Embed Size (px)
Citation preview
Our Associate companies Rhishikesh Engineering Pvt Ltd Aarav Engineering Industries www.constroequipments.com
CLC BLOCK MANUFACTURING TECHNOLOGY
ISO 9001 : 2008
Simplified Construction Technology
www.marutihydraulics.com
Constroequipments
Advantages of Maruti Hydraulics CLC Plant and blocks produced from Our machines
Maruti Hydraulics Pvt ltd has been into manufacturing of construction machinery since 1991.We have been pioneers in manufacturing of Concrete Block Making Machines , Paver Block makingmachines , Tile making machines . Post the year 2001 we also started manufacturing of Automatic flyash brick making machines. With the know how of manufacturing high precision ,high speed blockmanufacturing machines , we started manufacturing CLC block making machines since 2011, withinnovating solutions, accurate and unique design we have achieved landmarks in manufacturing ofCLC block manufacturing process.
All the machines are indigenously designed , our team is capable of achieving the best results interms of quality of the blocks manufactured .
All our machines from Pre mixing , mixing , pre curing, demoulding ,cutting , transfer and Steamcuring are precisely set and designed to achieve best quality CLC blocks .In a very short span of time we have set up more than 40 plants till 2012 and increasing per month all over India.
Our unique and most cost effective Portable cutting machine has given us advantage in achieving landmark quality standards, along with our standard 1 cum automatic cutting machine which is the most accurate and sturdiest machine in the country.Post our achievements we have also been consulting to other plants which are striving hard to make their production line a successful venture.
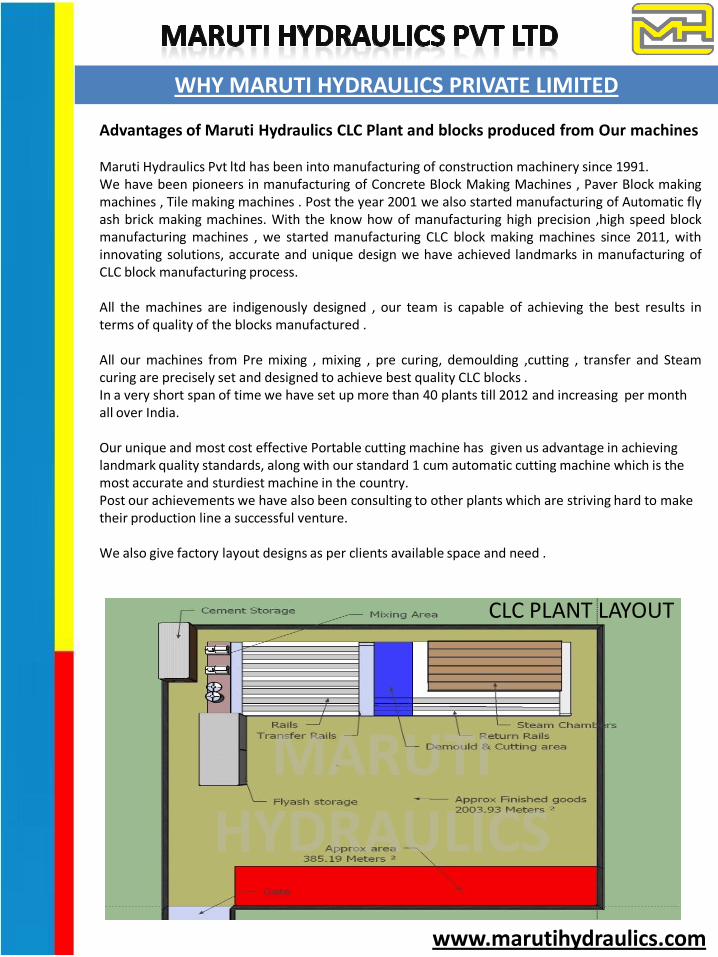
We also give factory layout designs as per clients available space and need .
WHY MARUTI HYDRAULICS PRIVATE LIMITED
www.marutihydraulics.com
CLC PLANT LAYOUT

Slurry Mixer : Vertical slurry mixer acts as primary stage mixer for higher capacity plants , which also helps in consistent mix design and also reduces labour errors and cost.
Batching system : our weighing hoppers are equipped with the best weight measuring system. This gives you most accurate flyash , cement , water , lime feeds into the mixer.
Material feeding conveyors : we use all belt conveyors and screw conveyors of feeding raw material in the mixers .
