Embed Size (px)
Citation preview

Journal of Nuclear Materials 191-194 (1992) 132-138North-Holland
journal ofnuclear
materials
Compatibility of materials in fusion first wall and blanketstructures cooled by liquid metals
T. Flament a, P. Tortorelli b, V. eoen C and H.U Borgstedt d
" CEA - DTA / CEREM / DTM / SCECF, BP6, 92265 Fontenay-aux-Roses, Franceb Oak Ridge National Laboratory, Oak Ridge, USAC Joint Research Center, Ispra, Italyd Kernforschungzentrwn, KarLlruhe, Germany
Compatibility studies of lithium and lead-lithium have been conducted over approximately the past ten years in supportof fusion reactor applications. At the present time, there exists a fairly good understanding of the overall corrosionmechanisms in both liquid metals and of differences in corrosion behavior between the two environments. Pb17Li is moreaggressive toward steels due to the higher solubilities of iron, nickel and chromium in this liquid metal. While nitrogen andcarbon can have significant effects on corrosion of steels by lithium, particularly at 400-500°C, these elements have littleinfluence in Pb17Li. The effects of these liquid metal environments on the mechanical properties of steels have beencharacterized and only minor problems are anticipated. The state of knowledge regarding the dependence of the corrosionrate of steels exposed to Pb17Li on blanket operating parameters is much more advanced than that for lithium. For bothliquid metals, more in-depth studies of deposition and magnetic field effects are needed.
1. Introduction
Liquid breeder materials have a number of inherentadvantages over solid materials. These include the easeof tritium extraction, immunity to irradiation damage,high thermal conductivity and ease of fabrication.
Among the family of liquid breeders, two liquidmetals, pure lithium and eutectic Pb l7Li alloy, areconsidered as the more promising candidates to meetthe fusion power reactor specification (mainly tritiumself-sufficiency and thermal efficiency). Blanket comparison and selection study [1] carried out in 1983-1985has indicated for the more promising designs, the fieldin which the largest uncertainties were existing. Amongthe critical issues for the liquid metal breeding blanket,the compatibility of the structural materials with theliquid metals was to be studied because of the detrimental consequences that it could have:- wall thinning in the hot zones of the blanket;- radionuclide transport which could lead to activationproblems outside the blanket or to plugging of tubes;in fact, it is often the main problem that has to besolved in nuclear heat transfer system.
After a short description of th~ liquid metal blanketdesigns currently considered for these two liquid tritium breeding materials, the compatibility of metallicmaterials with these liquid metals will be presentedand discussed. Specifications necessary to design reliable liquid metal blankets, such as the maximum inter-
face temperature (as a function of liquid metal velocity) or impurity level in the liquid metal, will be derivedfrom these data and used to compare the variousconcepts from compatibility considerations.
2. Main features of liquid metal blanket concepts
2.1. Self-cooled blanket
In this blanket concept, the liquid metal is both thetritium breeding material and the coolant. The firstwall is also cooled by the liquid metal. This type ofblanket has been proposed for both Pb17Li [2] and Li[3].
The use of the same liquid metal both as breederand coolant leads to a design with a smaller number ofducts and welds but relatively high liquid metal velocity(up to 1 m S-l) [2,3]. The tritium breeding ratio isrelatively high compared to other blanket concepts,due to the high breeder fraction and the good breedingcapability of Li and Pb17Li [2].
For self-cooled liquid metal designs, the magnetohydrodynamic (MHD) pressure drop in uninsulated ductsoriented perpendicularly to strong magnetic field is acritical issue. MHD pressure drops cause high mechanical stresses which cannot be mitigated by increasingthe thickness of the duct walls. In order to overcomethis general problem of liquid metal cooled blankets,
0022-3115/92/$05.00 © 1992 - Elsevier Science Publishers B.V. All rights reselved

T. Flament et al. / Compatibility ofmalerials in fusion applications 133
several methods have been proposed:- avoiding high velocity liquid metal flow perpendicular to the magnetic field, by using the toroidal direction(parallel to the magnetic field) for first wall cooling[2,3];- usc of a so-called "flow channel insert" [2] in allpoloidal ducts in order to decouple the current-conducting wall in contact with the liquid metal from theload-carrying wall. Alternatively, direct insulation usingan oxide coating on the load-carrying walls is alsobeing investigated.
