Embed Size (px)
Citation preview

1
Catalytic Steam Gasification of MSW
I .C .E .T , UNIVERSITY OF THE PUNJAB
Chapter No. 1

2
Catalytic Steam Gasification of MSW
INTRODUCTION
In recent years, the quantity of municipal solid waste (MSW) has increased
significantly in the industrialized and developing countries raising the question of its
sustainable disposal management yields of MSW reach approximately 900 million tones
in the world each year. Recently, MSW increased at an annual rate of 8-10%, and it
reached 150 x 106 tones in 2004. Lots of energy and money was used for
transportation, treatment, and final disposal of MSW, and thus the disposal of MSW is
one of the most important and urgent problems in environmental management in the
world because of the decrease in the available space for land-filling and the growing
concern about the living environment.
Solid Waste Management (SWM) can be defined as the discipline associated
with the control of generation, storage, collection, transfer, processing and disposal of
Municipal Solid Waste aesthetics and other environmental considerations. The
municipalities in developing countries typically lack the financial resources and skills
needed to cope with this crisis. Several countries have realized that the way they
manage their solid wastes does not satisfy the objectives of sustainable development .
This raises the important issue of how to deliver quality service in the face of the
financial and skill constraints of the public sector.
1.0 CURRENT STATUS OF SWM PRACTICES
Currently solid waste in Pakistan has not been carried out in a sufficient and proper
manner in collection, transportation and disposal or dumping regardless of the size of
the city; therefore the environmental and sanitary conditions have become more serious
year by year, and people are suffering from living such conditions. The scope of
problems regarding solid waste management is very wide and involves the
consideration of all the aspects relating to solid waste and its management, either
directly or indirectly. These aspect may include rate of urbanization, pattern and density
of urban areas, physical planning and control of development, physical composition of
waste, density of waste, temperature and precipitation, scavenger’s activity for
recyclable separation, the capacity, adequacy and limitations of respective
I .C .E .T , UNIVERSITY OF THE PUNJAB

3
Catalytic Steam Gasification of MSW
municipalities to manage the solid waste i.e. storage, collection, transportation and
disposal. According to the 1998 census, of the 130.579 million persons living in
Pakistan, 67% live in rural areas, while 33 % live in urban areas. Furthermore, out of 33
% of persons living urban areas, 54 % of them live in ten major cities of Pakistan (GOP,
1996). During the last several decades, migration has occurred from rural to urban
areas.
1.1 Population and Household Estimates
The number and growth of population and households is the foremost factor
affecting the solid waste and its management at various stages. The selected cities are
growing at a rate ranging between 3.67% to 7.42%, which is much higher than the
overall growth rate of Pakistan, i.e. 2.8%. Major cities of them are estimated to double
their population in next ten years. These cities are generating high amounts of solid
waste which is increasing annually with the respective population growth. The numbers
of households also play an important role in generation and collection of the solid waste.
The average household size in the selected cities varies from 6.7 to 7.3 persons.
1.2 Waste Generation and Collection Estimates
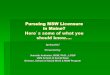
The average rate of waste generation from all type of municipal controlled areas
varies from 1.896 kg/house/day to 4.29 kg/house/day in a few major cities (Pak-EPA,
2005). It shows a trend of waste generation wherein increase has been recorded in
accordance with city's population besides its social and economic development. Figure
1 presents city wise waste generation rate with respective daily and annual estimate of
solid waste. In Pakistan, solid waste is mainly collected by municipalities and waste
collection efficiencies range from 0 percent in low-income rural areas to 90 percent in
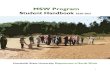
high income areas of large cities (Pak-EPA, 2005). Collection rate of solid waste by
respective municipalities ranges from 51% to 69% of the total waste generated (Figure
2) within their jurisdiction. The uncollected waste, i.e., 31% to 49% remains on street or
road corners, open spaces and vacant plots, polluting the environment on continuous
basis
I .C .E .T , UNIVERSITY OF THE PUNJAB

4
Catalytic Steam Gasification of MSW
Lahore Faisalabad Hyderabad Gujranwala Peshawar0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
Waste Generation Tons/dayWaste Collectin Tons/day
Figure 1.1: Rate of Generation and Collection of SW in a Few Major Cities of
Pakistan
Faisalabad, 54
Lahore, 45
Peshawar, 61
Gujranwala, 52
Hyderabad, 51
FaisalabadLahorePeshawarGujranwalaHyderabad
Figure 1.2: Solid Waste Collection Rate in a Few Major Cities of Pakistan
I .C .E .T , UNIVERSITY OF THE PUNJAB

5
Catalytic Steam Gasification of MSW
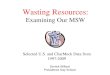
1.3 Physical Composition of Waste
In the gasification of MSW, it requires a greater knowledge of the composition of
municipal solid waste. Solid waste in Pakistan is generally composed of three
categories i.e. biodegradable such as food waste, animal waste, leaves, grass, straws,
and wood. Non-biodegradable are plastic, rubber, textile waste, metals, fines, stones
and recyclable material includes paper, card board, rags and bones(Figure 1.3).
Pakistan's urban (municipal) solid waste differs considerably from that of cities in
developed countries (which is to be expected).One reason for this is that there is a wide
range from poverty to affluence in Pakistan’s urban population; another is that much of
the waste is reclaimed for recycling at various stages from arising to final disposal.
Figure 1.3: Physical Composition of Solid Waste in Pakistan (% Weight)
Source: EPMC Estimates, 1996
I .C .E .T , UNIVERSITY OF THE PUNJAB

6
Catalytic Steam Gasification of MSW
1.4 Current Waste Treatment and Disposal in Pakistan:
The waste is disposed off within or outside municipal limits into low lying areas like
ponds etc, without any treatment except recyclable separation by scavengers. The land
is also hired/leased on long term basis for disposal. Moreover, the least mitigating
measures have also never been reported from any municipality. Treatment and disposal
technologies such as sanitary land filling, composting and incineration are
comparatively new in Pakistan. Crude open dumping is the most common practice
throughout Pakistan and dump sites are commonly set to fire to reduce the volume of
accumulating waste, hence adding to the air pollution caused by the uncovered dumped
waste itself. At present, there are no landfill regulations or standards that provide a
basis for compliance and monitoring, but national guidelines for these standards are
being prepared by the Consultant under National Environmental Action Plan Support
Program (NEAP SP).
1.5 Conversion Pathways
Energy conversion of organic materials can proceed along three main pathways
—thermochemical, biochemical, and physicochemical. Currently, all three pathways are
utilized to varying degrees with fossil fuel feedstocks.
Thermochemical conversion processes include combustion, gasification, and
pyrolysis. Thermochemical conversion is characterized by higher temperatures and
faster conversion rates. It is best suited for lower moisture feedstocks. For biomass
feedstocks, the lignin fraction currently can not be converted biochemically, although
research is investigating lignin fermentation processes. On the other hand,
thermochemical routes can convert all of the organic portion of suitable feedstocks. The
inorganic fraction (ash) of a feedstock does not contribute significantly to the energy
products but does participate in important ways including fouling of high temperature
equipment, increased nutrient (e.g. K and P) loading in facility waste water treatment
and disposal, and in some cases by providing marketable co-products or adding
disposal cost. Inorganic constituents may also be catalytic for some of the conversion
reactions.
I .C .E .T , UNIVERSITY OF THE PUNJAB

7
Catalytic Steam Gasification of MSW
Biochemical conversion processes include aerobic conversion (i.e.,
composting), anaerobic decomposition or digestion (which occurs in landfills and
controlled reactors or digesters) and anaerobic fermentation (for example, the
conversion of sugars from hydrolyzed cellulose and hemicellulose by ethanol producing
yeasts and recombinant bacteria. Biochemical conversion proceeds at lower
temperatures and lower reaction rates. Higher moisture feedstocks are generally good
candidates for biochemical processes.
Physicochemical conversion involves the physical and chemical synthesis of
products from feedstocks (for example, biodiesel).
Some literatures shown that thermal disposal especially incineration is a desired
and viable option with energy recovery in forms of heat and electricity, and has the
advantage of reducing the amount of MSW by weight and volume when compared with
landfilling and composition. However, incineration has drawbacks as well particularly
harmful emissions of acidic gases (SOx, HCl, HF, NOx, etc.) and volatile organic
compounds (VOCs) especially polyaromatic hydrocarbons (PAH), polychlorinated
biphenyls (PCBs) and polychlorinated dibenzo-p-dioxine/ furans (PCDD/Fs) and
leachable toxic heavy metals. Furthermore, more and more stringent environmental
regulations are being imposed to control the environmental impact of MSW and
pollutant emissions of MSW cineration. Nevertheless, different waste management,
treatment and disposal methods have been adopted besides the traditional methods of
landfilling and incineration. Now attentions are being paid to energy efficient,
environment friendly and economically sound technologies of gasification processing of
waste. Gasification is defined as thermo-chemical conversion of a carbon-containing
material through the addition of heat in an oxygen-starved environment using a gaseous
compound such as water, air, oxygen and their mixtures, producing a gaseous product.
MSW gasification obviously reduces and avoids corrosion and emissions by retaining
alkali and heavy metals (except mercury and cadmium), sulphur and chlorine within the
process residues, prevents largely PCDD/F formation and reduces thermal NOx
formation due to lower temperatures and reducing conditions. The gasification
I .C .E .T , UNIVERSITY OF THE PUNJAB

8
Catalytic Steam Gasification of MSW
technology of MSW can, however, avoid these problems, and have promising
application in waste-to-energy (WTE) technology.
1.6 Potential of MSW to Produce Energy
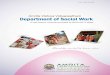
The heat content of raw MSW depends on the concentration of combustible
organic materials in the waste and its moisture content. On the average, raw MSW has
a heating value of roughly 13,000 kJ/kg or about half that of bituminous coal. The
moisture content of raw MSW is 20% on average. Figure-2.6 shows how the heating
values of MSW and its components change with moisture content. Points shown are
experimental values, and solid lines show the thermochemical calculations for various
organic compounds. Mixed plastics and rubber contribute the highest heating values to
municipal solid waste. Moist food and yard wastes have the lowest heating value and
are better suited for composting, rather than for combustion or gasification.
I .C .E .T , UNIVERSITY OF THE PUNJAB

