Embed Size (px)
Citation preview

lEA COAL RESEARCH
Comparative underground coal mining methods

Comparative underground coal mining methods
Simon Walker Independent Editorial and Technical Services Oxford (UK)
IEACR/85 March 1996 lEA Coal Research, London

Copyright © lEA Coal Research 1996
ISBN 92-9029-265-2
This report, produced by lEA Coal Research, has been reviewed in draft form by nominated experts in member countries and their comments have been taken into consideration. It has been approved for distribution by the Executive Committee of lEA Coal Research.
Whilst every effort has been made to ensure the accuracy of information contained in this report, neither lEA Coal Research nor any of its employees nor any supporting country or organisation, nor any contractor of lEA Coal Research makes any warranty, expressed or implied, or assumes any liability or responsibility for the accuracy, completeness or usefulness of any information, apparatus, product or process disclosed, or represents that its use would not infringe privately-owned rights.

lEA Coal Research
IEA Coal Research is a collaborative project established in 1975 involving member countries of the International Energy Agency (IEA). Its purpose is to provide information about and analysis of coal technology, supply and use. The project is governed by representatives of member countries and the Commission of the European Communities.
The IEA was established in 1974 within the framework of the Organisation for Economic Co-operation and Development (OECD). A basic aim of the IEA is to foster co-operation among the twenty-three IEA participating countries in order to increase energy security through diversification of energy supply, cleaner and more efficient use of energy, and energy conservation. This is achieved, in part, through a programme of collaborative research and development of which IEA Coal Research is by far the largest and the longest established single project.
IEA Coal Research exists to promote a wider understanding of the key issues concerning coal, with special emphasis on clean coal technologies and security of supply; and in particular
to gather, assess and disseminate information about coal; to undertake in-depth studies on topics of special interest to its members, having due regard to the strategic priorities of the International Energy Agency; to assess the technical, economic and environmental significance of these topics; to identify gaps in international research programmes; to report the findings in a balanced and objective way without political or commercial bias.
We achieve these objectives by:
collaborating worldwide with organisations and individuals interested in energy security and the clean and efficient use of coal; publishing authoritative reports, abstracts and newsletters; constructing and maintaining a number of specialised databases to assist in information dissemination; assisting member country organisations with their enquiries; developing closer links with non-member countries which are major producers or users of coal; participating in, and helping to organise, international conferences, seminars and workshops.
General enquiries about lEA Coal Research should be addressed to:
Graham Broadbent IEA Coal Research Gemini House 10-18 Putney Hill London SW15 6AA United Kingdom
Tel: +44 (0)181-780 2111 Fax: +44 (0)181-7801746 e-mail: [email protected] http://www.iea.coal.org.uk
3

Abstract
Underground mining accounts for some 65% of world hard coal production. Between 1995 and 2010 the total amount of hard coal mined will increase by about 50%, and because of local limits to availability not all of this increase will come from surface mining operations. Reliance on underground coal mining will continue in many parts of the world, not only as a source of energy but also for long-standing social interests. In addition to new underground mine construction, there is substantial scope for the rehabilitation of existing operations that for different reasons do not achieve optimised productivities.
The report addresses three main areas: the potential for underground coal mining within a framework of geographical location and future markets; current and future trends in technology, and topics requiring further research; and the potential for transferring appropriate technologies and management practices to countries where underground coal mining may require such assistance. Case studies of current underground coal mines in both industrialised and developing countries illustrate the broad range of labour and unit productivities that are being achieved, the levels of technology being employed, and the social impact of underground coal mining under different socio-economic conditions.
4

Contents
List of figures 8 List of tables 10 Glossary, acronyms and abbreviations II
1 Introduction 13
2 Modern deep mining: geology and potential markets 15
2.1 Eastern United States 16
2.2 Western United States 17 2.3 Eastern England 17
2.4 Ruhr, Gennany 18
2.5 Upper Silesia, Poland and Czech Republic 18
2.6 Donetsk basin, Russia and Ukraine 19
2.7 Kuznetsk basin, Russia 20
2.8 Pechora basin, Russia 20
2.9 Karaganda basin, Kazakhstan 21
2.10 Witbank and Orange Free State 21 2.11 New South Wales 22 2.12 Queensland 22
2.13 India 23 2.14 China 23
2.15 Other potential producers 23
2.16 Options for coal in the global energy market 26
2.17 Potential for underground coal production within this framework 27 2.18 Coalfields expected to host successful underground operations 27
3 Current deep mining technology and future developments 29 3.1 Technological development 29
3.2 Current technology 32 3.3 Room-and-pillar mining 32
3.3.1 Mining methods 32
3.3.2 Coal cutting 32 3.3.3 Coal transport 33
3.3.4 Roof support 34 3.3.5 Pillar recovery 35
5

3.4 Longwall mining technology 35 3.4.1 Development 36 3.4.2 Longwall development techniques 39 3.4.3 Development support 40 3.4.4 Coal cutting 40 3.4.5 Face support 41 3.4.6 Coal transport 41
3.5 Other underground mining methods 42 3.5.1 Shortwall mining 42 3.5.2 Highwall mining 42 3.5.3 Hydraulic mining 44
3.6 Ancillary systems 44 3.6.1 Coal transport 44 3.6.2 Underground storage 44 3.6.3 Ancillary services 44 3.6.4 Ventilation 45 3.6.5 Communications and controls 45
3.7 Future trends in underground mining methods 46 3.7.1 Development 46 3.7.2 Longwalls 47 3.7.3 Automation 48 3.7.4 Continuous haulage 48 3.7.5 In-seam geophysics 49 3.7.6 Support 49 3.7.7 Pillar design 49 3.7.8 Environment 50
4 Technical review of operations 51 4.1 Western United States 52
4.1.1 West Elk 52 4.1.2 Shoshone 52 4.1.3 Deserado 53
4.2 Mid-Western United States 53 4.2. J Galatia 53
4.3 Eastern United States 54 4.3.1 Low-seam room-and-pillar, Eastern Kentucky 54 4.3.2 Longwalling, Alabama 54 4.3.3 Room-and-pillar, Pennsylvania 55
4.4 United Kingdom 55 4.4.1 Selby 56 4.4.2 Asfordby 56 4.4.3 Hem Heath 56
4.5 Germany 57 4.5.1 Prosper-Haniel 57
4.6 South Africa 58 4.6.1 Khutala 58 4.6.2 New Denmark 58
4.7 New South Wales, Australia 59 4.7.1 Ulan 59 4.7.2 Tower 60 4.7.3 Canyon 60
4.8 Queensland, Australia 61 4.8.1 Gordonstone 61 4.8.2 Crinum 62 4.8.3 German Creek 62
6

4.9 Highwalllauger mining operations 63
4.9.1 Oaky Creek 63
4.9.2 German Creek 63 4.9.3 Medicine Bow, Wyoming 63
5 Productivity, costs and safety 65
5.1 Productivity 65
5.2 Capital cost comparison 67 5.2.1 Development 67
5.2.2 Equipment 67 5.2.3 Overall capital costs 68
5.3 Operating cost comparison 68
5.4 Employment and safety comparisons 70
5.4.1 Longwall mines 70
5.4.2 Room-and-pillar mines 70
5.4.3 Safety 70
5.5 Conclusions 71
6 Potential for technology transfer 73 6.1 India 73
6.1.1 GDKllA 74 6.2 Poland 74
6.2.1 Borynia 75 6.3 Kazakhstan 76
6.3.1 50th Anniversary 76 6.4 China 76
6.4.1 Changcun 77
6.4.2 Jining No.3 77
6.4.3 Fucun 77 6.4.4 Cheji 77
6.4.5 Xiqu 78
6.4.6 Review of Chinese case studies 78
6.5 Other countries 78 6.5.1 Iran 78
6.5.2 Zimbabwe 78
6.5.3 Mexico 79
6.5.4 New Zealand 79 6.5.5 Bangladesh 79
6.6 Conclusions 79
7 Constraints and opportunities 81
7.1 Direct influences 81
7.2 External constraints 82 7.3 Topics for future research investment 84
8 Conclusions 86
9 References 89
7

1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
Figures
Locations of principal underground coal production /5
Eastern US coalfields 16
Coalfields in Gennany and northeast France /8
Donetsk basin /9
Karaganda basin 2/
The Orange Free State and Transvaal coalfields 2/
Western US coalfields 17
The eastern English coalfield 17
The Upper Silcsia coalfield in Poland and the Czech Republic 19
Kuznetsk basin 20
Pechora basin 20
New South Wales coalfields 22
Queensland coal basins 22
Principal Indian coalfields 24
Chinese coal basins 25
Schematic of a longwall section, typical of retreat mining in the United States and Australia 30
Schematic of a mechanised room-and-pillar operation 30
Low-seam continuous miner 33
Combined bolter-miner 33
Fairchild auger-type miner 33
Electric-powered shuttle car 34
Continuous haulage system 34
Roofbolts and mesh 35
Schematic layout for advancing longwall 36
Schematic layout for retreating longwall 36
Longwall installation on surface, Australia 37
Section showing single-entry, mixed face development 38
Roadheader 38
Section showing in-seam, multi-entry development 38
8

30 Three-entry longwall gateroad 39
31 Double-drum shearer and armoured face conveyor 40
32 Thin-seam coal plough 40
33 Hydraulic face support 41
34 Schematic of shortwall mining 43
35 Highwall mining 43
9

Tables
lEA projections for world hard coal production in 2000 and 201 0 27
2 Estimated proportion of underground output in selected countries 27
3 Comparison of output and capital costs for different mining methods 31
4 Typical longwall face lengths, by country 31
5 Selected labour productivities, longwall mines 31
6 Selected labour productivities, room-and-pillar mines 31
7 Longwall 2005, simulated production potential of a single face longwall operation 37
8 Proportion of longwall production in the United States, by state and region 51
9 Actual and projected productivities in US underground coal mining 51
10 Details for Marrowbone and Pegasus mines 54
11 Comparative labour productivities of underground mines 66
12 Comparative labour productivities between un ionised and non-union mines in the United States 66
13 Comparative labour practices and productivities in underground hard coal mines in selected countries 66
14 Potential work hours, Australia and the United States 66
15 Operating costs at British Coal underground mines, April-December 1994 69
16 Comparative proportions of operating costs at selected underground mines 69
17 Comparative labour costs and productivities for hard coal mining in selected countries 69
18 Simulated 1995 operating costs for two American underground mines 69
19 Schedule modelling for an underground coal mine 70
20 Output and sales values for mines operated by the Jastrz~bska Coal Company 75
21 Key statistics on Chinese longwalls 76
22 Leading Chinese longwall faces in 1992 77
23 Fatalities per Mt in coal mines 80
10

Glossary, acronyms and abbreviations
ACARP Adit Bi-directional Brattice Breaker-line
Canopy sprag Carboniferous Compliance coal
Cretaceous Cleat Crib Decline
Diatreme Dinting Drift Dyke EIA Entry Face Feeder-breaker fob Gate end Gateroad Geological resource
Goaf (gob) Gondwana Ground control
IEA Jumbo Jurassic Leaky-feeder
Mesa and canyon
Australian Coal Association Research Program Horizontal or near-horizontal access to a mine In longwall mining, cutting coal in both directions along the face Fabric or solid wall used to direct ventilation air where it is required The line along which the seam roof will collapse during pillar recovery, usually formed by timber props or mobile supports
Part of the canopy of a longwall shield that can be extended forwards to support the top of the face Geological period from 350 to 270 Ma Coal that can be burnt within the constraints imposed by the Clean Air Act in the United States and other comparable legislation Geological period from 135 to 70 Ma Main joint in a coal seam, along which it breaks most easily Roof support, usually constructed of timber frames laid horizontally on one another Sloping access to a mine, often equipped with belt conveyors to transport run-of-mine coal from underground to the surface
Volcanic vent Removing gateroad floor material, usually to keep the roadway open following floor heave Adit or decline A mass of intrusive rock that cuts across the surrounding stratigraphy Energy Information Administration Haulage, roadway or gateroad Place from where coal is mined, either at a longwall or during development Machine for crushing run-of-mine coal before it is carried on a belt conveyor free on board Where a longwall face intersects a gateroad Tunnel driven from main haulages to give access to a longwall face In-situ coal contained within a specific area, some or all of which may be economically recoverable under current market conditions using existing technology Collapsed area behind a longwall or after pillar recovery The major southern landmass in Palaeozoic times Control of the stresses and pressures caused by mining activities underground through the use of appropriate support techniques International Energy Agency A stand-alone drilling machine, usually equipped with one or more drills mounted on hydraulic booms Geological period from 180 to 135 Ma Type of underground radio system in which signals are emitted by cables running along the main roadways Topography typified by steep-sided hills and valleys, beneath which severe changes in vertical pressure can occur in underground mine workings
11

Mineable reserve
Palaeothermal activity Permian Plug Productivity Recovery
Rib Roadway Run-of-mine Shaft Shearing Skip Spall Stageloader
Strata control Sub-level caving
Sumping Syncline t Tectonism Undercutting Uni-directional USBM Utilisation Waste Web
That part of a geological resource that can be recovered economically under current market conditions using existing technology Ancient natural heating of rocks through tectonism or volcanic activity Geological period from 270 to 225 Ma Core of a volcanic vent Tonnage output or distance advance per unit time The proportion of the in-situ coal in a production panel that is actually mined; coal may be left behind in support pillars or through mining less than the full seam thickness, for example
Side wall of a roadway or pillar Main access tunnel Raw coal that has been cut but not washed Vertical access to a mine The process of cutting coal in strips using a rotating drum cutter Conveyance for hoisting coal in a shaft To break off in small pieces, usually as a result of increasing pressure from the overlying strata Machine for controlling the flow of run-of-mine coal from the face conveyor on to the gateroad belt conveyor Ground control Method of mining in which successive layers of a seam are worked in a downward direction, the roof collapsing on to each in tum Thrusting a cutterhead into the face in order to commence shearing A downfold in the earth's crust metric ton (tonne) Forces that form the features of the earth's crust Cutting a thin slot along the seam floor to provide a free face for subsequent blasting In longwall mining, cutting coal in only one direction along the face United States Bureau of Mines Proportion of a shift during which a machine is productive Rock of no value surrounding or within a coal seam Thickness or depth of a shearer cut along the longwall face
All dollars quoted are US dollars, unless indicated otherwise.
12

1 Introduction
Underground coal mining has traditionally formed the foundation of European and North American hard coal production, and has a key role in coal supply in countries such as Australia, China, India, South Africa and countries of the former Soviet Union. In recent years, however, there have been major changes in the technology of coal production, with a new group of surface-mined coal producers emerging to challenge successfully in the established market for international coal supplies, itself under renewed competition from oil and natural gas.
This in tum has brought a renewed sense of direction to the underground coal mining sector. Faced with lower-cost competition, producers and equipment manufacturers have cooperated to achieve previously unheard-of levels of unit productivity at substantially reduced operating costs, while maintaining and continuing to improve general standards of safety in the underground environment.
The result has been a major reorganisation of the underground coal mining industry in many of the traditional producers. Those operations that remain are markedly more productive than their counterparts of the 1970s or even the 1980s, and new concepts in mine design and equipment are now being introduced wherever new underground developments are planned.
In addition, there is huge potential for the transfer of new technology to countries where the achievement of modem productivity targets is currently still thwarted by the use of out-dated methods and equipment. The economies of Poland, Russia, Ukraine and Kazakhstan, for example, will retain a strong reliance on domestic underground coal production for the foreseeable future, but will require substantial technological investment in the industry if competitive productivity levels are to be achieved. India, with the potential for huge increases in primary energy demand, will become increasingly reliant on underground sources of coal, while in China underground mining will continue to
dominate coal production as mechanisation levels are further enhanced. Other countries, meanwhile, face technical challenges in their attempts to maximise coal production in difficult mining conditions, such as from thick or steep seams.
Despite the continuing high level of international coal production from underground sources, in technological terms the strength of the underground sector is concentrated in relatively few countries. The highest individual productivity gains have been achieved in countries such as the United States, Australia and the United Kingdom, through close cooperation between coal producers, equipment manufacturers and the statutory bodies responsible for health and safety.
A second group of producers, such as Germany, Spain and South Africa, also rely heavily on underground sources, but have until now been more constrained in their adoption of high-productivity techniques for over-riding social or economic reasons. France, Canada, Japan and Hungary, on the other hand, are faced with long-term decline in underground coal production, and it is unlikely that the introduction of current or future technology could outweigh geological and economic factors that have maintained this trend.
The countries of the former Soviet Union, Poland, India and China represent a substantial market for new underground mining technology, given their economic reliance on domestic production. While in the past this has been predominantly for political reasons, for the foreseeable future their potential prosperity will require continued, more productive output from this sector as a fundamental support for economic regeneration.
Elsewhere, underground coal production is largely historical, and only when technology has been optimised to the extent of being competitive with surface-mined output in the likes of Australia, Indonesia, Venezuela and Colombia will there
13

Introduction
be renewed interest in establishing underground production capacity in the 'new' producers. While some way ahead, this nevertheless represents a significant potential market for technology and equipment.
Thus, there are conflicting objectives in many of the principal underground coal producers. The playing-field is still not level, with competition-driven output in the United States, Australia, South Africa and now the United Kingdom operating in the same marketplace as state-owned capacity in India and China, heavily subsidised production in Germany, and an industry still in economic transition in Eastern Europe and the countries of the former Soviet Union.
Key issues in determining the success or failure of individual underground coal mining operations include:
geological factors that initially decide the applicability of various underground mining methods; energy market scenarios under which decisions on coal development projects are made; the most likely geographical location of future underground coal mining developments; the degree of political and economic 'cover' surrounding underground coal production in various countries; the effect of corporate philosophy on productivity and investment in new technology; and the level of education and training required for workforces to operate modern underground equipment safely and productively.
Structure This report reviews trends in underground mining methods and aims to determine the most cost-effective and productive practices currently in use. It also examines future trends in underground coal mining practice and technology. Finally, the report suggests ways in which mining methods could be both optimised and transferred effectively throughout the international coal industry.
The study is divided into three principal sections of which the first, Chapters 2 and 3, provides the geological, economic and technical foundation for the report. Chapter 2 reviews the geology of coalficlds in which underground mining is likely to playa significant role in coal production during the next 15-20 years. Chapter 3 consists of an overview of the technologies currently available for underground coal mining, and continues with an appraisal of future trends in technology and practice. The second section of the study, Chapters 4, 5 and 6, consists of case studies on current underground mining operations around the world. Chapter 4 contains details of high-productivity operations in countries such as Australia, Germany, South Africa and the United States, while Chapter 6 provides contrasting information about operations in countries such as Poland, India and China that are potential beneficiaries from the transfer of state-of-the-art or other appropriate technology, or management practices. Chapter 5 reviews productivity, cost and labour issues. The study concludes in Chapter 7 with an assessment of future research requirements and other relevant topics, with particular reference to constraints that are perceived to future
technological developments, while Chapter 8 contains a summary of the key findings of the project.
This study complements and updates an earlier lEA Coal Research report on Mine productivity (Hessling, 1991) and, on account of the very small proportion of total lignite and brown coal that is produced underground, concentrates predominantly on underground hard coal mining.
Approach The report is based on a comprehensive literature research, using lEA Coal Research's extensive database of published material, and direct collection of information and solicitation of professional opinion.
One of the aims of the study has been to identify 'world best practice' in underground coal mining. To fulfil this aim an initial selection of potential mine visits and professional interviews was established on the basis of operations that are recorded as having achieved high labour or unit productivities, normally a sign of good industrial efficiency. Data of this type are readily available from sources such as the Joint Coal Board and the Queensland Coal Board in Australia, and the Mine Safety and Health Administration in the United States. Information about South African mines is not collated in this way, however, and a cross-section of operations was identified, representing different aspects of technology. Similar exercises were undertaken for coal mines in the United Kingdom and Germany. Information on operations in Poland, India, China and elsewhere was solicited from equipment manufacturers, consulting companies and research organisations within the respective countries.
As a result of this process of identification of high-productivity or technologically interesting operations, visits were made to mines, manufacturers, consultants and government agencies in Europe, South Africa, Australia and the United States. While the responses obtained were generally supportive some companies, principally in the United States, felt that in view of intense competition in domestic coal markets their participation would not be appropriate. In consequence, while information was gained at first hand from companies in Australia, South Africa and elsewhere to provide the framework for the case studies that form an important part of this report, those from the United States have had to be compiled from previously published sources without the opportunity to verify specific details. Every effort has been made, nonetheless, to ensure a level of compatibility between case studies for the benefit of comparison.
Two further points should be noted. In many cases, opinions expressed by industry professionals, consultants and staff from government agencies contained similar sentiments regarding trends in and constraints to technological development. In view of this, and in some cases by request of the individuals conccrncd, opinions so cxpressed are normally not accredited personally in thc tcxt. Secondly, the usc of a trade name or reference to specific manufacturers throughout the report in no way infers endorsement of any company's products or services; eaeh is quoted only as an example of a type of equipment in use.
14

2 Modern deep mining: geology and potential markets
As has been well documented elsewhere (Walker, 1993a), during the last 30 years there has been a marked shift in the international coal mining industry in terms of hard coal sources. Over the period, there has been a steady change in emphasis from underground to surface mining which, to a
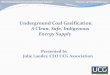
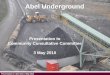
large extent, reflects the geographical change in centres of production (see Figure 1). Long-established underground capacity in the traditional (northern) coalfields of Europe and the eastern United States has been replaced by newly developed production from predominantly surface operations
•1
• Major production area o Minor output
1 Western US 8 Pechora 15 Argentina 23 Romania
2••
2 Midwestern US 9 Karaganda 16 Chile 24 Turkey
3 Eastern US 10 Kuznetsk 17 Brazil 25 Vietnam I 4 Eastern England 11 Eastern India 18 Mexico 26 Korea
5 Ruhr 12 China 19 Eastern Canada 27 Japan I I
Upper Silesia 13 New South Wales 20 Northern Spain 28 Queensland I I ~ Donetsk 14 Witbank 21 Saar-Lorraine 29 New Zealand
I 22 Svalbard _J I
I
Figure 1 Location of principal underground coal production
15

Modern deep mining: geology and potential markets
in the southern hemisphere, the western United States and in previously non-industrialised countries. The change has been promoted and to a certain extent accelerated by rapidly increasing demand for thermal coal from non-traditional markets, particularly in Southeast Asia, and more recently through procurement strategies adopted in the United States and elsewhere in response to concerns over sulphur emissions from power stations (Porter and Schmitz, 1995).
Assuming that worldwide energy demand will continue to grow at predicted rates, there is real potential over the next 15-20 years for a reversal of this trend, at least in terms of the relative proportions of coal produced from underground and surface operations. Although the underground mines of countries such as France, Japan, the Czech Republic and the United Kingdom may well follow those of Belgium and the Netherlands into memory during this time span, underground coal production is likely to remain a strong industrial factor in the economies of a group of countries that includes the United States, Australia, South Africa, India, China, Poland, Russia, Ukraine and Kazakhstan. To these established producers may also be added others that have yet to develop competitive underground capacity; these may include New Zealand, Iran, Brazil, Botswana, Chile and Mozambique, all countries that have known coal potential, but where underground resources have yet to be exploited to a significant extent.
The following sections review briefly the geology and structure of production in each of the major world coalfields where underground production is either expected to continue, or may be developed over the next 15-20 years.
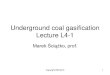
2.1 Eastern United States In 1993, total production from the eastern United States coalfields (see Figure 2) was 371.8 Mt; of this, 233.6 Mt were produced from underground mines. An estimated 41 Mt of output was lost in 1993 as a result of the 7-month strike that affected specific producers, and overall output rose to 405 Mt in 1994 (EIA, 1994).
Despite corporate consolidation that has been under way since the mid-1970s (Hoddinott, 1994), the industry remains diversified both in terms of ownership and size of operations, ranging from 'mom and pop [very small scale] operations to 2000-person mines' (Dizard, 1994). Nonetheless, in northern Appalachia, five companies (Consol, American Electric Power, Rochester & Pittsburgh, Cyprus Amax and Peabody) have 50% of the utility market, while in central Appalachia 60% of the market is controlled by seven companies, including Ashland, Arch Mineral, AT Massey, Westmoreland and Pittston (McMahan, 1994).
The eastern United States (Appalachian) coal deposits are of Carboniferous to Pennian age and occur in a basin that extends for some 1700 km from Pennsylvania to Alabama. Within this basin, three major blocks are identified by differences in structure and stratigraphy.
The area has a long history of coal mining, with the industry being characterised by - in traditional European tenns
shallow underground mines and extensive surface strip mining. More recently, extensive and highly productive underground mines have been developed. The heartland of Appalachian underground coal production is in the states of Pennsylvania, West Virginia and eastern Kentucky where output in 1993 totalled 178.6 Mt. Out of this, 66% came from continuous miner operations, and 25% from longwalls. The underground coal mining sector currently employs around 49,000 people in the Appalachian region.
Markets for eastern United States coal include the domestic electricity supply and metallurgical industries (83% in 1993) and exports (17%). Principal export markets include Europe, Canada, Brazil and the Far East, and increased domestic market competition for low-sulphur compliance coal from central Appalachian mines is likely to increase costs for both American and export consumers (lEA, 1993).
Eastern US coals range in rank from high-volatile bituminous to anthracite. Medium-and low-volatile bituminous coals occur in parts of Alabama, West Virginia and Pennsylvania, which also has reserves of anthracites and semi-anthracites. Sulphur contents are typically low in the Alabama, eastern Kentucky and West Virginia, higher in western Kentucky, Ohio and the Illinois basin, and variable throughout the bituminous seams of Pennsylvania. Most coals in the region display coking characteristics typical of their rank (Keystone, 1994).
N
200 km
__5_lllinois _ 4 Warrior
t
1 Northern Appalachian 2 Central Appalachian 3 Southern Appalachian
Figure 2 Eastern US coalfields
16

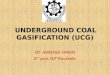
2.2 Western United States Underground production in the western United States (see Figure 3) is concentrated in the states of Utah and Colorado (Keystone, 1994). While there are currently relatively few mines in operation, a number are leaders in terms of productivity and technological advances, with mining companies having made heavy investment in state-of-the-art equipment as demand for low-sulphur compliance coal has increased from both domestic and export customers.
Coal mining commenced in Colorado in the 1860s, but fell into decline in the middle of this century before showing a marked rise from the late 1960s as demand increased for compliance coal for power generation. Utah's coal production began in 1870, with output also rising sharply in the last 20 years for similar reasons.
Coal resources are predominantly of Cretaceous age and range from lignites to anthracites in Colorado, while Utah's resources are predominantly of bituminous coals. Sulphur contents are typically low, but can locally be high. Much of the resource in Colorado has coking qualities.
Output from these two states totalled 39.6 Mt in 1993, of which 31.4 Mt was mined underground. Overall production in 1994 was 44.7 Mt. Principal underground operators in the region include Cyprus Amax, Atlantic Richfield (ARCO), Coastal States Energy, Energy West and Western Fuels. Employment in the underground mining sector in these two states totalled 2900 in 1993.
Output from Colorado's mines is largely used for utility fuel, both in Colorado and in neighbouring states, while Utah's production serves local markets and exports to both the eastern US and to Pacific Rim countries. Underground production is centred on the Wasatch Plateau and Book Cliffs
1"' '-..._-----<-I
I ~ t I_I -
( \ \-1----1
I I
---,--LI
I WY ~---, --'---1 ~ I
f I L-,@----L- ' I UTff$0 l-II
", I 4 I· CO II
" I i ®I : G) I'\, \r---,----0+
~ AZ' I ') I NM I
1 Hanna I I2 Green River
3 Uinta i 200 km 4 Wasatch Plateau ~_J L 5 Raton
Modern deep mining: geology and potential markets
districts in central Utah, and in the Uinta and Green River regions in western and northwestern Colorado. Seams mined are generally at least 2.4 m thick, and although often undisturbed can locally exhibit significant structural deformation, while the overlying topography - mesa and canyon landscapes in particular - can present major problems in terms of strata control in mining operations beneath.
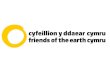
2.3 Eastern England The residual core of British underground coal mining lies in the East Pennine coalfield (see Figure 4), which extends for a distance of around 100 km; resources continue to the south with mining restricted to isolated operations. The coalfield contains Carboniferous coal measures that to the east are covered by increasing thicknesses of Permian and Triassic cover. The productive coal measures reach a maximum thickness of around 1500 m, with up to 30 workable seams.
Throughout the 1980s and 1990s investment in the British coal industry was directed at the installation of high productivity longwalls as capacity became increasingly concentrated in fewer mines. Fundamental to this investment has been the development of the Selby complex and Asfordby, both greenfield mines in areas where development was unhampered by previous mining activity. The Selby mines have been in production since the mid-1980s, and Asfordby was commissioned in early 1995. The privatisation of British Coal Corporation at the end of 1994 restructured the industry, such that two companies (RIB Mining and Coal Investments) are principally responsible for all underground output in the East Pennine coalfield. The region accounted for much of the UK's total underground production of around 31 Mt in 1994, while thermal power generation demand was 33 Mt. Coals are predominantly high-volatile bituminous in
--
London.
LeedS~
Nottingham'0
N
t --I
I 1
I
I i
i
Figure 3 Western US coalfields Figure 4 The eastern English coalfield
17

Modern deep mining: geology and potential markets
rank, with some exhibiting coking properties. Sulphur and ash contents are typically low.
One of the key criteria upon which RJB Mining placed its offer for the 20 mines under its control was the identification of previously neglected markets for coal, other than the electricity utilities (MJ, I995a). The future prospects for the coalfield thus depend not only on the annual uptake by the generators, but also the competitiveness of domestically produced coal against the cost of imports, the level of which (mainly of metallurgical coal) increased between 1980 and 1994 from 6.4 Mt to 15.0 Mt; during the same period, exports fell from 4.4 Mtly to less than I Mt.
Employment in the coalfield has decreased from over 100,000 in 1985 to under 8000 in 1995, the decrease reflecting the substantial mine closure programme that occurred during the period, together with the improvements achieved in labour productivity.
2.4 Ruhr, Germany The dominant centre of hard coal production in Germany, the Ruhr basin (see Figure 5) contains Carboniferous coal measures that outcrop along the River Ruhr and dip northwards. The coalfield extends for some 120 km from east to west, and 40 km north of the line of outcrop the coal measures lie at a depth of around 1200 m.
r--.J -~l \ ... )
, ~ Ibb'''''"''" i
NETHERLANDS t,.' ~
e Munster" ... ~' ('r...J '-
I \ Ruhr J\ \
\ I
'1....-\.. I e DUsseldorf -/ ,~
, t:@ eK61n'--6 Aachen
~ , 'v.BELGIUM \
I GERMANY1'1
~
( '" ... "", \ LUX 7
l. I J
\-..""l\"'''{'\~, Mannheim e
Metze -..f"""'--, Saar/Lorraine 7
FRANCE _________~ 5_0k~ ~_" J
Figure 5 Coalfields in Germany and northeast France
Ruhrkohle AG, responsible for all output in the coalfield, was created in 1968 following the amalgamation of 26 separate mining companies (Hessling, 1992). Restructuring of the industry has resulted in a reduction in the number of operating mines to the current 15; in 1994, output from the coalfield was 41.7 Mt while sales of 49.2 Mt comprised 31.9 Mt of thermal coal, 14.7 Mt of coking coal and 2.6 Mt sold to other industrial users. A slump in demand for European steel in the early 1990s had a severe knock-on effect on the Ruhr's coking coal mines.
Since 1970, Ruhrkohle has been carrying out a policy of concentrating production capacity in those mines with the best opportunity for achieving high unit productivity. In consequence, between 1970 and 1992 the average daily output per mine rose from 6500 t to about 11, I00 t, while the mining sector workforce (related to Ruhrkohle as it exists today) fell from 218,000 to 82,000. In tandem, the number of operating faces fell from 360 to 72, reflecting the concentration of equipment investment in those parts of seams that offer the best opportunities (Ruhrkohle, 1995).
Investment in heavy-duty equipment has resulted in high individual face productivities, although costs also remain high on account of geological factors, environmental requirements, working conditions, high charges inherited from the past, and high labour costs. German energy policies aim for a limit to dependency on energy imports, and in consequence a base level of domestic coal production is maintained to ensure security of supply, despite the fact that German hard coal mines need subsidies. The widening disparity between the German and US currencies has been the main reason for increased levels of subsidies, while German production costs could successfully be reduced in real terms.
2.5 Upper Silesia, Poland and Czech Repu blic
The most important producer of hard coal in Europe, the Upper Silesia coalfield straddles the border between Poland and the Czech Republic (see Figure 6). While Carboniferous coal measures underlie a total area of around 6000 km2, the depth and complex structure of the coalfield result in difficult mining conditions and consequentially low labour and unit productivities.
Output in the Czech section of the coalfield is predominantly the responsibility of OKD, which since privatisation has consolidated its operations into 9 mines (Walker, 1994a); the minor producer, CSM, operates one mine. Total output, including both steam and coking coal, was around 16 Mt in 1993.
Organisation in the Polish section has also been fundamentally affected by the country's transition to a market economy. Coal production in Upper Silesia is now undertaken by six independent, but still state-owned companies (the Bytomska, Gliwicka, Jastrz«bska, Nadwislanska, Rudzka and Rybnicka Coal Companies), each of which is responsible for between seven and twelve
18

Modern deep mining: geology and potential markets
50 km
SLOVAKIA
POLAND
CZECH REPUBLIC
Figure 6 The Upper Silesia coalfield in Poland and the Czech Republic
individual mines, and a further eleven mines fonnerly fell under a seventh organisation, the Katowice Coal Holding Company (MJ, 1994e). A total of 67 underground mines remain in operation, some of which, such as the Piast and Ziemowit mines, are world-class in terms of output; in 1991, Piast produced over 6 Mt of coal, while Ziemowit produced 5.3 Mt (MJ, 1992).
Under-investment over many years, inefficient energy use, ovennanning and the effects of centralised planning on resource utilisation have ensured that while Poland's underground mines have high production capacity, the level of technology in use is low in comparison with Western countries, as are productivities. A number of mines have initiated rehabilitation programmes, but funding constraints continue to restrict progress.
2.6 Donetsk basin, Russia and Ukraine
Fonnerly the centre of underground coal mining in the Soviet Union, the Donetsk basin (the Donbass) has been supplanted by output from the central Asian coalfields and elsewhere. Nonetheless, it remains a major source of coal in its own right, albeit facing severe problems generated by under-investment, difficult mining conditions, ovennanning and uncertain markets. The coalfield lies predominantly in Ukraine, with only its eastern extension in Russia (see
Figure 7).
The basin covers an area of some 60,000 km 2, its Carboniferous coal resources ranging from brown coal in the west (the Dnieper basin) to anthracite. Severe tectonism and palaeothermal activity were responsible for the increase in rank, and have resulted in a complex structure and thin, steeply dipping scams. The coalfield is a major supplier of coking coal.
Mining is undertaken in the Ukraine section of the basin by a total of 23 production organisations which between them operate over 280 mines (Flegon, 1993), of which 48 are scheduled for an initial tranche of closures. Of the 20 organisations, five are dedicated to anthracite production, 14 mine bituminous coals and one produces both. Rationalisation is already under way, three of the production associations, covering 27 mines in the eastern part of the basin having recently been merged (EEER, 1995). Individual mine outputs range from under 200,000 t/y to over 3 Mt/y. For example, the largest production organisation, Donetskugol, has 21 mines that range in output from 320,000 t/y from 2800 employees to 2.2 Mt/y with a labourforce of 6000; relative labour productivities are less than 0.5 t/man-shift and 1.5 t/man-shift respectively. The total hard coal output from the Ukrainian section of the basin in 1994 was 95.3 Mt.
Two production organisations, Rostovugol and Gukovugol, operate a total of 42 mines in the Russian section of the basin, with an annual production capacity of 29.2 Mt and an output in 1994 of around 20 Mt. Coal industry employment in the Donetsk basin totals over 550,000 in Ukraine and over 80,000 in Russia, (although these figures include personnel other than those directly involved in underground mining).
Ukraine exports metallurgical coal from the Donetsk basin, while importing some 15 Mt/y of steam coal. The country plans to increase exports to 12 Mt/y, and to increase production to over 150 Mt/y by 2005 (Chadwick 1995a). A total of 21 new underground mines are planned for production by then, with thin seams being worked using underground augering and plough technology (Pivnyak and Ichitaladze, 1995). However, the limiting depth for mining in the centre of the basin is estimated to be between 1000 and 1200 m on account of temperatures and structure, and for many existing mines the next level down will be the last (Salli and Bitchkov, 1995).
50 km
• Rostov-na-Donu
'~'" "'_'\-, ,,"I
) RUSSIA
S I
.Luhans'k '1
Donets'k
• Kharkiv
UKRAINE
Figure 7 Donetsk basin
tN
19

Modern deep mining: geology and potential markets
2.7 Kuznetsk basin, Russia The Kuznetsk basin (the Kuzbass) in Russian central Asia (see Figure 8) covers an area of 26,700 km2 and contains predominantly Permian coal resources. Coal is found throughout the basin, although folding and faulting have complicated its structure considerably. Both thermal and coking coals are produced, the region having a well-developed export trade to the Far East. The basin contains coals ranging in rank from brown coal to semi-anthracite, with coals exhibiting low sulphur, inherent moisture and ash contents.
Seven production organisations operate a total of 56 underground mines and 35 opencasts; underground operations include Kuznetskugol's Raspadskaya mine, the largest in Russia with an annual capacity of 7.5 Mt and employing 4800. The Kuzbass is also the main international centre for underground hydraulic mining, a technology that has only rarely been used elsewhere for coal production or transport.
Mining has reached a depth of around 350 m in the basin, and high in situ methane contents, rock bursts and spontaneous combustion present problems for future developments. Nonetheless, in all probability the Kuzbass will replace the Donetsk basin as the principal Russian supplier, and although initial development was slow on account of the remoteness of the region, recent progress has been rapid (Chadwick, 1994a).
Total production from the Kuzbass was 47.3 Mt in the first half of 1995, of which 21.7 Mt was won underground. Exports from the coalfield totalled 9.5 Mt in 1994 out of the Russian total of 17.4 Mt. Employment is over 200,000 in total. Production is scheduled to cease at 27 mines by 2000, with new mine capacity of 25-30 Mtly planned, including the Yerunakovskoye deposit where five shafts are currently being sunk (MM, 1995b).
Tomsk.I\J
t Novosibirsk.
---'//' \
Novo Kuznetsk '\
\
\
• Pavlodar
\ RUSSIA
'v", ...---- '\
KAZAKHSTAN '\ r- ,/
'--",">\r' 100 km ./ \
, CHINA \ ,/'...
'------------_._._------ -----,
Figure 8 Kuznetsk basin
2.8 Pechora basin, Russia The most northerly of Russia's producing coal basins (see Figure 9), the 90,000 km2 Pechora basin contains Permian coal measures. The basin hosts coals that vary in rank from brown coal to anthracite, although its principal product is low-sulphur coking coal. The region is remote, and in consequence operating costs are high as all supplies have to be imported from European Russia. Much of the area is covered in permafrost.
Output is derived from highly mechanised underground mines that are the responsibility of two production organisations, Vorkutaugol, which has 12 mines, and Intaugol, with five. The mines are deep, averaging over 500 m, and suffer from high methane and dust emissions. Vorkutaugol produced 9.8 Mt in 1994, of which 8.5 Mt was coking coal.
One of the least productive, highest-cost mines in the far north of the basin is scheduled for closure, highlighting the social problems associated with rationalisation of the coal industry throughout Russia. The Khalmer-Yu mine had an annual production capacity of under 400,000 t, with a workforce of 1200 (MI, 1994c).
[)
Arctic Circle-- ... _--
• Serov
100 km • Perm
-------- ----------------j Figure 9 Pechora basin
20