Mixer : our clc mixer has a unique blade designs which is suitable for Indian mixing ratios .It works in single direction with dual mixing blades for fastest homogenous mixing . Auto dosing system , foam dispenser and complete automatic feeding system ensures consistent quality control of clc blocks .complete research of the product and close working with our existing clients help us developing our product better for our future clientele .
Foam generator: indigenously designed and takes care of all types and makes of foaming agent.
Compressor : we use branded air compressors INEST IWATA Japan , Ingersoll Rand .or equivalent.
CLC PLANT MACHINERY DETAILS
Slurry mix and batching system
Compressor
Mixer
Foam GeneratorMaterial feeding Conveyors
Cassette moulds Mould .6 cum Mould 1 & 1.5 cum
Moulds : we make moulds sizes from 0.54 cu m to 1.5 cu m depending on the capacity of the entire plant .
www.marutihydraulics.com
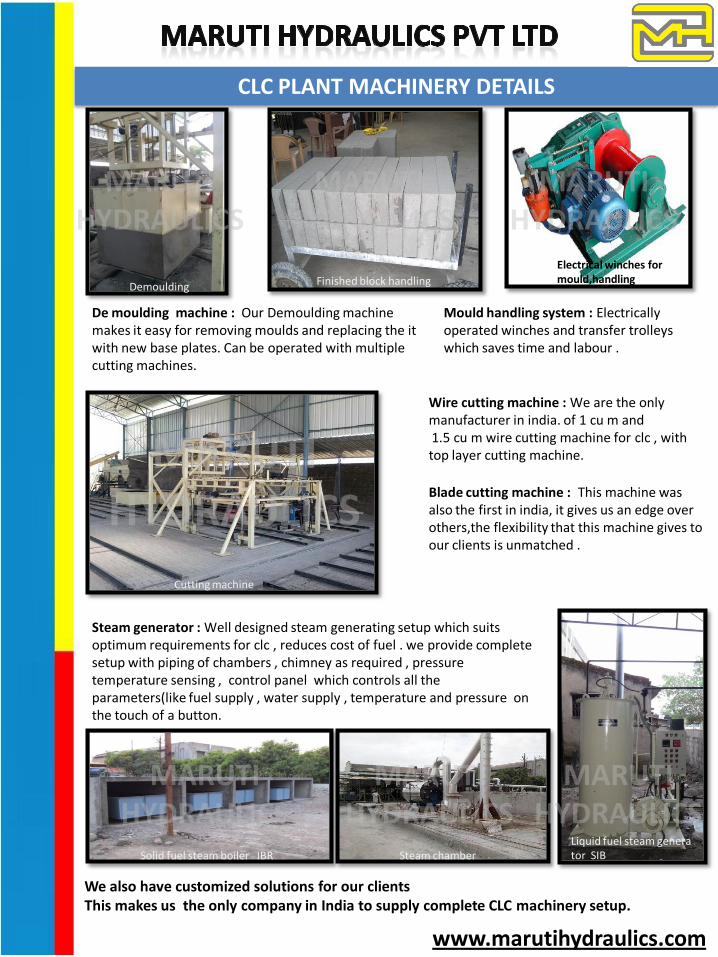
De moulding machine : Our Demoulding machine makes it easy for removing moulds and replacing the it with new base plates. Can be operated with multiple cutting machines.
Wire cutting machine : We are the only manufacturer in india. of 1 cu m and1.5 cu m wire cutting machine for clc , with top layer cutting machine.
Demoulding
Cutting machine
Finished block handling
Mould handling system : Electrically operated winches and transfer trolleys which saves time and labour .
Electrical winches for mould,handling
Blade cutting machine : This machine was also the first in india, it gives us an edge over others,the flexibility that this machine gives to our clients is unmatched .
Steam chamberLiquid fuel steam generator SIBSolid fuel steam boiler IBR
We also have customized solutions for our clients This makes us the only company in India to supply complete CLC machinery setup.