9
Catalytic Steam Gasification of MSW
Figure 1.4: Effect of moisture on heating value of MSW materials
I .C .E .T , UNIVERSITY OF THE PUNJAB

10
Catalytic Steam Gasification of MSW
Figure 1.5: Heating Values of Various Fuels
Source: ECN Website (2002)
With its recovery of the chemical energy of MSW, and the generated residue is
disposed on landfilling sites or applied in cement and construction, thus, MSW can be
seen as a kind of valuable fuel able to substitute or supplement fossil fuels in power
generation and other industrial processes. Waste management system consists of
reuse/recycling, biological treatment of organic waste (i.e. land filling, compost) and
thermal treatment (i.e. incineration, pyrolysis, gasification).
I .C .E .T , UNIVERSITY OF THE PUNJAB

11
Catalytic Steam Gasification of MSW
I .C .E .T , UNIVERSITY OF THE PUNJAB
Chapter No. 2

12
Catalytic Steam Gasification of MSW
INTRODUCTION:
Gasification is defined as thermo-chemical conversion of a carbon-containing
material through the addition of heat in an oxygen-starved environment using a gaseous
compound such as water, air, oxygen and their mixtures, producing a gaseous product.
Gasification converts low quality carbon containing feed stocks, such as coal, oil sand
or even municipal waste into valuable output.
2.0 Principle of Gasification:
A basic law of physics i.e. Law of Conservation of Matter says that "Matter can
neither be created nor it can be destroyed, but it can be transformed from one form to
another" and this is the basic of Gasification.
Gasification converts low quality carbon containing feed stocks, such as coal, oil
sand or even municipal waste into valuable output.
2.1 Gasification Process:
Gasification is a thermochemical process that generates a gaseous, fuel rich
product. Regardless of how the gasifier is designed, two processes must take place in
order to produce a useable fuel gas.
In the first stage, pyrolysis releases the volatile components of the fuel at
temperatures below 600°C (1112°F). The by-product of pyrolysis that is not vaporized is
called char and consists mainly of fixed carbon and ash.
In the second gasification stage, the carbon remaining after pyrolysis is either
reacted with steam or hydrogen or combusted with air or pure oxygen. Gasification with
air results in a nitrogen-rich, low BTU fuel gas. Gasification with pure oxygen results in a
higher quality mixture of carbon monoxide and hydrogen and virtually no nitrogen.
Gasification with steam is more commonly called “reforming” and results in a hydrogen
and carbon dioxide rich “synthetic” gas (syngas). Typically, the exothermic reaction
between carbon and oxygen provides the heat energy required to drive the pyrolysis
and char gasification reactions.
I .C .E .T , UNIVERSITY OF THE PUNJAB

13
Catalytic Steam Gasification of MSW
The product yield during the gasification of MSW depends on temperature,
pressure, time, reaction conditions, and added reactants or catalysts. Several studies
on the gasification of MSW have already been investigated. MSW gasification
processes have been studied previously by using several different types of equipments
such as fixed bed, fluidized beds, rotary kilns, plasma furnace.
Table 2.1: Comparison of different Gasification Techniques:
ProcessCarbon
Conversion(%)
Tar Yield
(weight%)
Char Yield
(weight%)
Dry gas Yield
(weight%)
Heating Value
of gas (MJ/kg)
1. Pyrolysis 22.82 38.54 25.86 0.21 4.13
2.Catalytic
Pyrolysis34.14 18.75 11.45 0.34 6.75
3.Steam
Gasification44.07 0.23 7.95 0.51 7.66
4.
Catalytic
Steam
Gasification
83.48 0 7.36 1.65 18.86
5.Plasma
Gasification100 0 18.18 1.06 9.09
2.2 Applications of Syn-gas Produced by Gassificatin:
In general, the products of gasification of MSW are ash, oils and combustible
gases (carbon monoxide, hydrogen, carbon dioxide and hydrocarbon). The catalytic
gasification of MSW has been considered to be a promising method for future energy
systems to meet environmental requirements, and provides one of the most cost-
competitive means of obtaining hydrogen-rich gas or syngas from renewable resources,
which are used as feedstock for producing hydrogen for methanol and ammonia
synthesis or for fuel cell applications and hydrogen combustion engines to release its
I .C .E .T , UNIVERSITY OF THE PUNJAB

14
Catalytic Steam Gasification of MSW
stored energy. Hydrogen-rich gas can also be converted to liquid transportation fuels
using Fischer–Tropsch synthesis. Furthermore, the hydrogen-rich gas could be directly
used in the production of electrical power in fuel cells or by combustion in gas turbines.
2.3 Reactions involved in Gasificaton
The basic gasification reactions that must be considered are:
1. C + O2 → CO2 -393 kJ/mol (exothermic)
2. C + H2O → CO + H2 +131 kJ /mol (endothermic)
3. C + CO2 → 2CO +172 kJ/mol (endothermic)
4. C + 2H2 → CH4 -74 kJ/mol (exothermic)
5. CO + H20 → CO2 + H2 -41 kJ/mol (exothermic)
6. CO + 3H2 → CH4 + H20 -205 kJ/mol (exothermic)
All of these reactions are reversible and their rates depend on the temperature,
pressure and concentration of oxygen in the reactor.
2.4 Gasifier Designs
The reactors used for the gasification process are very similar to those used in
combustion processes. The main reactor types are fixed beds and fluidized beds.
2.4.1 Fixed Beds
Fixed bed gasifiers typically have a grate to support the feed material and
maintain a stationary reaction zone. They are relatively easy to design and
operate, and are therefore useful for small and medium scale power and thermal
energy uses. It is difficult, however, to maintain uniform operating temperatures
and ensure adequate gas mixing in the reaction zone. As a result, gas yields can
be unpredictable and are not optimal for large-scale power purposes (i.e. over 1
MW). The two primary types of fixed bed gasifiers are updraft and downdraft.
2.4.1.1 Downdraft
I .C .E .T , UNIVERSITY OF THE PUNJAB

15
Catalytic Steam Gasification of MSW
Downdraft gasifiers (Figure 2.1) have a long history of use in cars and
buses to produce a wood-derived gas for internal combustion engines. In a
downdraft gasifier, air is introduced into a downward flowing packed bed or
solid fuel stream and gas is drawn off at the bottom. The air/oxygen and fuel
enter the reaction zone from above decomposing the combustion gases and
burning most of the tars. As a result, a simple cooling and filtration process is
all that is necessary to produce a gas suitable for an internal combustion
engine. Downdraft gasifiers are not ideal for waste treatment because they
typically require a low ash fuel such as wood, to avoid clogging. In addition,
downdrafts have been difficult to scale up beyond 1MW because of the
geometry of their throat section.
Figure 2.1: Down Draft Gasifier
Source: Scottish Agricultural Web Site 2002
2.4.1.2 Updraft
In updraft gasifiers, the fuel is also fed at the top of the gasifier but the
airflow is in the upward direction (Figure 2.2). As the fuel flows downward
through the vessel it dries, pyrolyses, gasifies and combusts. The main use of
updraft gasifiers has been with direct use of the gas in a closely coupled
boiler or furnace. Because the gas leaves this gasifier at relatively low
temperatures, the process has a high thermal efficiency and, as a result, wet
MSW containing 50% moisture can be gasified without any predrying of the
waste. Moreover, size specifications of the fuel are not critical for this gasifier.
I .C .E .T , UNIVERSITY OF THE PUNJAB

16
Catalytic Steam Gasification of MSW
Ash is removed from the bottom, where the gasification air and steam are
introduced. However the product gas exits at low temperatures, (typically less
than 500°C), yielding a tar rich gas. For heating applications, this is not a
problem as long as blocking of pipes can be overcome. To minimize the tar in
the product gas high temperature and a suitable catalyst may be used (e.g.
Dolomite as catalyst).
Figure 2.2: Updraft Gasifier
Source: Source: Scottish Agricultural Web Site 2002
2.4.1.3 Slagging Fixed Beds
One particular updraft gasifier is the high-pressure, oxygen- injected
slagging fixed bed (Figure 2.3). Originally developed for the gasification of
coal briquettes, these units operate at a maximum temperature of around
3000° F, above the grate and at pressures of approximately 450 psi. In
theory, the high temperatures crack all tars and other volatiles into non-
condensable, light gases. Also under these conditions, the ash becomes
molten and is tapped out, as is done in iron blast furnaces. The potential
problems for such a system are maintaining the furnace for extended periods
of time at such high temperatures and pressures, overcoming blockages in
the outlet by accretions, and tapping a slag from the bottom of the furnace.
I .C .E .T , UNIVERSITY OF THE PUNJAB

17
Catalytic Steam Gasification of MSW
Figure 2.3: Slagging Fixed Bed Gasifier for Mixed MSW & Coal
2.4.2 Fluidized Beds
Fluidized beds offer the best vessel design for the gasification of MSW. In a
fluidized bed boiler, inert material and solid fuel are fluidized by means of air
distributed below the bed. A stream of gas (typically air or steam) is passed upward
through a bed of solid fuel and material (such as coarse sand or limestone). The gas
acts as the fluidizing medium and also provides the oxidant for combustion and tar
cracking. The fluidized bed behaves like a boiling liquid and has some of the
physical characteristics of a fluid. Waste is introduced either on top of the bed
through a feed chute or into the bed through an auger. The two main types of
fluidized beds for power generation are bubbling and circulating fluidized beds.
I .C .E .T , UNIVERSITY OF THE PUNJAB

