Embed Size (px)
Citation preview

Common Problems and Solutions in Cutting Tools Implementation Practice in the Setting of Automotive Powertrain Plant: System Outlook
Viktor P. Astakhov

Viktor P. Astakhov IMTS 2008 2
Intr
od
uct
ion
What is a Tool Commodity Management (TCM) Company?
The basic objectives of a TCM company set by the automotive industry are:
1. To keep production lines running while meeting quality requirements.
2. To meet a cost per unit (CPU) target set by the customer.
3. To assure direct tooling cost savings per year as required.

Viktor P. Astakhov IMTS 2008 3
Intr
od
uct
ion
Virtuality vs. Reality
In the ideal world, these three objectives are the parts or facets of the tool management continuous process, which can be run by business management-type personnel with some engineering training. Any practical tool management process is a discrete process consisting of a great number of “Problem Occurrence-Problem Solving” dyads (couples). A problem occurrence can be thought of as failure, referred as tool failure. The tool management process runs smoothly if and only if each and every dyad “Problem Occurrence-Problem Solving” is completed, i.e. when for each problem that occurs on the daily basis, a proper, timely solution is provided. To accomplish that, a fast-respond problem solution system established by of any modern TCM company.

Viktor P. Astakhov IMTS 2008 4
Intr
od
uct
ion
Example of the machining system (drilling)

Viktor P. Astakhov IMTS 2008 5
Intr
od
uct
ion
Right Tool at Right Time at Rite Price
•“Right time” is when the customer needs the tool to keep its production running.
•“Right cost” calculates through CPU for a given application.
•The term “Right tool” is totally illusive.
The “right tool” can be thought of as that one made to the print approved by the customer (an automotive company) and thus posted in the corresponding tooling database system. However, if this tool does not work properly, the blame goes to a TCM company, which has little to do with its design and approval. Moreover, a TCM company is responsible for the investigation of the tool failure.

Viktor P. Astakhov IMTS 2008 6
Intr
od
uct
ion
Tool Problem
As seen
As it is
Simple questions
1. System coherence who is responsible?
2. What resources has a TCM company to investigate a tool failure?
3. What recourses has a tool manufacturer to investigate a tool failure?
4. Have you ever seen a 5Why analysis that point the root cause for the tool failure problem?

Viktor P. Astakhov IMTS 2008 7
Some Common Problems and Solutions

Viktor P. Astakhov IMTS 2008 8
Vei
ns
Cutting Through the Veins

Viktor P. Astakhov IMTS 2008 9
Vei
ns
Cutting Through the Veins
A
Ø17+0.013-0.03360°±0.5°
Ø14.48-0.030
O.A.L.
0.005 A
0.010 A
0.02 A
+0.1
4-PLC'S ON 14.48 DIA
0.8
0.15-0.25O.D. RELIF PER SIDE
ENLARGEDSECTION A-A
1+0.2
25°±2°
A
A
±1°0.02 A
DETAIL I
ENLARGED
POINT GRIND AV-1AL
DET. I
Ø20h6
130±1.5
0.8x45°2-PLC'S
56±1.5 (SHANK LEN.)
72.5±1.5 (FLUTE LEN.)
50.72±0.13
c /2=0.6
0.32
0.0025
-0.2
67° 100°±2°
3.3±0.15
cl ct
n
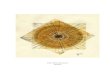
Point angle
Common drill and its geometry A reason for high point angle

Viktor P. Astakhov IMTS 2008 10
Vei
ns
Cutting Through the Veins
Chisel edge
Aluminum deposit formed on the rake face of the chisel edge due to highly negative rake angle
Feed marks and fractured edges at the exit of each vein.
Sladge

Viktor P. Astakhov IMTS 2008 11
Vei
ns
Cutting Through the Veins
0
10
20
30
40
50
60
80 100 120 140 160
Point angle (deg)
Chi
sel e
dge
flank
ang
le (d
eg)
8
12
15
18
Secondary flank
angle 25o
2
2.5
3
3.5
4
4.5
5
80 100 120 140 160
Point angle (deg)
Leng
th o
f the
chi
sel e
dge
(mm
)
8
12
15
18Secondary flank
angle 25o
20
25
30
35
40
45
50
55
60
65
70
90 100 110 120 130 140 150 160
Point angle (deg.)
Chi
sel e
dge
angl
e (d
eg.)
8
12
15
18
Secondary flank
angle 25o
-80
-70
-60
-50
-40
-30
80 100 120 140 160Point angle (deg)
Chi
sel e
dge
rake
ang
le (d
eg)
8
12
15
18
140
145
150
155
160
165
170
175
180
80 100 120 140 160
Point angle
Ch
ise
l we
dg
e e
ng
le
8
12
15
18Secondary flank
angle 25o
Improved drill geometry

