Embed Size (px)
Citation preview

Controller
Energy award-winningflagship product
CondensateRecoveryPump Systems
We sell Savings
We sell Savings

Celebrating15 years of service
to theIndian Process
Industry
Technical Data sheetARI Steamline Condensate Recovery Pump Systems
WINNERDSK ENERGY AWARD

WHY RECOVER CONDENSATE?
Condensate is steam that has condensed as a result of doing work and liberating heat. Being condensed water vapour (steam) and relatively pure compared to most water supplies, condensate is an excellent source of feedwater. Since condensate is typically of better quality than normal make-up sources, boiler water cycles of concentration can be increased and blowdown amounts can be reduced with its use. This results in a reduction of heat lost through blowdown, which reduces the amount of heat (fuel) required to maintain operating pressures.
The most important aspect of condensate is its heat content. Feed water supplied at 95-100°C needs less energy to go to an operating pressure of 10 barg and temperature of 180°C inside the boiler. Ambient water supplied at 30°C will use more heat, ie, more fuel as shown in the figure below.
Finally, as condensate is water that a plant has already treated (pre-treatment, scale/corrosion inhibitors, oxygen removed, pumped and evaporated to steam i.e. distilled), it represents a valuable investment that can be utilised over, if recovered. Therefore, recovering and reusing condensate whenever possible, is good energy management.
Exhaust(closed)
To
Fe
edta
nk
H
L
Steam inlet(open)
Exhaust(open)
Steam inlet(closed)
Co
nd
en
sate
in
H
L
Co
nd
en
sa
te in
NRV
Controller
H
L
NRV
Steam inlet(closed)
Exhaust(open)
Co
nd
en
sa
te in
H
L
Steam inlet(open)
Exhaust(closed)
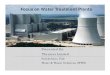
OPERATING PRINCIPLE
1 Filling Mode: Condensate fills by gravity flow into the pump. The steam inlet is closed, exhaust is open, so no back pressure is seen by the condensate entering the pump. As condensate fills, the float rises towards the H position.
2 Transition to Pump Mode: As the float reaches position H, the controller opens the steam inlet and closes the exhaust. Steam rushes in, pressurising the pump to the steam pressure. This pushes the water in the pump. The water cannot flow back from the inlet (due to the NRV); it gets pushed out (or pumped) through the condensate outlet.
3 Pump Mode: Condensate is pumped to the feedwater tank. As the condensate level in the pump falls, the float descends towards position L. Note that the steam is not used up to pump the water - only the pressure exerted by the steam is used as a motive force. Hence, the steam used is very little. The volume of water between H and L is a constant and is used to totalise the quantity of condensate returned.
4 Transition to Filling Mode: As soon as the float reaches position L, the controller closes the steam inlet valve, and opens the exhaust valve, as seen in figure m. The small quantity of steam in the pump is exhausted, and the pump body returns to atmospheric pressure. As soon as this happens, the positive gravity head enables the condensate to start filling into the pump, and the cycle repeats.
FEATURES OF ARI STEAMLINECONDENSATE RECOVERY PUMP SYSTEMS
This is the heat saved byrecovering condensate
Heat
10 barg
Te
mp
Water at 180°C
Water at 100°C
Water at 30°C
100°C Steam
4Uses inexpensive steam, air or gas to work
4Supplied complete with receiver, valves, accessories
4Negligible steam consumption
4Zero Maintenance, no cavitation, leaking seals, impeller wear or motor problems
4Only one moving part (SS float) increases reliability
4Superior build quality and rugged construction
4Pre-wired, pre-piped package for easy installation
4Electronic Condensate flow totaliser included
4Widest range of steam-operated pumps in the market
HOW IS IT DONE?
Condensate is discharged from steam using equipment through steam traps. The condensate will be at the saturation temperature corresponding to steam (and condensate) pressure. However, this pressure is not always enough to lift the condensate back to the boiler feed tank. Further, if multiple traps discharge to a common line, a fluctuating back pressure can cause malfunction of some of the traps. So the common practice is to collect condensate in a tank and pump it back to the boiler house.
Conventionally, an electrical pump is used, but this has many special requirements - the pump needs to be switched On and Off based on the water level in the condensate collection tank, which radiates heat to the atmosphere. The high temperartures of condensate cause cavitation in the pumps. The pump also needs protection from dry running, and has many moving parts such as bearings, impellers, bushings etc. which have their own maintenance needs. Most of all, it uses expensive electricity, taking away from the economic benefit of condensate return.All these issues can be resolved by a ARI Steamline Condensate Recovery Pump System, a mechanical pump.
Technical Data sheetARI Steamline Condensate Recovery Pump Systems