18
Catalytic Steam Gasification of MSW
2.4.2.1 Bubbling Fluidized Bed (BFB)
In a BFB, the gas velocity must be high enough so that the solid particles,
comprising the bed material, are lifted, thus expanding the bed and causing it
to bubble like a liquid. A bubbling fluidized bed reactor typically has a
cylindrical or rectangular chamber designed so that contact between the gas
and solids facilitates drying and size reduction (attrition). The large mass of
sand (thermal inertia) in comparison with the gas stabilizes the bed
temperature (Figure 2.4). The bed temperature is controlled to attain
complete combustion while maintaining temperatures below the fusion
temperature of the ash produced by combustion. As waste is introduced into
the bed, most of the organics vaporize pyrolytically and are partially
combusted in the bed. The exothermic combustion provides the heat to
maintain the bed at temperature and to volatilize additional waste. The bed
can be designed and operated by setting the feed rate high relative to the air
supply, so that the air rate is lower than the theoretical oxygen quantity
needed for full feed material oxidation. Under these conditions, the product
gas and solids leave the bed containing unreacted fuel. The heating value of
the gases and the char increases as the air input to the bed decreases
relative to the theoretical oxygen demand. This is the gasification mode of
operation. Typical desired operating temperatures range from 900° to 1000
°C. Bubbling fluidized-bed boilers are normally designed for complete ash
carryover, necessitating the use of cyclones and electrostatic precipitators or
bag houses for particulate control.
Figure 2.4: Bubbling Fluidized Bed
I .C .E .T , UNIVERSITY OF THE PUNJAB

19
Catalytic Steam Gasification of MSW
Source: Scottish Agricultural Web Site 2002
2.4.2.2 Circulating Fluidized Bed (CFB)
As the gas velocity increases in a turbulent fluidized chamber, the bed of
solids continues to expand, and an increasing fraction of the particles is blown
out of the bed. A low efficiency particle collector can be used to capture the
larger particles that are then returned to the bed. This suspended-combustion
concept is a called a circulating fluid bed. A circulating fluid bed is differentiated
from a bubbling fluid bed in that there is no distinct separation between the dense
solids zone and the dilute solids zone (Figure 2.5). Circulating fluid bed densities
are on the order of 560 kg/m, as compared to the bubbling bed density of about
720 kg/m. To achieve the lower bed density, air rates are increased from 1.5-3.7
m/s (5 - 12 ft/s) of bubbling beds to about 9.1 m/s (30 ft/s). The particle size
distribution, attrition rate of the solids and the gas velocity determine the optimal
residence time of the solids in a circulating fluid bed.
Figure-2.5 Circulating fluidized bed gasifier
I .C .E .T , UNIVERSITY OF THE PUNJAB

20
Catalytic Steam Gasification of MSW
I .C .E .T , UNIVERSITY OF THE PUNJAB
Chapter No. 3

21
Catalytic Steam Gasification of MSW
3.1 Method of Sampling and Analysis of MSW:
The low heating value of the MSW samples can be estimated using a bomb
calorimeter with accuracy of <0.15%. Ultimate analysis of the MSW samples can be
obtained with a CHNS/O analyzer. This analysis gives the weight percent of carbon,
hydrogen, oxygen, nitrogen, and sulphur in the samples simultaneously (Table 3.2), and
the weight percent of oxygen is determined by difference. A TA Instruments system was
used to obtain proximate analysis of the MSW samples (that is, moisture, volatile
matter, fixed carbon, and ash content of the material (Table 3.1). X-ray diffraction
(XRD) measurements of catalysts were carried out to determine main components and
investigate the catalytic performance before and after the experiment. Gas compositions
analysis was conducted with a dual channel micro-gas chromatography that is able to
provide precise analysis of the principal gas components (H2, CO, CO2, CH4, C2H4, and
C2H6). [ref. 1]
Table 3.1 – Components in MSW samples (wt.%) [ref. 1]
Kitchen Garbage Paper Textile Wood Plastic
68.96 9.95 2.17 7.40 11.52
Table3. 2 – Ultimate and proximate analysis of MSW samples (Dry Basis) [ref. 1]Ultimate analysis Proximate analysis
C 51.81 (wt.%) Volatile matter 82.28 (wt.%)
H 5.76 (wt.%) Fixed carbon 11.79 (wt.%)
O (by difference) 30.22 (wt.%) Ash 5.93 (wt.%)
N 0.26 (wt.%) Low heating value 21 306 kJ/kg
S 0.36 (wt.%) Apparent density 280.5 kg/m3
3.1.1 Methods of data processing [ref. 1]:
The lower heating value (LHV) of hydrogen-rich gas is calculated by,
LHV (MJ/Nm3) = CO x 126.36 + H2 x 107.98 + CH4 x 358.18 + C2H2 x 56.002 + C2H4 x 59.036 + C2H6 x 63.772)/1000
I .C .E .T , UNIVERSITY OF THE PUNJAB

22
Catalytic Steam Gasification of MSW
where,
CO, H2, CH4, C2H4 and C2H6 are the molar percentages of components of
hydrogen-rich gas.
The carbon conversion efficiency (%) is calculated by,
XC(%) = 12Y(CO% + CO2% + CH4% + 2 x C 2H4% + 2 x C 2H6) x100%
22.4 x C%
where,
Y is the dry gas yield (N.m3/kg), C% is the mass percentage of carbon in
ultimate analysis of MSW feedstock, and the other symbols are the molar
percentage of components of hydrogen-rich gas.
Steam decomposition (%) is calculated by,
SD(%) = 1000Y(H2% + 2x CH4% + 2 x C2H6%) x 18/22.4)/(W1+ W2) x 100%
where,
SD is steam decomposition, W1 is steam flow rate and W2 represent the
total moisture content in the MSW feedstock.
The molecular formula of MSW (daf.) can be expressed as CH1.53O0.49
based on the ultimate analysis (Table 3.2). The stoichiometric yield of H2 from
MSW is 106.58 mol H2/kg MSW (daf.) calculated by the follow equations:
CH1.53O0.49 + 0.51H2O = 1.28H2 + CO (1)
H2O + CO = H2 + CO2 -41.2 MJ/kmol (2)
H2 potential yield is defined as the sum of measured hydrogen in product gas and
the theoretical hydrogen that could be formed by completely shifting carbon
monoxide as in reaction (2) and completely reforming hydrocarbon mspecies in
product gas according to reaction (3), given below
I .C .E .T , UNIVERSITY OF THE PUNJAB

23
Catalytic Steam Gasification of MSW
CnHm + 2n H2O = (2n + (m/2))H2(∆H298>0) (3)
3.2 Catalyst
The tar formed during gasification is one of the major issues, catalytic pyrolysis
or gasification for tar reduction has been extensively reported in the literatures. The use
of dolomite as a catalyst in biomass gasification had attracted much attention, because
it is inexpensive and abundant and can significantly reduce the tar content of the
product gas from a gasifier, but they are significantly active only above 800 °C.
Likewise, during MSW gasification process tar was formed, calcined dolomite was used
to eliminate tar. Natural dolomite was ground and sieved, the particle with a size of 3-
10mm was calcined in muffle oven at 900 °C for 4 hr. The surface characteristics and
XRD patterns of the calcined dolomite were listed in Table 3.3 and figure 3.1
respectively.
Table 3.3 – Surface characteristics of catalyst [ref. 1]
Catalyst BETsurface
area (m2/g)
Microporearea
(m2/g)
Externalsurface
area (m2/g)
Total porevolume(cm3/g)
CalcinedDolomite
9.96 1.73 8.23 2.27
I .C .E .T , UNIVERSITY OF THE PUNJAB

24
Catalytic Steam Gasification of MSW
Fig. 3.1 – XRD patterns of catalysts. (1) Natural dolomite, (2) Calcined dolomite. [ref. 1]
3.2.1 Mechanism of Catalytic steam Gasification of MSW
The purpose of using catalyst includes:
i. Cracking of tar;
ii. To decrease the gasification temperature;
iii. To enhance steam reforming and water gas shift reactions in order to produce
hydrogen-rich gas and more product gas.
In general, steam gasification reactions include two steps.
The first step is a thermo-chemical decomposition of MSW with production of tar,
char and volatiles, this step termed primary pyrolysis, could perform at a lower
temperature approx. 300 C, and last until a temperature of 700 C or even higher.
I .C .E .T , UNIVERSITY OF THE PUNJAB

25
Catalytic Steam Gasification of MSW
The second step includes reactions of CO, CO2, H2 and H2O with the
hydrocarbon gases and carbon in MSW, thereby producing gaseous products.
The catalytic steam gasification mechanism of MSW might be described by the
following reactions as shown in Eqs. (4)–(7):
C + CO2 → 2CO +162 kJ/mol (endothermic) (4)
C + H2O → CO + H2 +131 kJ /mol (endothermic) (5)
CH4 + H2O → CO + 3 H2 +206.3kJ/mol (endothermic) (6)
Tar + n1H2O → n2CO2 + n3H2 (∆H298K>0) (7)
Calcined dolomite can accelerate the reaction rate of the steam with tar and char,
also participate in the secondary reactions. calcined dolomite consists of CaO, and
MgO, which convert to Ca(OH)2 and Mg(OH)2 quickly at the presence of moisture,
some Ca(OH)2 and Mg(OH)2 can convert to CaCO3 and MgCO3 using CO2 as a
sorbent by reacting with CO2 produced during gasification reaction, CO2 absorbing
contributes to water gas shift reaction Eq. (2) and carbon gasification reaction
(Eq.5), which lead to production of hydrogen-rich gas and high content of
combustible gas.
3.2.2 Catalyst Activity
Dolomites were employed in biomass steam gasification processes to enhance
the yield and quality of product gas and decrease tar yield by cracking and
reforming the high molecular weight organic components with steam. The catalytic
activity of calcined dolomite was extensively investigated in different reactors such
as fixed bed and fluidized bed reactors, but few literatures have been found on
catalytic behaviors of calcined dolomite in the steam gasification of MSW. In Fig.
3.3, H2, CO, CO2, CH4, C2H4 and C2H6 contents are represented for the catalytic
and non-catalytic pyrolysis and gasification. In contrast, there was a great
difference between pyrolysis (run 1) and steam gasification (run 3), it was
concluded that the introduction of steam increased H2, CO and CO2 contents, while
CH4, C2H4 and C2H6 contents decreased, which was caused by the participation of
I .C .E .T , UNIVERSITY OF THE PUNJAB

