Upload
bronson-duhart
View
219
Download
0
Embed Size (px)
Citation preview
8/8/2019 Computational Intelligence in Control Engineering.king
1/305
8/8/2019 Computational Intelligence in Control Engineering.king
2/305
Foreword
In the last 50 years, Automatic Control Theory has developed into a
well-established engineering discipline that has found application in
space technology, industry, household appliances and other technologi-
cal implementations. It was designed to monitor and correct the perform-
ance of systems without the intervention of a human operator. Lately,
with the growth of digital computers and the universal acceptance of sys-
tems theory, it was discovered and used in softer fields of human interest
such as ecology, economics, biology, etc. In the meanwhile, being a dy-
namic discipline, Automatic Control with the aid of the digital computer
has evolved from simple servomechanisms to an autonomous self-
organizing decision-making methodology that was given the name of In-
telligent Control. Several manifestations of Intelligent Control have been
proposed by various scientists in the literature. Fuzzy, Neural, Hierarchi-
cal Intelligent, Cerebellar and Linguistic control systems are typical ex-
amples of such theoretically developed Intelligent Controls.
However, the application of such sophisticated methodologies to
real life problems is far behind the theory. The areas with the highest
need and the smallest tolerance for adopting the techniques resulting
from such theoretical research are the industrial complexes. The main
reason is the lack of suitable intelligent computational algorithms and in-
terfaces designed especially for their needs. This book attempts to cor-rect this by first presenting the theory and then developing various com-
putational algorithms to be adapted for the various industrial applications
that require Intelligent Control for efficient production.vii
8/8/2019 Computational Intelligence in Control Engineering.king
3/305
Foreword viii
The author, who was one of the first to actually implement Intel-ligent Control in industry, accomplishes this goal by developing step by
step some of the most important Intelligent Computational Algorithms.
His industrial experience, coupled with a strong academic background,
has been channeled into creating a book that is suitable for graduate aca-
demic education and a manual for the practicing industrial engineer.
Such a book fills a major gap in the global literature on Computational
Intelligence and could serve as a text for the developing areas of biologi-
cal, societal and ecological systems. I am very proud to introduce such
an important work.
George N. Saridis
Professor Emeritus
Rensselaer Polytechnic Institute
Troy, New York, 1999
8/8/2019 Computational Intelligence in Control Engineering.king
4/305
Preface
Conventional control techniques based on industrial three-term control-
lers are almost universally used in industry and manufacturing today, de-
spite their limitations. Modern control techniques have not proved possi-
ble to apply because of the difficulties in establishing faithful micro-
scopic models of the processes under control. It is not surprising, there-
fore, that manual control constitutes the norm in industry. In the early
1970s Intelligent Control techniques, which emulate the processing of
human knowledge about controlling a process by machine, appeared and
a new era of control was born. Intelligent Control has come a long waysince then, breaking down the barriers of industrial conservatism with
impressive results.
Intelligent Control, which includes Fuzzy, Neural , Neuro-fuzzy
and Evolutionary Control , is the result of applying Computational Intel-
ligence to the control of complex systems. This class of unconventional
control systems differs radically from conventional (or hard control) sys-
tems that are based on classical and modern control theory. The tech-
niques of Intelligent Control are being applied increasingly to industrial
control problems and are leading to solutions where conventional control
methods have proved unsuccessful. The outcome of their application to
industry and manufacturing has been a significant improvement in pro-
ductivity, reduced energy consumption and improved product quality,factors that are of paramount importance in today’s global market.
The first Chapter presents an introduction to Computational In-
telligence, the branch of Soft Computing which includes Expert Systems,
ix
8/8/2019 Computational Intelligence in Control Engineering.king
5/305
Preface x
Fuzzy Logic, Artificial Neural Networks and Evolutionary Computation (Genetic Algorithms and Simulated Annealing ) with special emphasis on
its application to Control Engineering.
The theoretical background required to allow the reader to com-
prehend the underlying principles has been kept to a minimum. The
reader is expected to possess a basic familiarity with the fundamentals of
conventional control principles since it is inconceivable that unconven-
tional control techniques can be applied without an understanding of
conventional control techniques. The book is written at a level suitable
for both undergraduate and graduate students as well as for practicing
engineers who are interested in learning about unconventional control
systems that they are likely to see in increasing numbers in the next mil-
lennium. The primary objective of the book is to show the reader how
the fusion of the techniques of Computational Intelligence techniques
can be applied to the design of Intelligent Systems that, unlike conven-
tional control systems, can learn, remember and make decisions.
After many years of teaching in higher education, the author
took leave to work in industry only to face the technology gap between
control theory and practice firsthand. He is one of that rare breed of aca-
demics who had a free hand to experiment on-line on large-scale chemi-
cal processes. He spent considerable time trying to apply conventional
modern control techniques but frustrated with the outcome, sought un-
conventional techniques that could and did yield solutions to the difficult
practical control problems that he faced. His search led him first to fuzzycontrol and later to neural control , which he applied to the process in-
dustry with considerable success. Those pioneering years in industry
proved critical to his thinking about control practice and the use of Com-
putational Intelligence, which is proving to be a powerful tool with
which to bridge the technology gap.
After some ten years in industry, the author returned to academe,
applying reverse technology transfer instructing his students on Intelli-
gent Control techniques that have proved effective in industry. This book
is the result of the experience he gained during those years in industry
and of teaching this material to his graduate class on Intelligent Control
while many of the examples presented in this book are the result of this
experience.Chapter 1 is an introduction to the techniques of Computational
Intelligence, their origins and application to Control Engineering. Con-
ventional and Intelligent Control are compared, with a view to focusing
8/8/2019 Computational Intelligence in Control Engineering.king
6/305
Preface xi
on the differences which led to the need for Intelligent Control in indus-try and manufacturing. Chapter 2 discusses Expert Systems with refer-
ence to their engineering applications and presents some common appli-
cations in industry and manufacturing. Chapter 3 discusses Intelligent
Control Systems, their goals and objectives while Chapter 4 discusses its
principal components.
The elements of Fuzzy Logic on which Fuzzy Controllers are
based are presented in Chapter 5 while Chapter 6 discusses the mecha-
nisms of Fuzzy Reasoning, i.e., the inference engine that is the kernel of
every fuzzy controller. Chapter 7 defines the fuzzy algorithm, methods
of fuzzification and de-fuzzification and outlines the principal fuzzy con-
troller design considerations. The requirements for real-time fuzzy con-
trollers, both supervisory as well as embedded, are discussed in Chapter
8, which also includes examples of industrial applications. Chapter 9
presents fuzzy three-term industrial controllers that are replacing many
conventional three-term controllers in the industrial environment. Chap-
ter 10 outlines the Takagi-Sugeno Model-Based Fuzzy Controller design
technique and fuzzy gain-scheduling that fuse conventional and fuzzy
control.
Neural Control, the second important technique of Intelligent
Control, is presented in Chapter 11. The elemental artificial neuron and
multi-layer artificial neural networks that form the kernel of neural con-
trollers are introduced in this Chapter. The delta and back-propagation
algorithms, two of the most common algorithms for training neural net-work, are described in Chapter 12. Chapter 13 discusses how neural con-
trollers can be trained from linguistic control rules identical to those used
in fuzzy control. Finally, the result of fusing fuzzy and neural techniques
of Computational Intelligence in the design of hybrid neuro-fuzzy con-
trollers is discussed in Chapter 14.
Evolutionary Computation, the latest entrant in the field of Com-
putational Intelligence, and Genetic Algorithms, the best known example
of stochastic numerical optimization techniques, are presented in Chapter
15. Chapter 16 introduces Simulated Annealing, a stochastic technique
that has found considerable application in engineering optimization. Fi-
nally, Chapter 17 demonstrates how these two techniques can be used to
advantage in the design of conventional and intelligent controllers.An extensive Bibliography on Computational Intelligence and its
applications is presented in Chapter 18.
8/8/2019 Computational Intelligence in Control Engineering.king
7/305
Preface xii
Appendix A offers a step-by-step study for the design of a fuzzycontroller of a realistic non-linear dynamic plant using MATLAB and its
Fuzzy Toolbox. Appendices B and C offer listings of the MATLAB m-
files of Genetic and Simulated Annealing Algorithms. Finally, Appendix
D presents a listing of a MATLAB m-file for training industrial neural
controllers using the Neural Toolbox.
