxane) (PDMS), with the
commercial name Sylgard 184. This material allows conformal contact with the substrate
combined with advantageous chemical and physical properties important for the ink
transfer behaviour (e.g. low viscosity, transparent). Stamps are fabricated by casting a pre-
polymer on a master with a negative of the desired pattern, curing it, and peeling the cured
stamp off the master at the end (Fig.4).
Mixture
Sylgard 184 is a two-component heat-curing system, i.e. it consists of a base part and a
curing agent part. One part (by weight) of the curing agent and ten parts (by weight) of the
base are filled in a plastic cup and then mixed with a plastic spoon for some minutes.
Degassing
A lot of air will be incorporated when mixing the two components and because of this the
silicone mixture will be full of bubbles and needs to be degassed. This is done in an
exsicator using vacuum. During the degassing process the silicone will expand and start to
look like foam. This process is finished when the silicone is completely clear and
transparent.
Dispersion
The next step is to dispense the silicone on the template. This step can be quite tricky
because no air should be trapped between template and silicone during this process.
Sylgard 184 has a relatively low viscosity so the flow is not a problem. The material is
dispended in the centre of the template from a low height. The risk of trapped air is also
minimized by keeping the template horizontal.
_________________________________________________________________________ Page 11 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Spreading
Now the template is taken with a pair of tweezers and tilted in different directions at a low
angle to spread the material all over the template. When the whole template is covered with
the silicone it is left for a minute to get a flatter surface.
Curing
Sylgard 184 is heat-curable material. It is curable from less than room temperature up to
over 150°C. The template is placed in a pre-heated oven at 140°C for about 15 min.
Peal off
The final step is to peal off the stamp from the template. This is done with a pair of sharp
tweezers. First of all the borders are carefully released and afterwards the remaining parts
of the stamp are taken off at a low speed in a direction parallel to most of the structures.
The stamp is then stored in a flat plastic box with the pattern facing upwards.
Negative stamp
It is also possible to make a negative stamp of an existing stamp. Therefore the original
stamp is used as the template and cured at a high temperature, not less than 140°C. If cured
at a lower temperature the two parts will cross-link and so a separation will not be possible
anymore.
Fig.4: Schematic illustration of the procedure for casting PDMS replicas from a master
_________________________________________________________________________ Page 12 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
2.2.3 Methods
Micromoulding in Capillaries (MIMIC)
The stamp is placed on the substrate with the relief facing towards the substrate making
conformal contact. In this way a network of channels/capillaries is formed. A liquid
material, e.g. polyurethane or epoxy is placed at one end of the capillaries which fills the
capillaries spontaneously because of the capillary force. Polyurethanes have the advantage
of being able to fill longer capillaries while epoxies are harder and have a better adhesion
to the substrate.
Fig.5: Schematic illustration of procedures for MIMIC
The equation below shows how to calculate the fill rate. It is valid for cylindrical and
horizontal capillaries rather than the quadratic ones in MIMIC. However, the behaviour is
similar.
2
2
42 cos( )
µltr P
rγ=
ΘΔ +
t fill time µ viscosity l fill length r radius ΔP pressure difference at the capillary openings γ surface tension θ contact angle
_________________________________________________________________________ Page 13 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
The next step is to cure the material inside the capillaries using heat or UV-light. The
curing time depends mainly on the material. Next the stamp will be removed in the same
direction as the most of the structures are orientated. MIMIC is used when really high and
sharp structures are needed. A big disadvantage is the fact that a hydraulically connected
network of capillaries is required what makes it impossible to pattern isolated structures or
patterns. With this technique it is possible to generate features down to 1µm in size.
Put-down
Put-down is mainly used to pattern a polymer called PEDOT-PSS (poly(3,4-
ethylenedioxythiophene) poly(styrenesulfonate)). With this technique it is possible to
pattern large areas on glass and ITO. The put-down process contains the following three
steps:
Fig.6: Schematic illustration of procedures for put-down
First of all the film is applied on the PDMS stamp by dipping, spinning or spray coating.
When using PEDOT-PSS the stamp has to be hydrophilic what can be achieved by a 15 s
plasma preparation. The thickness of the film is highly dependent to the pattern size. Small
structures give thinner films compared to larger areas. Before the stamp is applied it is
important to moisturize the film as well as the substrate. After that the stamp is placed on
the substrate making conformal contact. As soon as there is contact at one place the contact
area will spread, making the whole stamp to get in contact with the substrate. After
applying the stamp it has to dry what takes about 20 min. The stamp is then removed with
a constant speed at an angel of about 30°. The achieved structures are in general quite
sharp when seen from above, but rounded seen from the cross-section. Put down is mainly
used to make large areas. Another advantage of the put-down method is that the clearance
between structures can be very small.
_________________________________________________________________________ Page 14 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Lift-up
Another method for patterning PEDOT-PSS is the lift-up technique. The advantage of this
method is that it gives nicer structures than the put-down process but unfortunately it is
much more difficult to perform. Lift-up is basically quite the opposite of put-down. The
stamp has an inverted pattern and the film is applied to the substrate and not to the stamp.
In this way unwanted parts will be removed instead of adding the wanted structures.