26
Catalytic Steam Gasification of MSW
the steam in gas-phase reactions and gasification of tar and char, thus tar yield
and char yield decreased, and dry gas yield increased. The decrease of CH4, C2H4
and C2H6 contents led to the decrease of LHV of syngas is because their heating
value is higher. Especially, there was a little tar during steam gasification reaction
(run 3), the presence of the steam can significantly decreased the tar, and caused
a drastic decrease of 38.31% in the tar yield. Calcined dolomite improves the
quality of the product gas and diminishes significantly the tar yield. At the presence
of catalyst, the results of catalytic steam gasification (run 4) were compared with
those of catalytic pyrolysis (run 2), a crucial increase of 32.41% in H2 content and
13.00% in CO2 content as well as a remarkable decrease of CO, CH4, C2H4 and
C2H6 contents was achieved, which attributed to water gas shift reaction and steam
reforming of hydrocarbon reactions, resulting in an increase of 42.39% in the lower
heating value of the hydrogen-rich gas as shown in Table 3.4, The dry gas yield
and carbon conversion efficiency drastically increased by 385.29% and 144.52%,
respectively, and char yield decreased by 35.72%. It was concluded that the
presence of steam increased the H2 and CO2 contents, and decreased CO, CH4,
C2H4 and C2H6 contents. More tar and char participated in steam gasification, which
led to a rapid increase of dry gas yield and carbon conversion efficiency.
Interestingly, there was no tar detected during catalytic steam gasification reaction
(run 4) owing to steam and calcined dolomite significantly eliminating the tar, which
agreed with the results of several authors.
I .C .E .T , UNIVERSITY OF THE PUNJAB

27
Catalytic Steam Gasification of MSW
Fig. 3.3: Gas composition in steam gasification andpyrolysis for non-catalytic and
catalytic processes. [ref. 1]
Table 3.4 – Results of pyrolysis and steam gasification [ref. 1]
RunLHV
(MJ/Nm3)
Carbon
conversion
(%)
Tar yield
(wt.%)
Char yield
(wt.%)
Dry gas
yield
(N.m3/kg)
1 19.68 22.82 38.54 25.86 0.21
2 19.84 34.14 18.75 11.45 0.34
3 15.02 44.07 0.23 7.92 0.51
4 11.43 83.48 0 7.36 1.65
Conditions: gasifier temperature, 900 ˚C. 1, pyrolysis; 2, catalytic
pyrolysis; 3, steam gasification; 4, catalytic steam gasification.
In the present study, the tar yield was lower than those data because of the
presence of calcined dolomite. Table 3.3 shows calcined dolomite is porous with
I .C .E .T , UNIVERSITY OF THE PUNJAB

28
Catalytic Steam Gasification of MSW
high external surface area and micropore area, the large external surface area of
calcined dolomite particles accounts for the high chance of gas contacting solid
particles and long gas residence time of >4 s, which can adsorb tar and promote
the catalytic cracking of hydrocarbon and the elimination of tar.
At the presence of steam, if the results of catalytic steam gasification (run 4)
were compared with steam gasification (run 3), The presence of the calcined
dolomite can increase H2 content, CO2 content, carbon conversion efficiency and
the dry gas yield, while CO, CH4, C2H4 and C2H6 contents diminished. In the catalytic
process (runs 4 and 2) the effects originated by the steam were greater than those
of the non-catalytic process (runs 1 and 3).
3.4 Process Description:
The sun dried and pre-treated MSW is subjected to manual segregation and is
then shredded into 1 inch size. The shredded waste will be conveyed and heaped in a
hopper. The size of hopper will depend upon the volume of the MSW to be contained.
The hopper will be fitted with an auger or screw conveyer at its bottom. The rpm of the
auger will be set to meet the MSW demand in the gasifier.
3.4.1 Gasifier:
The gasifier is an internally heated vessel. The heating source comprises of
electrical coils. The primary purpose of gasifier is to convert MSW into synthesis
gas. The gasifier operates at an internal pressure of 170 kPa and at an internal
temperature of 950oC.
The MSW enters the gasifier almost at room temperature. As it moves down
the gasifier, through different temperature zones, it becomes almost moisture free.
During the coarse of its downward fall, it interacts counter currently with steam and
gasifies giving synthesis gas, tar and leaving behind char. The char leaves from the
gasifier at the bottom through similar auger conveyer setting as described above,
whereas, due to high temperature inside the gasifier, the tar gets vaporized and
I .C .E .T , UNIVERSITY OF THE PUNJAB

29
Catalytic Steam Gasification of MSW
moves upward with the synthesis gas towards the outlet of the gasifier where the
suction is created. On the upper portion of the gasifier, a bed of calcined dolomite
catalyst is placed. At a temperature of 950oC, when the tar mixed gases pass
through the bed of catalyst, the tar gets decomposed giving the valuable products.
3.4.2 Waste Heat Boiler:
The synthesis gas, coming out of the gasifier will be at a temperature of about
900-950 oC. This excess energy will be recovered by passing it through a series of
heat exchangers and will be utilized to generate steam. The gas first passes
through a super heater. Almost 150-170 MJ of energy will be recovered here, using
shell and tube exchanger. The gas will pass through the shell side whereas the
steam (coming from thermosyphone /steam drum) will be passed through tube side.
The synthesis gas will leave the super heater at about 500 oC. The gas will then
pass through the evaporator and finally through the economizer.
Boiler feed water will enter the W.H.B at about room temperature and a steam of
600 psig and 400 oC will be generated from super heater .Almost 90% energy will
be recovered from the synthesis gas by the W.H.B. The synthesis gas leaves the
boiler at about 125 oC.
3.4.3 Cyclone Separator:
The gas is then passed through cyclone separator to remove any dirt particles
larger the 3m size. The dirt is collected at the bottom whereas the gas leaves from
the top.
3.4.4 Condenser:
The gas stream is then passed through a condenser unit, where the moisture is
condensed and removed from the gas stream. The stream leaves the condenser at
about 35 oC, which is moisture free gas.
3.4.5 Absorption Tower:
I .C .E .T , UNIVERSITY OF THE PUNJAB

30
Catalytic Steam Gasification of MSW
The moisture free gas coming out of the condenser is then send to the CO2
absorption tower. 14.5% MEA solution is used as solvent in CO2 absorption tower. MEA
is preferred as CO2 absorbent because of its ease of regeneration. The CO2 content of
the synthesis gas is reduced up to 95% in this unit. SO2 which is present in very low
proportion in the synthesis gas also gets absorbed into the solvent because the
conditions are very much favorable for its absorption in the tower. The very low CO2 and
SO2 content gas is obtained from the tower.
I .C .E .T , UNIVERSITY OF THE PUNJAB

31
Catalytic Steam Gasification of MSW
I .C .E .T , UNIVERSITY OF THE PUNJAB
PRO
CESS
(M
SW
ST
EAM
GA
SIFC
ATIO
N)
Sun
Dry
ing
for
7 da
ys
*
Shr
eddi
ng1
inch
Fil
tera
tion
Con
dens
er
Was
te
Hea
t Boi
ler
Cyc
lone
Sep
erat
er
CO
2 Abs
orbe
rS
crub
ber
GA
SIF
IER
Ste
am
Ele
ctri
cal C
oils
Hop
per
MSW

32
Catalytic Steam Gasification of MSW
3.5 INFLUENCE OF TEMPERATURE
3.5.1 Influence of temperature on product distribution
Table 3.5 shows the product distribution (char, tar and gas) by catalytic steam
gasification of MSW at different reactor temperatures with calcined dolomite. The
data indicated that dry gas yield and mass balance exceed 100% due to the
introduction of steam. With the temperature increasing from 700 to 950˚C, the char
decreased gradually from 21.68% to 8.12%, while dry gas yield increased from
81.84% to 104.16%. In regard to the gas fraction, the increase of gas fraction was
mainly attributed to the decomposition of char and the secondary reaction of the tar
vapor as temperature increases, more carbon and steam can be converted into gas
through Eqs. (4) and (5), therefore, carbon conversion efficiency and steam
decomposition increases, accordingly char decreased markedly. Especially, tar
catalytic gasification was improved significantly, tar decreased drastically from
0.42% at 700 °C to 0.14% at 800 °C, in particular, no condensed matter was
observed in the cleaning system as temperature increases from 850 to 950 °C. This
variation was probably dependent on the more favorable thermal cracking and
steam reforming reactions at higher temperatures, which resulted in the secondary
cracking reactions into the gas fraction. Subsequently, at the presence of catalyst,
higher temperature favored the carbon conversion efficiency, tar decomposition and
char further gasification with steam.
Table 3.5 – Influence of temperature on product distribution and gas characterization
[ref. 1]
Temperature (˚C) 700 750 800 850 900 950
Product distribution (wt.%)
Gas 81.84 88.54 90.50 95.99 97.19 104.16
Tar 0.42 0.37 0.14 0 0 0
Char 21.68 18.03 15.82 11.23 9.87 8.12
I .C .E .T , UNIVERSITY OF THE PUNJAB

33
Catalytic Steam Gasification of MSW
Gas composition (mol%, dry basis)
H2 27.01 34.70 40.46 45.60 48.63 53.29
CO 9.34 11.16 12.65 13.46 14.85 16.92
CO2 35.25 30.86 26.61 24.23 23.59 22.05
CH4 20.23 17.89 15.57 12.24 9.62 5.76
C2H4 6.31 4.02 3.85 3.60 2.38 1.01
C2H6 1.79 1.37 0.68 0.87 0.93 0.97
Gas characterization
H2/CO (mol/mol) 2.89 3.11 3.21 3.39 3.27 3.15
LHV (MJ/kg of fed
MSW)14.44 13.47 12.62 11.74 10.77 9.36
LHV (MJ/kg of fed
MSW)10.69 11.45 12.37 13.15 13.79 13.85
H2 yield (mol/kg) 9.78 14.43 19.49 34.99 30.46 38.60
H2 yield potential
(mol/kg)55.48 57.35 62.75 67.86 70.14 70.00
Steam
decomposition (%)42.96 62.13 64.74 68.18 72.37 74.51
Carbon conversion
efficiency (wt.%)62.05 62.13 64.74 68.18 72.37 74.51
Dry gas yield
(Nm3/kg)0.74 0.85 0.98 1.12 1.28 1.48
I .C .E .T , UNIVERSITY OF THE PUNJAB

