Embed Size (px)
Citation preview

GASTECH 200014-17 November 2000Houston, Texas, USA
Construction and Operation of SK Supreme-KOGAS GTT Mark III LNG Tanker
C.H. Park, S. H. Kang

Park 2
1. Size Issue
1.1 Main Particulars
SK Supreme , KOGAS LNG tanker, built by SHI(Samsung Heavy Industries Co., Ltd.), isunprecedented size of ship with GTT s Mark-III containment system. The main particulars are shown inTable 1, and general arrangement of this ship is introduced in Figure 1.
The history of the LNG carrier goes back to mid 1950s. The basic concept of membrane system wasdeveloped in 1954, and the stainless steel membrane was developed by Technigaz in 1960. Pythagore ,the first experimental ship of 630m3 cargo volume constructed in 1964, was equipped with 1mm thicknessstainless steel and PVC—foam insulation panel. The first methane carrier, Descartes , was built in 1971.Her cargo tank volume was 50,000m3, and insulation system was made by 1.2mm thickness stainless steeland balsa wood. In proportion to the increase of cargo tank size, the superior cargo containment systemhas been developed from Mark-I system to Mark-III system. Mostepha Ben Boulaid of 125,260m3 cargovolume was built by Mark-I system in 1976, and Aman Bintulu of 18,900m3 cargo volume wasconstructed by Mark-III system in 1993. Finally, SHI constructed SK Supreme of 138,000m3 cargovolume in December 1999.
Table 1: Main Particulars of SK Supreme
Item SK Supreme
LOALBPBmldDmld
TdGross tonnageDead weight
Cargo tank capacityService speedCruising rangePower(MCR),Boil off rate
278.85 m266.00 m42.60 m26.00 m11.30 m
92,866 ton69,100 ton at Td
138,375 m3
20.30 knots13,000 nmiles
29,040 kW0.15% per day
Cargo pumpSpray pump
Low duty compressorHigh duty compressor
LNG vaporGas heater
N2 generatorIGG
1,700 m3/h × 155mlc × 8sets50 m3/h × 145mlc × 4sets
8,500 m3/h × 200/103 kPaA × 2sets32,000 m3/h × 200/103 kPaA × 2sets
1,560 kW/h × 1set1,650 kW/h × 2set90 Nm3/h × 2sets
14,000 m3/h × 1set

Park 3
Figure 1: General Arrangement of SK Supreme

Park 4
1.2 Technical Verification for the Ship Enlargement
For the ship enlargement of 138,000m3 LNG carrier, SHI examined the question on technical verificationfrom every possible aspect. These could be classified into the design and the construction processes.
In design aspect, the hull form was developed to accomplish the moderate speed up to 20knots, and tosatisfy maneuverability according to IMO A.751. The ship-shore compatibility with existing and newberths, was checked by mooring force, berth strength, mooring layout, cargo manifold layout, andloading/unloading capacity. The hull strength was evaluated by the whole ship F.E. analysis. Cargo tanklengths were determined by the design guideline of GTT. Cargo containment system was made by thedesign of GTT. It covered, thermal structural analysis, fatigue analysis for panel and membrane, materialproperties for R-PUF and test, insulation panel thickness, boil off rate calculation, dynamic cargo pressurecalculation based on the hull accelerations, liquid motion pressure calculation in tanks, stress analysis forcargo tank liquids domes, material control and coding system for all components of cargo containment,and maximum allowable temperature for cargo loading and hull steel grade selection.
In construction aspect, facilities such as special scaffoldings and welding had to be prepared. Many kindof automatic or manual handling machines were engaged, and various tools and jigs were used. Cargotank materials were localized and supplied in time, such as R-PUF, Plywood, triplex, glue, glass wool,panel fabricating and assembling. The quality control was performed based on inspection and test plan.Material control performed by coding system. Tolerance and accuracy control was accomplished for allcomponents into pre-fabrication and installation. So hull accuracy of SK Supreme was restricted to±4mm/3m, while that of general ship is ±6mm/3m.
2. Structural Analysis
The following structural analyses were carried out to verify the structural safety of the vessel.
2.1 Structural Analysis based on Dynamic Load Approach (DLA)
For the whole ship structural analysis, the expected wave loads have to be calculated. The ship motionanalysis was done using 2D strip method and the transfer functions of ship s responses could be obtained.The short term and the long term analysis were carried out based on the Modified Pierson-Moskowitzwave spectrum and the North Atlantic wave data, respectively. In the short term analysis the cosinesquared spreading function was considered. The extreme values during ship s life were determined fromthe results of long term analysis based on the probability of occurrence 10-8. In the wave load analysis,six(6) cargo loading conditions were considered; full load, ballast, No.1 tank empty, No.2 tank empty,No.3 tank empty and No.4 tank empty condition.
The concept of equivalent wave was applied for the structural analysis. A regular wave was determined tomaximize the Dominant Load Parameter (DLP). The instantaneous value of loads components can becalculated by considering the phase angles that the corresponding DLP reaches the peak value. [1] TheDLP items considered were maximum vertical wave bending moment, maximum vertical acceleration inway of No.1 tank, maximum lateral acceleration, and maximum roll angle.
With the calculated wave loads, the whole ship Finite Element (FE) analysis was performed. Figure 2

