Embed Size (px)
DESCRIPTION
The official magazine of the Concrete Sawing & Drilling Association. Story reprints from the March 2009 issue.
Citation preview

Husqvarna’s WS 440 HF is setting a new standard for electric high cycle wall saws. The saw is based on a totally new technology, which gives the saw increased power for fast and efficient cutting. The powerful, water-cooled electric motor generates 17 horsepower to the shaft, despite the fact that the saw only weighs 55 pounds.
Husqvarna has succeeded in optimizing the weight/power relationship and developed a saw that is light and flexible but also powerful!
The WS 440 HF Wall Saw.
HUSQVARNA CONSTRUCTION PRODUCTS17400 West 119th Street • Olathe, Kansas 66061 • T 800-845-1312 • F 800-257-92842077 Bond Street • North Bay, Ontario P1B 8J8 • T 800-461-9589 • F 800-728-1907
www.husqvarnacp.comCopyright © 2009 Husqvarna AB (publ.). All rights reserved. Husqvarna is a registered trademark of Husqvarna AB (publ.).
CIRCLE READER sERvICE CARD NO. 11
A U G U S T. 0 7
w w w. C s D A . O R g
m A r c h . 0 9
Texan Coffee Warehouse Wall saWed
uK doCKyard Caisson Modified
Core drilling explosion VenTs in KenTuCKy
King raMses Begins his Journey To The pyraMids
The Return
of
the King
The art of concrete polishing is a relatively recent addition to the concrete industry, a process that
was adapted from the ancient method of polishing stone. The adaptation of polished concrete first originated when engineers began looking for a durable finish for industrial flooring. What they discovered was that polishing concrete was a great way to mechanically seal a concrete surface while beautifying it at the same time, thus providing a permanent finished surface.
Industry Professionals are Becoming Well-Polished at Their Craft
This innovation led to a growing need to develop and
use chemical hardeners, which increased the hardness and
density of the concrete to complement the polishing process.
Of course, in order to properly work the newly-hardened and
densified concrete substrate, specialized diamond tools were
also required. Through years of development, engineers have
been able to add several other aspects to the polishing process,
including the addition of color to create highly-decorative
surfaces with superior wear and abrasion resistance.
Concrete floors and surfaces provide various choices
for interior rooms, including an almost limitless range
of designs and colors, together with increased health
benefits compared with traditional floor coverings. The
developments in the concrete polishing industry have led
to it becoming the new material of choice for designers
and homeowners across the US, with floors and surfaces in
stained, colored, painted and personalized designs appearing
on a global scale. Retail outlets, warehouses, restaurants
Smooth Operators
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
and office facilities are now displaying polished concrete floors over marble, granite,
tile, and other coated surfaces. In addition, homeowners are also discovering
the appeal of polished concrete and are actively looking for smooth, high-luster
floors that can replicate the look of polished stone for their properties.
One CSDA member, VIC International, has offered technical support and training
for grinding, polishing, and prepping terrazzo and concrete floors since 1993. From
founding VICCO in 1978, Vic Green has experienced tremendous growth in the business.
The company has evolved from importing stoneworking equipment from Europe
throughout the 1980s and ’90s, to now distributing polishing and grinding equipment
manufactured entirely in the US. The company now imports from and sells to 27
countries worldwide. During the course of the last twenty years VIC International has
hosted many restoration and maintenance seminars for the US natural stone industry,
exhibited concrete polishing techniques at World of Concrete, and published numerous
guides and specifications for industry professionals. The company was also instrumental
in helping CSDA produce the specification CSDA-PC-113: Polishing Concrete.
The process of polishing concrete bears many similarities to sanding wood. Just
as sandpaper consists of fine grits of diamond-impregnated segments, so do heavy-
duty polishing machines that are used to grind surfaces to required levels of
F E A T U R E

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
shine and smoothness. This technique of grinding concrete is
also employed by other sawing and coring equipment to create
smooth, clean cuts and cores with a high level of accuracy.
The procedure involved with the polishing and preparation of
concrete surfaces consists of several steps, the quantity of which
is wholly dependent on the condition of the floor or surface.
This procedure begins with the application of coarse diamond
segments to remove minor pits, blemishes, stains or light coatings
from the floor in preparation for final smoothing. At this stage of
the process the diamond segments are embedded in a metallic
matrix, however other materials are bonded to the segments as
the process continues. The subsequent steps involve fine grinding
of the floor or surface using diamond abrasives, but this time
the segments are bonded with a plastic or resin matrix.
Polishing contractors employ ever-finer grits of polishing
disks until they have achieved the desired sheen. In order to
attain a high-gloss finish to a surface, a final grit of 1,500 or
finer may be used. By paying close attention to the floor or
surface and observing the amount of material being removed,
many experienced polishing contractors are able to determine
when to switch to a finer grit. As the final polishing step is being
carried out, some concrete polishers spread commercial polishing
compounds over surfaces to provide a greater shine to the finish.
These compounds also help to remove residual substances that
may remain on the surface, and leave a dirt-resistant finish.
The popularity of polished concrete as a flooring material is due
to a number of factors, putting it in a far superior position than other
options. Concrete surfaces can be maintained with a great deal of
ease, and are ideal for use in geographical areas that have sand or
snow. In terms of offices or
homes, concrete floors can
be an excellent alternative to
carpet or other floorings. Many
people suffer from allergies
that can be collected and
harbored in carpets, therefore
having a surface made of
concrete is an ideal solution
to this issue. In addition to
the potential health benefits,
concrete floors can be easily
changed and decorated. These floors are a great feature when selling
a home too, as the potential new owner is able to immediately see the
clean, even, smooth condition of the floor. This way they can keep
the surface as it is, or confidently cover with carpet or wood, safe in
the knowledge that the floor is extremely even and free of defects.
Like in every other part of the concrete sawing and drilling
industry, the control and removal of dust, slurry and other waste
material is of great importance when preparing and polishing any
floor or surface. It is essential that any slurry or dust generated
during the grinding and polishing is cleaned away at regular
intervals. It is advised that between each step of the grinding
and polishing process, a vacuum or other appropriate equipment
is employed to clean the area to prevent debris in the slurry
or dust creating additional scratches in the slab surface.
Taking all of these factors into account, many manufacturers
are producing and improving industrial wet and dry vacuum
cleaners to be more lightweight, energy-efficient and eco-friendly
machines. Wet vacuums can now be found on the market that
have the ability to recycle slurry in order for water to be reused on
the job site. The debris and other waste material from the slurry
collected can be contained in filter bags for simple handling and
disposal. Dry vacuum cleaner designers and manufacturers are
continuing to remain ‘ahead of the game’ too, with advancements
in the removal and filtration of dust particles from the work area.
A growing number of CSDA member companies are now
adding this line of work to their repertoire. Atlantic Concrete
Cutting of New Jersey have been involved in floor polishing
and preparation projects for approximately six years, and now
have employees dedicated specifically to this form of work,
“Our polishing system is an economical and ecological flooring
solution that is low maintenance, uses no harmful chemicals
and is virtually dust-free,” says Nancy Walker, owner.
With all the advantages that polished concrete floors and
surfaces have to offer, together with the advancements of equipment
required to create them, it is easy to understand why many cutting
contractors are ‘adding the polishing string to their bows.’ By doing
so, these contractors are attracting a wider client base and can offer
polishing as an additional service on their sawing or drilling projects.
You may say they are literally becoming ‘smooth operators’!
REVIEW AND COMMENT ON THIS ARTICLE AT WWW.CSDA.ORG/FORUM.CFM

2009 RATE CARD
Reach 16,000+ Concrete Sawing and Drilling ProfessionalsEach issue of Concrete Openings magazine is sent to more than 9,500 sawing and drilling operators, manufacturers of sawing and drilling equipment and suppliers to the industry and more than 6,500 specifiers of concrete cutting services.
Best Rates in the IndustryConcrete Openings has always offered the best advertising rates in the construction industry targeting sawing and drilling contractors and other industry professionals in this market.
Target Your MessageConcrete Openings reaches sawing and drilling contractors, as well as specifiers of sawing and drilling services including engineers, architects, general contractors and governmental agencies. Why waste your message on unnecessary circulation? Advertising in Concrete Openings guarantees a targeted audience of industry professionals.
Circulation 16,000+ minimum, per issue
9,500+ member and prospective member companies made up of sawing and drilling contractors, manufacturers, distributors and affiliates
6,500+ general contractors, engineers, architects and government officials who specify sawing and drilling
Reader Response ProgramAdvertisers can enjoy our Reader Response Program as a complimentary addition to ad placement. Readers can request information for any advertiser by filling out a reader response form. All sales leads are then emailed to advertisers.
The only magazine specially targeted to the sawing & drilling industryAdvertising in Concrete Openings magazine is the only way to reach the specialty market of sawing and drilling contractors who cut concrete, asphalt or masonry because it is the only magazine in the market specifically targeted to this segment of the industry.
ReadeRship by pRofession
• Cutting Contractors
• architects, engineers, General Contractors, Government officials
• Manufacturers, distributors
• United states
• Canada, south america
• asia, africa, australia
• europe
ReadeRship by LoCation
42%
77%15%
43%8%
9%6%

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
Diamond Award Winners Announced at World of Concrete
The Diamond Award is an internationally recognized competition
for concrete sawing and drilling professionals to showcase their most
complex and innovative projects, with the aim of being the gold award
winner. Entries were judged on the degree of difficulty, planning,
complexity, innovation and the quality of the work produced to ensure
project success. Following a detailed review of each entry, the judging
panel representing members of various country-wide sawing and
drilling associations, chose the winning projects.
Since the first awards, presented during BeBoSa 2000, the
Diamond Award entries have increased in both quantity and quality.
Previous Diamond Award winners have experienced the benefits of
being recognized for the outstanding results of their projects on an
international scale.
Entries for the award came from all four corners of the globe,
including sawing and drilling projects from Austria, Canada, Egypt,
Germany, Italy, Japan, Russia, the UK and the US. Following a detailed
review of each entry, the judging panel chose the winning projects.
World of Concrete, the commercial construction industry’s biggest, most important event, was the
venue for the announcement of the 2009 Diamond Award winners. The award ceremony, organized and presented by the International Association of Concrete Drillers and Sawers (IACDS), was held in the Las Vegas Convention Center on February 4, 2009 and drew great interest from members of the press and industry professionals alike. The ceremony, in fact, drew a standing room only crowd.
From left to right: Rupert Marko, Raul Bracamontes, Greorg Rachor, Patrick O’Brien and Tiziano Tondin.