Viktor P. Astakhov IMTS 2008 12
HS
SHSS Tools
Following tested possibilities to decrease CPU with HSS tools are most feasible:
1. Application of the advanced application-specific tool coatings
2. Optimization of the finish grinding and re-grinding practices3. Use Diffusion process4. Optimization of the tool geometry5. Use the advanced tool materials as REX 121 and ASP
developed for dry applications6. Optimization of the metallurgical properties of the
workpiece prior gear machining to achieve its maximum machinability.

Viktor P. Astakhov IMTS 2008 13
HS
SSharpening flaws
Grinding Burr
Burns

Viktor P. Astakhov IMTS 2008 14
HS
SDiffusion© Process
This process has been developed to improve the basic physical characteristics of metals, alloys and composite materials (including cutting tool materials as high speed steels, sintered carbides, PCBN, PCD etc.). The essence of the Diffusion© process is the healing microdefects and strengthening of interfacial bounds that enhances the physical and mechanical properties of materials. This healing is achieved by introducing a high density energy flux (the rate of transfer of energy through a unit area (J·m2/s)) through the entire cross-section of the material in a strictly controlled fashion. The diffusion© process results in the increased tensile strength by 5 – 25%; wear resistance - by 30 – 300%; fatigue life by 50 – 400% and decreased friction by 30 – 60%. This process does not affect the final dimensions and shape of the parts, as well as it does not create any superficial and in-depth residual stresses. As a result, this process is normally applied as a final operation after any kind of heat treatment or coating, grinding and polishing.

Diffusion© ProcessResults
HS
S

Viktor P. Astakhov IMTS 2008 16
Car
bid
e T
oo
lCarbide Tool
In the author’s opinion, the following tested possibilities to decrease CPU with carbide tools are most feasible:
1. Application of the advanced application-specific tool coatings combined with high polish of substrates and airlapping after the coating.
2. Utilization of the application-specific carbide grades developed for machining aluminum.
3. Optimization of the tool design and geometry.
4. Synchronization and optimization of drill-rougher-finisher operations including the use of combined tools.

Viktor P. Astakhov IMTS 2008 17
Car
bid
e T
oo
lCommon flaws
Improper carbide grade + incorrect geometry
Coarse grind
Improper carbide grade

Viktor P. Astakhov IMTS 2008 18
Car
bid
e T
oo
lExample of Case Studies
Upper Valve Body, aluminum alloy 380Carbide straight flute combined drill –new coating for Al
applications
A regular tool design with a new coating has been tested using the same machining regime, tool material and other machining conditions (2 tools were tested). The analysis of the test results shows:
1. Tool life tripled2. Average tool life – 2,500 cycles3. Tool life of the tested tool – 7,500 cycles4. Tool wear type is normal for the work material5. Both margins do not show any excessive wear as with the regular
tool. No wear marks were found on the additional supporting areas made on the heels. This shows that the tool maintained its working integrity during the whole tool life
6. All the cutting edges (drill, reamer and chamfer) have uniform wear.

Viktor P. Astakhov IMTS 2008 19
PC
DPSD Tool
Some most common flaws found in PCD tools Brazing

Viktor P. Astakhov IMTS 2008 20
PC
DSome most common flaws found in PCD tools
Gap between PCD inserts and the tool body

Viktor P. Astakhov IMTS 2008 21
PC
DSome most common flaws found in PCD tools

Viktor P. Astakhov IMTS 2008 22
PC
DRecommendations
The following is recommended to both tool manufacturers and users to avoid the discussed and many other common and specific problems with PCD tools:
1. Use application-specific PCD grades2. Specify, inspect and maintain surface roughness on the ground surfaces of
PCD inserts3. Specify brazing quality4. Specify and inspect the backtaper5. Use proper re-sharpening/re-tipping strategy6. Use proper machining regimes for PCD tools7. Pay particular attention to carbide grade selection for PCD-tipped drills8. Design and manufacture tools with no gaps between PCD inserts and carbide
bodies, with overhanging of PSD inserts, with coolant holes directed into the machining zone (not before and not after), with 5-10 microns radius of the cutting edge (edge preparation) etc. Note that the diameter of the coolant holes as well as the location of their outlets with respect to the PCD inserts should be specified on the tool drawings.