Modern deep mining: geology and potential markets
A further five mines are scheduled for closure by 2000, but Vorkutaugol reportedly has plans for three new mines in the Vorgashorskoye district with a combined capacity of II Mt/y, a further four at Usinskoye (14.7 Mt/y) and up to 13 new mines in the Seidinskoye coalfield (88.2 Mt/y) (Chadwick, 1995a). Total employment in the Pechora basin is currently around 40,500.
2.9 Karaganda basin, Kazakhstan The principal supplier of metallurgical and thermal coal in Kazakhstan (see Figure 10), the Karaganda basin supports 26 underground mines and three opencasts that are operated by the Karagandaugol production organisation. The coals are of Carboniferous age, and about 60% of current output is of coking coal for use in the local metallurgical industry and for export to other CIS countries. Sulphur contents are low to medium (1.5-2.5%), but ash contents can be high, the ash often being hard and abrasive.
Capacities of individual mines range from 640,000 t/y to over 3 Mt/y. KaragandaugoJ's four largest underground mines each produce between 2 and 3 Mt/y, the next seven 1-2 Mt/y and the remainder less than 1 Mt/y (Walker, 1994d), and while traditionally much of the basin's output has come from mechanised underground operations, surface mining is increasing in importance.
Future development of underground resources in the basin will depend on the priorities of the Kazakhstan government, which is more likely to favour development of surface mineable resources in preference to underground.
Kazakhstan's exports of around 25 Mt/y, mainly to Russia, include metallurgical coals from Karaganda. Employment in the Karaganda basin is over 75,000.
N
t Pavlodar.
KAZAKHSTAN
~ Karaganda
• Zhezkhazgan
100 km ~_ Almaty. j
/' ...... ~-....,.,-___~~__~~ J.-- _ .._. "'"'
2.10 Witbank and Orange Free State Coal was first mined commercially in South Africa in KwaZulu Natal in 1865, although the importance of coal mining here has declined with time. Of current importance are the Free State coalfield, mainly supplying low-quality coal for power generation, the Highvelt coalfield, which supplies generally low-quality coal for liquid fuels manufacture and for power generation, and the Witbank coalfield. Reserves in the Waterberg coalfield, being mined to a lesser extent for metallurgical coal and power station fuel, are lower in quality than elsewhere, but are significant in terms of reserve volume.
The principal coal mining centre in Africa, the Witbank coalfield (see Figure 11) has been in production since the 1880s. Output in 1994 from the field was 182.3 Mt, of which 129.3 Mt were consumed in the domestic market, and 53 Mt were exported. Total South African production was 194.4 Mt, of which 138.9 Mt were used locally and 55.3 Mt were exported.
The coalfield contains Permian Gondwana coal measures that are typified by a simple structure and a few seams that can be traced over great distances. The coals contain low to medium sulphur contents, and medium to high ash; the ash can be refractory and the mineral matter is often closely intergrown with the coal. Over 95% of the resources are of bituminous thermal coals, with only minor occurrences of anthracite (mainly limited to KwaZulu Natal) and coking coals (KwaZulu Natal and Waterberg coalfields).
The South African coal mining industry is dominated by three major companies, Amcoal, Ingwe Coal (recently formed through the merger of Randcoal and Trans Natal Coal Corporation) and Sasol. Developments during the past 40 years were directed initially at supplying fuel for the domestic electricity market, and latterly at an increasing level of exports. Amcoal and Ingwe Coal supply both domestic and export markets, while SasoJ's synthetic liquid fuels operations may be supplemented by coal exports in the
\/----, I
'~®6 I ./ ' r i
,-__ I ~' ,...." Johannesburg. • (
G~ -/' I(V 4 "'-1 CD' @ ~
,'-.\
/ ) Durban\ ....-'
,
1\, ,.
'I I /\..-, '~ )",_...
o
N
t
200 km
4 Highveld 5 Eastern Transvaal 6 Waterberg
Figure 10 Karaganda basin Figure 11 The Orange Free State and Transvaal coalfields
21

100 km
Canberra.
,
NEW SOUTH WALES
Brisbane
.-. ~"'- ,,-"-./ __ J ~ JV
Modern deep mining: geology and potential markets
mining outside the main production centre.
N QUEENSLAND
t ~-------------I -----------------------------
1 2 3 4 5
QUEENSLAND
N
t
200km
I I,
,
, ,
I I ,
I .L ,
, I,
I
Coal basins: IBoweni • Broken Hill
, Surat MoretonI Styx
lJ_ Maryborough I
, \.,~ .....
I
\. [1] t\
'"" lJ\ .._r-""\ ......... _,
Melbourne VICTORIA
Coalfields: 1 Gunnedah 5 Southern
12 Hunter 6 Gloucester 13 Newcastle 7 Oaklands
~ Western L _
future. Relative productions in 1994-1995 were Amcoal 45.7 Mt, Ingwe Coal constituent companies 60.4 Mt and Sasol 42.0 Mt.
A total of over 50 mines are now in operation in the Orange Free State and Transvaal, of which around two thirds produce from underground (Minerals Bureau, 1993). The underground mines are generally at shallow depth, winning coal selectively from individual seams. Mining conditions are generally favourable, although in some areas resources are restricted by geological features.
The South African coal industry employs some 31,000 people (11,500 underground), there having been significant restructuring and reduction of over-manning since 1990. Increasing mechanisation is likely as labour costs rise in real terms and the country's traditional competitive advantages are reduced.
2.11 New South Wales The New South Wales coal sector is centred on four coalfields: Southern, Western, Hunter Valley and Newcastle (see Figure 12). Coal measures are Permian in age, and have formed the basis for mining for over 200 years. Both thermal and coking coals are produced, the latter forming the basis for the state's metallurgical industries. Substantial export capacity has been developed since the 1960s.
Saleable production from NSW mines was 84.0 Mt in 1993-94, generating sales of 55.4 Mt of thermal coal and 30.5 Mt of coking coal. Underground production represented 46% of the run-of-mine total of 101.96 Mt, and 49% of the saleable total. In
tenns of distribution, the Southern and Western coalfields contain the better coking coals. Sulphur contents are generally low, while ash contents are low to medium.
During 1994, 46 underground mines operated in the state. Principal producers include CRA and its subsidiaries (17% of the state's 1993-94 saleable output), Powercoal (formerly the State Electricity Commission) (11 %) and BHP and Oakbridge (10% each). A number of overseas companies have holdings in the state's coal industry, including Japanese firms such as Idemitsu Kosan, Mitsubishi and Marubeni, as well as Cyprus Amax and Peabody (United States), Shell, and RTZ (through CRA).
The state has a well-established infrastructure for transporting and handling export coal; total exports in 1993-94 were 57.3 Mt, of which most was destined for markets in the Far East. Total employment in the state's coal sector is 13,700, of which 4600 work in underground mines (NSWDMR, 1995).
2.12 Queensland Queensland's coal industry has largely been developed in the last 30 years, mainly in response to demand from the Far East market. Coking coal predominates in terms of both production and exports, although there is substantial potential for the further development of thermal coal resources (QCB, 1994).
The industry is based on the Permian coal measures of the Bowen Basin, which runs for some 550 km from Collinsville in the north to the NSW border (see Figure 13). The Maryborough, Surat, Moreton, Ipswich, Callide and Tarong basins also hold coal resources that have formed the basis for
Figure 13 Queensland coal basins Figure 12 New South Wales coalfields
22

---~._._---------------- ----
In contrast to NSW, the majority of Queensland's mines are opencuts, and only since the mid-1980s has underground mining been introduced to the Bowen Basin; longer-established underground mines operate in the Brisbane district and in other outlying basins. A key feature of the most recent mines to be commissioned has been investment in heavy-duty longwa]]s that have the potential for world-class productivities.
In 1993-94, Queensland's total coal production was 85.7 Mt, of which 71.4 Mt were exported, comprising 48.2 Mt of coking coal and 23.1 Mt of thermal coal. Of the total, 9.87 Mt were produced by underground mining, and of this, 7.98 Mt came from the highly productive central Bowen Basin district. The industry employed 10,600 in 1993-94, of which 2000 work in underground mining.
Principal amongst the companies operating mines in the state are BHP, Capricorn Coal Management (She]]), CRA and Mount Isa Mines. Overseas companies with interests in the Queensland coal sector include ARCO Coal (US), Mitsui, Idemitsu Kosan and Mitsubishi (Japan), Ruhrkohle (Germany), and Lucky Goldstar (Korea).
2.13 India In common with other countries with developing economies, India is faced with burgeoning energy demand that cannot be met from traditional sources. The country has aggressive plans for the development of its coal industry; while these currently focus on the opencast option, underground mining wi]] inevitably become increasingly important in the future.
Gondwana Permian coal resources are scattered widely across central and eastern India (see Figure 14). occurring in be Its that represent the remnan ts of much greater resources. The country's most significant deposits occur in the state of Bihar, in the Jharia and Raniganj coalfields. India has both coking and thermal coals that are typified by low sulphur contents and high contents of refractory ash.
Production in 1993-94 was 246 Mt. The state company, Coal India Ltd (CIL), accounted for 88% of this (216.1 Mt) through the operations of its various subsidiaries, the other major producers being Singareni Collieries Ltd (25.2 Mt) and Tata Iron & Steel Co (4.7 Mt). Long-term central planning envisages coal production to rise to 300 Mt by 1997 and 400 Mt by the turn of the century (Chowdhary, 1994).
Underground mining in India has traditiona]]y been centred on manual operations. Mechanisation has been introduced to a limited extent during the last 20 years. but in many cases has not met expectations (A]]en and Walduck, 1994). There is thus vast potential for investment in modem underground mining technology, as discussed further in Chapter 6.
The mining sector is a huge employer in India, CIL having some 660.000 employees (Pickup, 1994). Underground mining accounts for about 30% of total Indian production, but uses nearly 70% of the industry's labour force to do so.
Modern deep mining: geology and potential markets
2.14 China Despite the evidence of rapidly increasing output, China's coal sector remains enigmatic, with specific details still difficult to obtain. Coal provides 76% of the country's energy requirement, and projections of future demand suggest that 1993's output of 1140 Mt will have to more than double by the year 20 I0 if this is to be met (Daniel, 1994).
Coalfields extend over a substantial proportion of central China (see Figure 15). containing coals of Carboniferous, Permian and Jurassic age. Carboniferous coals are found mainly in eastern China, Permian coals in its eastern, south-central and southwestern regions, and Jurassic coals in the northern and central regions. Coal qualities range from subbituminous to anthracite, resources including both thermal and coking coals.
Control of the Chinese coal industry is split between state organisations, local governments, and collectives or private owners. In relative terms, the local government-controlled mines account for around 20% of production, with the state mines and the collective/private sector each producing a further 40%. Employment in the state-run coal industry is estimated at 3.5 million (Tse, 1995), with a further 3.5 million in local mines. Fully mechanised mines still account for less than half the country's total output, although over 7OC'!o in the state mines, and massive reductions are scheduled in the workforce in an attempt to reduce overmanning.
A key feature of China's vast coal resources is that only a relatively sma]] proportion (7%) can be surface mined; in consequence, if development plans for energy supply are to be met, there will have to be massive investment in underground coal production capacity. The availability of funding for this investment is open to question, and it is doubtful whether overseas companies, mindful of the previous experiences of others, will be interested in participating.
Unlike other Far East countries, China has to develop its coal resources to satisfy domestic energy requirements. A relatively low level of thermal and coking coal exports may be maintained, but may also be offset by imports to selected areas.
2.15 Other potential producers In addition to countries with established underground coal mining, there are a number of nations that have coal reserves that have yet to be developed to any great extent. Any or all of these may find cause to commence development within the next 10-20 years, plans depending both on domestic energy requirements and on potential for exports. Such countries include New Zealand, Brazil, Chile, Botswana and Mozambique.
New Zealand is ideally placed to serve the Far East market, and the Coal Corporation of NZ has announced development plans for a 500,000 t/y export mine on the west coast of South Island (Barker, 1994). Private sector companies are also evaluating export potential. Individual deposits are
23

Modern deep mining: geology and potential markets
N
t
1 Ranigan 8 Godavari Valley 2 Jharia 9 Wardha Valley 3 Singrauli 10 lb-River 4 North Karanpura 11 Sohagpur 5 Bokaro 12 Ramghar 6 South Karanpura 13 Korba 7 Talcher 14 Pencha-Kanhan-Twa
o 800 km Major Coalfields
LI 1
Figure 14 Principal Indian coalfields
relatively small in extent, which might preclude the investment needed for high-productivity systems.
Botswana has extensive coal resources, particularly in the Mmamambula and Morupule districts. There was extensive evaluation of the country's potential during the 1980s, but
distance from markets, the need to export through South Africa and the susceptibility of the coals to spontaneous combustion prevented any development at or since that time. Underground mining would be required for the Morupule deposit in particular.
24

Modern deep mining: geology and potential markets
N
t
Figure 15 Chinese coal basins
Mozambique has potential for development of its coal industry, particularly in the Tete district, and is ideally situated to benefit by establishing an export trade in thermal and metallurgical coal to the Far East. The Moatize deposits in Tete province are estimated to contain resources of some 2000 Mt. As one of the world's poorest countries, any such development, and the infrastructure required, would have to be aid-financed. Existing port facilities at Maputo in the south of the Mozambique are probably too far from the coalfields to warrant their use, and a new export terminal would be needed further north at Beira or Quelimane.
Nonetheless, international interest is increasing, with one company planning to recommence open pit production of metallurgical coal for the Japanese market by the end of 1995, and the government reported to be evaluating a $380
.,.-.~
L..( Z. CIS
( '* '$ 1.....'"\.
(2)
TAIWAN
o 200 km
L-J
million project to rebuild the railway from Tete through Sena to Beira (World Coal, 1995c; MJ, 1995b).
Brazil currently produces around 4.5 Mt/y of thermal coal; all of the country's metallurgical coal requirements are imported. There is potential for further development of coal resources as a means of import substitution.
Chile has one of the fastest-growing economies in Latin America and a rapidly increasing energy requirement. With hydrocarbons production falling and increasing dependence on imported energy, there may be potential for a re-evaluation of the country's coal sector. Bituminous coals occur in the central regions, although the fragmented nature of the deposits mitigates against the introduction of high-productivity mining systems.
25

Modern deep mining: geology and potential markets
2.16 Options for coal in the global energy market
During the period 1968 to 1990, world consumption of primary energy grew steadily, albeit with periods of stagnation from 1973 to 1975 and from 1980 to 1983 (BP, 1994). Growth in world demand has stalled since 1990, with declining demand in non-OECD Europe countering steady increases in developing countries. The importance of coal in satisfying total energy demand varies in different areas of the world, ranging in 1993 from around 47% in Asia and Australasia to about 5% in Latin America and 2% in the Middle East.
According to lEA, world demand for primary energy is expected to grow at an average annual rate of 2.1 %, principally in response to increasing economic growth (lEA, 1994). This average, however, covers a wide range of growth potential, with lower growth in demand in the existing industrialised countries being offset by higher growth rates in those with developing economies. Energy demand growth in the countries of the former Soviet Union is expected to remain relatively low, even by the standards of the existing industrialised countries, until such time as structural economic readjustments have begun to take effect.
As lEA notes, projecting global energy to 2010 involves considerable uncertainty, factors that are outside the realm of confident prediction including 'the geological potential of unexplored regions and technology developments'. To these could reasonably be added the geological potential of regions already known, but where development has been delayed for whatever reason, and where the introduction of appropriate technology could enhance productive potential.
Coal usage has developed in two stages that can largely be defined as domestic and international respectively (Williams, 1993). The first, domestic stage reached its zenith in the years just before the First World War, when coal supplied over 70% of the world's primary energy. The second stage commenced in the 1960s, initially with the international trading of metallurgical coal, and then steam coal as oil became relatively less competitive; this stage has yet to reach its peak.
The second stage of coal's development is also differentiated from the first by the predominant end use; by the early 1990s over 40% of the world's electricity was generated using coal as the fuel, and although this proportion may decrease to around 30% by 2020, increased energy demand over this period will result in correspondingly higher coal requirements. By 2030, the amount of electricity produced from coal may be double the current level in real terms.
The split between coal, oil, gas, nuclear, hydro and other energy sources will be fundamental to the coal industry's prospects. The World Energy Council echoes most views that fossil fuels will continue to provide the bulk of energy demand for the next few decades, but notes that substantial variations in the fuel mix are possible (WEC, 1993).
Economically mineable reserves of f,:oal (as opposed to geological resources) are currently estimated to be sufficient for over 230 years' output at current levels, while oil and gas account for less than 65 years' supply between them, given that both will be used simultaneously and not sequentially. Thus the longer-term future for satisfying energy demand lies with nuclear technology, which is still under development, and with coal.
lEA projects world solid fuel (principally coal) consumption to increase at an annual average rate of 2.1 % over the next 15 years, from 3250 Mtce in 1991 to 4800 Mtce in 201 O. At J.3%/y, growth in the OECD countries will be lower than that elsewhere, although coal's share in the electricity generating mix should be maintained. While coal consumption in the former Soviet bloc is expected to decline, that for the rest of the world may double during the review period, this increase being dominated by two markets in particular: China and Southeast Asia.
In terms of supply, lEA expects OECD coal output to increase by 0.6%/y up to the year 2000, and then at an annual average of 1.3%/y for the next five years. Much of the growth will be accounted for by mines in North America and Australia, where increased production will over-compensate for reductions in European OECD countries in particular. Outside the OECD countries, lEA notes that net import status is unlikely to change at a regional level during the period to 2010, although rising demand in Southeast Asia will give rise to increased coal imports, primarily from Australia and Indonesia. Coal production in China is assumed to increase substantially to match rising domestic demand, and South Africa should be able to consolidate its position as the leading non-OECD export supplier of thermal coal. Both Indonesia and Colombia have good potential for increasing output, while India also has aggressive coal development plans.
Not surprisingly, however, there is no clear consensus on actual tonnages of coal that will be required in the future, with considerable disparity even in the short term. It is not the purpose of this report to investigate different scenarios in detail, but rather to use some variations as examples of the levels of coal demand that could exist firstly over the next 15-20 years, and further into the future. This then provides a foundation from which to evaluate the potential for underground coal production within overall demand.
In its 1995 edition of World Energy Outlook, lEA presents two projection cases for energy demand to 2010, the 'capacity constraints' and 'energy savings' scenarios (lEA, 1995). World consumption of solid fuels (principally hard coal) is expected to increase at an average rate of 2%/y under capacity constraints, and 1.6%/y with energy savings. This translates into a projection of total hard coal demand of 4155 Mt in 2000 and 5287 Mt in 2010, with the largest increases in output coming from China, other Southeast Asian countries, Africa and Australia. Details of lEA's projections of production are shown in Table I.
26

Modern deep mining: geology and potential markets
Table 1 lEA projections for world hard coal production (Mt) in 2000 and 2010 (lEA, 1995)
Region 1992 2000 2010
OECD North America 861 1006 1126 OECD Europe 187 III 80 OECD Pacific 185 242 301 Central and Eastern Europe 156 150 153 Former Soviet Union 464 370 381 Africa 182 236 326 South and East Asia 325 465 715 China ] 138 1515 2100 Central and South America 33 55 103 Middle East 2 2 2
Totals 3532 4152 5287
2.17 Potential for underground coal production within this framework
Over the last 30 years, the proportion of hard coal produced by underground mining has fallen consistently, although the relationship in individual countries shows marked variation (see Table 2). The development of large-scale surface mines in the western United States, Canada, South Africa, Australia, Colombia, Indonesia, Kazakhstan and elsewhere helped to increase the total tonnage of hard coal mined dramatically, while causing the proportionate reduction in underground output.
However, this generalisation can mask the real, and in some cases substantial, increases in underground production that have been achieved during the period, as new mines have been constructed in Australia, the United States and even some European countries. In China, meanwhile, virtually all the country's capacity growth has been achieved through development of deep seams.
Table 2 Estimated proportion of underground output in selected countries (MAR, 1995a; lEA, 1995; Chadwick, 1995c; ICR, 1995a)
Country 1994 production, Underground Mt output, %
All the countries listed in Table 2 have significant underground production, and between them accounted for over 95% of world hard coal production in 1994. Of the remaining 5%, few countries are significant producers, the main exceptions being Colombia and Indonesia, neither of which has a well-developed underground sector. Of this 95% of world output, around 65% was mined from underground. It should be noted, however, that this proportion is heavily weighted by Chinese production, and if this is omitted, the proportion of hard coal won underground falls to around 45% of the total, which is probably a more realistic figure taken on a worldwide basis.
The next 15 years may well represent a watershed in mine development. While it is undeniable that surface mines will continue to supply the larger share of hard coal, particularly for export, there will be increasing opportunities for the commissioning of new underground mines as well, especially in areas where surface reserves have been mined to their economic limits. This is already beginning to occur in areas such as Queensland where, despite there being very large areas available that have surface mineable resources, producers have been maximising the utilisation of their reserves through the development of underground mines as extensions of their former opencuts. Coal remaining between the surface and deep mining areas often forms a justifiable target for highwall or auger mining.
This sequential development process will continue and will almost certainly accelerate in Australia, while in the United States, for example, the trend will be towards deeper mining as shallow reserves become increasingly depleted. Thus American mining companies will gradually be faced by similar types of mining conditions and problems to those experienced in Europe, China and parts of New South Wales.
From the point of view of mining technology, the tendency in more industrialised countries will be for new mines to be equipped with state-of-the art machinery and control systems that will assist in giving high unit productivities at the lowest possible operating cost. As in other areas of technology, there will also be a perceived requirement in countries that are still developing an industrial base for any mines there to be similarly equipped. However, whilst clearly desirable at first sight, this may not represent the most appropriate level of technology to be applied, and consideration must be made of existing social conditions and infrastructure before specifications can be produced for the best systems for individual circumstances.
2.18 Coalfields expected to host success'ful underground operations
Clearly, not all existing coalfields in which coal is won underground will be in a position to supply coal in the future within the projected energy supply and demand framework. In some areas, geological constraints will reduce the potential, in others the geographical location of the coalfields makes them less suitable as suppliers, and elsewhere infrastructure may be insufficient to support continuing
China United States India South Africa Australia Russia Poland Kazakhstan Ukraine Germany United Kingdom Canada Czech Republic Spain
1110 605 248 195 222 176 134 102 91 52 48 37 17 14
95 40 27 50 28 60 100 25 90 100 70 10 100 60
27

underground development. Thus, underground production is likely to be concentrated in those areas that have both long-term geological potential and a suitable geographical location to assure their continuity or future development.
Key areas for underground production will include Australia, the lower-sulphur deposits of the United States, some areas of the former Soviet Union, India, China and southern Africa. The question of state subsidies overhangs future large-scale European output. It is also unlikely that significant new underground capacity will be constructed in other parts of the world given the continuing availability of near-sUlt'ace resources in South America and Southeast Asia, and the presence of as-yet untapped resources in places such as Mozambique and Alaska, both of which are in excellent positions geographically to enter the world coal trade but which do not yet have an infrastructure capable of supporting large-scale production.
In terms of major future market growth coming principally from southern and eastern Asia, it appears likely that this region and its suppliers will be the key areas in which new underground capacity will be constructed over the coming 15-20 years. In both Australia and India, depleted surface resources will have to be replaced by underground capacity, and there is the clear opportunity for smaller producers such as New Zealand to find niche markets for renewed underground production. Geological conditions will become more difficult, particularly in Australia. South Africa should remain as a consistent supplier to the region, although its uncertain geology will preclude the use of world-class productivity mining methods and changes in social conditions may increase operating costs markedly above those to which current producers are accustomed.
In the United States, the future for underground production of higher-sulphur coals from the Illinois and Ohio coalfields
wiJ] depend largely on the ability of existing utility consumers either to blend to achieve compliance fuels or on the widespread adoption of new desulphurisation processes. Production from the Appalachian coalfields is also likely to migrate progressively further south as lower-sulphur resources become depleted, a move that will require deeper mining than before, and will present new challenges in relation to strata control in particular. Similarly, underground operations in the western United States are also likely to encounter more difficult working conditions, low-sulphur coal resources remaining the rationale for continued underground production.
The future for underground coal mining in Europe and the former Soviet Union will be closely influenced by the rate of political and economic change, in moves towards closer European union in the west of the region and away from central planning in the east. The coal industries of Poland, Ukraine, Russia and Kazakhstan are prime candidates for rehabilitation, but the pace at which this can proceed is governed by higher political and economic considerations. Similarly, while most projections anticipate greatly increased Chinese coal production, this will only occur if there is adequate financing available for the construction both of new mines and the transport infrastructure needed to service them, and if permitted under the post-Deng political scene.
What can be reasonably assured is that for the foreseeable future underground coal mining will continue to make an important contribution to satisfying world energy demand. In order for its role to be optimised, however, there will have to be substantially greater international cooperation in terms of technological development and industrial management, with a clear perception of the application of mining systems that are appropriate to conditions that apply in different parts of the world.
28

3 Current deep mining technology and future developments
This chapter contains a description of current underground mining technology, addressing both coal-winning techniques and ancillary technology such as driveage, transport, ventilation, ground control and communications. This is complemented by a review of expert opinion sought from mining companies, government agencies and equipment manufacturers on future trends in technology and methods in various international coalfields, and any constraints that may apply to their introduction.
3.1 Technological development Underground mining technology has developed historically along two parallel paths that largely retlect geographical and geological differences between European coal mining countries and those elsewhere. Common to both philosophies since the 1940s has been the requirement for a reduction of underground labour, improved safety and working conditions, and reduced production costs.
The two principal systems are longwall and room-and-pillar (bord and pillar, or pillar and stall) mining. Longwall extraction is believed to have originated in England in the late 17th Century (USBM, 1968), while pillar and stall mining certainly predates this. Each has spawned a number of variations, to which may be added less conventional extraction systems such as hydraulic and highwall mining. While only of importance on a very localised basis, these can form a viable alternative to the main methods in appropriate circumstances. Mechanised longwall mining (see Figure 16) can achieve higher coal recovery than can room-and-pillar (sec Figure 17) on its own, although recoveries here can be improved through the use of second-phase pillar mining techniques.
Traditionally, European producers were at the forefront of longwall mining technology, which was subsequently transferred to the United States, Australia, Canada, South Africa, India and China with greater or lesser degrees of
success. In contrast, geological conditions and the structure of the industry in the United States favoured the development of room-and-pillar mining, which also found widespread acceptance in Australia, South Africa and elsewhere.
Increasing working depths in Europe and the resulting need to leave larger pillars led to the adoption of longwall mining there. This initially used manual methods and was based on an advancing system as a natural progression from room-and-pillar mining, a practice that continued as greater levels of mechanisation were introduced despite recognition of the advantages of retreat 10ngwaIJing. In countries such as the United States and Australia, where longwalling was adopted more recently, mechanised retreat mining has been used from the start, demonstrating the production potential of the system given the right equipment and operating philosophy.
Further development has enhanced the productivity potential of each branch of underground mining technology. The early longwalls, based on labour-intensive hewing and loading, were replaced firstly by mechanisation and latterly by heavy-duty, high-productivity systems that feature a significant level of automation. Similarly, variations on the basic room-and-pilJar mining methods have been developed to suit local conditions, and the initial stage of a drilling-blasting-supporting-Ioading cycle, still largely manual, has been replaced by mechanised, albeit 'conventional' systems and by the use of continuous miners.
There has also been a significant level of technology exchange between the two systems. Hydraulic supports (see
Figure 33), developed for longwall faces, are now used in conjunction with continuous miners (see Figures 18 and 19) in shortwall extraction (see Section 3.5.1) and in mobile breaker-line support systems (see Section 3.3.5), while continuous miners have been introduced into the longwall mining system, predominantly as the most effective means available of maintaining the development advances required to keep pace with modern longwall production capabilities.
29

Current deep mining technology and future developments
Gate roads
Stage loader
Gate end
Brattice to control ventilation
Pillar
Longwall shearer (Works back and forth across coal face)
Figure 16 Schematic of a longwall section, typical of retreat mining in the United States and Australia (after lEA, 1995) The longwall face is retreated towards the main haulages, the gateroads at either end of the face no longer being required behind the face line apart from for ventilation. Services and conveyors are shortened progressively as the face retreats.
Continuous Roof bolter Coal pillar
."i~.. ------- Panel conveyor
Feeder-breaker
miner
Shuttle cars
Figure 17 Schematic of a mechanised room-and-pillar operation A five-entry production panel equipped with a continuous miner, two shuttle cars and a roofbolting rig. The shuttle cars transport cut coal from the miner to the central tip into the feeder-breaker, which is moved forward regularly to minimise the transport distance from the faces. Mining and roof bolting are sequential operations, the miner completing the maximum allowable depth of cut in one heading before moving to the next
30

------------ ----------------------------------
Current deep mining technology and future developments
The choice of system for a specific application is largely dependent on two factors; the geological conditions applicable and the level of investment that is available. As a generalisation, and ignoring geological constraints, longwall installations are markedly more costly to install than a room-and-pillar operation of comparable capacity. The longwall is also less flexible, but has the significant advantages of better resource utilisation and the potential for unbeatable labour and unit productivity. Conversely, room-and-pillar mining can be established at lower cost and is more flexible; productivities can be high and although individual capacities arc limited, this too may be an advantage in certain market conditions (see Table 3). From the technical viewpoint, both systems require a high level of support in terms of maintenance and the availability of spares, but the effects of non-availability are much more critical in the case of longwall installations.
Economic considerations play an important role in longwall decisions (Chadwick, 1992). In the United States, 'companies will only choose longwall mining if they have a large enough lease for a long enough period. Marketing is also important, requiring long-term sales contracts for the high investment needed'.
While longwall technology was developed initially in Europe, current advances arc being led by mines in the United States and in Australia. This is largely a reflection on the favourable geological conditions there, with thick regular seams that permit the introduction of longwall mining on a scale not achievable elsewhere. As a measure of the increase in face size, in 1980 the average face length in the 89 longwalls then operating in the United States was 150 m; by 1990 it had increased to 215 mover 96 installations, and in 1993 the average face length was 227 mover 81 longwalls. Several companies are reported to be planning faces of over 335 m in length (Merritt, 1991, 1992, 1993, 1994; Merritt and Fiscor, 1995).
In conjunction with this increase in face length has been a concomitant increase in panel length. In 1980 the longest panels were 2130 m; in 1994 panel lengths of over 2400 m were common in the United States and the current maximum panel length planned is reportedly 6700 m (Merritt and Fiscor, 1995). By means of comparison, average face lengths in other major longwalling countries are shown in Table 4.
Given the restrictions imposed on room-and-pillar mining in terms of initial recovery, much of the recent development of the system has centred around technological and management enhancements. Systems have thus become more productive through increased machine power, improved coal handling and transport, and more effective roof support systems, for example, while the use of remote controls has permitted machines to continue to operate in conditions where legal constraints apply to personnel access.
In appropriate circumstances, similar productivities can be achieved in both main systems; the difference is that individual continuous miners have lower outputs than longwalls, and in consequence more room-and-pillar sections will be required to produce an equivalent amount. Sample
Table 3 Comparison of output and capital costs for different mining methods (Chadwick, 1992)
-----
Longwall Mini-wall Continuous miner
Daily production, t Face manning Face output/man-shift, t Annual output, t Capital cost, M$
6500 38 171 1,500,000 13.6
3800 32 118 850.000 5.4
1200 32 38 300,000 2.0
Table 4 Typical longwall face lengths, by country
Country Face length, m
Australia 200-250 China* 104 Germany* 270 Poland 170-300 United Kingdom 150-300 United States* 227
* 1993 average
Table 5 Selected labour productivities, longwall mines
Region Mine Productivity*
Eastern US Enlow Fork, PA 25100 Eastern US Mountaineer, WV 19500 Western US Foidal Creek, CO 16000 Queensland German Creek Central 11300", New South Wales Ulan 12860", South Africa New Denmark 6500 Poland Borynia 400
* run-of-mine tonnes/man-year, all employees j- underground employees only
Table 6 Selected labour productivities, room-and-pillar mines
Region Mine Productivity*
Eastern US Pegasus, KY 23900
Eastern US Daniel's Branch No.1, WV 21700
NSW, Australia Myuna 5200 NSW, Australia Canyon 11800 South Africa Middelbult 5300 South Africa Khutala 5900
* run-of-mine tonnes/man-year, all employees
labour produetivities achieved in the United States and in other countries arc shown in Tables 5 and 6.
It is important to note that underground methods arc used not only for mining bituminous coals but also, in appropriate circumstances, for lower rank fuels such as lignites. Thus France, Turkey and Slovenia, for example, all have underground lignite operations that require the high production potential of longwall systems for them to be
viable.
31

Current deep mining technology and future developments
3.2 Current technology With the contraction of underground mining in the 'traditional' longwall heartland of western Europe, changes have also been forced on equipment manufacturers. The process of rationalisation of the equipment supply industry, which began in earnest in the 1980s, has continued in the early 1990s to the extent that, through amalgamation, Britain and Germany now have one principal supplier each of longwall face supports and coal cutter-loaders. France maintains an independent face technology supply sector, as does Poland. Russia and China both host domestic manufacturing capabilities, but Japan has virtually quit the market as its own coal industry has declined. The principal face support suppliers in Australia, South Africa and the United States are subsidiaries of the British company, Longwall International (now part of the American Harnischfeger group), and British and German companies have a substantial share of the coal cutter market in these countries.
There has also been rationalisation in manufacturers of continuous miner technology, predominantly American, although the number of competing companies has remained fairly constant: it is corporate ownership that has changed through mergers and takeovers. TIle same applies to manufacturers of backup equipment for continuous miners shuttle cars and roofbolters, for example - with consolidation of manufacturing capacity in a reduced number of firms that offer a greater range of machinery.
3.3 Room-and-pillar mining Modern mechanised room-and-pillar operations are a direct descendent from the oldest method of underground co~!l
extraction, in which roadways are mined leaving pillars of coal behind to support the roof. The method is applicable at all scales of operation from manual to mechanised, and is still widely used throughout the world as the basis of underground production from subsistence level upwards. Its principal advantage is one of safety, in that security of the roof is maintained by solid coal support, while the major disadvantage of the system, being the incentive that led to the development of longwalling, is its inability to recover more than about 60% of the in situ coal reserve without pillar recovery, and often considerably less.
TI1e system's other significant advantage is flexibility. It can be used in seams of less than I m in thickness, and in scams of up to 6 m. It does not require large panel sizes to make extraction economic. Unlike a longwall, it can be turned 'on and off' as market conditions dictate and, with the correct equipment selection, can provide selective extraction of a variety of coal products from one mine.
3.3.1 Mining methods
Aside from the most basic pick and shovel extraction, room-and-pillar mining encompasses two basic techniques: conventional and continuous mining. Mechanisation has to all intents and purposes superseded conventional mining in the Western world, although it is still practised in areas that
32
employ a lower level of technology. Both systems maintain a regular grid pattern of roadways and pillars; it is the technique of roadway driveage that differs (Biron and Giiney, 1994).
Conventional room-and-pillar mining relies on a cyclic operation that involves undercutting, drilling, blasting, loading and support. Undercutting produces a slot across the bottom of the face that forms the 'free face' for subsequent blasting. Drilling is carried out either using hand-held drills or a stand-alone jumbo equipped with one or more boom-mounted drills. The broken coal is loaded out with machines such as gathering-arm loaders or load-haul-dumps into shuttle cars or directly on to belt conveyors, and roof support is installed, again with the choice of hand-held or mechanised equipment.
The conventional system is most appropriate where there is a large pool of available labour, and can be adapted to make most parts of the cycle as labour-intensive as is required. Thus manual labour can still be employed for drilling, loading and coal transport if this is of social benefit, albeit at the expense of both personal and unit productivity.
Market forces, however, normally dictate the need for high efficiency and low production costs, and this has led to the widespread mechanisation of room-and-pillar mining through the development of continuous miner-based extraction technology. Here, all coal cutting (and an increasing proportion of roof support) functions are performed by drum-type mining machines, with direct loading into shuttle cars or on to continuous haulage systems for rapid and effective removal of the cut coal. In very hard coal, or where the face consists of mixed coal and rock. drum-type miners may not be effective and the use of boom-type roadheaders may be more appropriate. However, their use is confined to a small proportion of the total amount of coal produced by mechanical mining techniques. Small crews of operators can produce large tonnages, and although the capacity of individual production units is limited, 'productivity with continuous miners is increasing at a faster rate than in longwall mines. Continuing technical improvements, better mining layouts and larger horsepower equipment will continue this trend.' (Blaiklock, 1992b).
A typical continuous miner section will consist of one miner working in up to seven, eight or nine parallel advancing headings, normally three shuttle cars to transfer the cut coal to the section belt conveyor, a separate roofbolting unit, and some form of vehicle for cleaning up the floor of each heading after mining has been completed. Cut coal will be transported a maximum of 60-70 m from the miner to a feeder-breaker in which the run-of-mine coal is crushed to a suitable size (normally <150 mm) before entering the belt conveyor network.
3.3.2 Coal cutting
Room-and-pillar mining accounts for 40% of coal produced underground in Australia, over 60% in the United States, and more than 90% in South Africa. In Australia and the US, continuous miner operations account for virtually all of this,

Current deep mining technology and future developments
while in South Africa the proportion of room-and-pillar coal produced by continuous miners has been increasing steadily as mines hav~ shed labour and new fully mechanised production sections have been commissioned (World Coal, 1993).
The key to this dominance has been the continuing development over many years of continuous miner technology. Manufacturers now offer machines that can operate in seams as thin as 0.75 m or as thick as 5 m. Installed power has been increased and cutter designs improved such that continuous miners can now handle rock and coal of compressive strength that formerly would have required a roadheader to cut.
Mounted on a crawler carriage, continuous miners consist of three basic elements: a cutter head, loading system beneath and a chain-flight conveyor and loadout jib. Typical weights range from around 50 t for a low-seam machine such as Indresco Jeffrey's 1024 to over 110 t for high-seam bolter-miners of which the Voest-Alpine ABM 30 is an example (see Figures 18 and 19). Cutter head widths can be as narrow as 3.3 m (used in two-pass mining for longwall gateroad development) to over 6 m for single-pass extraction. An accelerating trend has been the
Figure 18 Low-seam continuous miner (photograph courtesy of Long-Airdox)
Typical of continuous miners used in low-seam room-andpillar operations in the United States.
Figure 19 Combined bolter-miner (photograph courtesy of Anderson Group, now Long Airdox)
Used in thicker seams, combined bolter-miners are finding increasing application in longwall gateroad development around the world. Some remain sequential in operation, while others can be used to mine and bolt concurrently.
incorporation of roof and/or rib bolting equipment on the miner, so combining the functions of what were previously two machines and ensuring that support can be installed as close as possible to the advancing face.
A transverse cutting drum is the usual arrangement, as fitted to machines supplied by all the principal manufacturers. A mining cycle consists of sumping the drum into the top of the roadway face to its full depth, then shearing the face in a downwards sweep to utilise gravity forces for cutting and loading. The final step is to clean any cusps from the floor and roof before the next cutting cycle commences. Fairchild adopts a different approach in its F-410 thin-seam miner (see
Figure 20), which uses twin auger-type drums to sump into the face and then shear across it; this concept has been taken a stage further by Joy Mining Machinery in its experimental sump-shearer machine for longwall gateroad development.
Figure 20 Fairchild auger-type miner (photograph courtesy of Fairchild International)
Designed specifically for selective mining in low-seam room-and-pillar operations, in conjunction with shuttle cars or continuous haulage systems.
3.3.3 Coal transport
The term 'continuous miner', adopted to distinguish the system from its conventional predecessors, is to some extent a misnomer, since mining can only be truly continuous under good geological conditions in which immediate roof support is minimal, there are no constraints on the distance of advance, and there is some system in place that is capable of handling all the coal cut by the miner as it is cut. This last factor normally dictates the degree of continuity that may be possible in a continuous miner operation, and is one that continues to exercise the imagination of mining companies and manufacturers alike. Transport between the miner and the section belt normally represents only a small proportion of the transport requirement from face to surface, yet takes a disproportionate amount of time and costs.
By far the largest proportion of coal produced in room-and-pillar operations is still handled by some form of shuttle car (see Figure 21), for which there is a trade-off between flexibility and capacity per cycle. Shuttle cars are available with electric or diesel drive, the former supplied by either trailing cables or battery units. Capacities range from less than 5 t for very low-seam machines to over 20 t
33