Acknowledgments
This book would not have been written had it not been for two people:
an anonymous kidney donor and. Mark Hardy M.D., Auchinloss Profes-
sor of Surgery in the Department of Surgery at the College of Physicians& Surgeons of Columbia University in New York, who performed the
transplant. Together, they gave him that most precious gift: Life. He is
forever indebted to them.
The author gratefully also acknowledges the contributions of his
colleagues and former students at the University of Patras in Greece, N.
Antonopoulos to Chapter 2, K. Kouramas to Chapters 2 and 10, P.
Skantzakis to Chapter 11, G. Tsitouras and G. Nikolopoulos to Chapter
13 and V. Goggos to Chapters 15, 16 and 17.
Robert E. King
October 2004
8/8/2019 Computational Intelligence in Control Engineering.king
8/305
Series Introduction
Many textbooks have been written on control engineering, describing new
techniques for controlling systems, or new and better ways of mathemati-
cally formulating existing methods to solve the ever-increasing complex
problems faced by practicing engineers. However, few of these books fully
address the applications aspects of control engineering. It is the intention of
this new series to redress this situation.
The series will stress applications issues, and not just the mathematics
of control engineering. It will provide texts that not only contain an exposé
of both new and well-established techniques, but also present detailed ex-amples of the application of these methods to the solution of real-world
problems. The authors will be drawn from both the academic world and the
relevant applications sectors.
There are already many exciting examples of the application of con-
trol techniques in the established fields of electrical, mechanical (including
aerospace), and chemical engineering. We have only to look around in to-
day’s highly automated society to see the use of advanced robotics tech-
niques in the manufacturing industries; the use of automated control and
navigation systems in air and surface transport systems; the increasing use
of intelligent control systems in the many artifacts available to the domestic
consumer market; and the reliable supply of water, gas, and electrical power
to the domestic consumer and to industry. However, there are currentlymany challenging problems that could benefit from wider exposure to the
applicability of control methodologies, and the systematic systems-oriented
basis inherent in the application of control techniques.
v
8/8/2019 Computational Intelligence in Control Engineering.king
9/305
Series Introductionvi
This new series will present books that draw on expertise from boththe academic world and the applications domains, and will be useful not
only as academically recommended course texts but also as handbooks for
practitioners in many applications domains.
Neil Munro
8/8/2019 Computational Intelligence in Control Engineering.king
10/305
Contents
Cover Page
Series Introduction by Neil Munro v
Foreword by George N. Saridis vi i
Preface ix
1. Introduction 1 1.1 Conventional Control 21.2 Intelligent Control 6 1.3 Computational Intelligence in Control 8
2. Expert Systems in Industry 13 2.1 Elements of an Expert System 15 2.2 The Need for Expert Systems 17 2.3 Stages in the Development of an
Expert System 18
2.4 The Representation of Knowledge 20 2.5 Expert System Paradigms 20
2.5.1 Expert systems for product design 21 2.5.2 Expert systems for plant simulation
and operator training 22 2.5.3 Expert supervisory control systems 23 2.5.4 Expert systems for the design of
industrial controllers 24 2.5.5 Expert systems for fault prediction
and diagnosis 24 2.5.6 Expert systems for the prediction
of emergency plant conditions 26
2.5.7 Expert systems for energymanagement 26
2.5.8 Expert systems for productionscheduling 27
2.5.9 Expert systems for the diagnosisof malfunctions 28
3. Intelligent Control 31 3.1 Conditions for the Use of Intelligent Control 33 3.2 Objectives of Intelligent Control 34
4. Techniques of Intelligent Control 39 4.1 Unconventional Control 40 4.2 Autonomy and Intelligent Control 45
4.3 Knowledge-Based Systems 48 4.3.1 Expert systems 49 4.3.2 Fuzzy control 50 4.3.3 Neural control 51 4.3.4 Neuro-fuzzy control 51
5. Elements of Fuzzy Logic 53 5.1 Basic Concepts 54 5.2 Fuzzy Algorithms 59 5.3 Fuzzy Operators 60 5.4 Operations on Fuzzy Sets 63 5.5 Algebraic Properties of Fuzzy Sets 64 5.6 Linguistic Variables 64
5.7 Connectives 69
http://www.reking.protia.net/material/Front_Cover.pdfhttp://www.reking.protia.net/material/Series_Introduction.pdfhttp://www.reking.protia.net/material/Foreword.pdfhttp://www.reking.protia.net/material/Preface.pdfhttp://www.reking.protia.net/material/chap01.pdfhttp://www.reking.protia.net/material/chap02.pdfhttp://www.reking.protia.net/material/chap03.pdfhttp://www.reking.protia.net/material/chap04.pdfhttp://www.reking.protia.net/material/chap05.pdfhttp://www.reking.protia.net/material/chap05.pdfhttp://www.reking.protia.net/material/chap05.pdfhttp://www.reking.protia.net/material/chap05.pdfhttp://www.reking.protia.net/material/chap04.pdfhttp://www.reking.protia.net/material/chap03.pdfhttp://www.reking.protia.net/material/chap02.pdfhttp://www.reking.protia.net/material/chap01.pdfhttp://www.reking.protia.net/material/Preface.pdfhttp://www.reking.protia.net/material/Foreword.pdfhttp://www.reking.protia.net/material/Series_Introduction.pdfhttp://www.reking.protia.net/material/Front_Cover.pdf
8/8/2019 Computational Intelligence in Control Engineering.king
11/305
6. Fuzzy Reasoning 71 6.1 The Fuzzy Algorithm 74 6.2 Fuzzy Reasoning 76
6.2.1 Generalized Modus Ponens (GMP) 77 6.2.2 Generalized Modus Tollens (GMT) 77 6.2.3 Boolean implication 78
6.2.4 Lukasiewicz implication 78 6.2.5 Zadeh implication 79
6.2.6 Mamdani implication 79 6.2.7 Larsen implication 80 6.2.8 GMP implication 80
6.3 The Compositional Rules of Inference 81
7. The Fuzzy Control Algorithm 89 7.1 Controller Decomposition 90 7.2 Fuzzification 91
7.2.1 Steps in the fuzzification algorithm 96 7.3 De-fuzzification of the Composite
Controller Output Membership Function 98
7.3.1 Center of area (COA) de-fuzzification 98 7.3.2 Center of gravity (COG)
de-fuzzification 99 7.4 Design Considerations 100
7.4.1 Shape of the fuzzy sets 100 7.4.2 Coarseness of the fuzzy sets 100 7.4.3 Completeness of the fuzzy sets 101 7.4.4 Rule conflict 102
8. Fuzzy Industrial Controllers 105 8.1 Controller Tuning 106 8.2 Fuzzy Three-Term Controllers 107
8.2.1 Generalized three-term controllers 108
8.2.2 Partitioned controller architecture 109 8.2.3 Hybrid architectures 112
8.2.4 Generic two-term fuzzy controllers 113 8.3 Coarse-Fine Fuzzy Control 117
9. Real-time Fuzzy Control 119 9.1 Supervisory Fuzzy Controllers 120 9.2 Embedded Fuzzy Controllers 123 9.3 The Real-time Execution Scheduler 124
10. Model-Based Fuzzy Control 135 10.1 The Takagi-Sugeno Model-Based
Approach to Fuzzy Control 136
10.2 Fuzzy Variables and Fuzzy Spaces 137
10.3 The Fuzzy Process Model 139 10.4 The Fuzzy Control Law 141 10.5 The Locally Linearized Process Model 142
10.5.1 Conditions for closed systemstability 144
10.6 The Second Takagi-Sugeno Approach 144 10.7 Fuzzy Gain-Scheduling 146
11. Neural Control 153 11.1 The Elemental Artificial Neuron 156 11.2 Topologies of Multi-layer
Neural Networks 158
11.3 Neural Control 160
11.4 Properties of Neural Controllers 161 11.5 Neural Controller Architectures 162
11.5.1 Inverse model architecture 164
http://www.reking.protia.net/material/chap06.pdfhttp://www.reking.protia.net/material/chap06.pdfhttp://www.reking.protia.net/material/chap07.pdfhttp://www.reking.protia.net/material/chap07.pdfhttp://www.reking.protia.net/material/chap07.pdfhttp://www.reking.protia.net/material/chap08.pdfhttp://www.reking.protia.net/material/chap09.pdfhttp://www.reking.protia.net/material/chap09.pdfhttp://www.reking.protia.net/material/chap10.pdfhttp://www.reking.protia.net/material/chap11.pdfhttp://www.reking.protia.net/material/chap11.pdfhttp://www.reking.protia.net/material/chap11.pdfhttp://www.reking.protia.net/material/chap11.pdfhttp://www.reking.protia.net/material/chap10.pdfhttp://www.reking.protia.net/material/chap09.pdfhttp://www.reking.protia.net/material/chap09.pdfhttp://www.reking.protia.net/material/chap08.pdfhttp://www.reking.protia.net/material/chap07.pdfhttp://www.reking.protia.net/material/chap07.pdfhttp://www.reking.protia.net/material/chap06.pdfhttp://www.reking.protia.net/material/chap06.pdf