However, the three main steps to realise are the same:
Fig.7: Schematic illustration of procedures for lift-up
After doing a plasma preparation with the stamp and the substrate for about 15 s a PEDOT-
PSS film is applied to the substrate. Now the film has to be dried for some minutes.
Afterwards it is remoisturized with a low amount of water and the stamp is placed on the
substrate. The time between the applying the stamp on the substrate and removing it again
is quite short, only about 10-20 s. Lift-up structures are in general sharp when seen from
above and in cross-section. Patterns with large clearances are generally easier to produce
than patterns with small ones.
_________________________________________________________________________ Page 15 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Soft-embossing (SE)
Soft embossing is typically used when there is need to pattern a surface with structures
with dimensions around one micrometer or less. Soft embossing is mainly used on
semiconducting polymers but can also be used on SU-8 or polyurethane. The disadvantage
of soft-embossing is the thin layer which is left between the actual structures which can
cause big problems in some applications. The following picture shows the process which
consists again of three steps:
Fig.8: Schematic illustration of procedures for soft-embossing
The film is applied and treated appropriately. The material which used in this technique
must have special properties so it can be soften for example by using heat. In soft-
embossing the stamp does not need to be plasma treated. It is placed in contact with the
film. The film gets soft by heating the substrate while a uniform pressure is applied on the
stamp. In this way most of the material will be pushed in the relief of the stamp. Next the
film is cooled, the pressure is still applied, and the film will “freeze” in its current shape
and after the stamp is removed a pattern will remain. Soft-embossing just works with small
dimensions down to sub-micrometer structures.
_________________________________________________________________________ Page 16 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Microcontact Printing (µCP)
In microcontact printing the PDMS stamp is ‘inked’ with a reagent solution consisting of
organic molecules called thiols or with silanes. The stamp is than brought into contact with
the clean substrate which can range from metals to oxide layers. A conformal contact
between the stamp and the substrate is the key to its success. The thiols react with the
surface of the substrate, forming a highly ordered film (called self-assembled monolayer,
or SAM) that replicates the stamps pattern. Because the thiol ink spreads a bit after it
contacts the surface the resolution of the monolayer cannot by quite as high as that of the
PDMS stamp. This technique is mainly used when large areas have to be patterned. When
used correctly microcontact printing can produce patterns with features down to 50 nm.
Fig.9: Schematic procedures for µCP: (a) planar surface with planar stamp, (b) planar
surface over large areas with a rolling stamp, (c) nonplanar surface with a planar stamp
_________________________________________________________________________ Page 17 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Microtransfer Moulding (µTM)
In microtransfer moulding the patterned surface of the PDMS stamp is filled with a drop of
liquid prepolymer or ceramic precursor. Afterwards the stamp is placed in contact with the
substrate. The material is cured by radiation or heat. After the material is cured to solid the
stamp is removed carefully. This technique can generate both isolated and interconnected
microstructures with a size down to 250 nm and is it also possible to generate multilayer
systems. The most significant advantage compared to other techniques is the possibility to
generate structures on non-planar surfaces.
Fig.10: Schematic illustration of procedures for µTM
_________________________________________________________________________ Page 18 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Solvent-Assisted Microcontact Moulding (SAMIM)
A small amount of solvent /which has to be a good solvent for the used polymer, but not
for the PDMS mould) is spread on a patterned PDMS stamp. The stamp is placed on a
polymer such as a photoresist. The solvent swells or dissolves a thin layer of the polymer
and the resulting fluid polymer fills the surface relief of the stamp. The polymer will
solidify again after some time as the solvent evaporates and dissipates.
Fig.11: Schematic illustration of procedures for SAMIM
_________________________________________________________________________ Page 19 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Replica Moulding (REM)
Replica moulding bases on duplicating the information present in a master including the
duplication of three-dimensional structures in only one step. A PDMS stamp is cast against
a conventionally patterned master. Polyurethane is then molded against the secondary
PDMS master. In this way many copies can be made without damaging the original master.
The accuracy of this process is limited by van der Waals interactions, wetting and kinetic
factors, e.g. filling of the mould. Replica moulding with an appropriate material enables
faithfully duplication of highly complex structures with nanometer resolution.
Fig.12: Schematic illustration of procedures for replica moulding
_________________________________________________________________________ Page 20 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
2.3 Mask design
2.3.1 Materials
It is essential for optical lithography that the substrate used to create the mask is
transparent to optical wavelengths and that it has an extremely flat and defect-free surface.
It is preferable that the thermal expansion coefficient of the substrate is very similar to the
thermal expansion coefficient of silicon. Commonly used substrates are glass and quartz.
The advantage of quartz is the thermal expansion coefficient which is very similar to the
coefficient of silicone but they are much more expensive than masks made of glass.
For optical lithography it is also necessary for the surface coating of the mask substrate to
be non-transparent to optical wavelengths and easily patterned with high definition. The
two most common mask coating materials are emulsion and chrome. Emulsion is much
cheaper, however, the coating is not of a as high quality as chrome and does not last as
well through the rigors of processing. Iron oxide coatings can also be used but are less
common than emulsion or chrome. Price and quality are somewhere between the emulsion
and chrome.