34
Catalytic Steam Gasification of MSW
3.5.2 Influence of temperature on the gas fraction
The gas component distribution profile from catalytic steam gasification of MSW at
different reactor temperatures was plotted in Table 3.5. It indicated that the main
components are H2, CO, CO2, CH4 and small quantities of low molecular
hydrocarbons, such as C2H4 and C2H6. Water gas shift reaction (Eq. (2)) is
exothermic and thus less important at higher temperature. The main reactions (Eqs.
(2), (4)–(7)) are endothermic strengthened by increasing temperature. Therefore, the
reactor temperature had a significant influence on the syngas compositions. As
shown in Table 3.5, higher temperatures significantly resulted in higher H2 contents.
It can be concluded that Boudouard reactions (Eq. (4), carbon gasification reaction
(Eq. (5)), together with the secondary cracking reactions of tar (Eq. (7), were the
main factors responsible for the increase in H2 and CO contents. H2 content almost
doubled from 27.01% to 53.29%, CO content increased by 22.29%, while CO2
content decreased by 37.45%.
Because of some CO2 reacting with calcined dolomite. Methane decomposition
(Eq. (4)) was favored at higher temperature, which accounted for a significant
decrease of 71.63% in CH4 content as temperature increases. C2H4 and C2H6 content
were relatively small, and slightly decreased. This shown that temperature had
strong influence on the decomposition of CH4, that agreed with Turn et al higher
temperature provided more favorable conditions for thermal cracking and steam
reforming, so steam decomposition and dry gas yield increased. Furthermore,
temperature had remarkable influence on H2 yield, H2 yield significantly increased
from 9.78 to 38.60 mol/kg. However, H2 potential yield increased first and
subsequently remained almost unchanged, it was inferred that middle-low
temperature (700–900 °C) favored H2 potential yield with an increase of 26.42%
obtained.
With respect to the different gas compositions, the increase of H2 content was
greater than that of CO content, thus H2 to CO ratio (H2/CO) in the syngas slowly
increased from 2.89 to 3.15 over the range of temperature from 700 to 950 °C, this
I .C .E .T , UNIVERSITY OF THE PUNJAB

35
Catalytic Steam Gasification of MSW
kind of syngas was advisable for producing hydrogen for ammonia synthesis or for
fuel cell applications.
The influences of reactor temperature on the O/C and H/C atomic ratios of
hydrogen-rich gas were plotted in Fig.3.4, H/C atomic ratio at lower temperature
(700–850 °C) increased more markedly than that at higher temperature (850–900
°C), which was explained by more quickly increasing in H2 content at lower
temperature, it was concluded that higher temperature was not favorable for H/C
atomic ratio. Meanwhile, O/C atomic ratio almost remianed constant at lower
temperature, and increased very slightly from 1.05 to 1.25 at higher temperature, it
was concluded that reactor temperature almost had no influence on the O/C atomic
ratio of hydrogenrich gas.
Furthermore, the O/C and H/C atomic ratios of the syngas product, pyrolytic gas
and MSW feedstock were in the same following order due to decomposition of
hydrocarbon and formation of H2-rich gas:
Syngas > Pyrolyticgas(at700˚C ) > MSW feedstock
Furthermore, the lower heating value (LHV) of syngas decreased from 11.85
MJ/Nm3 to 10.08 MJ/Nm3, when the Reactor temperature increased from 700 to
950 ˚C. Methane had the highest heating value in syngas, the sharp decrease of
methane content led to decrease LHV of syngas. However, on the other hand, the
energy content of the total syngas shown a slight increase from 8.77 MJ/kg of MSW
to 14.91 MJ/kg of MSW. Fig. 3.6 shows time profiles of instantaneous dry gas yield
rate at different reactor temperatures, higher temperature exerted a pronounced
influence on the reaction time, this is because that higher temperature can
accelerate gasification of MSW with steam, and increase significantly the mean
reaction rate. Variation trend of instantaneous dry gas yield rate with the gasification
time remained the same. With respect to a specific temperature, instantaneous dry
gas yield rate changed drastically during the gasification process, at the beginning,
instantaneous dry gas yield rate increased drastically, and then decreased, higher
temperature remarkably enhanced the instantaneous dry gas yield rate after only the
I .C .E .T , UNIVERSITY OF THE PUNJAB

36
Catalytic Steam Gasification of MSW
first 10 min, and decreased subsequently. Furthermore, Fig. 3.7 shows the
maximum instantaneous dry gas yield rate increased from 0.053 Nm3/kg min to
0.203 Nm3/kg min with temperature increasing from 700 to 950 ˚C, which can be
explained by MSW feedstock absorbing more heat energy and being converted into
product gas at higher temperature at a very short interval.
Fig. 3.5. – H/C and O/C atomic ratios of the syngas at different temperatures.[ref. 1]
I .C .E .T , UNIVERSITY OF THE PUNJAB

37
Catalytic Steam Gasification of MSW
Fig.
3.6 – Variations of instantaneous dry gas yield rates at different temperatures with the
time.
I .C .E .T , UNIVERSITY OF THE PUNJAB

38
Catalytic Steam Gasification of MSW
Fig. 3.7 – Influence of temperature on the maximum instantaneous gas yield rate.
Influence of temperature on the solids fraction:
Table 6 reports elemental analysis and ash content of char from catalytic steam
gasification of MSW at different temperatures, the data show that the increase of
temperature can significantly enhance the ash content in the char, the char almost was
solid ash with a maximum value of 86.01% in content, which may be accounted for by
effective gasification of MSW with steam at the presence of catalyst at higher
temperature. The char with high ash content can recycle in cement and construction
industry [38], or be disposed of for landfilling application. Elemental analysis data show
a significant decrease in carbon content and oxygen content from 31.20% to 4.09% and
from 35.4% to 8.5%, respectively, and a gradual decrease in hydrogen content over the
temperature range of 700–950 C, which was caused by the dehydrogenation and
carbon gasification of MSW, therefore, there existed little hydrogen and carbon in the
residual char.
I .C .E .T , UNIVERSITY OF THE PUNJAB

39
Catalytic Steam Gasification of MSW
Table. 3.6: Char Element Analysis [ref. 1]
Temperature (˚C) C H Oa ash
700b 45.87 1.19 35.86 17.08
700 31.20 1.07 36.59 31.14
750 23.25 0.90 33.83 42.02
800 16.40 0.88 25.04 57.68
850 14.71 0.72 26.01 58.56
900 9.02 0.70 17.49 72.79
950 4.09 0.40 11.50 84.01
a: by difference, b: Catalytic Pyrolysis
I .C .E .T , UNIVERSITY OF THE PUNJAB

40
Catalytic Steam Gasification of MSW
Table. 3.7: Comparison of different Gasification Techniques:
ProcessCarbon
Conversion(%)
Tar Yield
(weight%)
Char Yield
(weight%)
Dry gas Yield
(weight%)
Heating Value
of gas (MJ/kg)
1. Pyrolysis 22.82 38.54 25.86 0.21 4.13
2.Catalytic
Pyrolysis34.14 18.75 11.45 0.34 6.75
3.Steam
Gasification44.07 0.23 7.95 0.51 7.66
4.
Catalytic
Steam
Gasification
83.48 0 7.36 1.65 18.86
5.Plasma
Gasification100 0 18.18 1.06 9.09
I .C .E .T , UNIVERSITY OF THE PUNJAB

41
Catalytic Steam Gasification of MSW
I .C .E .T , UNIVERSITY OF THE PUNJAB

42
Steam
GasifierT = 950 deg CP = 170 kPa
MSW
Char
Product (Syn. Gas)
Catalytic Steam Gasification of MSW
4.1 Material Balance around Gasifier:
Feed flow rate = F = 100 kg/hr MSW
Ultimate Analysis of Feed
Component Weight % Moles Mole% *
C 51.81 4.3175 35.99
H 5.76 5.76 48.02
O 30.22 1.8888 15.74
I .C .E .T , UNIVERSITY OF THE PUNJAB
Chapter No. 4

43
Catalytic Steam Gasification of MSW
N 0.26 0.0186 0.16
S 0.36 0.0113 0.09
Gross total 88.41 11.9962 100.00
Ash 11.59
Total 100.00
* Ash Free Basis
Steam flow rate = M = 77kg/hr
Composition Moles Temperature (deg C) Pressure (kPa)
100% H2O 4.2778 109.6 141.3
Applying mass balance for Carbon:
mass of carbon in = mass of Carbon out
mass of carbon in ¿51.81100
x 100
mass of carbon out = P x( Xco + Xco2 + XcH4 + Xc2H4 + Xc2H6 )p + Ch x Xcch
Similarly applying mass balance for other components and following table is generated:
Product (Synthesis Gas) flow rate = P = 146.8423 kg/hr
Composition of Product Gas
Components Weight Moles Mole%
Syn
. Ga
s
H2 9.207 3.521 53.29
CO 40.925 1.118 16.92
CO2 83.803 1.457 22.05
I .C .E .T , UNIVERSITY OF THE PUNJAB