2.2. Water-cooled blanket
In this concept, the liquid metal serves only as thetritium breeding material and pressurized water (orhelium) is used as the coolant for the blanket and firstwall. Due to the high reactivity of Li with water, thewater-cooled blanket concept has only been developedfor the Pb17Li alloy. As for Li, BCCS has shown thatthe use of helium as coolant was a more promisingsolution [1].
In the water-cooled Pb17Li blanket, small diametercooling tubes are arranged inside the liquid metalblanket segment in order to maintain the appropriatetemperature level for the structural material/ liquidmetal interface. These blanket segments can be eitherbanana-shaped poloidal, thick-walled pressure tubes[4] or boxes [5]. In both cases, they are enclosed in anindependently pressllrized water-cooled box constituting a second barrier between the liquid metal and theplasma. As the studies of the water! Pb17Li interactions have demonstrated that the pressure increaseinduced by the reaction of water in Pb17Li did notexceed the initial water pressure [6], this critical safetyissue has been solved by choosing a container of sufficient strength to resist to the water pressure. In spiteof the relatively high proportion of water and steel, 3Dneutronic calculations have yielded to tritium breedingratios of 1.09 and 1.19, respectively for the bananashaped and box designs.
In the water-cooled blanket concept, the Pb17Livelocity is very low (V < 0.01 m s -1) and is determinedonly by tritium extraction consideration. Therefore,MHD pressure drop is minimized. However, this lowcirculation rate, together with the extremely low tritium solubility in Pb17Li results in a high tritiumpartial pressure in the liquid metal, inducing a significant permeation rate into the cooling water. In orderto reduce this phenomenon, several solutions are beingproposed:- permeation harriers on the cooling tubes (on the
water or Pb17Li side);- development of efficient tritium extraction pro
cesses.
3. Compatibility of structural steels with pure Li andPb17J,i
As shown in table 1, the solubilities of Fe, Cr andNi are much higher in lithium and Pb17Li as comparedto sodium. Therefore, compatibility of structural materials with the liquid metal is one of the critical issue ofthis type of breeding blanket and a substantial efforthas been dedicated to the characterization of the corrosion of structural steels (fcrritic and austenitic steel)by Li and PbI7Li.
3.1. Pure lithium
While research on the compatibility of moltenlithium with containment and structural materials hasbeen conducted for many decades, much of the effortover the past fifteen years has been motivated byfusion reactor applications and has been mainly focused on the corrosion and mass transfer of steels.Earlier studies of the corrosion of iron-base alloys bylithium have been summarized by DeVan et al. [7).Results from fusion-relevant lithium corrosion researchhave been reviewed previously [8], but significantprogress in understanding the controlling factors forsteels in lithium has been made since that time (seebelow). Some work on the corrosion of vanadium alloysby lithium for fusion applications has been done in therecent past [9,11] but will not be covered here.