2.3.2 Layout
The first step when making a mask is the layout. This is the process where the patterns that
will be transferred to the mask are defined and as such will define the geometry of the
devices. The layout is typically performed in a graphical editing tool such as L-Edit,
CleWin, Cadence, AutoCAD or any other CAD program. The only important thing is
that it supports cif (Caltech Intermediate Fileformat) or GDSII file format because this is
the format that is needed when the mask is ordered from a manufacturer. If none of these
formats is available common formats can be converted to cif with special programs, e.g.
linkCAD. When making the layout there are some important and useful things to ensure
that the correct mask is used for the appropriate step in a process sequence.
_________________________________________________________________________ Page 21 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
First of all the layout should include the name of the designer and the date when it is
designed. This makes it easier to find the owner of a mask when it is misplaced, and it is
beneficial to know how old it is if there are several similar masks.
When the mask is used for multi-layer lithography alignment marks have to be included
and it is also a good idea to add the number of the layer.
Patterns including text should be at least 5 mm from the border of the mask and the
minimum line size should be at least 1 µm
2.3.3 Alignment marks
Alignment marks are important when doing multi-layer lithography. Each alignment mark
on the wafer has to be labelled so it can be identified. Each layer should have an alignment
feature so that it may be registered to the rest of the layers. By providing the location of the
alignment mark it is easy for the operator to locate the correct feature in a short time and so
the probability of making an error is reduced. Alignment marks should not be located
arbitrarily on the wafer as the equipment used to perform the alignment has limited travel
and is therefore only able to align features located within certain regions on the wafer
(Fig.13). The region location geometry and size may also vary with the type of alignment,
so the lithographic equipment and the type of alignment to be used should be considered
before locating alignment marks. Typically two alignment marks are used to align the
mask and wafer, one alignment mark is sufficient to align the mask and wafer in x- and y-
direction, but it requires two alignment marks, preferably spaced far apart, to correct
rotational offsets. The alignment mark should not look like a ‘+’ , it is better to use a ‘L’ or
an even more inventive sign because it makes it harder to place the mask in the wrong way
in the mask aligner (e.g. upside down or rotated by 180°).
_________________________________________________________________________ Page 22 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Field of view of the alignment optics
Mask
Wafer
Alignment marks
Fig.13: Restriction of location of alignment marks
_________________________________________________________________________ Page 23 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
2.3.4 Mask dimensions
In general the substrate for the photomask is a 4 inch square plate consisting of glass or
quartz. However, the useable area for the chrome mask is smaller than that. Furthermore,
the mask aligner can generally only use a circular area that is even smaller.
Alignment Area
Mask Area
Dead Area
4’’
Fig.14: Visualisation of the different areas on a mask
_________________________________________________________________________ Page 24 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
2.3.5 Bright / dark field
Before ordering a mask from a manufacturer it has to be decided if it will be a bright field
mask or a dark field mask. Bright field means that the chrome pattern of the mask looks
exactly the same like the layout (the space left open in layout is transparent), while dark
field means that the mask looks like the negative of the layout (the space left open in
layout is opaque).
Fig.15: Visualisation of bright field and dark field mask
_________________________________________________________________________ Page 25 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
2.3.6 Negative / positive resist
Another important thing is to check what kind of resist will be used. As mentioned in the
chapter “Photolithography” there are two types of photoresists: positive and negative.
For positive resists the resist is exposed with UV light wherever the underlying material is
to be removed. In these resists UV light changes the chemical structure of the resist so that
it becomes more soluble in the developer. The exposed resist will be washed away by the
developer solution leaving windows of the bare underlying material. Therefore, the mask
contains an exact copy of the pattern which is to remain on the wafer.
Negative resists behave in the opposite way. Exposure to UV light causes the negative
resist to become polymerized and so more difficult to dissolve. Therefore, the negative
resist remains on the surface wherever it is exposed and the developer solution removes
only the unexposed portions. Because of this the masks used for negative photoresists
contain the inverse (or photographic “negative”) of the pattern to be transferred what
means that in general bright field masks are used with negative resists and dark field masks
with positive resists.
Fig.16: Visualisation of the lithographic result using positive or negative resist
_________________________________________________________________________ Page 26 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
2.4 Mask Alignment
2.4.1 Aligning process
MEMS devices are typically made from a process sequence with several lithography steps.
Each lithography step has a pattern which refers to as a layer. In order to make useful
devices the layers in different lithography steps that correspond to a single structure must
be aligned to one another. The first layer transferred to a wafer usually includes a set of
alignment marks which are high precision features that are used as the reference to the first
layer when positioning subsequent layers. Often alignment marks are included in other
layers as the original alignment marks may be obliterated as processing progresses. It is
important for each alignment mark on the wafer to be labelled so it can be identified and
for each pattern to specify the alignment mark to which it should be aligned. Providing the
location of the alignment marks makes it easier for the operator to locate the correct feature
in a short time and helps reduce the probability of errors. Each layer should have an
alignment feature so that it may be registered to the rest of the layers.
Depending on the used lithography equipment the feature on the mask used for registration
may be transferred to the wafer. In this case it is important to locate the alignment marks in
a way that they do not effect subsequent wafer processing or device performance. Pattern
transfer of the mask alignment features to the wafer can obliterate the alignment features
on the wafer. In this case the alignment marks should have a certain design that minimizes
this effect or there should be multiple copies of the alignment marks on the wafer so there
will be remaining alignment marks for other masks to be registered to.
