Embed Size (px)
Citation preview
Available online at www.sciencedirect.com
y 202 (2007) 172–179www.elsevier.com/locate/surfcoat
Surface & Coatings Technolog
Comparison of aluminum coatings depositedby flame spray and by electric arc spray
Regina M. H. Pombo Rodriguez a,⁎, Ramon S. C. Paredes a,Schereiner H. Wido b, Alfredo Calixto a
a Department of Mechanical Engineering (DEMEC), Technology Sector, University of Paraná - UFPR, C. Postal 19011, CEP 81531-990 Curitiba PR, Brazilb Physical Department, University of Paraná - UFPR, C. Postal 19011, CEP 81531-990 Curitiba PR, Brazil
Received 14 November 2006; accepted in revised form 8 May 2007Available online 24 May 2007
Abstract
Aluminum coatings are widely used as a protection against corrosion on steels substrates. Among the various deposition processes,thermal spray has proved to be a process that is easy to use and offers a long-lasting alternative in maintenance operations. Recent studies[Rodriguez, R.M.H.P. Formação de óxidos nos revestimentos de alumínio depositados por aspersão térmica. Curitiba-PR: ST, UFPR, 2003. Tese(Doutorado) – Programa Interdisciplinar de Pós – Graduação em Engenharia – PIPE, Universidade Federal do Paraná, 2003. 118p; Paredes,R.S.C. Estudo de revestimentos de alumínio depositados por três processos de aspersão térmica para a proteção do aço contra a corrosão marinha.Florianópolis-SC:ST, UFSC, 1998. Tese (Doutorado) - Departameto de Engenharia Mecânica, Universidade Federal de Santa Catarina, 1998.245p] demonstrated that the source and the gas used for aluminum spraying generate dissimilar corrosion protection behaviors. This paperpurports to contribute toward a better understanding of the differences between the flame spray (FS) and electric arc (EA) processes. Initially, thecoatings were analyzed by XPS (X-ray Photoelectron Spectroscopy), which revealed differences resulting from the deposition processes. Todeepen the investigation into the differences relating to the heat source utilized, the coatings were subjected to a 4000-hour saline mist assay. Thecorrosion products formed on the surface of the coatings were evaluated based on photographic records, SEM, and X-ray diffraction. The XPSanalysis of the aluminum coatings revealed that the aluminum oxide/hydroxide layer persisted at a greater depth in the coating deposited by EAthan in that deposited by FS. This difference may also indicate the formation of different aluminum compounds. An analysis of the coatingssubjected to the saline mist assay revealed clear differences in the corrosion products formed, which were strongly adherent in the FS coating andonly slight adherent in the EA coating, leading to loss in thickness. X-ray diffraction revealed that the principal phase was bayerite in the FSprocess and boehmite in the coating deposited by EA. It should be noted that the heat source and the deposition material are determining factors inthe protection process. In the period during which the coatings of this study were subjected to saline mist, both the FS and EA deposition methodsprovided satisfactory barrier protection.© 2007 Elsevier B.V. All rights reserved.
Keywords: Thermal spray; Saline mist; Boehmite; Coating; Bayerite
1. Introduction
Studies focusing on how to improve the protection of steelagainst degradation by corrosion or wear are the main objectiveof researchers of processes and materials, always aiming toreduce costs by preserving the structure and increasing itsservice life.
⁎ Corresponding author. Federal University of Paraná, Brazil. Tel.: +55 4133613123; fax +55 41 33613129.
E-mail address: [email protected] (R.M.H. Pombo Rodriguez).
0257-8972/$ - see front matter © 2007 Elsevier B.V. All rights reserved.doi:10.1016/j.surfcoat.2007.05.067
Cathodic and anodic protection, coatings and painting aresome of the methods employed to combat degradation,particularly corrosion. Coatings have their main function is toprotect the steel structure by preventing its contact with thecorrosive medium, through what is known as barrier protection.This protection is provided by thermal spray (TS) coatings.Briefly, the thermal spray process involves heating (with orwithout melting) of the material to be deposited. In the case ofaluminum, the oxidation during a TS (using wire) was studiedby Rodriguez [1]. In the EA process Al and its oxide meet in thearc in the temperature range of 4000–6000 °C [2] and find a

Table 1Nomenclature of the aluminum oxides and hydroxides
Name of the mineral Formulas/presentation Crystalline form References
Corundum α-Al2O3 Rhombohedral [9–12]Gibbsite/
hidrarguilliteγ-Al(OH)3 orα-Al2O3 d 3H2O
Monoclinic [9,10,12]
Bayerite α-Al(OH)3 orβ-Al2O3 d 3H2O
Monoclinic [9,10,12]
Boehmite γ-AlOOH orα-Al2O3 d H2O
Orthorhombic [9,10,12]
Diaspore α-AlOOH orβ-Al2O3 d H2O
Orthorhombic [9,10,12]
173R.M.H. Pombo Rodriguez et al. / Surface & Coatings Technology 202 (2007) 172–179
deposition atmosphere (compressed air) extremely favorable tooxidation. The oxygen dissociation temperature is of 4827 °C[3]. In this point (arc/atmosphere) oxidize immediately,probably boehmite. During its flight this droplets cools downand is formed of an oxide crust in its surface and liquid Al ininside it (melting point 660 °C). This condition of Al in thedroplets inside it was considered a significant force foroxidation in investigations [4], producing an effect two orderof magnitude than that of a solid particle. When this particlereaches the substratum that heat up to 240 to 300 °C during thethermal spray, it can suffer deformation and form thin lamellasor break and throw Al particles under the substrate. In thiscase, it can oxidize forming probably bayerite. This coatingpresents low porosity. In the FS process by wire the Al melt ornot in the nozzle of the spray gun although there is nodissociated oxygen as the flame temperature is in the range of2700–3100 °C [2]. During the flight, the oxide contained in thedroplets may be the one which was contained on the wire(bayerite) and when reaching the substratum (temperatures of180–220 °C), deform in more the shape of thicker lamellas thanthat of the arc and though, the amount of oxide in this coatingshould be lower.