44
Catalytic Steam Gasification of MSW
CH4 7.959 0.381 5.76
C2H4 2.4376 0.0666 1.01
C2H6 2.511 0.0640 0.97
1. Gross Total 112.3243 6.607 100
Impu
ritie
s
NOx 0.558 0.0186 0.9912
SO2 0.7232 0.0113 0.6022
Moisture 33.2368 1.8465 98.406
2. Gross Total 34.518 1.8764 100
Total 146.8423 8.4834
Char flow rate = Ch = 30.1577 kg/hr
Composition of Char
Component Weight Weight %
C 13.206 43.7911
H 2.1213 7.034
O 3.24 10.7435
Ash 11.59 38.4313
Total 30.1577 100.00
I .C .E .T , UNIVERSITY OF THE PUNJAB

45
Catalytic Steam Gasification of MSW
I .C .E .T , UNIVERSITY OF THE PUNJAB

46
Catalytic Steam Gasification of MSW
5.1 Gasifier:
5.1.1 Energy Balance around Gasifier:
1. Energy input by feed = mCp∆T
As ∆T = 0
Energy input by feed = 0
2. Energy input by steam:
hcv = 2221.23 kJ/kg
Cp = 4.187 kJ/ kg K
Heat input = mCp∆T + mλ
= 77 x 4.187 x (109.6 - 25) + 77 x 2231.23
= 199.1 MJ/kg
3. Energy output by product gas:
Average Cp of Product = 420607 kJ/kmol
Total moles of Product gas = 8.4834 kmol
Energy Output = 8.4834 x 42.607 x 925
= 33433.3 kJ
= 334.34 MJ
4. Heat output = 913.9 MJ + 334.34 – 199.09
= 1049.16 MJ
5.1.2 Heat loss at walls of Gasifier:
Resistance to heat flow = R
R = L/KA
let area of heat flow = 1m3
R1 = resistance of refractory brick:
So R = 0.2032 / (.8 x 1)
I .C .E .T , UNIVERSITY OF THE PUNJAB
Chapter No. 5

47
Catalytic Steam Gasification of MSW
= 0.607 s.°C / kJ
R1 = Thickness of sheet plate / H.T.C.C for plate carbon steel x 1m2
= (7mm + 2mm) / (K2 x 1)
= 9 x 10-3 / (K2 x 1)
so q = ∆T / R
= (950 - 75) / (R1 – R2)
= 314957.23 kJ
so Heat losses through walls = 87.49 kW
5.1.3 Reaction wise Energy Production:
Reaction 1: C + O2 → CO2
Exothermic (-393 kJ/mol)
=100 x (-393) x 0.2729
= 107249.7 kJ
Reaction 2: C + H2O → CO + H2
Endothermic (+131 kJ/mol)
= 2.941 x 131000
= 385677.1 kJ
Reaction 3: C + CO2 → 2CO
Endothermic (+172 kJ/mol)
=0.2729 x 172000
= 46938.8 kJ
Reaction 4: CO + H20 → CO2 + H2
I .C .E .T , UNIVERSITY OF THE PUNJAB

48
Catalytic Steam Gasification of MSW
Exothermic (-41 kJ/mol)
=1.7185 x 41000
= 70458.5 kJ
Reaction 5: CO + 3H2 → CH4 + H20
Exothermic (-205 kJ/mol)
= 0.3806 x 205000
= 78023 kJ
Reaction 6: H2 + ½O2 → H2O
Exothermic (-243.276 kJ/mol)
= 1.8144 x 243.276 x 1000
= 441399.9744 kJ
Reaction 7: CO2 + 6H2O → 7O2 + C2H6
Exothermic (-767.448 kJ/mol)
= 0.0113 x 767.448 x 1000
= 8672.1624 kJ
Reaction 8: N + ½ O2 → NO
Endothermic
= 0.1282 x 745.8 x 1000 x 4.18
= 399656 kJ
Reaction 9: CO2 + 2H2O → C2H4 + 2O2
Endothermic
= 0.1335 x 1411.1 x 1000 x 4.18 = 7847436.133 kJ
I .C .E .T , UNIVERSITY OF THE PUNJAB

49
Catalytic Steam Gasification of MSW
5.2 Energy Balance around Boiler:
For our process conditions, we have:
Gas Side flow rate = 146.85 kg/hr
Gas stream composition:
Compositions Mole%
H2 0.41507
CO 0.131784
CO2 0.171727
CH4 0.04485
C2H4 0.007849
C2H6 0.007547
SO2 0.001332
NOx 0.002192
Moisture 0.217649
I .C .E .T , UNIVERSITY OF THE PUNJAB

50
Catalytic Steam Gasification of MSW
Specific heat of inlet syn. gas can be evaluated as follows:
ComponentMoles in
productMole% T
Constants for Equation of Sp. Heat Capacity Specific
Heat
Mole% x
CpA B C D
H2 3.521367 0.41507 398 27.143 0.009278 -1.4E-05 7.65E-09 29.13019 12.09106
CO 1.118028 0.131784 398 30.809 -0.01285 2.79E-05 -1.3E-08 29.31097 3.862715
CO2 1.456897 0.171727 398 19.795 0.073436 -5.6E-05 1.72E-08 41.23331 7.080874
CH4 0.380499 0.04485 398 19.251 0.05213 1.2E-05 -1.1E-08 41.1818 1.847005
C2H4 0.066592 0.007849 398 3.806 0.1566 -8.3E-05 1.76E-08 54.01567 0.423988
C2H6 0.064025 0.007547 398 5.409 0.1781 -6.9E-05 8.71E-09 65.85202 0.496967
SO2 0.0113 0.001332 398 16.37 0.1459 -0.00011 3.24E-08 58.74105 0.07824
NOx 0.0186 0.002192 398 29.345 -0.00094 9.75E-06 -4.2E-09 30.25175 0.066324
Moisture 1.846489 0.217649 398 32.243 0.001924 1.06E-05 -3.6E-09 34.45392 7.498857
8.483797 1 33.44603
For our case, we will make the following assumptions:
Tube Side = Steam at outlet, Maximum Flow at 600 psig and 750 °F
Feed water at 227 °F and pressure required at inlet
Pressure Drop in Super-heater, 15.0 psi
Pressure Drop in Economizer, 10.0 psi
Now, we have set all of our conditions, putting these known values in our diagram, so we can
proceed with a heat balance,
I .C .E .T , UNIVERSITY OF THE PUNJAB

51
Catalytic Steam Gasification of MSW
Now we can calculate the missing data,
Heat available to Super-heater = Q = n x Cp x dT
=8.3545 x 42.165 x ((950+273)-(25+273))
=329.33MJ/hr
Heat available to Evaporator = Q = n x Cp x dT
=8.3545 x 37.95 x ((500+273)-(25+273))
=150.64MJ/hr
Heat available to Economizer = Q = n x Cp x dT
=8.3545 x 35.08 x ((125+273)-(25+273))
=65.96MJ/hr
Heat available in outlet syn. gas= Q = n x Cp x dT
=8.3545 x 42.165 x ((950+273)-(25+273))
=27.9MJ/hr
Total heat recovered = 329.33 – 27.9
= 301.43 MJ/hr
I .C .E .T , UNIVERSITY OF THE PUNJAB

52
Catalytic Steam Gasification of MSW
Heat recovered by cold water = m x Cp x dT + m
301426 = m x 4.187 x (100-25) + m x 2210
m = 119.42kg/hr
Therefore,
Flowrate of boiler feed water = 119.42kg/hr
Now, we can now complete our schematic with all known values.
I .C .E .T , UNIVERSITY OF THE PUNJAB

53
Catalytic Steam Gasification of MSW
I .C .E .T , UNIVERSITY OF THE PUNJAB
Chapter No. 6

54
Catalytic Steam Gasification of MSW
6.1 Mechanical Design of Gasifier:
From Experimental data:
Feed rate = 0.257 kg/hr
Complete decomposition time of MSW at 950 ˚C = 30 min
Internal Diameter of vessel = 81 cm
So Internal Radius of vessel = 40.5 cm
Internal cross sectional area of gasifier = π r2
= π (40.51000
)2
= 5.15 x 10-3 cm2
So Decomposition rate of MSW at 950 ˚C per unit area = 0.257/(30 x 5.15 x 10-3)
= 1662 g/min- cm2
Now
Our feed rate = 100 kg/hr
= 1666 g/min
Hence Area Required = 1m2
Internal Diameter = 1 meter + (8 inch) x 2
(Using Vessel Thickness Table from Reference 5)
Minimum thickness required = 7 mm = e
Also
Design Temperature at vessel = 50˚C
as we are using the vessel with FIRE Clay bricks
So, Design Stress can be evaluated from Table 13.2 of M.O.C Carbon Steel []ref. 5]
I .C .E .T , UNIVERSITY OF THE PUNJAB

55
Catalytic Steam Gasification of MSW
Tensile Strength = 360 N/mm2
Design Stress = 135 N/mm2 (i.e. between 0-50 ˚C)
Design Pressure:
Take as 10% above operating Pressure i.e. 170 kPa
= (170 x 0.1) + 170 kPa
= 0.18695 N/mm2
Design Temperature = 50 ˚C
Design Stress = 135 N/mm2
Cylindrical Section:
Plate Thickness = e = Pi x Di2 f x Pi
[ref. 5]
= Pi x D 0.18695 x1.4064 x 103
2x 135−0.18695
= 0.975 mm
Corrosion Allowance = 2mm [ref. 5]
So,
Plate Thickness = 2.975 mm
≈ 3mm
Conical Section:
Plate Thickness = e = Pi x Dc
2 f J x Pi x 1cosα [ref. 5]
Here
I .C .E .T , UNIVERSITY OF THE PUNJAB

56
Catalytic Steam Gasification of MSW
J = joint co-efficient
For welding joint using typical value i.e. J=1 [ref. 5]
α = 30˚
f = 135
Dc = Cone diameter
Let’s suppose that our feed inlet enter through the opening of 1 ft
Then Dc = 1ft + 4 inch x 2
= 0.3048 m +0.2032 m
= 0.508 m
Hence
Plate Thickness = e = 0.18695 x 508
2x 135x 1−0.18695 x 1cos30 ˚ [ref. 5]
= 0.406 mm
Volume of MSW = decomposition rate
Average density of MSW
Average Density = 366.25 kg/m3
So, Volume rate of MSW = 16.66
366.25
= 0.0455 m3/hr
Accumulation time of MSW in gasifier = 10 min.
Volume of Gasses = V = nRT / P
T = 950 °C of outlet gases
I .C .E .T , UNIVERSITY OF THE PUNJAB