CLC PLANT MACHINERY DETAILS
Steam generator : Well designed steam generating setup which suits optimum requirements for clc , reduces cost of fuel . we provide complete setup with piping of chambers , chimney as required , pressure temperature sensing , control panel which controls all the parameters(like fuel supply , water supply , temperature and pressure on the touch of a button.
www.marutihydraulics.com
Raw materials
Fly ash,Cement, Water Foaming agent Sand (may or may not)
Infrastructure Required
Capacity 15 cum to 200 cum/dayLand – 2000 sq m to 6000 sq m as per plant capacity .Shed - 200 sq m – 900 sq mWater supply – 7500 ltrs/day to 120000 ltrs/dayElectricity supply – 12.5 hp to 60 hp Civil work – 200 sq m to 900 sq m
CLC RAW MATERIALS AND INFRASTRUCTURE REQUIRED
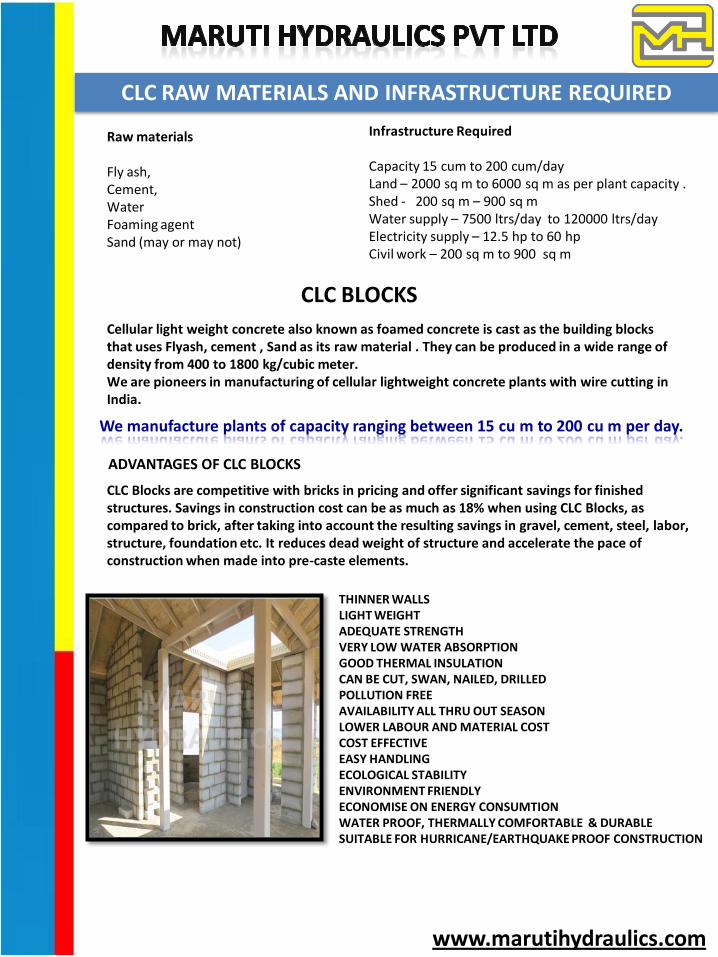
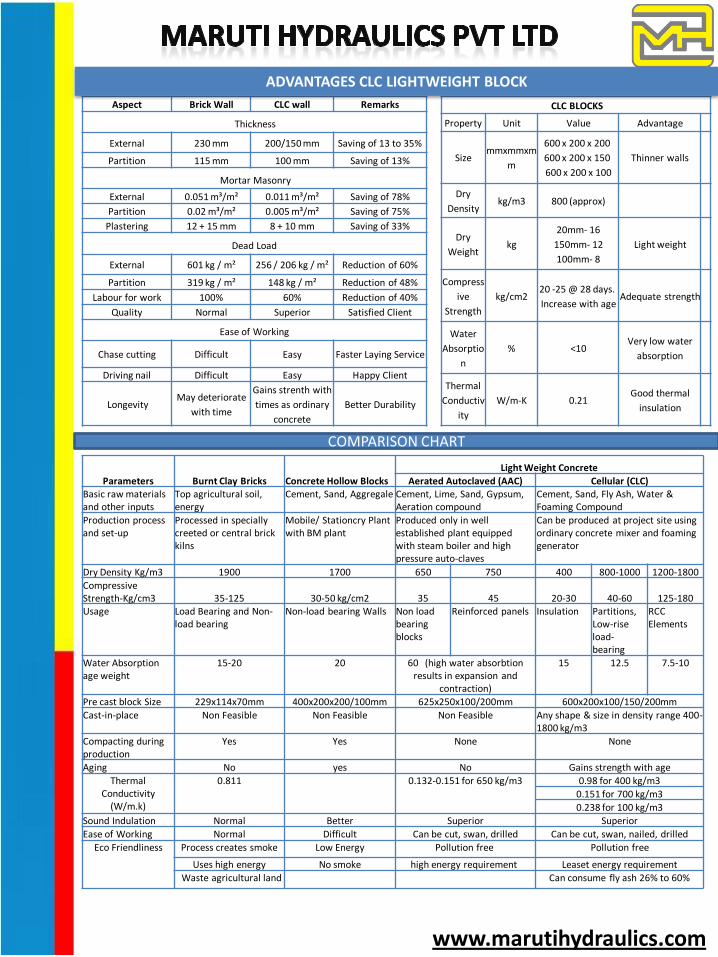
CLC BLOCKS
Cellular light weight concrete also known as foamed concrete is cast as the building blocks that uses Flyash, cement , Sand as its raw material . They can be produced in a wide range of density from 400 to 1800 kg/cubic meter.We are pioneers in manufacturing of cellular lightweight concrete plants with wire cutting inIndia.