Current deep mining technology and future developments
Figure 21 Electric-powered shuttle car (photograph courtesy of Joy Mining Machinery)
The most commonly used type of shuttle car, this is powered by mains electricity supplied through a trailing umbilicle cable. Other designs use batteries or diesel engine power.
for those used in high-seam operations. In low-height situations, the working relationship between the operators of the miner and the shuttle car becomes a factor critical to the success of the operation, requiring careful coordination between the two units in order to optimise the load on the shuttle car.
That the need to manoeuvre a number of shuttle cars behind a miner introduces a cyclic element into the continuous mining system has led to the development of a variety of continuous haulage systems in an effort to overcome the delays so incurred to the production process. A clear distinction can be drawn between thin- and thick-seam operations, in that the initial requirement for continuous haulage came from the low-seam operators, faced with the constraiIY$ of low-capacity shuttle cars and their difficulties in carrying optimum loads.
Two basic variants of continuous haulage system have been introduced, one involving the use of overlapping bridge-type conveyors to join the loading jib of the miner to the section belt conveyor (see Figure 22), and the other involving some sort of flexible structure to carry a transfer belt. Examples are Fairchild's Haul-Mark system and Joy Mining Machinery's
Figure 22 Continuous haulage system (photograph courtesy of Long-Airdox)
A bridge-type continuous haulage system set out on the surface. In a development end, coal is fed into the hopper in the foreground, and is then conveyed from unit to unit to the discharge point on to the panel belt conveyor.
Flexible Conveyor Train respectively (Hill, 1995). The transition from the use of such systems in low-seam conditions to thicker seams has brought problems of surge capacity in view of the capability of thick-seam continuous miners to produce coal at rates of 20 tlminute or more, in contrast to the low-seam miner's output of around 5 tlminute. Attempting to match existing haulage systems with high-seam miners has brought problems of flooding and spillage that manufacturers are still in the process of addressing, and the time needed to move continuous haulage systems as mining progresses from heading to heading is a further constraint to the more widespread adoption of this technology.
Surge cars can provide an alternative approach to maintaining high cutting rates without the loss of flexibility that can result from using a continuous haulage system. Although not a new concept, this has recently been the subject of renewed interest. A surge car placed behind the continuous miner provides storage capacity between shuttle car trips, giving the potential for more continuous cutting and faster development rates. A further advantage is the slight reduction in the travelling distance on each shuttle car cycle (Alley, 1995).
3.3.4 Roof support
Primary support in room-and-pillar mining is provided by the pillars themselves, with secondary systems such as roofbolts or cable bolts being used to secure the roofs of the roadways. Correct pillar design is of critical importance to the success of a room-and-pillar operation, both through the provision of adequate load-bearing capacity and in the geometry of the roadway network, a factor that has gained increasing importance with the introduction of continuous haulage systems.
A strong roof is essential for room-and-pillar mining to be successful, otherwise too much of the production cycle is taken up with the installation of support. Statutory requirements for support installation within a certain distance from the face vary from country to country, and in some cases are a matter for the individual mine operator to specify depending on current roof conditions. The advantages in terms of production and productivity of being able to advance further under unsupported roof than is permissible by law have led to the widespread adoption of remote control systems for continuous miners, allowing the operator to remain in a secured area while the machine advances beneath unsupported roof.
Roofbolting is the mQst widely used form of roof support, often in conjunction with. steel straps or mesh (see
Figure 23). Thin seam operations have an inherent constraint on the length of roofbolt that can be installed in view of the distance between roof and floor; thick seam mines, conversely, can use any length of bolt but are constrained by the physical reach capabilities of existing drill rigs. Thus room-and-pillar mines in South Africa are restricted to extracting a maximum of about 4.5 m of coal in one pass, although seam thicknesses can reach 6-7 m, and it is only recently that roofbolt rigs capable of reaching this height have been introduced (Walker, 1995a).
34

Figure 23 Roofbolts and mesh (photograph courtesy of Joy Mining Machinery)
In addition to the roofbolts and mesh supporting the roof, the seam ribs are supported with bolts and steel straps (right).
The most common rootbolting system involves the installation of a steel bar which is held in place either by a mechanical expansion shell at the end of the hole or by a column of resin or cement grout in the annulus between bolt and hole. Tension applied to the bolt end is transmitted to the surrounding rock, strengthening it and helping to maintain a self-supporting arch across the roadway. Bolt lengths are typically from 1 m to 2.4 m, depending on the roadway height and the roof geology.
Two different approaches are increasingly being adopted to installing roof and rib support, in which either separate mining and bolting machines are used sequentially or a combined unit is employed in which both functions can be carried out more or less simultaneously. 'Place-changing' using separate machines in a multi-entry system can be highly productive but requires close scheduling. Advances of up to 90 m1shift have been achieved in place-changing operations in American room-and-pillar mines, compared to around half this for bolter-miners (Chadwick, 1994b).
The use of cable bolting, in which steel cables up to 6-8 m long are installed into the roof, is receiving increasing interest, as is the use of tensioned roof trusses that combine the benefits of cable anchors with compressive support on the immediate roof surface. While such systems are more expensive to install than conventional rootbolts, long-term costs may be reduced, especially in areas of poor roof conditions where roadways are designed for a long life (O'Grady and others, 1994; Scott, 1995).
3.3.5 Pillar recovery
The only way in which recovery ratios can be improved in room-and-pillar mining is through pillar extraction. Typically this involves the completion of primary
Current deep mining technology and future developments
development with the subsequent mining of the pillars left in the first stage on retreat towards the shaft or section entrance. Undertaken in a carefully planned manner, pillar recovery can lead to the safe and cost-effective recovery of over 90% of the in situ reserve. The disadvantage of the system, which often precludes its implementation, is the surface subsidence that results; in thick seams, this could be substantial and might lead to unacceptable liabilities with surface land-owners.
Conventional pillar recovery techniques have used timber cribs and props to provide temporary support to the area while mining takes place. These supports are gradually overwhelmed as caving progresses in a controlled manner. The concept of installing 'breaker-line' supports (either timber or roofbolts) up to and against which roof caving could take place came with the development in Australia of the Wongawilli - or lift and fender - mining system, in which successive slices are robbed from pillars behind the protection of this type of support (Roy, 1993).
The need for faster extraction with less exposure of the workforce to potentially unsound roof brought further mechanisation in the form of mobile breaker-line supports, which incorporate a chock-type hydraulic support on a remotely controlled crawler-mounted chassis (Fletcher, 1995). This equipment is finding increasing application in Australia and the United States, not only in room-and-pillar mines but also in longwall operations during face equipment recovery (Grimm, 1995).
3.4 Longwall mining technology Until the 1950s, longwall mining still relied extensively on manual labour. Some longwall plough faces were introduced in Germany during the 1940s, while elsewhere mechanisation was introduced initially using machines for undercutting the coal face before blasting down the upper parts of the seam. Coal loading and roof support were still manual operations, however, and coal transport along and away from the face was either in tubs or on narrow belt conveyors.
Trials of the first highly mechanised longwall systems in the United States were undertaken in 1954 (Thimons and others, 1994), a country that had not previously adopted such 'European' coal mining practice. Since then, several generations of longwall technology have been developed, each with increasing sophistication and capabilities. Modern high-capacity face sets have the potential for high levels of automation and need a greatly reduced labour force.
Early mechanised longwalls took essentially the same layout and direction as their manually operated predecessors, but with increasing use of machines for coal cutting and transport, and for roof support. The advancing face was still predominant, particularly in Europe, while development of retreating face systems became the norm in countries such as the United States and Australia (Biron and Giiney, 1994). Since the 1980s, retreating faces have become almost universally adopted, offering significant advantages in terms of roadway support and ventilation, but requiring roadway development rates to be maintained significantly in advance
35

•• • •• •• • •
• • •••••• •• •••• ••••
• • •• • •• • •••••••••••••••••••• • •
Current deep mining technology and future developments
Face salvage line Ventilation bleeder entries
+---- Goal
Face starting
line ----..... ••••• ••• Main haulages
• • • • • • • • • • • - and :oc~~~~ _
Figure 24 Schematic layout for advancing longwall (after Biron and GOney, 1994)
Single entry gateroads are developed slightly ahead of the advancing longwall face. This has the disadvantage that the gateroads must be maintained during the life of the panel, and that the goaf must be sealed along both gateroads to ensure that ventilation does not short-circuit or promote spontaneous combustion.
of the operating face in order to have reserves of coal blocked out in preparation for the next face move (see
Figures 16,24 and 25). The equipment involved in a typical longwall installation is shown in Figure 26.
Whereas in the past it was common practice in Europe at least for individual mines to have several longwalls in operation simultaneously, recent trends have been towards the single-face mine, with concentration of production capacity in one, or at most two, heavy-duty faces. Such practice is normal in the United States and Australia, although multi-face mines still operate in Poland, Germany, the countries of the former Soviet Union and China. The reasons for this are varied, but multi-face working has been retained in Germany, for example, because conditions are not suitable for single-face production. Optimisation of multi-face mining is thus essential in this situation.
Advantages of single-face operations include a reduction in infrastructural requirements, but reliance on one production unit means that geological risk, equipment availability, roadway development and the time taken to move between faces become increasingly critical in economic terms. Furthermore, unless such a mine can achieve high production from the face, it will not be able to support its infrastructure
Face starting----... line •
=-:.=---- Goal
Multi-entry ------.•• • • ..-- Multi-entry gateroads •• • • gateroads
Face salvage • • • • line ----... • • • • • • • • •• Main haulages
• •••••••• ••- and :oc~;~ft _....-....
Figure 25 Schematic layout for retreating longwall (after Biron and GOney, 1994)
Multi-entry gateroads are developed from the main, or spine haulages, the development on all sides of the panel being completed before longwall production can commence.
costs. A simulated example of the production potential of a single face longwall operation is shown in Table 7.
3.4.1 Development
In this context, 'development' refers to the process of mining underground roadways in order to access blocks of coal for subsequent longwalling. As such, it is a critical area of the production process and any imbalance in the relationship between the rates of development and longwall production can have severe economic implications for an underground operation.
While aiming at the same end result, fundamentally different development techniques have evolved in various parts of the world, largely as a result of tradition or of a desire to achieve more productive returns from all stages of the mining process. Seam depth also has a major constraining affect on the technical options available, although such constraints are gradually being overcome. Perhaps of greater long-term significance will be statutory restrictions on the adoption of new techniques, and in some parts of the world, perceptions of health and safety issues that are entrenched in previous practices.
36

Current deep mining technology and future developments
Figure 26 Longwall installation on sUrface, Australia (photograph courtesy of Joy Mining Machinery and Springvale Coal) Only a section of the longwall face supports and the armoured face conveyor has been used in this trial installation. The double-drum shearer is set up on the armoured face conveyor, itself lying in front of the face supports. Running at right angles to the 'face' line, the pantechnicon contains the switchgear and hydraulic pumps needed to operate the face equipment, while behind this is the stageloader. Both the pantechnicon and the stageloader would be located in the gate roads when the equipment is installed underground.
Table 7 Longwall 2005, simulated production potential of a single face longwall operation (Weisdack and Wolf, 1995)
Number of units
Unit shifts per day
Operating days per year
Tonnes per unit shift
Advance per unit shift
Development Longwall Annual run-of-mine production, t Development Longwall
1,270,000 4,900,000
2 2
(21 %) (79%)
288 270
2270 9070
140 m 14 m
Total 6,170,000
One fundamental difference between development practices in the long-established longwalling coalfields of Europe and those in North America, Australia and South Africa is in the position of roadways in relation to the seam to be extracted. Traditional European practice has been to drive roadways in waste rock (continental Europe) or mixed coal and waste (the United Kingdom) (see Figure 27). The use of drill-and-blast mining methods was replaced in most instances by the introduction of roadheaders (see Figure 28), excavation machines capable of cutting the mudstones, sandstones and shales that are typically much harder than coal.
The implications of this approach are far-reaching, and include:
the need to remove large quantities of waste rock, usually to the surface; the need to install and maintain comprehensive support systems; and a reduction in any coal output, and hence cash-flow from the development process.
Stone driveage also has the disadvantage of being expensive to undertake in terms of energy input and consumab1es such
37

Current deep mining technology and future developments
passive support provided by steel arches and timber packing
!t!1~lliiEI~IIIII'i~IIIII;;iIL-laminated, weak :>" roof strata
coal seam
Figure 27 Section showing single-entry, mixed face development (after Boyd, 1993) Headings are developed in both coal and the overlying waste rock which, in the example shown, would be relatively easy to cut. However, support requires heavy timbering or steel arches that must be maintained during the life of the roadway.
better utilisation of the high-productivity longwall units that are seen as the key to low-cost underground coal mining.
A further radical difference between practice in North America, in particular, and elsewhere is in the number of roadways that are required to service each longwall panel. This clearly has a significant impact on the length of roadways that must be mined before a panel can be brought into production, and hence on costs.
This difference is not, however, just a question of traditional practice versus modem concepts; both depth and statutory requirements are major factors here. European mines are typically much deeper (600-900 m in the United Kingdom) than their North American counterparts (90-180 m), although there are exceptions, while British, German and Polish mining law imposes restrictions on development practices
Figure 28 Roadheader (photograph courtesy of Voest-Alpine) that are not applicable in the North American context (White Roadheaders are used where development must be mined in and Hess, 1995).waste rock or where the coal is too hard for drum-type
continuous miners to operate effectively. Longwall roadway development practice in the United States
as machine picks, as well as in the amount of labour required derived from the use of continuous miners in room-and-pillar to transport and install traditional support systems. operations, which invariably involve a multi-entry system of
mining. Such practice has spilled over into longwall In an effort to overcome disadvantages such as these, mining development both in terms of industry acceptance and companies in the United States and Australia in particular statutory safety requirements such that longwall gateroads are have progressed roadway development technology in a typically driven using a three-entry system (see Figure 30). A completely different direction. Roadheaders are reserved for few mines use two-entry gateroads; however, industry the exceptional rather than for working in normal mining sources suggest that for safety considerations further conditions, and continuous miners are almost exclusively regulatory approvals for this method of access are likely only used in thicker seams to mine in-seam roadways (see in exceptional circumstances. Figure 29) that both produce a cash-flow and, in appropriate geological conditions, require markedly less support. A comparison of six mines operated by Cyprus Amax in the Development can thus proceed much faster, so permitting United States indicates some of the factors that may influence
active support prOVided by roofbolts or cable bolts
",'- :.:;:.- ..
massive, strong roof strata
Yi coal seam
:-=-=-:-:-:-:-:-:-:-:-=-:-=-:-=-=-:-=-=-=-:-=-:-:~-=-=-:-:-:-:-:-:-::-::-:-:-::-:-:-:-:-:-:
Figure 29 Section showing in-seam, multi-entry development (after Boyd, 1993) The full seam section is mined. with roofbolt and strap support in the roof and ribs.
38

Current deep mining technology and future developments
Secondary escapeway
Conveyor road
o I
Figure 30 Three-entry longwaJl gateroad Benefits of this type of layout include the provision of an additional escape route and the separation of roadways for coal
50m
I
transport, personnel and supplies.
the choice of the optimum number of entries used in in-seam gateroad development (Hart, 1994). The Shoshone mine in Wyoming uses a two-entry system because of potential spontaneous combustion and geological problems; Plateau (Utah) has a two-entry system for the same reasons, having reduced roof-fall incidence from 25% of development distance to 1% with a change from a four-entry to a two-entry system. Empire and Twentymile in Colorado both use three-entry gateroad development on ventilation criteria, as does Cumberland (Pennsylvania), while neighbouring Emerald uses a four-entry system. Seam thicknesses are 3.2 m, 2.4 m, 2.9 m, 2.4 m, 1.8 m and 1.8 m respectively, and roof conditions vary from thick, incompetent mudstone at Shoshone through mixed limestones and claystones at Cumberland and Emerald to competent sandstones at Twentymile.
By contrast, Australian longwall mines invariably use a two-entry gateroad system. By European standards, seam depths (either in terms of true depth or the amount of cover above a seam, as in mountainous topography) are not excessive (the deepest mines in New South Wales are at around 500 m), and the continuing and well-documented struggle of many Australian mines to maintain development ahead of longwall requirements dictates that the minimum number of gateroads, concomitant with safety, must be used.
Traditional British practice, on the other hand, has been to drive a single gateroad for each end of the longwall face. Both stone and coal are produced together, and driveage rates are slow on account of the degree of support required. The system was adopted as being a way of maximising development with the minimum amount of effort (Boyd, 1993), although maintenance of development targets was still problematic at that time. The introduction of continuous miner-driven, multi-entry systems is now being adopted where practicable.
3.4.2 Longwall development techniques
The world's most productive longwall mines make exclusive use of continuous miriers for development, using techniques that directly reflect the transfer of the concepts from room-and-pillar mining (see Section 3.3). Continuous miners are available in sizes that can work in seam heights of less than 1 m to 4.5 m, covering satisfactorily the range in which
by far the bulk of current retreat longwall production takes place.
Keeping development sufficiently in advance of longwall requirements is a worldwide problem, and has been a major factor in the trend towards the use of longer faces; a longer face requires fewer metres of development per metre of face than a shorter one. Most mines have developed specific routines for heading development; systems involving a precise cycle of cutting, cleaning and roofbolting with miners and roofbolters moving in turn between two, three or four working places are commonly used in North America (the so-called 'cut-and-flit' or 'place-changing' method) and are being adopted in Australia (Caruana, 1994a). An alternative approach is to incorporate mining and bolting functions into one machine, so removing the need to transfer equipment from face to face, and recent concepts in this direction have placed more emphasis on a bolting machine that can cut coal rather than a miner with bolting equipment attached (as in the Joy sump shearer).
Coal clearance still largely relies on the use of shuttle cars behind the continuous miner, although continuous haulage systems that were originally designed for thin-seam room-and-pillar operations are being enhanced to work satisfactorily in seams capable of being longwalled. While most of these systems are ground-mounted, mines such as CapcoaI's German Creek Southern in Queensland are investigating the use of monorail mounting in which both a continuous haulage system and ventilation ducting are slung from the gateroad roof (Matheson, 1995).
Development in waste rock or in exceptionally hard coals, as are encountered in South Africa, still requires the use of roadheaders which can cut material of much greater compressive strength than can standard continuous miners. Specialised machines have been developed for particular applications, examples being the Dosco TB2500, a twin-boom roadheader developed for South African conditions (Walker, 1994b), and the Paurat undercut-blasting system, which uses a combination of roadheading and conventional drill-and-blast techniques to mine mixed rock faces and was developed for use in German deep mines (Walker, 1989).
39

Current deep mining technology and future developments
3.4.3 Development support
The principal constraint to rapid heading development, support requirements are a function of factors that include the stress regime through which a heading is being driven, the heading dimensions, the depth below surface or cover, strengths of the overlying strata and the coal, and the incidence of geological discontinuities such as faults or fracturing. Traditional European support systems have predominantly been passive, relying on the strength of heavy timbering or steelwork to support the overlying loads, while North American and Australian mines have adopted an active approach, using roofbolts and cable bolts to reinforce the rock mass above a heading, which then provides its own structural arch.
The installation of active support has several advantages: costs are reduced to 5-10% of those involved in installing passive supports, roadways are kept clear of obstructions such as timber packs and steel arches, so assisting access and ventilation flow, and development rates are much faster as a result. Nonetheless, roofbolts on their own are not necessarily the complete solution, and immediate roof conditions often dictate the use of steel straps or, in very friable rocks mesh sheets, in order to prevent sloughing and spalling as stresses increase. In some cases, bolting of the coal sidewalls will be needed to maintain rib stability, in which case wooden or fibreglass bolts may be used that can be cut through by the shearer when the face passes by.
Development support requirements can vary in different parts of a mine, or within metres in the same heading. In some mines, for example Amcoal's New Denmark in South Africa (see Section 4.6.2), roof conditions are sufficiently strong that a 6-7 m wide gateroad will stand unsupported until the face approaches (Walker, 1995b; Irresberger and Nithack, 1993). In others, such as BHP's Tower colliery in Australia (see Section 4.7.2), wall-to-wall meshing is common practice in the roof, with steel straps used in both roof and ribs in order to maintain the supportive arch above (Walker, 1996a).
3.4.4 Coal cutting
Longwall coal cutting is centred around two concepts, and variations of these. The most widely used, the shearer (see
Figure 31) uses rotating drums to cut coal in thin strips from the face; the shearer also loads the coal on to an armoured face conveyor for transport away from the face. The altemative, now mainly used in Germany (and to a lesser extent elsewhere), is the plough (see Figure 32) which, as the name suggests, is dragged along the face, ripping coal from it as it passes. Ploughing, which predated development of the shearer by at least two decades, is effective only in appropriate circumstances, and the international trend towards mining seams that are more suited to shearer applications has significantly reduced its use (Merten and Paschendag, 1994). Nonetheless, ploughing remains a productive mining method for seams thinner than 1.5 m, and development of this technology is continuing.
As the demand from coal producing companies for higher face capacities has accelerated, equipment manufacturers
have responded with increasingly powerful machines. Shearer design has advanced rapidly in recent years, with the replacement of hydraulic drive systems with multi-electric motor designs, and increases in installed power to around 1.5 MW (Mackie, 1994). Before 1985,200 kW installed power was typical in the UK. Microprocessor controls have been introduced, and single drum shearers have largely been superseded by double-drum designs.
The rate at which a shearer can produce coal is dependent on two variables: the depth of cut into the face (the web) and the speed of travel along the face. Practical problems with loading cut coal on to the armoured face conveyor have • limited normal web thicknesses to a maximum of around 1 m, although webs of up to 1.15 m have been tried, while shearer travel speeds have increased progressively in recent years, and are now approaching 45 m/minute. An inverse relationship between the two variables means that, unless
Figure 31 Double-drum shearer and armoured face conveyor (photograph courtesy of Joy Mining Machinery)
Double-drum shearers have largely superseded single-drum machines, which were more restricted in their capabilities. Installed power has also been increased, while the use of higher voltages on the face has given better reliability and faster shearing speeds.
Figure 32 Thin-seam coal plough (photograph courtesy of Ruhrkohle)
Use of ploughs is now restricted mainly to Germany, where highly productive operations in thin seams use automated face controls to optimise face geometry and run-of-mine output.
40

machine power is also increased, faster travel speed requires a thinner web to ensure that the shearer is not overloaded. The permissible web thickness may also be constrained (as in the United Kingdom and elsewhere) by legislation that stipulates the maximum distance between the face and the first line of supports - the so-called 'prop-free front'.
Both uni-directional and bi-directional cutting techniques are in common use. The advantage of uni-directional cutting, in which shearing takes place only in one direction along the face, is that the shearer operators are always on the ventilation intake side of the machine and thus have reduced exposure to dust. However, unlike bi-directional operation, no coal is cut when running the shearer back down the face, and production time is lost. Current automation systems can be programmed for either mode, depending on individual conditions.
3.4.5 Face support
Face supports perform two principal functions: ensuring a safe working environment along the face line, and providing an anchor against which the armoured face conveyor and shearer can be advanced as each face cut is taken (Westfalia, 1987a). Even with longwall faces operating at depths of over 1000 m, the face supports do not, however, take the full load of the overlying strata, but rather assist in the formation of a temporary pressure arch that carries the load between the face gateroad pillars, the in situ coal in front of the face, and the caving goaf (see Figure 16). Supports installed at the ends of the face typically have a higher loading capacity than those along the face line, to reflect the increased pressures that occur here.
Modem powered face supports form the latest link in a chain of design that started with simple timber props and evolved through metal props and frame support units. The chock supports of the 1970s have largely been replaced by the shield designs of the 1980s and 1990s, which have the advantage of permitting longwalling in both highly faulted and massive roof conditions where goaf caving can be difficult to control and where chock and frame supports were inadequate (Barczak, 1993). Shields were introduced in the mid-1970s, since when the original caliper designs have been superseded by lemniscate shields (see Figure 33) that maintain a constant tip-to-face distance throughout their operating range.
Face supports are operated by electro-hydraulic control systems that offer good potential for automation. Experimental automated systems have been developed since the late 1970s although none has yet entered widespread operation. Concerns about fire hazards and contamination of groundwater have led to the development of 95% water-based emulsion fluids for support hydraulics.
Both two- and four-leg shield supports are used worldwide, the different designs providing different interactions with the overlying strata. In a two-leg shield, horizontal forces tend to push the unit towards the face, inducing compressive forces into the rock between the support and the face and offering enhanced control of
Current deep mining technology and future developments
Figure 33 Hydraulic face support (photograph courtesy of Longwall International, now Joy Mining Machinery)
Current lemniscate face supports offer better stability and load transfer characteristics than their predecessors. Although this support can reach a height of over 3.5 m, it can also retract to around 1.5 m in height for underground transport.
friable or highly jointed roof material. This does not occur with a four-leg shield, which offers greater vertical reaction and is more effective in controlling massive strata that may form a cantilever from face to goaf.
3.4.6 Coal transport
Longwall mining is a continuous production system, and as such relies on continuous transport to move the cut coal from the face to the surface. This is a series operation that commences with the armoured face conveyor, proceeds through a number of belt conveyors and ends with the product being moved from underground to surface either by skips in a vertical shaft or by conveyors in an inclined drift. High-speed rail transport has also been used, for example in Germany, where extensive haulage distances give lower specific energy costs for rail systems than for conveyors.
Early longwalls relied on either tub or ground-mounted belt conveyors to move coal off the face. Chain conveyors (in front of the supports) were introduced in Germany in the 1930s and the armoured face conveyor (AFC), or 'panzer', was developed in the early 1940s to overcome constraints inherent in previous systems. The AFC now occupies a key position in the transportation system (Westfalia, 1987b), acting as the primary means of moving coal off the face, anchoring the line of face supports and providing the running base on which the shearer or plough can operate (Hibbert, 1995). AFCs also incorporate the rack-and-pinion system frequently used to propel the shearer along the face. The heavy-duty AFC is arguably
41

Current deep mining technology and future developments
the most cost-effective constituent ofthe face installation (Chadwick,1995b).
Consisting of a chain-flight conveyor running in a sectional cast steel framework, modern AFCs are capable of handling 3000 tlh over a 300 m long face" and have installed power of up to 2 MW. Drive units are customarily located at both gate ends of the face, with gearboxes and fluid coupling-type transmissions being used to reduce shock loads on the conveyor and to even out power requirements.
While some AFCs are designed to be able to run around a 90° bend into the conveyor gate, most use a discharge system on to the crusher/stageloader unit in the gateroad. Side discharge units have increased in capacity from 1500 tlh in the late 1970s to the current level of over 3000 tlh, while recent designs have improved the drive and chain-flight return configuration at the gate end.
The stageloader acts as the link between the AFC and the gateroad belt conveyor. A crusher may be incorporated here if the cut coal breaks into lumps that are too large for safe conveying. Oversized coal and stone can cause major problems, in particular through rip damage to belts and in blockages at transfer points.
3.5 Other underground mining methods
While longwall and room-and-pillar systems account for the vast majority of world underground coal production, a number of other methods have been tried with varying degrees of success. Generally, such techniques are adopted only where conventional mining methods are inapplicable, as in the situation where seam geometry is unfavourable, power supplies or other infrastructure are inadequate, where there are specific constraints on surface subsidence, or where recoverable reserves remain at the transition between surface and conventional underground operations. Most of the less conventional approaches account for only a small proportion of annual underground output, and some, such as sub-level caving in thick and steep seams, are so specialised as to be only of very local interest.
3.5.1 Shortwall mining
This is a term that sometimes can lead to confusion, meaning different applications in different parts of the world. Two distinct operations are covered: 'short longwall', as in a conventional longwall but of reduced face length, and 'true shortwall', in which powered roof supports may be used in conjunction with a continuous miner or other coal cutting machine. To complicate the picture further, a 'miniwall' is a different technique again, the few examples in use having been derived more from high-extraction room-and-pillar mining than from longwalling techniques.
Short longwall mining, as practised for example at Amcoal's New Denmark mine in South Africa (see Section 4.6.2), involves the use of similar longwall supports to the mine's longwalls, but in conjunction with a single-ended ranging
drum shearer instead of the double-ended machines used on the longwalls. Face lengths are from 45 to 150 m, compared to the 200-230 m on the longwalls, and the prime justification for using this system is the availability of small reserve blocks that could not support viable longwalling on account of their restricted tonnage, but which still contain valuable resources. Unit production is normally lower than that for the longwalls, but can be similar under good mining conditions. The system has a distinct advantage in terms of its flexibility, as at New Denmark, where it is less expensive to turn a shortwall on and off as power station demand fluctuates than to reschedule longwall production (Walker, 1995b).
A further example, using a specialised shortwall cutter rather than a conventional shearer, is given by Eickhoff's ESA unit. A relatively low-powered unit by modern standards, the ESA can nevertheless be highly productive in the right conditions, with reported face advances of up to 7 mlshift and productions of 1400 tlshift on faces from 30 to 50 m long (Schroth, 1993). A major advantage of such a system is that because of the short face length only one gateroad is needed, so halving the amount of pre-production development; ventilation in this case requires a forcing fan and flexible ducting along the face.
True shortwall mining represents 'a compromise between room-and-pillar and longwall systems' (Biron and Guney, 1994), its flexibility.making it applicable to the recovery of small reserves at shallow depth under a strong roof. A continuous miner is used to cut a thick web of coal from a short face length, operating under the safety of a line of powered roof supports (see Figure 34). Coal is transported away from the face using shuttle cars or continuous haulage systems, and the system has significant advantages in terms of support requirements and costs while giving an acceptably high extraction ratio. Optimum panel lengths are 600-1200 m on a 45-60 m face width, with retreating face production typically in the range 300--600 tlshift.
Currently, the best known proponent of 'miniwall' mining, which relies on the critical relationship between depth and face width to ensure minimal surface subsidence while maintaining high extraction rates, is Oakbridge Ltd's Gretley mine in New South Wales. Success of the system depends on there being sufficient depth between the surface and the seam that goaf formation is absorbed by the overlying strata and is not manifested on surface. The method requires a high proportion of development work to face production, but has been proved to be successful in this application with 'fine-tuning' of the de.ve.1opment system (AMM, 1995). The miniwall can produce at a rate of 750 tlh using a single-ended shearer.
3.5.2 Highwall mining
Highwall mining has developed from the auger techniques that were first used to recover coal from the highwalls of opencasts in the United States in the mid-194Os (Chadwick, 1993b). While auger mining technology has concentrated on the more effective recovery of resources from relatively thin (0.4--1.8 m) seams over penetration depths of up to 150 m,
42

Current deep mining technology and future developments
(J)
u ro o (j) ro OJ c 'iii ~
Panel belt conveyor
Figure 34 Schematic of shortwall mining (after Biron and GUney, 1994) A continuous miner is protected by longwall supports while cutting a thick web of coal from a relatively short face.
the 'highwall miner', developed during the 1980s, has required the participation of continuous miner manufacturers to progress the auger concept to a system capable of extracting coal from thicker seams to depths of 260 m and beyond.
An example of this type of technology is provided by the Joy/Addington highwall miner, which uses a remotely controlled continuous miner to penetrate the highwall seam, drive force and coal transport being provided by a train of cars that are 'launched' from the main control unit at the foot of the wall (see Figure 35). A typical application would involve cutting a 3.3 m wide heading up to 300 m into the seam; individual headings are separated by a 1.2-1.5 m wide web pillar, with a 6.0-6.6 m wide barrier pillar every five headings. Recovery rates are typically around 60% of the in situ coal, slightly higher than those for traditional auger mining, and comparable to first-stage room-and-pillar mining.
Neither system is without risks, however, which include intersection of entries (with the risk of roof collapse), machine failure deep inside the entry, gas ignition in the face area and overlying strata failure. Some operators deliberately fan sets of headings in order to minimise the risk of intersection, and in strong roof conditions techniques such as these can prove to be a highly cost-effective means of extracting otherwise unrecoverable reserves. Even in weak roofs, results have been reasonably successful, as at German Creek in Queensland (O'Hagan, 1995). A rule-of-thumb appears to be that each heading should be mined as quickly as possible, with the machine being recovered equally fast. Applications are increasing in both the United States and Australia.
Figure 35 Highwall mining (photograph courtesy of Capcoal) A remotely controlled continuous miner is driven into the seam, coal transport units being added sequentially on the launch vehicle. Coal from the miner is fed back along the transport units to the surface, and is loaded directly into off-highway trucks for delivery to a stockpile. Completed entries can be seen in the seam at the rightof the picture
A further potential appli<;ation of this technology that has been mooted involves the backfilling of highwall openings with flue-gas desulphurisation by-products, a process that would have the twin benefits of producing otherwise abandoned coal and providing an effective neutralising barrier against outflows of acidic mine waters (Robl and Ashbaugh, 1994). The use of such a material, with inherent cementitious properties, could also increase the reserve recovery ratio of the process by creating solid pillars between which secondary extraction could then be undertaken.
43

Current deep mining technology and future developments
3.5.3 Hydraulic mining
Applications of hydraulic mining have been confined both geographically and in terms of seam geometry, reflecting the technique's restrictions to highly specialised applications. Developed in the Soviet Union. in the 1930s (Siebert, 1984) for use in the thick and steep seams of the Kiselovsk coalfield, it later found application in the Donetsk and Kuznetsk basins.
At its peak, full hydraulic mining (in which coal was both mined and transported by water power) accounted for between 6 and 7 Mtly of underground coal output, with the only non-Soviet installations in China, Japan, the Hansa mine in Germany and the Balmer North mine in British Columbia, Canada. A further 12-13 Mtly of coal were transported hydraulically, a technique that still has its supporters amongst manufacturers and researchers.
Critical to the success of the method is a thick seam of relatively weak coal that can be broken easily by a high-pressure water jet. Infrastructural costs associated with hydraulic mining are, however, high, as are energy costs, especially if the product must be dried; however, the method offers a valid option in seams that because of their geometry would otherwise be unworkable.
Westar Mining's Balmer North mine, no longer in operation, practised hydraulic mining in a 15 m seam that dips at 30°; previous room-and-pillar mining had not been successful, and the introduction of hydraulic mining produced outputs of 3500-4000 tid with greatly improved recovery of the resource. In comparison with nearby open pit production, however, costs were uncompetitive, a situation exacerbated by the long rail transport route from southeastern British Columbia to the coast.
Current interest in hydraulic mining includes the maintenance of a hydraulic mining research institute in the Kuznetsk coalfield in Russia (Flegon, 1993), and the potential use of the system in conjunction with continuous miners in two proposed underground operations in New Zealand, the Rapahoe and Mt Davy projects.
3.6 Ancillary systems All underground coal mines require support or ancillary systems to provide and maintain the infrastructure within which production can take place. The topic covers areas such as underground breakers, bunkers, long-distance underground transport by conveyors, ventilation, and electrical, communications and monitoring systems.
3.6.1 Coal transport
The governing limit to output at any underground operation is the capacity of the shaft or incline conveyors; inadequate capacity at this stage represents a major cause of under-utilisation of face equipment and in consequence, increased costs. Gateroad conveyors must be able to carry all that a face can produce on a surge basis, while the capacity of the main spine conveyors must be in excess of the
combined output of all sources ofcoal - development and production sections.
The benefits of conveyor transport from underground to the surface can outweigh the costs of construction of long declines and installation of the conveyor structure even in deep mines; for those closer to surface, the clear trend has been towards increased use of conveyors for all production. Conveyor systems have the advantage of continuous capacity, rather than the cyclic operation of skips, and as they are commonly installed in pairs, breakdown or maintenance on one unit does not halt the transport process. Main incline belts in current installations are often up to 1.5-1.8 m wide (some are as wide as 2.1 m), run at over 4 m/s and can handle upwards of 5000 tlh of run-of-mine coal.
Clearance of coal from longwalls is becoming increasingly important as panel and face lengths and shearer speeds increase. In the United States, panel lengths of 4500 m and more are being planned, requiring conveying capacities of up to 3200 tlh in gateroad belts that must also have the capability of retreating in line with the face. Manufacturers have developed intermediate drive systems that help to spread the drive load along the conveyor, while minimising the productive time lost through repetitive belt-shortening (Chadwick, 1993a).
3.6.2 Underground storage
Given that there may be temporary incompatibility between conveying or hoisting capacity and coal output, most mines employ some form of surge storage underground. This can also serve asa means of blending, especially in the case where production is generated from two or more sources.
Storage capacity can be provided either in the form of vertical bunkers or silos excavated in waste rock, or as moving bunkers that provide a continuous live surge capacity on the main haulage level. An example of the former, at C~arbonnages de France's Payennet mine, has an 8 m diameter and is 77 m deep with a capacity of 5000 t; the bunker is fed at the top by belt conveyors that transport coal from both the longwall and development sections, with reclaiming for hoisting from the bunker bottom (Walker, 1993b).
The capabilities of the moving car type of bunker are indicated by the system recently installed at Exxon's Monterey mine in Illinois. The Butterley Engineering system has a capacity of 1000 t and permits the segregation of low-sulphur coal deri~e9 from development from normal production coal. The fully automated bunker can contain all the development output from one shift, and only releases its contents once the mine trunk conveyors are clear of longwall coal at the end of each shift (BMI, 1995).
3.6.3 Ancillary services
In any mine, operations are not concerned exclusively with coal production. A substantial proportion of labour time and effort, and of materials costs goes into maintenance of the underground infrastructure.
44

Current deep mining technology and future developments
With much of their development still in waste rock, and with poorer roof conditions, European mines have substantially higher support requirements than their North American counterparts, both at the initial stage and in subsequent maintenance. Higher horizontal stresses in the rock mass, a function of the depth and rock types, necessitate regular maintenance of support systems and the removal of material pushed up into gateroads and haulages by floor heave. The position has improved in this respect with the transition from advancing to retreating longwalls, with a greatly reduced requirement for gateroad support after mining has taken place.
The move away from multiple to single-longwall production systems has had the effect of concentrating ancillary services, reducing the extent of the supplies network needed. In addition, the trend towards containerisation or standardisation of supply packages has assisted in respect of materials handling requirements, with most longwall mines now using rail or trackless systems based on multi-purpose vehicles for carrying materials from the supply shaft or from surface to the working places. Roof-mounted monorails, widely used in Europe in operations where poor or unstable floor conditions prevent the installation of rail tracks, are slowly finding application elsewhere.
Personnel transport becomes increasingly problematic as working faces and development ends get further and further from the mine access, and beyond a distance of about 5 km, even with conventional rail transport travelling times absorb too much of the working shift. Two basic philosophies exist to handle this; either the sinking of satellite shafts once underground travel distances become unmanageable (as in Germany), or the introduction of high-speed rail or trackless personnel carriers (as in Australia) (AMM, 1995). The time taken for personnel to reach their working places each shift can have a major impact on both labour and unit productivity, and is discussed further in Chapter 5.
The wider use of diesel-engined rubber-tyred vehicles in both 10ngwal1 and room-and-pillar mines has brought with it a requirement for better roadway surface maintenance. Road graders, heavier and of lower profile than their surface construction counterparts, are essential, some mines also using compactors to trim running surfaces treated with binders and emulsions to give better stability and wearing characteristics.
In addition to normal support vehicles, specialist units are required from time to time; during longwall changes for example. The mechanisation of longwall equipment salvage has gone a long way to reduce changeover times, with specialist electro-hydraulic or diesel-powered shield pullers, carriers and handlers having largely replaced manual salvage and installation methods. The infrequent use and high cost of such units has led to (sometimes unofficial) shared usage between neighbouring mines on a cooperative basis.
3.6.4 Ventilation
The topic of ventilation is intimately connected with methane dilution, dust control, heat dissipation and the dilution of vehicle emissions, as wel1 as in providing fresh air for the
labour force underground (Misra, 1986). Ventilation air provided by surface-mounted fans, normally under negative pressure (exhaust fans), must be directed in the quantities required to individual working places, taking into account pressure losses incurred during air flow through restricted openings, and air leakage or short-circuiting. Most countries have specific statutory requirements for the positioning of equipment and escape routes in the intake airways, thereby minimising the risk of fire in airways that may be contaminated with methane and coal dust.
Taking a longwall face on a stand-alone basis, air flow along the face must be sufficient to dilute any methane that is released during coal cutting, without the velocity of flow being so great that problems are caused by coal dust pick-up. Methane may also be emitted from the goaf, and face air pressures are generally maintained so as to prevent any seepage of methane, or of carbon monoxide or carbon dioxide, from the goaf into the face area. In mines where spontaneous combustion is a problem, as at Ulan in New South Wales, it is important to prevent oxygen from being drawn through the goaf. In other cases, return air may deliberately be routed through mined-out sections in a bleeder system in order to dilute goaf gas emissions.
Dust control at the face has become of greater importance with increasing shearer cutting rates. While most mines use a system of brattices to direct the air flow along the face, a number of North American mines use air deflectors mounted on the shearer to keep the airflow tight to the face and away from the shearer operators. Water sprays are an integral part of every shearer, with research continuing into the best position of sprays in relation to shearer drum picks in order to optimise dust suppression at the cutting edge.
The control of dust and dilution of methane in blind headings is of even greater significance. Various combinations of auxiliary forcing and exhaust ventilation systems can be used, the specific system usually depending on national legislation. The equipping of continuous miners with flooded bed scrubbers was a major advance in dust control, and some current machines have extendible dust control barriers that shield the operators from the face during the cutting cycle.
The increased use of diesel-engined vehicles, including shuttle cars, in underground coal mines raises a number of ventilation-related issues including the dissipation of engine heat, exhaust dilution and the need to filter exhaust gases to remove potentially carcinogenic particulates. Perceived health hazards have led to restricted acceptance of diesel-engined vehicles in underground coal mining, especial1y in the United States, and research is continuing in a number of countries on the design of suitable particulate filters for this environment (Morton, 1995; Fiscor, 1995).
3.6.5 Communications and controls
Most underground mines use some form of equipment monitoring and control, together with mine-wide communications systems and centralised ventilation and gas monitoring. Benefits lie in two areas: management and safety (Walker, 1994c, 1995d).
45