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
F E A T U R E
for the chance to receive the award here at World of Concrete,” said
Rupert Marko, managing director of BWW.
Various wall sawing and core drilling techniques, together with
pressure removal and demolition methods, were used to remove
concrete blocks and built-in anchors to create room for the new roll
mill. The center of the existing base had a thickness of 4.5 meters
(15 feet), where two recesses measuring 4.14 meters (13.6 feet)
long, 2.1 meters (6.9 feet) wide and 2.25 meters (7.4 feet) deep
were required to position the new roll mill in steel hulls with rolled
concrete. Had BWW been allowed to carry out the work under
standard shift hours, the process would have taken approximately
two and a half weeks to complete.
BROnzE AWARDThe third place award was won jointly by CSDA members
ADRA Tecnologia en Servicio of Mexico, and Germany’s BWW.
Mittal Steel of Lazaro Cardenas, Mexico, one of the biggest
steel producers in the world, suffered a major explosion in its
furnace, damaging its crucible. Because of the damage sustained,
Mittal Steel was losing approximately two billion dollars a day due
to lack of production, and so needed its crucible to be rebuilt quickly
and efficiently.
The crucible, or melting pot, is a graphite container used to hold
metal for melting in a furnace, and is required to withstand extreme
temperatures. These crucibles are custom-made and are therefore
extremely difficult to replace quickly.
ADRA’s project was to repair the crucible by cutting 114 graphite
blocks of different dimensions, using nitrogen gas instead of water,
as a cooling agent. The reason for this was that if the graphite block
absorbed water, this would create steam as the crucible heated up,
creating pressure and cracking the furnace. The contractor also made
new handling holes to elevate the pieces uniformly, coring 161 holes
measuring 381 millimeters (15 inches) in diameter, 40 holes at 500
millimeters (20 inches) in diameter and two holes at 127 millimeters
(five inches) in diameter in the furnace. This came to a total area cut
of 70 square meters.
Raul Bracamontes of ADRA was pleased with the win, “I am very
happy to be included as a winner along with these other great projects,
and happy to be a CSDA member. ADRA worked hard to complete a
difficult and demanding job, and this is a great reward for us.”
BWW’s job in Koblenz, Germany, involved a large roll mill
replacement project with severe time constraints. The job was to be
completed within 120 hours, requiring non-stop operation. The job
consisted of extensive alterations to the mill’s base to fit a new hot mill
of a larger size. “It is a proud moment for myself and the company
to win this award. The project was really hard, and the client was
extremely pleased with the outcome. I would like to thank the IACDS
Crucible repair project—ADRA.
Roll Mill replacement project—BWW.
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
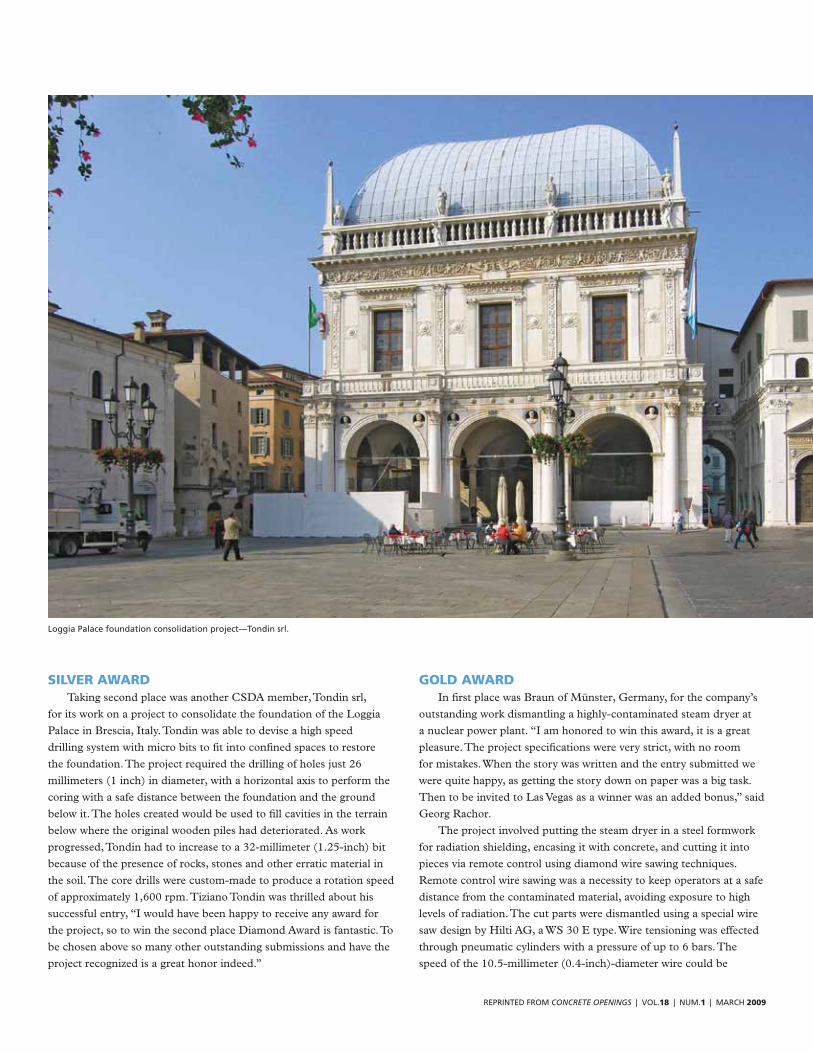
SilvER AWARDTaking second place was another CSDA member, Tondin srl,
for its work on a project to consolidate the foundation of the Loggia
Palace in Brescia, Italy. Tondin was able to devise a high speed
drilling system with micro bits to fit into confined spaces to restore
the foundation. The project required the drilling of holes just 26
millimeters (1 inch) in diameter, with a horizontal axis to perform the
coring with a safe distance between the foundation and the ground
below it. The holes created would be used to fill cavities in the terrain
below where the original wooden piles had deteriorated. As work
progressed, Tondin had to increase to a 32-millimeter (1.25-inch) bit
because of the presence of rocks, stones and other erratic material in
the soil. The core drills were custom-made to produce a rotation speed
of approximately 1,600 rpm. Tiziano Tondin was thrilled about his
successful entry, “I would have been happy to receive any award for
the project, so to win the second place Diamond Award is fantastic. To
be chosen above so many other outstanding submissions and have the
project recognized is a great honor indeed.”
Loggia Palace foundation consolidation project—Tondin srl.
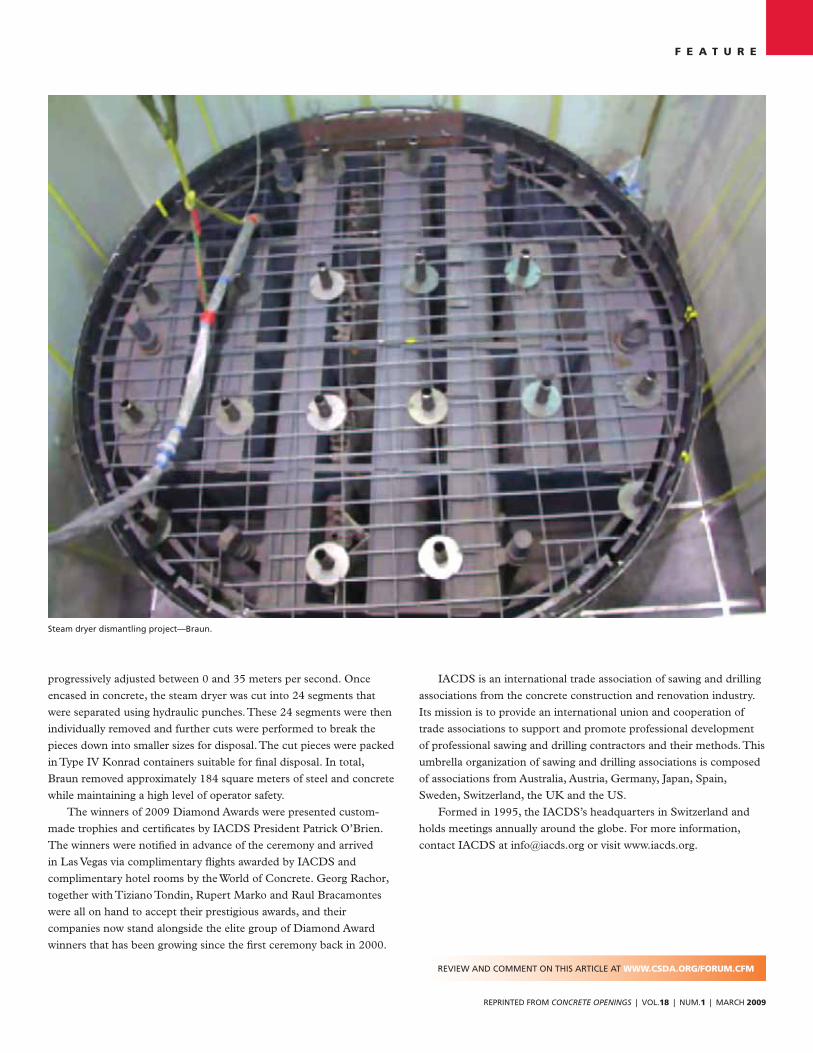
GOlD AWARDIn first place was Braun of Münster, Germany, for the company’s
outstanding work dismantling a highly-contaminated steam dryer at
a nuclear power plant. “I am honored to win this award, it is a great
pleasure. The project specifications were very strict, with no room
for mistakes. When the story was written and the entry submitted we
were quite happy, as getting the story down on paper was a big task.
Then to be invited to Las Vegas as a winner was an added bonus,” said
Georg Rachor.
The project involved putting the steam dryer in a steel formwork
for radiation shielding, encasing it with concrete, and cutting it into
pieces via remote control using diamond wire sawing techniques.
Remote control wire sawing was a necessity to keep operators at a safe
distance from the contaminated material, avoiding exposure to high
levels of radiation. The cut parts were dismantled using a special wire
saw design by Hilti AG, a WS 30 E type. Wire tensioning was effected
through pneumatic cylinders with a pressure of up to 6 bars. The
speed of the 10.5-millimeter (0.4-inch)-diameter wire could be
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
F E A T U R E
IACDS is an international trade association of sawing and drilling
associations from the concrete construction and renovation industry.
Its mission is to provide an international union and cooperation of
trade associations to support and promote professional development
of professional sawing and drilling contractors and their methods. This
umbrella organization of sawing and drilling associations is composed
of associations from Australia, Austria, Germany, Japan, Spain,
Sweden, Switzerland, the UK and the US.
Formed in 1995, the IACDS’s headquarters in Switzerland and
holds meetings annually around the globe. For more information,
contact IACDS at [email protected] or visit www.iacds.org.
progressively adjusted between 0 and 35 meters per second. Once
encased in concrete, the steam dryer was cut into 24 segments that
were separated using hydraulic punches. These 24 segments were then
individually removed and further cuts were performed to break the
pieces down into smaller sizes for disposal. The cut pieces were packed
in Type IV Konrad containers suitable for final disposal. In total,
Braun removed approximately 184 square meters of steel and concrete
while maintaining a high level of operator safety.
The winners of 2009 Diamond Awards were presented custom-
made trophies and certificates by IACDS President Patrick O’Brien.
The winners were notified in advance of the ceremony and arrived
in Las Vegas via complimentary flights awarded by IACDS and
complimentary hotel rooms by the World of Concrete. Georg Rachor,
together with Tiziano Tondin, Rupert Marko and Raul Bracamontes
were all on hand to accept their prestigious awards, and their
companies now stand alongside the elite group of Diamond Award
winners that has been growing since the first ceremony back in 2000.
Steam dryer dismantling project—Braun.
REVIEW AND COMMENT ON THIS ARTICLE AT WWW.CSDA.ORG/FORUM.CFM

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
With 1,700 leading industry suppliers in 880,000
net square feet, the exhibition featured innovative
products, technologies, and tools and equipment
to give companies new ways to sustain and grow
their businesses. In addition, over 150 seminars packed with powerful
messages and knowledge provided industry professionals with a
wealth of information. Although attendance may have been down, all
that attended felt there was an optimistic feeling in the air due to the
fact that many decision-makers and buyers were present. One other
noticeable feature of the show for sawing and drilling contractors was
an increase in exhibitors representing floor preparation and polishing,
together with an increased amount of interest in this service.
OSHA / CSDA AlliAnCEFor the third year running, OSHA had a presence at the CSDA
booth and also was part of the seminar program. CSDA has been
a co-sponsor of the World of Concrete (WOC) since 1977 and the
affiliation with OSHA has increased in importance with each passing
year. Rob Swick of OSHA’s national office was pleased to be at the
booth, “The Alliance with CSDA
has a great deal of benefits for
both organizations. By sharing
the CSDA booth at World of
Concrete, we (OSHA) are able
to meet and converse directly
with CSDA members, cutting
professionals with years of
experience in the industry and
non-members alike,” said Swick.
“We can listen to any safety
related issues or concerns they
may have and provide advice and
CSDA at the World of Concrete 2009Right Place at the Right Time with the Right People
guidance.” CSDA and OSHA teamed up again at the event to co-
sponsor a seminar on the subject of Concrete Safety, Standards, Citations
and Best Practices Presented by Danezza Quintero, which also proved
to be popular with attendees.
CSDA SEMinAR AnD ROUnDTABlEDue to increasingly stringent federal and state controls of slurry
handling and disposal, CSDA held a roundtable at WOC that gave 60
participants the opportunity to voice both their opinions and concerns
regarding this subject, and to also share knowledge and experiences.
This way, fellow attendees were able to learn from the successes,
and sometimes mistakes, of others. Moderators of the roundtable
represented a variety of viewpoints from within the industry, from
cutting contractors to representatives from slurry recycling equipment
manufacturers. By discussing in an informal, yet structured manner,
issues such as methods of decanting/filtering, individual state
regulations and restrictions and familiarity with DEP standards,
including acceptable PH levels for slurry, all participants were able
to acquire a greater understanding of the subject that will ultimately
benefit their businesses.
Also at the event, Rick Norland,
CSDA lead trainer, held a seminar on
the subject of Ground Penetrating Radar
(GPR): Real Time, Non-Destructive
Testing. This was Norland’s fourth WOC
presentation, and proved to be as popular
as ever as the event was sold out. The
seminar gave great insight into this
section of the industry.
For four days in February, World of Concrete was the focal point of 65,000 industry professionals from the fields of concrete and masonry construction at the Las Vegas Convention Center.
SLURRY ROUNDTABLE