8/8/2019 Computational Intelligence in Control Engineering.king
12/305
11.5.2 Specialized training architecture 165 11.5.3 Indirect learning architecture 166
12. Neural Network Training 169 12.1 The Widrow-Hoff Training Algorithm 170 12.2 The Delta Training Algorithm 173
12.3 Multi-layer ANN Training Algorithms 175 12.4 The Back-propagation (BP) Algorithm 176
13. Rule-Based Neural Control 181 13.1 Encoding Linguistic Rules 182 13.2 Training Rule-Based Neural Controllers 183
14. Neuro-Fuzzy Control 193 14.1 Neuro-Fuzzy Controller Architectures 194 14.2 Neuro-Fuzzy Isomorphism 195
15. Evolutionary Computation 203 15.1 Evolutionary Algorithms 205
15.2 The Optimization Problem 20715.3 Evolutionary Optimization 208 15.4 Genetic Algorithms 211
15.4.1 Initialization 212 15.4.2 Decoding 212 15.4.3 Evaluation of the fitness 213 15.4.4 Recombination and mutation 214 15.4.5 Selection 215 15.4.6 Choice of parameters of a GA 217
15.5 Design of Intelligent ControllersUsing GAs 221
15.5.1 Fuzzy controllers 221 15.5.2 Neural controllers 222
16. Simulated Annealing 225 16.1 The Metropolis Algorithm 226 16.2 Application Examples 228
17. Evolutionary Design of Controllers 235 17.1 Qualitative Fitness Function 236 17.2 Controller Suitability 237
18. Bibliography 247 A. Computational Intelligence 247 B. Intelligent Systems 247 C. Fuzzy Logic and Fuzzy Control 248
D. Fuzzy Logic and Neural Networks 251
E. Artificial Neural Networks 252 F. Neural and Neuro-Fuzzy Control 253 G. Computer and Advanced Control 254 H. Evolutionary Algorithms 254 I. MATLAB and its Toolboxes 257
Appendix A 259 Case Study: Design of a Fuzzy Controller Using MATLAB
A.1 The Controlled Process 259 A.2 Basic Linguistic Control Rules 261 A.3 A Simple Linguistic Controller 261 A.4 The MATLAB fuzzy Design Tool 264
A.5 System Stabilization Rules 266
A.6 On the Universe of Discourse of the Fuzzy Sets 267
A.7 On the Choice of Fuzzy Sets 268
http://www.reking.protia.net/material/chap12.pdfhttp://www.reking.protia.net/material/chap12.pdfhttp://www.reking.protia.net/material/chap13.pdfhttp://www.reking.protia.net/material/chap14.pdfhttp://www.reking.protia.net/material/chap15.pdfhttp://www.reking.protia.net/material/chap16.pdfhttp://www.reking.protia.net/material/chap17.pdfhttp://www.reking.protia.net/material/chap17.pdfhttp://www.reking.protia.net/material/chap18.pdfhttp://www.reking.protia.net/material/Appendix_A.pdfhttp://www.reking.protia.net/material/Appendix_A1.pdfhttp://www.reking.protia.net/material/Appendix_A2.pdfhttp://www.reking.protia.net/material/Appendix_A3.pdfhttp://www.reking.protia.net/material/Appendix_A2.pdfhttp://www.reking.protia.net/material/Appendix_A1.pdfhttp://www.reking.protia.net/material/Appendix_A.pdfhttp://www.reking.protia.net/material/chap18.pdfhttp://www.reking.protia.net/material/chap17.pdfhttp://www.reking.protia.net/material/chap17.pdfhttp://www.reking.protia.net/material/chap17.pdfhttp://www.reking.protia.net/material/chap16.pdfhttp://www.reking.protia.net/material/chap15.pdfhttp://www.reking.protia.net/material/chap14.pdfhttp://www.reking.protia.net/material/chap13.pdfhttp://www.reking.protia.net/material/chap12.pdfhttp://www.reking.protia.net/material/chap12.pdf
8/8/2019 Computational Intelligence in Control Engineering.king
13/305
A.8 Compensation of Response Asymmetry 269 A.9 Conclusions 270
Appendix B 279 Simple Genetic Algorithm
Appendix C 285Simulated Annealing Algorithm
Appendix D 289Network Training Algorithm
Index 291
Back Cover
http://www.reking.protia.net/material/Appendix_B.pdfhttp://www.reking.protia.net/material/Appendix_C.pdfhttp://www.reking.protia.net/material/Appendix_D.pdfhttp://www.reking.protia.net/material/Appendix_D.pdfhttp://www.reking.protia.net/material/Index.pdfhttp://www.reking.protia.net/material/Back.pdfhttp://www.reking.protia.net/material/Back.pdfhttp://www.reking.protia.net/material/Index.pdfhttp://www.reking.protia.net/material/Appendix_D.pdfhttp://www.reking.protia.net/material/Appendix_D.pdfhttp://www.reking.protia.net/material/Appendix_C.pdfhttp://www.reking.protia.net/material/Appendix_C.pdfhttp://www.reking.protia.net/material/Appendix_B.pdfhttp://www.reking.protia.net/material/Appendix_B.pdf
8/8/2019 Computational Intelligence in Control Engineering.king
14/305
Chapter 1
Introduction
Modern control theory, which has contributed so significantly to the ex-
ploration and conquest of space, has not had similar success in solving
the control problems of industry and manufacturing. Despite the progress
in the field since the 1950s, the chasm between theory and practice has
been widening and many of the needs of industry remain unsolved. In-
dustry has had little choice, therefore, but to rely heavily on conventional
(sometimes termed hard ) control techniques that are based on industrial
three-term controllers. Unfortunately, these simple and ubiquitous de-
vices cannot always cope with the demands and complexity of modernmanufacturing systems.
The chasm between theory and practice has led to a search for
new and unconventional techniques that are not subject to the constraints
and limitations of modern control theory to solve the control problems
faced by industry and manufacturing,. The breakthrough came in the
mid-1960s with the introduction of Fuzzy Logic by Zadeh. The applica-
tion of Zadeh´s theory to control was to come almost ten years later and
it was to take even more years before it received the respect and accep-
tance that it rightly deserved. At about the same time, Widrow demon-
strated the use of ADALINEs (Adaptive Linear Networks), which are a
primitive form of Artificial Neural Networks (ANNs), in control. This
was a radical departure from conventional control since a generic con-
troller was trained to perform a specific task instead of being designed.
1
8/8/2019 Computational Intelligence in Control Engineering.king
15/305
Chapter 12
The two approaches were developed independently and it was to takemany years before these concepts were applied to any degree.
The application of Fuzzy Logic to Control Engineering was first
demonstrated in Europe and Japan in the mid-1970s. Mamdani presented
the first demonstration of Fuzzy Logic in 1974 on an experimental proc-
ess. This demonstration of Fuzzy Logic Control (FLC) gave the impetus
for a seemingly endless series of applications, which continues unabated
to this day. With a few notable exceptions, Zadeh´s theory of Fuzzy
Logic went unnoticed in the West for many years while, in the mean-
time, there was a frenzy of activity in Japan applying the theory to such
varied fields as home appliances, cameras and transportation systems.
Not until the early 1980s did industries in the West seriously consider
applying fuzzy control. At the forefront of this thrust was the process in-
dustry and in particular the cement industry, which was the first to apply
the new technique to control large-scale processes. The developments in
the field since then have been impressive and today there are hundreds of
plants worldwide being successfully controlled by such techniques.
The field of Artificial Neural Networks, which evolved quite
separately, has had a difficult evolution. Appearing in the 1970s as a
field that offered much promise and potential, it was thwarted by inade-
quate computational facilities and a lack of effective network training al-
gorithms. Re-emerging in the 1980s, by which time significant progress
had been made in both training algorithms and computer hardware, re-
search and development in the field has evolved rapidly. Artificial Neu-ral Networks can be found today in a host of applications ranging from
communications, speech analysis and synthesis, control and more.