ADVANTAGES OF CLC BLOCKS
CLC Blocks are competitive with bricks in pricing and offer significant savings for finished structures. Savings in construction cost can be as much as 18% when using CLC Blocks, as compared to brick, after taking into account the resulting savings in gravel, cement, steel, labor, structure, foundation etc. It reduces dead weight of structure and accelerate the pace of construction when made into pre-caste elements.
THINNER WALLSLIGHT WEIGHTADEQUATE STRENGTHVERY LOW WATER ABSORPTIONGOOD THERMAL INSULATIONCAN BE CUT, SWAN, NAILED, DRILLEDPOLLUTION FREEAVAILABILITY ALL THRU OUT SEASON LOWER LABOUR AND MATERIAL COSTCOST EFFECTIVEEASY HANDLING ECOLOGICAL STABILITYENVIRONMENT FRIENDLYECONOMISE ON ENERGY CONSUMTIONWATER PROOF, THERMALLY COMFORTABLE & DURABLESUITABLE FOR HURRICANE/EARTHQUAKE PROOF CONSTRUCTION
www.marutihydraulics.com
We manufacture plants of capacity ranging between 15 cu m to 200 cu m per day.
• Large Factory setup not required Production of CLC does not require a large factory setup and an elaborate processing as required by AAC. This makes cost production of CLC much lesser than that of AAC . Investment in a CLC plant is as less as 10% of investment required in an AAC plant.• Production method of CLC is simpler CLC light weight blocks can be produced onsite as well due to its simple manufacturing process.• CLC is more environment friendly.
ADVANTAGE OF CLC OVER OTHER LIGHT WEIGHT CONCRETE
• Erosion of fertile soilManufacturing of traditional red bricks requires top layer soil as its primary raw material. This is the fertile soil good for agriculture purpose. CLC Block manufacturing on the other hand uses flyash as rawmaterials therefore helps in preventing natural top soil erosion.• Air pollution and Fuel requirementClay bricks are made by firing which leads to smoke and thus causes air pollution. CLC Blocks manufacturing on the other hand does not involve firing and thus no air pollution.Further there is a considerable fuel saving in transportation cost for CLC as it is lighter than clay bricks and can also be produced onsite itself.• Small Size of Clay BricksClay bricks are small in size and hence require more mortar and manpower than CLC Blocks A CLC block substitutes 6 bricks for an external/party wall and 8bricks in case of internal/partition walls. • Inadequate SupplyClay bricks production can not keep pace with the increasing demand in the construction market mainly due to manual production process, availability of rawmaterial and labour. CLC production on the other hand can be both semiautomatic aswell as automatic and the rawmaterial required is in abundant. • Inhomogeneous QualityModern methods of manufacture produce bricks with consistent qualities, but compressive strength of individual bricks in a given batch varies due to naturally occuring rawmaterial and the method of firing. The quality of CLC production can be controlled accurately at the project site. The shape and size of clay bricks are not uniform while that of CLC Blocks are completely uniform .In addition to the above Loading and handling loss is higher for clay bricks than CLC blocks.In traditional burnt clay bricks plaster is a necessary whereas in CLC Blocks direct gypsum plaster can be applied.Due to many factors thus a need for an alternate building material was evident. CLC not only overcome shortfalls of clay or red bricks but has eased the construction process in many ways.
www.marutihydraulics.com
ADVANTAGE OF CLC OVER OTHER CLAY BRICKS
CLC BLOCKS
Property Unit Value Advantage
Sizemmxmmxm
m
600 x 200 x 200
600 x 200 x 150
600 x 200 x 100
Thinner walls
Dry
Densitykg/m3 800 (approx)
Dry
Weightkg
20mm- 16
150mm- 12
100mm- 8
Light weight
Compress
ive
Strength
kg/cm220 -25 @ 28 days.