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
F E A T U R E
nEW PRODUCTSThis year’s World of Concrete did not disappoint in terms of
new products and technologies to enhance the efficiency and safety
of cutting contractors, and many CSDA member companies were in
attendance to show just that.
Husqvarna was proud to announce its new DXR 310 breaker
robot to the WOC attendees. The 29.5-hp DXR 310 has an 18-foot
reach and can contract to just 31 inches in width to fit through most
standard-sized doors. This remote-controlled model also features
front-mounted LED lights for working in areas with limited visibility
and a 4.7-inch color display on the remote unit. However, the most
innovative part of the DXR 310 is the use of Bluetooth® technology
for remote communication between the control unit and the robot.
Unlike traditional radio control, multiple units can be used in close
proximity without causing signal disruption due to the individual
properties of each Bluetooth® signal. This demolition robot also comes
equipped with breaker and crusher attachments and a bucket.
The highlight of the ICS booth was the new chain wall saw due
for release later in 2009. This new track-mounted saw utilizes the
flagship Force 4 chain chassis,
and is capable of performing
4-foot horizontal cuts through
12-inch reinforced concrete in
approximately three minutes.
Unlike traditional wall saws, the
chain wall saw can be rotated to
make contact with the concrete
at an angle. The saw is designed
with confined spaces in mind,
and will cut specialty openings
in various walls and floors with
thickness in excess of six inches.
The company also continues to
promote its flagship 880F4 saw, which features a Force 4 chain chassis
with 50% greater tensile strength than a standard chain.
Operator safety is an area that Hilti are looking to enhance with
the release of the new TE 60 ATC-AVR combihammer. The new
product has been specifically designed to reduce vibration, and its
Active Torque Control (ATC) has been implemented to provide
protection for operators. Aside from these features, the TE 60
ATC-AVR also has a theft protection system to offer peace of mind
for operators. The SFH 18-A CPC hammer drill/driver was also
highlighted at WOC, with emphasis on its increased charge life and
charge life indicator to improve drilling potential.
DITEQ provided live demonstrations of a range of Shibuya TS
Blu-Drills. The TS range of core drills operate between 10 and 27
amps, have core diameters from 6 to 34 inches and have speeds ranging
from 150 to 1,750 rpm. The Blu-Drill models feature low noise motors
together with right and left hand feed positions to aid all operators.
James Instruments showcased the V-Meter Mark IIITM, an
advanced ultra-sonic test system widely used and accepted for quality
control and inspection of concrete. The unit features a direct digital
read out of transit time, a built-in wave form display and comes in a
rugged, splash resistant case. The V-Meter conforms to ASTM C-597,
BS 1881-203 and other international standards.
It was pleasing to find that even the current economic climate
could not deter many CSDA member companies from exhibiting
or attending a great show, and the optimism and forward-thinking
displayed will no doubt prove to be invaluable in the future. As the old
saying goes, it’s all about being in the right place at the right time that
can make all the difference.
World of Concrete is the industry’s only annual international
event dedicated to the commercial concrete and masonry construction
industries. The event is now in its 35th year, having grown
exponentially since first taking place in 1975. For more information,
call 972-536-6423 or email [email protected].
HUSqvARNA DXR 310 BREAkER ROBOT
DITEq SHIBUYA TS BLU-DRILLS
ICS CHAIN wALL SAw
CSDA MEMBER BOOTHS
REVIEW AND COMMENT ON THIS ARTICLE AT WWW.CSDA.ORG/FORUM.CFM
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
The Return of the
KingKing Ramses Begins His Journey to the Pyramids With Help From This CSDA Member
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
The Statue of Ramses II is a red granite representation of King
Ramses II of Egypt, showing the pharaoh in a standing position.
The statue was discovered in 1820 by Giovanni Battista Caviglia
at the Great Temple of Ptah of Mit Rahina, near Memphis, Egypt. King
Ramses II ruled Egypt for 67 years during the 19th Dynasty (1279-1212
BC). The statue measures approximately 67 feet in height and weighs
approximately 85 tons.
Following the Egyptian revolution of 1952, President Nasser
requested the statue be moved from Mit Rahina to Bab El Hadid
Square, the main railway station square in Cairo, in 1956. The statue
was transported to its new location, which was renamed Ramses Square,
and is one of the most famous statues of the Egyptian pharaohs. Since
this time, the square has undergone significant development including
the construction of waterfalls and colored lighting around the statue,
together with the building of road infrastructure and bridges around
the square in the 1980s. Unfortunately, all this has led to Ramses Square
incurring increased noise, pollution and high vibration levels.
In 2005, the Egyptian Ministry of Culture, afraid the statue may be
damaged by the constant vibrations and environmental conditions in
the square, took the decision to relocate the statue approximately 30
miles away to the Pyramids close to Giza City. By early 2006, the project
was announced and tendered internationally. The winning bid was
submitted by Arab Contractors Co. (Public Egyptian Contractors Co.),
who approached several European companies to provide their ideas on
how to dismantle and move the statue. Three ideas were presented. The
Arab contractors asked Dr. Ahmed Hussein of the Engineering Faculty
of Ain Shams University to submit a risk analysis. He found that the
three ideas provided were too risky, and so came up with a completely
different one. Arab Contractors were pleased with this new concept,
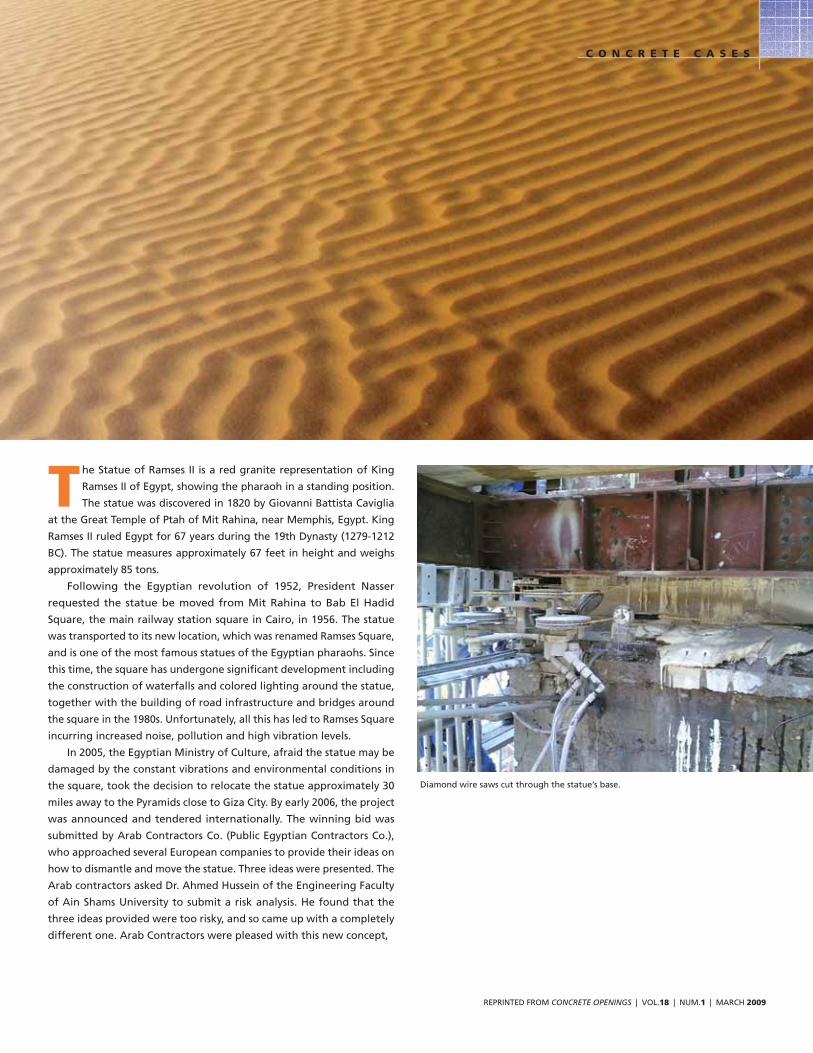
Diamond wire saws cut through the statue’s base.
C O n C R E T E C A S E S
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
and contracted Dr. Hussein to complete the design, follow-up steps
and transportation requirements. Hussein created a special design that
allowed the statue to be transported in its standing position. Mohamed
Labib of CSDA member Market Leaders was the consulting engineer for
the core drilling and wire sawing of the statue’s concrete base which
was a major part of the planned project.
Market Leaders began testing the concrete using several core-drilled
test holes and wall and wire sawed cuts in various locations, away from
the main base of the statue. The main concrete base under the statue
measured approximately 16 feet in length, seven feet in width and
stood 13 feet high. In addition, radar scanning and vibration sensing
equipment, including 27 sensors around the statue’s base, was fitted.
This equipment was monitored for two weeks prior to work commenc-
ing to record the live vibrations of the statue and to ensure all cutting
work did not exceed typical street vibration levels.
Two hydraulic systems were employed to cage the statue, consisting
of four hydraulic cylinders, mounted on the four corners of the statue
with a supporting steed structure. Another four supports for the basket
carried the part of the concrete base located underneath the statue.
A one-inch-thick steel plate was placed around the concrete base,
using one-inch-diameter core holes and threaded steel bars to hold
this part of the concrete base in one piece. The base was then injected
with high-strength concrete to make this part of the base more robust.
Seven 10-inch-diameter holes were created below the steel plate, and
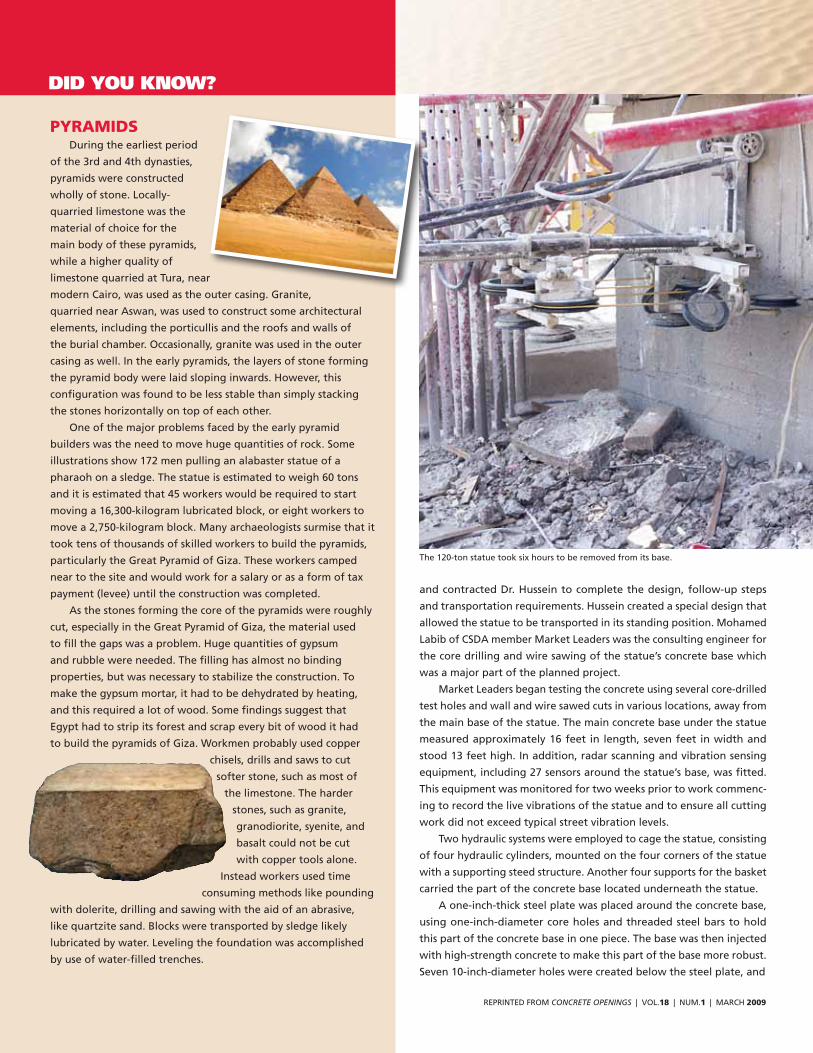
The 120-ton statue took six hours to be removed from its base.
PyRAMiDSDuring the earliest period
of the 3rd and 4th dynasties,
pyramids were constructed
wholly of stone. Locally-
quarried limestone was the
material of choice for the
main body of these pyramids,
while a higher quality of
limestone quarried at Tura, near
modern Cairo, was used as the outer casing. Granite,
quarried near Aswan, was used to construct some architectural
elements, including the porticullis and the roofs and walls of
the burial chamber. Occasionally, granite was used in the outer
casing as well. In the early pyramids, the layers of stone forming
the pyramid body were laid sloping inwards. However, this
configuration was found to be less stable than simply stacking
the stones horizontally on top of each other.
One of the major problems faced by the early pyramid
builders was the need to move huge quantities of rock. Some
illustrations show 172 men pulling an alabaster statue of a
pharaoh on a sledge. The statue is estimated to weigh 60 tons
and it is estimated that 45 workers would be required to start
moving a 16,300-kilogram lubricated block, or eight workers to
move a 2,750-kilogram block. Many archaeologists surmise that it
took tens of thousands of skilled workers to build the pyramids,
particularly the Great Pyramid of Giza. These workers camped
near to the site and would work for a salary or as a form of tax
payment (levee) until the construction was completed.
As the stones forming the core of the pyramids were roughly
cut, especially in the Great Pyramid of Giza, the material used
to fill the gaps was a problem. Huge quantities of gypsum
and rubble were needed. The filling has almost no binding
properties, but was necessary to stabilize the construction. To
make the gypsum mortar, it had to be dehydrated by heating,
and this required a lot of wood. Some findings suggest that
Egypt had to strip its forest and scrap every bit of wood it had
to build the pyramids of Giza. Workmen probably used copper
chisels, drills and saws to cut
softer stone, such as most of
the limestone. The harder
stones, such as granite,
granodiorite, syenite, and
basalt could not be cut
with copper tools alone.
Instead workers used time
consuming methods like pounding
with dolerite, drilling and sawing with the aid of an abrasive,
like quartzite sand. Blocks were transported by sledge likely
lubricated by water. Leveling the foundation was accomplished
by use of water-filled trenches.
DID YOU kNOw?