1.1 Conventional Control
Despite the advances in the theory of automatic control, most industrial
plants, even to this day, are under the exclusive supervision and control
of human operators. Their observations on the state of the plant from a
host measurements taken from sensors in the plant coupled with their
knowledge and experience of the plant lead them to decide on what con-
trol strategy to take in order to achieve the desired product quality and production specifications.
In the past, industry has had little option but to use Classical
Control theory that is based on macroscopic models of the plant in de-
8/8/2019 Computational Intelligence in Control Engineering.king
16/305
Introduction 3
signing appropriate conventional controllers. These methods depend onempirical knowledge of the dynamic behavior of the controlled plant, de-
rived from measurements of the control and manipulated variables of
that plant. Traditionally industry has relied heavily on three-term (PID)
controllers, that are incorporated today in most Remote Terminal Units
(RTUs) and Programmable Logic Controllers (PLCs). The ubiquitous
three-term controller is used to control all kinds of devices, industrial
processes and manufacturing plants. Their tuning is based on simple ap-
proximants of the controlled plant dynamics and on design methods such
as the classical ones by Nichols and Ziegler or more modern techniques
such as those of Persson and Astrom. Most often in practice turning is
performed heuristically by expert tuners in situ.
Without doubt, these simple industrial controllers have offered
sterling service for many decades and will continue to do so for many
more, wherever simplicity and robustness are essential and control speci-
fications permit. However, three-term controllers cannot always satisfy
the increasing complexity of modern industrial plants and the demands
for high flexibility, productivity and product quality, which are essential
in today’s very competitive global market. The problem is further aggra-
vated by the increasing environmental restrictions being placed on indus-
try and manufacturing.
Modern Control was introduced in the early 1960s and is a rig-
orous methodology that has proved invaluable for finding solutions to
well-structured control problems. With a few notable exceptions, how-ever, its application to industry has been disappointing and few industrial
controllers are designed with this methodology. The reasons for this dis-
crepancy are the complexity, uncertainty and vagueness with which in-
dustrial processes are characterized - conditions that do not allow for
ready modeling of the controlled plant, essential to the application of
modern control methodologies.
Despite more than five decades of research and development in
the theory and practice of Control Engineering, most industrial processes
are by and large still controlled manually. Today, Supervisory Control
And Data Acquisition (SCADA) Systems and Distributed Control Sys-
tems (DCS) make the operators’ task considerably easier. A partial sche-
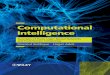
matic of such an information system using a distributed architecture, isshown in Figure 1.1.
8/8/2019 Computational Intelligence in Control Engineering.king
17/305
Chapter 14
Figure 1.1 Distributed Control System architecture
The operator console possesses one or more screens that display
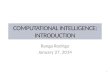
the essential variables of the plant through a graphical user interface by
which the operator interacts with the plant. A typical example of such a
display is shown in Figure 1.2.
In plants where the various sub-processes interact, it is clear that
the control problem can be severe, requiring operator skills that can only
be acquired after years of experience. Today, Multimedia and Virtual Reality are finding their way into the control room, improving the man-
machine interface and making decision-making considerably easier and
the work environment more tolerable.
RTUs
LAN
Raw Materials
Clinker
Kiln
Operator Consoles
Fuel
Air
8/8/2019 Computational Intelligence in Control Engineering.king
18/305
Introduction 5
One or more human operators normally supervise a cluster ofsub-processes, receiving data on the state of the plant and sending cor-
rections to the set points of the local controllers which are distributed
throughout the plant so that the plant remains at its nominal state despite
external disturbances. These local controllers are often embedded in
RTUs that are also capable of performing sequential switching control,
data acquisition and communications with the Supervisory Control Sys-
tem and the operators’ consoles via a local area network.
Figure 1.2 A typical graphical user interface
In most industrial applications, human operators close the loop
between the controlled and the control variables of the controlled plant.
Operators respond to observations of the principal variables of the plant
and continuously stride to satisfy often-conflicting objectives, e.g.,
maximizing productivity and profit while minimizing energy demand.
Proper operation of a process is thus very much dependent on the experi-
ence of the operator, his knowledge about the process and its dynamicsand the speed with which he responds to plant disturbances, malfunc-
tions and disruptions. The yield of a process can vary quite significantly
from operator to operator and less experienced operators are often unable
8/8/2019 Computational Intelligence in Control Engineering.king
19/305
Chapter 16
to control a plant effectively, particularly under abnormal situationswhich they have never met before.
The control actions of a human operator are subjective, fre-
quently incomprehensible and often prone to errors particularly when
they are under stress. Indeed in the case of abnormal operating (i.e.,
alarm) conditions, their actions may be potentially dangerous and there is
little margin for errors. Delays in making decisions can lead to disastrous
results as was amply demonstrated in the Chernobyl nuclear reactor dis-
aster.
Thus in modern complex plants there exists a very real need to
assist operators in their decision-making, particularly in abnormal situa-
tions in which they often are bombarded with conflicting signals. The
advent of Computational Intelligence and unconventional control free
operators of many of the tedious and complex chores of monitoring and
controlling a plant, assuring them fast and consistent support in their de-
cision-making.
1.2 Intelligent Control
During the past twenty years or so, a major effort has been under way to
develop new and unconventional control techniques that can often aug-
ment or replace conventional control techniques. A number of unconven-
tional control techniques have evolved, offering solutions to many diffi-cult control problems in industry and manufacturing. This is the essence
of what has been termed Practical Control, which is a collection of tech-
niques which practicing engineers have found effective and easy to use
in the field. It is true to say that virtually all the techniques of unconven-
tional control could not have been possible but for the availability of
computationally powerful and high-speed computers.
Significant research has been carried out in understanding and
emulating human intelligence while, in parallel, developing inference
engines for processing human knowledge. The resultant techniques in-
corporate notions gathered from a wide range of specialization such as
neurology, psychology, operations research, conventional control theory,
computer science and communications theory. Many of the results of this
effort have migrated to the field of Control Engineering and their fusion
has led to a rapid growth of new techniques such as inductive reasoning,
8/8/2019 Computational Intelligence in Control Engineering.king
20/305
Introduction 7
connectionism and parallel distributed processing for dealing withvagueness and uncertainty.
This is the domain of Soft Computing , which focuses on stochas-
tic, vague, empirical and associative situations, typical of the industrial
and manufacturing environment. Intelligent Controllers (sometimes
termed soft controllers) are derivatives of Soft Computing , being charac-
terized by their ability to establish the functional relationship between
their inputs and outputs from empirical data, without recourse to explicit
models of the controlled process. This is a radical departure from con-
ventional controllers, which are based on explicit functional relations.
Unlike their conventional counterparts, intelligent controllers can learn,
remember and make decisions. The functional relationship between the
inputs and outputs of an intelligent controller can be specified either:
• indirectly by means of a relational algorithm, relational
matrix or a knowledge base, or
• directly from a specified training set.
The first category belongs to the domain of Fuzzy Systems while
Artificial Neural Networks belong to the second. Generality, in which
similar inputs to a plant produce similar outputs so that sensitivity to per-
turbations in the plant inputs is minimized, is an inherent feature of such
systems. Generality implies that the controller is capable of operating
correctly on information beyond the training set.Intelligent controllers, whatever form they may take, share the
following properties: they
• use the same process states,
• use parallel distributed associative processors,
• assure generality, and
• are capable of codifying and processing vague data.
The principal medium of intelligent control is Computational In-
telligence, the branch of Soft Computing which includes Expert Systems,
Fuzzy Logic, Artificial Neural Networks and their derivatives. Evolution-
ary Computation (Genetic Algorithms and Simulated Annealing ) is a
very recent addition to this rapidly evolving field.
8/8/2019 Computational Intelligence in Control Engineering.king
21/305
Chapter 18
1.3 Computational Intelligence in Control
The field of Expert Systems, the first class of systems that this book dis-
cusses, is the precursor to Computational Intelligence and is the most
successful outgrowth of Artificial Intelligence. Expert systems use lin-
guistic rules to specify domain knowledge and are used extensively to-
day in industry in such diverse applications as fault prediction, fault di-
agnosis, energy management, production management and supervisory
control, among others.
Chronologically, fuzzy logic was the first technique of intelli-
gent control. Neural, neuro-fuzzy and evolutionary control and their de-
rivatives followed later, each technique offering new possibilities andmaking intelligent control even more versatile and applicable in an ever-
increasing range of industial applications.