Alignment marks should not be located arbitrarily on the wafer as the equipment used to
perform alignment has limited travel and is therefore only able to align features located
within certain regions on the wafer. The region location geometry and size may also vary
with the type of alignment so the lithographic equipment and type of alignment to be used
should be considered before locating the alignment marks. Typically two alignment marks
are used to align mask and wafer to each other. One alignment mark is sufficient to align
the mask and wafer in x and y but it requires two alignment marks (preferably spaced far
apart) to correct for rotatory offsets. As there are no alignment marks on the wafer before
the first pattern transfer an alignment is typically done referring to the wafer flat.
_________________________________________________________________________ Page 27 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
The mask and the wafer are first aligned in x- and y-direction and afterwards in theta-
direction.
Fig.17: Top view diagram showing (a) the alignment process before after x-y-alignment
and (b) after x-y-alignment
Fig.18: Top view diagram showing (a) the alignment process before theta-alignment and
(b) after theta-alignment
After this step is done the exposure can start.
_________________________________________________________________________ Page 28 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
2.4.2 Mask aligners
One of the most important steps in the photolithography process is the mask alignment. In
this step the mask is aligned with the wafer so that the pattern can be transferred onto the
wafer surface. Once the mask has been accurately aligned with the pattern on the wafer
surface the photoresist is exposed through the mask pattern.
There are three different methods: contact, proximity, and projection.
Contact Projection Proximity
Gap
Light Source
Mask
Substrate & Photoresist
Fig.19: Schematic illustration of the different alignment methods
_________________________________________________________________________ Page 29 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Contact Aligner
There are 2 operating modes at contact aligners: contact for exposure and separate for
alignment. In contact aligners, the resist-coated silicon wafer is brought into physical
contact with the photomask. The wafer is held on a vacuum chuck, and the whole assembly
rises until the wafer and mask contact each other. The photoresist is exposed with UV light
while the wafer is in contact position with the mask. Because of the contact between the
resist and mask, very high resolution is possible in contact printing (e.g. 1µm features in
0.5µm of positive resist). The problem with contact printing is that debris, trapped between
the resist and the mask, can damage the mask and cause defects in the pattern.
Proximity Aligner
The proximity method is similar to contact printing except that a small gap, 10-25 µm
wide, is maintained between the wafer and the mask during exposure. This gap minimizes
(but may not eliminate) mask damage, but it gives a poorer image than contact aligners.
Approximately 2-4 µm resolution is possible with proximity printing.
Projection Aligner
Projection aligner avoids mask damage entirely. An image of the patterns on the mask is
projected onto the resist-coated wafer which is several centimeters away. In order to
achieve high resolution, only a small portion of the mask is imaged. This small image field
is scanned or stepped over the surface of the wafer. Projection printers that step the mask
image over the wafer surface are called step-and-repeat systems. Step-and-repeat
projection printers are capable of approximately 1µm resolution.
_________________________________________________________________________ Page 30 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
3 Construction of the Alignment Table
3.1 Microscope and Light Source
Microscope
In this work the Novex RZB-PL (Euromex Microscopen B.V., Arnhem, The Netherlands)
microscope was chosen for the mask alignment system. The Novex RZ range zoom
stereomicroscopes are built for usage in education, science and industry. They offer high
quality for a low price.
The RZ stereomicroscopes are available with binocular or with triocular head, the tubes are
inclined by 45° and the heads are 360° rotatable. The Novex RZB-PL microscopes are
equipped with a binocular head. The tubes offer dioptre adjustment as well as adjustabe
eye distance between 50 mm and 80 mm.
The triocular head is also equipped with an additional vertical camera tube including a C-
mount adapter to connect a CCD camera to the microscope. While the camera tube is in
use the image is still visible through one eyepiece. Adapters for digital cameras are also
available. In this work, however, the CCD camera was found unnecessary.
The Novex microscopes are 100% parafocal that means that the image keeps sharp during
the whole zoom range. The magnification can be changed without focusing the microscope
afterwards.
The basic model of the Novex RZB-PL is equipped with a zoom objective with a
magnification of 0.65x - 4.5x and a zoom ratio of 1:7. This microscope is also equipped
with a pair of WF 10x/20 widefield eyepieces including eyeshades. With these eyepieces a
magnification of 6.5x to 45x can be achieved in a working distance of 90 mm. Higher
magnifications and working distances can be realised by using other eyepieces and/or
objectives.
_________________________________________________________________________ Page 31 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
In this work the microscope is equipped with a pair of WF 25x/12 widefield eyepieces and
a 2.0x objective. This combination allows a maximum magnification of 225x in a working
distance of 25 mm.
Light Source
A Photonic Illumination System (Photonic Optische Geräte GmbH & CoKG, Vienna,
Austria) was chosen to serve as a microscope light source.
According to the manufacturer, the combination of powerful cold light sources together
with top quality light guides obtains the rightness of most other systems already at lower
lamp voltage, resulting in higher bulb longevity.
The integrated soft start feature protects the lamp and prolongs its life span. Maximum
lamp life is also achieved through optimal cooling of the lamp and if the air circulation is
affected by external influences the built-in overheating protection switches off the
instrument automatically. The optimal use of the electronic brightness control increases
lamp life enormously.