Thermal spray processes can be divided basically in terms ofthe type of heat source utilized to melt or heat the material to bedeposited. The heat can be generated by combustion resultingfrom the burning of combustible gases, or by electric energy [5–8].
The generation of the heat utilized creates different atmo-spheres for the deposition of the same material. The purpose ofthis study was to identify these differences in aluminum coatingsdeposited by oxyacetylene flame spray (FS) and electric arc(EA) on a steel substrate. The mechanisms of reactions between
Table 2Deposition by the oxyacetylene flame process — FS
Condition Preheated sample (FS)
Raw material WirePreheating 120 °CSpray gun-substrate distance 100/300 mmOxygen flow [50] FRMAcetylene flow [45] FRMCompressed air pressure 6.8 MPaCompressed air flow [70]
FRM = Scale of reference measure established by the manufacturer of theflowmeter.
the material to be deposited, the deposition atmosphere andexposure are related to their protection of the substrate, asdiscussed in Rodriguez [1].
The coating material used was aluminum, which formsoxides on its surface upon contact with oxygen, and is a materialwidely employed to protect steel in aggressive environmentssuch as marine corrosion. Aluminum oxides and hydroxidesshow a relatively wide divergence in the literature; Table 1therefore lists the principal oxides and hidroxides of interest andthe main convergences between authors, as well as thesemolecular and crystalline forms and their nomenclature.
2. Methodology
Test specimens were prepared with an aluminum coatingdeposited by FS on a preheated substrate, The samples selectionwas preheated, which was the condition employed in practiceby this method to better anchor the coating to the substratepresent good adherence, fundamental to a good coating. In theEA deposition process, the coating was applied with andwithout preheating of the substrate, thermal spray temperaturesare higher which bestows the substratum preheating.
The differences in the coatings deposited by FS and by EAwere analyzed by the following methods: XPS (X-rayphotoelectron spectroscopy), saline mist, SEM (scanningelectron microscopy), OM (optical microscopy), and XRD(X-ray diffraction).
2.1. Materials and methods
The control parameters and the levels used in the sprayprocesses are indicated in the tables below. Tables 2 and 3 listthe optimized parameters [1] used in the FS and EA processes,respectively. The thermal spray procedures for the deposition ofaluminum were carried out in the Thermal Spray and SpecialWelds Laboratory (LABATS) at the Federal University ofParaná's Department of Mechanical Engineering.
The materials used in the spray processes: Steel - ASTM 283grade C steel plate; White aluminum oxide abrasive - granulo-metry of 30 mesh Alundum 38 A; Pressure blasting 6.8 MPapressure, 100 mm distance; Consumable for aluminization -METCO MAL -12 (FS) Al Ø 3.2 mm and 1.6 mm (EA) wire.
The Thermal Spray Guns: Oxyacetylene flame process - FS:METCO 14E gun; - EA process: METCO 300E.
Table 3Deposition by the electric arc process — EA
Condition Sample not preheated (EA) Preheated sample (EA)
Spray gun-substratedistance
100/300 mm 100/300 mm
Primary air pressure 0.55 MPa 0.55 MPaSecondary air pressure 0.55 Mpa 0.55 MPaVoltage 32 V 40 VCurrent 160 A 160 ADegree of cleaning Sa 3 Sa3Preheating Room temperature 120 °C
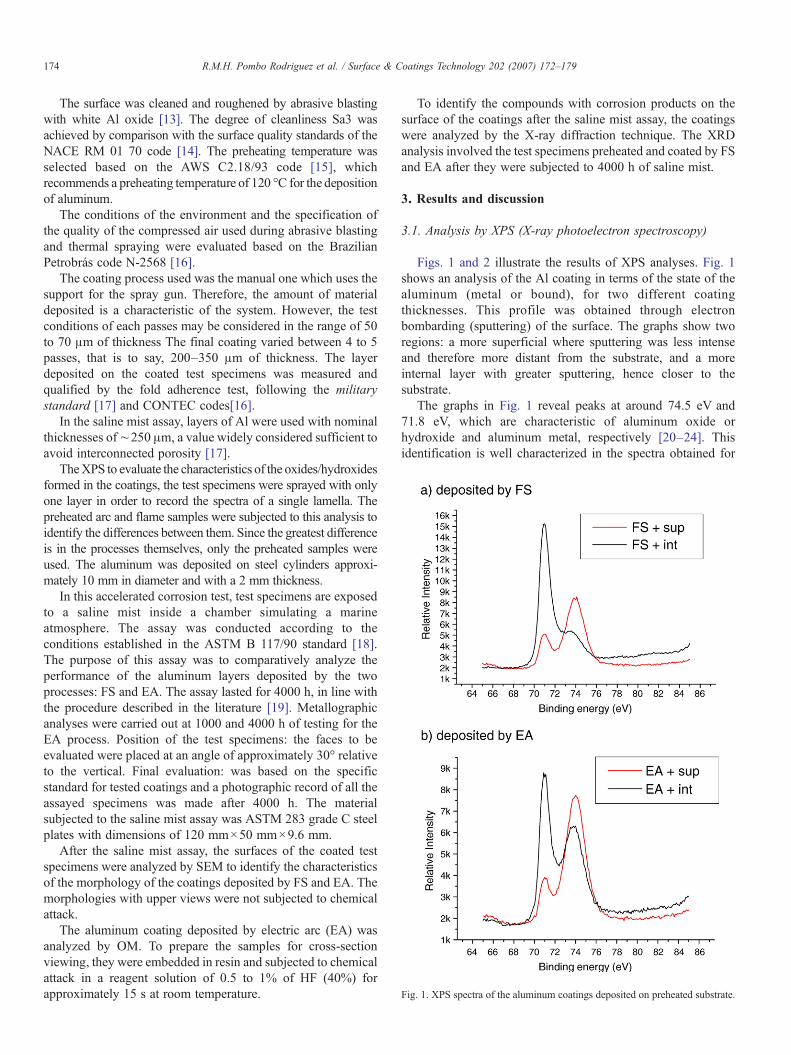
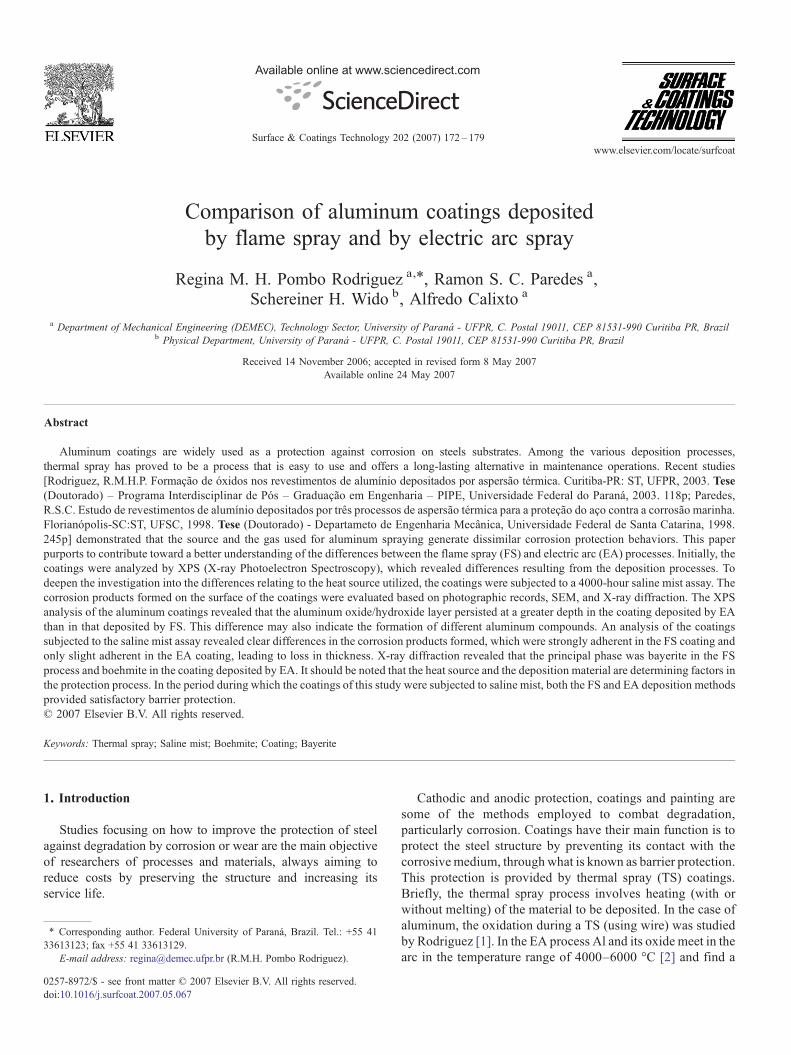
Fig. 1. XPS spectra of the aluminum coatings deposited on preheated substrate.