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
seven steel reinforcement supports were fixed in place to
form the basket bottom that carried the statue with part
of the base. In addition, the whole cage system was fit-
ted with two large bearings to allow movement back
and forth while the frame carrying these two bear-
ings was carried on another two large bearings to
allow independent movement side to side. The
whole suspended basket, with the statue inside,
could then have gyroscopic freedom on top of
the supporting structure. The suspended weight
was approximately 135 tons, including the bas-
ket, the statue and the remaining part of the
base. This ensured the statue could absorb some
movement and vibrations while in a vertical posi-
tion during cutting and transportation, enabling
the convoy to traverse humpback bridges or the
road super elevation.
Wire sawing elements were the most danger-
ous part of the work because of the 67-foot height
and 135-ton weight of the statue, carrying basket
and the remaining part of the base. It was criti-
cal to ensure there was minimal movement of the
statue during the cutting process, as even a one
degree lean in any direction could have caused large
amounts of damage or even caused the statue to fall. Such were
the dangers of having the statue placed on such a narrow base.
Market Leaders began wire sawing the upper level of
the concrete base 10 inches below the generated basket
base carrying the statue, using two wire saws. A wire
saw was set up at each side of the statue after dividing
the concrete base into two equal parts. Wire sawing
commenced from the middle of the base to the outer
edges with both machines running in parallel. The
robust part of the base acted as a simple supported
beam. The basket carrying the statue was carried
through the basket suspension structure on
the four inside supports. After each 30-minute
period of sawing, steel platelets were inserted, each
measuring approximately 0.5 inches thick, eight inches
wide and 20 inches long, replacing the wire cutting
clearance. The wire cutting took approximately six hours
to complete.
Following the successful sawing of the upper level,
two other levels at the middle and at the bottom of
the remainder of the base were also wire sawed. Once
cutting was completed, concrete jackhammers were
employed to break the concrete under the base and
remove it. Only then could the general contractor use
Many local people gathered to see the statue begin its journey.
C O n C R E T E C A S E S

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
COMPAny PROFilE
Market Leaders recently became CSDA members in
September 2007 and are based in Cairo, Egypt. The company
has been operating for 15 years, and specializes in diamond
drilling, sawing and controlled demolition. Market Leaders
has a team of eight operators and carry out sawing and
drilling jobs in and around Egypt and other Arab countries.
RESOURCES
General Contractor:
Arab Contractors, Co.
Sawing and Drilling Contractor:
Market Leaders, Cairo, Egypt
Phone:
20-2 2453 0917
Fax:
20-2 2453 0917
Email:
Methods Used:
Core Drilling, Wire Sawing, Wall Sawing
their hydraulic jacks to lower the statue from just over 13 feet high to
around 4.5 feet from street level for transfer onto the trailer.
The basket containing the statue was secured on both sides and
transported using two specially designed, flat-bed trailers. The trailers
enabled the statue to be moved freely suspended in a vertical position.
Each trailer had eight axles, with eight wheels on each axle. In total, a
weight of 180 tons was being carried. King Ramses’ journey began at
1:00 AM on the night of August 25, 2006, passing through the down-
town streets where more than half a million Egyptians gathered to say
farewell to the King. The convoy reached the outer ring road bridge
at 5:30 AM, traversing the ramp bridge before driving eight kilome-
ters until they passed the Pyramids, finally reaching Giza at 10:00 AM.
Upon arrival, the statue was greeted by the Egyptian minster of culture,
minster of tourism and several ambassadors to officially welcome King
Ramses II to his new home.
The project was a great success, and Mohamed Labib was pleased
to have been a part of it. “It was a great opportunity to be the consult-
ing engineer for the coring, floor, wall and wire sawing of such a large
and prestigious job. Market Leaders is very proud to have played an
important role in this project.”
Following a 10-hour journey, King Ramses arrived in Giza.
REVIEW AND COMMENT ON THIS ARTICLE AT WWW.CSDA.ORG/FORUM.CFM
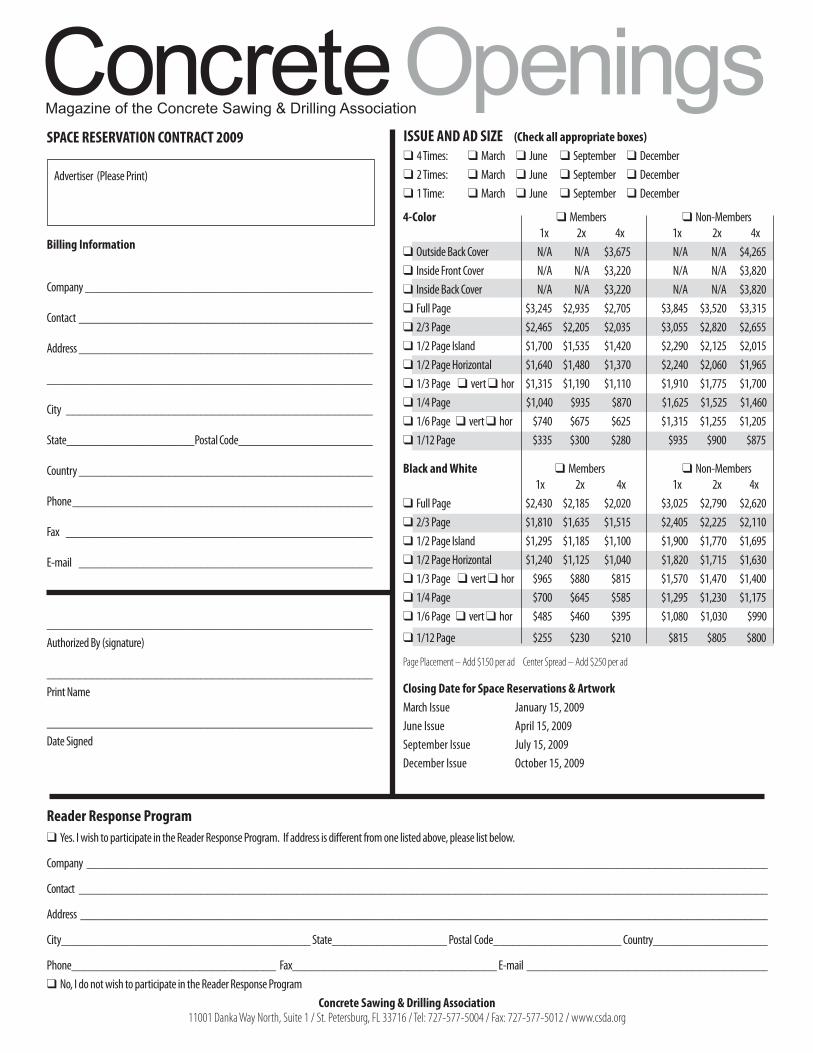
4-Color ❑ Members ❑ Non-Members1x 2x 4x 1x 2x 4x
❑ Outside Back Cover N/A N/A $3,675 N/A N/A $4,265❑ Inside Front Cover N/A N/A $3,220 N/A N/A $3,820❑ Inside Back Cover N/A N/A $3,220 N/A N/A $3,820❑ Full Page $3,245 $2,935 $2,705 $3,845 $3,520 $3,315❑ 2/3 Page $2,465 $2,205 $2,035 $3,055 $2,820 $2,655❑ 1/2 Page Island $1,700 $1,535 $1,420 $2,290 $2,125 $2,015❑ 1/2 Page Horizontal $1,640 $1,480 $1,370 $2,240 $2,060 $1,965❑ 1/3 Page ❑ vert ❑ hor $1,315 $1,190 $1,110 $1,910 $1,775 $1,700❑ 1/4 Page $1,040 $935 $870 $1,625 $1,525 $1,460❑ 1/6 Page ❑ vert ❑ hor $740 $675 $625 $1,315 $1,255 $1,205❑ 1/12 Page $335 $300 $280 $935 $900 $875
Black and White ❑ Members ❑ Non-Members1x 2x 4x 1x 2x 4x
❑ Full Page $2,430 $2,185 $2,020 $3,025 $2,790 $2,620❑ 2/3 Page $1,810 $1,635 $1,515 $2,405 $2,225 $2,110❑ 1/2 Page Island $1,295 $1,185 $1,100 $1,900 $1,770 $1,695❑ 1/2 Page Horizontal $1,240 $1,125 ❑ 1/3 Page ❑ vert ❑ hor $965 $880 $815 $1,570 $1,470 $1,400❑ 1/4 Page $700 $645 $585 $1,295 $1,230 $1,175❑ 1/6 Page ❑ vert ❑ hor $485 $460 $395 $1,080 $1,030 $990
❑ 1/12 Page $255 $230 $210 $815 $805 $800
Page Placement – Add $150 per ad Center Spread – Add $250 per ad
Closing Date for Space Reservations & ArtworkMarch Issue January 15, 2009June Issue April 15, 2009September Issue July 15, 2009December Issue October 15, 2009
Magazine of the Concrete Sawing & Drilling Association
SPACE RESERVATION CONTRACT 2009
Advertiser (Please Print)
Billing Information
Company _____________________________________________
Contact ______________________________________________
Address ______________________________________________
___________________________________________________
City ________________________________________________
State____________________ Postal Code_____________________
Country ______________________________________________
Phone _______________________________________________
Fax ________________________________________________
E-mail ______________________________________________
___________________________________________________Authorized By (signature)
___________________________________________________Print Name
___________________________________________________Date Signed
ISSUE AND AD SIZE (Check all appropriate boxes)❑ 4 Times: ❑ March ❑ June ❑ September ❑ December❑ 2 Times: ❑ March ❑ June ❑ September ❑ December❑ 1 Time: ❑ March ❑ June ❑ September ❑ December
Reader Response Program❑ Yes. I wish to participate in the Reader Response Program. If address is from one listed above, please list below.
Company ___________________________________________________________________________________________________________
Contact ____________________________________________________________________________________________________________
Address ____________________________________________________________________________________________________________
City_______________________________________ State__________________ Postal Code_ ___________________ Country__________________
Phone________________________________ Fax________________________________ E-mail ______________________________________❑ No, I do not wish to participate in the Reader Response Program
Concrete Sawing & Drilling Association 11001 Danka Way North, Suite 1 / St. Petersburg, FL 33716 / Tel: 727-577-5004 / Fax: 727-577-5012 / www.csda.org
$1,040 $1,820 $1,715 $1,630
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
T he job scope was to remove four wall panels that had been
damaged by the collapse of the roof, saw cut 24 openings in the
slab so new roof support columns could be added, and lastly the
demolition of a two-story block building inside the warehouse. Holes
Incorporated was selected for this job because their sawing and drilling
methods would help maintain the integrity of the building that would
remain, which had not been damaged by the storm.
Wall sawing with diamond blades was used to cut and separate the
four damaged concrete wall panels from the existing building. The meth-
ods employed by Holes ensured vibrations to a minimum and helped
maintain the integrity of the remaining wall panels. The walls had been
forced out at a 25-degree angle, therefore they all had to be shored in
place before saw cutting could begin. Holes Incorporated decided to
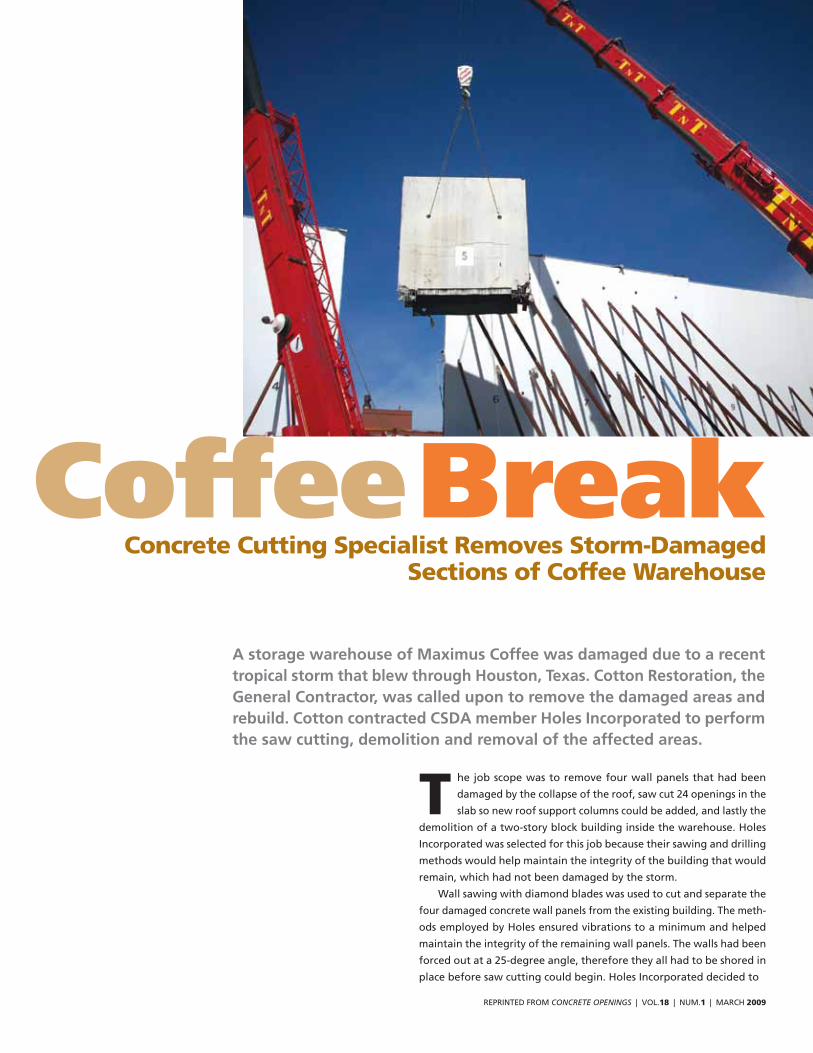
Concrete Cutting Specialist Removes Storm-Damaged Sections of Coffee Warehouse
A storage warehouse of Maximus Coffee was damaged due to a recent tropical storm that blew through Houston, Texas. Cotton Restoration, the General Contractor, was called upon to remove the damaged areas and rebuild. Cotton contracted CSDA member Holes Incorporated to perform the saw cutting, demolition and removal of the affected areas.
Coffee Break