The light quality is infinitely variable. The electronic brightness control allows optimum
adjustment of the light intensity, both in normal and “turbo range”, while reducing power
consumption and prolonging the bulb’s life-span.
All light sources are equipped with a filter insert. It is positioned on the side of the housing
in order to allow the use of the filters with piled instruments as well. A large number of
different filters can be used and the frames have been designed for easy filter glass change.
The elimination of the dark spot in the centre of the light cone of goose neck light guides,
incident light guides and flexible light guides, through a patent-pending optical element,
while increasing light output by up to 40%. This goose neck guides are available in single
or double leg versions and have a length of 550 mm. In addition to the filters that can be
inserted into the light source unit each goose neck leg can be equipped with individual
coloured filters and a focusing lens.
_________________________________________________________________________ Page 32 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
The Photonic unit also has ring light accessories that can be attached to stereomicroscope
head units for vertical all round illumination. The ring lights can additionally be equipped
with fluorescence and polarising filters.
All Photonic light sources can be supplied as ESD versions if required.
Fig.20: Picture of the Novex RZB-PL and the Photonic cold light source
_________________________________________________________________________ Page 33 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
3.2 UV-Lamp
Initially, it was thought that the lamp which should be used for the exposure is a high
intensity lamp from UVP, the B-100 AP model (UVP Inc., Upland, California, USA).
The versatile B-100 series offers brilliant irradiance for optimum fluorescence. The lamps
are designed for quality control, industrial inspection and non-destructive testing. The lamp
heads on all models of the B-100 Series lamps are mounted onto pistol-grip handles. These
ergonomically designed units reduce operator fatigue. The grip handle fits into the
transformer base allowing the lamp head to rotate a full angular of 360°. These lamp heads
are made of a special heat resistant plastic. The patented cool-touch lamp housing allows
users to handle the lamp head independent to the operating time. All UVP high powered
ultraviolet lamps can be placed face down on a working surface without causing damage to
the filter.
The bulb used in the B-100 AP is a 100 W Osram-Sylvania mercury reflector, model
HG44-100, which has a lifetime of 16000 hours.
The B-100 AP model produces a highly intense centre of UV irradiance with a diameter of
about 127 mm at a working height of 457 mm. The UV-Lamp generates a concentrated
beam with a non-homogeneous intensity distribution. This distribution is given by an
average value concerning two areas with a certain diameter centred to the hot spot. The
inner area with a diameter of 2 inch has an intensity of 21.7 mW/cm2 while the outer area
with a diameter of 10 inch has an intensity of only 8.9 mW/cm2.
Fig.21: Picture of the UVP B-100 AP lamp
_________________________________________________________________________ Page 34 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Unfortunately, the performed tests showed that the lamp does not fulfil the required
properties. For the exposure there is need for a homogeneous and collinear UV irradiance
with a high intensity area of 10 cm in diameter. At a working height of 10 cm the lamp
shows a usable irradiation of about 2.5 cm which is far away from the target. To solve this
problem there is need for an additional optical system containing a lens to spread the beam
and a collimator with a diameter size of 10 cm to get a collinear beam. It is very difficult to
design an optical system with these properties because there is just very less space between
the bulb and the filter of the UV-lamp and lenses with a diameter of 10 cm are not common
and because of this very expensive.
So an alternative solution has to be found.
_________________________________________________________________________ Page 35 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
The new UV-lamp system is built out of five fluorescent lamps, taken from money-testers,
which are placed together side-by-side.
Power-measurement of the UV-lamp system at a wavelength of 360nm
The measurements were performed at the University of Kuopio, Department of Applied
Physics, Optical Sensors Technology Group in association with PhD Ervin Nippolainen.
Measurement head, moving from position 0 to 171mm (3mm steps) Measurement device: Coherent Field Max Top Actuator system: Newport ESP 300 controller+ ESP actuator UV-lamp
System
0
33 147
171
Cable
Fig.22: Measurement setup. The distance between the edges of the first and the last light
source is 114mm. The diameter of a single light source is 15mm and the distance between
the light sources is about 10mm.
_________________________________________________________________________ Page 36 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
120, 5369, 5396, 54
108, 5684, 57
0
10
20
30
40
50
60
70
0 50 100 150 200
POSITION (mm)
POW
ER (µ
W)
Distance 125 mm (360 nm)
Edge of the last lamp at 147 mm
Fig.23: The distance from the light sources is about 125mm. The most important maximum
and minimum values (x, y = position, power) are shown.
Effective range 51mm within 53-57µW range.
39, 51
114, 66
123, 52
66, 66
0
10
20
30
40
50
60
70
80
0 50 100 150 200
POSITION (mm)
POW
ER (µ
W)
Distance 85 mm (360 nm)
Edge of the last lamp at 33 mm
Fig.24: The distance from the light sources is about 85mm. The most important maximum
and minimum values (x, y = position, power) are shown.
Effective range is 84mm within 66-51µW range.
_________________________________________________________________________ Page 37 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
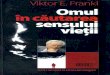
The measurements show that the system with the five fluorescent lamps produces a very
homogenous area (about 5.1 cm x 14 cm) in the working distance of 125 mm. However,
the illuminated area is too small. Because of this three more fluorescent lamps are added to
get a homogenous area up to at least 10 cm x 10 cm.