EXAMPLE.Let us take an example to illustrate sizing.
Motive steam available = Steam at 5 bar g (P )M
P V
P = 0.003 X (150 X 1.1) = 0.495 barg = 0.5 bargH
P 0.5 bar g (given)FWT
(P +P +P ) V H FWT
1. 2. Condensate load = 1500 kg/hr3. Vertical lift required = 15 m4. Horizontal travel = 150 m5. Feedwater tank is pressurized at 0.5 bar g
First, we calculate total back pressure.= (15 X 0.1) = 1.5 barg
=
So, Total Back pressure = (1.5+0.5+0.5)= 2.5 barg
SIZING AND SELECTION
The ARI Steamline CRPS is selected based on the following:
¾ The motive pressure of steam available¾ The condensate load, given or calculated¾ Back pressure at the outlet against which the pump has to lift
Out of all the above parameters, for selection purposes we only need to calculate the back pressure against which our pump has to lift condensate.
UNDERSTANDING BACK PRESSURE
The condensate pump has to pump against a back pressure at the outlet. This is the sum of vertical head, frictional losses through the pipes and existing back pressures, if any.
PM
PH
Vertical Lift in metres
Horiz. Travel in metres(not as crow flies but actual
length) PFWT
Feed Water Tank
PV
CondensateReceiver
Now, select the correct pump for these parameters from the selection table below. On the left, go down to a Motive steam pressure of 5 barg, choose the correct back pressure - 2.5 barg and look for a condensate load of 1500 kg/hr.
From the selection table below, we can see that CRPS40 is the best pump for our needs.
If the motive pressure is not supplied by steam, but a pressurized air / gas, then the capacity of the pump increases by a factor as shown below:
Total Back pressure = (P + P + P )V H FWT
Where,P = pressure because of vertical head of waterV
= (0.1 X height in metres) barg
P = frictional losses in horizontal travelH
= (loss of 0.003 barg/m of horizontal travel)For horizontal travel, we calculate the total length of pipe, and then add 10% to this for valves and fittings online, to get an equivalent length of pipe,ie, Eq. L = Horizontal length X 1.1
P = pressure if any in the boiler feed water tank FWT
(0 if tank is atmospheric or typically 0.2-0.3 barg for a pressurized line /tank /deaerator )
P = Motive pressure of steam or airM
The motive force of steam/air (P ) must overcome this back M
pressure and lift the condensate to the boiler feed-tank.
P - (P + P + P ) > 0.5 barg M V H FWT
Capacity multiplying factorsfor motive air/gas
% Back press. vs.
Motive press.
Capacity multiplying
factor
1.04
1.08
1.15
1.20
20%
40%
60%
70%
MotiveSteam
Pressure(in barg)
Total BackPressure(in barg)
Max. Capacity in kg/hr
CRPS25 CRPS40 CRPS50 CRPS80
1.5 0.5 910 1715 2525 4315
1.0 850 1405 2240 3865
3.5 1.5 1015 1625 2500 4245
2.5 860 1405 2105 3655
5 1.5 1095 1825 2700 4485
2.5 1050 1695 2475 4275
Selection Table
CRPS90
6040
5400
5950
5120
6280
5985
CRPS100
12015
9895
12396
9691
CRPS15
500
466
556
471
600
575
CRPS150CRPS120
Technical Data sheetARI Steamline Condensate Recovery Pump Systems
9800
7500
13350
10994
13773
10767
10890
8330
15018
12368
15495
12113
12250
9375

MECHANICAL SPECIFICATIONS
Operating Parameters2Design Pressure 10 kg/cm g
Design Temperature 150°CCapacity Range 500 - 15,000 kg/hr6 -digit Condensate Flow Totaliser
Protection ClassFlow Totaliser Protection rating IP 20Solenoid Valves Protection rating IP 65Controller Protection rating IP 65Probe enclosure Protection rating IP 65Control Card Enclosure Poly-carbonateCast Al w-proof to IP 65 or Ex-proof to Gr IIA, IIB or IICAmbient Temperature 0 to 50°C
ELECTRICAL SPECIFICATIONS
InputsInstrument Air supply @ 4-6 kg/cm²gMotive steam / Air Pressure @ 2-7 kg/cm²g
Power240 VAC, 50/60 Hz, 1AFuse: 1.0 ampere, 5 x 20 mm
Besides hydrotests and pneumatic tests, each and every ARI Steamline CRPS is functionally tested in the factory for 72 hours on our unique test-rig before being shipped to you.
ü Saving in fuel as feed water temperature is increased (6°C rise = 1% increase in boiler efficiency)
ü Saving in fuel as blowdown loss is reduced
ü Saving of water treatment chemicals and processes
ü Saving of the water itself
ü Saving in Power when replacing electrical pump
ü By recovering condensate you also reduce load on effluent plant and effluent treatment cost
$aving$
S.No. Part Material
1 Pump Body
Receiver
Piping
NRV’s
Fabricated steel IS3589
ERWC IS1239
Disc Type SS 316
Fabricated steel IS3589 2
3
4
Float Assembly SS 304
5
Probe enclosure Cast Aluminium
6
On - off Valve SS 304
7
Steam Inlet Valve CS 216WCB / NI
8
9
Controller Polycarbonate10
Cond. Inlet Valve FB Ball Valve / NI Butterfly
Materials
Technical Data sheetARI Steamline Condensate Recovery Pump Systems