57
Catalytic Steam Gasification of MSW
P = 170 kPa = 1677 bar
= ((606070) x 82.06 x (950 + 273)) / 1.677
= 0.395 m3
Volume of Moisture = 33.2368 kg
P = 100kPa
P = 170 kPa
P = 200kPa
(y2 – y1)/(x2 – x1) = (x – x1)/(y – y1)
y = ((y2 – y1)/ (y2 – y1)) x (x – x1) + y1
y = (((170 – 100) (2.70643 – 5.4135))/ (200-100)) + 504135
i.e.
Specific volume = 3.518 m3/kg (at 700 deg C, 170 kPa)
Similarly at 1000 deg C
Specific volume = 3.81877 m3/kg
Now,
T1 T T2
X 900 950 1000
Y=sp. Vol. 3.51855 ? 3081877
Y = (((950-900)(3.81877-3.51855))/(1000-900)) + 3.51855
So
I .C .E .T , UNIVERSITY OF THE PUNJAB

58
Catalytic Steam Gasification of MSW
sp. Vol. = 3.5200 m3/kg
density (at 950°C and 170kPa) = 1/ 305200
= 0.2840 kg/m3
Volume of steam = 33.2368 / 60
= 1.95 m3
so total Volume = 1.95 + 0.395 + 0.0455
= 2.39 m3
so volume of vessel should be greater than this value,
as diameter is already specified
so volume = π r2 l
= π (0.5)2 x 3.5 (proposed height = l = 305 m)
= 2.75 m3
hence our gasifier has diameter to height ratio = 1/3.5
I .C .E .T , UNIVERSITY OF THE PUNJAB

59
Catalytic Steam Gasification of MSW
6.2 Design of Hopper:
6.2.1 Volume:
Basis = 1 hour operation
Amount of MSW to be stored in the hopper = 100 kg
Average density of MSW = 366.25 kg/m3
So, Volume of Hopper required = 100/366.25
=0.273m3
As,
Volume of Hopper = Volume of cylinder + Volume of cone – Volume of cone (lower
end shown by dashed line)
= pi x r2 x h + (1/3) x pi x r2 x h - (1/3) x pi x r2 x h [ref. 5]
As, we have already calculated the volume of hopper, So, inserting a value
greater then we have already calculated, say 0.3 m3 , and we have fixed the outlet dia
of hopper to be 1 ft. and supposing the height of cylindrical and conical sections of
hopper to be 0.8 m & 0.3 m respectively,
Then
0.3 = pi x r2 x h + (1/3) x pi x r2 x h - (1/3) x pi x r2 x h
Value of “r” obtained =0.323 m
6.2.2 Material of Construction: Plain Carbon Steel
6.2.3 Plate thickness required:
Cylindrical section:
Minimum thickness = e = (Pi x Di)/(2f – Pi) [ref. 5]
Here,
I .C .E .T , UNIVERSITY OF THE PUNJAB

60
Catalytic Steam Gasification of MSW
Pi = Internal Pressure = 1 atm = 0.103 N/mm2
Di = Internal Diameter = 646 mm
f = Design Stress =135 (From table [ref. 5])
So,
Minimum thickness = e = 0.242 mm + 2 mm Corrosion allowance
= 2.242 mm
But from table, practical wall thickness for a 2 ft. dia. vessel is 5mm +2 mm Corrosion
allowance
Therefore,
Wall thickness of cylindrical section = 7 mm
Conical Section:
Minimum thickness = e = (Pi x Di)/(2fJ – Pi) cos(a) [ref. 5]
Here,
J = Welding joint factor = 1
a = Angle of cone = 450
Minimum thickness = e = 0.343 mm + 2 mm Corrosion allowance
= 2.343 mm
I .C .E .T , UNIVERSITY OF THE PUNJAB

61
Catalytic Steam Gasification of MSW
6.3 Design of Cyclone Seperator:
To remove particle having diameter greater then 3µm
G = 146.85 kg/hr
= 146.85/3600
= 0.041 kg/s
So, by Stokes law
U = ¿¿ [ref. 5]
=(1500−0.626)x (3 x 10−6)x 9.8
18 x1.32 x10−5
= 5.56 x 10-4 m/s
We know that
U =0.2d g A i2
zgD c
= 0.2 x 0.5Dc x 9.8 x (0.5Dc x 0.25Dc) 2
x 4Dc x G x Dc
= 0.00039g Dc3
G
Dc3 =
G0.00039g
[ref. 5]
= x 0.041 x 5.56 x 10 -4
0.00039 x 9.8 x 0.626
Dia. of Cyclone Separator = 0.031m
I .C .E .T , UNIVERSITY OF THE PUNJAB

62
Catalytic Steam Gasification of MSW
I .C .E .T , UNIVERSITY OF THE PUNJAB
Chapter No. 7

63
Catalytic Steam Gasification of MSW
INTRODUCTION
The important feature common to all process is that a process is never in state of
static equilibrium except for a very short period of time. Process is a dynamic entity
subject to continual upset or disturbance which tend to drive it away from the desired
state of equilibrium; the process must then be manipulated upon or corrected to derive
some disturbances bring about only transient effect of process behavior. These passes
away and they never occur again. Others may apply periodic or cycle forces which may
make the process respond in a cyclic or periodic fashion. Most disturbances are
completely random w.r.t time and show no repetitive pattern. Thus, their occurrence
may be accepted but cannot be predicted at any particular time. If a process is to
operate efficiently the disturbances process must be controlled.
A process is design for a particular objective or output and is then found,
sometimes by trial and error and some time by previous experience that control of a
particular variable associated with some stages of the process is necessary to achieve
the desired efficiency.
Each process will have associated with it a number of variables which are likely
to change at random. Each such change will lead to changes in the dependent variable
of the process. One of which is selected as being indicative of successful operation.
One of the input variables will be manipulated to cause further changes in the output
variables to restore the original conditions.
Process may be controlled more precisely to give more uniform and high quality
products by the application of automatic control, which often leads to highest profits.
Additionally, process which response too rapidly, and is to be controlled by human
operators, can be controlled automatically. Automatic control is also beneficial in certain
remote, hazardous or routine operations. Automatically control processing systems
which may too large and too complex for effective direct human control.
Sensors to measure process conditions and valves to influence process
I .C .E .T , UNIVERSITY OF THE PUNJAB

64
Catalytic Steam Gasification of MSW
operations are essential for all aspects of engineering practice. While sensors and
valves are important in all aspects of engineering, they assume greatest importance in
the study of automatic control, which is termed process control when applied in the
process industries. Process control deals with the regulation of processes by applying
the feedback principle using various computing devices, principally digital computation.
Process control requires sensors for measuring variables and valves for implementing
decisions. Therefore, the presentation of this material is designed to complement other
learning topics in process control.
Since successful process control requires appropriate instrumentation, engineers
should understand the principles of common instruments introduced in this section. The
descriptions in this section cover the basic principles and information on the
performance for standard, commercially available instruments. Thus, selection and
sizing of standard equipment is emphasized, not designing equipment “from scratch”.
Elements of Automatic Process Control
The following are some important elements of Automatic Process Control.
1. Sensors
2. Valves
3. Signal Transmitter and trasducer
4. Transducer
5. Controller
6. Final Control Element
7.1 Sensors
Sensors are used for process monitoring and for process control. These are
essential elements of safe and profitable plant operation that can be achieved only if the
proper sensors are selected and installed in the correct locations. While sensors differ
greatly in their physical principles, their selection can be guided by the analysis of a
I .C .E .T , UNIVERSITY OF THE PUNJAB

65
Catalytic Steam Gasification of MSW
small set of issues, which are presented in this section.
7.1.1 Temperature Measuring Sensors
Temperature control is important for separation and reaction processes, and
temperature must be maintained within limits to ensure safe and reliable operation of process
equipment. Temperature can be measured by many methods; several of the more common
are described below:
Table 7.1: Summery of Temperature Sensors
I .C .E .T , UNIVERSITY OF THE PUNJAB

66
Catalytic Steam Gasification of MSW
7.1.2 Flow Measuring Sensors
Flow measurement is critical to determine the amount of material purchased and sold,
and in these applications, very accurate flow measurement is required. In addition, flows
throughout the process should the regulated near their desired values with small variability; in
these applications, good reproducibility is usually sufficient. Flowing systems require energy,
typically provided by pumps and compressors, to produce a pressure difference as the driving
force, and flow sensors should introduce a small flow resistance, increasing the process energy
consumption as little as possible. Most flow sensors require straight sections of piping before
and after the sensor; this requirement places restrictions on acceptable process designs, which
can be partially compensated by straightening vanes placed in the piping. The sensors
discussed in this subsection are for clean fluids flowing in a pipe; special considerations are
required for concentrated slurries, flow in an open conduit, and other process situations.Several
sensors rely on the pressure drop or head occurring as a fluid flows by a resistance; an
example is given in Figure 1. The relationship between flow rate and pressure difference is
determined by the Bernoulli equation, assuming that changes in elevation, work and heat
transfer are negligible.
I .C .E .T , UNIVERSITY OF THE PUNJAB

67
Catalytic Steam Gasification of MSW
Table 7.2: Summery of Flow Sensors:
Pressure Measuring Sensors
Most liquid and all gaseous materials in the process industries are contained within
closed vessels. For the safety of plant personnel and protection of the vessel, pressure in the
vessel is controlled. In addition, pressured is controlled because it influences key process
operations like vapor-liquid equilibrium, chemical reaction rate, and fluid flow.
The following pressure sensors are based on mechanical principles, i.e., deformation
based on force.
I .C .E .T , UNIVERSITY OF THE PUNJAB