Power box Lamp holder
UV-lamps
Fig.25: Schematic of the UV-lamp holder
Fig.26: Pictures of the exposure unit and the power supply box
_________________________________________________________________________ Page 38 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
3.3 UV-Lamp Timer
The timer is needed to stop the exposure after a given time. The circuit and the source code
was developed and designed by Holger Klabunde. For more details and information go to
www.holger-klabunde.de. The circuit is modified by taking the transformator out of the
enclosure. The reason for that are safety and security aspects. The circuit is now powered
by a 12V external power supply. The timer circuit is placed between the power-outlet and
the UV-light source. This timer will turn off the light source after a predefined time. The
delay time can be set second-wise in a range of 1 s up to 65535 s. The timer is equipped
with a six button panel and a LCD.
The exposure time can be calculated with the following formula:
2
2
exposure dose [ / ]exposure timeexposure instensity [ / ]
mJ cmmW cm
=
The exposure dose is given by the photoresist and the exposure intensity by the UV-lamp.
Fig.27: Picture of the timer enclosure
_________________________________________________________________________ Page 39 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Up- and down-buttons
This two buttons allow the adjustment of the timer settings. Only the digit indicated by the
cursor can be changed. If the button is pressed for a longer time the number changes
up/down automatically. The five other buttons behave all in the same way, however, this
function is not useful when using them.
Cursor-button (“RIGHT”-button)
When this button is pressed the cursor skips one digit to the right. If the cursor has already
reached the end of the line and the button is pressed again the cursor jumps back to the
beginning of the display.
Start-button
This button switches the timer on and at the same time the integrated relay will close the
light source circuit. Once the timer is started the countdown is activated. After finishing the
countdown the relay disconnects the circuit and the timer will be reset.
On/off-button
This button has two functions. When there is no countdown running the relay can be
switched on or off manually. With this function it is possible to heat up the exposure lamp
before use to guarantee a continuous intensity. If this button is pressed during the
countdown the countdown is stopped and the timer will be reinitialised. However, the relay
will not be switched off. To switch off the relay the button has to be pressed a second time.
Store-button
Using the store-button the chosen time is stored in the EEPROM. Doing this, the set time
will automatically be set and initialised by the next timer restart. This is very useful if the
same countdown time is used several times.
While the countdown is running all buttons are deactivated except the on/off-button.
_________________________________________________________________________ Page 40 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Fig.28: Picture of the timer PCP
_________________________________________________________________________ Page 41 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
3.4 Manipulator System
To align the mask and the wafer a X-Y-Z-theta manipulator system is included in the
alignment table. This manipulator system consists of several Newport products, the M-
562-XYZ combined with three SM-13 actuators and the M-UTR80SA (Newport Corp.,
Irvine, California, USA). The M-562-XYZ is a linear stage with a maximum travel of 6
mm in X- and Z-direction and 13 mm in Y-direction, the three SM-13 actuators which
allow a travel of 13 mm with a sensitivity of 1 µm. The M-UTR80SA is a rotary stage
with 360° coarse, 4° fine motion and a sensitivity of 4 arc sec. The rotary stage is mounted
on the linear stage with the BR Series Bridles which are included with the rotary stage and
a self designed adapter plate.
Fig.29: Picture of the manipulator system
561/562 Series (ULTRAlign Precision Multi-Axis Positioning System)
The 561 and 562 Series ULTRAlign Linear Stages feature stainless steel construction for
superior long-term stability with thermally matched, hardened steel crossed-roller
bearings for unsurpassed performance. The crossed-roller bearings and precision-
manufactured bearing reference surfaces provide exceptionally linear travel with angular
deviation better than 100 µrad about any axis. We measure each stage on a six-axis
interferometer to ensure performance.
_________________________________________________________________________ Page 42 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
The 561/562 Series Stages are ultra-high performance positioners. They were originally
designed for precision fiber optic alignment, one of the most demanding precision
positioning applications. Today they are finding increasing applications in other fields as
well. In addition to the three-axis XYZ positioners shown here optional tilt and rotation
stages can be added to the 561 and 562. With up to six degrees of freedom high-
performance ULTRAlign stages offer a superior positioning solution.
The robust design of the 562 Series Stages makes them ideally suited for repetitive, high-
use industrial manufacturing and research applications. These stages have greater thermal
immunity due to their higher mass. And larger diameter bearings increase the stiffness of
the stage. Oversized loads and complicated platform configurations can easily be
accommodated since all actuators are located below the top surface level. Generous hole-
patterns, with your choice of English (1/4-20) or metric (M6) threads provide convenient
mounting options.
Each 561/562 stage axis is equipped with a non-influencing locking mechanism to
maintain sub-micron positioning when locking or unlocking. Specially designed actuator
mounting blocks allow quick and easy actuator changes, on any axis, at any time. Both
right- and left-handed stages are available for ergonomic actuator placement. And a
choice of manual, motorized or electrostrictive actuators will meet every positioning need.
Fig.30: Picture of the Newport 562 Series ULTRAlign Linear Stage
_________________________________________________________________________ Page 43 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
SM Series (Vernier Micrometers)
The SM Series Metric Micrometers offer high-resolution and smooth movement for the
most demanding requirements. The standard drives for most stages, SM Series
micrometers are Newport’s most popular manual actuators and are available in travel
ranges from 6–50 mm.