The difference in the overall corrosion response ofaustenitic (Fe-CrNi and -Mn alloys, such as type 316stainless steel and AMCR) and ferritic/ martensitic(Fe-Cr compositions such as 1.4914 and HT9) steels inlithium environments has long been known. Austeniticstainless steels contain certain elements that are highlysoluhle in lithium (such as nickel) and, consequently,suffer significant corrosion losses. Their surfaces transform to ferrite due to the preferential dissolution ofthe austenite stabilizing elements (nickel and manganese). The ferrite regions on the austenitic steelsoften exhibit a porous-like structure that may be related to surface destabilization due to the selectiveleaching [12], dissolution-triggered phasc separation[13], or a localized corrosion product [14]. In contrast,
Table 1Solubility values of metals (ppm by weight)
Temperature LM Fe Cr Ni(Oe)
400 Na 0.05 0.0001 0.5Li 1 1 4SPb17Li 3S 1-10 2400
500 Na 0.4 0.005 0.9Li 4 4 200Pb17Li 47 1-10 3600

134 T Flament et al. / Compatibility of materials in fusion applications
the ferritic/martensitic steels tend to dissolve moreslowly and maintain planar surfaces in contact with theliquid lithium (although such surfaces are not smoothon a microscopic basis; see, for example, ref. 15 and16). From the work of several investigators over thelast ten years, it has now become quite clear thatsolubility-driven reactions are not the only significantdegradation mechanism for steels in lithium. While thedeleterious effects of nitrogen on the corrosion resistance of steels in lithium have been known for manyyears [17], it has only been within the past decade thata specific nitrogen-related corrosion product was identified (as LigCrNs) and found on stainless steel surfaces exposed to molten lithium (18,191. This key finding has formed the basis for a much better understanding of the various corrosion processes in lithium/ steelsystems by helping to explain prior observations andsupplying the necessary background for more extensiveanalysis of subsequent lithium corrosion studies. Furthermore, in the same time period as the identificationof LigCrNS' there appeared definite evidence that carbides could also play an important role in the corrosionof steels by lithium [18,20-221.
Based on solubility considerations, there is netmovements of steel constituents from the hot to coldregions around nonisothermal liquid metal systems [23].In lithium, this type of mass transport can be maskedor substantially altered by effects of reactions involvingnitrogen and carbon, which we now know are of particular importance at the lower temperatures (400-500°C)typical of recent fusion designs. DeVan and Bagnall[241 suggested that nitrogen could playa greater role incorrosion by lithium below 500°C. This hypothesis wassupported by the findings of Barker et al. [18,191 aswell as by the subscquent results from thermal convection loop studies of several investigators. In 1986,Chopra and Smith described the importance of chemical reactions involving nitrogen for Fe-Ni-Cr and FeCr steels exposed to lithium in this temperature range.For ferritic/martensitic steels, it was observed that thenet movement of mass from hot to cold regions of athermal convection loop was not observed between 400and 500°C [26] and that this could be explained bycompetition between solubility-driven mass transportand surface chemical reactions [271. Indeed, it becameapparent that the nature of the corrosion of steels bylithium was very sensitive to the temperature range ofinterest and that the magnitude of corrosion losses didnot necessarily scale with the maximum temperature ofthe system. Bell and Abdou [16] showed that carbon, aswell as nitrogen, played important roles in determiningthe behavior of ferritic/martensitic steels in nonisothermal lithium and convincingly demonstrated thatthe reactions involving LigCrNS' carbide stability (inthe stee!), carburization/ decarburization, and dissolution can all be linked. Depending on the temperaturerange, corrosion can be dominated by formation of
LigCrNS and/or carbides, carbon transport around thelithium system and, at sufficiently high temperatures,solubility-driven reactions. These findings and analyses, along with other recent work [14,28]: synthesizedand clarified many of the previous observations madeearlier in the 1980s.
It is interesting to note that it was the trend toferritic/martensitic steels and more realistic operatingtemperatures (400-500°C) that allowed the importantreactions involving nitrogen and carbon to be betterunderstood. At higher temperatures, and with steelscontaining substantial amounts of soluble elements likenickel and manganese. such effects can often be minimal with respect to mass transport by solubility-drivendissolution and deposition. However, because of theimportance of the chemical reactions involving nitrogen and carbon, modeling of mass transfer in lithiumcoolants and/or blankets of fusion reactors will besubstantially more complex than if simple solubilityand hydrodynamic conditions controlled the transportprocess throughout the temperature range of interestfor fusion applications. Total mass transfer burden maynot necessarily increase with temperature and thetransport and deposition of chromium-rich carbidesmay have a significant impact on attempts to minimizeflow restrictions and the accumulation of radioactivematerial in certain areas of the fusion blanket. Carbontransport in ferritic/lithium systems can be minimizedby using alloy containing elements (such as vanadiumor titanium) that form more stable carbides relative toM23C6 (M = Cr or Fe) [16,22]. Chromium concentrations can lead to formation of LigCrNS between 400and 500°C. While reactions to form LigCrNS can beminimized by using very high purity lithium and steelswith low nitrogen concentrations, this surface product(if formed uniformly) may actually be protective againstdissolution of the underlying steel [16,19,291 and couldlimit the amount of mass transfer burden.
