Embed Size (px)
Citation preview

SSC-254
A GUIDE FOR THE NONDESTRUCTIVE
TESTING OF NON-BUTT WELDS IN
COMMERCIAL SHIPSPART TWO
This document has been approved forpublic release and sale; its
distribution is unlimited.
SHIP STRUCTURE COMMITTEE
1976
- -—.—

SHIP STRUCTURE COMMl~EEAN INTERAGENCYADVISORY
COMMITTEEDEDICATEDTO IMPROVINGTHE STRUCTUREOF SHIPS
MEMBER AGENCIES: ADDRESSCORRESPONDENCETOUn(tcd States Coost Guard Secretary
Novol Sea Systems Command Ship Structure Committee
Military Seollft Command U.S. Coast Guord I-lcadquarters
Marlthme Administration Wosh,ngton, D.C. 20590
Amerlcon Burcuu of Shipping
SR-219
~ 6 JAN 1976
Most of the information on nondestructive tests (NDT) ofwelded steel joints given in specifications handbooks, and guides arefor butt weld joints. However, there have and will be times when otherweld joint configurations are inspected. The Ship Structure Committeedetermined there was a need and initiated a project to develop a guideto aid in the proper application of various NDT methods to cover suchnon–butt welded joint configurations commonly used in ship and othermarine structures. This guide is published as SSC-253. It does notset acceptance standards but does provide a meaningful way by whichsuch standards may be applied.
To make the guide useful to production and inspectionpersonnel in shipyards, the technical support data were placed in thisreport.
Comments and suggestions for additional research topics onproblem areas will be most welcome.
$-zAu-’~. M. Be,nkert-Rear Admiral, U.S. Coast GuardChairman, Ship Structure Committee
.—

SSC-254
Final Report
on
Project SR-219, “Nondestructive Test (NDT) Guide forWelded Steel Joints”
A GUIDE FOR THE NONDESTRUCTIVE TESTING OF NON-BUTT
WELDS IN COMMERCIAL SHIPS
PART TWO
by
R. A. Youshaw and E. L. Criscuolo
Naval Surface Weapons Center
under
Department of the NavyNSWC Project NAVSHIP #00-.Ol4l
U. S. Coast Guard HeadquartersWa~hington, D.C.
1976

ABSTRACT
This report has been prepared in two part~: Part 1 i~ the guidefor the nondestructive testing of non-butt welds in commercialsh,ip~. Part 2 documents the technical considerations involvedin preparing that gui”de.
Procedures are presented for performing visual inspection,magnetic particle testing, radiography, ultrasonics, andpenetrant testing on steel welds in the thickness range of 1/2”to 2 1/2”. The basic weld jointr considered are the cornerjoint, the Tee, “X”, and the lap joint. A discussion ispresented for each of the inspection methods whereby weldquality-may be controlled in a meaningful way when there is aneed to do so.
-ii-

INTRODUCTION ..........m...............................
THE SURVIW OF THE SI-III?BW-LDING INDUSTRY ...............
DECISTONS FWG.ARDING TKE ~ONTENTS ‘~
FORMAT Ol?THEGUTDE... ..............................
MITIXIODS OF NONDESTRUCTIVE TESTING
Visual Inspection ...... ● .........................-..
Magnetic ~article Method. ...........................Radiography .........................................
Ultrasonic inspection. ...............................Dye Penekrant Testing ..............................-
WR30NNELQUALIFIC?iTION. ..............................
RECOMMENDED INSPECTION PROCEDURES FOR
SPECXFIC JOINT COWIGU=TIONS. ......................
~orner~oiritsm .o ....................................‘l?ee~oints. do........ ...............................“X” Joints .........................** ...............
Lap Joints ..........................................
Visual inspection. .. a........ .......................
Magnetic Particle ~~~pec~~Qn.... .. ..... . .. .. .. ... . ..
Radiography .............-..**. ......................
Ultrasonic Inspection. .......................=......
Visual Inspection ...................................
Magnekic Particle Inspectiona .......................
Ultrasonic inspection ......-..-.........m. ..00.....-
FM?I?RIMIZNZW.LVER1F1CAT’1ON OF Z%CHNIQUE VALIDITY. ......
SIJMMARY ................ 0. . . . . . . . . . . . ● ** * ● ● ● * . . . . . . . . . .
REFERENCES. ......-.... ● -.................0...0 .....0* ●

LIST OF FIGURES
Figure
1
2
Title
Typical Gauges for Inspecting Fillet Welds
Maximum Voltage or Radioactive Energy for
Minimum Steel Thickness
Minimum Distance from Radiation Source to
Film3
7
Typical Test Block for Calibration of the
Ultrasonic Instrument 9
5 Positioning of the Transducer for
Calibrating the Ultrasonic Instrument
when using Longitudinal Wave Transducers 9
Procedure for Measuring the Size of Concave
and Convex Fillet Welds
6
13
Procedure for Measuring the Permissible
Tolerance of Convexity on Fillet Welds
7A13
1.3
13
13
7B
8A
8B
9
Procedure for Measuring Weld Reinforcement
Convexity Measurement of a Lap Joint Weld
Concavity Measurement of a Lap Joint Weld
Prod Position for Magnetic Particle Inspection
of a Corner Joint 14
Joint Preparation for Full Penetration
Corner Joints
1014
lIA Full Penetration Corner Joints Done Without
Chamfers 14
1m Technique for the Radiqraphic Inspection
of Full Penetration Corner Joints 14
Arrangement for the Radiography of T–Joint
Welds
12A
15
12B Thickness of Steel to be Penetrated with45° Radiography of an “X” Joint Weld
--iv-