The third technique of intelligent control considered in this book
appeared towards the end of the 1980s and is based on Artificial Neural
Networks. Neural networks have had a varied history, progress having
remained stagnant until the mid-1980s when efficient training algorithms
were developed and fast computational platforms became readily avail-
able. Since then, neural networks have had a remarkable resurgence, be-
ing successfully used in a wide range of applications such as communi-
cations, speech analysis and synthesis pattern recognition, system identi-
fication and control.
Finally, in the mid-1990s Evolutionary Control , an outgrowth of Evolutionary Computing , emerged as a viable method for optimum con-
trol. This technique, which is possible only because of the rapid devel-
opments in computer hardware and software, uses stochastic methods.
Since the early 1990s a major effort has been underway to de-
velop derivatives of these techniques in order to exploit the best features
of each in the design of intelligent controllers. These new techniques
have revolutionized the field of Control Engineering, offering new hope
in solving many of the difficult control problems of industry and manu-
facturing.
Computational Intelligence is based on concepts that practicing
control engineers use on a daily basis and has played a major role in re-
ducing the chasm between advanced control and engineering practice.The new control techniques based on Computational Intelligence no
longer face the barrier of disbelief that they faced when they first ap-
8/8/2019 Computational Intelligence in Control Engineering.king
22/305
Introduction 9
peared. Numerous successful applications in a variety of fields attest tothe usefulness and power of these techniques.
Computational Intelligence uses numerical representation of
knowledge in contrast to Artificial Intelligence, which uses symbolic
representation. This feature is exploited in Control Engineering, which
deals with numerical data since control and controlled variables are both
defined numerically. Computational Intelligence adapts naturally to the
engineering world, requiring no further data conversion. The techniques
of Computational Intelligence share the following properties: they
• use a numerical representation of knowledge,
• demonstrate adaptability,
•
have an inherent tolerance to errors, and
• possess speeds comparable to those of humans.
Intelligent controllers infer the control strategy that must be ap-
plied to a plant in order to satisfy specific design requirements. This ac-
tion can be the result of operations on a set of pre-specified linguistic
control rules, as in the case of Fuzzy Controllers, or of training an artifi-
cial neural network with numerically coded rules as in the case of Neural
Controllers. In either case, the primary objective is to generate control
actions which closely match those of an expert human operator. In this
manner, the controller can assist the human operator to maintain the
plant under his supervision at its nominal operating state while simulta-neously compensating for his inconsistency and unreliability brought
about by fatigue, boredom and difficult working conditions.
Intelligent controllers can be trained to operate effectively in
conditions of vagueness and uncertainty of both the plant state and plant
environment and can respond to unforeseen situations autonomously,
i.e., without intervention from the plant operator. They differ, however,
from their human counterpart in their ability to learn new control rules or
to adapt to new situations for which they have not been trained. Self-
organizing controllers that have the ability to learn new rules on-line
have been variously proposed in the literature and tried out in the labora-
tory, but none has been commissioned so far in a manufacturing plant.
The main reason is that this class of controllers assumes extended testingand experimentation on the controlled plant under normal operating con-
ditions, a situation that few plant managers are likely to entertain.
8/8/2019 Computational Intelligence in Control Engineering.king
23/305
Chapter 110
A variety of architectures have been proposed for the design andimplementation of high level intelligent controllers for large-scale sys-
tems. One of the most useful is the hierarchical architecture proposed by
Saridis in the mid-1970s. In this, information from the controlled plant
flows with decreasing frequency from the lowest to the highest layer of
the hierarchy. In contrast, management directives (on such matters as
production quotas, product qualities, etc.) flow in the reverse direction
with increasing frequency as they descend the hierarchy, leading ulti-
mately to selection of the best control strategy that must be imposed on
the plant.
Saridis´ principle, on which a number of successful intelligent
hierarchical process management and control systems have been devel-
oped, can be paraphrased as:
“ Increasing/decreasing precision is accompanied
by decreasing/increasing intelligence”.
It is useful, finally, to note the features that every Intelligent Sys-
tem involving clusters of intelligent controllers must support:
• Correctness - i.e., the ability to operate correctly for specific
sets of commands and plant safety constraints.
• Robustness - i.e., the ability to operate acceptably despite
wide variations in plant parameters. The higher layers of thehierarchy must possess an inherent ability to deal with
unforeseen variations.
• Extendibility - i.e., the ability to accept extensions to both
hardware and software without the necessity for major
modifications to either. Extendibility implies modularity,
which is the partitioning of the system into easily modifiable
software and hardware modules.
• Reusability - i.e., the ability to use the same software in
different applications. To possess this feature, the system
must be general or possess an open architecture.
The field of intelligent control is one of the most exciting and promising new directions of automatic control that is opening up new
frontiers for research and development in radical solutions to the control
of industrial systems in the new millenium.
8/8/2019 Computational Intelligence in Control Engineering.king
24/305
Introduction 11
8/8/2019 Computational Intelligence in Control Engineering.king
25/305
Chapter 2
Expert Systems in Industry
Expert Systems, which are the most commercially successful result of
research in Artificial Intelligence, are software entities that emulate the
cognitive abilities of human experts in complex decision making situa-
tions. As one of the primary activities of Computer Science and depend-
ent heavily on the rapid developments in computer technology, Expert
Systems have been eagerly adopted by industry and applied to a wide
range of applications. Expert Systems belong to the field of Intelligent
Knowledge-Based Systems that constitute one of the principal fields of
activity of Computational Intelligence, a field which has been referred toas the science that attempts to reproduce human intelligence using com-
putational means. Computational Intelligence has also been referred to as
the science that attempts to make computers perform tasks at which
humans, for now at least, are better!
Computational Intelligence has many branches, one of the earli-
est and most important of which belongs to Expert Systems. The other
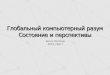
branches of Computational Intelligence are shown in Figure 2.1 and are
introduced in subsequent chapters. Expert systems use a variety of
methods to represent knowledge and derive decisions while they have
the ability to manage knowledge from different sources of human
thought and activity. The manner in which this knowledge is represented
in the computational environment depends on the nature of the knowl-
edge and the field of expertise. In an industrial environment knowledge
13
8/8/2019 Computational Intelligence in Control Engineering.king
26/305
Chapter 214
is typically represented in the form of linguistic rules that describe theactions that must be taken in response to specified excitations.
Expert Systems
Fuzzy Systems
Evolutionary
Computing
Neural Systems
Neuro-fuzzy Systems
Computational
Intelligence
Figure 2.1 Branches of Computational Intelligence
There are many techniques for representing knowledge and each
one has its advantages and disadvantages. The principal theoretical
research issue is how to give Expert Systems the ability to search
through the domain knowledge systematically and arrive at decisions
rapidly. The following are techniques commonly used for representing
knowledge:
• predicate logic,
• semantic networks,
• procedural representation,
•
production systems, and
• frames.
8/8/2019 Computational Intelligence in Control Engineering.king
27/305
Expert Systems in Industry 15
2.1 Elements of an Expert System
Expert systems are the outcome of a major effort in computer science to
emulate the cognitive faculty of humans. Artificial intelligence is the
basis for this field of endeavor, which includes such areas as pattern
recognition, artificial speech and artificial vision, among others. Conven-
tional computer software can be viewed as the synergy of:
Software = Data + Algorithm
Here, the algorithm processes data in a top-down sequential manner untilthe result is arrived at. In contrast, computer software used in Expert
Systems can be described as the synergy of:
System = Knowledge + Inference
In this case the system structure differs radically and the principal ele-
ments are the knowledge base, which is a depository of all the available
domain specific knowledge and the inference engine, the software whose
function is to infer decisions.
An Expert System can be characterized as an intelligent knowl-
edge-based system provided it reproduces knowledge in the form of
rules. The most significant characteristic of this class of systems is that itdraws on human knowledge and emulates human experts in the manner
with which they arrive at decisions. One definition of an Expert System
is thus:
“An Expert System is the embodiment of knowledge elicited
from human experts, suitably encoded so that the computa-
tional system can offer intelligent advice and derive intelli-
gent conclusions on the operation of a system”.
Production rules are a convenient form by which to represent the
knowledge of domain experts. Before describing this method, we notesome alternative methods for representing knowledge that have been
found useful in industrial applications. In general, knowledge that is
useful in solving real industrial problems has two components:
8/8/2019 Computational Intelligence in Control Engineering.king
28/305
Chapter 216
• facts, which constitute ephemeral information subject to
changes with time (e.g., plant variables) and
• procedural knowledge, which refers to the manner in which
experts in the specific field of application arrive at their deci-
sions.