In addition to chemical reactions involving nitrogenand carbon, there are other complications.to the modeling and prediction of mass transfer in lithium/ steelsystems. One factor is the observed influence of loopgeometry and temperature distribution on corrosionrates and morphology [30]. Others, which are notgeneric to lithium or steels, relate to the influence ofmagnetic fields on mass transport and the influence ofradiation effects on the processes that control corrosion at various tempcratures (see, for example, ref.[31]). While substantial progress in understanding theimportant chemical and metallurgical factors affectingthe corrosion of steels in lithium has been made duringthe last ten years, much work will still be required toput these findings into a framework to predict actualdissolution and deposition in complex fusion blanketsystems.
The effect of a lithium environment on the mechanical properties of steels has been reviewed previously

T. Flament et al. / Compatibility of materials in fusion applications 135
lOT• ~• CEA
102 o ORNL •l\ ANL
l\
• USSR0
o USSR •• KFK •o CEN MOL •
co
'UjoL....ou 101'---__--L- ---'=--__----,c":-0~__J
1.\ 1.2 1.3 1.4 1.5
IOeO/T (K-I)
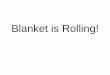
Fig. 1. Influence of temperature on the loss of sound metal ofaustenitic steel.
E..=!.-
(JJ-oL-
3.2. Eutectic Pb17Li alloy
[8]. Low nitrogen environments have no deleteriouseffects on the mechanical properties of austenitic stainless steels, but long-term exposure of such alloys toflowing lithium would probably reduce the mechanicalstrength due to the presence of the porous corrosionzone and the formation of the ferrite layer. There areno substantial effects on mechanical properties forferriticj martensitic steels, but embrittlement offerriticsteels, particularly low-aHoy steels, may occur in lithiumat low temperatures (200-400°C). Because of the importance of nitrogen and carbon, data in flowing lithiumof controlled purity arc required for a reliable assessment of any environmental effects.
The sole interest in Pb17Li has been for fusionreactor applications. Therefore, the determination ofbasic data such as the solubilities of pure elements inPb17Li and the mass transfer of structural steels hasonly been undertaken within the past ten years.
Whatever the thermal hydraulic conditions and exposure time, austenitic stainless steels specimens (316L,PCA) exhibit a ferritic superficial corrosion layer whichis porous and contains a network of channels filledwith Pb17Li aHoy. Electron microprobe analysis ofthese layers show a strong chromium, nickel and manganese depletion, an increase in iron concentration,and no noticeable change of molybdenum and siliconcontent.
In contrast, the corrosion morphology of ferritic ormartensitic steels (1.4914, HT9 or T9l) is different andis characterized by an homogeneous dissolution without the formation of a superficial corrosion layer. However, an increase in the surface roughness was observed but microprobe analysis showed no evidence ofany chromium or iron depletion near the interface.
For austenitic steels, the corrosion kinetics observedin the hot zones of thermal or forced convection loopsappears to be linear, after an incubation period corresponding to the dissolution of the superficial oxidelayers and superficial cold-worked layers produced during the machining of the specimens [30,32,33]. Theinfluence of temperature on the loss of sound metal isillustrated by the fig. 1, which shows the good agreement between European and US results [30,32-39].The foHowing numerical expression can be derivedfrom the Arrhenius plot:
u = 1.3 X 1010 e - 26690/1.98 T
(with v being the loss of sound metal, in fLm yr-1 andT the absolute temperature in K).