68
Catalytic Steam Gasification of MSW
Table 7.3: Summery of Pressure Sensors:
Level Measuring Sensors
Level of liquid in a vessel should be maintained above the exit pipe because if
the vessel empties the exit flow will become zero, a situation that would upset
downstream processes and could damage pumping equipment that requires liquid.
Also, the level should not overflow an open vessel nor should it exit through a vapor line
of a closed vessel, which could disturb a process designed for vapor. In addition, level
can influence the performance of a process; the most common example is a liquid
phase chemical reactor. Level is usually reported as percent of span, rather than in
length (e.g., m). Level sensors can be located in the vessel holding the liquid or in an
external “leg” which acts as a manometer. When in the vessel, float and displacement
sensors are usually placed in a “stilling chamber” which reduces the effects of flows in
the vessel.
I .C .E .T , UNIVERSITY OF THE PUNJAB

69
Catalytic Steam Gasification of MSW
Table 7.4: Summery of Level Sensors:
7.2 On Stream Analyzers
The term analyzer refers to any sensor that measures a physical property of the process
material. This property could relate to purity (e.g., mole % of various components), a basic
physical property (e.g., density or viscosity), or an indication of product quality demanded by the
customers in the final use of the material (e.g., gasoline octane or fuel heating value).
Analyzers rely on a wide range of physical principles; their unifying characteristic is a
greatly increased sensor complexity when compared with the standard temperature, flow,
pressure and level (T, F, P, and L) sensors. In many situations, the analyzer is located in a
centralized laboratory and processes samples collected at the plant and transported to the
laboratory. This procedure reduces the cost of the analyzer, but it introduces long delays before
a measurement is available for use in plant operations.
7.3 Control Valves
The most common method for influencing the behavior of chemical processes is through
the flow rate of process streams. Usually, a variable resistance in the closed conduit or pipe is
manipulated to influence the flow rate and achieve the desired process behavior. A valve with a
variable opening for flow is the standard equipment used to introduce this variable resistance;
the valve is selected because it is simple, reliable, relatively low cost and available for a wide
range of process applications. In some cases the valve resistance is set by a person adjusting
I .C .E .T , UNIVERSITY OF THE PUNJAB

70
Catalytic Steam Gasification of MSW
the opening, like a home faucet. In many cases the valve resistance is determined by an
automatic controller, with the valve designed to accept and implement the signal sent from the
controller. These are control valves. A multitude of commercial control valves are available
I .C .E .T , UNIVERSITY OF THE PUNJAB

71
Catalytic Steam Gasification of MSW
I .C .E .T , UNIVERSITY OF THE PUNJAB
F.T
F.I
GA
SIF
IER
Des
ired
Val
ueF.
C
Stea
m
T.C
T.T
T.T
T.T
ATIO
N O
F TH
E G
ASI
FIER

72
Catalytic Steam Gasification of MSW
I .C .E .T , UNIVERSITY OF THE PUNJAB
T.T
T.C
P.C P.T
LSS
L.C
T.T
Syn
. Gas
12
00K
Sup
er H
eate
r
Sat
urat
ed S
tem
Hot
wat
er
450
K
Sup
er H
eate
dS
team
650
K
Boi
ler
ATIO
N O
F TH
E W
.H.
B

73
Catalytic Steam Gasification of MSW
I .C .E .T , UNIVERSITY OF THE PUNJAB
Chapter No. 8

74
Catalytic Steam Gasification of MSW
Cost Estimation and Evaluation
8.1 Individual Cost of Each Equipment:
1) Hopper:
Capacity of hopper =0.3m3
Type =Vertical storage vessel
Constant =$2400(2004) [from ref. 5]
Cost Index =0.6 [from ref. 5]
Purchase Cost =2400 x (0.3)0.6
=$1165.42
2) Gasifier:
Diameter of Gasifier =1m
Material factor (C.S) =1 [from ref. 5]
Pressure factor (1 bar) =1 [from ref. 5]
Purchase cost =Cost from graph x M.F x P.F
= (10 x 1000) x 1 x 1
=$10,000
3) Furnace:
Energy requirement of furnace= 253.8 kW
Type of furnace =Cylindrical
Constant =540 [from ref. 5]
Cost Index =0.77 [from ref. 5]
I .C .E .T , UNIVERSITY OF THE PUNJAB

75
Catalytic Steam Gasification of MSW
Purchase Cost =540 x (253.8)0.77
=$38,364.65
4) Boiler:
Pressure of steam =600 psig=42.38 bar
Steam Produced =118 kg/hr
Constant =100 [from ref. 5]
Cost Index =0.8 [from ref. 5]
Purchase Cost =100 x (118) 0.8
=$4544.7
5) Absorber(CO2, SO2):
Diameter =1m
Vessel overall height =5m
Packed height =3m
Packing = Intalox saddle
Size of Packing =38mm
Material of Packing =Ceramic
Volume of packing = (pi/4) x 3
=2.35m3
Cost of packing =1020 x 2.35 [from ref. 5]
=$2397
I .C .E .T , UNIVERSITY OF THE PUNJAB

76
Catalytic Steam Gasification of MSW
M.O.C of Vessel =Carbon steel
Operating Pressure =3 bar
Material factor (C.S) =1 [from ref. 5]
Pressure factor (1 bar) =1 [from ref. 5]
Cost of Column = Cost from graph x M.F x P.F [from ref. 5]
= (10 x 1000) x 1 x 1
= $10,000
Total cost = Cost of column + Cost of packing
= 10,000 + 2397
= $12,397
6) Condenser :
Heat transfer area =10m2
M.O.C of Condenser = Carbon steel (shell)
Stainless steel (tube)
Type of condenser = Fixed tube sheet
Operating Pressure = 1 bar
Type factor (T.F) = 0.8 [from ref. 5]
Pressure factor (1 bar) =1 [from ref. 5]
Purchase cost = Cost from graph x T.F x P.F [from ref. 5]
= (10 x 1000) x 0.8 x 1
= $8,000
I .C .E .T , UNIVERSITY OF THE PUNJAB

77
Catalytic Steam Gasification of MSW
8.2 Total Purchase Cost of Major Equipments
Hopper: = $1165.42
Gasifier: = $10,000
Furnace: = $38,364.65
Boiler: = $4544.7
Absorber(CO2 & SO2): = $12,397
Condenser : = $8,000
Total Cost = $74,471.77
8.3 Fixed Capital Cost
Estimation of fixed capital cost for fluid processing plant, following items are to be considered:
Items Factors [from ref. 5]
Equipment Erection 0.40
Piping 0.70
Instrumentation 0.20
Electrical 0.10
Contigencies 0.1
So,
Total Fixed Cost = 74,471.77 x (0.4+0.7+0.2+0.1+0.1)
= $111,707.65
I .C .E .T , UNIVERSITY OF THE PUNJAB

78
Catalytic Steam Gasification of MSW
I .C .E .T , UNIVERSITY OF THE PUNJAB
Chapter No. 9

79
Catalytic Steam Gasification of MSW
Future Considerations:
We have made the design of gasification plant up to the best of our knowledge. Although the
energy balance around the plant yielded a net positive energy of 0.13MW/hr, but after detailed
analysis, thorough study and research, we have come to a conclusion, that there may be some
aspects, which can be modified in order to improve the overall efficiency of the plant. These can
be summarized as under:
1. The increased amounts of CO2 in the synthesis gas are a big factor in its relatively low
heating value. This problem can be overcome by feeding the gasifier with Coal or Coke
along with MSW. This will favour the following reaction
CO2 + C —— 2CO
This will decrease the CO2 contents of the synthesis gas and will ultimately increase the
calorific value of synthesis gas.
2. Methane is a high calorific value gas. In the gasification process, it is yielded by the
following reaction
CO + 3H2 — C2H4 + H2O
The above-depicted reaction is a shift reaction in the forward direction, depending on the
pressure. Increasing the pressure inside the gasifier can eventually increase the yield of
methane contents of synthesis gas.
3. In the gasifier plant we have designed, the furnace is the most energy-consuming unit.
This can be lower down by heating the gasifier externally, using a part of synthesis gas
produced.
4. The synthesis gas produced, can be used to generate following fuels y Fischer-Tropsch
process:
Methanol
Bio-diesel
Petroleum like fuels
I .C .E .T , UNIVERSITY OF THE PUNJAB

80
Catalytic Steam Gasification of MSW
BIBLIOGRAPHY
1. INTERNATIONAL JOURNAL OF HYDROGEN ENERGY: Hydrogen-rich gas from
catalytic steam gasification of municipal solid waste (MSW), Volume 34, Issue 5 , March
2009,Pages 2174-2183.
2. CARL R.BRANAN: Rules of Thumb for Chemical Engineers, 2nd edition, GULF, 2001.
3. J.F.RICHARDSON, J.H.HARKER, J.R.BACKHURST: Coulson & Richardson Chemical
Engineering, volume 2, 5th edition, ELSEVIER 2008.
4. ALBERT.H.PERRY, DON W.GREEN: Perry’s Chemical Engineer’s Handbook, 7th
edition, MC-GRAW HILL, 1999.
5. R.K.SINNOTT: Chemical Engineering Design, volume 6, 4th edition, ELSEVIER 2006.
6. CARL.L.YAWS: Chemical Properties Handbook, MC-GRAW HILL HANDBOOKS 1999.
7. OM PRAKASH GUPTA: Elements of Fuels, Furnaces, and Refractories, 4th edition,
KHANNA PUBLISHERS 2000.
8. STANLEY M. WALES: Chemical Process Equipment Selection and Design, 1990.
9. DAVID M.HIMELBLAU: Basic Principle and Calculations in Chemical Engineering,6th
edition, PRENTICE HALL,1996.
Web Links:
1. www.pc-education.mcmaster.ca
2. www.sciencedirect.com
3. www.hrsgdesign.com
4. www.engineeringtoolbox.com
5. www.safewasteandpower.com
6. www.egr-group.com/process.html
7. www.westinghouse-plasma.com
8. www.norres.ca
I .C .E .T , UNIVERSITY OF THE PUNJAB