LIST OF FIGURES (CONT.)
I?iqure
., 13A
13B
14
15B
16
17
1s
I
II
Title !229E
Arrangement for Performing Radiography of aLap Joint Weld 17
Alternake Arrangement for PerformingRadiography on a Lap Joint Weld 17
ultrasonic Procedure for the inspection ofFull ??enetration Corner Joints 18
Ultrasonic Procedure for the Inspection ofT-Joint Welds with Longitudinal Waves 18
ultrasonic Test Procedure for Shear WaveInspection 18
ultra~onic Procedure for inspecting an “X”Joint Weld 18
Typical Ultrasonic Signal Wnplitude Producedby Various Defect-s 21
Preparation of Tee Join<izChamfers to InduceIncomplete Penetration 21
LIST OF TABLES
131eckrical Current Requirements for MagneticParticle Inspection
Radiwraphic Levels of inspection
5
7
-v-

SHIP STRUCTURE COMMITTEE
The SHIP STRUCTURE COMMITTEE is constituted to prosecute a researchprogram to improve the hull structures of ships by an extension of knowledgepertaining to design, materials and methods of fabrication.
RADM W. M. Benkert, USCGChief, Office of Merchant Marine Safety
U.S. Coast Guard Headquarters
Mr. P. M. Palermo Mr. M. PitkinAsst. for Structures Asst. Administrator forNaval Ship Engineering Center Commercial DevelopmentNaval Sea Systems Command Maritime Administration
Mr. K. Morland Mr. C. J. WhitestoneVice President Maintenance & Repair OfficerAmerican Bureau of Shipping Military Sealift Command
SHIP STRUCTURE SUBCOMMITTEE
The SHIP STRUCTURE SUBCOMMITTEE acts for the Ship Structure Committeeon technical matters by providing technical coordination for the determinationof goals and objectives of the program, and by evaluating and interpreting theresults in terms of ship structural design, construction and operation.
NAVAL SEA SYSTEMS COMMAND
M. C. Pohler - MemberMr. J. !3,O’Brien - Contract Admjnistra.torMr. G. Sorkln - Member
U.S. COAST GUARD
LCDR E. A. Chazal - SecretaryCAPT D. J. Linde - MemberLCDR D. L. Folsom - MemberCDRW. M. Devlin - Member
MARITIME ADMINISTRATION
Mr. J. Nachtsheim - ChairmanMr. F. Dashnaw - MemberMr. F. %ibold - MemberMr. R, K. Kiss - Nleinber
MILITARY SEALIFT COMMAND
Mr. D. Stein - MemberMr. T. M. Chapman - MemberMr. A..B. Stavovy - MemberMr. J. G. Tuttle - Member
NATIONAL ACADEMY OF SCIENCESSHIP RESEARCH COMMITTEE
Mr. R. W. Rumke - LiaisonProf. J. E. Goldberg - Liaison
-vi-
AMERICAN BUREAU OF SHIPPING
Mr. S. G. Stiansen - Member!lr. 1. L. Stern - Member
SOCIETY OF NAVAL ARCHITECTS & MARINEENGINEERS
Mr. A. B. Stavovy - Liaison
WELDING RESEARCH COUNCIL
Mr. K. H. Koopman - Liaison
INTERNATIONAL SHIP STRUCTURES CONGRESS
Prof. J. H. Evans - Liaison
U.S. COAST GUARD ACADEMY
CAPT C. R. Thompson - Liaison
STATE L!NIV.OF N.Y. MARITIME COLLEGE
Mr. W. R. Porter - Liaison
AMERICAN IRON & STEEL INSTITUTE
Mr. R. b!.Sterne - Liaison
U.S. NAVAL ACADEMY
Dr. R. Bhattacharyya - Liaison

INTRODUCTION
The design of commercial ships is such that structural integrityis almosk entirely dependent upon the butt welds of the hull. Thesewelds are nondestructively tested and throughout the years standardprocedures have been developed for doing this. Ships also containother weld joint configurations; but, for the mosti part, khese werenok considered crikical and therefore were not inspected tio the samelevel of quality assurance. However, the newer ships being built to-day and planned for the future are considerably more complex in designand do contain some non-butt welds in stressed application. Thesejoints will require critical inspection. Skandard procedures will beneeded by the industry and the Ship Structures Comittiee has assignedto the Naval Ordnance Laboratory the task of preparing a guide forkhe nondestructive testing of all weld joint kypes other ‘khan the butkweld. That work is presented in two parts: Part 1 which is the guideitself, and Part 2 which documenks the considerations and technicaldetails involved in preparing the guide.
THE SURVEY OF THE SHIPBUILDING INDUSTRY
Before undertaking the task of preparing a guide for thenondestructive testing of welded joints other than butt welds for useby the shipbuilding industry, a survey was made of key nrqanizations inkhis industry. The purpose of this survey was to gather informationpertinent to the task assignment and to obtain from the representa-tives of this industry suggestions and commenks which might beincorporated into the guide to enlarge upon its usefulness. Those
facilities included in the survey are:
The American Bureau of ShippingNewport News Shipbuilding and Drydock Co.Bethlehem Steel Co., Sparrows PointAvondale Shipbuilding Co.Bath Iron WorksTodd ShipyardsU.S. Coast Guard