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
C O n C R E T E C A S E S
use a GDM wall saw and 60-foot boom lift to cut the four 45-foot-tall by
14-foot-wide by 8-inch-thick panels. All panels were shored and braced
until removal. Two 6-inch by 8-inch holes were drilled into each panel to
rig the panels for removal. The panels were cut in half due to their size,
and were lowered by a 110-ton crane onto Holes’ flat bed haul trucks.
Once the panels were down, the interior of the building was exposed
and the team was able to use a Core Cut diesel saw for the 24 3-foot by
3-foot by 6-inch areas. The existing roof columns were broken and
had left the slab damaged, so Holes Incorporated sawed around the
area and broke out the sections using a skid steer with a hoe ram
attached. Once the section was broken, the team dug out the area
to allow Cotton to insert new columns to support the new roof.
Holes Incorporated also used a GDM wall saw to cut a 10-foot by
10-foot by 8-inch overhead door opening that the owners wanted
to allow additional deliveries to the warehouse. Before demolition
of the two-story building could commence, Holes had to detach a
wall which the building shared with its warehouse. Due to limited
access, a Stihl Saw was used to perform the cut. An ICS chain saw
was then used to cut 16 9-inch by 6-inch by 8-inch-deep openings
for roof scuppers. This was performed so that the roof would not
fill with water and collapse again. Once the building was detached,
the team used a backhoe and skid steer with a hoe ram to break up
Left:Four panels were removed due to storm damage.
Right:A Holes Incorporated operative carrying out wall sawing on the project.
Below Left:All panels were shored and braced until removal.
Below Right:The panels were cut in half and lowered by crane onto trucks.
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
C O n C R E T E C A S E S
and demolish the two-story CMU block building. Holes also performed
concrete demolition of a 12-foot by 4-foot by 5-foot concrete staircase.
Holes Incorporated is actively taking steps to become a ‘green’
business, therefore all crushed and broken concrete was transported
to a recycling plant for crushing and reuse throughout the Houston
area. The wall panels were sent to Holes so that they could be used for
hands-on training.
The job took eight days to complete and was on time and within
budget. This was Holes’ first job with Cotton Restoration, and due to
their success on this job have been awarded two additional projects.
Kellie Vazquez, administrative vice president of Holes Incorporated, is
very satisfied with this project and pleased with her team’s performance,
“We pre-planned the sequence of each task, and reviewed the job scope
and necessary safety requirements daily to successfully complete each
day’s work. We followed this format throughout the project.” Vazquez
continued, “Our estimator and 20-year veteran, Lee Aitken, performed
the job walk-through with our senior load and haul operator, 30-year
veteran Mark Stepanski, prior to bidding the job. Mark performed
safety audits every morning with the other members of the Holes
team, and the crane operator when present. All safety concerns were
addressed during the morning safety audits prior to commencing work.
This job was completed without any lost time, injuries, incidents or
recordables during the project.” Hard hats, steel-toed work boots,
hearing protection, gloves, safety glasses and fall protection was worn
throughout the project.
In total, Holes wall sawed 400 feet of 8-inch-thick concrete, slab-
sawed 288 feet of 6-inch-thick concrete and hand sawed 12 feet of CMU
blocks. The team core drilled 18 6-inch by 8-inch holes, and also chain
sawed 40 feet of 8-inch concrete. This adds up to approximately 13,000
square feet of concrete removal.
COMPAny PROFilE
The Holes Companies are service companies, specializing
in concrete sawing, drilling, breaking, lifting, demolition,
scanning, load and haul and specialty wire sawing. The Holes
Companies primarily work for commercial and industrial
contractors, state highway departments and municipalities.
Holes Incorporated, Holes Golden Triangle, LLC and Holes
Technology, LP have built a solid track record through 36
years of experience and reliability. The company has been a
CSDA member since 1976.
RESOURCES
General Contractor:
Cotton Restoration
Sawing and Drilling Contractor:
Holes Incorporated, Houston, Texas
Phone:
281-469-7070
Fax:
281-469-6207
Email:
Website:
www.holesinc.com
Methods Used:
Core Drilling, Wall Sawing, Hand Sawing, Slab Sawing,
Demolition
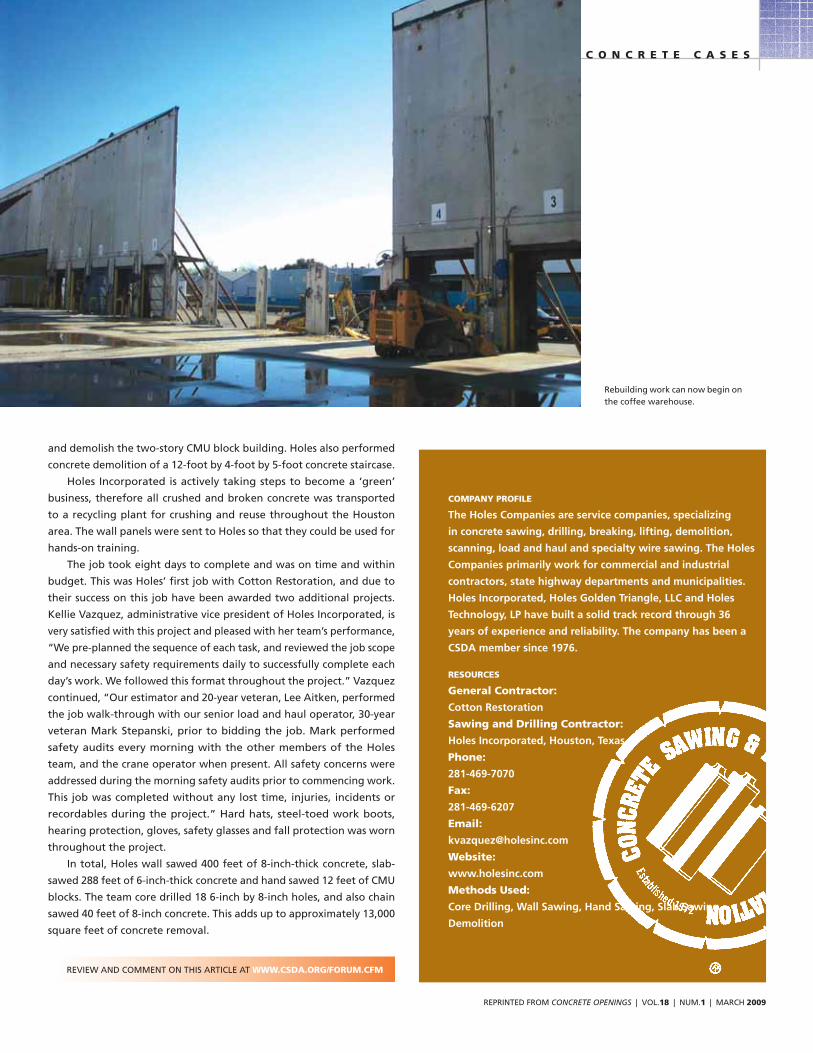
Rebuilding work can now begin on the coffee warehouse.
REVIEW AND COMMENT ON THIS ARTICLE AT WWW.CSDA.ORG/FORUM.CFM
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
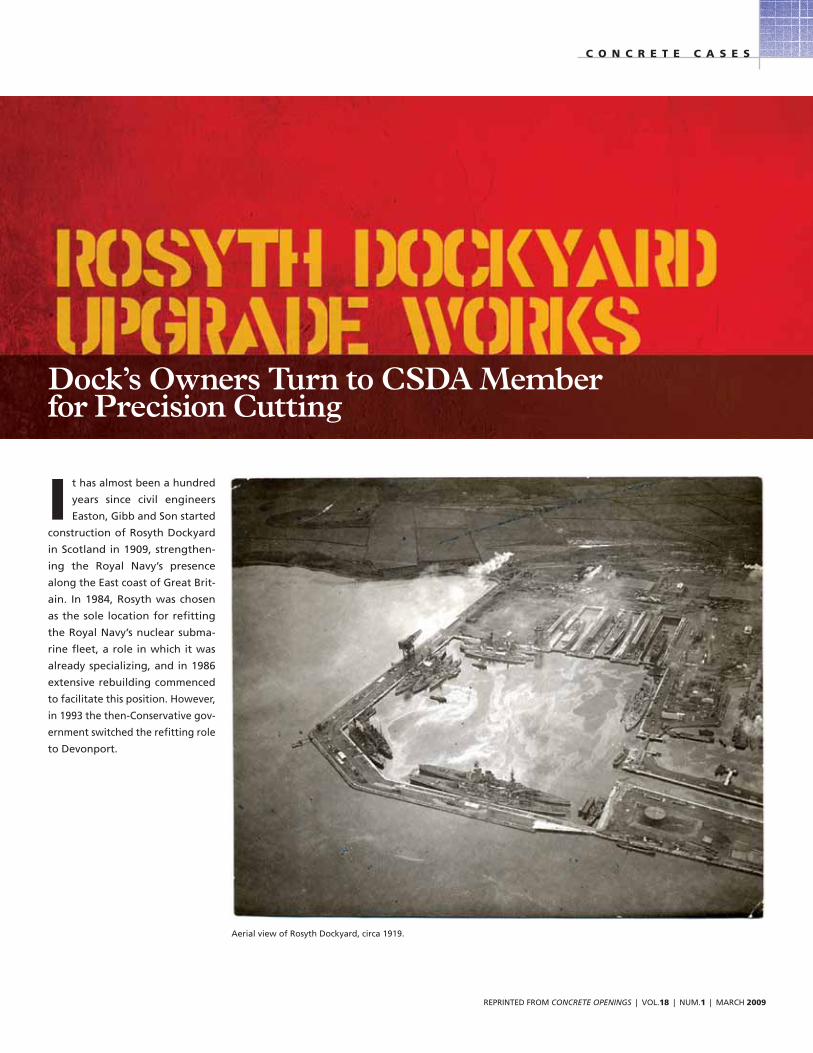
Dock’s Owners Turn to CSDA Member for Precision Cutting
Aerial view of Rosyth Dockyard, circa 1919.
C O n C R E T E C A S E S
i t has almost been a hundred
years since civil engineers
Easton, Gibb and Son started
construction of Rosyth Dockyard
in Scotland in 1909, strengthen-
ing the Royal Navy’s presence
along the East coast of Great Brit-
ain. In 1984, Rosyth was chosen
as the sole location for refitting
the Royal Navy’s nuclear subma-
rine fleet, a role in which it was
already specializing, and in 1986
extensive rebuilding commenced
to facilitate this position. However,
in 1993 the then-Conservative gov-
ernment switched the refitting role
to Devonport.

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009The huge caisson required cutting in order to be widened.