SCHEMATIC DRAWING CRPS 15 25 40 50 80 90
CRPS 15 2 X 25NB 25NB
CRPS 25
CRPS 40
CRPS 50
CRPS 80
CRPS 90
2 X 50NB 25NB
40NB
50NB
80NB
100NB
Cond Inletsto Receiver
A
Receiver to Pump Inlet
B
CondensatePump Outlet
C
SteamInlet
D
SteamExhaust
E
Vent
F
Overflow(BSP)
G
15NB
25NB
50NB
50NB
50NB
80NB
15NB
15NB
15NB
15NB
15NB
25NB
15NB
15NB
15NB
15NB
15NB
25NB
25NB
25NB
50NB
50NB
50NB
50NB
15NB
25NB
25NB
25NB
25NB
25NB
2 X 50NB
2 X 50NB
2 X 50NB
2 X 50NB
450mm900mm
16
80
mm
Controller FlowTotaliser
Overflow
Receiver
Strainer
Pump Body
On-OffValve
CondensateOutlet
CondensateInlet
B C
SIDE VIEWFRONT VIEW
A A F G
D
E
Technical Data sheetARI Steamline Condensate Recovery Pump Systems

In the interest of continuous product development, ARI Steamline reserves the right to upgrade or modify any specifications without prior notice. For the latest revision, please refer to our website www.ari-steamline.com or contact your local ARI Steamline Sales Engineer.
ARI Steamline, 1999-2014. All rights reserved.
SCHEMATIC DRAWING CRPS 100 120 150
CRPS 100
CRPS 120
CRPS 150
1 X 100NB
1 X 150NB
1 X 150NB
100NB
150NB
150NB
100NB
100NB
150NB
25NB
40NB
40NB
40NB
50NB
50NB
50NB
50NB
50NB
50NB
50NB
50NB
Cond Inletsto Receiver
A
Receiver to Pump Inlet
B
CondensatePump Outlet
C
SteamInlet
D
SteamExhaust
E
Vent
F
Overflow (BSP)
G
Technical Data sheetARI Steamline Condensate Recovery Pump Systems
1260
Butterfly Valve
Strainer
NRV
NRV
Over Flow
Drain
Drain
Exhaust
Steam Inlet
21
50
Controller FlowTotaliser
FRONT VIEW
Receiver
A F G
B
C
E
Pump Body
OOCCZZ AA
D