The comments and suggestions received and the replies to specificquestions are presented below in summarized form.
Q. What is the position of the Shipbuilding industry in regardto the nondestructive testing of non-butt welds?
A. Most non-butt welds in commercial ships are not critical.For reasons of economy, these are usually fabricated with intentionalpartial penetration. While not actually a weld flaw, the incompletepenetration is a notch which exceeds in severity many weld discon-tinuities such as slag or porosity. Consequently, inspectionprocedures for detecting internal flaws are an unwarranted expense.These joints do, however, have dimensional requirements and companystandards of good workmanship usually apply. For such jcints, visualinspection supplemented ‘by a gauge would ‘be most useful. When a moresearching inspection is desired, the magnetic particle method mi,ghtbe employed.
ln some instances, non–butt welds are fabricated with fullpenetration. Far these welds, a higher level of quality was desiredand the more sophisticated methods of nondestr-active testing such asradiography and ultrasonics may be required.
Q. Have there been any failures of- non–’butt.welds in serviceapplications?
A. Cases of Iamellar tearing have been reported and techniquesfor detecting laminations in the base metal at weld locations would beuseful.
Q. what methods of nondestructive testing are used for theinspection of non–butt welds?
A. Visual inspection is the principal method., Magnetic particle,radiography, and ultrasonics are used occasionally. Eddy currents arenot used for weld inspection and penetrant testing is used only rarely.
Q. Are there different inspection techniques for steels fordifferent strengths?
A. insofar as nondestructive testing is concerned, there is nodifferentiation in techniqu~ between steels of different strengths.
lt was generally agreed that there is no need for two strength levelsin the guide.
2

Q. What materials are used in the construction of commercialships?
A. Commercial ships are fabricated from any of several mildsteels which have desirable metallurgical properties. Aside fromthese ordinary steels, certain designs are resulting in the use, on alimited basis, of high strength steels. A514, A517F, and A678 Gradec ars typical choices for these select applications.
Q. What are the present acceptance criteria for non–butt welds?
A. At the present time there is no fixed acceptance criteriafor non–butt welds; however, commercial ships which are to be certif-ied ‘by the American Bureau of Shipping must meet their minimumrequirements fox weld quality. This must be done to the satisfactionof t-he 2M3S surveyor,
Q. When ultrasonic inspection is done on a non–butt weld, whatprocedure is used?
A. The Amplitude Reject Level and Disregard Level approach issometimes used for ultrasonic inspection of non–butt welds, but t-heacceptable lengths are altered accord$ng to the degree of criticality.For high strength steels, the permissible limits are reduced.
DEC1S1ONS REGARDING THE CONTENTS AND FORMAT OF THE GUIDE
As a result of the conclusions drawn from the survey of theshipbuilding industry and suggestions received from the advisory
committee, the following decisions were made regarding the contentsand format of the guide:
1. Only the methods of nondestructive testing currently employedin ship weld inspection would be considered. These are visual inspec-tion, magnetic particle, radiography, and ultrasonics. PenetrantEesting will be discussed, ‘but only in general since the applicationOf penetrant testing to welds is independent of joint configurations.
2. The discussion of the methods of nondestructive testingwould be limited to technicalities related to weld inspection and therequirements for good practice.
3. The joint configurations to be treated in detail are thosebasic types recognized by the American Welding Society: the corner,Tee, “X”, and the lap.
3

4. A distinction would be made between those joints fabricatedwith intentional partial penetration and those fox which. fullpenetration was intended.
5. Each type of joint would be considered from the standpointof the weld discontinuities typical of that configuration, the methodor methods of inspection suited for detecting such discontinuities.and th-e recommended procedure for performing the inspection. Jointpreparation would be taken into account.
6. Standards for acceptance or rejection would not be includedin the guide.
METHODS OF NONDESTRUCTIVE T’ESTING
Visual lns~ection
!l?hetwo -purposes of visual inspection are to inexpensively and quicklydetect any unsatisfactory condition in the weld so that repair may beinitiated before subsequent welding is performed: and to ascertaint-hat the finished weld conforms to dimensional requirements. Thefirst asPect requires no I-IIOre than that a knowledgeable person hake
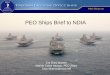
time to look at the weld during fabrication. The determination thatthe weld meets dimensional requirements can be accomplished with anyof several pocket size weld gauges. Figure 1 illustrates the twocommercially available gauges which were recommended for this purpose.Selection was based on moderate cost and simplicity of use.
Magnetic Particle Method
In shipyard application, the magnetic particle method of inspection
is done almost. exclusively by passing an electrical current throughthe work piece using a pair of prods. For proper inspection, it is
required that the current be adequate to generate a magnetic fieldwithin the work piece sufficient to attract and hold the magneticparticles at discontinuity locations. Excessively high currents cause
diffuse powder patterns and are generally undesirable. The Americanwelding Society recommends a current of be-bween 100 and 125 amperes
1 The American Society for Testing andper inch of prod spacing.MateriaLs2 has lesser requirements on the magnetization current butdifferentiates “between thin welds and thick welds at 3/4” thickness.These requirements for current were incorporated into Table 1.
Prod spacings of between 2“ and 12” are cited as permissible: however,
there is some inconsistency. Table 1 lists the recommended currents
4

<,1,,1 (;1[;[l NV I x
..”, 11! 1(1~
~~d 1,1(J1 ,)1/>I I{)(J}I—— —-— .— ..—
“~.. .
‘*Z’+WELDING ACCESSORIES AND SAFETY EOUIPMENT
FIG. 1 TYPICAL GAUGES FOR INSPECTING FILLET W:LDS
TABLE z ELEcTRICAL CURRENT REQUIREMENTS FOR MAGNETIC PARTICLE INSPECTION
PROD SPACING (INCHES)AMPERES
SECTION THICI(NESS
3
4
5
6
7
8
9
10
11
12
UNDER %“
300– 400
400-500
50&625
600-750
700–875
800-7000
900-1100
1000-1200
1100:1300
1200-1400
-5-
?4” AND OVER (AMP ERESI
375-500
500-625
625–775
750-900
875-7700
1000–1200
1100:1300
1200–?400
1300–1500
1400-1600