174 R.M.H. Pombo Rodriguez et al. / Surface & Coatings Technology 202 (2007) 172–179
The surface was cleaned and roughened by abrasive blastingwith white Al oxide [13]. The degree of cleanliness Sa3 wasachieved by comparison with the surface quality standards of theNACE RM 01 70 code [14]. The preheating temperature wasselected based on the AWS C2.18/93 code [15], whichrecommends a preheating temperature of 120 °C for the depositionof aluminum.
The conditions of the environment and the specification ofthe quality of the compressed air used during abrasive blastingand thermal spraying were evaluated based on the BrazilianPetrobrás code N-2568 [16].
The coating process used was the manual one which uses thesupport for the spray gun. Therefore, the amount of materialdeposited is a characteristic of the system. However, the testconditions of each passes may be considered in the range of 50to 70 μm of thickness The final coating varied between 4 to 5passes, that is to say, 200–350 μm of thickness. The layerdeposited on the coated test specimens was measured andqualified by the fold adherence test, following the militarystandard [17] and CONTEC codes[16].
In the saline mist assay, layers of Al were used with nominalthicknesses of∼250 μm, a value widely considered sufficient toavoid interconnected porosity [17].
TheXPS to evaluate the characteristics of the oxides/hydroxidesformed in the coatings, the test specimens were sprayed with onlyone layer in order to record the spectra of a single lamella. Thepreheated arc and flame samples were subjected to this analysis toidentify the differences between them. Since the greatest differenceis in the processes themselves, only the preheated samples wereused. The aluminum was deposited on steel cylinders approxi-mately 10 mm in diameter and with a 2 mm thickness.
In this accelerated corrosion test, test specimens are exposedto a saline mist inside a chamber simulating a marineatmosphere. The assay was conducted according to theconditions established in the ASTM B 117/90 standard [18].The purpose of this assay was to comparatively analyze theperformance of the aluminum layers deposited by the twoprocesses: FS and EA. The assay lasted for 4000 h, in line withthe procedure described in the literature [19]. Metallographicanalyses were carried out at 1000 and 4000 h of testing for theEA process. Position of the test specimens: the faces to beevaluated were placed at an angle of approximately 30° relativeto the vertical. Final evaluation: was based on the specificstandard for tested coatings and a photographic record of all theassayed specimens was made after 4000 h. The materialsubjected to the saline mist assay was ASTM 283 grade C steelplates with dimensions of 120 mm×50 mm×9.6 mm.
After the saline mist assay, the surfaces of the coated testspecimens were analyzed by SEM to identify the characteristicsof the morphology of the coatings deposited by FS and EA. Themorphologies with upper views were not subjected to chemicalattack.
The aluminum coating deposited by electric arc (EA) wasanalyzed by OM. To prepare the samples for cross-sectionviewing, they were embedded in resin and subjected to chemicalattack in a reagent solution of 0.5 to 1% of HF (40%) forapproximately 15 s at room temperature.
To identify the compounds with corrosion products on thesurface of the coatings after the saline mist assay, the coatingswere analyzed by the X-ray diffraction technique. The XRDanalysis involved the test specimens preheated and coated by FSand EA after they were subjected to 4000 h of saline mist.