Procedural knowledge (e.g., information flows, control se-
quences and actions, etc.) and the step-by-step procedure which must be
followed in the specific manufacturing plant, is evidently known by
production engineers and is the result of years of experience with work-
ing with the plant or process. This is one of the principal reasons why
Expert Systems have attracted so much attention in the industrial world.
The use of rules is the simplest way to describe a manufacturing proce-
dure, while linguistic rules of the classical if …then … else form are
most commonly used by humans.
Knowledge Base
Ex planation Sub-system
Man-
Machine
Interface
Knowledge Acquisition
System
Do main Ex perts
Inference Engine
Figure 2.2 Basic elements of an Expert System
8/8/2019 Computational Intelligence in Control Engineering.king
29/305
Expert Systems in Industry 17
The basic elements of an Expert System are shown in Figure 2.2.An Expert System includes the following elements:
• the knowledge base, which comprises facts and rules with
which to control a plant,
• the inference engine, which processes the data in the
knowledge base in order to arrive at logical conclusions,
• the explanation sub-system, which is capable of a giving a
rational explanation on how the decision was arrived at,
• the knowledge acquisition system, which is used by the
knowledge engineers to help them analyze and test the
knowledge elicited from human domain experts and• the man-machine or user interface system through which the
human operator interacts with the system.
2.2 The Need for Expert Systems
The developments in the field of Expert Systems rapidly found propo-
nents in industry despite the inherent reluctance to adopt new technol-
ogy. The application of Expert Systems in industry and manufacturing
was left to innovative manufacturers who were sufficiently broad-
minded to take the risk in the expectation that the outcome would in-
crease their competitive position and their market share. Despite someearly failures of Expert Systems, which were touted for what they were
supposed to do but didn’t, the positive results which were reported
motivated more manufacturers to invest in knowledge-based technology.
This in turn led to further research and development in the field of Ex-
pert Systems in universities and research establishments. The reasons
that has motivated industry to adopt knowledge-based techniques are the
following:
• the lack of an explicit quantitative description of the physical
plant,
•
the existence of the knowledge and experience to control the plant, and
8/8/2019 Computational Intelligence in Control Engineering.king
30/305
Chapter 218
•
the ability of a class of knowledge-based systems to deal withvagueness and uncertainty that is characteristic of many indus-
trial plants.
A common feature in industrial and manufacturing systems is that
their quantitative models that are supposed to predict their dynamic
behavior are either unknown or do not possess sufficient fidelity. This is
particularly true in the case of large-scale industrial plants whose quanti-
tative description is a difficult, tedious and occasionally impossible task
for lack of sufficient deep knowledge. Deep knowledge is the result of
microscopic knowledge of the physical laws that govern the behavior of
a plant. In contrast, shallow knowledge is the result of holistic or macro-
scopic knowledge and is readily available from human domain experts.
This knowledge is acquired after years of experience in operating the
plant and observing its peculiarities and nuances.
2.3 Stages in the Development of an Expert
System
In developing a knowledge-based system using an Expert System, it is
essential to concentrate first on the objectives of the Expert System and
not how these objectives can be met. Great effort must therefore be made
to specify these objectives and constrain the domain of the Expert Sys-
tem. Inadequate specifications of the constraints of the Expert System
over which it is expected to function and unwarranted expectations were
the basic reasons for failure of many early Expert Systems to meet user
requirements.
Once the domain of the Expert System has been specified, we
are in a position to select the tools and methods with which to design the
Expert System. During this phase of development, the knowledge engi-
neer elicits the rules by which the plant is to be controlled from domain
experts. Following interviews that invariably include questionnaires on
what variables are observed and what controlling actions the domain
experts would take in every conceivable situation, the knowledge so
acquired is stored in a suitably coded form in the knowledge base of anExpert System shell. An Expert System shell is nothing more than a
collection of software elements that perform all the tasks of an Expert
System. While in the past Expert Systems were developed using object-
8/8/2019 Computational Intelligence in Control Engineering.king
31/305
Expert Systems in Industry 19
oriented languages, notably LISP, it is inconceivable today to developsuch a system without a shell. It should be noted that knowledge elicita-
tion is one of the most painstaking tasks in the design procedure. Human
domain experts are often reluctant to part with their knowledge, fearful
that divulging knowledge gained after years of experience may lead to
their redundancy and termination.
In the first stage of development of any Expert System, it is very
useful to implement a rapid prototype. The objective here is not devel-
opment of a complete Expert System, but a prototype that will form the
basis of the final system under development. Once the knowledge engi-
neer has a thorough understanding of the rules elicited from the domain
experts and the manner in which decisions are arrived at and justified, he
must then encode the knowledge in a form suitable for processing by the
Expert System. It is noted that the rapid prototype need not possess all
the features of the end product, but should incorporate the basic features
that can be evaluated by both the domain experts and the end users.
Should the prototype system demonstrate deficiencies and difficulties in
inferring decisions, it is clearly preferable to make corrections and im-
provements at this stage rather than in the end product when it may be
very difficult and costly.
In the implementation stage of the Expert System, the knowledge
elicited from the domain expert is transferred to the Expert System that
runs on a suitable platform. Early Expert Systems invariably ran on
powerful workstations or special purpose computers (such as the short-lived LISP machines) which were subsequently superceded by common
microcomputers. Today, most Expert Systems can run on high end PCs
or workstations. Once completed, the Expert System is tested off-line
until the end users are convinced of its ability to infer correct results and
support its decisions. It is noted that it is often difficult and uneconomic
to test the Expert System exhaustively, i.e., for all possible conditions, in
practice. For these reasons, end users must develop a close liaison with
the Expert System designer, assisting him whenever some discrepancy is
observed between their decision and that of the Expert System. Such
discrepancies arise from rule conflict, misunderstandings or errors in the
knowledge base.
8/8/2019 Computational Intelligence in Control Engineering.king
32/305
Chapter 220
2.4 The Representation of Knowledge
Simplicity in representing knowledge in an Expert System is essential
and a variety of techniques have been proposed to this end. One of the
most common representations of domain knowledge is the decision tree,
each branch of which represents some action. Every branch of the tree
emanates from a node where a condition is examined. Depending on the
outcome of this condition, a specific branch of the tree is traversed until
the next node. The tree may have many branches and nodes. Some early
Expert Systems proposed for diagnosis in medicine had thousands of branches and nodes, making them cumbersome, slow and difficult to use.
Implementation of an Expert System can be either direct, using
an object oriented programming language such as LISP, Prolog, C++,
Visual Basic, Visual C++, Visual J++, Visual Fortran, etc. or, more
conveniently using an Expert System shell such as G2, NEXPERT, etc.
As noted earlier, the rule base of an Expert System contains lin-
guistic rules of the classical if ... then ... else form with which plant
operators are trained and subsequently use to justify their decisions.
These rules may appear as strings in their original form or encoded into
numerical form. Quantitative descriptions of a plant are not always
straightforward, particularly when only incomplete and vague data onthe plant are available. To make descriptions possible in such cases,
special techniques such as Fuzzy Logic (which is introduced in chapter
5) or probabilistic methods are used.
2.5 Expert System Paradigms
Expert systems have been diffusing into industry rapidly since their
introduction in the mid-1970s. Today, Expert Systems can be found in a
variety of industrial applications, the most successful examples of which
are described briefly below. The typical stages of a manufacturing plant
are shown in Figure 2.3, which shows where Expert Systems can benefit production.
8/8/2019 Computational Intelligence in Control Engineering.king
33/305
Expert Systems in Industry 21
8/8/2019 Computational Intelligence in Control Engineering.king
34/305
Chapter 222
2.5.1 Expert systems for product design
Modern Flexible Manufacturing Systems (FMS) produce specialized
products of high quality, limited production runs and short life cycles,
i.e., lean production. These products undergo changes often and their
design must be completed in very short times, imposing considerable
stress on product designers. Expert computer-aided-design systems are
now available to assist the designer, permitting him to exploit his crea-
tive abilities to the utmost while advising him on design and materials
constraints following extensive background computations.