TypicaHy, the loss of sound metal increases from 40to 150 fLm yr- 1 when the temperature is elevated from400 to 450°C. The metallurgical state of the specimenshas a significant effect on the corrosion rate. The loss
of sound metal exhibited by cold worked (20%) specimens has been found to be two times higher withrespect to fuHy annealed specimens [32].
When the flow is turbulent, no effect of velocity(between 3 and 12 cm S-1) has been observed at 40QoCon the extent of corrosion by Pb17Li [401. However,when Pb17Li is in a semi-stagnant state, as in thewater-cooled Pb17Li blanket, a decrease in the corrosion rate by a factor 2 to 4 has been observed at 450°C[41]. The influence of a magnetic field (2 T) on thecorrosion of specimens exposed at 495°C in the presence of flowing Pb17Li (0.017 m S-l) showed no noticeable difference in either the corrosion rate or themorphology of the corrosion layer [42]. However, testscarried out at 450°C in semi-stagnant conditions, indicate a 30% increase of the corrosion rate [43].
Studies of the effect of constant or cyclic uniaxialstress showed no increase in the corrosion rate underapplied load and no loss of mechanical propertiescaused by the corrosion layer [32,44]. Exhaustive testsjust above the melting point of the alloy revealed thatthe austenitic steels tested (316L, AMCR) were notsubject to liquid metal embrittlement [45].
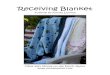
The two main parameters which influence the corrosion rate of ferritic j martensitic steels are Pb I7Livelocity and temperature. As shown by the corrosiontests, the corrosion rate is proportional to VO. 875 whereV is the Pb17Li velocity [46]. This observation indicatesthat the corrosion rate of this type of steel is controlledby the diffusion of the metallic elements dissolved inPb17Li. The influence of Pb17Li velocity on the corrosion rate is also apparent when comparing aJl theresults obtained in the 400-550°C temperature range[33,35,46,47]. A certain discrepancy between the various results is observed if corrosion rates are not cor·rected with respect to the Pb17Li velocity. On theother hand, if the corrosion rate are corrected, thedivergence between the values practically disappears

136 T. Flament et al. / Compatibility ofmaterials in fusion applications
4. Discussion
(fig. 2) and the following numerical expression hasbeen derived from the Arrhenius plot:
With respect to corrosion morphology, certain phenomena, such as the formation of ferritic layers foraustenitic steels and uniform dissolution of ferriticsteels, have been observed in Li and Pb17Li. Thescobservations can be explained on the basis of the highnickel solubility, relative to iron and chromium. in bothliquid metals.
On the other hand, corrosion studies carried out inlithium have indicated the important influence of nitrogen and carbon on the corrosion process, especiallyin the 400-500°C temperature range, more representative of current blanket designs. These nonmetallic elements have little or no influence in Pb17Li and thisimportant difference between the two liquid metals isdirectly related to the low lithium activity in Pb17Li(about 10- 4 ) which inhibits the formation of lithiumternary compounds with chromium. The low Li activityis also responsible for difficulties in obtaining goodwetting of steels by Pb17Li [34,36]. This phenomenonis related to the slow dissolution of the thin oxide layerthat normally is found on steels [36,49]. In Li, thissurface oxide is rapidly reduced.
Due to the predominant influence of impurities onthe corrosion process in lithium in the 400-500°Ctemperature range, it is not possible to compare thebehavior of steels in the two liquid metals in conditionsrepresentative of blanket concepts. At higher temperatures, where the influence of impurities is less important, the loss of sound metal measured in lithium foraustenitic and ferritic steels is 5 to 10 times lower thanin Pb17Li. In the 400-500°C temperature range, it isanticipated that the impurity level in lithium or thepresence of oxides at the steel surfaces may influencewhen comparing the behavior of steels in both liquidmetals.