AR
I A
rma
ture
n S
tea
mlin
e L
LP
All
rig
hts
re
serv
ed
.
Condensate Recovery Pump SystemsPartial Reference List
Sr. Client & Location Qty
1 Deepak Spinners, Chandigarh 12 Leela Dye House, Chandigarh 13 Weikfield Agro, Pune 14 Tulsi Rubber, Pune 15 Parakh Foods, Pune 26 Cadbury India, Pune 27 Wimco, Mumbai 18 Dynamix Dairy, Pune 59 Cadbury India, Pune 110 Lona Industries, Patalganga 511 Shriram Trading & Mfg Co, Kolhapur 112 Lona Industries, Patalganga 113 Fresenius Kabi, Pune 114 Orchid Chemicals, Aurangabad 415 Sudarshan Chemicals, Roha 116 Fresenius Kabi, Pune 117 Fresenius Kabi, Pune 218 Dynamic Systems, Kolhapur 119 Vilson Particle Board, Kolhapur 120 Privi Aromatic, Mahad 121 Orchid Chemicals, Aurangabad 122 Cadbury, Malanpur MP 123 Fresenius Kabi, Pune 124 Tata ACSI, Pune 125 Cargill Foods, Gujarat 626 Thermax Chemicals, Khopoli 327 Intervet, Wagholi 128 SRF Limited, Malanpur 129 Thermax Microlabs, Chinchwad 430 Core Industrial Marketing, Chandigarh 231 Sudarshan Chemicals, Roha 132 Aggarwal Rice Mills, Moga 134 Hamdule Brothers, Pune 135 Energy Avenues, Mohali 136 Godfrey Phillips, Mumbai 137 Godfrey Phillips, Mumbai 438 Lona Industries, Patalganga 139 JK Industries, Kankroli 140 Baxter India, Waluj 341 Energy Avenues, Mohali 342 Tata ACSI, Pune 143 Core Industrial Marketing, Chandigarh 144 Cipla Limited, Kurkumbh 145 Tata ACSI, Pune 146 Regent Drugs, Gajraula 147 Energy Avenues, Mohali 248 Cee Dee Vaccum, Pune 149 Privi Organics, Mahad 250 Pratima Enterprises, Pune 151 Tata ACSI, Uttaranchal 152 Energy Avenues, Mohali 253 Regent Drugs Ltd, Gajraula 154 Orchid Chemicals, Aurangabad 155 Orchid Chemicals, Aurangabad 156 Orchid Chemicals, Aurangabad 157 Themis Medicare Limited, Vapi 158 Tata ACSI, Pune 159 Shalina Laboratories, Mumbai 260 Energy Avenues, Mohali 161 Praj Industries Ltd, Pune 162 Godfrey Phillips, Mumbai 163 Energy Avenues, Mohali 164 Energy Avenues, Mohali 165 Energy Avenues, Mohali 1
Sr. Client & Location Qty
66 Precision Controls, Pune 167 Energy Avenues, Mohali 168 Energy Avenues, Mohali 169 Cee Dee Vaccum, Pune 170 Global Oils & Fats Ltd, Pune 171 Energy Avenues, Mohali 172 Energy Avenues, Mohali 173 Deepak Fertilisers, Pune 274 Precision Controls, Pune 175 Alok Industries, Vapi 576 Energy Avenues, Mohali 277 Multi Organics, Chandrapur 178 Energy Avenues, Mohali 279 Energy Avenues, Mohali 480 Precision Controls, Pune 281 Alok Industries, Vapi 182 Precision Controls, Pune 283 Energy Avenues, Mohali 284 Suvarna Fibrotech, Pune 185 Serum Institute, Pune 386 Serum Institute, Pune 187 Serum Institute, Pune 188 Vijay Engineers, Pune 189 Alok Industries, Vapi 590 ATC Tires, Tirunelveli 491 North East Pure Drinks, Guwahati 292 Croda Chemicals (I) Pvt Ltd, Mumbai 193 Energy Avenues, Mohali 594 Varun Beverages Nepal Pvt Ltd, Nepal 295 Energy Avenues, Mohali 196 Atlas Fine Chemicals, Nasik 197 Kamani Oil Ind Pvt Ltd, Khopoli 398 Precision Controls, Pune 199 Zytex Biotech Pvt Ltd, Mumbai 1100 Precision Controls, Pune 3101 Cipla Limited, Kurkumbh 1102 Cargill India Pvt Ltd, Kutch 1103 Sudarshan Chemicals, Roha 3104 Kamani Oil Ind Pvt Ltd, Khopoli 1105 Meghmani Organics, Panoli 1106 Meghmani Organics, Ahmedabad 1107 Cipla Limited, Patalganga 1108 Alok Industries, Vapi 2109 Mayur Dye Chem, Baroda 1111 KP Engineering Co, Pune 1112 Oswal Denims, Punjab 1113 Oswal Denims, Punjab 1114 Precision Controls, Pune 1115 Kores India Limited, Roha 1116 Sudarshan Chemicals, Mahad 2117 Hindustan Coca Cola, Pune 1118 Cadila Healthcare, Gujrat 1119 Wockhardt, Aurangabad 2120 Chaya Packers, Delhi 1121 NOCIL Ltd, Dahej 3122 Satyam Petro, Pune 1123 Heritage Beverages, Delhi 1124 Hindustan Coca Cola, Mumbai 1125 Tara Medicare, Delhi 1126 Granules India, Hyderabad 2127 Sequent Scientific, Gujrat 1128 Archean Chemicals, Gujrat 3129 UPL, Ankleshwar 7130 UPL, Vapi & Jhagadia 7
ARI Armaturen Steamline LLP TM • Survey No. 32/3/14, Kondhwa Budruk, Pune 411048 India
Phone: + 91 20 2693 2213 • Fax: + 91 20 2963 2214 • Email: [email protected] • Web: www.ari-steamline.com
ARI-Armaturen Albert Richter GmbH & Co. KG • Mergelheide 56-60 D-33758 Schloß Holte-Stukenbrock, Germany