3. Results and discussion
3.1. Analysis by XPS (X-ray photoelectron spectroscopy)
Figs. 1 and 2 illustrate the results of XPS analyses. Fig. 1shows an analysis of the Al coating in terms of the state of thealuminum (metal or bound), for two different coatingthicknesses. This profile was obtained through electronbombarding (sputtering) of the surface. The graphs show tworegions: a more superficial where sputtering was less intenseand therefore more distant from the substrate, and a moreinternal layer with greater sputtering, hence closer to thesubstrate.
The graphs in Fig. 1 reveal peaks at around 74.5 eV and71.8 eV, which are characteristic of aluminum oxide orhydroxide and aluminum metal, respectively [20–24]. Thisidentification is well characterized in the spectra obtained for
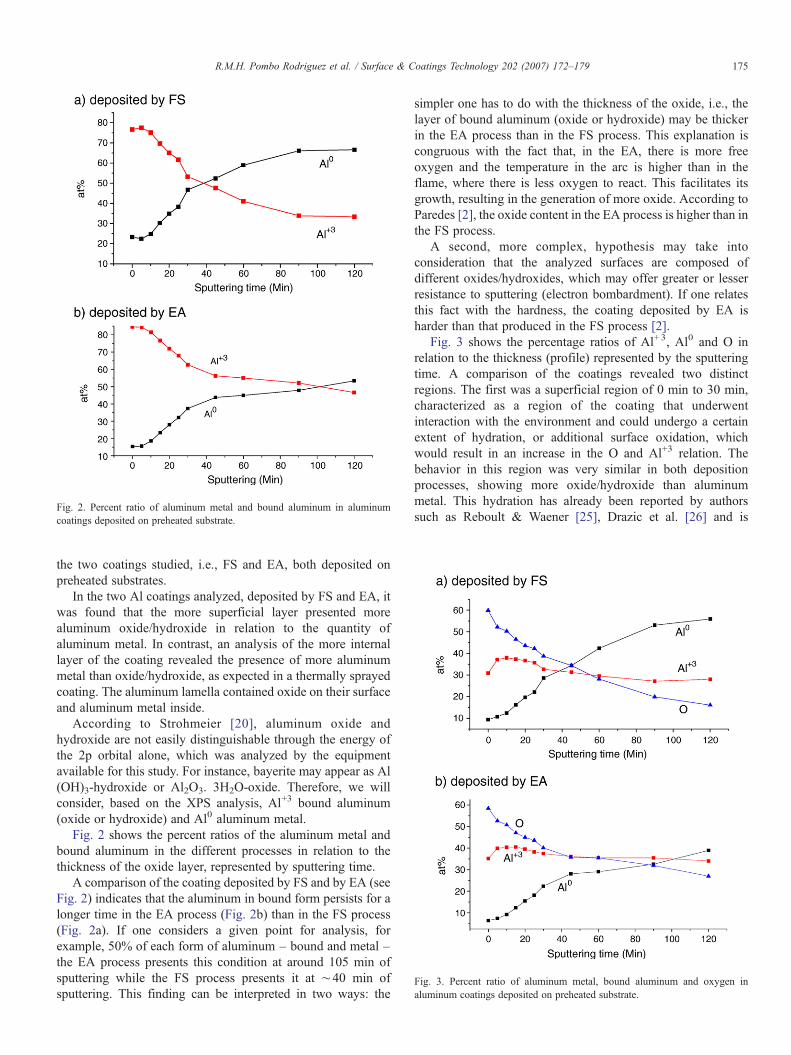
Fig. 3. Percent ratio of aluminum metal, bound aluminum and oxygen inaluminum coatings deposited on preheated substrate.
Fig. 2. Percent ratio of aluminum metal and bound aluminum in aluminumcoatings deposited on preheated substrate.
175R.M.H. Pombo Rodriguez et al. / Surface & Coatings Technology 202 (2007) 172–179
the two coatings studied, i.e., FS and EA, both deposited onpreheated substrates.
In the two Al coatings analyzed, deposited by FS and EA, itwas found that the more superficial layer presented morealuminum oxide/hydroxide in relation to the quantity ofaluminum metal. In contrast, an analysis of the more internallayer of the coating revealed the presence of more aluminummetal than oxide/hydroxide, as expected in a thermally sprayedcoating. The aluminum lamella contained oxide on their surfaceand aluminum metal inside.
According to Strohmeier [20], aluminum oxide andhydroxide are not easily distinguishable through the energy ofthe 2p orbital alone, which was analyzed by the equipmentavailable for this study. For instance, bayerite may appear as Al(OH)3-hydroxide or Al2O3. 3H2O-oxide. Therefore, we willconsider, based on the XPS analysis, Al+3 bound aluminum(oxide or hydroxide) and Al0 aluminum metal.
Fig. 2 shows the percent ratios of the aluminum metal andbound aluminum in the different processes in relation to thethickness of the oxide layer, represented by sputtering time.
A comparison of the coating deposited by FS and by EA (seeFig. 2) indicates that the aluminum in bound form persists for alonger time in the EA process (Fig. 2b) than in the FS process(Fig. 2a). If one considers a given point for analysis, forexample, 50% of each form of aluminum – bound and metal –the EA process presents this condition at around 105 min ofsputtering while the FS process presents it at ∼40 min ofsputtering. This finding can be interpreted in two ways: the
simpler one has to do with the thickness of the oxide, i.e., thelayer of bound aluminum (oxide or hydroxide) may be thickerin the EA process than in the FS process. This explanation iscongruous with the fact that, in the EA, there is more freeoxygen and the temperature in the arc is higher than in theflame, where there is less oxygen to react. This facilitates itsgrowth, resulting in the generation of more oxide. According toParedes [2], the oxide content in the EA process is higher than inthe FS process.
A second, more complex, hypothesis may take intoconsideration that the analyzed surfaces are composed ofdifferent oxides/hydroxides, which may offer greater or lesserresistance to sputtering (electron bombardment). If one relatesthis fact with the hardness, the coating deposited by EA isharder than that produced in the FS process [2].