Park 5
shows the 3D whole ship FE model. The stress assessment was done based on the whole ship FE analysisand the buckling strength of longitudinal members was also investigated.
Figure 2: Deformation and stress distribution of whole ship structure by DLA analysis
For the highly stressed areas from whole ship FE analysis, the zooming analyses were carried out. Theboundary conditions for zooming analyses were obtained from the whole ship FE analysis.
2.2 Fatigue Analysis based on Spectral Approach
The fatigue strength assessment of structural details was carried out using spectral method. The spectralapproach has been known to be reliable and the fatigue strength has been one of the most important itemsin structural design. We have developed the simplified spectral assessment procedure based on the unitload component approach by ourselves. [2] We applied this procedure to the fatigue strength assessmentof structural details. The fatigue lives of the following structural details were calculated;
- Openings of trunk deck, inner deck and upper deck
- Longitudinal connections to transverse web and bulkhead in way of side shell and bottom
- Hopper connections
- Connections between inner deck and longitudinal bulkhead
- Connections between cofferdam and longitudinal girder
- Horizontal stringers
Figure 3 shows the very fine mesh FE models for the spectral fatigue analysis. The shortest fatigue life of33 years was obtained at hopper connection from the results. Considering that the target fatigue life was25 years, it was verified that all structural details met the required fatigue life.

Park 6
Figure 3: Fine mesh FE model of deck opening for Fatigue analysis based on spectral approach
2.3 Liquid Motion Analysis due to the Partial Filling of Cargo Hold
We have carried out liquid motion analysis to check the resonance between partially filled cargo and shipmotions and to obtain the possible impact pressure on structures in the cargo holds. As the results, therewas no resonance with ship motion at any filling ratios. The liquid motion pressures on structures in cargoholds were also acceptable from the strength point of view.
2.4 Thermal Stress Analysis of Gas Dome Structure
For the design of gas dome structure, the thermal stress due to the temperature variation has to beconsidered. We have carried out the heat transfer analysis to obtain the temperature distribution of gasdome structure. Then, with the calculated temperature distribution, the thermal stress analysis was doneusing FE method. It was found that the value of thermal stress was below the permissible.
2.5 Strength Analysis of Pump Tower in Cargo Hold
Since the pump tower structure in cargo hold is a type of hanging structure, the cover and the base plateshould be checked from the strength point of view. In this analysis, the inertia force due to ship motionand the liquid motion pressure were considered. As a result, the pump tower structure was proven to haveenough strength.
2.6 Membrane Sheet Analysis
There are many types of membrane sheets in cargo hold. All membrane sheets can absorb the deformationof the hull structure and deformation due to the low temperature. We have investigated the strength ofvarious types of membrane and could prove that all types of membrane sheets have enough strength.
3. F-AMC
Fire risks were to be evaluated, and systematic analysis on measuring the greatest possible extent and thedesign solution, was carried out.