SM Series metric micrometers have 0.5 mm pitch (50.8 TPI) threads and read directly in
units of 10 µm with vernier reading of 1 µm. Left-hand threaded versions are preferred
when the micrometer is mounted on the moving platform of a stage so that turning the
micrometer moves the stage in the direction of the micrometer travel.
Fig.31: Picture of the Newport SM Series
UTR Series (Precision Rotation Stages)
The versatile UTR Series Precision Rotation Stages are ideal for fine-tuning angular
orientation of any component after rotating it to an approximate angle. A centre aperture
permits convenient mounting and adjustment of rotating components in transmissive
applications.
Bearings are preloaded into precision-ground, tool steel races for a smooth and accurate
trajectory with minimum eccentricity. Disengaging the side-mounted clutch knob permits
continuous free rotation of the stage over 360°. Once the approximate angular orientation
is obtained a zero-backlash manual drive provides four degrees of fine adjustment range.
_________________________________________________________________________ Page 44 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Scale markings on the side of the rotation stage and a vernier on the stage body measure
angular position with 1 arc min resolution.
UTR Rotary Stages mount to UMR Series Linear Stages and other components with BR
Series Bridles (included with each stage), which fit into the mounting collar around the
circumference of the base. For mounting UTR stages beneath UMR stages, an adaptor is
required. Also, for mounting to other positioners and tables, the optional PBN base plate
may be used. Stages can also be mounted to components with the tapped mounting holes
on the stage’s bottom surface. Components may be mounted to the top of the rotation
stage via English or metric tapped holes.
Fig.32: Picture of the Newport UTR Series Precision Rotation Stages and the BR Series
Bridles
All information about the 561/562 Series, the SM Series and the UTR Series are all taken
from www.newport.com.
_________________________________________________________________________ Page 45 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
3.5 Mask- and Wafer-Holder
The mask-holder is made of steel and has a 4 inch hole in the middle. The mask-holder
includes a “pre-aligner” and two clamps to hold the mask down on the holder.
The “pre-aligner” makes sure that the mask is placed the way that the chrome pattern is
located directly above the 4 inch hole, through which the wafer-holder is lifted to bring the
resist-covered substrate in contact with the mask.
Fig.33: Picture of Mask- and Wafer-Holder
_________________________________________________________________________ Page 46 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
The wafer-holder is made of aluminium with a diameter size of 100 mm. In the top surface
33 vacuum holes are included with a diameter of 1 mm. The wafer holder is equipped with
a push-in fitting. To manage the vacuum a valve is included on the base plate of the mask
aligner. The whole pneumatic system is connected to an ILMVAC MPC 601 diaphragm
vacuum pump via several pneumatic parts (a valve and various push-in fittings) (Fig.34).
Vacuum pump
Connection to Mask Aligner
Connection to Probe Station
Connection to other systems
Fig.34: Schematic assembly of the vacuum line (no tubes included)
ILMVAC diaphragm pumps (ILMVAC GmbH, Ilmenau, Germany) are oil-free pumping
mechanisms. They are available in two different materials, chemically resistant material
for pumping chemicals or standard materials for pumping air. Additionally, the pumps can
be delivered with controlled or non-controlled pumping speed. These pumps are capable of
delivering ultimate pressures from of 75, 8, 2 or <1 mbar. Each pump has a compact design
with a low noise level, a long lifetime and simple construction for low cost operation.
The pump used in this work is the ILMVAC diaphragm pump MPC 601. It is a chemically
resistant pump which is able to provide the system with a pumping speed of 3.8/4.2 m3/h
(at 50/60Hz) and a pressure of < 75 mbar.
_________________________________________________________________________ Page 47 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
3.6 Grounding
Semiconductor parts are very sensitive to high voltage. To guarantee that the wafer will not
be destroyed by electrostatic discharge and to prevent every possibility of damage caused
to the wafer itself or to mounted ESD sensitive devices an ESD protection is included in
the alignment system. This protection contains two 1 resists. The one end of each
resist is connected to a common ground and the two remaining ends one to the wafer-
holder and the banana plug-in for the user.
MΩ
Fig.35: Picture of the ESD protection device
_________________________________________________________________________ Page 48 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
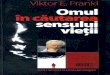
3.7. Assembly
The alignment system is built up on a heavy steel base plate to make the system insensitive
to vibrations. The alignment table is also equipped with two rail systems. The mask-holder
is located on four “legs” where it is fastened with four hand-knobs. Before placing the
wafer on the wafer-holder the hand-knobs have to be released so that the mask-holder can
be removed. The manipulator system including the wafer-holder is mounted on the slide of
the short rail. The other rail has two slides, one for the microscope and one for the UV-
lamp. This construction makes it possible to switch from the microscope to the UV-lamp,
to do the exposure after the alignment is done, without removing them. The valve to the
vacuum system is fixed with a self designed holder and the timer and the ESD-device are
also included on the base plate.