Comparison of the presented results clearly showsthat, due to the higher complexity of the corrosionphenomena in lithium, some work needs to be completed so that designers can have a reliable data basegiving relationship between blanket operating parameters (Li velocity, temperature, magnetic field, ... ) andcorrosion rate. Some results on velocity and other loopparameters have been reported for lithium [30,54], butadditional work under better controlled environments,and with more blanket-relevant conditions, is needed.
On the other hand, the compatibility studies carriedout in Pb17Li have determined the influence of variousparameters on the corrosion rates. The only point thathas not been fully covered is the effect of a magneticfield on the corrosion rate. The only experiments thathave been carried out were on austenitic steels at lowvelocity. No experiment has yet been carried out onmartensitic steels.
For both liquid metals, deposition is an area deserving more attention. For fusion applications, it consti-
1.6
101
10°'-'--------l.---.L----"--1.2
co
-iiio~ou
1.3 1.4 1.5
1000/T (K-')
Fig. 2. Influence of temperature on the loss of sound metal offerritic steels, corrected with respect to Pb17Li velocity.
(with v being the loss of sound metal, in ).Lm yr-l; Tthe temperature, in K; V the lithium-lead velocity, inm s-I; d the hydraulic diameter, in m).
As for the influence of time, results obtained byseveral laboratories [33,43,48] show that the corrosionkinetics appears to be linear, without any incubation,period in the 450-500°C temperature range and forduration up to 10 000 h. On the other hand, resultsobtained by Borgstedt et aJ. [47,49] in the 550-500°Ctemperature range, have indicated an increase in thecorrosion rate after an "incubation" period of 2500 to3000 h. However the corrosion rate measured afterthis "incubation" period is in good agreement withthose of Flament et al. [43,48] and Tortorelli andDeVan [33], after the correction of the corrosion ratewith respect to the flow velocity. Parameters such asmetallurgical state, chromium content or surfacepreparation, seem to have a negligible influence on thecorrosion ratc [43,48].
The effect of Pb17Li on ferritic-martensitic specimens under creep rupture and low cycle fatigue conditions [50] indicated a decrease in the time to rupture increep specimens in contact with Pb17Li but a betterlow cycle fatigue behavior. Experiments in which specimens arc subjected to constant load indicate no increase in the corrosion rate or any evidence of stresscorrosion cracking [51]. Martensitic steels do not exhibita liquid metal embrittlement (LME) effect in the presence of Pb17Li but for welded steels a severe LME wasobserved if an appropriate post-weld heat treatmentwas not used [51-53]'
euo~

T. Flament 1'./ al. / Compatibility of materials in fusioll applications 137
tutes a problem at least as serious as material thinning,but most efforts have been concentrated on dissolutionand weight losses. Limited results for lithium [30,55)and Pb17Li [40,49,56,57) have indicated that, in manycases, deposition cannot solely be modeled on the basisof solubility and hydrodynamic factors. Alloy composition, impurities, loop geometry, magnetic fields, particles in the liquid metal, and epitaxy may all havesignificant effects on deposition.
5. Summary and conclusion
If the two types of Pb17Li reactor concept: watercooled (VPb17Li "" I cm S-I) and self-cooled concept(Vpbl7Li "" 1 m S-l) are examined from a corrosionpoint of vicw, the following factors can be deducedfrom the results presented above, neglecting the influence of magnetic field:- austenitic steels: the loss of sound metal is 2 to 4times higher for the self-cooled concepts than for thewater-cooled concept. This factor corresponds to adifference in maximum allowable interface temperature of about 25 to 50°C;- territic steels: the loss of sound metal is 50 timeshigher for the self-cooled concepts than for the watercooled concept. This factor corresponds to a differencein maximum allowable interface temperature of about125°C.
Taking into account the probable deposition of activated metallic elements outside the blanket, it seemsnecessalY, for both liquid metals, that designers include purification units in the blankct circuit in orderto remove on-line the corrosion products. Moreover,for lithium blanket, it is also probably necessary to addan on-line purification unit to remove nitrogen andother impurities.