Park 7
Table 2: Application of Detail F-AMC of SK Supreme
Action byDescription
Shipbuilder ClassFire risk analysis (FRA) Prepared by SHI Approved by ABSIssues LOC - By ABSFire protection manual Prepared as built by SHI Approved by ABSConcerned drawingsFire integrity plan for accommodation layoutEmergency exit arrangement and engine roominsulation arrangementArrangement of fire hydrant and portable fireextinguisher in engine roomFire control and safety planHigh pressure CO2 fire extinguishing systemon deck and in Engine roomCO2 Room layoutLDOSE fire fighting appliancesFixed foam fire extinguishing in engine roomFire and gas detecting system layout in accom-modation, on cargo deck, and in engine roomNotice and warning instruction signboards planOn board test method
Prepared by SHI Approved by ABS
This ship were built and equipped with the additional F-AMC. Where, A means the accommodationspaces, M refer to the machinery spaces, and C does the deck and cargo areas, of DNV Class notationwith letter of compliance by ABS Class. Table 2 shows detail application of F-AMC for SK Supreme .
Objects considered in F-AMC were fittings and pipe connection on oil tanks, oil purifiers, oil filters, oilpumps of all tanks, heating exchangers for oil, oil burning systems, air and sounding pipes for oil tanks,and various items for oil pipes under pressures. The oil systems representing risk of oil leakage wascontained not in operation but also under maintenance. And, open flame, components below theinsulation of surface temperature of 220°C or more such like hot exhaust pipes or steam pipes,spontaneous combustion, human errors by open flames such as smoking, gas welding, flame cutting, andsoldering, were also considered.
Fire protection manual specified not description of means of escape in case of fire, but also description,indication of location, and instruction for use on the alarm, extinguishing, and protecting equipment. And,it contained instructions for the maintenance of the above systems and equipment, specification of testsystems and test procedures in connection with training and the use of them, and plans for fire fightingand extinguishing in the accommodation, engine room, and cargo area.
The high pressure CO2 flooding system protects, incinerator room, port switchboard room, starboardswitchboard room, electric motors room, cargo auxiliaries room, fuel oil room, inert gas room, paint store,emergency generator room, and steering gear room.

Park 8
4. Ballast Exchange Simulation
The unwanted marine organisms in ships’ ballast waters being discharged in sea waters near overseasports have resulted in the implementation of several guidelines such as Voluntary Guidelines by the AQIS(Australian Quarantine and Inspection Service) to minimize the transfer of the harmful organisms. Similarguidelines have also recently been adopted by IMO(International Maritime Organization) and theeffective ballast management plan to limit the amount of ballast consumed has been developed by the shipowners and ship builders. Ballast water exchange of LNG carrier which should be performed in deepwater sea away from the coast and port is considered most actual method for the ballast management upto now and can be carried out by either the sequential empty-refill method or by flow through method.
4.1 Sequential Method
The sequential method is the way of completely emptying and refilling ballast tanks. This method has themerit of the lower costs than the flow through method, but requires considerable schemes to ensure thatthe ship will remain within the accepted criteria. The vessel stability, high bending moments, propellerimmersion, bridge visibility, and list angle are to be considered to assess the sequential exchange process.And the effects of ballast water exchange on slamming due to the reduced forward draft, sloshing, anddamage stability/survivability were taken into account. The most important things are the time to executea sequence, the number of steps, the number of tanks, the number of ballast movements and the time toballast to original drafts. Implementing the sequential method of exchange is problematical and it isdifficult to maintain forward/ after drafts and satisfy the longitudinal strength criterion on LNG carrier. Toavoid the concerns of forward and after drafts, and extreme trims, the sequential method should be carriedout in deep water and calm sea zone.
The LNG carrier has 8 W.B.T.(Water Ballast Tank) No.1(P,S) ~ No.4(P,S)) with the volume capacity of44923.8 m3 except F.P.T., FWD W.B.T., E/ROOM W.B.T., and A.P.T. totally. To exchange the ballastwater of above 8 W.B.T., we can use one pump with the capacity of 3000 m3/h which allocate the flowrate of 1500 m3/h to two W.B.T. respectively. Therefore, complete ballast water exchange requires 4sequences of emptying and refilling. The total time to perform 4 sequences which are emptying andrefilling all tanks is about 29.95 hours.
4.2 Flow-through(Overflow) Method
The alternative method for ballast water exchange, flow-through method involving the continuousflushing of ballast tanks which does not affect ship s condition and stresses, has been demonstrated onfull scale ship and ballast equal to three times the tank capacity approximately must be pumped throughthe tank to get 95% exchange ratio in removing aquatic organisms. The flow through method which candetermine the time to overflow each tank individually and the time to overflow sets of tanks to reducetime does not change the stability, stress, and ship attitude. But it is important to assess the piping andoverflow arrangements to ensure that the tank will not be over-pressurized.
The time to overflow each tank and the proper locations of inlet and outlet in W.B.T. should be estimatedfor desirable shipping service before ocean going. Full scale test and model scale test to estimate theballast exchange have the difficulties of experimental measurement and high expenses, respectively. But,the method using computational fluid dynamics can estimate the ballast exchange more easily and lessexpensive. The CFD code to calculate the dynamic motion of flow particle in 3-dimension has been