for prod spacings from 3“ to 12”, but the suggestion was made thatthe prod spacing he between 4“ and e“. This was done to avoid theuse of very high currents which could cause localized heating effects,leaving hard spots that are susceptible to cracking. For the samereason, the amperage values of Table I are somewhat reduced for tkelarger prod spacing.
Other discussions on magnetic particle testing relate to variousaspects of good practice.
Radiography
The selection of a suitable radiation source energy and the targe.t–to-film distance are t_wo of the most importan.~ parameters in radiography.
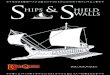
Good practice requires that the x–ray energy (or isotope energy)should not be unnecessarily high for the thickness to be penetrated,and that the source-to–film distance be sufficient to prevent theeffects of geometrical unsharpness from noticeably degrading the filmquality. ~n the guide, these aspect-s of radiography are regulated bythe graph of Figure 2, which places an upper limit on the x–rayenergy: and by the graph of Figure 3, which specified a minimumsource–to-film distance in relation to the object–to-film separationdistance. Figure 2 is identical with similar restrictions on thex–ray energy used by the u.S. Navys and the American Societ-y forMechanical Engineers.4 Figure 3 is the product of research done inGreat Britain.
Since the radiography of stesl welds will be done invariably at x-rayenergies where lead screen cassettes may be employed with advantage,it was suggested t-hat their use in ship weld inspection be mandatory.Front screens of 0.005” and back screens of 0.010” which arecommercially available were recommended for ship weld inspection.
In the radiography of ship welds, ASTM penetrameters are used todetermine acceptable film quality. While 2% sensitivity iscommonly employed, these penetrameters may also be used for otherquality levels. 5 Table 11 lists six levels of quality which vover
the range ordinarily of interest in industrial radiography.
Weld joints of complex configurations such as the “Tee’’and “X” will
present differing thicknesses to the radiation beam which willresult in film density variations. Since the radiograph should not‘be interpreted in locations where the film density differs appreciablyfrom that where satisfactory sensitivity was demonstrated, limits of-15% and +30% were set. 3 Alternately, _a procedmare was presented
-6-

0.1 0.150,2 0.3 0,4 0.6 0,s 1.0 1,52 345 G7B1O 15 20
3(I
1;
;65
4
3
2
1 hlEV’30080u700600
~ 500
200
150
1000,1 0.150.2 0.3 04 O.E 081,0 1.5 2 3’ 4567810 15 20
STEEL SPECIMEN THICKNESS (INCHES)
“ BROKEN LINE INDICATES MARG;NAL SENSITIVITY
FIG. 2 MAXIMUM vOLTAGE OR ?AD.IOACTIVE ENERGY FOR MINIMUM
STEEL THICKNESS
LEVEL OF INSPECTION
1–IT
I–2T
2–IT
2–2T
2–4T
*2T
I /1 II a I I I I I I
1 1 <
0 .5 1.0 1.5 2.0 2.5 [1QCHES
DISTANCE FROM SOUnCE SIDE OF OBJECT TO FILM
FIG. 3 MINIMUM DISTANCE FROM RADIATiON SOURCE TO FILM
TABLE ~ RAD10Gk4PH [c LEVELS OF lN5pEcT]0N
PENETRAMETERTHICI(NESS
7/100 (1 PERCENT)OF SPECIMEN THICK-NESS
1/50 [2 PERcENT)OF SPECIMEN THICK–h!Ess
l/25 (4 PERCENT)OF SPECIMEN THICI<–
NESS
MINIMUM PERCEPTIBLEHOLE DIAMETER
lT
2T
IT
2T
4T
2T
EOUIVALENT PEN ETRAMETERSENSITIVIW PERCENT
0.7
1
1.4
2.0
2.s
4

involving the use of two penetrameters which serve to qualify thefilm between an upper and lower limit of film density. 2.0 was
specified, below which film interpretation is not recommended.
The light source used for viewing radiographs must be sufficientlybright to permit interpretation in the darkest region of interest onthe film. A transmitted intensity of 30 cd/m2 has been found adequateand is incorporated into the guide.6
The film interpreter must have good eyesight. Ability to read goodprint type of 0.5 mm height at a distance of 400 mm can be used toascertain suitability for such work. It was recommended that anexamination of this type ‘be performed at least once each year.
Ultrasonic Inspection
Procedures whereby ultrasonics may be used to inspect butt welds werepreviously presented in SSC-213* which is incorporated into the guideas an appendix. These procedures are generally applicable to non–buttwelds with the exception that such application will also involve theuse of straight ‘beam (longitudinal wave) transducers. The standard
calibration block used with shear wave inspection, Figure 4, may alsobe used for the straight beam techniques, except that the transduceris positioned as shown in Figure 5.
ljye Penekrant Testinq
The application of dye penetrant testing to ship welds is relativelysimple, and is independent of joint configuration. There are require-
ments that the ~art to be inspected be clean and that adequate timebe allowed for &he penetrant to enter discontinuities and also thatadequate time be allowed for flaw indications to “develop”. The
recommendations set forth in the guide are in accordance with goodpractice.
PERSONNEL QUALIFICATION
The requirements set forth in the guide for qualification and
*The American Bureau of Shipping has also set forth procedures forapplying ultrasonic inspection to hull welds. RULES FOR THE
NONDESTRUCTIVE INSPECTION OF HULL WELDS, 1975 (in publication).
These differ slightly from sSC-213.
-8-

MATERIAL - LOW CARBON STEEL
~- SURFACE FINISH 6.3X ltr6 RMS MICROMETERS (250 RMS MICROINCHES]
FIG. ~ TYPICAL TEST BLOCK FOR CALIBRATIOFl OF THE LILTRAsONlc lHS~RUMENT
FIG. 5 POSITIONING OF THE TFAN5DUCER FOR CALIBFWTING THE ULTRASONIC
!NS~RIJMENT WHEN USING LONGITUDINAL WAVL TRADUCERS
-9-