Interpretation
Diagnosis
Control
Future behavior
Prediction
Supervision
Interpretation
Observed properties
Production Process
Desired properties
Programming
Knowledge
Product
properties
Product specifications
Design
Figure 2.3 The manufacturing environment
8/8/2019 Computational Intelligence in Control Engineering.king
35/305
Expert Systems in Industry 23
While conventional Computer Aided Design (CAD) softwarecan process geometric shapes rapidly, the designer needs to know rapidly
certain characteristics of the product being designed, such as strengths,
thermal distributions, costs, etc. Expert CAD systems provide all this
information while in addition advising the designer of alternative shapes
from a priori experience with similar designs. The trend in product
design today does not yet permit total design with expert CAD systems
since design normally depends on the designer’s intuition and aesthetic
knowledge, the prehistory of the product and economic factors that are
difficult to incorporate in a knowledge base. The final product is a set of
diagrams or plans, design specifications and various documents on which
manufacturing will then proceed, as shown in Figure 2.3.
2.5.2 Expert systems for plant simulation and
operator training
The training of operators to control modern industrial plants is important,
time-consuming and very expensive when performed on the actual
physical plants. Apart from the dangers involved should some wrong
control action be taken with on-line training, the unevenness of produc-
tion and uncertain quality of the product produced during operator
training makes this procedure undesirable and very costly. Plant simula-
tors, which simulate the plant and can be programmed to take into ac-
count faults and malfunctions in the plant (quite similar, in fact, to flightsimulators) are today being used extensively to train new plant operators.
Usually an instructor, unseen to the trainee operator, enters malfunctions
and observes the trainees’ reactions and performance.
The role of the instructor can be taken by Expert Systems, which
can tirelessly repeat plant malfunctions and, like their human counter-
parts, examine and instruct the trainee operators. The knowledge with
which to operate a plant is embedded in a set of if … then … else rules
that are used to operate the plant. Multimedia and Virtual Reality can be
used in the man-machine interface in training plant operators, even
before the plant has been commissioned. The same system can also be
used to refresh old operators’ knowledge, much as pilots must undergo
periodic training and certification using flight simulators.
8/8/2019 Computational Intelligence in Control Engineering.king
36/305
Chapter 224
2.5.3 Expert supervisory control systems
Reference was made in Section 2.3 to the use of Expert Systems for the
supervision and control of Computer Integrated Manufacturing (CIM)
systems. The primary objective of any Supervisory Control And Data
Acquisition (SCADA) system, which constitutes the kernel of any CIM
system, is data acquisition, the overall supervision of the health of the
plant, prompt alarming of out-of-range variables and control of the
principal variables of the plant under control. Supervisory control sys-
tems have revolutionized production plants, increasing productivity
while significantly reducing production costs.
The next stage in their evolution was the introduction of Compu-tational Intelligence techniques that broadened their abilities signifi-
cantly. The new generation of supervisory control systems exploits the
knowledge and experience of domain experts in automatically correcting
for plant malfunctions and discrepancies. New and advanced intelligent
control techniques that were inconceivable until recently, are now com-
monly incorporated into most commercially available SCADA systems,
further improving product quality and productivity while simultaneously
reducing production costs.
Expert systems are being used in industrial control, which is an
integral part of any SCADA system, in the following fields:
•
the design of industrial controllers, and• the supervision and control of manufacturing plants.
One of the major difficulties in the design of plant controllers, par-
ticularly in the case of large-scale multivariable plants, using conven-
tional control techniques, is the unavailability of explicit models of the
plants. For this reason industrial automation leans towards the use of
three term (PID) controllers and various empirical and semi-empirical
design techniques have been proposed to determine the parameters of
these controllers. Examples of these design techniques are the well-
known methods of Ziegler and Nichols and modern variants due to
Persson and Astrom. In contrast, expert controller techniques, which can
exploit the knowledge of expert controller tuners, can often offer supe-
rior results. A number of vendors currently offer such software products.
The use of Expert Systems in the design of industrial controllers
has two aspects. The first involves the rules on the most appropriate
8/8/2019 Computational Intelligence in Control Engineering.king
37/305
Expert Systems in Industry 25
design technique to use in order to achieve the desired result. These rulesare dependent on the specific plant to be controlled and criteria by which
the control quality, i.e., the performance of the closed plant, is judged.
The second aspect involves rules that specify the best control strategy to
follow in any situation, given as advice to the operator.
2.5.4 Expert systems for the design of
industrial controllers
Human operators are trained to use linguistic rules that involve the
principal measured plant variables in order to maintain the plant at the
desired state following some exogenous disturbance. The operator’sspeed of reaction is critical in achieving a high quality of control and
satisfactory product quality. Inaction, delays and inconsistencies in the
actions of the operator due to fatigue or when under pressure, invariably
leads to uneconomic operation and in the worst case, to disastrous re-
sults, a prime example being the Chernobyl nuclear power plant.
The necessity to assist the operator in his routine tasks and ad-
vise him on the best strategy to follow in extreme cases or in rare situa-
tions which he may not have met earlier, was the motivation for the
development of a new class of expert supervisory control systems. Cou-
pled with the rapid developments in computer technology, this new
generation of control systems is a reality that is finally diffusing into
manufacturing.Expert supervisory control systems do not require deep knowl-
edge of the plant to be controlled, but are based on shallow knowledge of
the form normally used by human operators. The fundamental require-
ment is the existence of a conventional supervisory control system to
which the Expert System is appended.
2.5.5 Expert systems for fault prediction and
diagnosis
A very significant field of application of Expert Systems has been in
equipment fault prediction and diagnosis, sometimes termed equipmenthealth condition. Many such systems have augmented existing data
acquisition systems and have proved invaluable for the prediction of
faults in equipment. Examples of faults that are important to predict are
8/8/2019 Computational Intelligence in Control Engineering.king
38/305
Chapter 226
increased wear of bearings of rotating machinery due to vibrations orexcess friction due to overheating. This class of on-line, real-time Expert
Systems is giving new meaning to the field of predictive maintenance.
Productivity is benefiting through improved estimates of the time-to-go
before catastrophic failure to the equipment is likely to occur. This is
particularly important in the case of large equipment for which expensive
spare parts have to be in stock, to be used in case of a breakdown. Expert
systems can minimize and even eliminate stocks through timely pro-
curement. The use of Expert Systems for fault prediction results leads to
a drastic reduction in the mean time to repair equipment and a corre-
sponding increase in the availability of the equipment and, most impor-
tantly, an increase in plant productivity.
In preventive maintenance, historical data is gathered from suit-
able sensors attached to the equipment (e.g., temperatures, pressures,
vibrations, etc.). Real-time measurements of critical variables are com-
pared with expected or desired values and any discrepancy is used to
diagnose the possible cause of the discrepancy from rules embedded in
the Expert System. Following spectral analysis of such measurements of
bearing sounds by standard signal processing techniques, the Expert
System suggests what maintenance will be required and when best to
perform it.
Expert systems for fault diagnosis can be either off-line or on-
line. In the former case, maintenance personnel enter into a dialog with
the Expert System, supplying answers to questions posed by the ExpertSystem on the health of the equipment. The Expert System then gives
instructions on what further measurements and what actions should be
followed that will focus on the source of the problem and then give
advice on how to repair it. It is obvious that rapid fault diagnosis is of
paramount importance in a manufacturing environment where every
minute of lost production results in a loss of profit. It should be evident
why expert fault prediction and diagnosis systems have been the subject
of considerable commercial interest and have found such extensive
application.
8/8/2019 Computational Intelligence in Control Engineering.king
39/305
Expert Systems in Industry 27
2.5.6 Expert systems for the prediction ofemergency plant conditions
Effective control of large complex industrial systems, such as nuclear
reactors, power distribution networks and aircraft, is critically important
since breakdowns can lead to unforeseen and potentially disastrous
results. In recent history, the Chernobyl disaster stands out as a leading
example of human error. Likewise, power blackouts over large areas of
the power distribution network, are often the result of human error. But
the most visible example is pilot error, when hundreds of lives are lost
because of wrong pilot decisions that have been made in situations of
immense pressure.A human operator has great difficulty in making decisions when
facing conflicting or excessive information, particularly if under stress.
Real-time Expert Systems, using data from the plant and rules derived
from logical reasoning and prior experience, advise the plant operator on
the best course of action to take in order to avert a catastrophe and return
the plant to its nominal operating state as quickly as possible, with
minimal disruption of production and damage to the equipment.
2.5.7 Expert systems for energy management
With the ever-increasing costs of energy, the management of energy in
large industrial plants is of major concern and means to contain these
costs are actively sought. Energy-intensive industries, such as the metal-
lurgical, cement and petrochemical industries, have a very real need to
contain their energy demand and most nowadays use some form of
energy management system.