Fig. 3 shows the percentage ratios of Al+3, Al0 and O inrelation to the thickness (profile) represented by the sputteringtime. A comparison of the coatings revealed two distinctregions. The first was a superficial region of 0 min to 30 min,characterized as a region of the coating that underwentinteraction with the environment and could undergo a certainextent of hydration, or additional surface oxidation, whichwould result in an increase in the O and Al+3 relation. Thebehavior in this region was very similar in both depositionprocesses, showing more oxide/hydroxide than aluminummetal. This hydration has already been reported by authorssuch as Reboult & Waener [25], Drazic et al. [26] and is
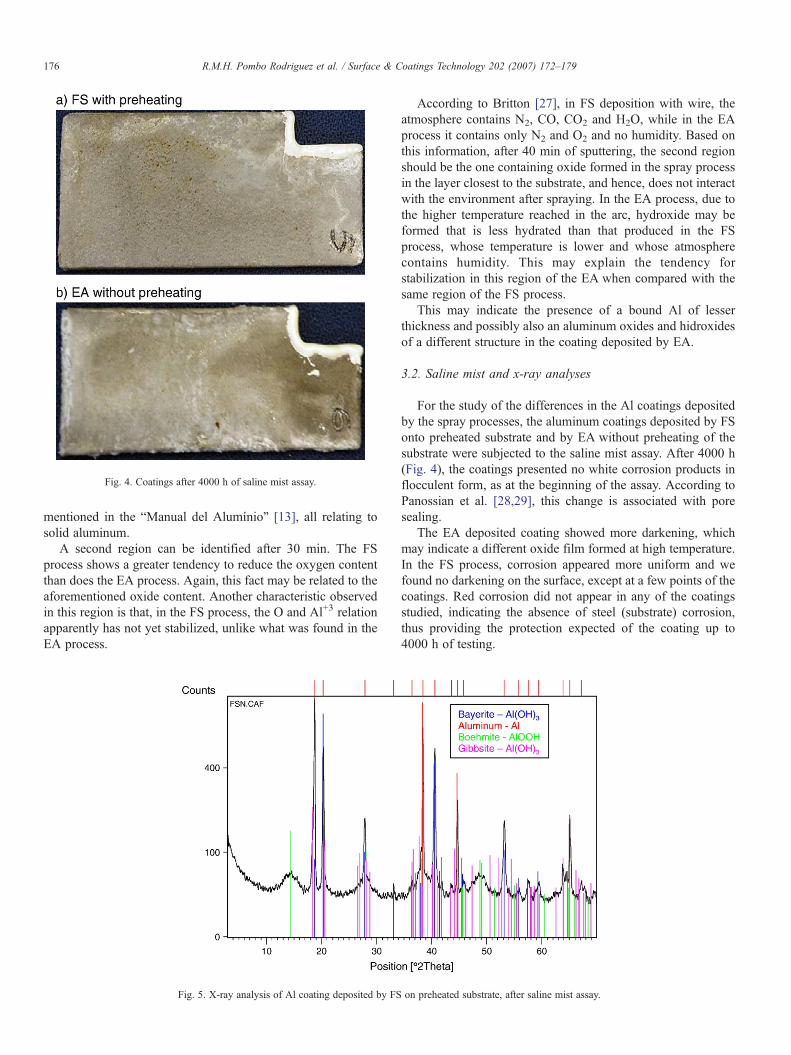
Fig. 4. Coatings after 4000 h of saline mist assay.
176 R.M.H. Pombo Rodriguez et al. / Surface & Coatings Technology 202 (2007) 172–179
mentioned in the “Manual del Alumínio” [13], all relating tosolid aluminum.
A second region can be identified after 30 min. The FSprocess shows a greater tendency to reduce the oxygen contentthan does the EA process. Again, this fact may be related to theaforementioned oxide content. Another characteristic observedin this region is that, in the FS process, the O and Al+3 relationapparently has not yet stabilized, unlike what was found in theEA process.
Fig. 5. X-ray analysis of Al coating deposited by FS
According to Britton [27], in FS deposition with wire, theatmosphere contains N2, CO, CO2 and H2O, while in the EAprocess it contains only N2 and O2 and no humidity. Based onthis information, after 40 min of sputtering, the second regionshould be the one containing oxide formed in the spray processin the layer closest to the substrate, and hence, does not interactwith the environment after spraying. In the EA process, due tothe higher temperature reached in the arc, hydroxide may beformed that is less hydrated than that produced in the FSprocess, whose temperature is lower and whose atmospherecontains humidity. This may explain the tendency forstabilization in this region of the EA when compared with thesame region of the FS process.
This may indicate the presence of a bound Al of lesserthickness and possibly also an aluminum oxides and hidroxidesof a different structure in the coating deposited by EA.
3.2. Saline mist and x-ray analyses
For the study of the differences in the Al coatings depositedby the spray processes, the aluminum coatings deposited by FSonto preheated substrate and by EA without preheating of thesubstrate were subjected to the saline mist assay. After 4000 h(Fig. 4), the coatings presented no white corrosion products inflocculent form, as at the beginning of the assay. According toPanossian et al. [28,29], this change is associated with poresealing.
The EA deposited coating showed more darkening, whichmay indicate a different oxide film formed at high temperature.In the FS process, corrosion appeared more uniform and wefound no darkening on the surface, except at a few points of thecoatings. Red corrosion did not appear in any of the coatingsstudied, indicating the absence of steel (substrate) corrosion,thus providing the protection expected of the coating up to4000 h of testing.
on preheated substrate, after saline mist assay.