certification of the personnel engaged in nondestructive testing arethose established by the American Society for Nondestructive Testing.7
RECOMMENDED INSPECTION PROCEDURES FOR SPECIFIC JOINT CONFIGURATIONS
The American Welding Society recognizes four basic types of weldjoint other than the ‘butt–-the corner, Tee, “X”, and the lap. Inship construction, corner and Tee joint welds may be prepared witheither full penetration welding or with intentional partial penetra-t ion. Applications involving the “X” joint require full penetrationwelding. The lap joint is prepared only one way. Lap joints are madewithout joint preparation.
Each of the basic joints was considered in terms of the welddiscontinuities typical for that configuration and the methods ofnondestructive testing suited for the detection of those discontinui-ties . Joint preparation was tiaken into account. These are categorizedfor each type joint as
Joint Preparation
PartialPenetration
Full
Penetration
FullPenetration
follows:
Corner Joints
Defect
Weld profileCracks
Weld profileCracks
Incomplete pene-krat ionLack of fusionSlagPorosity
Weld profileCracks
Incomplete pene–trationLack of fusionSlagPorosityLaminations
Methods for Inspection
Visual, weld gaugeVisual, magneticparticle
Visual, weld gaugeVisual, magnetic particleRadiography
RadiographyRadiographyRadiography
Visual, weld gauge
Visual, magnetic
particleUltrasonics
UltrasonicsRadiography, ultrasonicsRadiography
Ultrasonics
-1o-

Joint Preparation
TPartialPenetration
T FullPenetration
Joint Preparation
+FullPenetration
Joint Preparation
Tee Joints
Defect
Weld profileCracks
Weld profileCracks
Incomplete pene–trationLack of fusionSlagPorosityLaminations
“X’’-Joints
Defect
Weld profileCracks
Incomplete pene–trationLack of fusionSlagPorosity
Lap Joints
Defect
Weld profileCracks
SlagPorosityLack of fusion
Visual Inspection
Methods for Inspection
Visual, weld gaugeVisual, magneticparticle
Visual weld gaugeVisual, magneticparticleUltrasonics, radiography
Ultrasonics, radiographyRadiography, ultrasonicsRadiographyUltrasonics
Methods for Inspection
Visual, weld gaugeVisual, magneticparticle, ultrasonicsUltrasonics, radiography
UltrasonicsU1’crasonics, radiographyRadiography
Methods for Inspection
Visual, weld gaugeMagnetic particleradiographyRadiographyRadiographyRadiography
Visual inspection of the finished corner joint is primarily adetermination that Ehe weld profile conforms to dimensional require-
ments. This can be accomplished with the weld gauges, Figure 1.
-11-

Examples pertaining to corner joints are illustrated in Figures 6A,6B, 7A, and 7B. Each fillet of the Tee and “X” joints is identicalko the interior of a corner joint and visual inspec~ion is identicalto that for the corner. The lap joint differs slighbly. Figures 8Aand 813 illustrate the application of the weld gauge to this typejoint.
lla~netic Particle Inspection
The magnetic particle inspection of a corner joint is done bypositioning the prods either on the weld or slightly off the weld tosearch for longitudinal discontinuities. This holds for both theinterior and exterior fillet. The search for transverse discontinui-kies is done as shown in Figure 9. The search for transversediscontinuities on the interior fillet cannot be done with the prodspositioned on strictly opposite sides of the weld because of physicalrestrictions. The recommendation was made that the prods be offsetslightly. Although some loss in sensitivity is to be expected,inspection should still be adequate.
Each fillet of the Tee and “x” joint resembles the interior of a cornerjoint and the procedure for magnetic particle inspection is identicalto khat for the corner. The lap joint is nearly planar and may be
inspected with yokes as well as prods.
Radiog raphy
Corner joints prepared with intentional parkial penetration are notordinarily radiographed. While joints prepared for full penetration
as shown in Figure 10 may be radiographer, this type of inspection is
more usefully applied to Ehe full penetration joint prepared asshown in Figure llA. The exterior of this hype joint is usuallyrounded somewhat and the thickness ko be penetrated is less than thatof a classic corner but greater than the base metal thickness. For&he trial exposurel it was recommended that the bhickness to be pene-trated be estimated as 1.2 multiplied by the base metal thickness.The recommended arrangement for radiography is illustrated in FigurellB.
Radiography of a Tee joint is performed as shown in Figure 12A. Anangle of 45° was recommended because tihis angle is an ophimum com–promise between the volume of weld mekal examined and the variationsin film density due to a non-uniform thickness. Also, ik is customaryto lay the penekrameter on the weld, and with 45° radiography, the
penekrameter would be approximately perpendicular to the radiation
beam. Such perpendicularity is necessary to properly assess fihnquality, and would be awkward to accomplish with other angles.
_12-

TO DETERMINE THE SIZE OFA CONVEX FILLET WELD
Y%
GAUGE
TO DETERMINE THE S!ZE OFA CONCAVE FILLET WELD
PLACE GAUGE AGAINsT THE TOE OF THE PLACE GAUGE AGAINST STRUCTURE AND
SHOR7EST LEG OF THE FILLET AND SLIDE SLIDE POINTER OUT UNTIL IT TOUCHESPOINTER OUT UNTIL IT TOUCFIESSTRUCTURE T~E FACE OF THE FII.LET WELD AS SHOWNAS SHOWN, READ W!ZE OF CONVEX FILLET” READ ‘,s IZE OF CONCAVE FILLET” ONON FACE OF GAUGE, FACE OF GAUGE.
A B
FIG. 6 PROCEDURE FOR MEASURING THE SIZE OF CONCAVE AND CONVEX FILLET WELDS
l[>Cttl (h >1!) I,[!,lwll!:>ll,l L 1011 I{ ONLI 01 C1)NVI XIIY
a{FIG. 8A CONVEXITY MEASUREMENT OF A LAP JOINT WELD
AFTER 114E SIZE OF A CONVEX WELD HAS BEEN DETERMINED,PLACE THE GAuGE AGAINST TIIL STRUCTURE AND SLIDEPOINTER UNTIL IT TOUCHES FACE OF FILLET WELD AS SHOWN
GAUGE
FIG. 7A PROCEDURE FOR MEA5URiNG THE PERMISSIBLE TOLERANCEOF CONVEXITY ON FILLET WELDS
.=
$#
FIG, 7B PROCEDURE FOR MEASURING WELD REINFORCEMENT FIG. 8B CONCAVITY MEASUREMENT OF A LAP JOINT WELD
-13-