Current deep mining technology and future developments
An extensive mine can generate a massive amount of data of various types, which has to be collected, transmitted and processed for it to be of use. Ruhrkohle's integrated control and monitoring system, now being installed in all its underground operations, has been designed to create a unified data communications infrastructure for this purpose, and the company expects to gain benefits from its use through improved equipment utilisation, better operating safety, reduced power usage, and the provision of more accurate and timely information about current operating conditions (Coal, 1994).
Communications systems comprise both hard-wired (as in telephones) and mobile (as in leaky-feeder) networks. In addition to direct voice communications, such systems are increasingly being used for data collection and transmission, providing management with information for production monitoring, maintenance and other purposes. The position of vehicles and individuals underground can be tracked through the use of transponders, and individual units can be tied into safety systems to ensure that, for example, man-riding on belt conveyors does not extend beyond prescribed stations.
Centralised control of fans, conveyors and pumps is also widespread, programmable logic controllers being used to ensure sequential operation of start-up and shut-down procedures. Fan control can also be automated through interconnection with gas monitoring systems, auxiliary fans only being operated should methane concentrations in a particular section reach triggering threshold levels.
Gas detectors, installed at strategic positions throughout a mine, can provide real-time information to the central control room on surface, monitoring the concentrations of methane, carbon monoxide, carbon dioxide, hydrogen sulphide and other gases depending on the specific location. While monitoring methane would be more important in main airways, increasing carbon monoxide levels from a goaf area could indicate spontaneous combustion, while the presence of oxygen in a sealed goaf area would suggest some breakage in the seal.
3.7 Future trends in underground mining methods
The following sections contain a review of predicted trends in underground mining technology, covering coal cutting and transport, and ancillary systems based on expert opinion solicited from appropriate industry, academic and government sources as well as from presentations from recent conferences and other professional institutions. Highlighting both potential advances and perceived constraints to further system dcvelopment, these sections address a wide range of topics, each of which has an important impact on one or more aspects of underground mining technology.
While not wholly representative of worldwide technology trends, the published research priorities of the Australian Coal Association Research Program give a fairly thorough insight into areas considered to be of importance. and can
thus be used as a guide to the likely direction of future developments in underground coal mining technology (ACARP, 1995). Specific areas listed in the 1995-1996 programme include:
safer, more rapid and cost-effective roadway development; improved safety, reliability and productivity of longwall mining systems; improved face to conveyor clearance systems in room-and-pillar mining; improved ventilation and dust control systems; reduction in the current proportion of non-productive time in room-and-pillar mining; improved condition monitoring and reporting on mining machines; improved work stations for communicating management data underground; remote/automated roofbolting equipment; techniques for the early prediction and prevention of catastrophic roof failure; improved techniques for in-seam drilling for gas drainage; techniques for the prediction of geological disturbances in coal scams, particularly for longwall mining; and gas and outburst control.
To this list could be added topics such as further research into the automation of longwall mining systems, new directions for optimised longwall panel design, faster longwall changeover procedures, improvements in reserve extraction in room-and-pi11ar operations and many more. A similar summary of areas of research interest in the United States was generated at the SME Research Forum in 1993 (Saperstein, 1993).
3.7.1 Development
With a clear trend towards higher mining rates on longer longwalls, the need to achieve sufficiently rapid panel and gateroad development advance rates becomes increasingly critical. Most operators agree that it is better practice to commission an additional development unit to ensure that targets are met, rather than to have a longwall standing waiting for gateroads to be completed. The situation is widely publicised in Australia, less so in the United States, although the problem is likely to be equally acute from time to time.
Theoretically, a 3 Mt/y longwall operation in Australia requires around 11.6 m of development to be mined per shift, a task that at face value appears well within operational capabilities (Galvin, 1994). However, survey results of all Australian longwall operators indicate best achievements of between 11 and 55 m/shift (avcraging 28 m/shift) with a ratio between best and average performance of between 1.6 and 3.0 (Robertson, 1994); in other words, typical advance rates can easily be below the fairly meagre target set in theory.
While the Australian coal industry standard layout is a two-entry system, in the United States three or more entries arc the norm with cut-throughs at 30-50 m intervals
46

compared to the typical 100 m in Australia. Nonetheless, comparable actual figures for the Mingo Logan mine in WV, United States, are reported to be an average of over 28 m/seven-hour shift/miner in April 1995, with a best development achievement of 44 m/shift.
A further example of differences between Australian and American operations comes from a recent bench-marking study (Shell, 1995). Comparing four Australian underground operations with those of a large American coal company, the study showed that the Australian mines currently achieve development advances of between 10 and 22 m/shift, compared to an average of over 28 m/shift for the US mines and their best performance of around 48 m/shift. This was despite the American mines averaging a development requirement of about 375 m per 100 m of longwall panel length, against 225-250 m for the Australian mines, reflecting the greater number of entries used in American gateroad development. A significant factor in the higher performance of the American mines seems to be the proportion of the shift during which coal cutting took place, 67% against 40-61 % in their Australian counterparts.
Delays in development are not only associated with miner or bolter technology. The need to extend belt conveyors is also an important source of delay; hold-ups of 2-4 shifts/belt extension are still common, having been reduced from 5-7 shifts/extension in the 1980s (Robertson, 1994). The introduction of the Australian Longwall mobile boot end - a mobile feeder hopper unit for the gateroad conveyor - has given longwall operators an alternative to fixed units, and increasing application of roof-mounted monorails will give improved continuity of services and infrastructure advance.
Two fundamentally different approaches are available to overcome such problems: technological and management. The former, typified by the search for equipment that can mine and/or bolt more effectively, is exemplified by the introduction of machines such as combined miner-bolters and the Joy sump-Shearer. The latter involves the application of process engineering to a mining scenario, aimed principally at achieving better utilisation of machine and personnel time.
Process engineering in this context looks at the systems being used to undertake longwall development. An example of this has been the introduction of place-changing at the Myuna mine in New South Wales, not itself a longwall operation but indicative of the improvements that can be made when a global, rather than piece-meal approach is adopted (Caruana, 1994a).
3.7.2 Longwalls
Efforts to reduce the amount of development per tonne of longwall production have led to a consistent increase in both face lengths and panel lengths. In the United States, the average face length has increased from 150 m in 1980 to 225 m in 1994 with several operations planning faces of over 330 m in length (Merritt and Fiscor, 1995). Face lengths in Australian mines have followed a similar progression, while
Current deep mining technology and future developments
in Germany Ruhrkohle has plans for 400 m faces at Prosper-Haniel (Walker, 1996b). Furthennore, production from faces has continued to rise; between August 1993 and August 1994 the average output per shift from the top ten American faces increased by over 7%, the comparable increase in the second ten was over 43% and the average output from the third ten rose by nearly 80%. This clearly suggests that operators of lower-performance longwall units have been learning from their peers, and that the gap between the best and the others is narrowing fairly rapidly. Mining companies worldwide are endeavouring to take thicker seam sections in one pass, the current limit being around 4.5 m (as at North Goonyella in Queensland) but with plans for seam sections of up to 6 m being discussed.
While this policy of using larger panel sizes has certainly achieved its stated objective, a number of other drawbacks have become apparent. Larger panels require development to stay open for longer, perhaps necessitating heavier initial roof and rib support. There can be increased hazards from dust and methane generation as greater ventilation flows are used, while the potential for spontaneous combustion in the goaf can also be greater. Escape distances are longer in the case of emergency, and the larger physical tonnage of equipment to be moved at each face change increases the risk of accident, although the total number of face changes is reduced (Thimons and others, 1994).
Each of these potential hazards is being engineered out of the system, although the process can take time. Jim Walter Resources pioneered the use of deep longwalls in the United States in the Alabama coalfield, but optimisation of pillar designs for those conditions took a number of years (Brass, 1989) (see Section 3.7.7). Similarly, the need to reduce risks from dust and gas exposure has been a key factor in the development of increased automation on the face, but progress towards full automation has been slow (see
Section 3.7.3).
Face equipment is continuing to increase in size and installed power. Growing production demands are in practice satisfied by increasing the speed of shearing along the face, while taking a deeper web and working in thicker seams. In the late 1980s, shearer cutting speeds were typically in the range 6.0-7.5 m/minute; by the mid-1990s, this has doubled, with some companies reported to be reviewing the potential for cutting at over 45 m/minute. Similarly web thicknesses have increased from a typical 750 mm to 900 mm, with 1.15 m having been attempted and up to 1.5 m being planned. Shearers now typically have installed power requirements of over 1 MW, the machine in use at Drummond Co.' s Shoal Creek mine currently the most powerful in the United States at 1490 kW.
Shearer drums accomplish two functions - coal cutting at the leading edge and also moving cut coal back to the AFC; optimisation of drum vane designs is critical for individual applications, reflecting different seam characteristics, coal lump sizes, and other factors. As shearers move faster, demands on cutting tools increase as well. New designs of pick will be required, with pick holders incorporating directional water sprays to optimise
47

----------
Current deep mining technology and future developments
dust suppression. An alternative to traditional picks is now being evaluated, with the transfer of disc cutter technology from hard rock mining and tunnelling to the coal face (Ozdemir,1995).
Armoured face conveyors and their drive units are becoming more powerful to handle the increased shearer production, and the voltage at which power is supplied to faces has been rising steadily. The first 4160 V face was installed in the United States in 1985, and by 1992 40% of American longwalls used either 2300 V or 4160 V systems. High voltage supply helps to overcome problems associated with overloading AFCs and drives, and the trend will continue both in the United States and elsewhere (Adamczyk, 1994).
Face supports, normally a standard 1.5 m wide, are starting to be replaced by 2 m wide units that provide improved stability, particularly in thicker seams, and reduce the number of units that have to be moved after each shearer pass. Information on face support hydraulic pressures is being used as a basis for monitoring production, improving maintenance and providing better roof control. In the United States, Cyprus Amax's longwall monitoring system uses Windows-based software to interpret pressure data with the aim of providing management with real-time information about support malfunctions and potential ground control problems (Chadwick, 1995b).
Plough technology is continuing to be developed for thin seam applications. Ruhrkohle has installed surface-controlled automation systems at some of its plough faces, while other companies are evaluating the potential of adapting existing plough technology to systems such as the continuous longwall miner, which uses multi-pass, uni-directional cutting to enhance production rates in thin seams (Sander, 1994).
3.7.3 Automation
Automation technology has progressed further in the more closely constrained longwall environment than in roadway development, where the introduction of pre-programmed cutting patterns is still limited to a few evaluation exercises. Problems remain with the accurate detection of the coal-rock interface and the need for the control system to be able to react to and remember changing interface conditions.
Early attempts at longwall automation, such as British Coal's Remotely Operated Longwall Face of the late 1970s, were generally unsuccessful. Subsequent developments have targeted specific parts of the longwall process, such as shearer horizon control, coal-rock interface detection, batch movement of face supports and shearer-initiated support advance (SISA).
The commissioning of a 'second-generation' fully automated face at Consol's Robinson Run mine in West Virginia was widely reported, but results have yet to be made public (EIA, 1995). The system uses a computerised controller in the main gateroad to operate the face shields ,md other systems in response to signals from a computer on-board the shearer, which also has horizon control. Its development has reportedly cost
48
$15 million. At the time, Consol reported that higher production rates would result from faster shearer speeds, the use of a 1.07 m wide web and the installation of a high-capacity face conveyor. Product quality could also be enhanced through programming the system to cut selectively parts of the seam with lower sulphur or ash contents (MM, 1994c).
Face automation at the new Crinum mine in Queensland (see Section 4.8.2) is to include both the first SISA system in Australia and the world's first horizon control for automated bi-directional coal cutting (Gosnell, 1995), while the system installed at South Bulga in New South Wales uses fibre optics to provide real-time information to the surface (Australian Mining, 1995). A number of shearers in Germany are equipped with automated shield advance systems, horizon control and radio-controlled data transmission.
Despite presenting an opportunity for mining companies to reduce face crew sizes, health and safety issues are widely perceived as being the driving force behind automation of underground mining systems. In purely practical terms, manual control of a shearer becomes difficult beyond cutting speeds of around 20 m/minute, and some companies are suggesting speeds in the near future of twice that. Thus automated horizon and cutting control will become an essential part of an integrated cutting and SISA system. The use of bi-directional shearing together with faster drum rotational speeds also dictate the need to remove operators from increased dust exposure on the return ventilation side of the shearer, the first stage of this process being the automation of the tail drum which, since it is normally half buried beneath cut coal, requires much more careful control from the operator than the more visible lead drum.
3.7.4 Continuous haulage
Two separate aspects of continuous haulage arc covered here: systems that service longwalls and those that can improve gateroad or room-and-pillar productivity. The former relates to belt conveyor and storage bunker networks that have increasingly become regarded as a bottleneck to achieving the theoretical capabilities of modern longwall face equipment, especially where this has been uprated within the constraints of a pre-existing coal handling system.
There are clear indications that mining companies have recognised this as a major hindrance to improving face equipment utilisation, and are adopting the attitude that coal clearance must be achieved continuously at peak production rates rather than at average rates as was previously the case. One means of overcoming the problem, at least in the short term, is to run the face equipment continuously at 70-80% of rated capacity, so permitting a constant flow of coal without flooding the conveyor system, but this flies somewhat in the face of over-riding demands for higher unit productivity, as noted in Section 3.7.2. In consequence, in newer mines the tendency has been to increase conveyor widths, such that a few now have 2.1 m wide main belts that can handle peak output on a continuous basis, and this is undoubtedly the route that will be followed elsewhere as existing conveyor networks become due for replacement.

The second aspect, continuous haulage systems for use behind continuous miners, involves the further development of equipment that was originally designed for use in low-seam conditions. The transfer of this technology to thicker seam operations has been slow, with the imbalance between miner and transport system capacities causing problems such as coal t100ding at transfer points. The latest generation of continuous haulage equipment has largely overcome this, and the concept is likely to become increasingly widely used where conditions are appropriate.
3.7.5 In-seam geophysics
One of the fundamental problems facing underground coal mine operators is the lack of knowledge of actual seam conditions. Exploration from surface can outline reserves to a degree adequate for feasibility studies and outline planning, but uncertainty always remains over the local structure of seams. In South Africa, this is manifest in the random occurrence of intrusive dykes, while elsewhere localised faulting may not be apparent from surface drilling or geophysics, but may be sufficiently intense to jeopardise the success of longwalling. Even the complete delineation of prospective panels by gateroad development on all sides may be inadequate to give complete confidence on the geological conditions within the block, and most South African mines now use horizontal in-seam drilling to identify geological disturbances in advance of mining. Probe drilling of this type can cover significant distances ahead of development, Matla colliery, for example, regularly obtaining information on conditions 450 m into the seam, and on occasions as much as 1000 m.
Additional infornlation can be obtained through the use of directional drilling from smt"ace, but control systems are currently barely able to maintain acceptable horizon control within a seam although the technique has been used successfully for methane drainage from seams and goaf areas (Kravits and Schwoebel, 1994). As an alternative, a number of organisations, including equipment manufacturers and agencies such as the US Bureau of Mines (USBM) and its equivalents in other countries, have been evaluating in-seam geophysical survey techniques that are becoming increasingly widely adopted in industry.
Existing in-seam seismic systems have two main disadvantages: their 250-300 m range is now inadequate to handle the requirements of modem fast-moving longwall faces, and discrimination between features such as minor faults and in-seam washouts has been limited. Systems capable of much more reliable performance in these areas are being developed, and their use will greatly assist in mine planning and coal resource optimisation (Jackson, 1995). Ground-penetrating radar technology, developed initially for use in the construction industry for the detection of buried or encased objects, also has potential for in-seam visualisation and for the detection of coal-rock interfaces (Mowrey and others, 1995).
3.7.6 Support
Where geological conditions are suitable, roofbolt support of gateroads and haulages has increasingly become standard
Current deep mining technology and future developments
practice. In some coalfields, however, there remains no alternative to the installation of full steel arch support, an example being the Ruhr where only one mine has seam roof conditions that can accept roofbolting as the primary support method. Elsewhere in the coalfield, laminated strata dictate the use of much more costly steel arches.
Fully resin-bonded rockbolts have become the industry standard worldwide for development support, either as a stand-alone system or in conjunction with steel straps or mesh. Limitations to the system include the ability to install a bolt of sufficient length to penetrate into competent strata above the roadway roof in a low-height seam. Developments in resin chemistry have helped to overcome other problems associated with adequate tensioning of this type of bolt during installation, and the use of cuttable fibreglass bolts in roadway ribs has reduced delays during subsequent longwalling or pillar recovery.
Where longwall tailgates are required to be kept open, usually for ventilation purposes, the traditional system has been the installation of timber cribs that gradually crush under increasing abutment loads. Being installed in advance of the face line, these have the further disadvantage of reducing the available space in the tailgate. Backfilled sectional concrete and corrugated metal cribs have been used successfully as an alternative to timber (Frederick, 1995), and the use of cable bolts is increasing (Jensen and others, 1995).
Cable bolt systems have the advantages of t1exibility and length, and although more expensive than rigid rockbolts in short installations, have cost advantages over a length of about 5 m (Scott, 1995). American mines have moved to cable bolting in longwall tailgates and in bleeder roadways in order to reduce timber costs and the risk of timber handling accidents, and improve support, ventilation and productivity. In the western United States in particular, a shortage of good quality timber and the greater quantities needed to support the longer gateroads developed for larger longwall panels has led to the widespread use of cable bolting. Tensionable cable slings and trusses are being used increasingly to provide positive support to fragile roof strata, and in Australia use of the high-strength 't1exibolt', which has a load-bearing capacity of some 60 t and can be tensioned in a similar way to a conventional rockbolt, is also becoming more widespread despite its higher cost.
Routine monitoring of the performance of cable and other support systems has been adopted at a number of mines in Australia and the United States, infornlation gathered being used to design support patterns appropriate to local strata conditions (Butcher, 1995; Bunnell and Gillespie, 1995). The use of cable bolts is expected to increase worldwide, especially in coalfields where high horizontal stresses coincide with poor immediate roof strata.
3.7.7 Pillar design
In longwall mines, pillars are used to separate adjoining panels and to protect the roadways that service them. In room-and-pillar mines, pillars act as the primary means of roof support. In both cases, pillars must be designed to withstand
49

both the static loads imposed by the overlying strata and the dynamic loads created by the inter-reaction of mining activity with natural stress fields. Failure to design piJlars correctly can lead to catastrophe (Chase and others, 1994).
PiIJar design becomes increasingly critical with depth or, in the case of mines in the western United States, with variations in depth of cover in overlying mesa and canyon topography. The problem is particularly acute in gateroad pillars, since these are subjected to greater variations in loading during the mining cycle and to greater interactive stresses in multi-seam operations. Many years of experimentation have led to the adoption of various combinations of stable and yield pillars for gateroads, with different designs being used under different geological conditions (Hart, 1994; USBM, 1994a). Similarly, long-term investigations into the effects of high horizontal stresses, prevalent in Australia and the United Kingdom, and of increasing influence in American mines, has led to a better understanding of optimised mine layout and design in which the orientation of panels is sympathetic to natural stress fields.
The use of computer-assisted design systems, such as the USBM's Mulsim/NL coal mine stress analysis programme, will become increasingly widespread as mine planning becomes more sophisticated, and further design tools such as the same organisation's Coal Mine Roof Rating rock mass classification system should also receive greater use, with the emphasis on rock mass quality being a critical parameter in the design of both gateroad entries and roof support requirements (Molinda and Mark, 1994).
3.7.8 Environment
Three issues dominate environmental aspects of underground coal production: mine water, mine waste and subsidence (Clarke, 1995). Mine water is of particular significance in countries such as Poland, where saline water pumped from underground requires extensive treatment before it can be discharged safely into surface waterways. Mine waste is more
of a problem in coalfields where roadway development is stiIJ predominantly in rock, or where substantial volumes of tailings are generated from coal washing plants. Subsidence, caused by the settlement of strata overlying the extracted coal seam, is of universal concern and will increase in public awareness, especiaIJy in areas of higher population density and where the local population has not previously experienced its effects.
Public concerns over subsidence wiJl have an increasing effect on the ability of underground mine operators to choose the most appropriate mining method for their particular deposit. The question of compensation for surface damage caused by high-extraction underground mining varies from country to country. In Germany, a country with a long history of deep mining, subsidence-related costs are an integral component within overalJ mining costs, while elsewhere subsidence claims are subject to individual settlement. In Pennsylvania, State subsidence legislation was amended in 1994 to give surface property owners increased protection as weIJ as permitting mining companies greater freedom in longwaIJing than had previously been the case (Observer-Reporter, 1995), while West Virginia University has developed a computer programme to predict subsidence effects on non-residential buildings and natural resources in the Appalachian context (EMJ, 1995b).
Subsidence caused by longwaIJing is both inevitable and usually predictable, while primary room-and-pi]]ar mining should not result in subsidence unless there is a sudden failure of a large area of pillars. The Asanol-Raniganj coalfield in eastern India is a case in point, 49 localities having been declared unsafe for habitation folJowing widespread coJlapse of old, inadequately engineered workings (MJ, I994a). Systematic piIJar recovery will cause subsidence unless some form of shortwalJ mining is used (as in the Newcastle coalfield in New South Wales), in which narrow panels are extracted but where subsidence effects do not reach the surface.
50

4 Technical review of operations
This chapter contains case studies and other examples of selected underground coal mines, comparing and contrasting the operations under different geological and socio-economic conditions. This is followed in Chapter 5 by a review of the capital and operating costs incurred at underground coal mining operations in various parts of the world. The case studies include mines in Europe, North America, South Africa and Australia and are based on information collected
Table 8 Proportion of longwall production in the United States, by state and region (EIA, 1995)
Statelregion Total underground
Longwall mines
Longwall production, %*
AL KY (cast) MD OH PA VA WV Other states
12 425
4 9
116 181 339 22
6 4 I 4
10 7
21 0
75 9
99 84 68 32 34
0
Total Appalachia 1108 53 37
IL KY (west) Other states
26 21
5
6 I 0
33 19 0
Total lIIinois basin 52 7 27
CO NM UT WY Other states
13 1
15 4 3
5 I 6 I 0
75 100 83 78
0
Total Western US 36 13 80
Total US 1196 73 40
* rounded
during site visits and from literature sources. Similar infOlmation for mines in countries that might benefit from the transfer of technology and management practices is included in Chapter 6.
Mines in the United States include unquestionably the most productive and efficient underground operations in the world, although these landmark achievements have to be considered against a much broader background of producers of merely average efficiency. Optimisation of mining technologies and management practices has been speeded by intense competition in the domestic market, particularly for low-sulphur thermal coals.
This has also, however, had the unfortunate effect of making underground mining companies very reticent to share any information, technical or otherwise, that could adversely atlect their competitive advantage, in respect both to their domestic competitors and to the transfer of technology and operating practices to other parts of the world. The following case studies on American mines are thus predominantly drawn from a fairly meagre supply of previously published information. The proportion of American underground coal production that is won using longwalls is shown in Table 8. This shows considerable variation, as does a review of overall productivities in the various regions of the country. as
shown in Table 9.
Table 9 Actual and projected productivities (timan-hour) in US underground coal mining (World Coal, 1995a)
Region 1992 1993 1994* 19951- ---------.
North Appalachia 2.97 3.03 3.43 3.90 Central Appalachia 2.59 2.68 2.83 3.20 Illinois 3.07 3.08 3.31 3.80 South Appalachia 2.06 2.09 1.76 2.30 Rockies 5.03 5.38 6.20 7.00
* first 9 months -j forecast by Energy Ventures Analysis
51

Technical review of operations
All the longwall operations covered in this review use retreat mining methods, with the exception of Ruhrkohle's Prosper-Haniel, where advancing longwalls are used.
4.1 Western United States Colorado and Utah form the focus for underground coal production in the western United States, with additional output from mines in New Mexico and Wyoming. Longwall mining was introduced to the region during the 1980s, since when a combination of good geological conditions and innovative engineering has made mines there some of the most efficient in the world. A further significant factor in their success is that most, if not all, are not party to unionisation agreements, giving flexibility in the use of manpower and operating practices that is not readily available to longer-established operations elsewhere in North America. Key technological advances that have emanated from the western US coalfields include the use of mesh and bolt support during longwall face salvage, improved gateroad pillar designs, and the use of more flexible diesel-engined shuttle cars for both production and development.
4.1.1 West Elk
The West Elk mine, located in central Colorado, is operated by Mountain Coal Co., a subsidiary of the oil company, Atlantic Richfield (ARCO). The mine opened in 1982, and in the following years development mining in two seams produced around 300,000 t/y of low-sulphur thermal coal. The mine's first longwall was commissioned in 1992, since when it has become one of the top productivity mines in the United States. Output in 1994 was 3.9 Mt from a single face, coal being shipped to utilities in Colorado and neighbouring states (Fiscor, 1994).
Technology Production is centred on the 7 m thick B seam, of which the top 3.6 m is mined. The face length has been increased from the initial 220 m to 275 m, while panel lengths have also been increased from 1060 m to 1520 m. Each panel contains around 1.8 Mt of coal in situ, and there are plans to double this by increasing panel lengths still further. There is also the potential for a second longwall, which would increase annual output to over 7 Mt/y.
Thc depth of overburden above the seam varies from 180 to 425 m, reflecting the hilly surface topography rather than the seam dip. However, this has not presented significant strata control problems. Some rib spalling occurs, and it is standard practice to support the ribs during development with mesh and rockbolts.
A five-entry layout is used for the main development, with three-entry gateroads. The mine has adopted a strategy of keeping development at least one panel ahead of the longwall, current production requiring an output of around 40 m/shift from each continuous miner development section. The changeover from being a room-and-pillar operation to longwalling required a change of focus for the development crews, with distance gained now a greater priority than tonnage produced.
Roof support is installed using separate twin-boom rockbolting rigs, and West Elk plans eventually to re-orientate the longwall panel layout in order to align it better with the cleat direction in the seam. This in tum should reduce the tendency of the gateroad ribs to spall.
The longwall is equipped with one of the most powerful shearers currently in operation, which works in conjunction with 900 t-capacity two-leg shields. The shearer is operated by radio remote control, and is fitted with both automated horizon control and a shearer initiation system for face support advance. Recent achievements have included the production of over 41,000 t in one day and 16,750 t in one eight-hour shift (Joy, 1995b). The coal transport belt system is rated at 3200-3600 tlh, but during peak production times has handled up to 5500 tlh. Future improvements are likely to include replacement of the existing 1.5 m wide panel belts with 1.8 m, and the use of a 2. I m wide mainline be It to the surface.
4.1.2 Shoshone
The Shoshone mine was opened in 1979 by Carbon County Coal Co. Closed in 1986, it was bought by Cyprus Amax in 1987 and redeveloped to produce around 2 Mt/y of run-of-mine coal for sale into the electricity supply industry market. Reserves are sufficient for a further 10 years operation at current output levels. Located in southern Wyoming, the mine works reserves held in the Palaeocene Hanna 80 seam, which here is from 4.5 to 7 m thick and is overlain by relatively incompetent shales and mudstones. Depth of cover ranges from 50 m at the portals to around 250 m at the current working areas, and could reach around 430 m in the furthest part of the property. The mine is located in the flank of a syncline, the seam dipping at a gradient of between 15° and 22° (Hughes and Stewart, 1993).
Technology A major feature of the Hanna 80 scam is the very weak immediate roof strata. Consisting of some IS m of fragile mudstone, this has about half the strength of the coal and behaves like unconsolidated fill (Barron and Stewart, 1995). The company has used several different combinations of pillar sizes and entries to improve roof stability and reduce closure in the tailgate.
Mining is restricted to the best quality 4.1 m thick section of the seam. Gateroads are driven using continuous miners and shuttle cars at a height of 3.2 m, roof coal being left to improve the stability of the roof. Main development is installed using a five-entry system at 30 m centres with two-entry, 5.8 m wide gateroads. Retreating faces are mined 190 m long with a panel length of 2400 m.
Longwall panels arc mined with the orientation approximately along strike; thus the face line runs down-dip. Shoshone's double drum shearer is equipped with 2.5 m diameter drums, the largest in the United States, and in consequence can mine a seam section of up to 5.0 m. Face supports are two-leg shields with a yield rating of 500 t. A specially designed armoured face conveyor is used that both
52

Technical review of operations
can handle potentially large slabs of coal from the face and incorporates a shearer drive capable of withstanding the forces imposed by such a large and heavy (80 t) unit operating on steep gradients. The gateroad crusher and stageloader have also been designed to operate satisfactorily under these conditions.
The unmined coal is liable to spontaneous combustion, and requires the goaf to be sealed after mining. Gateroads and tailgate crosscuts are supported during mining by the use of concrete and timber cribs to supplement primary rootbolt and truss support. The mine has undertaken a substantial number of experiments in the construction of various forms of tailgate supports, and has been the subject of a US Bureau of Mines monitoring programme aimed at improving knowledge of strata conditions and the applicability of the organisation's Analysis of Longwall Pillar Stability and Coal Mine Roof Rating systems for gateroad design.
4.1.3 Deserado
Deserado is operated by Western Fuels-Utah, a fuel supply cooperative owned by electricity utilities in various parts of the Mid-West. The mine, located in northwestern Colorado, produces around 1.8 MtJy of run-of-mine coal that is washed to give 1.45 Mt of power station fuel. Production is from the 2.4 m thick D seam in the Lower White River coalfield, which contains fomlations of the Upper Cretaceous Mesaverde Group. The mining depth is between 300 and 550 m. This study is included as an example of the effects of upgrading one particular part of the mining system, giving a significant improvement in overall mine performance. TIle mine has subsequently been closed temporarily in response to altered demand at some of its customer power stations (Coal, 1995c).
Technology One longwall is in operation at the mine, which opened in 1982. The first face came on stream in 1987, at which time the face length was 195 m. TIlis has subsequently been extended to 256 m, with a 2.4 km panel length. The effect has been to reduce development requirements by one quarter, as well as the frequency of face moves. The mine's double drum shearer is now relatively low powered by current standards, and cuts a 760 mm web. Face support is provided by 500 t yield rated two-leg shields.
Significant improvements to the mine's performance have been achieved in recent years through uprating the underground coal transport system, which had previously been a bottleneck to increasing production in line with utility demand. While retaining the original conveyor structures, the mine improved the performance of transfer points between belts, so reducing spillage, installed belt scrapers to optimise belt cleaning, and reorganised its main conveyors into shorter units in order to reduce fatigue on the belts during starting. Improved maintenance has increased belt availability from below 80% to over 90%, the whole upgrading programme having improved conveyor carrying capacity by over 50% without the need to replace the transport system (Dubbert, 1994).
4.2 Mid-Western United States Whilst hosting a number of substantial underground mines, the future for long-term coal mining the Illinois basin is in doubt on account of the higher sulphur contents of its reserves. Illinois' production is likely to virtually halve between 1992 and 1999 as markets disappear for high-sulphur coals. Nonetheless, opportunities remain for its products, especially if blended with lower-sulphur central Appalachian coals to meet current domestic compliance conditions, and mine operators in the region have been successful in selling higher-sulphur products into the export market (lCR, I995b).
One of the mines for which a future appears assured is Kerr-MeGee's Galatia, which recently expanded production after moving operations into a new reserve area of low-sulphur coal. In common with other Illinois basin producers, its success now depends on maintaining low-cost production that will compensate for fob export prices that have been somewhat below domestic spot prices. This study is included to illustrate the constraints that market conditions may impose despite the use of high-productivity technology.
4.2.1 Galatia
Galatia is the largest underground mine in the Illinois basin, with a production capacity of around 5.5 MtJy from two longwalls. TIle mine used to work reserves in the Springfield (No.5) and Herrin (No.6) seams, but operations are now concentrated in the lower-sulphur No.5 seam. Mining commenced at Galatia in 1984, initially as a room-and-pillar operation, one longwall being commissioned in the No.6 seam in 1989 and a second in the No.5 seam in 1992. The changeover to production from the No.5 seam came in 1994. Production capacity is 9000 tJd from each longwall (MM, 1995a).
Technology The Springfield (No.5) seam contains coal that can be used either as a semi-soft coking coal or as a high heating value thermal coal. Its sulphur content is sufficiently low to permit its use for power station fuel under Phase I compliance regulations, Galatia's principal market traditionally being utilities in neighbouring states. Two separate areas of the seam lie within the property, separated by a major geological discontinuity. The area recently developed, Galatia North, contains over 36 Mt of saleable coal with a sulphur content of around I %, which permits blending of output from both longwalls to give a compliance product.
The seam lies around 170 m below surface, its thickness varying between 1.8 and 2.3 m. Both longwalls use a 250 m face, with a p,mcl length of up to 2.1 km. Both faces are equipped with double drum shearers. Four-leg shield face supports are used on the new face, with a yield load of 900 t, while the original installation uses 750 t-capacity two-leg shields. Coal is transported from Galatia North underground to the existing conveyor drift on a 1.2 m wide conveyor that runs through one of two 5.2 m wide by 2.4 m high tunnels that were developed in rock to join the two sections of the mine, the project including modifications to the original conveyor systems to permit them to handle coal from the new area.
53

Technical review of operations
4.3 Eastern United States The eastern coalfields in the United States run from Pennsylvania and Ohio in the north to Alabama in the south. Operations range from deep shafts to near-surface mines accessed by adits, the coalfields hosting some of the highest-capacity, most productive underground mines in the world as well as small-scale workings. Key centres of underground production are the Pittsburgh seam in southwest Pennsylvania and northern West Virginia, eastern Kentucky and the Warrior coalfield in Alabama.
The southwest Pennsylvanialnorthern West Virginia district hosts a number of major underground mines, including Consolidation Coal's Enlow Fork, Bailey and McElroy, Peabody's Harris No.1 and Lightfoot No.1, and Ashland Coal's Mountaineer, all of which featured amongst the top productivity longwall mines in the United States in 1994. Mines in the central Appalachians include some of the most productive continuous miner operations in the country, while in Alabama Jim Walter Resources has been at the forefront in the installation of deep longwalling technology in North America.
Examples of highly efficient continuous miner operations in Appalachia include the Marrowbone and Pegasus mines in West Virginia and east Kentucky respectively. Both operate seven-entry production panels, salient details for each being shown in Table 10. A comprehensive review of four other continuous miner operations in the Appalachian region, using a variety of equipment combinations, is contained in Coal magazine (Sanda, 1993).
Table 10 Details for Marrowbone and Pegasus mines (Pickup, 1994)
Marrowbone Pegasus
Seam Thickness, m
Coal burg 1.8-3.0
Stockton 1.5-1.8
Roadway width. m Pillar size, m
6 12 x 12
6 15 x 15
Output: Typical, t/shift Best, t/shift
1100-1250 2000
2300-2500 3100
4.3.1 Low-seam room-and-pillar, Eastern Kentucky
Manalapan Mining Co. 's Highsplint No.6 mine produces utility coal for contract customers and the spot market from the Wallins Creek seam. The four principal seams in southeastern Kentucky host geological features such as in-seam rock bands, a soft roof and a rolling sandstone roof, all of which make longwalling largely impractical. However, by operating two continuous miner sections in reserve blocks of sufficient size to support five years of mining, a strategy that eliminates the infrastructure maintenance costs associated
with longer-term operations, the company has been able to produce around 250,000 tJy from a 1.28 m-thick seam. Run-of-mine coal from this and the company's other Highsplint mines is washed in a central preparation plant before shipping (Blaiklock, 1992£1).
Technology Highsplint No.6 opened in 1988, being developed from the high wall of an earlier surface mine. Equipment and personnel from the company's other operations in the district were used for the initial construction work, including securing the portal entrances to the mine, development of around 45 m into the seam, and erection of the surface facilities, conveyors and stockpile. This preparation work took a total of 13 weeks, and cost (in 1988) $450,000. Equipment for the first section in the new operation included a rebuilt continuous miner, two rebuilt shuttle cars, a twin-boom roof bolt rig, and a rebuilt feeder with a three-way hopper to enable shuttle cars to discharge from all three open sides.
Each production section is equipped with a continuous miner, two or three shuttle cars and a twin-boom roof bolter. Each uses a five-heading layout with 15 m-square pillars on 21 m centres. Typical advances achieved during a shift are around 105 m of 6 m-wide development, producing 1080 t of run-of-mine coal. Pillar recovery is more productive, at about 1800 tJshift, using a timber prop breaker-line. There is one production shift per day, with maintenance being carried out on the second shift.
Each section has a labour complement of 12, consisting of two miner operators, two roof bolters, two shuttle car drivers, a scoop driver, a mechanic and a supervisor on the production shift, and three personnel for the maintenance shift. A further 12 people are responsible for general maintenance, supplies and supervision. Productivities are around 45 tJman-shift for the section crews, and 30 tishift overall.
Technological improvements made during the mine's life include the introduction of a 1000 V continuous miner to replace the early 400 V machine, giving better reliability and lower maintenance costs, the use of radio remote control to permit cuts of up to 12 m to be taken before roof bolting, improved dust control systems and wider conveyor belts to handle the increased output from the more powerful miner.
4.3.2 Longwalling, Alabama
Jim Walter Resources operates four deep mines in the north-central district of Alabama, at the far southern end of the Appalachian coalfield. The mines are located in the Black Warrior coal basin, and work reserves of high-grade bituminous coal from the Blue Creek seam. Access to the workings is gained through the deepest shafts in the US coal industry, the seam lying at a depth of between 425 and 725 m below surface. The Blue Creek project commenced in 1972, initially with the No.3 mine, followed successively by the Nos.4, 5 and 7 (Brass, 1989). Each mine is equipped to produce around 3.2 Mtiy run-of-mine that is washed to give 1.8 Mtiy of saleable product.
54

The Blue Creek seam is from 1.1 to 3 m thick and generally dips at between 1° and 2°, although some steeper sections occur. The coal is extremely friable, and is overlain almost immediately by the Mary Lee seam. This in tum has a roof consisting of over 10m of strong sandstone. The seams contain 15-16 m3/t of methane, making them some of the most gassy in the United States and requiring both high-volume ventilation and in-seam methane drainage techniques using both vertical and horizontal boreholes. The methane produced is sold into the domestic energy market.
Technology The No.3 mine has a capacity of 2700 tlshift run-of-mine from one longwall. The relatively thin seam here requires some over-cutting of the face in order to achieve an adequate working height, a minimum of 1.5 m being cut. The No.4 mine has two longwalls each with a run-of-mine capacity of 4500 tlshift, the No.5 mine has one 4500 tlshift longwall and the No.7 mine has two longwalls with run-of-mine capacities of 3600 and 2700 tlshift respectively. All faces are equipped with double drum shearers and two-leg shield face supports.
The decision to use longwalling as the principal production method was taken at the start of the project, as strata control and ventilation requirements would have made room-and-pillar working unviable at the production levels required. Since the first faces were commissioned, face lengths have been increased from 180 m to between 260 and 290 m, while panel lengths of between 1400 and 2400 mare currently in use. Having experienced poor tailgate conditions during the early stages of longwalling. the company has subsequently devoted substantial resources to the optimisation of gateroad pillar design. This has led to the adoption of a yield-stable-yield pillar configuration between four-entry gateroads as the company's standard design, a procedure that has had the dual benefits of improved stress distribution and reducing floor heave in soft floor conditions (Carr, 1992).
4.3.3 Room-and-pillar, Pennsylvania
RoxCoal operates four underground mines in the east of the Pennsylvania section of the Appalachian coalfield. Its total production is around 1.4 Mtly from continuous miner operations in the Lower and Middle Kittanning scams. The adjoining Diamond T and Longview mines were developed in 1991 and 1992 respectively to work reserves that were below the economic limit of previous strip mining (Hewitson, 1994). Reserves total some 22 Mt of metallurgical-grade bituminous coal.
Initial planning indicated that high reserve recovery would be required in order for underground mining to be viable. Longwall mining was discounted in view of the limited nature of the reserve, and the company introduced a system of continuous miners, continuous haulage systems and pillar recovery on retreat using mobile breaker-line supports. The mine plan permits around 60% of mining activity to be carried out on retreat, thus increasing operational safety.
The mines work reserves in both the Lower (B) and Middle Kittanning (C) seams. While there has been extensive mining
Technical review of operations
previously in the lower seam, the C had not been worked before in the area. Seam thicknesses average 2.3 m for the B seam, and 1.1 m in the C with a range from 0.9 to 2.2 m within the mine area. The seams are separated by between 10.7 and 13.7 m of sandstone, shale and mudstone, the roof of the C seam consisting of either massive sandstone or banded sandstone and shale. The seams dip at an average of 7° and the overburden thickness ranges from 45 m to nearly 200 m across the properties.
Technology Access to the mines has been obtained reusing old workings where possible. Mining commenced in the C seam at Diamond T, followed by the B seam and then Longview. Main headings were developed on a five-entry system using a 60° angle for cross-cuts to simplify manoeuvring the continuous haulage units. Pillars are set out on a 18 by 27 m grid, with entry widths of 5.5 m in the C seam and 4.9 m in the B seam giving a primary recovery rate of no more than 40% on main development and up to 50% in production panels.
Each production section uses a remotely controlled continuous miner that delivers coal to the continuous haulage system, which has a transport capacity is up to 12.7 t/minute. The miners can advance up to a maximum of 12 m under good roof conditions before support is installed, separate twin-boom rockbolt rigs being used. Once a panel has been completely developed, pillar recovery commences from the far end using mobile roof supports to protect the mining equipment and personnel.
Production panel pillars arc designed for a maximum width of 12 m, thus maintaining the limits imposed on continuous miner advance under unsupported roof. The mobile roof supports are radio remote controlled and are retreated in sequence to provide the protection required, with additional timber breaker-line supports being installed where necessary. Despite some poor roof conditions, reserve recovery from the first three panels to be extracted in the B seam was over 90% in total, with peak production rates of over 2000 tlunit shift being achieved.
4.4 United Kingdom The British coal industry has undergone major restructuring with its return to the private sector at the end of 1994. The amount of technical information emanating from the new operating companies has been understandably slight since that time as their concentration is on the integration of new operating systems within the existing national and European coal market. The case studies included here are thus based more on references published shortly before privatisation than on current systems that may still be in the process of refinement.
The principal area of underground coal production remaining in the United Kingdom is centred on eastern England. Outlying areas that include the Staffordshire and South Midlands coalfields also support continuing, but limited underground production. A key producer in the Yorkshire district is RIB Mining's Selby complex consisting of the
55