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
“Thanks to our expert staff, we managed to successfully
complete the job on time and on budget.”
Diamond wire sawing ensured a clean and precise cut through steel and concrete.
The caisson is used to dry dock vessels entering Rosyth Dockyard.
Babcock Thorn, a consortium operated
by Babcock International and Thorn EMI, was
awarded the management contract for Rosyth
Dockyard in 1987, after which they were a
government-owned, contractor-run facility. In
1993, the Ministry of Defense announced plans
to privatize Rosyth. Babcock International
(who had bought out Thorn’s share of the
original Babcock Thorn consortium) was the
only company to submit a bid, and after
protracted negotiations purchased the yard
in January 1997.
Early last year, as part of the Rosyth
Dockyard infrastructure upgrade, Babcock
Marine approached CSDA member Core
Cut Ltd. of West Lothian, Scotland with the
challenge of cutting a huge caisson in two.
The caisson, already measuring 33 meters wide,
5.8 meters deep and 15.5 meters high, needed
to be widened and a new piece welded in
place. Therefore, an accurate and clean cut
was paramount. An extension piece had been
prefabricated to fit exactly between the two
sections of the existing caisson, and required
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
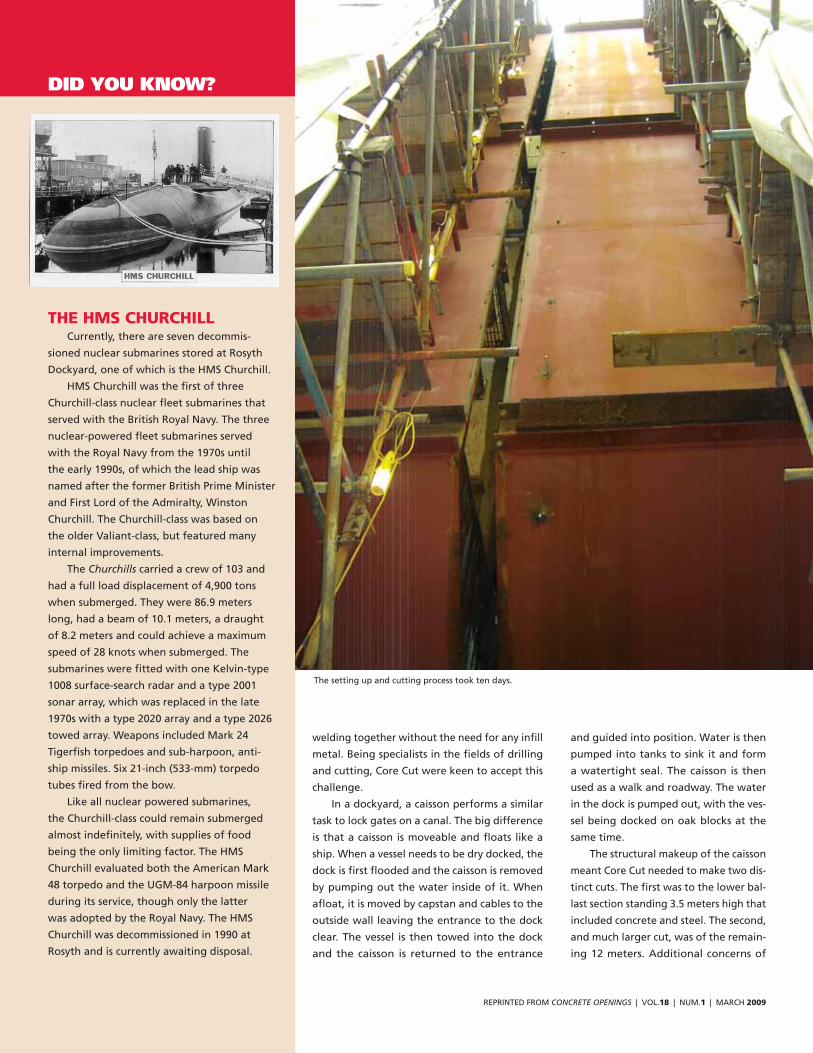
THE HMS CHURCHillCurrently, there are seven decommis-
sioned nuclear submarines stored at Rosyth
Dockyard, one of which is the HMS Churchill.
HMS Churchill was the first of three
Churchill-class nuclear fleet submarines that
served with the British Royal Navy. The three
nuclear-powered fleet submarines served
with the Royal Navy from the 1970s until
the early 1990s, of which the lead ship was
named after the former British Prime Minister
and First Lord of the Admiralty, Winston
Churchill. The Churchill-class was based on
the older Valiant-class, but featured many
internal improvements.
The Churchills carried a crew of 103 and
had a full load displacement of 4,900 tons
when submerged. They were 86.9 meters
long, had a beam of 10.1 meters, a draught
of 8.2 meters and could achieve a maximum
speed of 28 knots when submerged. The
submarines were fitted with one Kelvin-type
1008 surface-search radar and a type 2001
sonar array, which was replaced in the late
1970s with a type 2020 array and a type 2026
towed array. Weapons included Mark 24
Tigerfish torpedoes and sub-harpoon, anti-
ship missiles. Six 21-inch (533-mm) torpedo
tubes fired from the bow.
Like all nuclear powered submarines,
the Churchill-class could remain submerged
almost indefinitely, with supplies of food
being the only limiting factor. The HMS
Churchill evaluated both the American Mark
48 torpedo and the UGM-84 harpoon missile
during its service, though only the latter
was adopted by the Royal Navy. The HMS
Churchill was decommissioned in 1990 at
Rosyth and is currently awaiting disposal.
DID YOU kNOw?
The setting up and cutting process took ten days.
welding together without the need for any infill
metal. Being specialists in the fields of drilling
and cutting, Core Cut were keen to accept this
challenge.
In a dockyard, a caisson performs a similar
task to lock gates on a canal. The big difference
is that a caisson is moveable and floats like a
ship. When a vessel needs to be dry docked, the
dock is first flooded and the caisson is removed
by pumping out the water inside of it. When
afloat, it is moved by capstan and cables to the
outside wall leaving the entrance to the dock
clear. The vessel is then towed into the dock
and the caisson is returned to the entrance
and guided into position. Water is then
pumped into tanks to sink it and form
a watertight seal. The caisson is then
used as a walk and roadway. The water
in the dock is pumped out, with the ves-
sel being docked on oak blocks at the
same time.
The structural makeup of the caisson
meant Core Cut needed to make two dis-
tinct cuts. The first was to the lower bal-
last section standing 3.5 meters high that
included concrete and steel. The second,
and much larger cut, was of the remain-
ing 12 meters. Additional concerns of

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
COMPAny PROFilE
Core Cut joined CSDA in 1996 and is based in Broxburn, West Lothian,
Scotland. The company is a family owned and run business celebrating 30
years in the concrete drilling and cutting industry. During this time, Core
Cut has built an enviable reputation within the UK construction industry
and is a specialist in diamond drilling, sawing and controlled demolition.
The company is proud to have achieved ISO9001 accreditation.
RESOURCES
General Contractor:
Babcock Marine
Sawing and Drilling Contractor:
Core Cut Ltd., West Lothian, Scotland
Phone:
44-1506 854710
Fax:
44-1506 853068
Email:
Website:
www.corecut.co.uk
Methods Used:
Core Drilling, Wire Sawing and Controlled Demolition
C O n C R E T E C A S E S
REVIEW AND COMMENT ON THIS ARTICLE AT
WWW.CSDA.ORG/FORUM.CFM
Core Cut were that the interior of the caisson
contained various ballast tanks and internal
bracing, all of which had to be cut with the
same degree of accuracy as the mass concrete
ballast to the keel section. The cuts also had
to be wedged as the team progressed to pre-
vent the natural expansion and contraction
of the steel affecting the cutting process by
snagging the wire.
For Core Cut, cutting the caisson in two
was not going to provide any problems, but
cutting it accurately to allow for a success-
ful weld was going to be the real challenge.
Fortunately with 30 years in the sawing and
drilling industry, and a team of highly skilled
workers, Core Cut’s director Finlay Crocker was
confident of success, “Like most jobs it was all
in the setting up and our skilled operators are
known for their attention to detail no matter
how large or challenging the task.”
Core Cut spent over 24 hours setting up
and preparing the task, checking and re-check-
ing using a Hilti PR25 rotating laser to ensure
accuracy before commencing the wire sawing.
They employed a Hilti WS 15E 15 kW electric
wiresaw system. Hilti also supplied the 10 and
4 noise-reducing pulley sets required for the
project, and Core Cut made some modifica-
tions that would allow the position of the pul-
ley wheels to be adjusted without the need for
repeated set-ups. Power was supplied by a 70
KVA Super Silent 145-volt mobile generator.
The set up was overseen by Finlay Crocker and
Ernst Siegenthaler, Hilti’s global key account
manager of the Diamond Systems Business
Unit, and carried out in conjunction with engi-
neering staff from Babcock Marine.
Core Cut’s wire sawing was accomplished
using a 50-meter length of 100% specifica-
tion steel diamond wire supplied by Hilti Great
Britain. Core Cut has found diamond wire saw-
ing to be the fastest and most versatile means
of cutting heavily-reinforced concrete and
steel. The wire saw easily handles the thickest
sections of all construction materials with cut-
ting rates in excess of one square meter-per-
hour achievable, and the ability to cut circular
openings up to 2.5 meters in diameter leaving
clean, straight and smooth cut surfaces with no
damage to the remaining structure.
The work was carried out over ten days
during July 2008, in which time the cutting
team mobilized, set up the equipment, per-
formed the cut and broke out the mass con-
crete ballast from the keel section. Since Core
Cut completed their work, Babcock Marine has
now successfully welded in the extension piece
to the caisson. Crocker was pleased with the
outcome of both the cuts and the project as a
whole, “Thanks to our expert staff, we man-
aged to successfully complete the job on time
and on budget.”
In addition to these works, Core Cut was
awarded a separate job on the same project,
and was subcontracted by Edmund Nuttall to
help with the dock-widening program. Core
Cut’s job was to make preparatory cuts of the
concrete and granite to facilitate the easy and
tidy removal of the alters (large dock steps).
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
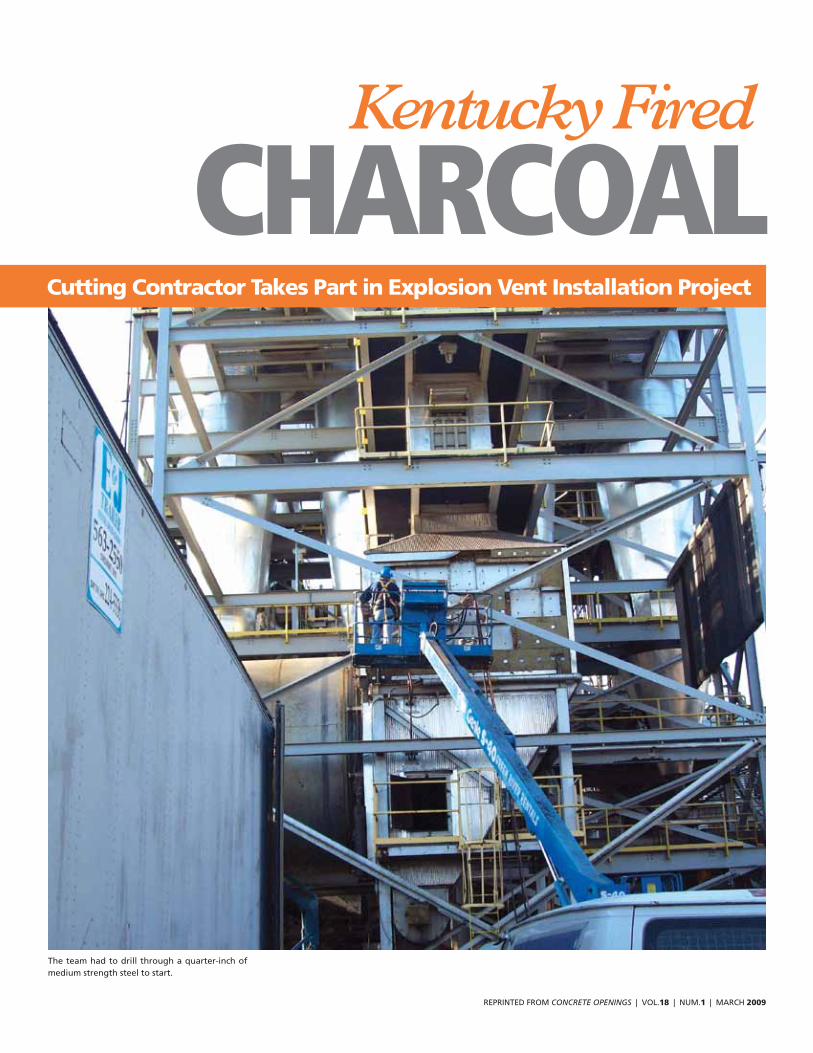
CharCoalCutting Contractor Takes Part in Explosion vent installation Project
Kentucky Fired
The team had to drill through a quarter-inch of medium strength steel to start.