FIG. 9 PROD POSITION FOR MAGNETIC PARTICLE INSPECTION OF A CORNER JOINT
FIG. 10 JOINT PREPARATION FOR FULL PI! NETR4TION CCNNER JOINTS
FIG. 11A FULL PENETRATION CORNEF( JOINTS DONE WITHOUT CHAMFERS
FIG. IIB TECHNIQUE FOR THE RADIOGRAPHIC INSPECTION OFFULL PIN ETliATION CORNER JOINTS ‘

\o,.
45*
n A - WELD THROATE = 1.4 X ~LAb4c,E THICKNESSC = A ) B = WLLII TtIIOAT PLUS 1.4MULTIFLIED BY THE F!ANGE TIIICKNESL
‘\\
FILM
CASSETTE
FIG. 12A ARRANGEMENT FOR THE RADIOGMPHY OF T-JOINT WELDS
“5...,&A = WELD THROAT THIcKNESS
B K I.4 x BASE METAL THICKNESS
C = WELD THROAT THICKNESS
-T% T
FIG. 12B THICKNESS OF STEEL TO BE PENETRATED WITII 45° RADIOGRAPHYOF AN “X” JOINT WELD
-15-

The arrangement for radiography of an “X” joint is illustrated inFigure 12B. An angle of 450 was recommended because at that angle
the two weld fillets are opposite and present an approximately uniformthickness to the radiation beam in the area of interest.
Lap joints may be radiographer using the arrangement shown in Figure13A or alternately that of Figure 13B.
Ultrasonic Inspection
In the guide, ultrasonic inspection is restricted to the type ofcorner joint whick, affords the transducer a flat surface at the loca-tion of the weld. The technique is as shown in Figure 14, and issuited to the inspection of laminations in the ‘base metal for ‘bothfull penetration and partial penetration welds. Full penetrationwelds may also be thus inspected for failure to achieve fullpenetration or for lack of fusion.
Figure 15A and 15B illustrate the basic techniques of ultrasonicswhich are applicable to Tee joint inspection. These techniques aresimilar to U.S. Navy procedures for submarine hull inspection.8
The inspection of “X” joints with ultrasonics is limited to the anglebeam technique shown in Figure 16. A straight ‘beam transducer couldbe positioned on the weld fillet but complete inspection would requirethat at least two fillets ‘be ground sufficiently smooth to allow forproper contact. This was considered to be prohibitively costly andpossibly detrimental to the joint and so was not included in the guide.
The ultrasonic method was judged unsuitable for the inspection oflap welds.
ACCEPTANCE CRITERIA
The material in this section is not and was not intended to be astandard for acceptance or rejection. Ratiher, it is a basis wherebyweld quality acceptance criteria can be established in a meaningfulway when there is a need ko do so. TIE approach used was to consider
each inspection method and the discontinuities which might be detectedby that method of inspection. Each discontinuity is then consideredin terms of parameters which can be measured or described. It isleft to the design engineer to set the limits which are permissible inview of service requirements or company standards.

2j
%
zm
A
PENETRAMETEi
PENETRAMETER LEAD NUMERALS
CASSETTE
FIG. 13A ARRANGEMENT FOR PERFORMING RADIOGRAPHY OF
A LAP JOINT WELD
A = WELD THROAT THICKNESS
B = 1.4 X THICKNESS OF LOWER MEMBER
/
~&-
*,+4 45 “
PENETRAMETER\
/
1$+
LEAD NUMERALS
P
//%
/\
I . I
1 \
CASSETTE \
\
FIG. 13B ALTERNATE ARRANGEMENT FOR PERFORMING RADIOG!W+W OF! ALAP JOINT WELD
-17-

T
u
>
L-JL

Visual Inspection
Visual inspection can be used to determine kwo aspects of satisfactoryweld quality: Conformance to dimensional requirements and an evalua–tion of surface discontinuities. For conformance ‘to dimensionalrequirements, sketches of desirable weld profiles were presented. Onthe sketches, a weld “size” was indicated. Sketches of defectiveweld fillets were also presented with the weld size indicated. Thesuggestion was offered that adequate weld metal deposit could becontrolled by specifying the required weld size. For Lhe evaluationof surface discontinuities, it was pointed out that undercut and othernotch type defects can be controlled by specifying permissiblelimits for depth cr length or a combination of depth and length.
Maqnetic Particle Inspection
The magnetic particle method is used fox crack detection. Mostspecifications do not permit cracks of any size in stress bearingwelds.
Radiography
The American SocieEy for Testing and Materials has published E-390,R~ference Radiographs for Steel Fusion Welds. These consist of aseries of five illustrations for each type of welil discontin-uiky thatis ordinarily controlled in degree. The illustrations range inseverity from khe very minor to the very gross. While not in them-selves standards for acceptance or rejection, they may be used forthis purpose by selecting an illustration of maximum permissibleseverity for each discontinuity of interest. It was recommended thatthese reference radiographs be used to specify the permissible limitsFor defects revealed by radiographic inspection.
Ultrasonic Inspection
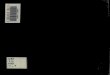
The ultrasonic method as applied to ship weld inspection does notinvolve a determination of the nature of internal disconkinuities.Instead, the instrument is calibrated according to a prescribedprocedure; and reflections from within the weld volume are evaluatedon the basis of signal amplitude and the length of Lhe discontinuity.TWO levels of signal amplitude are defined, an AR (amplitude reject)level and a DR (disregard) level. The schematic of Figure 17 wasincluded in the guide ko provide design engineers with an,understandingof the types of weld flaws which typically produce signal amplitudesfor each of those categories. It was pointed out that for the ultra–sonic inspection to be meaningful, it is required that permissible
-19-