Park 9
developed for the exchange simulation and the ballast water exchange adopting the flow through methodis described very well for the W.B.T. of LNG carrier. The inflow and outflow velocity based on theexperimental result[3][4], which show that 3 times of tank volume produce a ballast water exchange of95%. The modeling of actual tank can be performed for the simulation. The outflow rate has to be equalto the inflow rate because of the mass conservation. To observe the exchange rate, we have added theconvection and diffusion equations of the concentration to the original Navier-Stokes equation. We haveperformed the simulation of ballast water exchange for the tank with the pump capacity of 3000 m3/h,3500 m3/h, and 4000 m3/h.
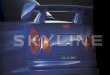
Figure 4 show that the relation between average concentration and time for 3 different pump capacities of3000 m3/h, 3500 m3/h, and 4000 m3/h. To exchange the ballast water of all W.B.T.(No.1(P,S) ~No.4(P,S)) with the volume capacity of 44923.8 m3 except F.P.T., FWD W.B.T., E/ROOM W.B.T., andA.P.T. in 138K LNG carrier, we can use two pumps in parallel each which allocate the flow rate to fourW.B.T. respectively. The complete ballast water exchange requires fresh sea water of 3 times of total tankvolumes. The total time to perform flow-through exchange that is flushing ballast tank continuously withthe flow rate of 1500m3/h in each tank is about 22.46 hours. The required time is less than that of thesequential exchange. The flow-through method eliminates concerns of exceeding shear force and bendingmoment limits, so it is safer method than the sequential exchange from LNG carrier. But, flow-throughmethod that need more piping and valves as the overflow arrangements, requires more expensive coststhan the sequential exchange method. The additional cost is about US$130,000 in flow-through method,which is the defrayal to the ship owner for adopting the flow-through method.
time(sec.)
con
cen
tr ati
on(%
)
0 10000 20000 30000 400000
10
20
30
40
50
60
70
80
90
100
3000 m3/h3500 m3/h4000 m3/h
Figure 4: Exchange Time as Pump Capacity
4.3 Discussion
Either a sequential method or flow-through method can be chosen as the ballast water exchange methodin LNG carrier. Following Table 3 shows the comparison between 2 methods.

Park 10
Table 3: Comparison of Exchange Schemes
Item Flow-through method Sequential method
Sea state for exchange Moderate sea Calm seaStability(GoM) 7.81 m 4.43 mMin. FWD draft 9.050 m 7.266 mBending moment 258861 tonÆm 275000 tonÆmPropeller immersion 106.1 % 101 %Bridge visibility Satisfy IMO criteria Satisfy IMO criteriaList angle 0 … 1.3 …Ballast pump 3000 m3/h × 2 sets 3000 m3/h × 1 set
Total cargo tank capacity 44923.8 m3 44923.8 m3
Exchange tanks/sequence 4 2Total exchange time 22.46 hour 29.95 hour
According to Table 3, the flow-through method has more merits than the sequential method except thecosts. As 138K LNG carrier must have minimum FWD draft 8.2m to prevent bow slamming, the lowestFWD draft 7.266 m in sequential exchange may result in severe bow slamming. These demerits have theoperator of ship operate the ballast water exchange system in calm sea zone only, which is the veryimportant element to the ship owner and operator. In this 138K LNG carrier, flow-through method will bebetter than sequential method in spite of expensive cost, and should be arranged well so that flow-throughcan be carried out without the risk of over-pressurizing tanks.
Figure 5: Simulation Result of Flow-through Method