Fig.36: Alignment system without the UV-lamp
_________________________________________________________________________ Page 49 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Fig.37: Alignment system including the UV-lamp
_________________________________________________________________________ Page 50 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
4. Conclusion
This project is paid with money from the EU and there are several rules to act on. If there
is need for commercial parts or products three different offers from three different
companies have to be requested. This three offers are opened at the same time and
afterwards they are discussed which one is the best. After the evaluation emails are sent to
the two other companies that another offer will be taken. Now the companies have three
weeks time to make a better offer if a second offer is sent this one has to be taken.
It is clear to see that this bureaucratic procedure is very time consuming and makes
working much more difficult than it would be without.
And now the good news: after performing some test it was sure that this low-budget
system works quite well. However, with a higher budget it would be possible to improve
the alignment table with some helpful upgrades.
The mask-holder shows a little problem: the clamps are not strong enough to hold down
the mask. To get a better fixing a new mask-holder has to be designed, e.g. a vacuum
holder similar to the wafer-holder. The usage of smaller masks turns out to be another
problem. The solution for this problem can be solved by designing a special separate
holder for small masks.
The constructed alignment system is a contact aligner. This makes the alignment a bit
tricky because it is not clear to see when there is sufficient contact between the mask and
the wafer. An additional system containing pressure or weight sensors (three of them in a
triangular arrangement) would offer a more convenient handling and increase the accuracy
of this step.
Commercial alignment tables are generally equipped with a split-field microscope. This
microscope combined with a CCD-camera makes it possible to view both alignment areas
at the same time on a monitor. This is a reliable way to align the mask and the wafer faster
and more accurate.
_________________________________________________________________________ Page 51 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
To reach an even higher performance the manual adjustable manipulators should be
replaced by motorised ones. This solution also offers a better controlling, a higher
sensitivity and the benefit that the system does not have to be touched directly. This makes
the alignment more precise.
Last but not least it would be a good idea to add an enclosure to the alignment table. This
enclosure makes the system safer for the process and the user. It could be a commercial
enclosure made of various parts from a company (e.g. KJN / Bosch Rexroth AG) or a
completely self-designed enclosure.
_________________________________________________________________________ Page 52 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
NOTES AND REFERENCES
Literature: [1] Technisches Zeichnen, Hans Hoischen, Cornelsen, 2003 [2] Dr. Petereins, Vorlesungs-Skript Mikrotechnologie, 2004 [3] Younan Xia & George M. Whitesides, Soft Lithography, Annual Review of Material Science 1998, Volume 28, pp. 153-184 [4] Bender, Plachetka, Ran, Fuchs, Vratzov, Kurz, Glinsner, Lindner,
High Resolution Lithography with PDMS molds, J. Vac. Sci. Technol. B 2004, Volume 22, Issue 6, pp. 3229-3232
[5] Xiao-Mei Zhao, Younan Xia, George M. Whitesides,
Fabrication of 3D micro-structures: microtransfer molding, Advanced Materials 1995, Volume 8, Issue 10, pp. 837-840
[6] J. Tien, Y. Xia, G.M. Whitsides, Microcontact Printing of SAMs,
in Thin Films: Self-Assembled Monolayer of Thiols, Academic Press, 1998, Vol. 24, pp. 228-251
[7] Y.Xia & G.M. Whitesides, Self-Assembled Monolayer Films: Microcontact Printing, in Encyclopedia of Meterials: Science and Technology, Pergamon, 2001, pp. 8309-8315
[6] Jon S. Wilson, Sensor Technology Handbook, Elsevier, 2005 [7] Mohamed Gad-el-Hak, The MEMS Handbook, CRC Press LLC, 2002 [8] Magnus Krogh, Soft Lithography for Dummies, Linköping University, 2000
_________________________________________________________________________ Page 53 of 54

Johannes Frankl Construction of a Mask Alignment Table 26.12.2005
Internet: Photo- & Soft-Lithography http://en.wikipedia.org/wiki/Photolithography http://en.wikipedia.org/wiki/Soft_lithography http://www.ee.byu.edu/ http://www.research.ibm.com/journal/rd/411/chiu.html http://www.intel.com/technology/silicon/lithography.htm http://www.research.philips.com/technologies/light_dev_microsys/softlitho http://www.wtec.org/loyoly/nano/US.Review/04_02.htm http://www.geocities.con/guerinlj Commercial Mask-Aligners http://www.suss.com http://www.oainet.com http://www.abmfg.com http://www.evgroup.com Timer http://www.holger-klabunde.de/projects/backcnt.htm Manipulators http://www.newport.com http://www.mellesgriot.com http://www.alioindustries.com http://www.owis-staufen.de Microscope http://www.mikroskop-shop.de http://www.zeiss.com http://www.leica.de http://www.microscopeusa.com http://www.spectraservices.com http://www.skooppipalvelu.fi Light-Source http://www.photonic.at http://www.luxtel.net UV-Lamp http://uvp.com Vacuum Pump http://www.ilmvac.de Enclosure http://www.fibox.com
_________________________________________________________________________ Page 54 of 54





![090427 Lecture 9 (Photolithography).ppt [호환 모드]Mask to Wafer Alignment • Alignment: Each mask following the first must be carefully aligned to the previous pattern on the](https://img.pdfslide.us/doc/110x75/613340a7dfd10f4dd73af7c9/090427-lecture-9-photolithographyppt-eeoe-mask-to-wafer-alignment.jpg)