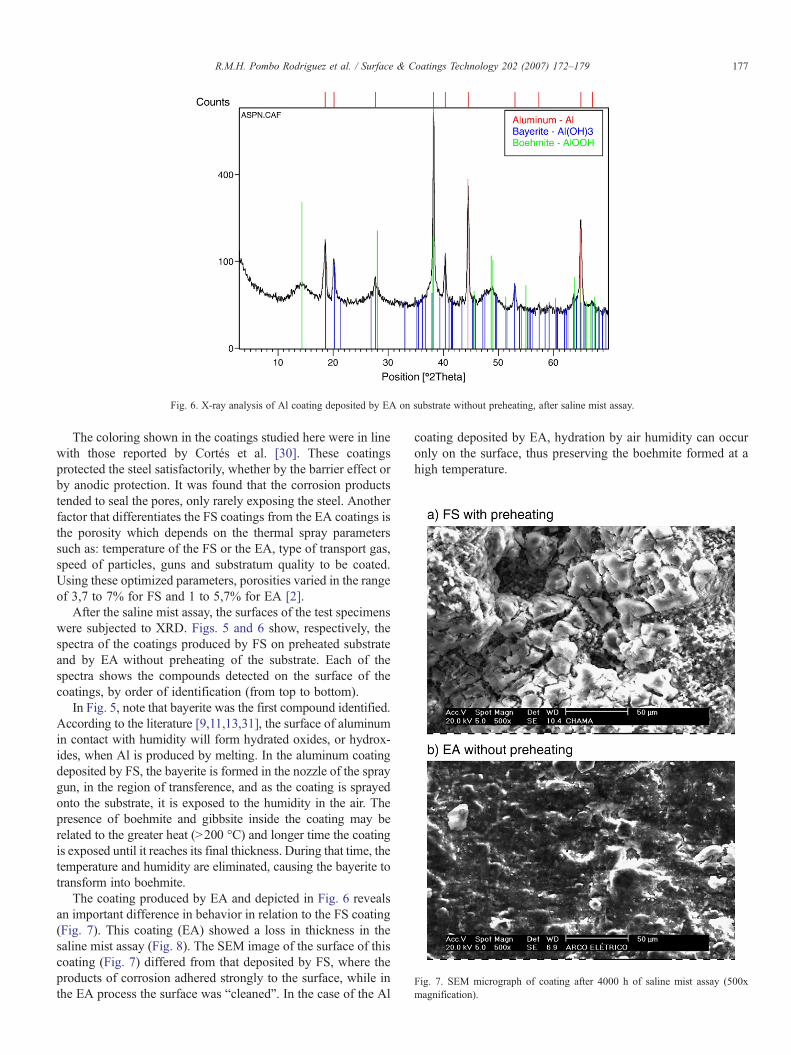
Fig. 7. SEM micrograph of coating after 4000 h of saline mist assay (500xmagnification).
Fig. 6. X-ray analysis of Al coating deposited by EA on substrate without preheating, after saline mist assay.
177R.M.H. Pombo Rodriguez et al. / Surface & Coatings Technology 202 (2007) 172–179
The coloring shown in the coatings studied here were in linewith those reported by Cortés et al. [30]. These coatingsprotected the steel satisfactorily, whether by the barrier effect orby anodic protection. It was found that the corrosion productstended to seal the pores, only rarely exposing the steel. Anotherfactor that differentiates the FS coatings from the EA coatings isthe porosity which depends on the thermal spray parameterssuch as: temperature of the FS or the EA, type of transport gas,speed of particles, guns and substratum quality to be coated.Using these optimized parameters, porosities varied in the rangeof 3,7 to 7% for FS and 1 to 5,7% for EA [2].
After the saline mist assay, the surfaces of the test specimenswere subjected to XRD. Figs. 5 and 6 show, respectively, thespectra of the coatings produced by FS on preheated substrateand by EA without preheating of the substrate. Each of thespectra shows the compounds detected on the surface of thecoatings, by order of identification (from top to bottom).
In Fig. 5, note that bayerite was the first compound identified.According to the literature [9,11,13,31], the surface of aluminumin contact with humidity will form hydrated oxides, or hydrox-ides, when Al is produced by melting. In the aluminum coatingdeposited by FS, the bayerite is formed in the nozzle of the spraygun, in the region of transference, and as the coating is sprayedonto the substrate, it is exposed to the humidity in the air. Thepresence of boehmite and gibbsite inside the coating may berelated to the greater heat (N200 °C) and longer time the coatingis exposed until it reaches its final thickness. During that time, thetemperature and humidity are eliminated, causing the bayerite totransform into boehmite.
The coating produced by EA and depicted in Fig. 6 revealsan important difference in behavior in relation to the FS coating(Fig. 7). This coating (EA) showed a loss in thickness in thesaline mist assay (Fig. 8). The SEM image of the surface of thiscoating (Fig. 7) differed from that deposited by FS, where theproducts of corrosion adhered strongly to the surface, while inthe EA process the surface was “cleaned”. In the case of the Al
coating deposited by EA, hydration by air humidity can occuronly on the surface, thus preserving the boehmite formed at ahigh temperature.
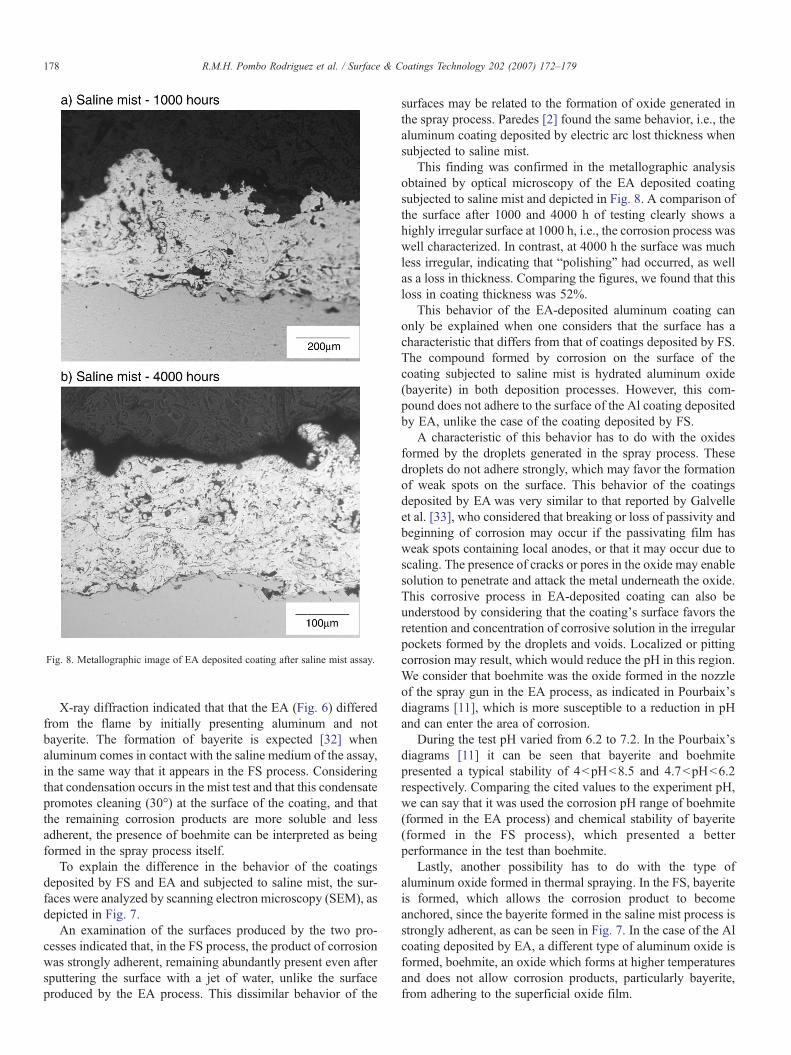
Fig. 8. Metallographic image of EA deposited coating after saline mist assay.