In large manufacturing plants the electric energy pricing policy
is dependent on the power absorbed over, for instance, each 15-minute
period. The power provider and the manufacturer agree on a pricing
policy for every minute period during the day, the cost of energy being
significantly lower in off-peak periods and prohibitively high in peak
periods. In turn, the consumer agrees to restrict his energy intake to these
limits. A significant penalty must be paid if the contractual limits areexceeded in any period. Such additional costs can make production non-
competitive.
8/8/2019 Computational Intelligence in Control Engineering.king
40/305
Chapter 228
It is therefore necessary to accurately predict what the power ab-sorbed over each period will be and to monitor the energy demand by
shedding loads in time to avoid exceeding the contractual energy limit.
The decision on which loads to shed and when to do so without disrupt-
ing production, is a very difficult and tiring task for a human who would
have to make this decision every 15 minutes throughout the day and
night. The operator has to know which equipment can be shut down and
which must, at all costs, be left running in order to avoid major disrup-
tion of the production line or manufacturing plant and how long before
each piece of equipment can be restarted without causing excess wear to
it. In a large plant this is normally performed by shedding auxiliary
equipment that is not considered absolutely essential to the manufactur-
ing plant (e.g., circulation pumps, conveyor belts) and in the worst case
by a total stoppage of production in periods of high energy cost. Many
electric energy intensive plants today are forced to shut down production
during peak hours in order to conserve energy.
Real-time expert energy management systems have been devel-
oped and have been very successful in containing energy costs, replacing
the human operator in this arduous task. Indeed, avoiding just one or two
overload penalties often pays for the cost of the Expert System! The
rules by which equipment can be operated, the order in which they may
be shed, when and how many times per day they can be restarted are
elicited from human operators and are embedded in the Expert System
rule base. The real-time expert energy management system is then exe-cuted every few seconds following prediction of the energy absorbed at
the end of the timing period. Naturally, the magnitude of the load that
must be shed is critically dependent on the time-to-go before the end of
the period: the shorter the time left, the larger must be the load that must
be shed and the greater the malfunction that is incurred. Accurate predic-
tion and effective and fast decisions from the Expert System are essential
to proper operation.
2.5.8 Expert systems for production scheduling
Production scheduling in manufacturing plants with multiple parallel
production lines is essential in order to maintain high product throughput
despite changes in production priorities, equipment malfunctions and
variations in the raw materials. In deciding which production line can be
8/8/2019 Computational Intelligence in Control Engineering.king
41/305
Expert Systems in Industry 29
used to manufacture a specific product, the production manager mustknow the production capacity and limitations of each production line, the
overall production schedule, equipment and storage capabilities, etc.
When a production line is disrupted for whatever reason, it is often
necessary to switch production lines and change the priorities with which
the product is produced, permitting high priority items to be completed
first while lower priority items are placed in a queue.
The long-term production schedule is normally produced on a
weekly or monthly basis but changes to it may be necessary due to
equipment failures. When these failures are serious enough to cause
extended production disruption it is necessary to re-compute the produc-
tion schedule. Operational research techniques based on linear integer or
mixed-integer programming is the conventional approach to this prob-
lem, but these techniques are time-consuming.
An alternative way to reschedule production is through the use
of empirical rules that are followed by production management. Expert
scheduling systems using this knowledge and experience are considera-
bly simpler to use and lead to equally feasible results much faster and
have been used with excellent results.
2.5.9 Expert systems for the diagnosis of
malfunctions
This application involves Expert Systems for the diagnosis of malfunc-tions in the sub-systems of a manufacturing system. The method requires
decomposition of the manufacturing system into a set of interacting sub-
systems and leads to the development of a knowledge base from which
the cause of the malfunction can be inferred. The method is particularly
useful in Flexible Manufacturing Systems (FMS) - discrete production
lines, typical examples of which are beverage bottling, cigarette packing
and food canning lines.
A malfunction in any sub-system can lead to a total shutdown of
the production line and it is therefore critically important to diagnose the
source of the malfunction as quickly as possible in order that the mal-
functioning equipment be repaired rapidly and be put on-line once more.
Thus sensors (photocells, inductive detectors, etc.) are placed at critical
points along the production line, from which flow rates can be estimated
continuously. It is obvious that rapid reinstatement of the production line
8/8/2019 Computational Intelligence in Control Engineering.king
42/305
Chapter 230
is of paramount importance in order to maintain high equipment avail-ability and meet production schedules. In large bottling or canning
plants, for instance, the sensors are linked to the Factory Data Acquisi-
tion (FDA) system and measurements are continuously compared with
the desired values.
Should some unit along the line malfunction, then clearly both
the proceeding and succeeding units will suffer the consequences. Due to
the interactive nature of most production systems and work cells, it is
obvious that when any sub-system malfunctions, the sub-systems up-
stream and down-stream will be affected sooner or later. Up-stream units
must thus be stopped in time to avoid strangulation as a consequence of
the accumulation of partially finished products which may exceed the
capacity of the silos or queues if the malfunction persists for some time,
while down-stream, units must be stopped because of starvation.
Expert systems for the diagnosis of equipment malfunctions
contain the rules by which a malfunction can be transmitted to adjacent
units embedded in their knowledge base. The Expert System continu-
ously monitors the materials flows and should the mass balance for each
unit be essentially constant, then no alarm is issued. However, when
some malfunction occurs, the Expert System is executed with the object
of determining the source of the fault. Timing is clearly of the essence.
8/8/2019 Computational Intelligence in Control Engineering.king
43/305
Chapter 3
Intelligent Control
Intelligent control takes a radically different approach to the control of
industrial processes and plants from conventional control. The knowl-
edge and experience of human operators constitutes the basis for this
new approach to Control Engineering for which Computational Intelli-
gence provides the theoretical foundation. In this chapter we summarize
the potential and some limitations of intelligent control and we attempt
to address the questions on how, where, when and under what conditions
can intelligent control be applied in practice.
Intelligent control seeks solutions to the problem of controlling plants from the viewpoint of the human-operator. In other words, the
technique seeks to establish some kind of cognitive model of the human
operator and not the plant under his control. This is the point at which in-
telligent control departs from conventional control and it is undoubtedly
true that the technique could not have been possible but for the rapid
progress in computer technology. Computational Intelligence provides
the tools with which to make intelligent control a reality. The reproduc-
tion of human intelligence and the mechanisms for inferring decisions on
the appropriate control actions, strategy or policy that must be followed
are embedded in these tools.
Figure 3.1 shows how Computational Intelligence can be classi-
fied according to the form of the knowledge (i.e., structured or unstruc-
tured) and the manner in which this knowledge is processed (i.e., sym-
bolic or numerical). For control applications, knowledge can be struc-
31
8/8/2019 Computational Intelligence in Control Engineering.king
44/305
Chapter 332
tured or not, but processing is invariably numerical. Fuzzy and neuralcontrol form the core of intelligent control and are the principal compo-
nents of computational intelligence.
PROCESSING
Symbolic Numerical
Neural
Systems
Fuzzy
Systems
Expert
Systems
Structured
KNOWLEDGE
Unstructured
Figure 3.1 Classification of Computational Intelligence
In contrast to conventional control, intelligent control is based
on advanced computational techniques for reproducing human knowl-
edge and experience. Thus in intelligent control the focus of interest
moves away from the tedious task of establishing an explicit, micro-
scopic model of the controlled plant and the subsequent design of a cor-
responding hard controller, to the emulation of the cognitive mechanisms
used by humans to infer and support control decisions.
Intelligent control has been applied with considerable success in
the process industry. Examples can be found in the petrochemical, ce-
ment, paper, fertilizer and metals industries. With time, it is predicted
that intelligent control will diffuse into most branches of industry bymanufacturing and be adopted by progressive organizations that are
seeking to improve their strategic position in the global market through
improved productivity and product quality.
8/8/2019 Computational Intelligence in Control Engineering.king
45/305
Intelligent Control 33
3.1 Conditions for the Use of Intelligent
Control
Intelligent controllers use empirical models that form the framework on
how and not why the controlled plant behaves in a particular manner, in-
stead of relying on explicit mathematical models of the plant. The fun-
damental problem in developing an intelligent controller is elicitation
and representation of the knowledge and experience of human operators
in a manner that is amenable to computational processing.
Intelligent systems invariably use a collection of heuristic andnon-heuristic facts of common logic as well as other forms of knowledge
in combination with inference mechanisms in order to arrive at and sup-
port their decisions. A basic characteristic of this class of systems is that
these systems are able to infer decisions from incomplete, inaccurate and
uncertain information, typical of many industrial and manufacturing