limits be set for flaw length, cumulative flaw length, and proximitybetween flaws.
EXPERIMENTAL VERD?ICATION OF TECHNIQUE VALIDITY
The procedures recommended in the guide for nondestructivelyinspecting corner and lap joints were considered straightforward.The Tee and “X” joints are more complicated and verification oftechnique validity for these type joints was considered necessary.For this purpose, a Tee joint was fabricated with chamfers preparedas shown in Figure 18. This provided a section of intentional paH-tial penetration both in the Tee joint and the “X” joint which wassubsequently made by adding an additional flange to the Tee.
Ultrasonic inspection of the Tee joint (technique illustrated inFigures 15A and 15B) readily detected the incomplete penetration.Radiography at 2 MeV and with co6~ produced a 2-2T film quality butdid not reveal the incomplete penetration. It did, however, revealentrapped slag and a transverse crack. These type flaws are difficultto detect with the ultrasonic method and the experimental work con-firms the contention that the use of complementary methods providesa more thorough inspection.
The radiography was done at the angle of 450 recommended in the guideand also at an angle 300 from the flange which is in line with theprepared chamfers. Although alignment of the radiation beam withthe chamfers favors the detection of lack of fusion, the radiographsso made exhibited large film density gradations which severly limitedthe portion of the weld volume which could be analyzed on any onefilm. For these reasons, this choice of inspection angle was notincluded in the guide.
The “X” weld was also radiographed at the angle of 450, Figure 1213.At this angle, the opposing fillets additively combine to provide anapproximately uniform thickness in tb.e weld volume region. Theradiographs, made at 2 MeV, were of uniform film density in the regionof interest and 2-2T film quality was obtained. The incompletepenetration was not detected, but the entrapped slag and the trans–verse crack were plainly visible.
Ultrasonic inspection of the “X[’ joint was difficult especially inregard to signal interpretation. These difficulties might bealleviated somewhat ‘by providing the ultrasonic operator with a test
block of identical geometry into which artificial discontinuitieshave been introduced. This was suggested in the guide.
-20-

~~
>00
CRACKS CRACK LIKE SLAG- INCOMPLETE PENETRATION PIPING 90
LACK OF FUSION L)NEA2 POROSITY
80-
- SEVERE POROSITYMULTIPLE SLAG INCLUSIONS
70
ROUND EDGE SLAG– CLUSTERED POROSITY
m
50
42-
MILD SCA~ERED POROSITYm
20
10
0
\ A
- ARL
-DRL
FIG. 17 TYPICAL ULTRASONIC SIGNAL AMPLITUDES PRODUCED BY VARIOUS DEFECTS
FIG. 18 PREPARATION OF TEE JOINT CHAMFERS TO INDUCE INCOMPLETE PENETRATION
-21_

smRY
A guide has been prepared for the nondestructive testing of all weld
joint configurations used in ship construction other khan the buttweld, for which s~andard procedures already exist. Prior to preparingthe guide, a survey was made of key facilities within the shipbuilding
industry. The information gained from the survey and the suggestionsreceived were incorporated into the guide.
The weld joints considered are khose basic kypes recognized by theAmerican Welding Society: The corner, Tee, “X”, and lap joint.Visual inspection, magnetic particle, radiography, and ultrasonics
are the inspection methods recommended in the guide for use on thesekypes of weld joints. Each joint was analyzed in terms of the typesof weld discontinuities typical of ‘that configuration and the nnndestruc-Live teskinq methods suited for the detection of each type flaw. Fullpenetration welding and intentional partial penetration welding were
considered separately and joint preparation was taken into account.Procedures ‘were presented for the application of each method ofnondestructive testing to each type joint. The validiky of the pro-cedures and ‘techniques recommended in Lhe guide were verified byexperimental work performed on weld joints fabricated with intentionaldiscontinuities.
The guide does not contain acceptance criteria but material is providedwhereby acceptance criteria may be formulated to control weld qualityin a meaningful way.
-22-

REFERENCES
1.
2.
3.
4.
5.
6.
7.
8.
American Welding Society, 1968, “Welding Inspection”, page 166.
ASTM E-109-63, reapproved 1971, “Standard Met-hod for Dry Powder
Magnetic Particle Inspection”, page 394.
Mil-Std-271E (Ships), 31 Ott 1973.
ASME, 1968, “Boiler and Pressure Vessel Code (Nuclear Vessels],
Section 111”, page 208.
AST.PIE–142–68, “Standard Method for Controlling Quality ofRadiographic Testing”, page 503.
R. Halmshaw - The Wykeham Technological Series, 1971, “IndustrialRadiology Techniques”, page 157.
“American Society f-or Nondestructive Testing, TC-lA”, supplementsA, B, C, and D.
NAVSHIPS 0900–006–3010, “Ultrasonic Inspection Procedure andAcceptance Standards for HU1l Structure Production and RepairWelds”.
-23-