178 R.M.H. Pombo Rodriguez et al. / Surface & Coatings Technology 202 (2007) 172–179
X-ray diffraction indicated that that the EA (Fig. 6) differedfrom the flame by initially presenting aluminum and notbayerite. The formation of bayerite is expected [32] whenaluminum comes in contact with the saline medium of the assay,in the same way that it appears in the FS process. Consideringthat condensation occurs in the mist test and that this condensatepromotes cleaning (30°) at the surface of the coating, and thatthe remaining corrosion products are more soluble and lessadherent, the presence of boehmite can be interpreted as beingformed in the spray process itself.
To explain the difference in the behavior of the coatingsdeposited by FS and EA and subjected to saline mist, the sur-faces were analyzed by scanning electron microscopy (SEM), asdepicted in Fig. 7.
An examination of the surfaces produced by the two pro-cesses indicated that, in the FS process, the product of corrosionwas strongly adherent, remaining abundantly present even aftersputtering the surface with a jet of water, unlike the surfaceproduced by the EA process. This dissimilar behavior of the
surfaces may be related to the formation of oxide generated inthe spray process. Paredes [2] found the same behavior, i.e., thealuminum coating deposited by electric arc lost thickness whensubjected to saline mist.
This finding was confirmed in the metallographic analysisobtained by optical microscopy of the EA deposited coatingsubjected to saline mist and depicted in Fig. 8. A comparison ofthe surface after 1000 and 4000 h of testing clearly shows ahighly irregular surface at 1000 h, i.e., the corrosion process waswell characterized. In contrast, at 4000 h the surface was muchless irregular, indicating that “polishing” had occurred, as wellas a loss in thickness. Comparing the figures, we found that thisloss in coating thickness was 52%.
This behavior of the EA-deposited aluminum coating canonly be explained when one considers that the surface has acharacteristic that differs from that of coatings deposited by FS.The compound formed by corrosion on the surface of thecoating subjected to saline mist is hydrated aluminum oxide(bayerite) in both deposition processes. However, this com-pound does not adhere to the surface of the Al coating depositedby EA, unlike the case of the coating deposited by FS.
A characteristic of this behavior has to do with the oxidesformed by the droplets generated in the spray process. Thesedroplets do not adhere strongly, which may favor the formationof weak spots on the surface. This behavior of the coatingsdeposited by EA was very similar to that reported by Galvelleet al. [33], who considered that breaking or loss of passivity andbeginning of corrosion may occur if the passivating film hasweak spots containing local anodes, or that it may occur due toscaling. The presence of cracks or pores in the oxide may enablesolution to penetrate and attack the metal underneath the oxide.This corrosive process in EA-deposited coating can also beunderstood by considering that the coating's surface favors theretention and concentration of corrosive solution in the irregularpockets formed by the droplets and voids. Localized or pittingcorrosion may result, which would reduce the pH in this region.We consider that boehmite was the oxide formed in the nozzleof the spray gun in the EA process, as indicated in Pourbaix'sdiagrams [11], which is more susceptible to a reduction in pHand can enter the area of corrosion.
During the test pH varied from 6.2 to 7.2. In the Pourbaix'sdiagrams [11] it can be seen that bayerite and boehmitepresented a typical stability of 4bpHb8.5 and 4.7bpHb6.2respectively. Comparing the cited values to the experiment pH,we can say that it was used the corrosion pH range of boehmite(formed in the EA process) and chemical stability of bayerite(formed in the FS process), which presented a betterperformance in the test than boehmite.
Lastly, another possibility has to do with the type ofaluminum oxide formed in thermal spraying. In the FS, bayeriteis formed, which allows the corrosion product to becomeanchored, since the bayerite formed in the saline mist process isstrongly adherent, as can be seen in Fig. 7. In the case of the Alcoating deposited by EA, a different type of aluminum oxide isformed, boehmite, an oxide which forms at higher temperaturesand does not allow corrosion products, particularly bayerite,from adhering to the superficial oxide film.

179R.M.H. Pombo Rodriguez et al. / Surface & Coatings Technology 202 (2007) 172–179
Boehmite is formed in the EA process, and the “Manual delAlumínio” [9] states that the protection afforded by boehmiteformed on the surface of aluminum renders it applicable in heatexchangers. However, aggressive solutions can attack surfaceoxide (boehmite layers) when they are exposed to such environ-ments over long periods. That was the case of our 4000-hoursaline mist assay, which contained chloride.
4. Conclusions
The XPS analysis of the aluminum coating deposited by EAindicated that the layer of aluminum oxide/hydroxide persistedfor a longer sputtering time on the lamella than in that depositedby FS. This difference may also indicate the formation ofdifferent aluminum compounds.
The 4000-hour saline mist assay caused greater darkening ofthe coatings deposited by EA (corrosion of the aluminum) than inthose deposited by FS, which showed more uniform corrosion,with darkening occurring only at a few localized points.
After the saline mist assay, bayerite was identified as themain phase, in addition to boehmite and gibbsite compounds, inthe coating deposited by FS on preheated substrate.