Technical review of operations
North Selby, Riccal, Stillingfleet, Wistow, Whitemoor and Gascoigne Wood operations, which had a combined output of around 12 Mt in 1993. The southern Leicestershire portion of the coalfield hosts the same company's Asfordby mine, still under development and with a projected annual capacity of 2.0 Mt, while in the Staffordshire coalfield Coal Investments has introduced American-style technology at its Hem Heath mine, formerly worked as a longwall operation by British Coal.
4.4.1 Selby
The Selby complex was developed in the late 1970s and early 1980s to provide power station fuel for the domestic market. Its five deep mines feed a common underground transport system that brings all the output to surface via declines from the Gascoigne Wood handling facility. The mines work reserves in the Barnsley seam. High horizontal stresses have been encountered, leading to the need for innovative strata control engineering, while at Wistow in particular, water ingress from overlying strata has posed significant problems (Houghton, 1994).
Technology All the Selby mines operate heavy-duty mining equipment, using both British and American double-drum shearers that are remotely controlled. Original four-leg face supports have been progressively replaced with two-leg units that offer better performance, some supports being fitted with canopy sprags to retain face integrity.
Development is undertaken using either roadheaders or continuous miners. The latter are used where the gateroad face consists mainly of coal, while roadheaders are more suited to areas where faults are likely to be encountered or where the seam is thinner, as at Whitemoor and North Selby. Fully rootbolted development is used where possible and has superseded the installation of steel arch support; some trials on combined miner-bolters have been carried out. Fibreglass cable bolts have been installed as rib support.
Coal clearance from the complex involves the usc of seven 2000 t and two 1000 t strata bunkers, together with horizontal surge bunkers. The two main conveyors up the Gascoigne Wood drift have a capacity of 2500 tlh at variable speeds up to 8.4 m/s. The average distance coal is transported is 16 km, rising to over 20 km from the North Selby and Whitemoor mines.
4.4.2 Asfordby
Asfordby is the only major new underground mine recently to be developed in the United Kingdom. Construction commenced in 1984, based on a reserve of 40 Mt held in the Deep Main seam, 45 Mt in the Parkgate seam and a further 25 Mt of unclassified reserves (Harris, 1994). Further reserves, totalling some 400 Mt, lie to the north of the current mine permit area. Seam thicknesses range from 2.2 to 3.2 m in the Deep Main and 2.6 to 3.3 m in the Parkgate. It is intended to produce a low-sulphur washed coal for sale in the electricity generation market. The original design was for four advancing longwall faces with an annual output of
2.2 Mt; this was revised to three retreating faces to produce 4.0 Mtly, and subsequently amended to 2.0 Mtly with a further reduction in the number of faces and a change from six- to five-day working schedules. The first longwall was commissioned in early] 995.
Technology Twin shafts have been sunk to depths of 515 Oland 473 m, and were connected underground in 1989. Main spine roads underground were initially driven using full-face tunnel boring machines, but later reverted to roadheader excavation on cost criteria. Multi-entry in-seam development using continuous miners and shuttle cars has been used from the start, and has incorporated roofbolting as the primary support method. Roadways are mined 3.3 m wide by up to 3.65 m high, and are in three-entry layout for main development and two-entry for gateroads. Manual rootbolting has been replaced by the introduction of self-contained roofbolt rigs, and a system of place-changing was implemented in order to maximise the equipment utilisation. Combined bolter-miners have also been used.
4.4.3 Hem Heath
Hem Heath opened in 1926 and in 1980 became part of the Trentham colliery. Following closure by British Coal in 1992, Hem Heath was leased by Coal Investments and reopened in 1994 with the aim of producing 500,000 tly run-of-mine for sale into industrial and other markets apart from the electricity supply sector. By contrast, before closure Trentham reached a peak output of 2.3 Mtly from six longwall faces, supplying the generation market. The mine has reserves of between ]7 and 20 Mt in the Ten Feet, Hams and Rough Seven Feet scams, with working initially concentrated in the Hams scam (M], I994b). The mine is served by two shafts, each 1040 m deep, and by a 2500 m long conveyor drift.
The Hams scam is complex, and includes 2.4-3.0 m of coal with a soft rock band above, and both waste and a thin coal section below. The roof is too soft to be rootbolted effectively while the floor waste and coal is too weak to support the mining equipment; thus the entire section is mined, making washing a necessity (Coal UK, 1995).
Technology Production is by continuous miner room-and-pillar, with two production sections operating in a four-entry configuration. Headings are mined 5 m wide to the full scam height, with a maximum cutting depth of 3.6 m initially. This is scheduled to be increased to 4.6 m and eventually to 6 m. Development has been planned to take best advantage of roadways already driven by British Coal, thereby minimising equipment down-time for travelling. Shuttle cars transport cut coal to a 300 tlh-capacity feeder-breaker in each section, which in tum supplies a 7 km-Iong conveyor network leading up the drift to the surface.
Separate rootbolting rigs arc used in a place-changing operation, primary support consisting of 2.4 m long bolts being supplemented by 6 m cable bolts where roof conditions require it.
56

------------------------------ ------- ----------------------------
Technical review of operations
Having recommenced operations at the mine on this basis, the company aims to reintroduce longwalling at Hem Heath in response to increased market demand for its products (MM, 1995c).
4.5 Germany
Underground hard coal mining in Germany is centred on the Ruhr and Saar coalfields, of which the fomler has the higher annual output and has the better long-term prospects. Nonetheless, investment is continuing in the Saar mines, in particular at Ensdorf, where there has recently been considerable capital expenditure in new coal cutting and face support equipment. Ensdorf produces 3 MtJy at what are claimed to be the lowest production costs in Germany (MM, I994b), a position that its new equipment should help to maintain.
In the global context, however, Germany's underground mining sector operates at a significant disadvantage to the industry elsewhere. Ruhrkohle's mines work relatively thin scams at an average depth of nearly 950 m (Ruhrkohle, 1994), while environmental and social costs are higher than for coalfields in other countries (Daniel and Jamieson, 1992). To a certain extent, these disadvantages are offset by the use of high-technology mining, but production costs remain higher than world market prices, the industry being subsidised to maintain security of Germany's energy supplies. For the purposes of this study, one of Ruhrkohle's lowest-cost producers, Prosper-Haniel, was selected by the company to demonstrate the mining methods used and the constraints under which mining has to take place.
4.5.1 Prosper-Haniel
Prosper-Haniel was formed in 1974 through the amalgamation of the neighbouring Prosper II, Prosper III/IV, Jacobi and Franz Haniel mines (Walker, 1996b). Located 5 km north of Bottrop, in 1994 the mine produced 3.59 Mt of saleable themlal coal which, on account of the high proportion of dirt bands contained in the seams being mined, required the output of nearly twice this tonnage as run-of-mine coal. The average scam thickness in 1994 was 2.04 m including dirt bands, which reduced to 1.5 m excluding such waste material.
The current mining reserve covers an area of over 60 km2
within which there is a reserve base of 326 Mt. A further 290 Mt are contained in the Schermbeck Sud area to the north of the current workings. Prosper-Haniel wins coal from six out of a total of 23 seams present on the property, with extraction currently concentrated in seams in the Dorsten and Horste Formations. Beneath these lie viable seams in the Essen and Bochum Fomlations, with the depth of the basal seam at 1400 m on the property. The depth of current workings mean that virgin rock temperatures can approach 38°C, which can locally impose constraints on working times as well as increasing ventilation requirements.
Current production is from seams containing gaskohle and gasflammkohle (high-volatile steam coals). Coal produced at Prosper-Haniel is used for thermal electricity generation both
within the Ruhr area and elsewhere in Germany. Some of the deeper seams, currently unworked here, contain coking-quality coal.
Technology Longwall mining is the principal production system, using a combination of ploughs and shearers for coal cutting and loading. Ploughs are used in seams up to 1.8 m thick, low-seam shearers for seams between 1.4 and 2.0 m, and double-drum shearers in seams thicker than 2.0 m. In mid-1995 three plough faces and three shearer faces were in operation. Plough faces are operated remotely from a surface control centre, using Ruhrkohle's 'defined control system' to monitor and control the face profile, depth of cut, plough speed and support movements.
The structural geology on the property consists mainly of north-south-trending faults that permit longwall panel lengths of up to 2.5 km. This compares favourably with the Ruhr coalfield average of under 2.0 km. The mine uses advancing longwall technology, and adopts the somewhat unusual system of pivoting the face through 180° once a panel has reached its furthest limit, thus effectively doubling the panel length. The face is then advanced back to its starting line. Face lengths currently range from 250 to 290 01, with the potential to go to 400 m in the future.
Gateroad development is single-entry, using both roadheaders and conventional drill-and-blast systems. Each gateroad is used twice, as the main gate on one face and as the tail gate for the adjacent panel, and there is thus an over-riding requirement to ensure that the roadway is kept open after the face has passed. Gateroad support is achieved using steel arches, the seam roof and floor consisting of sandstones, mudstones and shales that are not suitable for roofbolting at this mine. The use of arches means that a section of each arch has to be removed at both gate ends as the face progresses, and then replaced once it has passed. Floor heave means that dinting is required on a regular basis.
For main development, the mine uses roadheaders in-seam and a tunnel boring machine for rock driveages which, although considerably more expensive to operate, produces a better cut profile and is faster than other systems.
The web cut on each pass along the face depends on the hardness of the in situ coal. A plough operating in hard coal will typically take just 25-30 0101 on each pass, a figure that rises to 40-1000101 in softer coal, the plough moving along the face a speed of at least 2 mls. Shearers typically take an 850 mm web, a thickness that is related to the geometry of existing face supports.
Prosper-Haniel currently has four vertical shafts, which have been sunk progressively as operations have migrated northwards from Bottrop. Run-of-mine coal is transported from underground through a conveyor drift from the 786 m level to the surface in the centre of the town, where the mine's washery is located. Waste from the washery is returned underground on the lower belt of the conveyor, and is then hoisted in the Franz Haniel shafts for disposal at the main tip nearby. This system both reduces the amount of
57

Technical review of operations
industrial vehicular traffic through Bottrop and regenerates power to offset some of the conveyor operating costs.
4.6 South Africa
In tonnage terms, continuous miner operations predominate in underground coal mining in South Africa. While seam thicknesses are often adequate for longwalling, other geological discontinuities - usually post-depositional intrusive dykes - make the delineation of viable longwall panels very difficult. In consequence, the number of longwall operations in the country has decreased markedly over time, with just three mines (Bossjespruit, Matla and New Denmark) still using the system in mid-1995.
The case studies selected to illustrate current mining practice here are Ingwe Coal Corporation's Khutala mine and Amcoal's New Denmark. Further details on these and other operations can be found elsewhere (Walker, 1995b; Louwarts and others, 1994).
4.6.1 Khutala
Khutala, situated nearly 100 km east of Johannesburg in the Witbank coal basin, was established in the mid-1980s to supply the Kendal power station. Units at this facility have been commissioned sequentially, all six now being in operation. Production at Khutala has expanded in line with demand, rising from initial deliveries in 1986 to 340,000 tJmonth in 1990 (Walker, 1991), and is targeted for nearly 1 MtJmonth in 1996. Final design output will be 13.5 MtJy of run-of-mine coal, with the possibility of further production to provide fuel for the first three units at the Majuba power station when these are constructed.
The reserve area on which the mine has been based measures some 9 by 15 km and contains an estimated 1500 Mt of coal in the Nos. 2, 4 and 5 seams. Ingwe's contract with Eskom covers output from the Nos. 2 and 4 seams, with potential for development of No.5 seam reserves for the export market in the future. The No.2 seam averages 7 m in thickness, the No.4 seam 6 m and the No.5 seam 1.8 m, the No.2 seam, the lowest on the property, lying at a depth of around 100 m from surface.
Technology Khutala operates both double and single continuous miner sections in a room-and-pillar configuration. Double sections involve the development of 15-entry panels, served by two panel conveyors, while single sections work a seven-entry layout. Height constraints on both continuous miners and roofbolting equipment restrict the mining height to a maximum of 4.5 m unless a two-pass system is used in which the top section is mined first with subsequent extraction of a lower bench. Coal is normally left in the roof of the heading. Typical extraction ratios are currently 56% in the No.4 seam and 64% in the No.2 seam, proportions that could be increased with the use of high-reach rootbolting machinery.
Headings are mined 6.0 m wide and between 3.8 and 4.5 m high. Pillar dimensions are on average 17.5 by 15.3 m, with
close superimposition control over pillar layout in the two seams being worked. A 15 m advance is taken in each heading, bringing the face into position for the development of new cross-cuts after each advance. The continuous miners used are equipped with either 3.3 or 3.6 m wide cutting heads, requiring double pass mining to achieve the full entry width.
Coal is transported from the miner to the panel feeder-breaker in electrically powered shuttle cars, is crushed to <150 mm, and is transported directly to surface by an incline conveyor to the mine stockyard. Ancillary equipment in use includes two rootbolt rigs and one load-haul-dump unit for each double section, electro-hydraulic service and lubrication vehicles, a single-boom drilling jumbo for blasting operations when dykes are encountered, and multi-purpose vehicles for supplies.
4.6.2 New Denmark
Production from Amcoal's New Denmark colliery, some 30 km north of Standerton in the eastern Transvaal, is tied to Eskom' s Tutuka power station. Two separate underground mines, the Central and North mines, are to supply a maximum of 10.14 MtJy of run-of-mine coal to the utility. Development of the mines commenced in 1981 with full production scheduled for 1989; however, lower than anticipated utilisation of the power station has meant that to date New Denmark has produced a maximum of 8.5 MtJy, in 1993. Production in 1995 was scheduled to be 9.3 Mt.
New Denmark exploits the No.4 seam which lies at a depth of 190 m in this area and averages 2.0 m thick. Initial reserves were estimated to be 434 Mt based on a minimum seam thickness of 1.5 m. The mine lease extends over an area measuring 25 by 25 km, and abuts Sasol's Secunda mining complex to the northwest. Production capacity is concentrated on the Central mine, for which a new vertical shaft complex has recently been sunk to the north of the existing access shafts.
Production to date has been from areas containing thicker seam reserves; future operations will be concentrated in thinner seam sections, requiring both some re-equipping of face supports and shearers, and higher output per unit shift in order to maintain contractual production levels.
Technology New Denmark has been able to overcome most of the problems associated with achieving adequate panel sizes although its reserve is intersected by a significant number of intrusive dykes. One of the strategies used to maximise use of the reserve is the application of shortwall mining - in this case, 'short longwall' is a more accurate description - which permits the extraction of smaller reserve blocks than would be viable for a conventional longwall.
The Central mine operates two longwalls and one shortwall, while the North mine has one shortwall. Run-of-mine production is supplemented by coal obtained from haulage and gateroad development.
58

Technical review of operations ---------._-------------~------._--
Double-drum shearers are used for cutting and loading on the longwalls, with single-drum shearers on the shortwalls. Roof supports are similar in both applications, using four-leg chock shields with a yield load rating of 825 t to handle the loads imposed by the massive sandstone roof above the seam. The face length on the longwa]]s is typically 200 m, while that on the shortwalls ranges from 45 to 150 m, depending on local conditions. A panel length of 2000 m is typical, but can also vary according to geological constraints.
Development is carried out using continuous miners that cut the full seam section to a width of 7.0 m in two passes. The mine uses a two-entry gateroad system, and aims to develop access headings behind each panel to simplify face equipment installation. It is also unusual in that extensive use is made of rail haulage for longwall equipment and supplies. This is in part due to the weak floor conditions beneath the seam, the soft rocks deteriorating rapidly on exposure to water. This has also prompted investigations into the use of monorails to suspend gate end equipment, rather than dragging it along the gate road floor.
The roof strata above the No.4 seam are very competent, and in consequence bolting requirements are light and are a secondary operation to development driveage. New Denmark has been evaluating a low-seam bolter-miner that can cut a 6.0 m wide heading in one pass, and has also trialled continuous haulage systems in an effort to improve development productivity, especially in low seam conditions.
Access to the North and Central mines is gained through vertical shafts, with an incline conveyor drift used for coal transport from underground to the surface. Each shaft is capable of handling loads of up to 60 t or 300 people.
4.7 New South Wales, Australia Underground coal production has been the traditional means of mining in New South Wales. In 1960, underground output was 17.7 Mt, representing nearly 96% of the state's total; ten years later, comparable figures were 29.6 Mt and 94%. with longwall mining supplying only 5% of the underground total. The surge in surface mine development from 1970 reduced the proportion of coal mined underground in New South Wales in 1980 to 73% (at 30.1 Mt), and by 1991-92, underground mining was responsible for 53% of total output at 44.2 Mt out of 83.9 Mt (Barnett, 1994). Of 50 underground mines in the state at that time, 19 operated longwalls that accounted for 53% of overall underground output. In 1993-94. total NSW coal production was 101.96 Mt run-of-mine (84.01 Mt saleable) of which 46.79 Mt run-of-mine (41.44 Mt saleable) came from 46 underground mines (NSWDMR, 1995).
Longwall mining is concentrated in the Newcastle and Southern coalfields, with some longwall mines in the Western coalfield and one in the Hunter Valley. Further longwall developments are under way here, in particular the Dartbrook and South Bulga mines. Room-and-pillar operations are spread throughout the coalfields, and range in size from 80,000 t/y mines. such as Kandos, to Myuna with an output of over 1.5 Mt/y.
Each year. the Joint Coal Board tabulates information on underground mine production and productivity, making comparison of individual perfonnances relatively simple. This 'league table' approach does not, however, take into consideration actual mining conditions; thus mines in which roof conditions are poor or seams thin arc compared to those in which the attainment of high productivity is more straightforward. For the purposes of this study, the leading mines in tenns of productivity in 1994, Ulan (longwall) and Canyon (continuous miner) provided information about their operations, as did the Tower longwall mine.
4.7.1 Ulan
The Ulan mine, managed by Exxon Coal and Minerals Ltd on behalf of its joint venture owners, is located in the Western coalfield of NSW. There has been underground mining in the area since the mid-I920s, but significant expansion was impossible until a rail link was constructed to the mine in 1982. Surface mining commenced in the early 1980s, and a longwall was commissioned in 1987. Run-of-mine production was 4.81 Mt in 1993-94, giving 3.54 Mt saleable; of this the underground operations contributed 2.45 Mt. In 1994, underground output was 3.23 Mt saleable. In 1995, 3.1 Mt are expected as a result of there being two face changes, with 3.6-3.7 Mt in 1996 with only one change (Walker, 1995f). The mine achieved an Australian production record of 34,130 t in one day in August 1995.
Ulan has been developed in the 13 m thick Ulan scam, of which a 2.9 m section is mined underground. This produces a run-of-mine product that does not require washing to meet contractual requirements for both export and domestic thern1al coal sales. Access to the underground workings is via a decline from surface, and the existing underground main conveyor is soon to be replaced with a new drift and surface conveyor to handle all the mine's output. The seam is virtually horizontal, but is intruded randomly by igneous dykes and plugs, and by volcanic diatremes that are typically 50-100 m in diameter. Spontaneous combustion is a serious concern, one incident having halted underground production for six months in 1991-92.
Underground reserves arc sufficient to support a further 20 years operation with one longwall. A secondlongwall installation is under consideration, however, and a further 200 Mt of reserves are available in an adjacent block.
Technology Ulan uses a standard 250 m face length on its retreating longwall. having increased this from 200 m in 1992. Production equipment includes a double-drum shearer with 700 t-capacity four-leg chock shield face supports. The section of coal mined is competent and stands well at the face, pern1itting a I m web to be taken on each shear. Cut coal is transported from the mine to the stockyard on a 1600 mm belt conveyor that travels at 3 mls and has a capacity of 3000 t/h.
The spontaneous combustion incident in 1991-92 had a profound effect on the longwall panel design used at Ulan.
59

Technical review of operations
Panels, normally 2000-2200 m long, are laid out in blocks of four with a 30 m wide safety pillar between each block. This has had the unwelcome effcct of increasing the amount of gateroad development required for each block.
Gateroads are driven on a twin-entry system using radio-controlled continuous miners with hydraulic shuttle cars. Pairs of gateroads are driven on 30 m centres with cut-throughs every 100 m; the gateroads are mined 5.2 m wide and 3.0 m high, 100 mm higher than the face to assist the shearer operators maintain vertical alignment. Rootbolting is carried out using rigs mounted on the miners, while rib bolting precedes the retreating face as a separate operation. Average gateroad development rates are around 17-18 m/shift, with a maximum of 25-26 m/shift achieved periodically.
The mine has a comprehensive gas monitoring system as well as instantaneous detectors in development ends and at the longwall gate ends. Readings are taken for carbon monoxide, carbon dioxide and oxygen levels in the goafs, and for methane elsewhere. Faces are required to be sealed within four weeks of completion and equipment salvage in order to minimise the risk of spontaneous combustion in the goaf.
4.7.2 Tower
Tower colliery, located in the Southern coalfield inland from the port of Wollongong, is one of four deep mines in the district that supply BHP's steel works at Port Kembla. Mining commenced in the district in the mid-1800s, working from seam outcrops in the coastal escarpment. A second phase of mine development inland from these took place in the 1960s and 1970s when five mines, Appin, Cordeaux, Tahmoor, Tower and West Cliff, were constructed (Walker, 1996a).
The IIlawarra coalfield hosts up to ten scams of which the No.1 (Bull i) and No.3 (Wongawilli) scams contain high-quality coking coal. The seams lie at a depth of around 500 m, making these mines the deepest in Australia. High horizontal stresses are experienced throughout the district, and in consequence strata control engineering is of much greater significance than in other, shallower operations. TIle mines also have to engineer for both high in-scam methane contents and the occurrence of outbursts of methane and carbon dioxide.
Tower colliery was developed in the late 1970s on the basis of a 70 Mt reserve of prime coking coal. Twin shafts provide access, one used for men and materials, and one for hoisting coal in skips. The mine was initially developed as a room-and-pillar operation, was then operated at part capacity, and was redeveloped for longwalling in 1985. The first face commenced in 1988, since when the mine has been producing around 1.5 Mt/y run-of-mine from one longwall and its associated development. Its target output of around 2 MtJy has not been met to date largely on account of difficult ground conditions that hinder development.
Production is concentrated in the Bulli seam, which ranges in thickness from 2.4 to 3.2 m, with an average working
60
thickness of 2.6 m. The 8-10 m thick Wongawilli seam is between 30 and 40 m below the Bulli seam here, and represents an additional source of methane in the mine.
Technology Tower has a single longwall on which the face length has been increased from the original 100 m, firstly to 150 m and then to the current 200 m. Panel lengths as designed initially were found to be too long for the rate of gateroad development that can be achieved, and in consequence have been reduced to between 600 and 1200 m, although there is the potential for some panels of up to 5500 m on the property. There are two double-drum shearers, of which one is in use at any time. Face supports are 800 t yield load four-leg chock shields.
Roof conditions are poor and development support requirements are consequently high. Primary support of a row of five rootbolts with steel straps every 700-800 mm has been replaced in some areas by full meshing supported by eight bolts per metre run. Gateroad ribs are secured with straps and bolts, and secondary roof support of two, 8 m long cable bolts every 2 m is installed as a separate operation.
Roadways are driven 4.8 m wide using continuous miners and shuttle cars on a two-entry system, with cut-throughs every 70 m in gateroads and 100 m elsewhere. A maximum of 4 m can be mined in a heading before it is supported. The average development rate is around 6 m/shift, although up to 13 m/shift can be achieved where roof conditions permit. A further hindrance to development is the occurrence of gas outbursts, a phenomenon that is believed to be related to geological structures, and that limits the number of men permitted to be in the development heading at any time.
Methane drainage is a major exercise at Tower, with longwall panels being drilled before a face is installed to reduce the in situ content of the seam from 12-1 8 m3/t to around 2 m3/t. Cross-measures drainage is also used to capture methane emitted from the underlying seams. There is potential for drained methane to be used as fuel for a gas turbine power station, the electricity produced being sold to the state distribution grid.
4.7.3 Canyon
A study on the Canyon mine which, together with Invincible is operated by Coalpac Pty Ltd, is included here as an illustration of the ability of a small-scale underground coal mine to achieve high labour productivities. In this context, it can be taken as a valid example of an essentially low-technology operation that may have much wider potential applications in both industrialised and developing countries.
Both mines arc based on limited reserves that are contained in the pillars remaining from earlier room-and-pillar operations. There is minimal utilisation of 'state-of-the-art' technology, but rather reliance on proven, and in this case largely second-hand, mining and transport equipment. The mines arc worked on a retreat basis towards a main adit entrance and will close once accessible reserves have been

Technical review of operations -------~--------------------
extracted. In their eight-year life, the mines will produce around 4 Mt of coal that otherwise would have been abandoned (Walker, 1995f).
The mines are located in the Lithgow area of the Western coalfield. There has been extensive mining in the district for over 100 years, albeit generally on a small scale. The Invincible mine is immediately south to the highly productive longwall operation at Baal Bone, while Canyon is located in the Blue Mountains in a plateau area deeply incised by river gullies. Canyon produces 240,000 tJy from the Katoomba seam, while Invincible mines 340,000 tJy from the Lithgow seam. Output from both is thermal coal that is sold into electricity generation and industrial markets.
Technology Canyon mine is operated using two continuous miners and a fleet of six shuttle cars. Only one miner is used at any time. Pillars are extracted to the full seam height, here 2 m, the shuttle cars being used to transport the coal from the miner to the conveyor network boot end. The length of conveyors is constantly being reduced as mining retreats towards the main access drift. The miners can be used with radio remote control or operated manually, depending on local conditions and the depth of cut required into a pillar; in manual mode a 7.5 m-deep cut is permitted, but this can be extended to 10m using remote control of the miner. On account of the low roof, considerable cooperation is needed between the operators of the miner and the shuttle car to ensure that a full load is achieved.
The pillars here measure around 30 m by 40 m, each containing somewhat over 3100 t of coal. A highly detailed mining procedure is used, specifying the sequence of each cut into the pillar and the support required. Timber breaker-line props arc used to form a collapse line in the goaf, and roadway intersections are roofbolted before extraction of each pillar starts.
4.8 Queensland, Australia
The development of underground coal mining in Queensland took place in two distinct phases. The first encompassed coal deposits that were relatively close to the coast, inland from Brisbane and in the smalJer coal basins to the north; the second, and far more significant stage came in the 1980s with the construction of underground mines in the Bowen Basin as resources too deep for the surface mines that been commissioned over the previous decade were brought into production. Such operations include MIM's Oaky Creek, ARCO's Gordonstone, the German Creek mines (Capricorn Coal Management) and North Goonyella (White Mining), all of which are high-capacity longwall operations servicing the export market. Current development projects include Crinum (Gregory joint venture) and, further into the future, Shell Coal's Moranbah North mine.
A major benefit enjoyed by this latest generation of mines has been their ability rapidly to achieve levels of productivity that older-established operations have had to develop slowly over considerable periods of time. The new Queensland mines have been designed from the outset for productivity,
rather than having increasing targets imposed on an existing, perhaps inadequate infrastructure. The results have been impressive, with Queensland mines filling the top positions in production and productivity league tables over recent years as their output has accelerated (AMM, 1994, 1995). However, establishing a foothold on the productivity curve is not always easy, as was discovered at North Goonyella where continuing problems were experienced during extraction of the first longwall panel taking a 4.5 m seam section, substantially higher than elsewhere in Australia. The case studies that follow review some of the factors that have assisted in recent achievements.
4.8.1 Gordonstone
Located at the southwestern end of a 50 km-Iong trend that also hosts the Gregory, Oaky Creek and Gennan Creek mines, Gordonstone commenced operations in April 1993. In 1994, the mine became the first Australian longwall to exceed 4 MtJy run-of-mine production, Baal Bone in New South Wales having been the first over 3 MtJy only the previous year (AMM, 1994, 1995). A target output of over 5 MtJy is planned.
The mine was brought into production with a lead time of under three years, and during the course of construction achieved haulage development rates that were almost double that of the next best Australian mine with a similar high density of roofbolting (Roberts, 1995b). Two longwall sets are available at Gordonstone, and although only one is in operation at any time, the availability of the second permits rapid face changes that give virtual year-round production. When both faces are required to operate simultaneously, the mine infrastructure (drift conveyors and coal handling facilities) is capable of handling the combined output.
Gordonstone uses a longwall face length of 200-250 m, with panels of up to 2.5 km. The German Creek seam is 3 m thick here, and mining takes place beneath 230-290 m of overburden. Seam roof conditions are weak and initially led to strata control problems in gateroads; additional mesh support is also required during face support salvage operations at face changes (Engelsman, 1995). Face equipment in use includes double-drum shearers and 860 t-capacity two-leg chock shields, while the underground coal transport system feeds a 5000 tJh capacity belt conveyor that rises 250 mover 1550 m, is 1.8 m wide and travels at 5 m/s. Gateroad development uses combined bolter-miners in combination with shuttle cars.
A key to the operation's rapid success has been the incorporation of total quality management philosophies throughout its development (Roberts, 1995b). In addition, a carefully planned recruitment system was used to select personnel suitable to form a committed and competent workforce. Substantial savings were made in capital costs as a result, and the benefits have continued in the form of enhanced productivity (Roberts, I995a). The use of these procedures may reflect in part the largely American ownership of the mine, with the potential for transfer of management and operating concepts from ARCO's US operations.
61

-----
Technical review of operations ----~-------
4.8.2 Crinum
The Crinum project was approved in early 1993 and is scheduled to reach its full production rate of 2.5 Mtly by mid-1996. The mine is being developed by the Gregory joint venture, for which BHP is the project manager (QGMJ, 1994). Initial development centred on twin access declines and a ventilation shaft, with underground haulage and gateroad development proceeding once the main drift conveyor had been installed by mid-1994.
Development is being undertaken using radio-controlled continuous miners, each of which is equipped with four roof bolting rigs and two rib bolters. Cut coal is transported from the miner to the section conveyor using shuttle cars, each conveyor being equipped with a mobile boot end that moves forward in synchronisation with the miner, so reducing the transport time and increasing machine cutting utilisation (Caruana, 1994b).
Crinum will work the Lilyvale seam whieh lies at a depth of around 120 m beneath weathered basalts, clays and Permian sandstones and siltstones. Run-of-mine output will be blended with coal from the Gregory opencut and washed to produce low-ash coking coal, soft coking coal and by-product thermal coal for export.
4.8.3 German Creek
The German Creek mines, situated at the northeastern end of the Gordonstone-German Creek belt in central Queensland, lie 40 km northwest of Gordonstone and 20 km from Oaky Greek. There are three separate operations, one opencut and two underground mines, that together produce between 5 and 6 Mtly of run-of-mine coal that is washed to produce over 4 Mtly of high-grade coking coal for export (Parkin, 1994). Mining commenced in \981 as a wholly surface operation, with the first underground colliery, CentraL being developed in 1984 and the second, Southern, entering production in 1988 as surface resources became depleted. The mines arc operated by Capricorn Coal Management Pty Ltd (Capcoal), a wholly owned subsidiary of Shell Australia (Walker, I 995e).
Capcoal has title to mining leases and exploration permits covering 400 km2 and containing more than 1000 Mt of coal resources. The German Creek mines work the Aquila, Tieri and German Creek scams that occur within the Late Permian German Creek Formation, and the Middlemount seam of the Rangal Coal Measures. Seam thicknesses in the district range from 500 mm to 4.0 m, with an eastwards dip of up to 5°. Underground operations are currently concentrated in the German Creek seam, while the German Creek East opencut works the Middlemount scam. The German Creek seam is from 1.8 to 2.6 m thick at Central and 2.7-3.0 m thick at Southern.
The depth of covcr ranges from 200 to 350 m at Central, and 100-200 m at Southern, the two operations being separated by a major fault system. Igneous intrusions have locally reduced the medium rank, low-volatile bituminous coal of the German Creek scam to natural coke. and methane concentrations increase with depth.
Central mine was developed from a surface decline, while access to Southern was formed from the high wall of one of the completed opencuts. Highwall mining has been used successfully to recover coal from some pits (see Section 4.9).
Performance at the two underground mines has been the subject of considerable interest, not only from a competitive point of view but in terms of the technologies employed. Southern was designed using more modem equipment and operating concepts than were available for Central, and has a thicker seam section, yet is widely perceived to have been unable to fulfil its potential, Central having achieved better labour productivities in both of the last two years (AMM, 1994, 1995). Currently economic reserves at Central will be exhausted by 2000, although substantial resources exist at depth and will be mined when it is viable to do so. In the mean time a new mine, Grasstree, may be commissioned to replace its capacity.
Technology Both German Creek underground mines operate a single retreating longwall. Face lengths of 200 m have been standard, with Southern scheduled to change to a 250 m face in late 1995. Roof conditions are generally good, although locally deteriorating in parts of Central where the German Creek seam and the overlying Upper seam merge. In such conditions the standard gateroad development bolting pattern of four bolts per metre run can be increased to six or eight bolts per metre, plus two point-anchored flexibolts.
Development involves the use of continuous miners equipped with either on-board or manual bolters. Main development follows a five-entry system mined to 5.5 m width with gateroads at 5.2 m. Typical annual development requirements are between 12,000 and 15,000 m at each mine in order to support planned production levels (Matheson, 1995), and average productivities achieved have been 16-18 m/shift at Central and 13-14 m/shift at Southern.
As at many longwall operations in Australia and elsewhere, maintaining development rates is seen as a key area in overall mine performance. Trials at Southern colliery have matched a Joy sump shearer miner with a flexible conveyor system suspended from a roof-mounted monorail that also carries all the utilities for the miner. If proved successful, such a combination could have far-reaching effects on development productivity throughout the world.
Face equipment consists of double-ended ranging drum shearers matched with 800 t-capacity four-leg chock shields. A web thickness of I m is taken on each face cut, one operator controlling each shearer drum remotely. Operating practice at Central is to run the shearer at a consistent rate of 70-80% of maximum speed, so spreading the transport requirement better than if output varied repeatedly from maximum to none through the cutting cycle. The main drift belt at Central is rated at 2500 tlh while that at Southern has a design capacity 3500 tlh, and a new overland conveyor carries Southern coal the 12 km to the mine's washing plant, replacing earlier truck haulage.
62

--------------------
Technical review of operations
4.9 Highwall/auger mining operations Both highwall and auger mining involve remotely controlled penetration of some form of cutting head into a seam from outcrop, whether this is natural or, more usually, the high wall of an opencast or strip mine. Auger mining preceded highwall mining in technological development, and has been well-established for many years, particularly in the eastern United States. Some experiments with auger mining were also calTied out underground during the I950s, but were not successful at that time.
Both systems offer the potential for cheap coal production from resources that would be uneconomic to mine by any other means. The potential resource is huge: the US Bureau of Mines has estimated that there is some 30,000 km of highwall terrain in Appalachia alone, containing over 18,000 Mt of low-sulphur steam and metallurgical coal (Chadwick, 1993b), of which some 10,000 Mt might be recoverable. Elsewhere, there is comparable potential in any part of the world where there is surface mining of geologically continuous seams, one auger system having been delivered to PT Arutmin's open pit operations in Indonesia in mid-1995 (MJ, 1995c).
To date, both augering and highwall mining in Australia have been carried out by contractors. Current auger recovery systems involve the usc of a 1.5 m diameter machine. Highwall mining trials were carried out at BHP's Moura mine in the mid-1980s and at Callide in 1992, and two operations have subsequently gone into production, at Oaky Creek and German Creek (Shanks, 1995), both using the Joy/Addington highwall miner system. By contrast, Arch Mineral Corporation uses its own Archveyor system at its Medicine Bow mine in Wyoming.
Protection for the operating crew is provided by the launch veh ic le, and safety at both operations has been very good. The contractor at Oaky Creek reported no lost time injuries during the first 12 months of operation, with just one in the first six months at German Creek (AusIMM, 1995; O'Hagan, 1995). Arch Mineral has reported no lost time accidents for its system since its introduction at Medicine Bow in 1992.
A further high wall unit commenced production at Moura in late 1995, with the aim of mining up to 350 m into steeply dipping seams there, while auger mining of pit end walls and coal currently sterilised by overburden dumps also began at this time at the Collinsville mine.
4.9.1 Oaky Creek
Highwall mining is used at Oaky Creek to recover highwall resources from the Aquila scam. High walls are typically from 40 to 60 m high, the strata overlying the seam consisting of massive sandstone interbedded with thin coals and minor siltstone. A 1.8 m thick mudstone layer overlies the 1.3 m Aquila seam. This mudstone has caused some problems with roof falls that, if minor, have sometimes been mined past and if major, have caused entries to be abandoned (Adie, 1995; AusIMM, 1995).
A five-man crew is used on each 12-hour shift, with seven-day working. Four crews work in rotation on a four days on/four days off basis. Maintenance is undertaken on day shift. Production rates of between 20,000 and 25,000 t/week have been achieved, although the system has not performed to full expectations on account of the roof falls. In the first 18 months of operation, the project worked along 5 km of Aquila seam high wall. and in good conditions the system can mine around 15 drives in a week, moving some 90 m along the wall.
Depth of penetration has improved from 100 m to over 200 m during the project, although still welJ short of the 300 m originalJy estimated. TIle anticipated recovery ratio of 56% was calculated using this depth, and in consequence reserve recovery has been lower than anticipated. The rate of intersection between adjacent entries has been reduced from 1 in 6 in some areas during the early stages of the project to around I in 30. Entries are backfilled with overburden to inhibit spontaneous combustion of the residua] coal (Keane, 1994).
4.9.2 German Creek
The second highwall mining project in Queensland was at German Creek, in the 1.5-1.7 m thick Aquila seam and in the 2.9 m thick German Creek seam. The weak roof of the Aquila seam posed some stability problems, but penetrations of up to 300 m were achieved in the generally better conditions in the German Creek seam. The project ran from October 1994 to July 1995, during which time some 500,000 t of coal were mined at an average recovcry ratio of 45% of the in situ resource (Walker, 1995e; O'Hagan, ]995).
Entries arc mined 3.5 m wide in blocks of five with a nominal 2 m piJIar between entries and an 8 m barrier pillar between blocks. Entries arc also fanned at 0.25~ to minimise the risk of intersection. Apart from roof falls, problems faced during the project included emissions of hydrogen sulphide gas, which required the installation of a ventilation fan to dispersc it, and water inflows from the overlying strata, which on occasion necessitated two-pass mining to achieve adequate recovery.
The system is based around a remotely controlled Joy continuous miner, behind which transport cars are added as depth penetration increases. The transport cars are handled by a front-end loader, and coal produced is loaded directly into off-highway haulers for transport to a central stockpile.
4.9.3 Medicine Bow, Wyoming
Arch Mincral' s Archveyor system was based on technology licensed from Consol, the designs having originated in the Soviet Union. The equipment consists of a continuous miner cutting head behind which a continuous haulage chain conveyor is used to move the machine and to transport cut coal. Penetration of up to 305 m is possible in a highwall app! ication or 150 m if the equipment is installed underground.
63

The Archveyor was commissioned at Medicine Bow, one of direct production cost is $5.50/t, the lowest of any of the the company's open pit mines in the Hanna basin in southern company's operations. To date, the deepest entries mined Wyoming, in June 1992. Since its introduction, the system have been 220 m, with an entry width of 3.6 m. The cutting has produced over 1.3 Mt of coal at a current average rate of and withdrawal cycle is fuBy automated, the miner sumping 5440 tJd. Productivity is around 225 tJman-shift, and the and shearing on a continuous cycle (Sawarynski, 1995).
64