NOTES

UNCLASSIFIEDSECURITY CLASSIFICATION OF THIS PAGE (When Data Entered)
REPORT DOCUMENTATION PAGE READI~STRUCTIO~SBEFORECOMPLETINGFOR~
REPoRT NUMBER 12. GOVT ACCESSION NO. 3. RECIPIENT’S CATALOG NUMBER
I II I
TITLE (md Subtitle) 5. TYPE OF REPoRT & PERIOD COVERED
A GUIDE FOR THE NONDESTRUCTIVE TESTINGOF NON-BUTT WELDS IN COMMERCIAL SHIPS-PART’ 2 ~6. PERFoRMINGORG, REPORT NuMBER
NOLTR 7’4-138AuTHOR(*) E. CONTRACTOR GRANT NUMBER(S)
Robert A. YOus~aw
Edward L. crisc~o~oi1
PERFORMING ORGANIZATION NAME AND ADDRESS 10, PRoGRAM ELEMENT, PROJECT, TASKAREA & WORK UNIT NUMBERS
Naval SurfaceWeapons CenterWhite Oak, Silver Spring, Wrylarid 20910 NAVSHIP +K)O-0141
I
CONTROLLING OFFICE NAME AND ADDRESS 12. REPORT OATE
31 Dec 197413. NIJMBERCIFPAGE$
2?,
MONITORING AGENCY NAME & AD DRESS(if different from Controllfn,$ office) ~ is. SECURITY CLASS. (efthia m@:t)
1 unclassified
15?!. DECLASSIFICATION/DOV4NGXADlNGSCHEDULE
DISTRIBUTION STATEMENT (oftfaiR Report)
.Approvd for public release; distribution unlimited.
DISTRIBUTION STATEMENT (of the abatract enteredfn B1ack 20, if different from RtvYwt)
SUPPLEMENTARY NoTES
KEY WORDS (continue-am reverse afda ifnecesmy =ndldontify by b!e.k.~ber)
Nondest_ruct~ve Testinq UltrasonicsWelds Panetrant !&stingVisual InspectionMagnekic particle testingRadiogrfiphyABSTRACT (Contfnue on reverse ~ido ffnaceamw end fdefifffyby black n~b=)
This report has been prepared in two parts: Part 1 is the guid>for Ehe nondestructive testing of non-butt welds in commercialships . Part 2 documents the technical considerations invo~vedin preparing that guide.
Procedures are presented foy performing visual imspectionpmagnetic particle testingr radiography, ultrasonics andenetrant testinp q on steel welds fn tl~e khiq~(=ss rana~ of

UNCLASSIFIEDLLUF?ITY CLASSIFICATION OF THIS PACi EOf’hdn Dots Efitared)
1/2” to 2 1/2”...
The basic weld joints considered are thecorner joint, the Tee, “X”, and the lap joint. A discussionis presented for each of the inspection methods whereby weldquality may be controlled in a meaningful way when there is aneed tO do SO.
UNCLASSIFIED
SECURITY CLASSIFICATION OF THIS PAGE@mn D@t-Ent-md)

Maritime Transportation Research BoardNational Academy of Sciences-Nat~onal Research Council
The Ship Research Committee has technical cognizance of the inter.agency Sl]ipStructure Committrc’s research program:
Advisory Group 111, “Materials, Fabrication, and Inspection”, preparedI& p~oject prospectus and evaluated the proposals for this project:
The SK-219 Project Advisory Committee prov’idedthe liaisontechnical guidance, and reviewed the project reports with the investigator:

SHIP STRUCTURE COMMITTEE PUBLICATIONS
SSC-246,
SSC-247,
SSC-248,
SSC-249,
SSC-250,
SSC-251,
SSC-252,
SSC-253,
SL-7-1,
SL-7-2,
SL-7’-3,
SL-7-4,
These documents am di~t~ibuked by the ktionuZ XeehnieaZInformationService, Springfield, Vu. 22151. These doc-
uments have been announced in the Clearinghouse jour%zz
U.S. Covemment Reseamh & Development Reports (USGRDR)unde~ the indicatedAllnumhe~s.
TheoreticalEstimates of Wave Loads On I% SL-7 ConizinershipInReguk and Ir~eguzar Seas by P. Kaplan, T. P, Sargent.,and J. Cilmi.1974. AD-A 004554.
Fl~e StraighteningQuenched-And-TemperedSteels in Ship Constructionby R. L. Rothman. 1974. AD-A 002621.
Fracture Toughness Churaete~izatiionof shipbuildingStieeZsbyJ. R. Hawthorne and F. J. Loss. 1975. AD 785034.
Slzip-VibrationPredictionMe&hods and Evacuation of TnjVkeneeof Hu~~Stiffness VariationotivibratoryRespotiscby R, G. Kline andJ. C. Daidola. 1975. AD-A 008388.
Bih2iographyto Ship-vibration&edietion Methods and Evahation ofInfluence of Hull St{fj%ess Variation on VilmatoryResponse byR. G, Kline and J, C. Daidola. 1975. AD-A 008387+
A Study of SuberitieaZ Cyaek Gyowth In Ship Steels by P. H. Francis,J. Lankford, Jr., and F. F, Lyle, Jr. 1975. AD-A 013970.
Thi~d Decade of Reseamh Under the Ship Strwct~e CorrunifiteebyE; A. Chazal, Jr., J. E,Goldberg, J. J. Nachtsheim, R. w. Rumke,and A. B. Stavovy. 1976
A Guide fop the NondestructiveTesting of Non-Butt We’ldsin CommercialShips - Part One by R. A. Youshaw and E. L. Criscuolo. 1976.
SL-7 PUBLICATIONS TO DATE
(SSC-238) - Design azd Installationof a Ship R~sponse Instimunentation%JSk&W Aboard the SL-7 Class Conkaine~shipS.S, SEA-LAND McLEAN byR. A. Fain. 1974. AD 780090.
(SSC-239) - Wave Loads in aModeZ of the SL-7 ContainershiphnningatOblique fleadingsin Regu~w vav~~ by J. F. Dalzell and M. J. Chiocco.1974. AD 780065.
(SSC-243) - StrmeturazAnazysis ofSL-7 Containershipllnde~CombinedLoading of Vertical, Lateral and Torsiona~Moments Using Pinike ElementTechniques by ~. M. Elbatouti, D. Liu, and H. Y, Jan. 1974. AD-A 002620.
(SSC-246), TheoreticalEstimates of Wave Loads On The SL-7 Contuinershipin Regular and Im+e@~ Seas by P. Kaplan, T. P. Sargent, and J. Cilmi.1974. AD-A 004554.