In the coating deposited by EA onto substrate withoutpreheating, the main compound identified was aluminum, aswell as the presence of bayerite and boehmite, after the salinemist assay.
The coatings deposited by EA showed a loss of thicknesswhen subjected to saline mist.
The coatings deposited by FS onto preheated substrateshowed corrosion products adhering strongly to the surface,while the coatings deposited by EA without preheating thesubstrate showed only weakly adhering corrosion products.
Acknowledgments
The authors gratefully acknowledge the support of CENPES –Petrobrás Research Center, LAMIR – Laboratory of Mineral andRock Analyses, Department of Geology–UFPR, LSI – Labora-tory of Surfaces and Interfaces, Post-Graduate Program inEngineering – PIPE/UFPR, FINEP – Funder of Studies andProjects, and LAMATS–Laboratory ofMaterials, Department ofMechanical Engineering–UFPR.
References
[1] Rodriguez, R.M.H.P. Formação de óxidos nos revestimentos de alumíniodepositados por aspersão térmica. Curitiba-PR: ST, UFPR, 2003. Tese(Doutorado) – Programa Interdisciplinar de Pós- Graduação emEngenharia – PIPE, Universidade Federal do Paraná, 2003. 118p.
[2] Paredes, R.S.C. Estudo de revestimentos de alumínio depositados por trêsprocessos de aspersão térmica para a proteção do aço contra a corrosão
marinha. Florianópolis-SC:ST, UFSC, 1998.Tese (Doutorado)- Departametode Engenharia Mecânica, Universidade Federal de Santa Catarina, 1998.245p.
[3] J.F. Lancaster, Metalurgy of Welding, 3rd ed., 1980, p. 118.[4] D.P. Guillen, B.G. Williams, J. Therm. Spray Technol. 15 (1) (2006) 63.[5] C.C. Lima, R. Trevisan, Aspersão térmica – fundamentos e aplicações, 1st ed.,
Artliber Editora, São Paulo, 2001, (148p.).[6] Metalspray's Combustion - arc, Technology Revolutionizes Thermal
Spray Performance. MetalSpray International, 1997, (3p.).[7] M.L. Thorpe, Adv. Mater. Process. (1993) 50 (5).[8] Thermal Spraying: Practice, Theory and Application, American Welding
Society, Miami, 1985, (184p.).[9] K. Wefers, C. Mirsa, Alcoa Tech. Paper (19) (1987) (92p.).[10] W.H. Gitzen, Alumina as Ceramic Material, The American Ceramic Society,
Columbs- Ohio, 1970, (252p.).[11] M. Pourbaix, Atlas of Electrochemical Equilibria in Aqueous Solutions,
Pergamon Press, 1966, p. 168.[12] Quagliano, J.V. & VALLARINO, L.M. Química – Tradução de Ainda
Espínola, - 3ed., Editora Guanabara- As famílias Boro-Alumínio e Carbono-silício: Elementos dos grupos III-B e IV B. p. 716–724. 1973.
[13] Manual del Alumínio, Principios y procedimientos modernos de fabricación,11 ed., Reverté, S.A., Barcelona, 1959, (465p.).
[14] Norma Nace RM 01 70, Visual Standard for Surfaces of new Steel Airblast.Cleaned with Sand Abrasive — (item # 53005), 1970.
[15] Usa. American National Standards Institute, AmericanWelding Society, Guidefor the Protection of Steel with Thermal Sprayed Coatings of Aluminum andZinc andTheirAlloys andComposites.ANSI/AWSC2.18–93.Miami, Florida.April, 1993, 30p.
[16] CONTEC - Comissão de Normas Técnica- Petrobrás, N- 2568, Seleção eAplicação (por aspersão térmica) do Alumínio,Zinco e suas ligas, 2004,34p. Jan.
[17] Military Standard 2138-A, Metal sprayed Coatings for CorrosionProtection Aboard Naval Ships (METRIC), 1992. 36p.
[18] ASTM B 117/90: Standard Test method of Sal Spray (FOG) Testing, 1990,p. 19.
[19] B. Arsenault, P. Champagne, P. Lambert, S. Dallaire, Surf. Coat. Technol. 37(1989) 369.
[20] B.R. Strohmeier, Surf. Interface Anal. 15 (1990) 51.[21] I. Olefjord, H.J. Mathieu, P. Macus, Surf. Interface Anal. 15 (1990) 681.[22] P. Marcus, C. Hinnen, I. Olejford, Surf. Interface Anal. 20 (1993) 923.[23] E. McCafferty, J.P. Wightman, Surf. Interface Anal. 26 (1998) 549.[24] J.A. Rotole, P.A.M. Sherwood, J. Vac. Sci. Technol., A, Vac. Surf. Films 17 (4)
(1999) 1091 (jul/ago).[25] M.C. Reboult, H.M. Warner, B. Baroux, Corros. Rev. 15 (3,4) (1997) 471.[26] D.M. Drazic, J.P. Popic, Z. Rakocevic, J. Serb. Chem. Soc. 64 (11) (1999)
685.[27] C.R. Britton, Alum. Ind. 7 (10) (1988) (3p. December).[28] Panossian Z., e outros. “Estudo do Comportamento Frente à Corrosão
Atmosférica do Revestimento de Alumínio Aplicado Sobre Aço por AspersãoTérmica”, INTERFINISH 92, São Paulo, 1992, p. 1046.
[29] Z. Panassion, et al., Tratamento de Superfícies (102) (2000) 20 (julho/agosto).[30] R.S. Cortés, E.H. Cavalcanti, M.T. Piza, et al., IV Congresso Iberoamericano
de Engenharia Mecânica, Santiago. Anais. Chile, 1999, (November).[31] M. Weiping, P.W. Brown, J. Am. Ceram. Soc. 82 (2) (1999) 453.[32] A.L. Moram, B.A. Shaw, J. Electrochem. Soc.: Electrochem. Sci. Technol.
(1988) 2773 (November).[33] J.R. Galvele, et al., “Localized Corrosion”, NACE, 1971, p. 580.





