Park 11
5. Quality Management
Contract of this ship was signed on 30th December 1996. Steel cutting was started on 2nd October 1997,and keel plate was laid on 2nd February 1998. This ship was launched on 6th June 1999, sea trial wascompleted on 27th July, and gas trial was terminated on 21st September. After 8(eight) days of re-docking,this ship was named SK Supreme on 19th November 1999, and delivered on 4th January 2000.
Figure 6: Construction View of SK Supreme
During all construction periods, quality management had been accomplished by LNG PM(projectmanagement) team. LNG PM team consisted of coordination part and cargo containment managementpart. Work scope of coordination part was the manufacture process management, the window for ownerand class to provide necessary information, the contact point of GTT and outside support group fortechnical aspects, and financial management of budget. Work scope of cargo containment managementpart was the development and management of cargo tank material for domestic production, and themanufacture process management focuses on cargo hold.
In hull block, deformation for inner hull was restricted to ±3mm/3m, while restraint of GTT specificationwas ±4mm/3m of. All material for cargo tank, such like insulation panel, R-PUF board, and membrane,were supplied in time by domestic production, based on inspection by detached members of LNG PMteam. SHI improved the tank construction process and reduced an amount of construction period, by

Park 12
standardization of insulation panel size and by automation of membrane welding. The leak test wasperformed by using the reactive paint and the mixture gas of NH3 and N2. This method has an advantageof finding exact location of tiny leak. In SK Supreme , 11 locations of leakage were found, but it meansonly 0.16 locations per every 100m2 of tank area.
Figure 7: Constructed SK Supreme
6. Sea Trial and Gas Trial
Sea trial was performed off Koje island at ballast draught. Atmospheric temperature was 28°C and seawater temperature was 18°C. Beaufort scale was 3 and wave heights was below 1.3m. Speed trial wasperformed at 100%, 90%, 80%, 50%, and 30% engine load. After some manipulation according to SHIstandard correction method, the calm sea speed in design draft was obtained as 20.67knots.
In maneuvering trial, turning circle test, 10°/10° zigzag test, 20°/20° zigzag test, crash stop test, inertiastopping test, full ahead test, pull out test, Williamson turn test, helm effective test, reverse spiral test,steering gear test, maximum rudder angle test, bow thruster test were accomplished. Maneuveringcharacteristics satisfied IMO guideline as shown in Table 4.

Park 13
Table 4: Maneuverability Summary of SK Supreme
ItemIMO Guideline
(A.751)Model Test
(Design Draft)Sea Trial
(Ballast Draft)Advance 4.5 L > 2.77 L 2.50 LTurning
Ability Tactical Diameter 5.0 L > 2.53 L 2.90 L10°/10° First 17.7° > 9.5° 7.7°10°/10° Second 32.7° > 20.5° 18.6°
ZigzagOvershoot
Angle 20°/20° First 25.0° > 21.0° 20.2°Stopping Test Track Reach 15 L > 6.4 L(1,700m) 6.0 L(1,590m)
Rudder Area (% to LBP×Td) 74.4m2 (2.44%) 67.5m2 (2.21%)
Sea trial vibration measurement was performed at turbine revolution range between 50rpm and 92 rpm,and each levels of measurement data was evaluated by ISO-6954, IRD305-1, or IEC-945. Overallvibration characteristics of this ship was very satisfactory as shown in Table 5.
Table 5: Result of Vibration Measurement
Item Guideline Measurement
Longitudinal level 2.5 mm/sAccommodation
Transversal levelISO-6954 4 mm/s
1.8 mm/sAft end Johnson 9 mm/s 1.7 mm/sHull girder (trunk deck) ISO-6954 9 mm/s 1.0 mm/sVertical VibrationTurbine and Reduction gear IRD-305-1 4 mm/s 1.2 mm/sLongitudinal level 4.3 mm/s
Radar mastTransversal level
IEC-945 30 mm/s3.8 mm/s
Gas trial was performed at PyungTak terminal in January 1999. Each operation was performed untilrequired condition, such as tank temperature, pressure, gas control, etc., was attained. This showed thatthe cargo handling performance was satisfactory. The tightness of the membrane was also confirmed bythe fact of no gas leakage alarm in the cargo hold.