Increase with ageAdequate strength
Water
Absorptio
n
% <10Very low water
absorption
Thermal
Conductiv
ity
W/m-K 0.21Good thermal
insulation
Aspect Brick Wall CLC wall Remarks
Thickness
External 230 mm 200/150 mm Saving of 13 to 35%
Partition 115 mm 100 mm Saving of 13%
Mortar Masonry
External 0.051 m³/m² 0.011 m³/m² Saving of 78%
Partition 0.02 m³/m² 0.005 m³/m² Saving of 75%
Plastering 12 + 15 mm 8 + 10 mm Saving of 33%
Dead Load
External 601 kg / m² 256 / 206 kg / m² Reduction of 60%
Partition 319 kg / m² 148 kg / m² Reduction of 48%
Labour for work 100% 60% Reduction of 40%
Quality Normal Superior Satisfied Client
Ease of Working
Chase cutting Difficult Easy Faster Laying Service
Driving nail Difficult Easy Happy Client
LongevityMay deteriorate
with time
Gains strenth with
times as ordinary
concrete
Better Durability
Parameters Burnt Clay Bricks Concrete Hollow Blocks
Light Weight Concrete
Aerated Autoclaved (AAC) Cellular (CLC) Basic raw materials and other inputs
Top agricultural soil, energy
Cement, Sand, Aggregale Cement, Lime, Sand, Gypsum, Aeration compound
Cement, Sand, Fly Ash, Water & Foaming Compound
Production process and set-up
Processed in specially creeted or central brick kilns
Mobile/ Stationcry Plant with BM plant
Produced only in well established plant equipped with steam boiler and high pressure auto-claves
Can be produced at project site using ordinary concrete mixer and foaming generator
Dry Density Kg/m3 1900 1700 650 750 400 800-1000 1200-1800
Compressive Strength-Kg/cm3 35-125 30-50 kg/cm2 35 45 20-30 40-60 125-180 Usage Load Bearing and Non-
load bearing Non-load bearing Walls Non load
bearing blocks
Reinforced panels Insulation Partitions, Low-rise load-bearing
RCC Elements
Water Absorption age weight
15-20 20 60 (high water absorbtionresults in expansion and
contraction)
15 12.5 7.5-10
Pre cast block Size 229x114x70mm 400x200x200/100mm 625x250x100/200mm 600x200x100/150/200mm
Cast-in-place Non Feasible Non Feasible Non Feasible Any shape & size in density range 400-1800 kg/m3
Compacting during production
Yes Yes None None
Aging No yes No Gains strength with age
Thermal Conductivity
(W/m.k)
0.811 0.132-0.151 for 650 kg/m3 0.98 for 400 kg/m3
0.151 for 700 kg/m3
0.238 for 100 kg/m3
Sound Indulation Normal Better Superior Superior
Ease of Working Normal Difficult Can be cut, swan, drilled Can be cut, swan, nailed, drilled
Eco Friendliness Process creates smoke Low Energy Pollution free Pollution free
Uses high energy No smoke high energy requirement Leaset energy requirement
Waste agricultural land Can consume fly ash 26% to 60%
www.marutihydraulics.com
COMPARISON CHART
ADVANTAGES CLC LIGHTWEIGHT BLOCK
Fly Ash Brick Plant – RBM 6 and RBM 10Concrete block making plants –CBM 6, CBM 10Manual block making machine – BM1, NBM1, R800Paver block manufacturing plant – RBM6, RBM 10, RHP1Mobile Tower Lights – TW 2000. TW 4000Table VibratorAAC Blocks PlantsVibratory Rollers – DDR600, SDR450
We also supply CLC, AAC and Flyash Concrete blocks and Paver Blocks
Testing Machine – CTM 100, CTM 200Pan Mixer Pallet TruckBelt ConveyersScrew ConveyersMaterial Handling TrolleysSteam generatorsCustomized SPM
OTHER PRODUCTS WE MANUFACTTURE , SUPPLY AND EXPORT
MARUTI HYDRAULICS PVT. LTD.B 45, AMBAD, MIDC, NASIK: 422008MAHARASHTRA, INDIAPH NO: 91-9373927999/ 91-8600277999
91-253-2383873/6600568/6055512 Fax: 91-253- 6603284Email: [email protected]: www.marutihydraulics.com
www.constroequipments.com
RHISHIKESH ENGINEERS PVT LTD AARAV ENGINEERING INDUSTRIESSAI BUILDING MATERIALS PVT LTD