5 Productivity, costs and safety
This chapter contains a review of the level of labour and unit productivity achieved in various underground mines throughout the world, togcther with details of capital and operating costs for both current and theoretical operations. The chapter also addresses labour and safety issues, and concludes with a summary of thc factors that influence successful mine performance.
5.1 Productivity Throughout this study, productivity has been the key parameter by which the application of different technologies and mining methods has been evaluated. As has been demonstrated, geological conditions can playa major role in determining the level of productivity that an individual operation can achieve, as can thc adoption of appropriate technologies. Therc remains, however, one area that is significantly less simple to analyse yet makes perhaps the greatest single contribution to the succcss or failure of an underground mine: managcment.
Given similar geological and operating conditions, the difference in performance between two mines as a result solely of management practices can be very marked. In its report on its evaluation of British underground mines, an American consulting company noted 'It is our experience that the quality and commitment of the local management team (that is, the ability to motivate the labour force) can influence colliery cost by a factor of 30% or more' (Boyd, 1993). If to this can be added the influence of produetivity-orientated corporate operating philosophy, it becomes elear that the role of management is vital to optimising the use of technologies and mining methods no matter what the geological conditions. It is thus not surprising to find examples of mines operating in poorer conditions that can still attain higher productivity than others where the geology is more favourable, an achievement that results principally from the motivation of management and labour force working together.
Further credence is given to this view by the results of a study carried out on longwall operations in Australia. No correlation was found between productivity and equipment, mining height, shift length or equipment utilisation. Rather, the study concludes that 'certain management practices may be responsible for high performance. These may include organisational methods, how business and people are managed, as well as the adequacy of geological investigation and coal clearance' (Crofts, 1994).
Typical productivities achieved by some of the mines studied here are shown in Table 11, together with comparative statistics for other selected operations.
As a separate issue from management practice, labour organisation can also exert a strong influence on the attainability of high productivity, particularly in the area of labour flexibility. Mines in which management has wider latitude to utilise labour resources in the most productive manner, through multi-skilling or delegation of responsibility, have an advantage over those constrained by 'traditional' and often more restrictive labour practices. The effects can be seen in the differences in working practices applied in unionised and non-union mines in the United States, and in the most recently established underground operations in Australia, where management and labour have negotiated flexible working arrangements before operations commence on a greenfield site, rather than endeavouring to alter existing conditions. Table 12 shows comparative average productivities calculated for US continuous miner and longwall mines manned by union and non-union labour. A proviso to this, however, is that unionised mines in the United States are often older and deeper than their non-unionised counterparts, and may produce run-of-mine coal that requires washing before sale. Thus productivities taken at face value on a saleable basis can be misleading (Barnett, 1992).
65

Productivity, costs and safety
Table 11 Comparative labour productivities of underground mines (Company data; Boyd, 1995a; ILO, 1994; and author's estimates)
Mine Mining Labour Production, Productivity,
method force Mt l timan-year
Longwall mines Ulan, NSW LS 251 3.23 12860 Gemlan Creek Central, QLD LS 205 2.31 11300 Gemlan Creek Southern, QLD LS 214 2.37 11050 Tower, NSW LS 366 1.48 4040
Prosper-Haniel, Germany LP/S 3304 3.59 1400 New Denmark, South Africa LS 1000 8.50 8500 Enlow Fork. PA LS 370* 10.23 27650 West Elk. CO LS 201* 4.18 20800 Shoshone, WY LS 188* 2.47 13150
Room-and-pillar mines Khutala, South Africa CM 1800* 10.5 5900 MiddelbuJt, South Africa CM 1520* 8.4 5300 Canyon, NSW CM 19* 0.22 11800
Other underground minest GDK1IA, India LS/O 2450* 0.70 300 Borynia, Poland LS 5325* 2.26 425 50th Anniversary, Kazakhstan LS 3230* 1.90 790 Wankie, Zimbabwc2 0 970 0.68 700 Pingdingshan mine, China' LS 6100 3.66 600
I run-of-mine output, for 1994; 2 for 1993; 3 for 1992 * all labour, others are underground labour only t see Chapter 6 LS Longwall/shearer; LP Longwall/plough; CM Continuous miner; 0 Other
Table 12 Comparative labour productivities (t1shift) Table 13 Comparative labour practices and productivities between unionised and non-union mines in the in underground hard coal mines in selected United States (Stinnett and Wehinger, 1995) countries, 1993 (UNECE, 1995)
Mine type Longwall Continuous miner Country Days/year Hours/shift Productivity, timan-year
Unionised 23.1 22.1 Non-union 40.7 23.4 Australia 196 8 4600
Germany 171 7.5 889
Overall total 27.0 22.8 Poland 209 8 631
South Africa 260 9.5 850
Spain 201 7 547
Ukraine 199 6 291 Productivity comparisons on a per-tonne basis must, United Kingdom 252 7 2403
however, be tempered by referral to other pertinent labour United States 217 8.5 4930
practices, such as days worked per year and typical shift lengths. Table 13 shows comparative data for these
parameters. Table 14 Potential work hours, Australia and the United States (Shell, 1995)
That the time actually available for productive work can vary Australia United States considerably between countries is shown clearly in Table 14, which contains a synthesised breakdown of potential work Potential annual work hours 2080 2080 hours in the United States and Australia. Key differences between the two countries are found in the amount of time Reductions; scheduled for annua11eave and, more importantly, in the time Annual leave 200 76
lost during underground travelling, meal breaks and other Sick leave (maximum) 120 40
unproductive activities. The implementation of 'hot-scat" Public holidays 80 80
Long service leave 67 80changeovers and staggered breaks during a shift can thus Time lost (breaks, shift changes. etc) 226 147
have a major impact on improving equipment utilisation, and hence on productivity (Shell, 1995).
Total lost time 693 423
Proportion of potential work hours 33% 20%
66

Productivity, costs and safety
5.2 Capital cost comparison The mines studied for this report represent a wide cross-section of operating practice. They also encompass a considerable variation in length of operation from over 100 years in the case of the Franz Haniel section of the Prosper-Haniel mine in Germany to the finite eight-year life upon which the Canyon and Invincible mines in New South Wales were designed. In the main, however, most of the mines reviewed have been in operation for less than 20 years.
In very general terms, capital costs of mine development, that is non-recurring expenditure on fixed assets, fall into two categories; those relating to initial construction and equipping, and those needed to replace both coal reserves as they are mined and equipment as it reaches the end of its service life. In the cases of several of the longwall mines studied, extensions to face lengths have also required capital expenditure on additional face supports and armoured face conveyor sections. In most cases, companies would not consider the substantial capital investment involved in longwalling unless reserves are adequate to support a mine life of at least 20 years: as examples, the Dartbrook mine in New South Wales is based on reserves of 87 Mt with a proposed annual output of 3.3 Mt, while in Queensland Crinum will produce 2.9 MtJy from a 124 Mt reserve.
With regard to equipment, in some respects the consolidation that has taken place amongst equipment manufacturers has created a much more consistent approach to estimating the machinery costs on an international basis. Companies such as Longwall International, part of the Harnischfeger group but formed through the merger of several formerly independent mining equipment manufa~turers, now markets its products on a worldwide basis rather than servicing principally the domestic market in the United Kingdom, as was previously the case. A similar situation applies to the German underground mining equipment supply industry. With these consolidations there has obviously been a marked reduction in the overall numbers of equipment manufacturers, and in consequence the level of competition has also decreased. This in tum has brought about closer standardisation of costs for new equipment on a worldwide basis, although actual prices charged will depend on individual design specifications and the level of sophistication required in each application.
The different safety standards that are applied in different countries can have a significant impact on equipment costs, however, as highlighted by White and Hess (1995) in their paper on anglicising an American continuous miner. Substantial costs can be incurred in modifying equipment that has been manufactured to one country's standards to operate under those of another, although there may be no clear proof that the original specifications are not perfectly adequate.
It can thus be seen that fob costs for comparable equipment will be similar wherever delivery is required; what differs is the cost of transport (assuming domestic freighting from supplier to mine site, or international cargo where there is no indigenous manufacturer), taxes and other government charges, where applied. Many countries with developing economies perceive import duties as a reliable source of
revenue, and where these are high (as was until recently the case in India, at 100% of the value of the goods), this can distort the real cost of equipment substantially.
5.2.1 Development
Mine development falls into two distinct categories, that needed to establish the first production sections and that required to maintain production capacity on a continuing basis. Capital expenditure on initial development will include the construction of some form of access, either a surface adit, drift or shaft, together with the main haulages needed to access the first panel. In the case of deep mines, much of this may well be in waste, while where seams outcrop or where topography is favourable, a proportion of the infrastructure may be developed in coal, providing the potential for an early cash t10w to offset part of the mining cost.
Initial capital expenditure may also include the construction of bunker facilities and workshops underground, and purchasing equipment for coal transport and hoisting (if applicable), ventilation fans, and communications and monitoring systems. On a whole-project basis, capital investment has also to include surface handling, stockpiling and transport facilities, coal preparation if required, some form of loadout, and the office infrastructure needed to support the operation. In remote areas, the costs of providing housing and faeilities for the workforce must also be included.
The costs of roadway development vary widely in response to different roek types, excavated dimensions, support requirements, ventilation conditions and statutory constraints. Typical development costs at the Prosper-Haniel mine in Germany, for example, are some $4000/m for fully arch supported roadheader development in waste at a depth of around 1000 m. To put this in perspective, in 1993 materials costs alone in British mines were calculated to average between $680 and $980/m for fully arched development, a figure that contrasts to an estimate of $150-240/m for a similar roadway profile using rockbolts as the primary means of support (Boyd, 1993).
5.2.2 Equipment
There is a major difference between the capital cost of a longwall unit and that of equipment for a continuous miner section, as shown in Table 3. There is also a wide variation in prices for individual equipment items, so that a longwall shearer equipped, for example, with horizon control and other automation technology will cost considerably more than a manually operated machine. Similarly, longwall face supports that feature shearer-initiated electro-hydraulic controls will be more expensive than less sophisticated units of the same load-bearing capability.
As a further guide to the investment required, capital costs for a heavy duty face set were estimated in 1993 to be in the order of $18 million (Boyd, 1993) for a British mine, while a comparable figure for a set of supports for a 200 m longwall in South Africa would be $15-17 million. Through its Resource Allocation and Mine Costing model, the United States Energy Information Administration (EIA) estimates
67

----- --------
Productivity, costs and safety ------,--,----------
equipment costs for typical longwalls in the United States at from $13.7 million to $15.8 million for the face set (shearer, face supports, AFC and ancillary equipment) plus between $1.8 and $2.6 million for each set of continuous miner equipment (miner and shuttle cars) (EIA, 1995). By comparison, the longwall set installed at Cyprus Amax's Cumberland mine in 1994 cost $20.4 million. The mine produced a new monthly record of 520,000 t of saleable coal eight months after the face was commissioned.
For room-and-pillar operations, and for longwall development, a combined miner-bolter will cost less than separate mining and roofbolting machines. However, compared to shuttle cars, the capital cost of continuous haulage equipment can be very high, ranging from under $1 million for a system consisting of bridge-type units to several million dollars for a fully flexible machine. In view of this, some operators prefer to lease this type of equipment on a cost per tonne basis from the manufacturer.
5.2.3 Overall capital costs
Total capital expenditure on a new mine project will depend on a substantial matrix of parameters, not least of which will be:
the location of the deposit; ownership of surface and mineral rights; the existing infrastructure; the depth of the deposit; its geological complexity; the required output, run-of-mine and saleable; and the most appropriate mining and transport method.
Endeavouring to make comparisons between new and long-established underground mines is of questionable significance, given changes to political and economic criteria that may have occurred in the century since parts of the Prosper-Haniel mine in Germany were commissioned, for example. A better indication of capital expenditures incurred can be obtained from Australia, where several underground mines have recently come on stream. Capital expenditures reported include $150 million for the Crinum project, $205 million at Dartbrook, around $100 million each for German Creek Central and Southern, and $375 million at Gordonstone. By contrast, capital expenditure at the Canyon mine, with its limited reserve and second-hand equipment, was less than 1% of this. The cost of bringing the new Asfordby mine in the United Kingdom into production was some $700 million, although this amount will have been increased significantly as a result of the various changes that were made to its design during the development period.
Outside the major western industrialised countries, the only place where major investment is currently under way in underground coal mining capacity is China. Individual investments planned by the China National Coal Corporation under the Third Japanese Energy Loan facility included $270 million for the 5 Mtly Jining No.3 mine, $2] 6 million for Jining No.2 (4 Mtly), $90 million for Xuchan (1.5 Mtly), $165 million for Fucun (3 Mtly) and $108 million for Cheji (1.8 Mtly). In all, the Chinese government has planned the
expenditure of $1076 million on the construction of 19.2 Mt of deep mine capacity, $700 million being allocated from the loan facility.
In its simulation model of American longwall capital costs, the Energy Infonnation Administration (EIA) compares two hypothetical new mines, one in the eastern coalfields and one in the western. Run-of-mine outputs are 2.76 Mtly and 2.35 Mtly respectively. Over a 30-year life, EIA estimates initial capital expenditure of $54 million for the eastern mine with deferred costs of $95.9 million, while for the western operation comparable figures are $35.2 million and $86.8 million respectively (EIA, 1995). Examples of actual levels of continuing capital investment include the $840 million spent by Consol between 1989 and 1993 (to which could be added a further $217 million incurred by its subsidiary, Island Creek Coal, during the period). Cyprus Amax spent $281 million on capital projects in 1989-1993, a figure almost exactly matched by Ashland Coal, at $280 million (Boyd, 1995b).
5.3 Operating cost comparison A number of organisations in various countries research coal mine operating costs on a client-specific basis, with confidentiality constraints that do not permit direct secondary quotation. As most coal producers are also reticent to divulge actual production costs on the grounds of commercial advantage, with few exceptions figures included here should be regarded as guidelines rather than actual costs. It is, nonetheless, possible to estimate comparative costs between mining methods and different coalfields with reasonable accuracy. Published data provide a framework but are often out of date by several years. For example, the US Bureau of Mines' 1993 study comparing costs in various countries to those in the United States uses 1989 data (USBM, 1993).
In all but a few cases, market forces are the key to production costs in western industrialised countries. In glut situations, prices fall and operators must reduce their costs in order to maintain acceptable margins. Conversely, shortages on spot markets or the winning of long-term supply contracts to utilities can trigger the commissioning of new underground capacity or the reopening of mothballed mines. Labour productivity is of fundamental importance here, since a significant reduction in the cost of labour per tonne of production can open much wider market opportunities through the ability of a mine to absorb higher transport charges to more distant customers (Stinnett and Wehinger, 1995).
Only in countries where government subsidies are still provided can production costs exceed market prices. Thus in Germany, Prosper-Haniel can continue production despite incurring costs of over $135/t, while the production of I t of coal from Hunosa's operations in northern Spain costs $355 (MM, 1994a). By means of contrast, direct production costs at the Borynia mine in Poland are $43.50/1.
In 1993 average operating costs for the five Selby complex mines in the United Kingdom were reported to be between $39 and $55.50/t, including the cost of major capital
68

expenditure (Boyd, 1993). Actual production costs for all of
British Coal's 16 underground mines during the last nine months of 1994 are shown in Table 15, while analysts' estimates of 1995 production costs at the five Selby mines are between $36.80 and $48.4O/t, and those for Asfordby are $41.30/t (Paribas, 1995).
Mines working the Pittsburgh seam in Pennsylvania and West Virginia can produce coal for $13-17/tfree on rail (ICR, 1995b). Of the Australian mines studied, two out of three in NSW are understood to have mine gate costs in the order of $15/t while those of Queensland mines are somewhat higher, at around $22-23/t. Costs of production for the domestic electricity generation market in South Africa are estimated to be in the order of $12/t.
Perhaps of more significance than actual $/t costs in this instance is a breakdown of proportions of the total operating cost that is absorbed by labour, materials, electricity and pumping, and overheads. As Table 16 shows, there is a surprising level of consistency in these proportions, despite wide variations in the total operating costs between different mines in a variety of countries. What is clearly highlighted is the critical role played by the labour component, reinforcing the view noted above concerning the effect that higher productivity has on overall success, despite labour costs being highly variable both on a per-hour and per-tonne basis (see Table 17).
Table 15 Operating costs at British Coal underground mines, April-December 1994 (BCC, 1995)
Costs US$/t %
Wages 8.48 17.3 Wages charges 1.81 3.7 Materials and repairs 12.46 25.5 Mining contract work 8.19 17 Power. heat and light 2.33 5 Salaries and related expenses 1.09 2 Other operating expenses 6.96 14 Overheads and services 2.54 5 Depreciation 5.15 10.5
Total 49.0] 100
Table 16 Comparative proportions of operating costs at selected underground mines (Company reports, Boyd, 1993)
Mine Labour Materials Energy Overhead*
Khutala, South Africa Canyon, Australia Prosper-Haniel, Germany Borynia, Poland 50th Anniversary, Kazakhstan
43 37 48 50 34
32 18 20 16 27
6 5 9
9 16
19 40 23 25 23
UK average l
US continuous miner3
US longwall)
36 44 37
402
27 23
24 29 40
* includes other mine expenses I consultant's estimates; 2 includes energy; .1 see Table 19
Productivity, costs and safety
Table 18 shows synthesised operating costs for American continuous miner and longwall mines prepared by the consulting company, John T Boyd, following the 1993 national bituminous coal agreement on wages and benefits. The assumptions made for this simulation are mining in a 1.8 m thick seam, with longwall mining costs including the operation of an on-site preparation plant while run-of-mine
from the room-and-pillar mine is sent to a district plant for toll washing. Cash costs incurred total $24.76/t for the continuous miner operation and $21.36/t for the longwall
mine.
Mine-specific items can have a marked impact in overall costs. The cost of pre-draining methane from some Australian mines puts them at a disadvantage of A$1.50-2.00/t compared to less gassy mines (Ogilvie, 1995), while cable
bolting costs operations with poor roof conditions A$1.l0-1.25/t where it is widely used. Neither can the importance of maintenance be underestimated, as it can represent over 35% of operating costs. Maintenance is the largest single controllable cost at any mine, but must be properly planned to optimise its effectiveness; downtime can cost much more than the maintenance that would have
prevented it (Juliano, 1995).
Table 17 Comparative labour costs and productivities for hard coal mining in selected countries, 1993-94 (IEA,1995)
Country Labour cost, Productivity, US$/t timan-year
Australia* 10.80 6700
Germany 89.80 580 Poland 16.20 407
South Africa 3.10 3000 United Kingdom 18.60 2200
United States 4.70 8500
* NSWonly Labour costs include both underground and surface mines, where applicable
Table 18 Simulated 1995 operating costs for two American underground mines (Lewis, 1994)
Continuous Longwall miner
Operating parameters: Production, Mt/y 0.49 3.15
Run-of-mine/shift, t 680 4950
Annual days worked 240 240
Total labour 85 396
Costs per saleable tonne, US$lt: Labour 10.90 7.99
Materials 6.85 4.93
Handling/processing 4.09 2.72
Other mine expenses 2.92 5.72
Total 24.76 21.36
69

Productivity, costs and safety
5.4 Employment and safety comparisons
The size of the workforce employed at an underground mine is a function of the mining method used, the prevalent geological conditions, the cleanliness of the run-of-mine output and, albeit to a decreasing extent, the social conditions in the country or region concerned. It is thus sometimes difficult to make comparisons since overmanning for social or traditional reasons can mask the true manpower efficiency picture. All of the mines included in the case studies in Chapter 4 are in countries where there has been long term pressure for workforce reduction, and in consequence can be regarded as representative of manning levels in western industrialised countries.
As important as the total numbers employed is the way in which labour is used. Computer-based work scheduling techniques can assist in optimising labour allocation by ensuring the best match between duties and available personnel (Miano and others, 1994). Furthermore, analysis of the most appropriate shift system for an individual mine will also help optimise labour time, reducing overall costs and improving safety as well as improving the quality of time off (see Table 19) (Coleman, 1995).
5.4.1 Longwall mines
A longwall face will typically be operated by a crew of ten or fewer (EIA, 1995). Actual numbers will depend on the level of multi-skilling employed, and whether electricians and mechanical fitters are allocated pernlanently to the face. German Creek Central us.es a face crew of six miners, a fitter, an electrician and a supervisor, with typically 38 people involved in one production face and two development sections each shift. Ulan has a seven-man face team, comprising two shearer operators, two face support operators and three men working in the gate ends; the crew is supported by two fitters, one or two electricians and a supervisor per shift.
At Tower colliery, much more intensive support requirements and the need for methane drainage mean that the total complement is higher than at the other Australian longwalls studied, although face manning is comparable. A longwall crew typically consists of five miners, one operating the
shearer by radio remote control, supported by a fitter, an electrician and a supervisor. Shearer faces at Prosper-Haniel require between four and six men on the face, plus supporting people in the gateroads, while the use of Ruhrkohle's defined control system on plough faces at the mine means that only four operators are needed, mainly for manual control of the plough at the gate ends and for ensuring vertical alignment of the undulating faceline. New Denmark uses a face crew of ten, consisting of two shearer operators, three face support operators and one man on the stageloader; two supervisors, one electrician and one fitter complete the team.
5.4.2 Room-and-pillar mines
A room-and-pillar mine is typically a more fragmented operation than a longwall, in which the production effort is highly concentrated. A single development section in a longwall mine will require between six and ten men, with duties including a miner operator, two or three shuttle car drivers, two bolter operators and two or three labourers responsible for extending services, materials handling and other gateroad work.
Mines in which room-and-pillar is the principal production source have somewhat different labour requirements. A double miner section at Khutala, for example, has a labour complement of nearly 40 people per shift, comprising three supervisors, five miner operators, six shuttle car drivers, five roofbolt rig operators, two or three general labourers, and seven maintenance staff with their assistants. More representative perhaps is the labour allocation used by RoxCoal at its Pennsylvania operations, where each section is manned by a supervisor, a continuous miner operator, three mobile bridge conveyor operators (who elsewhere might be employed as shuttle car drivers), one scoop operator, two roofbolters, one labourer and one fitter. The use of mobile breaker-line supports during pillaring permits the redeployment of two of this number.
5.4.3 Safety
The safety record of underground mining has improved steadily for much of the last 50 years. The massive loss of life associated with catastrophes such as the widespread pillar collapse in 1960 at Coalbrook North in South Africa, which cost 437 lives or the dust explosion in 1972 at Wankie No.2
Table 19 Schedule modelling for an underground coal mine (Coleman, 1995)
Costs, US$/t Working Hours per Gain, weeki week 2 Labour Variable Fixed Total %
120 40 6.48 9.20 9.94 25.62 Base 144 48 5.41 9.20 9.70 24.31 5.1
144 40 5.41 9.20 10.58 25.19 1.7 168 40 4.63 9.20 11.62 25.45 0.7 110 38.3* 4.63 8.50 10.93 24.06 6.1
1 operating hours 2 average hours per week per employee * unbalanced schedule, different numbers of personnel work at different times throughout the period
70

Productivity, costs and safety
colliery in Zimbabwe (427 deaths) is now fortunately rare, although from year-to-year there remain individual incidents that highlight the intrinsic hazards involved.
Most accidents underground involve either falls of rock or injury from operating equipment. In both cases, the confined space in the working place makes avoidance of potential danger that much more difficult, as does limited visibility. The most hazardous occupations are involved with working under or near unsupported roadway roofs, verification for which comes from the statistic that in the United States the operators of continuous miners and roofbolt rigs account for 21 % of the workforce but suffer 39% and 40% respectively of lost-time injury and fatal accidents, a rate almost double that for other underground occupations (USBM, 1994b). There is also a clear relationship between the size of the operation and the risk of fatality or serious injury, with mines employing fewer than 20 people six times more likely to experience a fatal accident than those with more than 50 employees (ILO, 1994).
Complete removal of men from the mining environment is not a practical proposition in the foreseeable future, but the wider introduction of remote control technology will go a long way to ensuring that operators are able to be withdrawn from the areas of most immediate danger. Similarly, higher levels of automation will reduce the accident risk on longwalls. On smaller-scale operations, however, and in countrics in which manual labour continues to be used widely for economic or social reasons, safety will remain a prime function of all levels of management and supervision.
In addition to thc acute qr incident-relatcd aspects of safety, the chronic or long-term effects of mining on personal health continue to cause concern. The incidence of various types of pneumoconiosis has been reduced dramatically in countries in which mechanisation advances have been matched by thosc in ventilation and the use of effective personal safety equipment, but elsewhere the health of miners in both industrialised and small-scale coal mines remains at risk.
5.5 Conclusions 'World best practice' in underground coal mining does not take into consideration the individuality of coal deposits and the social conditions under which they are exploited. The term could perhaps be applied on a district basis, in which a numbcr of mines operate under similar geological and economic conditions, but on a worldwide scale underground mining technology has to bc appropriate to the prevailing conditions. While in the past it may have been understandable that some mines failed economically because they were designed around inappropriate technology, such misjudgement could not be condoned in the light of current knowledge and practice.
Nonetheless, as mining companies stretch the limits of current technology further, both in terms of continuous output requirements and the mining of thicker seam sections, progress may falter occasionally as engineering skills catch up with the task in hand. A case in point is the North
Goonyella mine in Queensland, where the combination of geology and the learning process about mining in a thicker seam section than had been attempted before (4.5 m) reportedly presented significant problems that took considerable time and effort to overcome.
Longwall mining unquestionably offers the cheapest production underground, but the high cost of development and equipping the face and infrastructure must be carried on an adequately large reserve with prospects of long-term markets for the output. The few longwalls operating in South Africa indicate just how cheaply coal can be won underground (albeit with labour costs markedly lower than in competitor countries), and there is no question that other longwalls would now be in operation there if the geological conditions would allow it. As it is, insecurity over the availability of adequate reserve blocks for longwalling has forced companies to adopt less productive methods instead.
Together with concerns about the applicability of specific mining technologies and methods in individual deposits, questions remain to be answered over the optimum size of single underground mines. As a number of large mines in South Africa have discovered, the 'mega-mine' concept does not necessarily deliver expected economies of scale in underground mining. As mines there have become more extensive, with rapid development outwards from access shafts, the time spent in travelling and the escalating cost of maintaining ventilation, roadway and coal handling systems begins to encroach significantly into the cost structure, and in consequence there is now serious consideration of limiting future mines in size to more manageable dimensions and capacities. A further major factor here is the current inability of mines to practise pillar recovery, thus forcing physical cxpansion to bc perhaps twice as rapid as it would be using a mining method that gives higher extraction ratios.
The t1exibility offered by continuous miner extraction of coal gives this mining method substantial advantages through the ability of mine operators to tailor thcir output to current market conditions. The down side of this is clearly in relation to employment security for the workforce, and the loss of sales contracts, probably of a shorter-term nature than those negotiated for longwall mines, can force closure with little notice. Re-starting production is similarly faster and easier to implement than the rehabilitation of a longwall, as has been shown in the United Kingdom where one company elected to work former longwall mines using continuous miners as being the most appropriate method for its existing sales commitments. An upsurge in market demand subsequently brought a return to longwalling.
All the evidence available clearly indicates that longwall mines in the United States have gained a significant advantage over comparable operations elsewhere. In some cases this ean be attributed to better geological conditions and a reduced requirement for underground roadway development, but overall there are other criteria that playa part in setting targets for the rest of the world to emulate. Principal amongst these is management, which has a direct int1uence on two separate but fundamentally inter-related factors: maintenance and equipment utilisation.
71

Most sources will suggest that the American approach to maintenance scheduling has helped to improve equipment availability (the time that a machine is physically available for work), and that this has had a knock-on effect on equipment utilisation (the proportion of available time that is actually used productively). Coal handling systems design is also cited as being of major importance, with conveyor and storage systems away from the immediate face area capable of handling sustained peak face output without acting a bottleneck in the process, as has often occurred elsewhere in the past. As a result, American longwall mines typically can achieve utilisation factors of over 60%, compared to the maximum of 50-55% attained in Australia and around 40% in the United Kingdom.
Today's best underground coal mines are perceived as being 'coal factories', employing the same techniques of management and quality control that would apply to other industrial processes (Galvin, 1994). The application of process engineering and sophisticated management information systems in the underground mining environment, making best use of personnel resources, are key factors in the attainment of the high-productivity, low-cost production that identifies those mines throughout the world that have succeeded in optimising appropriate technologies for their particular and individual deposit.
72

6 Potential for technology transfer
This chapter contains a review of some coalfields throughout the world that have the potential to benefit from the introduction of appropriate technologies and management practices that have proved successful in some of the most productive and innovative current operations elsewhere. The case studies and other appraisals provide a clear indication of the current state of technology in each particular region, and outline factors such as manning levels, and safety and environmental aspects. The chapter assesses possible benefits or disadvantages that might accrue through the introduction of different operating metrlOds through comparison with existing costs, productivities and other factors such as environmental protection and health and safety.
The case studies presented in the following sections have been selected to provide a cross-section of underground technology and conditions in countries that already have a substantial coal industry that is likely to be maintained or expanded in the foreseeable future. Others could be added to this list, of which Russia and Ukraine would be the obvious candidates while countries such as Romania and Bulgaria could also be included.
There is also a group of countries where a commercial underground coal mining sector has yet to develop, and where coal is either currently being produced only by surface means or not at all. Into this group can be included countries such as Venezuela, Colombia and Indonesia, all of which have a strong surface mining industry, and others such as Vietnam, New Zealand, Argentina, Brazil, Mexico, Iran and Turkey where underground mining may currently be limited, but where there is potential for significant future investment either in new capacity or in re-equipping existing mines.
A third group of countries, of which examples are Botswana, Mongolia and Mozambique. all possess substantial resources of coal that would be suitable for underground mining. However, development of such deposits is unlikely in the
short or even medium term, as all would concentrate first on production from near-surface seams.
6.1 India India is a notable example of a country that has dynamic plans for the expansion of coal production to sustain burgeoning demand for electricity. With demand rising recently at an annual rate of 9%, and accelerating, the total installed generating capacity of 76,000 MW is likely virtually to double by 2000 (International Construction, 1994). Indian coal production has risen from nearly 73 Mt in 1970-71 to 212 Mt in 1990-91 and around 250 Mt in 1993-94, while the eighth Five-Year Plan envisages total coal demand of 311 Mt by 1996-97 (Chowdhary, 1994). Coal supplies some two-thirds of India's total commercial energy requirements, the country ranking fourth in world production behind China, the United States and Russia. India has proven and indicated coal reserves totalling 154,000 Mt to a depth of 1200 m.
The recent substantial increases in output have largely come from surface mines, the contribution from which rose from 18 Mt to 170 Mt in the 20 years from 1973-74. During this period, however. production from underground mines has remained virtually static. Since surface-mined coal tends to have high ash contents and low heating values, future opportunities for further growth here are limited and India will have to adopt modern, high-productivity underground mining methods if its ambitious targets are to be met by domestic producers (Pickup, 1994).
Although underground mining accounts for less than 30% of national output, the sector employs nearly 70% of the coal industry workforce. Much of underground production is still achieved by manual mining, with productivities averaging around 0.55 timan-shift in consequence. The introduction of mechanisation has been slow, semi-mechanised mines and fully mechanised 10ngwall mines contributing less than 25% of underground output.
73

Potential for technology transfer
Room-and-pillar mining is the dominant mining method in India, the term 'basket mining' being used where all operations in the cycle are manual. Hand-held electric-powered drills are used to drill each face, which is then blasted; the broken coal is loaded manually into baskets, which are then carried to a central tip or to mine cars for haulage to surface. A typical production section will have a workforce of 100 per shift on a three-shift basis, and will achieve an output of around 300 tJd, giving a face productivity of 1 tJman-shift and about half that when non-production workers are taken into account.
The history of longwall mining in India has not been notably successful thus far. The first fully mechanised longwall was commissioned at Coal India Ltd's (CIL) Moonidih colliery in 1978, since when some 20 longwall sets have been supplied from overseas and installed at other CIL mines and at some of Singareni Collieries Co Ltd's operations. A measure of the lack of success can be gained from the total of 3.8 Mt contributed to the underground total of 76 Mt in 1990 (Allen and Walduck, 1994). CIL's longwalls are currently concentrated in the Jhanjra and Kottadih mines in the Raniganj coalfield, and at Moonidih in the Jharia coalfield (Chowdhary, 1995).
Factors contributing to this low level of performance are many and varied, and include:
poor maintenance, exacerbated by high customs tariffs on imported spare parts and the inadequate quality of locally produced substitutes; inappropriate equipment specification, in particular of powered face supports which, in a number of cases, proved inadequate tQ carry the loads imposed by massive sandstone beds overlying the coal seams; management and planning shortcomings; existing labour practices and the need for intensive training for longwall equipment operators and engineers; and government-imposed constraints such as customs tariffs, pricing mechanisms for coal, and subsidies for inefficient operations.
CIL has three target areas for the modernisation of its underground mines. These are the introduction of intermediate technology for room-and-pillar working, longwalling in selected mines, and the use of special techniques in steep seams, as are found in the Assam coalfields.
6.1.1 GDK11A
The GDKl1A mine is part of Singareni Collieries' Ramagundam project in Andhra Pradesh. The original concept was for three longwall faces to produce 1.75 Mt/y of coking coal from a 6 m thick seam beneath a maximum of 150 m of cover (Reddy and Jones, 1993).
The mine is one of several aligned along the banks of the Godavari river, working a seam that dips at between 8° and 10°. The overlying strata consist of 27-29 m of very strong sandstone; the immediate roof of fine-grained sandstone can
slab off, however, while the massive sandstone above can disintegrate in contact with water. The seam is effectively divided into two leaves by a band of clay that also slurries once wet.
Initial designs for the longwalls included a face length of 150 m, with each face having a capacity of 50,000 tJmonth. Run-of-mine coal is transported from the faces and up a 1 in 4 incline to surface on 1200 mm-wide belt conveyors capable of handling 1000 tJh. A 3000 t-capacity strata bunker gives surge control capacity.
Mining equipment was bought with the aim of working the seam in two lifts, taking the upper leaf first in a 2.0--2.5 m high face. However, statutory considerations regarding the distance between contiguous workings, and technical constraints imposed by the height of the shearers combined with yielding of the face supports as a result of overweighting from the overlying sandstones made this impracticable. In consequence, a thicker section has to be mined than was originally planned, including the clay bands at the base of the face.
The mine has a considerable water intake, and the wet conditions have caused major problems with sticky clay and clay slurry building up on the conveyor belts. The coal handling system capacity has also been shown to be inadequate for peak loading conditions, and these factors lead to excessive spillage and belt damage.
The original three longwalls have been reduced to two, and face lengths have been shortened to 90 m with a 650 m panel length. A 30 m wide pillar is left between each panel. Repeated overloading of the face supports has shown that the units were under-specified at a 450 t yield load, while loads of 600 t have been estimated to apply.
Manpower at the mine totals 2450, considerably higher than the 1750 originally planned. Of these, some 700 are involved in development work using roadheaders, 500 operate the two 10ngwalls, 450 are employed on mine services and manual development requires a further 800 people. The shift pattern used is 26 eight-hour shifts/month, the longwalls being operated on a two-shift-per-day basis. Production is limited to 300,000 tJy per longwall, plus development coal.
6.2 Poland Poland is faced with short-term overcapacity in its hard coal mines as domestic and Eastern Bloc demand has fallen since the collapse of the communist regime. Coal quality is variable, and must be stabilised if Poland is to remain a significant supplier to export markets. Current mining technology will need enhancement to increase productivities and reduce over-manning.
Nonetheless, Poland remains the leading European underground coal producer, with an output in 1994 of 134.0 Mt. Comparable figures for recent years were 130.6 Mt in 1993, 131.5 Mt in 1992 and 140.3 Mt in 1991 (MAR, 1994, 1995b). A total of just under 70 underground mines are in operation, one in the Lublin basin, five in the Lower
74

Potential for technology transfer ----_.. _---~--~~------
Silesia basin, and the remainder in Upper Silesia. The Polish coal mining industry has undergone significant restructuring since the past few ycars, with responsibility for the operation and administration being delegated from central government to a number of district-based joint-stock companies (Steinhoff, 1993).
The Upper Silesia basin is the most important coal reserve in Poland, mining having commenced at outcrop and followed the seams to depths now in the order of 1500 m in places. Subsidence has been extensive throughout the area, the level of the city of Katowice having dropped by between 6 and 12 m over the past 50 years (Spearing, 1994). Typical seam thicknesses range from 1.8 to 20.0 m, with dips from 5° to near vertical, and a variety of backfilling techniques have been introduced in an attempt to control subsidence.
Production is almost exclusively from longwalls, with both plough and shearer technology being used. Poland has a large domestic mining equipment manufacturing industry which in the past was a major supplier to other Eastern Bloc countries and elsewhere. Equipment is produced that can handle seam thicknesses from 900 mm to 4.0 m, the industry having developed shearers that can work in seams of minimal height. However, mining conditions are such that Polish coal mining requires nearly double the specific energy input than is normal in the US; hence, for a given output, a Polish mine will typically use around twice the electricity needed by its American counterpart (lamo and Mazurkiewicz, 1994).
The number of longwalls operating in Poland fell from around 600 in 1990 to 500 in 1992 while output remained relatively constant. There have been clear trends in concentrating output capacity in thicker (grcater than 1.5 m) and shallower-dipping (less than 45°) scams and in areas where the tectonic structure is less complex. The Staszic and Czeczott mines now each have longwalls capable of producing over 10,000 tid, while the number of 2000 tid-plus faces has also increased significantly. Other changes undertaken in recent years have included the more widespread use of retreat longwalls, increasing face lengths to 300 m for caving faces and 200 m for backfilled faces. increasing panel lengths to over 1000 m, and improving the mechanisation of roadway development (Antoniak, 1994). Overall, productivity rose by 17% between 1992 and 1994 (lEA, 1995).
6.2.1 Borynia
The lastrzttbska Coal Company provided the following infonnation on its Borynia mine in Upper Silesia. The company operates seven underground mines, details of which are shown in Table 20.
The Borynia mine is situated at lastrzttbie-Zdr6j, 30 km southwest of Katowice. It is based on a reserve that contains 50 workable seams of coking coal, with a total reserve tonnage of nearly 115 Mt. Production in 1994 was 2.26 Mt.
The mine is currently exploiting 13 seams which occur in the Orzesze Formation of the regional Siltstone Series and in the Ruda and Saddle Formations of the Upper Silesian Sandstone Series. The seams occur at depths of between 488 and 1004 m on the mine property, and are contained within soft and very soft argillaceous and sandy beds in the Orzsze and Ruda Formations, but in proximity to hard, massive sandstones in the Saddle Formation, the deepest in the sequence. Production is currently concentrated on seams contained in the upper two formations.
The soft strata in the productive formations present significant problems in terms of roof support, in addition to which very complicated tectonics have resulted in numerous faults and flexures throughout the mine area. Water inflows average 150 m3/h, while the geothennal gradient rises at 1CO/27 m increase in depth.
The mine has between seven and nine longwall faces in operation at any time. Advancing longwalls are used, with an average face length of 170 m and panel lengths ranging from 300 to 1000 m. The average seam thickness is 2.1 m. Run-of-mine coal is transported from the faces by belt conveyors, the distance from the faces to the hoisting shaft being between 1000 and 3000 m.
Development is undertaken using both roadheaders and drill-and-blast excavation, about 85% of the annual driveage being handled by roadheaders. Scrapers are used to clean out headings driven using explosives. Roadways are mined in both coal and mixed faces, all the coal generated by development work being conveyed together with longwall production for hoisting and washing. Waste rock accounts for about 60% of the development material, and is moved by rail for hoisting and disposal.
Table 20 Output and sales values for mines operated by the Jastrz~bska Coal Company (1993) (CIVIEER, 1995)
Mines Annual Coking Total Heating Median
output, Mt coal, Mt workforce value, MJ/kg price, PLZlt
Borynia 2.38 1.8 5950 27.8 65 .Tastrz«bie 2.54 2.2 5550 28.4 65 Krupinski 1.50 0.3 4100 24.4 45 Marcinek 1.01 0.9 3280 28.5 69 Moszczenica 1.78 1.8 4990 30 73 Pni6wek 3.18 2.9 7770 28.1 70 Zofi6wka 2.81 2.4 7390 28.6 70
75