Park 14
Figure 8: Picture of Sea Trial and Gas TrialTable 6 shows the duration of the each operation.
Table 6: Summary Table of Gas Trial
Operation Estimation Actual Result
Tank drying 18H 18HNo.1 and No.4 tank inerting 9H 7HShipyardNo.2 and No.3 tank GN2 filling 25H 20HNo.2 and No.3 tank gassing up 15H 14HNo.2 and No.3 tank cool down 10H 8HTerminalLNG loading 18H 15.25HNo.1 and No.4 tank gassing up 12H 10HNo.2 and No.3 tank cool down 10H 8HPump test 25H 17HGMS test 25H 9HTank warm up 40H 35HTank inerting 26H 18H
Sea
Tank aeration 20H 20H
7. Operation Data
SK Supreme is operated in sea route from Qatar to Korea. During service voyage, operation data areobtained as shown in Table 7.
Table 7: Summary of Operation Data
Items Voyage I Voyage II VoyageIII
VoyageIV
Voyage V
Average Speed (knots) 18.05 18.79 19.40 17.01 17.58Sailing Period (Days) 28.9 27.7 26.8 30.9 29.8
Cruising Distance (nmile) 12,533 12,504 12,501 12,628 12,602FOC (ton/Day)
FOC/BOR (ton/m3)107.37 42.73
89.65 65.54
105.14 56.84
73.0351.88
84.1754.95
BOR (%, Laden Voyage) 0.135 0.137 0.107 - -LNG Cargo (m3) 136,113 135,684 135,658 135,850 135,836
8. Conclusion
The meaning of the constructing SK Supreme is the evidence of the quality of Mark-III cargo

Park 15
containment system. Mark-III system was successfully applied to the ship of large cargo capacity, and isworking safely.
To build LNG carrier as a green ship in environmental point of view, the blowing agent of R-PUF forinsulation panel has been developed under the License for GTT company and the approval of majorclassification societies. HCFC-141B, substituted for R22, has been replaced by CO2. Pentane may be usedalso, but it may lead to problem with gas detection. According to the change of blowing agent, thethickness of insulation panel has been increased from 250mm to 270mm to keep the boil off rate as 0.15%per day.
In the future, cargo capacity of LNG carrier would be enlarged up to 150,000~160,000m3, and the newship, that engages CS-1 cargo containment system, should be developed.
Thank you for continuous cooperation of GTT, ABS, BV, KR, Han Yang Metal, Han Yang Wood, FineTech, and Kang Rim.
Reference
[1] ABS, Analysis Procedure Manual for the Dynamic Loading Approach (DLA) for Tankers, 1992
[2] P. D. C. Yang, J. S. Lee, J. H. Yoon, and Y. S. Seo, Fatigue Strength Analysis and ReliabilityAnalysis of D/H VLCC, Transaction of SNAK, Vol.34, No.2, 1997 (in Korean)
[3] Geoff Rigby and Gustaaf Hallegraeff, The Transfer and Control of Harmful Marine Organisms inShipping Ballast Water: Behavior of Marine Plankton and Ballast Water Exchange Trials on the MVIRON WHYALLA, J. Marine Env. Eng., Vol. 1, pp 91-110
[4] G.Armstrong, BSc, PhD, CEng, FIMarE, Ballast System Design for Flow-through Exchange ofBallast Water’