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
Sawing and Drilling projects, big or small, come with many com-
plex elements that must be overcome by the cutting contrac-
tor to get the job done. People may think that the difficulty
of a project is directly proportionate to the size. However, this is not
always the case. There are just as many small, complex projects being
undertaken by relatively small cutting and coring companies—one of
which is CSDA member company Taylor’s Concrete Cutting Services of
Franklin, Kentucky.
Taylor’s has been asked to tackle many unusual projects during its
time in the industry, but in July of 2008 they were asked to participate
in one of its most unusual yet. Jeff Blanton, project manager for gen-
eral contractor Madison Smith Machine & Tool Company, contacted
Ron Taylor to discuss a project he was working on at Kingsford Products
Company’s charcoal plant in Summer Shade, Kentucky. Kingsford pro-
duces charcoal briquettes, and Madison Smith had been contracted by
Kingsford to install nine “explosion vents” at the plant. The installa-
tion would require nine clean, round holes to be located in an exterior
wall. The new explosion vents would provide a safe release of pressure
should an explosion occur.
The project called for nine, 20-inch-diameter holes to be located
in an exterior wall. The wall had a total depth of only two inches, but
was constructed of an outer layer of quarter-inch medium strength steel
and an inner layer of inch and a half refractory material. The refractory
material consisted of a concrete-like material embedded in a horizon-
tal and vertical grid of 3/16-inch stainless steel flat bar. What made the
project difficult for the general contractor was that the holes had to
penetrate both the steel and refractory material. Using a torch was not
an option, as a torch would cut through the outer layer of steel but not
the refractory material. The solution had to involve core drilling, and
that’s where Taylor’s came in.
There were three basic criteria for the project: First of all, the gen-
eral contractor required nine 20-inch-diameter, clean, round holes in the
wall. Secondly, no holes could be drilled in the wall for drill mounting
purposes. Thirdly, the holes had to be drilled from the outside of the
wall, which meant that drilling had to begin on quarter-inch medium
strength steel.
C O n C R E T E C A S E S
Holes were required at the plant to prevent pressure build-ups.

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
The cutting team worked with Diamond Products to satisfy the first
part of the criteria by designing a core drill bit that would penetrate
the steel as well as the refractory material. Diamond Products designed
a 20-inch-diameter,12-inch-deep bit with 32 segments. The segments
were formulated with a bond that would allow the bit to efficiently
cut the steel.
Once the bit was designed, Ron Taylor worked with Dave Gillespie,
Madison-Smith’s site supervisor, to design a drill mounting system. The
second project criteria stated that no mounting holes could be drilled in
the wall, therefore a machinist from the general contractor fabricated
a steel plate that contained threaded rods on which to mount the drill.
Gillespie tack-welded the steel plate at the hole location and the drill
was mounted to the plate. The mounting system allowed the drill to be
mounted without drilling additional holes in the wall.
The third criteria stated by the general contractor was that holes
had to be drilled from the outside of the wall, meaning each hole had
to begin on the surface of a quarter-inch medium strength steel panel.
Core drill bits have a tendency to “walk,” that is to move vertically and
horizontally when beginning a hole on a flat steel surface. Since the proj-
ect called for clean, round, 20-inch-diameter holes, something had to be
done to keep the bit from “walking.” The core drilling team’s solution
was to use guide rollers to stabilize the bit. The machinist at Madison-
Smith installed the guide rollers on a plate that they designed and fab
The contractors carefully maintained drilling speed and pressure to achieve success.
Nine 20-inch diameter holes were drilled by Taylor’s.

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
COMPAny PROFilE
Taylor’s Concrete Cutting Services, LLC, are based in Franklin,
Kentucky, and have been a CSDA member since 2006. The
company has been operating for nine years, and specializes in
diamond drilling, sawing, and controlled demolition. Taylor’s has
a team of seven operators and carry out sawing and drilling jobs
in the Middle Tennessee and Southern Kentucky areas.
RESOURCES
General Contractor:
Madison-Smith Machine & Tool Company
Sawing and Drilling Contractor:
Taylor’s Concrete Cutting Services, LLC, Franklin, Kentucky
Phone:
270-598-9400
Fax:
270-598-9020
Email:
Website:
www.taylorsconcretecutting.com
Methods Used:
Core Drilling
ricated. The site supervisor tack-welded the guide roller plate under-
neath each hole location to stabilize and support the bit as it turned.
Ron Taylor, along with his cutting team, began drilling at Kingsford
on September 18, 2008. The team used a Diamond Products Char-Lynn
hydraulic drill, powered by a Diamond Products model CB24XL gaso-
line powered hydraulic power pack. A 30-foot lift provided them with
access to the wall. Drilling through the refractory material was espe-
cially challenging as the bit had a tendency to get hung on the stainless
steel mesh. Taylor had to ensure the correct drilling speed and pressure
was maintained to guard against hanging the bit. Taylor’s team spent
the entire day drilling the first hole, but as the drilling progressed, the
cutting team experimented with speed and pressure, perfecting their
technique.
It took Taylor’s Concrete Cutting Services approximately six hours
to drill each hole, two hours to drill through the quarter-inch steel
plate and four hours to drill through the 1.5-inch-thick stainless steel
and refractory material. All nine holes were completed in six days. The
custom-made bit, drill mount and guide roller plate worked as expected,
a testament to the innovative approach and excellent planning executed
by Ron Taylor, Jeff Blanton and their respective teams. By working on
the principles of mutual trust and cooperation, the cutting contractor
was able to overcome the challenges of a most unusual small project.
It took Taylor’s six days to complete the six holes.
REVIEW AND COMMENT ON THIS ARTICLE AT WWW.CSDA.ORG/FORUM.CFM
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
By Chip Webster
How to Survive and Thrive in a Tough Economic Climate
THE BUSinESS Of BUSINESS
it’s likely that booms and busts have been part of the business world
ever since the first shell jewelry was exchanged 100,000 years ago.
For businesses that successfully weather this tough economic climate,
the silver lining is a relatively open market when the economy begins
to rebound.
Over the past 35 years, working with companies ranging from
Fortune 500 firms to start-ups that are still a gleam in their founders’
eyes, I’ve identified three key areas where CEOs should focus their
attention to ensure that their company comes out on top.
First, of course, is cash. Businesses that have it will survive, those that
don’t, won’t. Unprofitable businesses with positive cash flow can stay
in the game, while a profitable company with negative cash flow will
go broke. Here are some key points for a CEO to consider:
• Cashain’tcashunlessitiscash.Youneeddailyreportsonall
bank balances and weekly cash flow projections for 90 days out.
• Receivablesandinventoryaren’tcash.Lookateveryunpro-
ductive asset to see if you can convert it to cash. Invest in cash
bonuses to employees who help turn those assets into cash.
• Paperprofitsdon’tcount—andnever,evergetcaughtinthe
“we’ll take this one to break even” trap.
• Workwithbothvendorsandcustomerstoincreaseavailablecash.
Personally visit big customers who are slow payers and work out
payment plans. Ask suppliers for better pricing and/or terms, and
consider consolidating suppliers to get the best deal. Increase
your price on small accounts.
• Developalternativesourcesofcashanddrawdowncreditlines
if necessary—but make sure you understand every word of bank
covenants first.
• Don’tstonewallbankers,creditorsorlandlords.Communicate
with them often and tell them the truth.
Second, corporate is more important than ever. CEOs need to be
leaders not managers. Leaders are out in front, managers hide in their
officeandsendemailsandmemos.Yourfirstjobasaleaderistomake
sure that every employee is pulling his or her weight. Systematically
review every employee’s skills and attitudes and get rid of weak, under-
performing people today.
Create a team culture with the high-performing people that remain.
Have ‘town hall’ meetings, communicate constantly and look for posi-
tive news to announce. If you have to cut top-notch people, put your
staff in a room and let them decide if they want to go to a shorter work
week instead of laying off co-workers. Then, if you have to cut hours
or pay, cut your own pay even more.
Finally, keep an eye on the future. No one knows just how long
this recession will continue, but many demographics show that certain
states will become economic powerhouses in the near future as signs
of recovery emerge. Be ready to take advantage of pent-up demand
when this recovery occurs by:
• Personallycallinglostcustomersanddoingwhateveryouneed
to do to get them back. Calling on your top accounts to ask how
you can help them survive this downturn.
• Leavingunprofitablebusinessonthetableforyourcompetition.
• Pickingupmarketsharewhenever
possible, and considering buying
weak competitors who will make your
business more profitable.
As frustrating as the current economic
climate is, always remember: tough times
never last, tough people do.
Chip Webster is president of TEC Florida, an affiliate of Vistage International and the state’s leading organization for CEOs. For more information, visit www.tecflorida.com or email [email protected].
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
TECH TALk
Tech Talk is a regular feature of Concrete Openings magazine, focusing on equipment, maintenance and operational issues of interest to concrete cutting contractors. Readers wishing to have a particular subject addressed can call or email CSDA with their suggestions at 727-577-5004 or [email protected].
By Robert Hodson
The Evolution of Synthetic Diamonds
Manufactured diamonds have
been commercially available
for over 50 years, but were
not used extensively by diamond blade
manufacturers until about the mid-seven-
ties. The main reasons for this were that
suppliers of natural (mined) diamonds
convinced manufacturers for many years
that their natural material was better, and
simply because manufactured diamonds
were more expensive.
From a technical viewpoint it was easy
to see that the manufactured variety may prove to be better than
the natural alternative, because the former were block-shaped, single
crystals with far fewer internal flaws than the natural type. However,
this remained undemonstrated on a large scale until the mid-seventies
when, due to political upheaval in Africa, natural diamonds became in
short supply and their price skyrocketed. Now, manufactured diamonds
were not only less expensive, but were almost the only type of diamonds
available.
Diamond blade manufacturers launched fast-track development
projects to learn how to use the manufactured variety in their saw blade
segments. These projects required changes to process parameters in
order to minimize exposure of the diamonds to high temperatures and,
in some cases, changes in metal bond chemistry. Overall, manufacturers
found that the conversion was easier than expected. Once the changes
were made, results were astonishing. Suddenly, hard materials were
easier to cut, cutting rates went up and in many cases blade life
improved.
Today, manufactured diamonds are used almost exclusively in metal-
bond diamond saw blades. It is well known that man manufactures
diamonds in a similar way as Mother Nature does, that is, by subjecting
carbon to high temperatures and ultra high pressures. At the
temperatures and pressures used, the carbon atoms are squeezed so
closely together that new atomic bonding occurs and the atoms are
locked into the diamond crystal structure. The transformation from
carbon to diamond occurs within a molten metal matrix of either cobalt
or iron-nickel alloy. The product recovered from the press is an odd
shaped nugget of metal with diamond particles protruding all over.
The metal is then leached away with acids and the diamond particles
are recovered and sorted by size, shape, and
purity. Particle toughness is directly related
to purity—the higher the purity, the higher
the toughness.
Diamonds manufactured by the cobalt
matrix method generally have inclusions
called dendrites, which resemble tree
branches. These inclusions have an effect on
crystal “friability” or resistance to fracture.
Friability is determined by subjecting the
crystals to a crushing action using standard
loads for standard time periods, then
measuring the weight loss. Diamonds manufactured by the iron-nickel
matrix method also have inclusions, but usually not the dendritic variety.
However, these inclusions also affect friability of the diamond.
Over the years, diamond makers have been working on ways to
increase the yield of high purity particles in every batch of diamonds
produced, with relative success. This has given diamond blade
manufacturers another direction to take when the need to alter blade
performance arises.
Another important development in manufactured diamond
technology is the recent progress being made in coated diamonds. The
purpose of using coated diamonds is to improve diamond retention in
the metal bonds so that diamonds are not lost before they can be fully
used. In the past, single layer coatings on diamonds were not effective
due to incompatibility with either the diamond particles or the metal
bond. The newer coatings now available are multi-layered, having one
material in contact with the diamond particles and another material
in contact with the metal bond. These new coatings are being used
successfully in many applications.
In conclusion, out of necessity and the innovation of pioneering
scientists, today’s synthetic diamonds are harder, stronger and less
expensive than those produced 50 years ago. These diamonds are
designed more for the specific purposes of concrete cutting, including
increased blade life and more aggressive cutting techniques. These
synthetic diamonds are more than capable of standing up to the ever-
growing needs of the concrete sawing and drilling industry.
Robert Hodson is the research director of Sanders Saws, Inc., a division of Multiquip, based in Honeybrook, Pennsylvania. Sander Saws can be contacted at 800-486-0797 or by email at [email protected].
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
inSURAnCE CORNER
Are Your Managers Really Managing?
By Bill Crimmins
Many of us feel we do not have time to think about the
‘what ifs’ out there. Our time is spent dealing with problems
in a reactive, day-to-day way, sometimes not thinking
about every possible eventuality associated with any given problem
or situation. This thought process is similar to the Pareto principle, also
known as the 80-20 rule, the law of the vital few and the principle of
factor sparsity. Many businesses focus on the twenty percent of their
clients or workload that produces eighty percent of their income.
Unfortunately when it comes to OSHA, this rule can cause
contractors to focus all their attention on OSHA regulations that attract
frequent attention such as fall protection, hazard communication or
silica exposure, and overlook other regulations that may be of equal
importance. With this in mind, it is imperative that managers are aware
of all applicable regulations for a given job, and that they are working
together to adhere to them. There are several scenarios that could
happen and leave owners and managers exposed to liability. Although
these scenarios may not fall into Pareto’s twenty percent, it is important
to be diligent and fully aware of them.
Recently a cutting contractor encountered such problems while on
the job site, where compliance with OSHA regulations was questioned.
An incident had occurred where an employee of the client had been
seriously injured on the site. OSHA was notified and representatives
arrived to carry out an investigation into the possible cause of the
accident and the injury. A series of citations were issued regarding the
conditions the workers were being exposed, and to what level they
were protecting themselves from potential hazards. The contractor was
cited for several violations, including not being in possession of material
safety data sheets, failure to have various written policies in place and
having no documentation to certify employee training.
Following the results of the OSHA investigation, the events leading
to the incident were painstakingly reviewed by the managers and
OSHA’s citations were discussed at length. During the review and
discussions, a number of issues that had contributed to the incident
were highlighted, and it became increasingly apparent that these issues
had been overlooked during the planning and mobilization stages of
the job. However, the omission of these issues is not the focus here, but
the subtle misunderstandings that led to these omissions are.
The project team assigned by the contractor was typical for
such a job—a foreman and several operators. It was assumed that
members of senior management would carry out site visits on a weekly
basis to monitor progress and provide further instructions where
required. This arrangement is not uncommon in the industry, and
is an arrangement that works successfully when each person’s role
is well defined and understood. Unfortunately in this instance, the
foreman did not have a solid understanding of his responsibilities.
In addition, senior management was under the assumption that the
foreman was responsible for the successful completion of the project,
as well as meeting all training and safety requirements. The result of
these misunderstandings and lack of communication was over $40,000
in OSHA citations.
It transpired that the foreman had only accepted his position
based on an assumption that he would run the job site with little
actual reign, yet collect a higher rate of pay. Basically, he would be a
‘paper foreman’ and would hold the position in name only, making
him devoid of responsibility in terms of decision-making or safety and
health compliance. This, however, was not the case. This is a common
misconception made by operators who are given supervisory roles. Their
technical proficiency has helped in elevating them to a supervisory
status, but a number of additional skills are required and must be
applied in order to succeed in this role. One of the most important being
an awareness that they are now responsible for the activities and safety
of their operators. In this case, the foreman had not understood that
he was a manager, and bore such responsibilities.
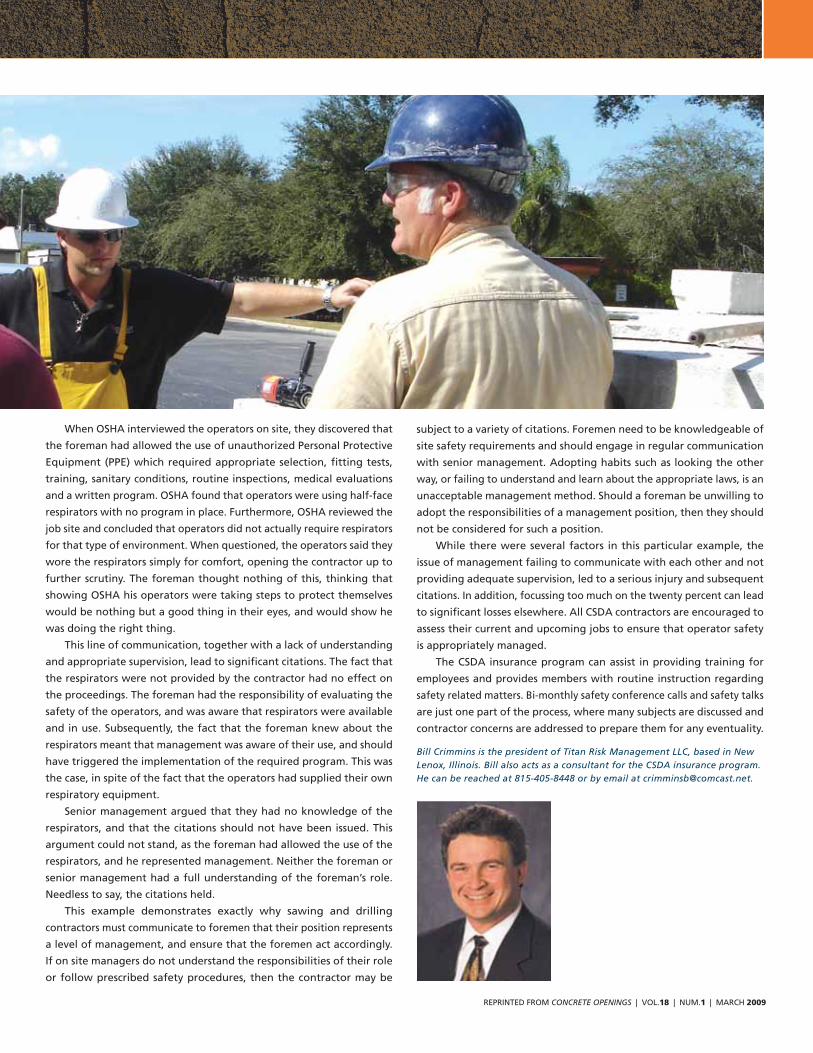
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
When OSHA interviewed the operators on site, they discovered that
the foreman had allowed the use of unauthorized Personal Protective
Equipment (PPE) which required appropriate selection, fitting tests,
training, sanitary conditions, routine inspections, medical evaluations
and a written program. OSHA found that operators were using half-face
respirators with no program in place. Furthermore, OSHA reviewed the
job site and concluded that operators did not actually require respirators
for that type of environment. When questioned, the operators said they
wore the respirators simply for comfort, opening the contractor up to
further scrutiny. The foreman thought nothing of this, thinking that
showing OSHA his operators were taking steps to protect themselves
would be nothing but a good thing in their eyes, and would show he
was doing the right thing.
This line of communication, together with a lack of understanding
and appropriate supervision, lead to significant citations. The fact that
the respirators were not provided by the contractor had no effect on
the proceedings. The foreman had the responsibility of evaluating the
safety of the operators, and was aware that respirators were available
and in use. Subsequently, the fact that the foreman knew about the
respirators meant that management was aware of their use, and should
have triggered the implementation of the required program. This was
the case, in spite of the fact that the operators had supplied their own
respiratory equipment.
Senior management argued that they had no knowledge of the
respirators, and that the citations should not have been issued. This
argument could not stand, as the foreman had allowed the use of the
respirators, and he represented management. Neither the foreman or
senior management had a full understanding of the foreman’s role.
Needless to say, the citations held.
This example demonstrates exactly why sawing and drilling
contractors must communicate to foremen that their position represents
a level of management, and ensure that the foremen act accordingly.
If on site managers do not understand the responsibilities of their role
or follow prescribed safety procedures, then the contractor may be
subject to a variety of citations. Foremen need to be knowledgeable of
site safety requirements and should engage in regular communication
with senior management. Adopting habits such as looking the other
way, or failing to understand and learn about the appropriate laws, is an
unacceptable management method. Should a foreman be unwilling to
adopt the responsibilities of a management position, then they should
not be considered for such a position.
While there were several factors in this particular example, the
issue of management failing to communicate with each other and not
providing adequate supervision, led to a serious injury and subsequent
citations. In addition, focussing too much on the twenty percent can lead
to significant losses elsewhere. All CSDA contractors are encouraged to
assess their current and upcoming jobs to ensure that operator safety
is appropriately managed.
The CSDA insurance program can assist in providing training for
employees and provides members with routine instruction regarding
safety related matters. Bi-monthly safety conference calls and safety talks
are just one part of the process, where many subjects are discussed and
contractor concerns are addressed to prepare them for any eventuality.
Bill Crimmins is the president of Titan Risk Management LLC, based in New Lenox, Illinois. Bill also acts as a consultant for the CSDA insurance program. He can be reached at 815-405-8448 or by email at [email protected].
REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
SAFETy COUNTS
By Mark A. Lies, II
Avoiding Lockout Tagout Violations
InTRODUCTIOnAs all employers should know, employees must
be protected against the hazards of “unexpected
energization” when performing certain functions
with electrical, hydraulic, pneumatic or other
applicable equipment. Despite the fact that the
OSHA regulation, Control of Hazardous Energy, 29
CFR 1910.147 (also known as lockout tagout) has
been in effect for many years, employers continue
to receive frequent, and in many cases significant,
monetary citations for non-compliance. However,
it is prudent to mention that this regulation does
not currently apply to construction or other sectors.
Nonetheless, it is recommended that contractors
are made aware of this regulation and follow the
guidelines to ensure a safe working environment.
More importantly, failure to initially imple-
ment or to comply with an employer’s lockout
tagout procedures has led to numerous fatalities
and serious injuries due to equipment energiza-
tion during servicing or maintenance. This article
is a brief overview highlighting certain high pro-
file aspects of the regulation that have occurred
recently, and the potential liabilities involved.
APPLICATIOnLockout tagout (LOTO) applies to the
control of all energy (e.g., electrical, hydraulic,
pneumatic, gravity) which may be encountered
during servicing or maintenance of machines
in the general industry sector. The regulation
can be confusing to employers because it does
not cover normal production operations, thus,
servicing and maintenance which occurs during
normal production operations is only covered
if it requires:
• Anemployeetoremoveaguardor
safety device, or
• Placepartoftheirbodyintoapoint
of operation area or a danger zone
during a machine operating cycle.
There is a further exception. This exception
includes the performance of minor tool
changes, adjustments or other minor servicing
activities which take place during the normal
production activities, providing they are
“routine, repetitive and integral to the use of
the equipment for production.” However, if
an employer relies upon this exception, they
must develop and utilize alternative measures
that will provide effective protection. Finally,
there is one additional, limited exception.
When the sole source of energy is electrical,
and the equipment utilizes a “plug and
cord” connection which can be unplugged to
completely de-energize the equipment, and
providing the employee maintains control over
the plug and cord, then this would also be an
exception.
PROCESSIn order to develop an effective LOTO
program, the employer must first determine
if and when LOTO applies and develop
specific written procedures for each piece
of equipment, identifying each and every
energy source as well as the specific means and
methods for de-energizing the equipment. This
must also include the various energy control
switches or devices for utilizing locks that are
individually issued to “authorized” employees.