Acknowledgement
The authors wish to thank T. Sample for his help inwriting some parts of this article.
References
[1] MA Abdou et a\., UCLA-ENG-85-39.[2] S. Malang et a!., Fusion Eng. Design 14 (1991) 373.[3] ANLjFPP, 86-1.[4] P. Leroy et a!., ISFNT 2, Karlsruhe, June 1991.[5] G. Casini et al., Fusion Eng. Design, 14 (1991).[6] H. Kottowski, O. Kranert, C. Savatteri, C. Wu and M.
Corradini, Fusion Eng. Design 14 (1991).[7] J.B. DeVan, J.E. Selle and A.E. Morris, Oak Ridge
National Laboratory report, ORNLjTM-4927, January1976.
[8] OX Chopra and P.f, Tortorelli, J. Nucl. Mater. 122-123([ 984) 1201.
[9] O.K. Chopra and D.L. Smith, .1. Nucl. Mater. 155-157(1988) 683.
[10] H.D. Borgstedt, M. Grundmann, J. Konys and Z. Peric,J. Nuc!. Mater. 155-157 (1988) 690.
[J 1] P. Hubberstey and P.G. Roberts, J. Nuc!. Mater. 155-157(1988) 694.
[12] J.D. Harrison and C. Wagner, Acta. Metall. 7 (1959) 722.[13] H. Tas, F. De Schutter, P. Le Maitre and Ja. De Keyser,
Proc. 4th Int. Conf. on Liquid Metal Engineering andTechnology. vol. 3, Societe. Franc;aise Energie Nucleaire(1988] p. 523.1.
[14] M.G. Barker, P.F. Sattler and I.E. Schreinlechner, Proc.4th Int. Conf. on Liquid Metal Engineering and Technology, vol. 3 (Societe Franc;aise d'Energie Nucleaire (1988)p.525.1.
[15\ OK Chopra and D.L. Smith, J. Nue\. Mater. 155-157(1988) 715.
[16J G.E. Bell and MA Abdou, Fusion Technol. 15 (1989)315.
[17J E.E. Hoffman, Oak Ridge National Laboratory reportORNL-2674, March 1959.
[J8] M.G. Baker and S.A. Frankham, J. Nuc!. Mater. 107(1982) 218.
[19] M.G. Baker, P. Hubberstey, A.T. Dadd and SAFrankham, .1. Nucl. Mater. 114 (1.983) 143.
[20] E. Rued!, V. Coen, T. Sasaki and H. Kolbe, J. Nuc!.Mater. I JO (1982) 28.
[2lj T.L. Anderson and G.R. Edwards, J. Mater. Energy Sys.2 (1981) 16.
[22] P.F. Tortorelli, J.H. DeVan and R.M. Yonco, J. Mater.Energy Sys. 2 (1981) 5.
[23] L.F. Epstein, Liquid Metals Technology, Chem. Eng.Prog. Symp. Ser. 20, 53 (1957) 67.
[24] J.H. DeVan and C. Bagnall, Proc. 3rd lnt. Conf. onLiquid Metal Engineering and Technology, vo!. 3 (BritishNuclear Energy Society, 1985) p. 65.
[25] O.K. Chopra and D.L. Smith, J. Nucl. Mater. 141-143(1986) 584.
[26] P.F. Tortorelli and J.H. DeVan, Proc. Topical Conf. onFerritic Alloys for Use in Nuclear Energy Technologies.(AIME, 1984) p. 215.
[27] P.F. Tortorelli, 1. Nuc!. Mater. 155-157 (1988) 722.[28] OK Chopra and A.B. Hull, Fusion Techno!. 1.5 (1989)
309-314.[29] P. Hubberstey, Proc. 3rd lnt. ConE. on Liquid Metal
Engineering and Technology, va!. 2, (British NuclearEnergy Society, 1985) p. 85.
[30] H. Tas, Ja. De Keiser, F. Casteels, 1. Walnier and F. DeSchutter, J. Nuc!. Mater. 141-143 (1986) 571.