Viktor P. Astakhov IMTS 2008 23
PC
DImportance of the backtaper

Viktor P. Astakhov IMTS 2008 24
PC
DProper wear pattern of PCD insert

Viktor P. Astakhov IMTS 2008 25
Sta
nd
ard
To
ol
Standard Tool
Standards for indexable inserts:
1. ISO1832: 2004
2. ANSI B212-4
Standard for tool holder
ISO 5608:1995
MTLNR - 1616H-09
Clamping system
Insert shape
Holder style Hand of tool
Shank size Insert size Insert clearance angle
1
2
3
4
5
6 7 8 9

Viktor P. Astakhov IMTS 2008 26
Tools with indexable inserts
Valenite in its catalog in the dimensions of tool holder lists without any explanations two parameters “axial” and “radial” having the angular dimension. Seco Tools in the list of its toolholder parameters provides two angles, namely o and p. no explanations and/or figure are given to explain the meaning of these two angles. According to Bohler turning catalog, practically all of its toolholders are suitable for neutral inserts (N). However, it is not mentioned how the flank angle (relief) is provided by these tool holders. The same can be said about Ingersoll turning tool catalog.
Sta
nd
ard
To
ol
Sandvik
Kennametal (both)

Viktor P. Astakhov IMTS 2008 27
Proper tool geometryS
tan
dar
d T
oo
l
External Internal
ISCAR
Cutting edge inclination angle
Normal flank angle

Viktor P. Astakhov IMTS 2008 28
Consequences of insufficient flank angleS
tan
dar
d T
oo
l

Viktor P. Astakhov IMTS 2008 29
Cracking due to high MRSS
tan
dar
d T
oo
l Boring of the liners

Viktor P. Astakhov IMTS 2008 30
Incomplete Tool DrawingsD
raw
ing
s

Viktor P. Astakhov IMTS 2008 31
Dra
win
gs

Viktor P. Astakhov IMTS 2008 32
Dra
win
gs

Viktor P. Astakhov IMTS 2008 33
Common featuresT
oo
l D
raw
ing
s
1. No tool geometry is shown according to the ISO and/or ANSI standard for tool geometry. No edge preparation conditions vitally important fop PCD tools are mentioned (microgeometry parameters).
2. Although all the shown tools are assemblages, no any bill of material is provided. In other words, no indication of the tool, tool shank and brazing filler materials are mentioned.
3. No shape and location tolerances are indicated including the runout of the working part with respect to HSK holder as probably the most important shape tolerance.
4. No surface finish is mentioned.5. No particular sizes of PCD inserts including its thickness as well as the
thickness of the carbide substrate are shown.6. There is no indication how the cutting inserts are secured in the body.
Technically, a paper glue can be used and this would not violate the drawing requirements.

Viktor P. Astakhov IMTS 2008 34
Importance in-house testing and R&D facilitiesR
&D
• If tool brakes or does not perform adequately first time you try it then you may lose the trust of the customer in your ability to solve their tooling problems. As the old saying goes, “You Never Get a Second Chance to Make a First Impression.”
• Nowadays, many automotive powertrain plants use modern sophisticated equipment with expensive high-speed spindles. A wreck such a spindle due to tool failure cost a lot.
• As a new tool is to produce real parts for real transmissions and engines, the quality procedures require to have a filled out and approved a process change request (PPCR) form before the cutting tool can ever been ordered.
• Real production lines and manufacturing cells are not playgrounds because the production time is expensive and limited.

Viktor P. Astakhov IMTS 2008 35
Thank You
"In theory, there is no difference between theory and practice. But, in practice, there is."
- Jan L.A. van de Snepscheut