Potential for technology transfer
Borynia now employs a total labour force of 5325 people, a reduction of around 600 since 1993 (see Table 20). Overall productivity is 1.7 timan-shift, with underground face workers taken alone producing 11.46 timan-shift. Including preparation costs, the total cost of producing coal at the mine is PLZ I04.4/t ($43.50); specific underground costs arc not provided within this total. In terms of proportions, labour accounts for 49.5% of the total production cost, materials 15.5% and services 8.5%.
6.3 Kazakhstan The Karaganda basin in central Kazakhstan is one of the leading hard coal producers in the former Soviet Union. Equipment modernisation and labour force reductions will be needed to ensure profitable operation under market economy conditions.
The basin covers an area extending 120 km by up to 60 km. A total of around 80 scams of Carboniferous age occur in the basin, containing both metallurgical and thermal coal. In the Karaganda district there arc some 25 workable scams with a total thickness of 48 m, although many of the scams arc complex and exhibit splitting and lensing.
Output from the Karaganda basin is obtained from 24 underground mines and three open pits operated by the state mining company, Karagandaugol. Its production in 1993 was 37.4 Mt, of which 29.4 Mt were obtained from the underground mines. Coking coal accounted for 21.5 Mt of the output, much of this being supplied to metallurgical industries in the Karaganda district. Karagandaugol's four largest underground mines each have an annual capacity of 2-3 Mt, a further seven have a capacity of 1-2 Mtiy and the remaining 13 mines produce less tlum 1 Mtiy (MINGEO, 1994).
The in situ ash content of the Karaganda basin coals is generally high, at 24--40% and averaging 33%, with all of the underground run-of-mine being washed to give either coking or thermal coal products (Walker, 1994d). Washery capacity is up to 35 Mtiy of run-of-mine coal in eight plants.
6.3.1 50th Anniversary
The Kazakhstan Ministry of Energy and Coal Industry provided the following information about the '50th Anniversary of the October Revolution' mine, which is located beneath the southern part of the city of Karaganda. Other deep mines lie to its west, north and east. In 1994, the mine produced 1.9 Mt of coal, of which 1.8 Mt were supplied to coking plants. Run-of-mine capacity is 3.1 Mt/y (Flegon, 1993).
The mine operates at a depth of between 500 and 600 m. The scams lie within a sequence of weak claystones and siltstones interspersed with hard sandstones. The depth and geological conditions give rise to a number of problems, in particular gas emissions, dust and gas outbursts. Average in situ ash contents of the run-of-mine coal are 29.8%.
Development uses predominantly steel arch supports foll,'wing drill-and-blast excavation. Coal is produced by
76
mechanised longwall mining from scams that are between 1.5 and 3.0 m thick. Both Polish and Russian mining equipment is used, the average face length being 147 m. The daily average output per face is given as 928 t, which by interpolation from the annual output suggests that around seven faces are in operation. Output is transported by conveyor or by rail from the faces to the shafts for hoisting to surface. A longwall panel is normally completed in between twelve and eighteen months.
The mine currently employs 3230 personnel, a figure that has been reduced from the previous level of 4200 (Flegon, 1993). Average productivity is given as 65.5 timan-month overall, which equates to around 3.0 timan-shift.
6.4 China With coal production in China expected to rise further, and with depletion of some surface resources, more reliance will have to be placed on underground mining. There is thus the probability that China will become an increasing market for 'Western' mining technology with time. A comprehensive review of the Chinese coal industry and coal prospects is given in another lEA Coal Research report (Daniel, 1994).
Chinese coal output has risen steadily since the mid-1960s, with output in recent years reaching 1080 Mt in 1990, 1084Mtin 1991, IIIOMtin 1992, 1140Mtin 1993 and 1210 Mt in 1994 (Tse, 1994, 1995). National state-controlled mines accounted for over 40% of total output in 1993, as did smaJler-scale operations, the balance being made up by state mines owned at local government level. The central government, through the Ministry of Coal Industry, operated 626 mines in 1994 (Sanda, 1995a). Legislation requires the recovery of at least 85% of the in situ coal in any mine.
Table 21 Key statistics on Chinese longwalls (Mackie, 1994)
Number or longwalls 2,022 Mechanised faces 913 Average face length (all faces), m 104
Average monthly production (all faces), t 26,879 Average monthly production (mechanised faces), t 47,541
Despite the opening of large opencasts in several parts of the country, 94% of China's coal is produced by underground mining, with the average depth of operations having increased from 300 m in the 1960s to around 500 m currently (Luo, 1993). Longwalling is the principal mining method, although many mines have only a single face. There is only one room-and-pillar mine of significant capacity operating in the country. Sub-level caving, in which coal from above the face is drawn off to a second armoured face conveyor located behind the supports, is widely favoured for thick seam mining. TabIe 21 shows some salient statistics regarding Chinese longwalls, and Table 22 reviews the performance of the country's leading longwall faces in 1992.
A large proportion of China's coal reserves occur in moderately to steeply dipping thick seams. Maximum depths arc now around 700 m (Coal, 1995b). and increasing depths

Potential for technology transfer
Table 22 leading Chinese longwall faces in 1992
Mine/crew Seam Mining thickness, m height, m
Changcun 6.40 6.40 Xiaonan I 3.30 3.30 Chengzihe 3.30 3.30 Xiaonan 2 3.00 3.00 Fenghuangshan 6.03 2.90 Wangzhuang 6.40 6.40 Nantun 5.80 3.00 Gushuyuan I 6.00 3.11 Gushuyuan 2 6.00 3.09
* face crews
coupled with low productivity and slow face advances have brought accompanying problems with gas and coal outbursts, dust and rockbursts. Some 40% of seams are liable to spontaneous combustion. The average ash content is 17.6%, with the majority of mineable seams containing around 25% ash; around 20% of the total run-of-mine output is washed, with an installed washing capacity of 285 Mtly in 1994. One problem in this respect is a widespread shortage of water, with some 70% of Chinese coal mines being located in affected areas of the country.
The information for the following case studies has been obtained from reports carried in Coal magazine (Sanda, 1995a,b), and from information provided by mining equipment manufacturers. Other sources include previous magazine reviews, although most of these are now fairly dated (Chadwick, 1985; Roman, 1986).
6.4.1 Changcun
The Changcun mining project, located in Shanxi province, is being developed with World Bank assistance (King, 1993). The mine is designed for an output of 4 Mtly, initially from a single seam in which five fully mechanised longwall panels have been developed. Seam thicknesses range from 4.8 to 7.3 m, averaging 6 m.
A face length of 220 m is used with a 2000 m panel length, the longwalls being worked on retreat. Face equipment includes locally manufactured face supports with a maximum height of 3.5 m matched to a British shearer and AFClcrusherlstageloader system. A British underground radio communications system has also been supplied.
6.4.2 Jining No.3
An example of new mining development is the lining coalfield in the Yanzhou district of Shandong province. The coalfield covers an area of some 560 km2, and is 50 km long, with a geological resource base of some 2750 Mt of coal. Four state mines are being developed, together with two local mines. The lining No.2 mine is designed for an output of 4 Mtly, lining No.3 for 5 Mtly, and Xuchan and Daizhuang for 1.5 Mtly each, giving a total production of 12 Mtly from the four mines.
Mining method Production, Output per Mt man-shift, t*
sub-level caving 2.1 150.0
longwall 1.5 104.4
longwall 1.4 102.6
longwall 1.0 81.6
inclined slicing 1.1 80.7
sub-level caving 2.3 77.3
inclined slicing 1.3 77.3
inclined slicing 1.2 69.5
inclined slicing 1.0 68.1
The lining No.3 mine is being developed on a property area of about 110 km2 that carries geological resources of 930 Mt of gas coal and fat coal (high-volatile steam coals). Mineable reserves are 526 Mt. The reserves are contained in a total of eight mineable or partly mineable seams, averaging 10.44 m in thickness. The deposit structure is relatively simple, the seams dipping at about 5°, although the seams are deep-lying (understood to be at least 600 m deep) beneath thick alluvial overburden. Coal quality parameters include an ash content of 19%, 0.58% sulphur and a heating value of 29.3 Mllkg, with a washed product being used for power station fuel.
Development of lining No.3 commenced in 1989, with commissioning scheduled for 1997 and full production in 2001. Two access shafts and a ventilation shaft have been sunk, and six longwall faces are being installed. Capital investment in the project is $270 million, provided by the Third Japanese Energy Loan facility.
6.4.3 Fucun
Further funding from this source is being applied to developing underground mines in the Tengnan coalfield in the southwest of Shandong province. Here, the 3 Mtly Fucun mine has been under development since 1988, with commissioning expected in 1999 at a cost of $165 million.
The mine property covers an area measuring 7.5 by 8 km, and contains a mineable reserve of 304 Mt of gas and gas-fat coal. The structure of the deposit is more complex than at lining, with well-developed folding and faulting, and some areas affected by igneous intrusions. Five mineable seams are present with an average mining thickness of 10.25 m, coal quality parameters including an ash content of 15-20% and a heating value of 29.3 Mllkg. Access is by a deep shaft, and production will be centred on four longwalls at two different production levels. Washing will produce metallurgical coal with a power station fuel by-product.
6.4.4 Cheji
A third example of Chinese mine development financed in part by this loan facility is the Cheji mine in the Yongxia mining district of Henan province. Mine construction commenced in 1991 with completion scheduled for 1997 at a cost of $108 million. The design output is 1.8 Mtly of highly
77

Potential for technology transfer
metamorphosed anthracite that will be supplied to both metallurgical and thermal users.
The deposit has a simple geological structure with dips of between 7° and 20°, locally as much as 30°. Three mineable seams have an average thickness of 5.8 m and contain a reserve of 222 Mt of coal that grades 25% ash, 0.6% sulphur and between 23 and 29 MJ/kg. Coal production will be from two fully mechanised longwalls, one partly mechanised face and one stand-by face.
6.4.5 Xiqu
Xiqu mine, located in Shanxi province, is a 3 Mtly operation that employs 5100 people. The mine is based on four workable seams that lie in close proximity to each other, creating a complex geological scenario. Its reserve is 530 Mt. Washed coal products typically contain 10% ash, 12% volatile matter and 0.6-0.7% sulphur, the mine supplying the domestic metallurgical market (Sanda, 1995b).
The close-lying Nos.2 and 3 seams, averaging 3.5 m in thickness, are mined as one, and are some 10m above the 2.1 m thick No.4 seam. The Nos. 8 and 9 seams, currently unworked, are 60 and 72 m below the No.4 seam and are 3.8 and 1.6 m thick respectively. Longwall panels are developed in rock below the seam, as is normal Chinese practice, using roadheaders. A two-entry system is used to develop longwall panels that are 150 m wide by 1000 m long, scrapers being used to remove development waste from the face. The mine operates six longwalls, although three are capable of meeting design capacity, and production is constrained to 2.7-2.8 Mtly by rail transport bottlenecks.
6.4.6 Review of Chinese case studies
A number of points are raised by the Chinese examples given here. In each case the depth of the deposits is understood to be considerable, and probably in excess of 600 m, thereby requiring shaft access. This may account for the long lead time between project commencement and commissioning. Furthermore, at these depths new mine development can only be justified if seams are thick, as they are in this case. What is not clear is the proportion of the seam section that will be recovered, as the seam thicknesses are clearly greater than can be handled by the current generation of longwall technology in one pass.
Published studies suggest that a number of approaches are being adopted to this situation, including the use of multi-level or sub-levellongwalling in seams over 15 m thick, in which faces are developed sequentially from top to bottom of the seam, and of top-caving, where a conventional longwall is developed at the floor of the seam, the upper parts of which are then recovered through drawpoints in the face support line. A critical factor in the successful use of this method is the strength of the top coal: if it is too strong, water injection may be necessary in order to weaken it and cause it to cave predictably (Luo, 1993). Longwall top caving has been developed and used successfully in China for over ten years, and faces can now produce over 300,000 tlmonth or 2.5 Mtly using the technique (Yu and others, 1994).
Increasing productivity in Chinese underground coal mines will require improvements in management and organisation, capital investment in more reliable and productive equipment, and the introduction of multi-entry development to reduce current gateroad support costs.
6.5 Other countries There are numerous countries that produce coal underground, but where technology or operating practices could benefit from appropriate review. Others have yet to develop an underground mining sector, but are either actively investigating the possibilities, or may have longer-term potential once surface deposits now being exploited are worked out. The following sections review the potential for underground coal production in a cross-section of some less publicised scenarios.
6.5.1 Iran
Iran produced 1.72 Mt of run-of-mine coal in 1994, from which were obtained 935,000 t of washed metallurgical coal. Demand for coking coal is some 1.45 Mtly, and any increase in output is valuable in terms of import substitution.
One project that is cUlTently being evaluated is the development of a five-mine complex in the Parvadeh coalfield, part of the Tabas coal basin in central Iran (Nikkar, 1992). The coalfield covers an area of 1200 km2 and has mineable reserves of 525 Mt within a geological resource of 1000 Mt. Mine design for a total output of 3.5 Mtly of run-of-mine coal is under way, with favourable structure and seams that range in thickness from 0.8 to 2.0 m. In-seam development, and mechanised room-and-pillar and longwall options are being evaluated, underground driveage having commenced in 1991 with the aim of gathering operational information for inclusion in the definitive designs.
6.5.2 Zimbabwe
Zimbabwe has large coal resources, but limited markets that are satisfied by output from the Wankie mines at Hwange. Output in 1994 was 4.6 Mt, of which some was converted to coke for use in the domestic steel industry. Underground mining (lccounts for about 15% of the total annual output. Zimbabwe has traditionally exported a proportion of its output to neighbouring countries.
Until 1990, underground operations at Wankie were low-mechanisation, using manual room-and-pillar methods. Current practice includes undercutting the face, drill-and-blast mining and coal removal using load-haul-dump machines, whieh are used to carry the broken coal from the face to section belt conveyors. Roadways are mined 5.5 m wide between 6 m square pillars. A 3 m section of the seam containing coking coal is recovered, with thermal-quality coal being left in place (Laurence, 1995).
In 1993 the underground mine had a workforce of 966, reduced from 1160 in 1988. Productivity was around 700 timan-year at that time, having peaked at just under 800 timan-year in 1992. The introduction of diesel-engined
78

Potential for technology transfer
crew buses, replacing a 5 km walk for miners at the beginning and end of each shift, has increased the time available for work at the face by 17%. Future mechanisation plans include the purchase of new feeder-breakers, face drills and roofbolt rigs, and an output of 864,000 tJy is now possible using the existing manning levels and with current equipment. Further increases in labour productivity would probably require the introduction of continuous miners or pillar recovery.
In all probability, future underground coal mine developments in Zimbabwe will be limited to refurbishment or extension of the existing Wankie workings, or to the evaluation of coalbed methane potential that could lead to gas exports.
6.5.3 Mexico
Mexico is faced with rapidly escalating energy demand, projected to grow at around 6%/y for the next decade. Only about 6% of current generating capacity is coal-fired, with a current coal demand of around 9 MtJy, two-thirds of which is supplied from local mines operated by Micare (Jauregui, 1995). National coking coal requirements are met in part by mines operated by Micare and Grupo Acerero del Norte.
Micare produces some 6.7 MtJy of thermal coal from both open pit (3.4 MtJy) and underground operations (3.3 MtJy). The company has three underground mines, with a further unit planned for production at a rate of 2.7 MtJy in 1997. The operations are based on a reserve of 225 Mt, which equates to around 85% of the total national reserve.
Micare has invested significantly in new longwall technology from the United States (Joy, I995a), and operates a 200 m face in 1200 m long panels. The seam section is around 2.5 m, but includes a major dirt band that raises the ash content of the run-of-mine coal to 37-38%. Sulphur contents are less than I%, however, and the coal has a heating value of 17.2-17.9 MJ/kg. The strategy of installing the new longwall, and investing $60.7 million in the new underground mine, is aimed at improving the company's competitive position in respect to potential imports of US coals, and may mark a trend in maintaining a small but cost-effective underground coal mining sector in Mexico (Flores, 1992; Suttill, 1995).
6.5.4 New Zealand
A country cited as having potential for substantial increases in underground output for export, albeit from a low starting point, New Zealand has underground coal operations on both islands. CoalCorp's Huntly East operation on North Island uses continuous miner technology to produce 350,000 tJy of thermal coal for the domestic market, as does the 120,000 t/y Wairaki operation on South Island (World Coal, 1995b).
Unusually, three further underground operations on South Island all use hydraulic mining techniques, employing monitors to wash coal from the seams. The new Strongman mine is the largest of these, with an output of 360,000 tJy of thermal coal for export, while the others are Denniston (40,000 tJy) and Reefton (30,000 tJy).
Projects cunently under consideration on South Island include Rapahoe, where proposed extraction would be by roadheaders and continuous miners to produce around I MtJy of high volatile, low-sulphur, low-ash coal for export, with the possibility of increasing output to 2.5 MtJy later. In addition, CoalCorp is studying the feasibility of a 500,000 t/y underground mine at Mt Davy, with development by roadheaders or continuous miners and production by continuous miners or hydraulic mining. The Mt Davy deposit, while over 500 m deep, contains high-quality coking coal (Ministry of Commerce, 1995).
6.5.5 Bangladesh
For many years it was assumed that Bangladesh had few indigenous energy resources, known coal seams being considered too deep to mine. Extensive coal resources are now known to occur at Jamalganj in the northwest of the country and at Sylhet in the northeast.
Development of Bangladesh's first underground coal mine is being undertaken through Chinese aid. Located in the far north of the country, Barapukuria is based on mineable reserves of 70 Mt of high-quality bituminous coal; first production is scheduled for 1998 with full output at around I Mt/y by 2001. The cost of the project is $184 million, with production costs estimated at $34/t. 830,000 t/y will be used in a 300 MW minemouth power station (EMJ, 1995a).
The reserves are contained in six seams that lie at depths of 130-500 m and are overlain by up to 200 m of soft, water-bearing sands. The principal seam, No.VI, averages 36 m in thickness, but both the seams and the overlying sandstones are heavily faulted. It is planned to sink two shafts to a depth of 280 m, and the mine will provide direct employment for around 3000 people (lgbal, 1995).
Elsewhere in Bangladesh, BHP MineralS is committing investment to coal exploration and mining outside the Barapukuria area. The company envisages the potential for producing between 2 and 6 MtJy, with national requirements being satisfied first at a fixed price of $29/t and the remainder of its output being available for export (Coal International, 1995).
6.6 Conclusions The case studies presented in this chapter represent a wide range of underground mining scenarios, from industries that are well-established, but in need of technological or management assistance in order to achieve world-class productivities, to those that have yet to develop to any significant extent. It is thus important to realise that there can be no single technology or management philosophy transfer package that will provide a solution - assuming that it is wanted - to the needs of such countries. Rather, there has to be a careful appraisal of individual requirements that will provide the greatest assistance in a given set of circumstances, so the aim has to be one of transferring appropriate equipment, practices or concepts rather than what may be perceived to be the world's best.
79

It is clearly inappropriate to attempt to transfer complex technology into a situation in which factors beyond the control of the recipient can have a disproportionate effect on the outcome. The example cited of the relative lack of success with the introduction of longwall technology into the Indian underground mining sector is a case in point. Here, government policies in respect to the importation of equipment made the cost even of aid-funded systems prohibitive, while the lack of manufacturer-sourced spare parts reduced substantially the operational availability of equipment that was obtained.
The introduction of such systems, which are by essence intended to minimise labour requirements and production costs while maximising productivities, must also be considered in the light of traditional working practices and the size of the workforce available. Thus the decision of the Wankie colliery in Zimbabwe to invest in a moderate level of mecl:misation reflects social and employment requirements that are in many ways typical of those pertaining in many developing countries, as well as the realities of allocating funding for this type of project. A balance must be struck, nonetheless, between providing jobs and the employment of a largely unproductive workforce that requires excessive supervision input. Absenteeism levels can also be high in such circumstances, requiring a proportionately larger labour force than would otherwise be needed in order to ensure that production targets can be achieved.
Available skill levels must also be a major factor for consideration in the proposed transfer of sophisticated technology, and in a number of cases it may be more appropriate for technical training to form a major part of assistance packages, at least in the early stages. An example here would be that of Pakistan, where there are plans for the development of undergrOund coal resources but where there is no long-term pool of coal mining experience from which to draw the engineers that would be required (Walker, 1995c).
One country that appears to have reached a compromise between the need for high technology and labour force requirements is China, where the introduction of full mechanisation is proceeding in tandem with the maintenance of a proportion of partial mechanisation, even in mines that are currently under development. There have nonetheless been numerous government calls for a massive reduction in coal industry employment (MJ, 1994d; Sanda, 1995a), which will doubtlessly result in the formation of a substantial pool of mining industry experience that can, and is being used in the provision of Chinese aid to other developing countries. A case in point is China's assistance in the development of the Barapukuria mine in Bangladesh, which includes the provision of a Chinese construction labour force as well as technology.
Thus the use of a level of technology that is appropriate to the requirements of the individual installation is paramount. Longwalling was introduced into New Zealand in 1991, but the conditions in the Huntly West mine were such (a soft clay floor, very rapidly changing seam gradients and a tendency for spontaneous combustion) that the operation
Table 23 Fatalities per Mt in coal mines (hard and brown coal, surface and underground) 1988·93 (ILO, 1994)
Country Rate
Romania 10.30 China* 6.10 Ukraine 2.35 Czech Republic 1.75 Russia'!' 0.95 Mexico 0.87 India 0.75 Hungary 0.65 Poland 0.59 Argentina 0.53 Bulgaria 0.44 Brazil 0.39 West Germany'l 0.38 South Africa 0.33 Canada 0.18 UKi' 0.17
USi' 0.11 Australia'l' 0.10
* state mines only (small-scale mines: 8.5) t underground hard coal mines only
lasted only a year. Hydraulic mining has been introduced elsewhere and, although using relatively low technology, has proved to be a practical method of achieving high recoveries from thick seams and in areas where steep gradients make other, more conventional techniques unworkable (McIntosh, 1993).
Another point that must be stressed is that appropriate technology and management practices should be inherently safe. It is no coincidence that countries in which the underground coal sector is struggling technologically or in terms of management are those in which safety records are low (see Table 23) (ILO, 1994). China's problems in this respect have been widely reported and are being addressed through revised inspection procedures (Coal, 1995a); however, 'one contributing factor is the sheer number of people underground at anyone time. Where the largest mines in developed nations would count in hundreds, those in China are in the thousands. When a catastrophe occurs, the impact is exponential.'
Long-term under-investment is also a serious problem, particularly in the countries of the former Soviet Union and in Eastern Europe. Inadequate ventilation is cited as one primary reason for unsafe working in Russian mines, while the combination of fixed coal prices and rapidly escalating costs produces an unenviable operating framework (ILO, 1994). Here, the transition from centrally planned to market-based economy will be a long process while social requirements hinder the restructuring of the industry that would return it to an internationally competitive basis. In this case, the need is for the transfer of management concepts and in infrastructural development as much as for equipment upgrading.
80

------------
7 Constraints and opportunities
This chapter addresses constraints to and opportunities for the further development of underground mining technology and its transfer to other markets. The review is based on professional opinion received from mining companies, consultancies, government agencies and equipment manufacturers, and from other sources such as published presentations. TIle chapter concludes with a summary of those areas where the provision of public and private sector funding may be appropriate to overcome perceived constraints to the further development of underground mining technology, and to optimise the chances of success of perceived opportunities for technological transfer.
Equipment development in the underground mining sector has traditionally been customer-driven. Manufacturers respond to mining company requirements, although in the past state mining organisations such as British Coal played an important role in the research process that precedes equipment development. TIle demise of British Coal as an entity has removed from the industry this research capability, which is now largely confined to the larger private-sector mining companies and to government agencies. Of these, very few can afford to finance research to a comparable level, and the risk remains that developments will be made in isolation, requiring repeated 'reinventing the wheel'. While this may afford commercial advantage to individual companies in the short term, a lack of dissemination of information about successful research and development projects can only hamper the more widespread adoption and availability for transfer of state-of-the-art technology and operating practice.
The closure of the US Bureau of Mines, originator of fundamental work on strata control, ventilation, machine automation and much more, will also have a major impact on mining research capabilities. It is currently unclear as to how the organisation's laboratories may be re-allocated within other government agencies, but given its admirable history of making available its findings both within the United States
and overseas, closure of its facilities will be a serious loss to the international mining research effort.
7.1 Direct influences This section looks at technical factors that directly constrain the further development of modern mining technology. Also included in this category is operational management which, although not strictly technical in the sense of equipment or systems, has a major direct influence on both technology and
its successful application.
Almost without exception, professional opinion lists shortfalls in longwall development as being the single most important hurdle that must be overcome if the full potential of longwalling is to be realised. Given the high capital investment required to equip a longwall face, it is essential that its use is optimised; delays to face production caused by an inability to mine the necessary length of gateroads in the time allocated have to be avoided at all cost. There are a number of different options that can be used to address this, including the use of additional development equipment, improving its utilisation by combining mining and support functions, and improving mining machine utilisation through the use of more appropriate coal handling systems.
Currently, the clear wish within the coal industry in Australia and South Africa, for example, is for the introduction of combined bolter-miner machines coupled with continuous coal haulage systems. Trials with the first truly integrated system have yet to be completed, and there will be great disappointment throughout the industry if expectations are not met. Other ways of removing the predominantly cyclical nature of roadway development include the use of a surge car between the continuous miner and shuttle cars or, as some companies have found beneficial, double handling of coal that is dumped first on the roadway floor behind the miner and is then loaded using a separate machine.
81

Constraints and opportunities
Diesel-engined shuttle cars offer a greater degree of t1exibility than those tied to an electric umbilical, and can carry more than those with battery power. TIleir use has, however, prompted investigations into the health risks associated with diesel exhaust and the development of filters suitable for use underground. In both longwall mines and those using other methods, ventilation can impose serious constraints on operations, in particular in relation to the need to balance air t10ws adequate to dissipate methane gas and heat generated by ever more powerful machines against their ability to pick up and entrain excessive amounts of dust.
Improved designs of cutterheads for both development and longwall machines are being developed, with the emphasis on better placement of water jets in relation to picks. The aim is to reduce the amount of water needed while optimising dust suppression at the point of formation and reducing the risk of incendive sparking. Early systems are reported to have experienced problems with water seals, an area that requires further investigation. An alternative to traditional picks is the use of mini-disc cutters, a transfer of technology originally designed for hard-rock tunnel boring machines. One mine in the United States is understood to be experimenting with this type of cutter on shearer drums, with the aim of improving drum performance at higher shearing speeds while minimising dust generation and increasing cutter life.
Air quality considerations are also at the forefront of longwall automation, with the clear aim of removing both shearer and face support operators from the 'down-wind' side of the coal cutting process. Despite over twenty years having elapsed since the first practical experiments with longwall automation, very few complete systems have entered service on a commercial basis. While individual components of a fully automated control system are now widely available, combining them into a reliable unit still remains an aim in most cases. Industry requirements for faster cutting speeds along the face will make automated systems essential, as machines move too fast for accurate manual control.
By contrast, automation of development systems is driven more by the need to protect personnel from gas hazards and exposure to unsupported roof. The use of radio or umbilical remote control, once seen as an add-on, is now a standard requirement and the next stage of the automation process will need to incorporate accurate profile cutting in changing seam conditions.
Major improvements need to be made in in-seam geophysical survey techniques that permit accurate assessments to be made of hidden geological conditions. Throughout its history, underground coal mining has had more than its fair share of technological failures that have been attributable to a lack of knowledge of specific scam conditions. As such incidents become increasingly expensive, the costs of prevention will certainly be substantially lower than the costs of having to abandon a longwall and its associated development.
Equipment utilisation remains one of the principal areas for improvement on a worldwide basis. Major gains in unit productivity and reductions in operating costs can be achieved for relatively modest increases in equipment utilisation. This may not, however, only be a question of
running individual machines for longer, but impacts on the whole operational management philosophy. Better allocation of labour resources, for example through the use of optimised shift patterns or training for multi-skilling, will almost certainly have a greater effect on overall utilisation than will be achieved by simply addressing technical aspects of the problem. There is a clear consensus of professional opinion that 'people' factors will continue to playa greater role in optimising utilisation than do 'mechanical' factors. This is not to say that considerable improvements cannot be made, for example, through ensuring that coal handling capacities are matched to face output, but that a process engineering approach is now more applicable than the traditional division between labour and equipment issues.
In order to maximise benefit from such a strategy, it will become increasingly important for information to be readily available to everyone who needs it. Mine-wide information, monitoring and control systems are achieving widespread acceptance, and can be linked into machine-mounted health monitoring units. The availability of better quality, more timely information thus makes maintenance scheduling more appropriate to individual circumstances, helping further to improve utilisation through minimising 'breakage' downtime.
An extension to this is the need for equipment in which ease of maintenance has been designed. This implies that manufacturers must ensure that major sub-components, such as hydraulic pumps and electric motors, are easily accessible and can be maintained, repaired or removed quickly and with minimal risk in terms of safety, within the often confined area available on a longwall face or in a development heading.
Underground mining systems are becoming increasingly 'high-technology' in terms of both design and application, and such systems require a high calibre of technical input in order to optimise their performance. In Australia, the United States and South Africa, there is a perceived shortage of professional technicians who have this capability and the understanding of modern computer- or microprocessor-based systems needed to 'fine-tune' them, and in consequence systems that have been installed have not achieved their full potential. In addition, there is also a perceived gap in technological understanding at senior management level, such that the potential of current underground mining systems is not fully appreciated.
7.2 External constraints These are predominantly indirect constraints to the widespread adoption of current state-of-the-art technologies and operating practices, and include those caused by geological conditions, legal restrictions, existing social conditions, environmental aspects, health and safety considerations and energy markets. As such, it can be seen that while direct constraints apply primarily to the underground mining industries in countries where technological development is proceeding apace, external constraints have significant impact in countries where underground mining is less well established or is in need of restructuring.
82

Constraints and opportunities
The legislative framework governing underground mining varies markedly from country to country, and has been enacted predominantly in response to local conditions and requirements. No one nation can claim to have 'world best' legislation suitable for adoption in chapter and verse elsewhere. There is, however, opportunity for intergovernmental agencies to review and abstract from various national mining codes the most appropriate features for new legislation for developing countries, or those such as in the former Soviet Union where laws require revision to reflect the change to market economy conditions.
Ensuring compliance with legislation is the task delegated to either the general health and safety inspectorate or, preferably, a specialist mining inspectorate. The introduction of technical changes that may impact health and safety issues rightly and of necessity requires the consent of the inspectorate. While the inspectorate normally takes a pragmatic view of such introductions, the procedures involved can be long drawn-out as a step-by-step approach is demanded. Overdue caution on the part of the inspectorate is thus sometimes perceived as delaying the introduction of new technology or operating concepts, a case in point being the introduction of rootbolting into British underground mines within the framework of existing legislation that had been enacted in terms of earlier driveage and support technologies.
While management has overall responsibility for occupational health and safety, employees must also participate in the development and implementation of strategies to enhance this, as well as taking individual responsibility for their own health and safety. In this context, the ergonomics of underground equipment is becoming an increasingly important issue, with noise levels, heat, vibration and dust emissions increasing as more powerful equipment is brought into use, and has to be taken into consideration in conjunction with the implementation of engineering and managerial strategies to increase production and productivities.
One area of undisputed impact on mining generally is government control over working practices. While health and safety legislation is wholly appropriate, the inability of the South African mining industry to utilise its capital investment fully through seven-day production working continues to frustrate efforts to optimise productivity. It may be that individual company practice prefers only part-week working, but the ability to schedule this as most appropriate can only be of benefit.
Many consider that the mining industry has been subjected to excessive publ ic scrutiny over environmental matters. It is certainly the case that mining operations have in the past had a very noticeable environmental footprint, although public perceptions are now often coloured more by past practice than by current achievements in this area. Environmental impacts fall into immediate and long-term categories, the former being typified by mine waste disposal on surface or the sudden emission of untreated water, while the most obvious example of the latter is subsidence. Waste heaps can be contoured and revegetated, mine water can be purified, but subsidence issues can restrict a company's choice of mining
method and in the extreme can sterilise otherwise valuable underground coal resources.
Reparations for subsidence damage can also constitute a major charge against operations, with companies liable for compensation for structural effects to buildings and loss of water resources, for example, as well as receiving bad publicity from often justifiably dissatisfied property owners above their workings. The implementation of legislation that seeks to minimise or eliminate subsidence would have a far-reaching effect on underground mining; the implementation of legislation that permits subsidence, but which also requires fair compensation for it, creates a framework within which productive underground mining can continue to develop.
The influence of the views of labour organisations on technological developments can be marked, pertinent examples being union disquiet over the introduction of diesel-engined vehicles in mines in the western United States and over 'deep cut' applications using continuous miners in the United Kingdom. The sensitivity of such concerns, often based on practical experience, requires a considered approach to the introduction of new systems, with full prior consultation in order to achieve rapid acceptance in the work
place.
Existing social conditions can have an over-riding influence on the industrial structure of a country or district, but may have less of an effect on the decisions taken by individual companies. Thus retrenchment of labour as a result, direct or otherwise, of the introduction of new technology or the loss of markets at a single mine is a different matter from the restructuring of a complete industry or the adoption of 'entry-level' technology in what had previously been manual
operations.
In the case of countries such as China, India, Russia, Ukraine or Poland, the potentially widespread social consequences of rapid restructuring inhibit the introduction of Western operating practices that could help improve both productivities and working conditions. Indeed, the expertise that already exists in some of these countries in terms of equipment and systems design is comparable with that to be found anywhere else; what is needed for effective implementation is the creation of a suitable investment structure rather than widespread technology transfer.
The ability of the mining sector in any particular country to install and use effectively new technology is largely dependent on the skills base already existing there. Thus it is likely to be a waste of resources to introduce technologies that require a high level of technical, managerial and commercial skills without ensuring that these are available before implementation. Without this, learning curves will be excessively long and return on investment unacceptably delayed.
The introduction of new technologies is also less effective if the existing infrastructure is inadequate to support it. A consequence of this is that new mining projects in industrialised and developing countries alike are unlikely to
83

Constraints and opportunities
succeed without the construction of rail or other transport links and, in more remote locations, complete communities, all of which can add substantially to project costs unless government assistance is received. Mine construction projects in very rural areas are likely to have additional problems in the recruitment of a workforce that has the required skills.
The availability of markets further constrains the implementation of technological change. An appropriate example is the need for compliance coals in the American market, which has precipitated a continuing trend in production capacity away from the United States' copious reserves of higher sulphur coal into those that require less treatment before shipping. There is no doubt that lower prices for high-sulphur coals has forced the closure of many operations in areas such as the Illinois basin, while margins for many others are inadequate to finance the introduction of technologies that would in turn reduce costs in other circumstances. A similar situation occurred in the 1970s and 1980s when new American health and safety legislation decimated the country's small-scale coal mining sector. Compliance was too expensive for these mines. Current changes in market conditions favour large-scale mines, with medium-scale operations performing a 'swing' function as contracts and spot sales dictate.
7.3 Topics for future research investment
A review of priority areas listed under the Australian Coal Association Research Program shows the emphasis that is already being placed on research into improving underground mining technologies and operating practices. Nonetheless, there are specific aspec'ts of both of these that have been highlighted by the research undertaken during the compilation of this study, details of which follow. The list is not exhaustive, but includes the principal areas that require further investment in research, evaluation and development.
Whether the reason is a reduction in operator exposure to dust or a desire to reduce the number of operators at the face, the greater adoption of automation systems is inevitable. As yet, however, practical experience has shown that significant problems remain to be addressed before reliable systems can become widely available. A number of research organisations and public companies have made progress in this area, most notably in recent years the largest American longwall operator, Consolidation Coal Co., but given that this company has invested in development for its own benefit, it is improbable that the technology will be made widely available to its competitors.
Since few other companies have the resources necessary to fund operational research on this scale, there is thus a need for industry-wide participation in the advancement of automation technology. This applies to both longwall and roadway development systems.
Current trends in underground mining are towards the exploitation of seams that are of sufficient thickness to warrant investment in heavy-duty equipment. Even this has
its limitations. however, and there remains a need for the development of more reliable systems for working thick and steeply dipping seams, such as those found extensively in China. At the other end of the spectrum, massive coal resources exist worldwide in seams thinner than 1.2 m, but unless cost-competitive mining methods and equipment can be developed to exploit this resource, it will effectively be sterilised.
Coal cutting technology continues to be of great importance, especially as web thicknesses and shearer speeds continue to increase. Optimisation of shearer drum pick and vane layouts, the development of alternative cutters and the use of accurately directed dust suppression systems are all areas requiring further investigation. Similarly, the use of water injection and high-pressure pulsed jets, a topic of research over many years, in conditioning coal faces before mining, appears to have longer-term potential.
The integration of coal cutting, roof support and coal transport into one system is widely regarded as being the best option for improving roadway development productivity. While the individual components have been proved satisfactorily in service, the evaluation of such a system is still at an early stage and in all probability will still require staged modification to give the required result. Further evaluation of the various options is required to establish both the technical parameters and any amendments that may become necessary to the statutory framework within which such systems will have to work.
Roof support technology has progressed dramatically since rootbolting became the widespread replacement for steel arches and timber. The advantages of an active support system over the passive support provided by timber is indisputable in terms of long-term safety, accessibility and cost. The gradual introduction of cable bolting as a means of giving greater stability in tailgate roadways and other high-stress areas has shown the potential for this type of support. Its more widespread application will depend on better understanding of roof conditions that will benefit most from its use, and the creation of an international comparative rock quality measurement system would facilitate this.
The implementation of such systems would also assist in optimising pillar designs in both longwall and room-and-pillar applications, particularly in view of the increasing depth at which mining will occur in the future, and in relation to mining in thick and steeply inclined seams. Other research needed in the area of roof support includes the improvement of chemical resins suitable for rockbolt anchoring and further evaluation of monitoring technologies, including microseismic monitoring, for detecting strata movements.
Air quality considerations are centred on methane and heat dissipation, and on the effects of diesel exhaust in the underground environment. Methane drainage technologies are one area that needs additional research, especially in view of the opportunities for using the gas produced as a by-product to offset production costs. Areas requiring particular attention include the use of directional drilling and in-hole surveying
84

techniques to optimise methane recovery, and methods of increasing the permeability of methane reservoir seams in order to maximise pre-mining drainage rates.
Diesel engine technology requires advancement in two principal, but not mutually exclusive directions; the design of exhaust filters of adequate capacity to last at least one shift before changing, and the development of cleaner, probably vegetable-based diesel fuels. Both the US Bureau of Mines and the Health and Safety Executive in the United Kingdom have been involved in this, and resources continue to be required to achieve commercial results.
Tomorrow's underground mining industry will in general be based around concentrated applications of high technology. In order for the international mining industry to make the best use of this, suitably qualified personnel will be needed to design, plan, install, operate and maintain it. This will not be possible without appropriate training, for which central and corporate funding will be essential if the full potential of current and future developments in technology and operating practice is to be realised.
85

8 Conclusions
Despite having played a reducing role in coal production since the 1950s, underground mining still accounts for a substantial proportion of the hard coal won worldwide. With coal demand projected to increase by around 50% between 1995 and 201 0, there is clearly potential not only for underground mining to maintain its position, but for future consolidation a~ demand outstrips surface mining capacity. In the United States, South Africa, Poland, Russia, Ukraine, Kazakhstan, India and China, underground coal mining will be essential if domestic energy demands are to be met, while in Australia and other exporting countries, underground mine capacity must increase as surface resources are depleted. Elsewhere, there are numerous opportunities, mostly in the medium term, for the development of new underground coal mining industries.
In the industrialised world, underground coal mining practice is becoming increasingly concentrated into high-productivity units that are able to compete effectively with surface mines in terms of both costs and coal quality. However, success in this area is not just a question of the installation of the most modern technology, but also (and to an increasing extent) on the way in which it is used. Four key areas have been identified as having a major effect on the success of underground coal mining operations in a market economy.
Firstly, corporate structure must be lean, with few layers between management and workforce; in this way, there is transparency in the management/workforce relationship with simplified, faster decision-making and problem solving. Secondly, high productivity operations demand high investment in the latest equipment. Of particular significance are coal and personnel transport systems, ventilation and ease of manoeuvring equipment through the mine infrastructure, from surface right through to the production face. Equipment must also have adequate capacity to handle production demands on a continuous basis without excessive downtime for maintenance, while equipment design must provide for simplicity of maintenance, together with accessibility to and ease of removal of components.
Thirdly, there must be an appropriate human resources strategy. Good geological conditions and high technology will not achieve required productivities without workforce commitment, which in tum is dependent on safety, training, t1exibility, attitudes and accountability. The fourth area, of especial relevance to individual companies, is corporate culture, in particular the will to survive in a competitive market environment (Moult, 1995). Other important factors include an operating philosophy that emphasises productivity rather than production, adaptability to change and an ability to react quickly to changing conditions (Dixon and Carr, 1995). The creation of a management and labour relations structure that promotes collaboration and involvement for all employees is also essential.
Without question, the most successful underground coal mines today are in the United States, in particular in longwall operations. Geological advantages provide a foundation for this success, but only a foundation. The principal reasons that US miners are able to build on these to achieve world-beating operations are:
well-matched heavy-duty equipment; keeping procedures simple; high system availability (over 70%); and efficient coal clearance systems (Mackie, 1994).
In both 10ngwall and room-and-pillar operations, equipment will continue to become more sophisticated as automation helps to remove people from the areas of highest physical risk. In consequence, there will be an increasing requirement for multi-skilled personnel who have the technological training to optimise the performance of such systems. High equipment and system availability will lead to improvements in the utilisation of very costly installations, with capacity compatibility throughout the mine permitting production at peak rates throughout the shift. Components of automation systems will, however, need to be as rugged as the machines that they control, a key aim being the achievement of a
86

satisfactory balance between equipment miniaturisation and survivability in the coal face environment.
There is a continuing requirement for further development of existing technologies. In responses to a questionnaire sent to major coal producers worldwide in 1992, three areas of concern stood out above all others in relation to companies' priorities for improving productivity: roadway driveage, coal clearance and roadway support (Chadwick, 1992). Organisations such as the Australian Coal Association are devoting considerable resources to the development of new systems to address these priorities and many others, but the retirement of comparable organisations elsewhere will not assist in progressing these aims satisfactorily.
The transfer of technology from the underground coal mining industries in the Western industrialised countries to their counterparts in developing and formerly centrally planned nations has been under way for many years, and is likely to accelerate. However, the question of compatibility between the level of technology offered and the real needs of the recipients remains, and as noted in another IEA Coal Research report on technology transfer, 'It is difficult for the parties concerned to learn the most efficient and cost-effective method, other than by the experience of trial-and-error. This is time-consuming and costly to all concerned.' (Jones, 1994)
The report concludes 'The wish to retain commercial confidentiality in order to remain competitive will hinder progress here.' This is clearly a matter of great concern, especially for equipment manufacturers; past experience in transferring designs for local manufacture in developing countries, China and the former Eastern Bloc highlighted the need for caution. In consequence, technology transfer centred on superseded designs for which there would be limited Western markets, but despite this, some manufacturers now find their potential export markets saturated by locally produced lower-technology equipment for which designs were transferred in the past.
Conclusions
The application of such technologies may, of course, be more appropriate to local circumstances than current state-of-the-art systems, with their requirements for sophisticated maintenance and management. Thus it is critical to the success of projects involving technology transfer that the correct selection is made, that can assist rather than overwhelm the existing physical and management infrastructure.
Wherever underground coal mining is undertaken, it must do so within a legislative framework that emphasises personal safety. Furthermore, those responsible for ensuring compliance with legislation must have the incentive to permit the rapid introduction of new technologies or operating practices where these can be shown to be of commercial benefit without compromising safety aspects. It is also incumbent upon governments to ensure that legislation is in step with current technological and management practice, and is not based on outdated concepts.
Companies engaged in underground coal mining face many challenges, in particular in relation to environmental impacts of their operations, such as subsidence. Again, it is the responsibility of the legislators to ensure that the rights and requirements of miners and landowners are respected, in order to minimise the possibility of widespread sterilisation of coal resources. The coal mining industry will have to address subsidence control and engineering as a matter of priority if resource utilisation is to be optimised.
In common with all other aspects of coal production, transportation and usage, the future success of widespread underground coal mining will depend on public perceptions. Technology now available can produce coal from underground safely and efficiently, and will be even more effective in the future. Understanding and engineering skills already in place can address most underground mining situations satisfactorily, and will continue to develop. A strong international approach is now required to ensure that technology is advanced, skills are enhanced, and the public climate nurtured to provide an environment in which underground coal mining can continue to flourish.
87