[31] G.M. Gryaznov, L.G. Golubchikov, VA Evtikhin, L.P.Zavyal'skii, A.Ya. Kosukhin and I.E. Lyublinskii, SOy. At.Energy 59 (1985) 922.
[32] M. Brae, P. Fauvet, T. Flament and J. Sannier, J. Nucl.Mater. 155-157 (1988) 710.
[33J P.P. Tortorelli and J.H. DeVan, J. Nuc!. Mater. 141-143(1986) 592.
[34) M. Brae, P. Fauvet, T. Flament and J. Sannier, J. Nuc!.Mater. 141-143 (1986) 571.
[35] O.K.. Chopra and D.L. Smith, J. Nucl. Mater. 141-143(1986) 566.

138 T. Flament et al. / Compatibility of materials in fusion applications
[36] II. Tas, J. De Keiser and F. De Schutter, Proc., ENC'86-ENC4, Geneve, June 1986, ed. European NuclearSociety (ENS), Berne.
[37) V.l. Nikitin et al., USSR contribution to INTOR, Ap-pendix VI (1983).
[38) G.M. Gryaznov et al., At. Energ. 59 (1985) 355.[39] H.D. Borgstedt, J. Nuc\. Mater. 141-143 (1986) 561.[40] J. Sannier, M. Broc, T. Flament and A. Terlain, Fusion
Eng. Design 14 (1991) 299.[41) M. Broc, T. Flament, A. Terlain and J. Sannier, J. Nuc\.
Mater. 179-181 (1986) 820.[42] Il. Tas, P. Le Maitre, J. De Keiser and M. Van Der
meulen, Fusion Eng. Design, 14 (1991).[43] T. Flament, A. Terlain, J. Sannier and P. Labbe, Proc.
16th SOFT, London, September 1990, Fusion Technology, North-Holland (1990).
[44] V. Coen, P. Fenici, H. Kolbe, L. Orecehia and T. Sasaki,J. Nuc\. Mater. 110 (1982) 108.
[45] v. Coen, H. Kolbe and L. Oreechia, J. Nue\. Mater.155-157 (1988) 740.
[46] J. Sannier, T. Flament and A. Terlain, Proc. 16th SOFT,London, September 1990, Fusion Technology, NorthHolland (1990).
[47] H.D. Borgstedt, G. Dreschler, G. Frees and Z. Peric, J.Nuc\. Mater. 154 (1988) 728.
[48] T. Flament, P. Fauvet, B. Hocde and J. Sannier, Proc.15th SOFT, Utrecht, September 1988, Fusion Technology 2 (1988) 1184.
[49) H.U. Borgstedt and B.D. Rohrig, 1. Nuc!. Mater. 179-181(1991) 596.
[50) H.D. Borgstedt, G. Frees, M. Grundmann and Z. Perie,Fusion Eng. Design 14 (1991) 329.
[51] V. Coen, H. Kolbe, L. Oreechia an'd T. Sasaki, Proc. 4thInt. Conf. on Liquid Metal Engineering and Technology,Avignon (1988) SFEA.
[52] OK Chopra and D.L. Smith, Proc. 4th lnt. Conf. onLiquid Metal Engineering and Technology, Avignon(1988), SFEA.
[53] G.R. Edwards, K.A. Jones and S.P. Halvorson, FusionTechno\. 10 (1986) 243.
[54) D.G. Bauer, W.E. Stewart, DK Sze and I.N. Sviatoslewsky, VWFDM, 224, August 1970.
[55] P.F. Tortorelli and J.H. DeVan, Proc. 2nd 1nt. Conf. onLiquid Metal Technology in Energy Production, J. Nuc\.Mater. 141-143 (1986) 592.
[56) M.G. Barker, J.A. Lees and T. Sample, J. Nue!. Mater.179-181 (1991) 599.
[57] P.F. Tortorelli, Fusion Eng. Design 14 (1991) 335.