REPRINTED FROM CONCRETE OPENINGS | VOL.18 | NUM.1 | MARCH 2009
Authorized employees are those who have been
trained and authorized by the employer to
perform LOTO using the appropriate written
procedure. Other employees, identified as
“affected” or “other,” must generally be trained
to recognize and be aware of LOTO procedures.
These employees must not in any way attempt
to start or re-energize machines that have
been locked out, or to tamper or remove LOTO
devices while LOTO is being performed by
authorized employees.
After initial training, refresher training must
be conducted whenever there is a change in job
assignments, machines or processes that may
create or present a new hazard, or if changes
have been made to the actual LOTO procedures
themselves.
EnFORCEMEnTOnce a LOTO program has been developed
and employees have been trained, the program
must be enforced with ongoing observation by
supervisors and discipline for violations, up to and
including termination. If employers fail to develop
a LOTO program, train employees and utilize
aggressive enforcement, the employers cannot
avail themselves of the “unavoidable employee
misconduct” defense which can be an absolute
legal defense to liability for an apparent violation.
PERIODIC InSPECTIOnSA recent developing area of significant liability
involves the duty of an employer to conduct a
periodic inspection under 29 CFR 1910.147(c)(6) of
each energy control procedure at least annually;
to verify that the procedure is still effective for the
equipment and that the authorized employees are
competent to perform the procedure (that is, their
training is still effective). Basically, the employer
must observe an authorized employee performing
the procedure at least annually. The employer must
then certify in writing, under 29 CFR 1910.147(c)
(6)(ii), that the periodic inspections have been
performed by:
• Identifyingthemachineorequipmenton
which the energy control procedure was
being utilized,
• Thedateoftheinspection,
• Theemployeesincludedintheinspection,
and
• Thepersonperformingtheinspection.
Unfortunately, many employers are completely
unaware of the obligation to conduct periodic
inspections and prepare the certification or they
risk allowing the annual periodic inspection
requirement to lapse beyond a year. Recently,
OSHA has begun to issue willful citations, which can
carry penalties up to $70,000 per violation, or to
separately cite each machine or piece of equipment
for which a periodic inspection was not conducted,
resulting in significant monetary penalties.
If the periodic inspection reveals that
the LOTO procedure is no longer effective
due to equipment or process changes,
the procedure must be rewritten and
employees retrained. If the authorized
employee is unable to perform the
procedure properly, the employee must
be retrained. In all cases, the training must
be documented. It should also be noted
that if an employer prepares certification
of an inspection that is falsified, there are
potential criminal penalties against the
employer and the individual employee
who prepared the false certification.
COnCLUSIOnAs the regulatory climate changes
within OSHA to a more aggressive
enforcement structure, there is no
question that LOTO compliance will be
more closely evaluated by the agency,
with increasing citation liability. In
any regulatory inspection involving an
employer in general industry, where the
employer utilizes any type of equipment
or machinery, OSHA will request to inspect
the LOTO program, procedures, training,
periodic inspection certifications and
records of any disciplinary action taken
for violations. An employer who develops
and administers an effective program will
reduce the potential for employee injury
as well as regulatory liability.
Mark A. Lies, II is a labor and employment law attorney and partner with Seyfarth Shaw LLP in Chicago, Illinois. He specializes in occupational safety and health law and related employment law and personal injury litigation. In addition, Mark has worked with CSDA members in their businesses. He can be reached at 312-460-5877 or at [email protected].





