Postscript
Since the body of this report was prepared, in mid-to-late 1995, there have been a number of highly significant events that have a direct bearing on the topics addressed. In some cases, these relate to constraints that highlight the potential, and still sometimes unexpected problems facing underground coal mining; others reinforce the point that the implementation of modem management and operating philosophies can reap benefits for all concerned.
Both the principal British coal producers reported setbacks in late 1995 and early 1996. Coal Investments' concept of reintroducing longwall mining to its Hem Health colliery (see Section 4.4.3) was thwarted by public concerns over subsidence, a decision that contributed to the company seeking financial administration shortly thereafter (MJ, 1996a). The case thus highlights the potential vulnerability of underground coal operations in the face of increasing public awareness of subsidence and other perceived environmental impacts.
Meanwhile, the other British coal company, RIB Mining, reported strata control problems at its Asfordby mine (see Section 4.4.2), relating to unexpectedly high loading on the face supports from massive sandstones overlying the coal
seam being mined. The circumstances appear to be unique in British coal mining, and the company has been advised to replace its single 250 m long face with two 80 m units in an effort to reduce the pressure on the face supports. Production capacity will be reduced from 2.0 to 1.5 Mt/y, and closure of the mine is a distinct possibility (MJ, I996b).
On a more positive note, Cyprus Amax's Twentymile mine in northern Colorado claimed a new world record for production from a single longwall unit in December 1995. Output for the month totalled 625,600 t of run-of-mine coal, bringing its production for 1995 to more than 5.3 Mt. The company aims to increase this further to 7.3 Mt in 1996 (MJ, 1996c).
Perhaps the most significant achievement of all, however, was the performance in 1995 by Oakbridge Ltd's new South Bulga mine in the Hunter Valley coalfields, New South Wales. In its first full year of operation, the mine produced 3.26 Mt of run-of-mine coal with a workforce of 154, giving productivity of 21,160 timan-year, almost double that achieved by Ulan in 1994, (see Section 4.7.1), and three times the Australian average. That Oakbridge is a Cyprus Amax subsidiary is seen by many as no coincidence (AMM, 1996).
88

9 References
ACARP (1995) Australian Coal Association Research Program (A CARP) Annual Report 1994-1995. Sydney, NSW, Australia, Australian Coal Research Ltd, 62 pp (1995) Adamczyk M (1994) The evolution of Joy shearers high voltage applications. Mining Technology; 76 (871); 18-21 (Jan 1994) Adie R (1995) Implementation of Australia's first highwall system - Oaky Creek case study. In: Automated mining technology for the coal industry, Sydney, NSW, Australia, 27-28 Apr 1995. North Sydney, NSW, Australia, IIR Conferences, vp (1995) Al1en D, Walduck G" (1994) Achieving profitability from mechanisation of underground mines in India. In: Mining '94, Birmingham, UK, 23-25 May 1994, Rickmansworth, UK, Mining Industry Promotions Ltd, pp 3.2.1-3.2.6 (1994) Al1ey C K (1995) Mobile surge car: an alternative to continuous haulage. In: International mine development planning and operations conference, Pittsburgh, PA, USA, 6-8 Jun 1995. Parker, CO, USA, Intertec Presentations, vp (1995) Australian Mining (1995) Little mine with a big output. Australian Mining; 87 (4); 10-16 (May 1995) AMM (1994) Australia's longwalls. Supplement to Australia's Mining Monthly, 54 pp (Mar 1994) AMM (1995) Australia's longwalls 1995. Supplement to Australia's Mining Monthly, 60 pp (1995) AMM (1996) Australia's longwalls 1996. Supplement to Australia's Mining Monthly, 80 pp (Mar 1996) Antoniak J (1994) Choice of transport systems for highly efficient longwalls in Polish underground coal mines. In: Third international symposium on mine planning and equipment selection, Istanbul, Turkey, 18-20 Oct 1994. Rotterdam, Netherlands, AA Balkema, pp 365-368 (1994) AusIMM (1995) MINEX award entrants. Thiess contractors. The AusIMM Bulletin; (3); 46-47 (May 1995) Barczak T M (1993) Design and operation of powered supports for longwall mining. Engineering and Mining Journal; 194 (6); 28-32 (Jun 1993) Barker R (1994) New Zealand. In: Mining annual review. London, UK, The Mining Journal Ltd, pp 107 (1994)
Barnett D (1992) Coal mine productivity - has there been significant improvements? In: Fifth world coal outlook conference, North Ryde, NSW, Australia, 24-25 Sep 1992. North Ryde, NSW, Australia, Macquarie University (Mineral and Energy Economics Centre), pp 1-42 (1992) Barnett D (1994) Australia's coal industry. Energy Policy; 22 (4); 353-367 (Apr 1994) Barron L R, Stewart C L (1995) Gateroad stability in a steeply pitching thick seam with a weak roof. In: International mine development planning and operations conference, Pittsburgh, PA, USA, 6-8 Jun 1995. Parker, CO, USA, Intertec Presentations, vp (1995) BCC (1995) Report and Accounts 1994/95. London, UK, British Coal Corporation, 72 pp (1995) Biron C, Guney M (1994) Coal mining methods. In: Coal: resources, properties, utilization, pollution. Kural a (ed), Istanbul, Turkey, Istanbul Technical University, pp 153-170 (1994) Blaiklock J V (1992a) Two hundred and fifty thousand tonnes per year with forty men. Mining Technology; 74 (855); 142-146 (May 1992) Blaiklock J V (1992b) A Kentuckian vote for continuous mining. Mining Magazine; 166 (6); 365-366 (Jun 1992) BMI (1995) US first for Butterley moving car bunker. Bulk Materials International; 48; 2 (Mar 1995) Boyd J T (1993) Independent analysis of 21 closure review collieries. Report No 2265.6, Pittsburgh, PA, USA, John T Boyd Co, vp (1993) Boyd J T (1995a) Personal communication. John T Boyd Co, Pittsburgh, PA, USA (1995) Boyd J T (1995b) Statistical summary: financial, operating and sales: coal producing companies (coal segment only) 1989-1993. Pittsburgh, PA, USA, J T Boyd Co, 64 pp (1995) BP (1994) BP statistical review of world energy: 1994. London, UK, British Petroleum (Employee Communications and Services), 40 pp (1994) Brass J F (1989) Longwalling in Alabama. Mining Engineer (London); 148 (328); 317-324 (Jan 1989)
89

References
Bunnell M, Gillespie D (1995) Resin grouted cable bolts as primary roof support in an underground coal mine. In: International mine development planning and operations conference, Pittsburgh, PA, USA, 6-8 Jun 1995. Parker, CO, USA, Intertec Presentations, vp (1995) Butcher R (1995) Australian roof support techniques. In: International mine development planning and operations conference, Pittsburgh, PA, USA, 6-8 Jun 1995. Parker, CO, USA, Intertec Presentations, vp (1995) Carr F (1992) Ten years experience of the Carr/Wilson pillar sizing method at Jim Walter Resources, Inc. In: Workshop on coal pillar mechanics and design -proceedings, Santa Fe, NM, USA, Jun 1992, Report IC9315, Pittsburgh, PA, USA, US Department of the Interior (Bureau of Mines), vp (1992) Caruana L (1994a) Myuna place-changes to change places. Australian Mining; 86 (1); 20-21 (Jan 1994) Caruana L (1994b) Coal production at the scene of the Crinum. Australian Mining; 86 (6); 20-21 (Jul 1994) Chadwick J R (1985) Gu Giao coal complex - designed for 16.5 million tons capacity. International Mining; 2 (2); 30-34 (Feb 1985) Chadwick J R (1992) Longwall, or not? Mining Magazine; 166 (6); 349-363 (Jun 1992) Chadwick J R (1993a) Coal face development and coal clearance. Mining Magazine; 168 (6); 324-331 (Jun 1993) Chadwick J R (1993b) Highwall mining. Mining Magazine; 169 (6); 347-353 (Dec 1993) Chadwick J R (1994a) c.I.S. coal. Mining Magazine; 170 (6); 357-365 (Jun 1994) Chadwick J R (1994b) U.S. coal. Mining Magazine; 171 (6); 331-343 (Dec 1994) Chadwick J R (1995a) Coal in Europe. Mining Magazine; 172 (6); 350-358 (Jun 1995) Chadwick J R (19956) Advances in face productivity. Mining Magazine; 173 (3); 138-145 (Sep 1995) Chadwick J R (1995c) World coal. Mining Magazine; 173 (3); 146-153 (Sep 1995) Chase F E, Zipf R K, Mark C (1994) The massive collapse of coal pillars - case histories from the United States. In: Thirteenth international conference on ground control in mining, Morgantown, WV, USA, 2-4 Aug 1994, Peng S S (ed), Morgantown, WV, USA, West Virginia University (Department of Mining Enginering), pp 69-80 (1994) Chowdhary S K (1994) Indian coal industry - an overview. Paper presented at: British technology week 1994, Calcutta, India, 14"18 Nov 1994. 6 pp (1994) Chowdhary S K (1995) India's coal industry enters an era of expansion. Coal International; 243 (I); 15-24 (Jan 1995) CI (1995) Joint agreement allows for exploration and exploitation of Bangladesh coal. Coal International; 243 (1); 2 (Jan 1995) Clarke L B (1995) Coal mining and water quality. IEACR/80, London, UK, lEA Coal Research, 99 pp (Jul 1995) CMEER (1995) Personal communication, Centre for Minerals and Energy Economic Research, Krakow, Poland (1995) Coal (1994) The switched-on mine. Supplement to Coal; 99 (9); 24 pp (Sep 1994) Coal (1995a) Coal mine safety in China is alive, doing better and will do better still. Coal; 100 (5); 36-37 (May 1995)
Coal (1995b) Where there is coal, there is research. Coal; 100 (5); 40-42 (May 1995) Coal (1995c) Western Fuels lays off 210 Deserado miners. Coal; 100 (8); 6 (Aug 1995) Coal UK (1995) Hem Heath reaches new milestone. Coal UK; (39); 14-16 (27 Mar 1995) Coleman R M (1995) Best cost shift schedules. Coal; 100 (5); 51-53 (May 1995) Crofts G (1994) Success factors in Australian longwalling. Engineering and Mining Journal; 195 (8); 27-30 (Aug 1994) Daniel M (1994) Chinese coal prospects to 2010. lEAPER/II, London, UK, lEA Coal Research, 35 pp (1994) Daniel M, Jameson E (1992) Coal production prospects in the European Community. IEACR/48, London, UK, lEA Coal Research, 78 pp (1992) Dixon C A, Carr F (1995) Cooperative change: a survival strategy for the 21st Century. Mining Technology; 77 (881); 23-25 (Jan 1995) Dizard W (1994) McAteer takes reins of MSHA. Coal; 99 (5); 68-69 (May 1994) Dubbert J (1994) Western Fuels-Utah meets longwall production goals. Coal; 99 (12); 35-37 (Dec 1994) EEER (1995) Ukraine merges coal associations. East European Energy Report; (48); 12 (Sep 1995) EIA (1994) Coal industry annual 1993. DOE/EIA-0584(93), Washington, DC, USA, Energy Information Administration, 267 pp (1994) EIA (1995) Longwall mining. DOE/EIA-TR-0588, Washington, DC, USA, Energy Information Administration, 60 pp (1995) EMJ (1995a) Bangladesh. Engineering and Mining Journal; 196 (2); 16F (Feb 1995) EMJ (1995b) United States coal news. Engineering and Mining Journal; 196 (3); 16F (Mar 1995) Engelsman B (1995) Setting productivity benchmarks and efficiency measures for Australian longwalls - case study. In: Automated mining technology for the coal industry, Sydney, NSW, Australia, 27-28 Apr 1995. North Sydney, NSW, Australia, IIR Conferences, vp (1995) Fiscor S (1994) ARCO Coal's West Elk mine. Coal; 99 (5); 46-48 (May 1994) Fiscor S (1995) Cyprus Amax develops a practical dry diesel scrubber. Engineering and Mining Journal; 196 (6); 54-56 (Jun 1995) Flegon A (1993) Trade directory of the former Soviet Union, Volume 1, Coal industry. London, UK, Flegon Press, 220 pp (1993) Fletcher (1995) Mobile roof support brochure. Huntington, WV, USA, J H Fletcher & Co, 4 pp (1995) Flores V (1992) Mexican privatisation. Mining Magazine; 167 (4); 256-260 (Oct 1992) Frederick J R (1995) The 3C support; a survivable alternative to wood cribbing. In: Third international symposium on mine mechanisation and automation, Ozdemir L, Kanaan H (eds), Golden, CO, USA, 12-14 Jun 1995. Golden, CO, USA, Colorado School of Mines (Office of Special Programs and Continuing Education), pp 23.39-23.49 (1995) Galvin J (1994) Achieving the production potential of longwall systems. Australian Journal ofMining; 9 (94); 22-28 (Jul 1994)
90

References
Gosnell P (1995) State-of-the-art longwall at Crinum. Australian Mining; 87 (4); 30 (May 1995) Grimm E S (1995) Full pillar extraction at the Kathleen mine with mobile roof supports. In: Proceedings of the Illinois Mining Institute 1994, Collinsville, IL, USA 22-23 Sep 1994. Dambcrger H H, Godwin P (eds), Champaign, IL, USA, Illinois Mining Institute, pp 111-123 (1995) Harris G C (1994) Asfordby mine - exploitation and change. Mining Engineer (London); 154 (394); 22-27 (Ju 1 1994) Hart W M (1994) Continuous mining development for longwall mining operations. Paper presented at: Australian underground roadway development workshop, Brisbane, Qld, Australia, 15-16 Sep 1994, 16 pp (1994) Hessling M K (1991) Mine productivity. IEACRJ35, London, UK, lEA Coal Research, 103 pp (Mar 1991) Hessling M (1992) German hard-coal industry. Engineering and Mining Journal; 193 (10); 16G-16N (Oct 1992) Hewitson A J (1994) Pillar recovery using mobile roof supports. In: Mining '94, Birmingham, UK, 23-25 May 1994, Rickmansworth, UK, Mining Industry Promotions Ltd, pp 4.1.1-4.1.19 (1994) Hibbert C 0 (1995) Armoured face conveyor and shearer haulage equipment that forms high reliability and performance packages. Mining Technology; 77 (882); 43-46 (Feb 1995) Hill J C (1995) Operation of the Joy flexible conveyor train at the Marissa mine. In: Proceedings of the Illinois Mining Institute 1994, Collinsville, IL, USA, 22-23 Sep 1994. Damberger H H, Godwin P (eds), Champaign, IL, USA, Illinois Mining Institute, pp 100-110 (1995) Hoddinott P J (1994) Energy minerals: coal. In: Metals & minerals annual review, London, UK, The Mining Journal Ltd, pp 105-114 (1994) Houghton A (1994) Selby leads the way with British equipment. Mining Engineer (London); 154 (399); 159-163 (Dec 1994) Hughes C, Stewart C L (1993) Steep seam longwalling in the USA. World Coal; 21-24 (May 1993) International Construction (1994) India, China modify policy. International Construction; 34 (Dec 1994) ICR (1995a) Coal Year 1995. Morris D (ed), London, UK, Financial Times Energy Publishing, 86 pp (1995) ICR (1995b) Pittsburgh-seam coal looms large. International Coal Report; (381); 15-19 (4 Sep 1995) lEA (1993) Coal information 1992. Paris, France, OECD/IEA, 541 pp (1993) lEA (1994) World energy outlook 1994. Paris, France, OECD/IEA, 305 pp (1994) lEA (1995) Coal information 1994. Paris, France, OECD/IEA, 632 pp (1995) Igbal G M (1995) Work commences on the sinking of Bangladesh's first coal mine. Coal International; 243 (1); 14 (Jan 1995) ILO (1994) Recent developments in the coalmining industry. Geneva, Switzerland, International Labour Organisation, 108 pp (1994) Irresberger H, Nithack W (1993) Longwall mining under strong roof - a new approach. In: Fourth Asian mining conference, Calcutta, India, 24-27 Nov 1993. Singh TN (ed), New Delhi, India, Oxford and IBH Publishing Co Pvt Ltd, pp 425-445 (1993) Jackson P J (1995) Enhancement of in-seam seismic techniques. In: Prospects for clean coal technology, proceedings of Nottingham coal conference (ETSU
contractors' meeting), Nottingham, UK, 1-2 Nov 1994. Harwell, UK, ETSU (Coal R&D Programme), pp 1-9 (1995) Jarno L, Mazurkiewicz T (1994) Procedure for selection of longwall shearers and conveyors. In: Mine planning and equipment selection 1994, Istanbul, Turkey, 18-20 Oct 1994: Rotterdam, Netherlands, AA Balkema, pp 385-391 (1994) Jauregui G (1995) Coal's role in Mexican power. World Coal; 44-46 (Sep 1995) Jensen K, Trackemas J, DeMarco M J, McDonnell J P (1995) The use of cable bolts for tailgate support in a two-entry yield pillar concept gateroad. In: International mine development planning and operations conference, Pittsburgh, PA, USA, 6-8 Jun 1995. Parker, CO, USA, Intertec Presentations, vp (1995) Jones T (1994) Coal technology transfer: motivation and markets. IEAPERJ10, London, UK, lEA Coal Research, 27 pp (1994) Joy Technologies (1995a) Personal communication, Joy Technologies Inc, Franklin, PA, USA, (1995) Joy Technologies (1995b) Lowest cost per ton (advertisement). Coal; 100 (6); 36 (Jun 1995) Juliano J (1995) Developing an integrated reliability-centered maintenance program. In: International mine development planning and operations conference, Pittsburgh, PA, USA, 6-8 Jun 1995. Parker, CO, USA, Intertec Presentations, vp (1995) Keane G (1994) Coal mining enters the high wall era. Australian Mining; 86 (8); 43-45 (Sep 1994) Keystone (1994) Keystone coal industry manual. Chicago, IL, USA, Intertec, 852 pp (1994) King D (1993) Changcun connections. World Mining Equipment; 17 (5); 24-26 (May 1993) Kravlts S J, Schwoebel J J (1994) Directional drilling techniques for exploration in-advance of mining. World Mining Equipment; 18 (1); 24-28 (Jan 1994) Laurence D C (1995) Productivity, employment and industrial relations: The Wankie Colliery Company Ltd, Zimbabwe. In: Productivity, employment and industrial relations in coal mines. Jennings N S (ed), Geneva, Switzerland, International Labour Organisation, vp (1995) Lewis B C (1994) National bituminous coal wage agreement. Coal; 99 (6); 72-76 (Jun 1994) Louwarts C M H, Vuijk E P, Rossouw P A (1994) Matla 3 bord and pillar mine feeds a coal-powered giant. Colliery Guardian; 242 (4); 127-131 (Jul 1994) Luo Z (1993) Present status and development trend for coal mining mechanisation in China. In: Fourth Asian mining conference, Calcutta, India, 24-27 Nov 1993. Singh TN (ed), New Delhi, India, Oxford and IBH Publishing Co Pvt Ltd, pp 735-744 (1993) Mackie K (1994) The role of the shearer in high productivity mining. In: Mining '94. Birnlingham, UK, 23-25 May 1994. Rickmansworth, UK, Mining Industry Promotions Ltd, pp 3.3.1-3.3.6 (1994) MAR (1994) Poland. In: Mining annual review 1994. London, UK, The Mining Journal Ltd. pp 184 (1994) MAR (1995a) Mining annual review 1995. London, UK, The Mining Journal Ltd, 248 pp (1995) MAR (1995b) Poland. In: Mining annual review 1995. London, UK, The Mining Journal Ltd, pp 192-193 (1995) Matheson M (1995) Capcoal's integrated continuous development system utilising a Joy 1SS sump shearer miner
91

References
and Joy 2-FCT roof mounted continuous coal haulage. In: International mine development planning and operations conference, Pittsburgh, PA, USA, 6-8 Jun 1995. Parker, CO, USA, Intertec Presentations, vp (1995) McIntosh I S (1993) Coal mining in New Zealand - an overview. In: New Zealand Mining, (10), Wellington, New Zealand, Ministry of Commerce (Jun 1993) McMahan R L (1994) Regional strategies begin to payoff. Coal; 99 (6); 25-26 (Jun 1994) Merritt P C (1991) As time changes, so do longwalls. Coal; 96 (2); 40-49 (Feb 1991) Merritt P C (1992) Longwalls having their ups and downs. Coal; 97 (2); 26-35 (Feb 1992) Merritt P C (1993) 1993 U.S. longwaJl census. Coal; 98 (2); 26-35 (Feb 1993) Merritt P C (1994) Longwall face lengths continue to increase. Coal; 99 (2); 26-35 (Feb 1994) Merritt P C, Fiscor S (1995) Longwall census 1995. Coal; 100 (2); 30-39 (Feb 1995) Merten G, Paschendag U (1994) Speeding the plough. World Mining Equipment; 18 (7); 36-42 (Jul/Aug 1994) Miano M P, Grayson R L, Yuan S (1994) Matching longwall and continuous miner productivity requirements. Mining Engineering (Littleton, CO); 46 (8); 995-998 (Aug 1994) Minerals Bureau (1993) Operating and developing coal mines in the Republic of South Africa. D2/93, Braamfontein, South Africa, Department of Mineral and Energy Affairs Minerals Bureau, 42 pp (1993) MINGEO (1994) Kazakhstan mineral investment opportunities. Almaty, Kazakhstan, Ministry of Geology and Preservation of Underground Resources, 148 pp (1994) Ministry of Commerce (1995) Personal communication, Ministry of Commerce, Energy and Resources Division, Wellington, New Zealand, (1995) Misra G B (1986) Mine environment and ventilation. Calcutta, India, 619 pp (1986) MJ (1992) Databook of coal & lignite mines in the market economy countries. 6th edition. London, UK, Mining Journal Ltd. 281 pp (1992) MJ (1994a) Subsidence fears in India. Mining Journal (London); 322 (8266); 178 (11 Mar 1994) MJ (1994b) Hem Heath officially re-opened. Mining Journal (London); 323 (8295); 235 (30 Sep 1994) MJ (1994c) Russian coal restructuring. Mining Journal (London); 323 (8297); 275 (14 Oct 1994) MJ (1994d) China acts on coal mine safety. Mining Journal (London); 323 (8298); 287 (21 Oct 1994) MJ (1994e) Country supplement - Poland. Mining Journal (London); 323 (8304); 1-15 suppl (2 Dec 1994) MJ (1995a) RJB Mining: confounding the critics. Mining Journal (London); 324 (8325); 331 (5 May 1995) MJ (1995b) Railway needed in Mozambique. Mining Journal (London); 324 (8331); 443 (16 Jun 1995) MJ (1995c) The latest technology for auger mining. Mining Journal (London); 325 (8340); 117 (18 Aug 1995) MJ (1996a) Market News. Mining Journal (London); 326 (8364); 115 (9 Feb 1996) MJ (1996b) RJB setback. Mining Journal (London); 326 (8368); 175 (8 Feb 1996) MJ (1996c) Cyrpus coal record. Mining Journal (London); 326 (8370); 215 (22 Mar 1996)
MM (1994a) Massive cost cutting for Hunosa. Mining Magazine; 170 (3); 157 (Mar 1994) MM (1994b) Saarberg mergers for cost cutting. Mining Magazine; 170 (6); 355 (Jun 1994) MM (1994c) Consol advances automated longwalling. Mining Magazine; 171 (1); 4 (Jul 1994) MM (1995a) Galatia's drive for extended resources. Mining Magazine; 172 (2); 89-93 (Feb 1995) MM (1995b) Russian output down, exports up. Mining Magazine; 173 (3); 137 (Sep 1995) MM (1995c) Coal Investments and RJB prove viability. Mining Magazine; 173 (3); 137 (Sep 1995) Molinda G M, Mark C (1994) Coal Mine RoofRating (CMRR): a practical rock mass classification for coal mines. IC9387, Pittsburgh, PA, USA, US Department of the Interior (Bureau of Mines), 83 pp (1994) Morton G S (1995) Measurement and control of diesel particulate emissions in underground coal mines. In: Prospects for clean coal technology, proceedings of Nottingham coal conference (ETSU contractors' meeting), Nottingham, UK, 1-2 Nov 1994. Harwell, UK, ETSU (Coal R&D Programme), pp 1-7 (1995) Moult D J (1995) WeIbeck - the future. Mining Technology; 77 (882); 47-51 (Feb 1995) Mowrey G L, Ganoe C W, Monaghan W D (1995) A radar-based highwall rib thickness monitoring system. Paper presented at: SME Annual Meeting, Denver, CO, USA, 6-9 Mar 1995. Preprint 95-163, Littleton, CO, USA, Society for Mining, Metallurgy, and Exploration (SME), 8 pp (1995) Nikkar H (1992) Tabas coal project. Mining Magazine; 167 (2); 91 (Aug 1992) NSWDMR (1995) Coal industry profile 1995. Sydney, NSW, Australia, NSW Department of Mineral Resources, 244 pp (1995) Observer-Reporter (1995) Clash over coal. Observer-Reporter (Pittsburgh, PAY; AI-A3 (26 Feb 1995) Ogilvie M (1995) Gas drainage in Australian underground coal mines. Mining Engineering (Littleton, CO); 47 (1); 50-52 (Jan 1995) O'Grady P, Fuller P, Dight P (1994) Cable bolting in Australian coal mines - current practice and design considerations. Mining Engineer (London); 154 (396); 63-70 (Sep 1994) O'Hagan G (1995) Implementation of Australia's second highwall system - German Creek case study. In: Automated mining technology for the coal industry, Sydney, NSW, Australia, 27-28 Apr 1995. North Sydney, NSW, Australia, IIR Conferences, vp (1995) Ozdemir L (1995) Personal communication, Colorado School of Mines, Golden, CO, USA (1995) Paribas (1995) RJB Mining. London, UK, Paribas Capital Markets, 28 pp (26 Apr 1995) Parkin R J (1994) The German Creek mines, central Queensland, Australia. Mining Engineer (London); 153 (388); 181-191 (Jan 1994) Pickup S (1994) The mechanisation of Indian underground coal mines - the next step! Paper presented at: British Technology Week 1994, Calcutta, India, 14-18 Nov 1994, 17 pp (1994) Pivnyak G, Ichitaladze J (1995) The conditions of mechanisation and automation means application in coal mining industry in Ukraine. In: Third international symposium on mine mechanisation and automation, Ozdemir
92

References
L, Kanaan H (eds), Golden, CO, USA, 12-14 Jun 1995. Golden, CO, USA, Colorado School of Mines (Office of Special Programs and Continuing Education), pp 14.69-14.75 (1995) Porter D, Schmitz J (1995) Utility coal procurement. IEAPER/20, London, UK, IEA Coal Research, 31 pp (1995) QCB (1994) 43rd Queensland coal industry review. Brisbane, QLD, Australia, Queensland Coal Board, 62 pp (1994) QGMJ (1994) Crinum mine construction progresses. Queensland Government Mining Journal; 95 (1108); 75-80 (Mar 1994) Reddy B M, Jones G J (1993) Coal extraction by the longwall method at GDKIIA mine. In: Fourth Asian mining conference, Calcutta, India, 24-27 Nov 1993. Singh TN (ed), New Delhi, India, Oxford and IBH Publishing Co Pvt Ltd, pp 381-398 (1993) Roberts M (1995a) Finding, selecting and preparing people to set new standards in underground mining. Australia's Mining Monthly; 109-110 (Apr 1995) Roberts M (1995b) Using true TQM in developing Gordonstone: Australia's largest underground coal mine. In: International mine development planning and operations conference, Pittsburgh, PA, USA, 6-8 Jun 1995. Parker, CO, USA, Intertec Presentations, vp (1995) Robertson B (1994) Australian underground roadway development - productivity, technology and research. Paper presented at: Australian underground roadway development workshop, Brisbane, Qld, Australia, 15-16 Sep 1994,16 pp (1994) Robl T L, Ashbaugh M B (1994) High volume-high value usage of dry gas desulfurization (FGD) by-products in underground mines (abstract only). In: Proceedings of the international land reclamation and mine drainage conference and the third international conference on the abatement of acidic drainage (Volume 4 of4: Abandoned mine lands and topical issues), Pittsburgh, PA, USA, 24-30 Apr 1994. SP06D-94, Washington, DC, USA, US Department of the Interior (Bureau of Mines), pp 418 (1994) Roman (1986) Market report on the coal industry of the People's Republic of China. San Francisco, CA, USA, Roman Associates, vp (1986) Roy A (1993) The history and development of the Wongawilli system of pillar extraction in Australian mines and its probable application in Indian coal mines. In: Fourth Asian mining conference, Calcutta, India, 24-27 Nov 1993. Singh T N (ed), New Delhi, India, Oxford and IBH Publishing Co Pvt Ltd, pp A12-A29 (1993) Ruhrkohle (1994) Annual report 1993. Essen, Germany, Ruhrkohle AG, 95 pp (1994) Ruhrkohle (1995) Annual report 1994. Essen, Germany, Ruhrkohle AG, 100 pp (1995) Salli V I, Bitchkov V I (1995) The limiting depth for steep seams mining. In: Third international symposium on mine mechanisation and automation, Ozdemir L, Kanaan H (eds), Golden, CO, USA, 12-14 Jun 1995. Golden, CO, USA, Colorado School of Mines (Office of Special Programs and Continuing Education), pp 21.13-21.15 (1995) Sanda A P (1993) Highly productive continuous miners. Coal: 98 (12); 28-37 (Dec 1993) Sanda A P (1995a) The tiger sleeps no more. Coal; 100 (5); 28-35 (May 1995)
Sanda A P (1995b) China's coal industry at work. Coal; 100 (6); 37-50 (Jun 1995) Sander R (1994) Schalende Gewinnung mit einem Continuous Longwall Miner auf dem Bergbau Niederberg. Gliickauf, 130 (9); 571-576 (8 Sep 1994) Saperstein L (1993) Technology for the future: report of the SME Research Forum. Mining Engineering (Littleton, CO); 45 (II); 1382-1385 (Nov 1993) Sawarynski T J (1995) The Archveyor high wall mining system. In: Automated mining technology for the coal industry, Sydney, NSW, Australia, 27-28 Apr 1995. North Sydney, NSW, Australia, IIR Conferences, vp (1995) Scott J J (1995) Cable supports in your future. In: International mine development planning and operations conference, Pittsburgh, PA, USA, 6-8 Jun 1995. Parker, CO, USA, Intertec Presentations, vp (1995) Schroth W (1993) Mining technique in underground mines with Eickhoff ESA machines. In: Fourth Asian mining conference, Calcutta, India, 24-27 Nov 1993. Singh T N (ed), New Delhi, India, Oxford and IBH Publishing Co Pvt Ltd, pp 31-58 (1993) Shanks D (1995) Current initiatives, and future directions for highwall mining in Australia. In: Automated mining technology for the coal industry, Sydney, NSW, Australia, 27-28 Apr 1995. North Sydney, NSW, Australia, IIR Conferences, vp (1995) Shell (1995) Personal communication, Shell Coal Australia, Brisbane, Qld, Australia (1995) Siebert H C (1984) Hydraulic coalmining. Hamm, Germany, 33 pp (1984) Spearing A J S (1994) An overview of coal mining in Poland. Journal of the South African Institute ofMining and Metallurgy; 94 (8); 215-217 (Aug 1994) Steinhoff J (1993) Poland strives to improve the mining sector. Mining Magazine; 168 (5); 284-286 (May 1993) Stinnett L A, Wehinger J A (1995) Labor productivity and its impact on product price. Mining Engineering (Littleton, CO); 47 (7); 658-659 (Jul 1995) Suttill K (1995) Personal communication, Engineering and Mining Journal, Chicago, IL, USA (I 995) Thimons E D, Jankowski R A, Finfinger G L (1994) Extended longwalls: is bigger better? Engineering and Mining Journal; 195 (4); 16B-16H (Apr 1994) Tse P ·K (1994) China. In: Mining annual review. London, UK, The Mining Journal Ltd, pp 109-114 (1994) Tse P .K (1995) China. In: Mining annual review. London, UK, The Mining Journal Ltd, pp 108-113 (1995) UNECE (1995) Annual bulletin of coal statistics for Europe and North America. Geneva, Switzerland, UN Economic Commission for Europe, volume 28, III pp (1995) USBM (1968) Dictionary ofmining terms. Chicago, IL, USA, Intertec, 1269 pp (1990) USBM (1993) A cost comparison of selected coal mines from Australia, Canada, Colombia, South Africa and the United States. Washington, DC, USA, US Department of the Interior (Bureau of Mines), 65 pp (1993) USBM (1994a) New technologies for longwall ground control. SPOI-94, Washington, DC, USA, US Department of the Interior (Bureau of Mines), 145 pp (1994) USBM (1994b) Reduced exposure mining system (REMS). SP26-94, Washington, DC, USA, US Department of the Interior (Bureau of Mines), 38 pp (1994)
93

References
Walker S (1989) Progressive development with undercut blasting. International Mining; 6 (5); 51-54 (May 1989) Walker S (1991) Khutala coal for Kendal. Engineering and Mining Journal; 192 (9); 16B-16G (Sep 1991) Walker S (1993a) Major coalfields of the world. IEACRJ51, London, UK, IEA Coal Research, 130 pp (1993) Walker S (1993b) Extending rock pass life. World Mining Equipment; 17 (12); 29-32 (Dec 1993) Walker S (1994a) Czech coal industry bites the bullet of market economics. World Coal; 30-36 (Apr 1994) Walker S (1994b) Enhancing continuous miner flexibility. World Mining Equipment; 18 (4); 36-43 (Apr 1994) Walker S (1994c) Communications and control systems. World Mining Equipment; 18 (10); 5-8 (Nov 1994) Walker S (1994d) Kazakhstan: Opportunities for the coal industry. World Coal; 21-23 (Dec 1994) Walker S (1995a) Behind the miner. World Mining Equipment; 19 (4); 6-11 (May 1995) Walker S (l995b) Gearing up for domestic demand. World Coal; 36-44 (Oct 1995) Walker S (1995c) Asian coal market potential. World Mining Equipment; 19 (8); 43-47 (Oct 1995) Walker S (1995d) Sensors make sense. World Mining Equipment; 19 (9); 21-24 (Nov 1995) Walker S (1995e) Serious innovation. World Coal; 28-31 (Nov 1995) Walker S (1995f) Top of the league. World Coal; 37-40 (Dec 1995) Walker S (1996a) Tower: testing mining practice to the limit. World Coal; 38-43 (Feb 1996)
Walker S (1996b) Where mining continues to prosper. World Coal; for publication (1996) WEC (1993) Energy for tomorrow's world. London, UK, World Energy Council, 320 pp (1993) Weisdack G V, Wolf W P (1995) The future of longwall mining through 2005. Coal; 100 (2); 45-47 (Feb 1995) Westfalia (1987a) Mine roof support systems. Liinen, Germany, Westfalia Liinen, 20 pp (circa 1987) Westfalia (1987b) Factors to be considered in the selection of Panzer conveyors. Liinen, Germany, Westfalia Liinen, 24 pp (circa 1987) White P, Hess R E (1995) The anglicizing of an American continuous miner. Mining Technology; 77 (884); 121-127 (Apr 1995) Williams (1993) Coal: back to the future. London, UK, Shell International Petroleum Company Ltd, 4 pp (1993) World Coal (1993) Continuous mining goes from strength to strength. World Coal; 44-49 (Dec 1993) World Coal (1995a) Markets open for Western coal. World Coal; 29-34 (Jun 1995) World Coal (1995b) A landmark year for New Zealand coal. World Coal; 50-55 (Jun 1995) World Coal (1995c) Mozambique mine restart. World Coal; 9 (Oct 1995) Yu H, Wu J, Li C, Liu H (1994) Three high output and high efficiency models by longwall top coal caving technology. In: Third international symposium on mine planning and equipment selection, Istanbul, Turkey, 18-20 Oct 1994, Rotterdam, Netherlands, AA Balkema, pp 101-104 (1994)
94

Related publications
Further lEA Coal Research publications on supply, transport and markets are listed below:
Utility coal procurement Darrell Porter, Johannes Smitz, IEAPER/20, ISBN 92-9029-259-8, 31 pp, August 1995, £255*
Asian coal prospects Martin Daniel, IEAPER/18, ISBN 92-9029-252-0, 64 pp, March 1995, £255*
Coalbed methane extraction Robert Davidson, Lesley Sloss, Lee Clarke, IEACR/76, ISBN 92-9029-248-2, 67 pp, January 1995, £300*
Control of coal dust in transit and in stockpiles Johannes Schmitz, IEAPER/15, ISBN 92-9029-247-4, 31 pp, December 1994, £180
Indonesian coal prospects to 2010 Lindsay Jolly, Charles Millsteed, Roger Stuart, IEAPER/14, ISBN 92-9029-246-6, 38 pp, November 1994, £255*
Chinese coal prospects to 2010 Martin Daniel, IEAPER/11, ISBN 92-9029-238-5, 35 pp, June 1994, £255*
Ocean freight rates for coal Darrell Porter, IEAPER/09, ISBN 92-9029-233-4, 22 pp, March 1994, £120*
World coal-fired power stations - Europe and Russia Chris Maude, Andrew Kirchner, Martin Daniel, Olivier Montfort, IEACR170, ISBN 92-9029-236-9, 201 pp, April 1994, £600t*
World coal-fired power stations - Africa, Asia and Australasia Chris Maude, Andrew Kirchner, Martin Daniel, Olivier Montfort, IEACR/67, ISBN 92-9029-231-9, 147 pp, March 1994, £600t*
World coal-fired power stations - North and South America Chris Maude, Andrew Kirchner, Martin Daniel, Olivier Montfort, IEACR/66, ISBN 92-9029-229-6, 165 pp, February 1994, £600t *
t All three volumes purchased together £1500*
* These prices apply to purchasers in non-member countries of IEA Coal Research. Purchasers in member countries qualify for a % discount. Further discounts are available to educational establishments.
Other lEA Coal Research publications
Reviews, assessments and analyses of: supply, transport and markets coal science coal utilisation coal and the environment
Coal Highlights
Details of lEA Coal Research publications are available from:
IEA Coal Research Gemini House 10-18 Putney Hill London SW15 6AA United Kingdom Tel: +44 (0) 181-789 0111 Fax: +44 (0)181-780 1746 e-mail: [email protected] http://www.iea-coal.org.uk

Printed in England
£300 (non-member countries)
£100 (member countries)
£50 (educational establishments within member countries) ISBN 92-9029-265-2