Embed Size (px)
Citation preview

SFFSFF Commercial SFF Processes (cont.)Commercial SFF Processes (cont.)
Additive Methods with Sacrificial Supports
Stereolithography
Fused Deposition Modeling (Stratasys)
Solidscape (Sanders Prototype, Inc.)
Solid Printing / Imaging (3D Systems)
Powder-Bed Based Approaches
3D Printing (Z-Corporation)
Selective Laser Sintering

SFFSFF SFF: Fused Deposition ModelingSFF: Fused Deposition Modeling
Principle:
Beads of semi-liquid ABS* plastic get deposited by a head moving in x-y-plane.
Supports are built from a separate nozzle.
Schematic view ==>
Key player: Stratasys: http://www.stratasys.com/
* acrylonitrile-butadiene-styrene

SFFSFF Fused Deposition ModelingFused Deposition Modeling

SFFSFF Looking into the FDM MachineLooking into the FDM Machine

SFFSFF Zooming into the FDM MachineZooming into the FDM Machine

SFFSFF Single-thread Figure-8 Klein BottleSingle-thread Figure-8 Klein Bottle
As it comes out of the FDM machine

SFFSFF Support = ScaffoldingSupport = Scaffolding
The areas in each layer where scaffolding is neededis calculated by “Quickslice”(Stratasys’ FDM software).

SFFSFF Layered Fabrication of Klein BottleLayered Fabrication of Klein Bottle
Support material

SFFSFF Klein Bottle Skeleton (FDM)Klein Bottle Skeleton (FDM)
Support removal can be tedious and painful !

SFFSFF Positioning for StrengthPositioning for Strength
Desired part geometry
Necessary support material
Trade-offs: part strength <-> amount of support material
potential breaking point
partrotatedthru 90°

SFFSFF FDM: The Software InterfaceFDM: The Software Interface
Stratasys Quickslice
Good “tutorial” for layered manufacturing
Offers all the knobs a professional needs
Several entry points:
STL: B-rep in triangle soup
SSL: Per-layer outline contours
SML: Actual x-y-path of head to fill each layer
Too much automated clean-up “smarts” for overlapping contours
Not convenient enough editing of contours

SFFSFF Newest FDM Machines (Stratasys)Newest FDM Machines (Stratasys)
The FDM Maxum™ is the fastest prototyping system offered by Stratasys, operating 50 percent faster than previous systems.
Its WaterWorks™ soluble support systems offers virtually hands-free prototyping.
Also offers a larger build volume (600x500x600 mm) able to construct a whole monitor.

SFFSFF Stratasys WaterWorks™Stratasys WaterWorks™
This wrench was built in
assembled form, using
the new “WaterWorks”
soluble support system.
After the support material
was dissolved, the three
parts were already fully
assembled and movable!
Working Adjustable Wrench
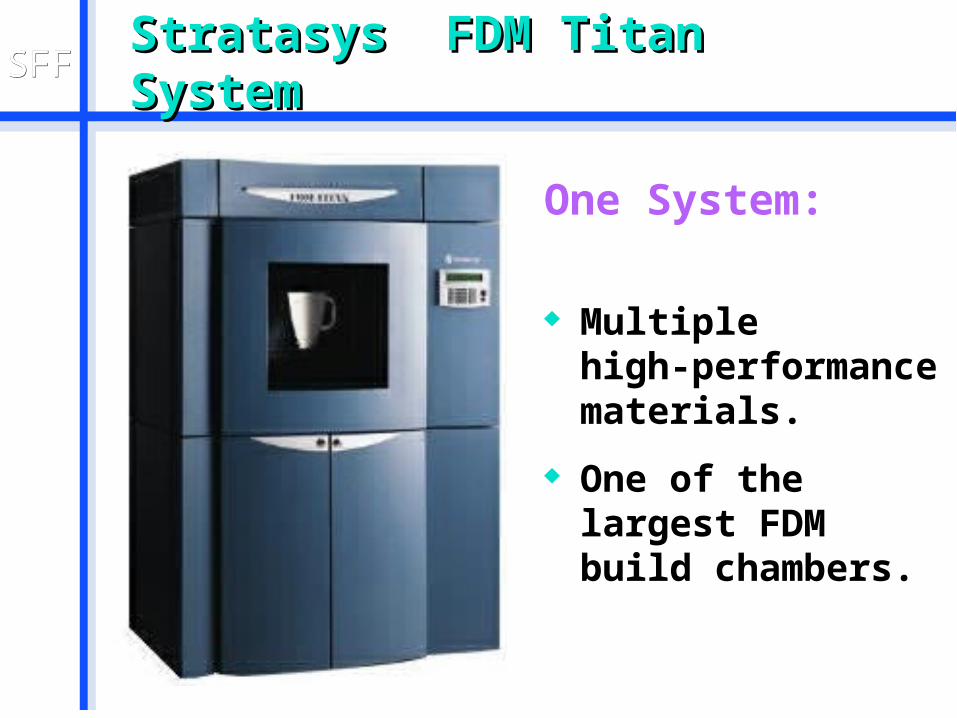
SFFSFF Stratasys FDM Titan SystemStratasys FDM Titan System
One System:
Multiple high-performance materials.
One of the largest FDM build chambers.

SFFSFF Stratasys: Another MaterialStratasys: Another Material
Polycarbonate Ratchet Knob
A fully functional mechanism built from high impact-strength material.

SFFSFF Fused Deposition ModelingFused Deposition Modeling
An Informal Evaluation Easy to use
Rugged and robust
Could have this in your office
Good transparent software (Quickslice)with multiple entry points: STL, SSL, SML
Inexpensive to operate
Slow
Think about support removal !

SFFSFF What Can Go Wrong ?What Can Go Wrong ?
Black blobsat nozzle …
may topple supports …
which then leads to“Angel hair”

SFFSFF Error in Support CalculationError in Support Calculation
A thin downward knife-edge may be missed in thesupport calculation!
Hanging “telephone wires”.

SFFSFF Solid Object PrintingSolid Object Printing
ModelMaker II (Solidscape)

SFFSFF SFF: Solid Object PrintingSFF: Solid Object Printing
ModelMaker II (Solidscape)
Alternate: { Deposition / Planarization } Steps Build envelope: 12 x 6 x 8.5 in.
Build layer: 0.0005 in. to 0.0030 in.
Achievable accuracy: +/- 0.001 in. per inch
Surface finish: 32-63 micro-inches (RMS)
Minimum feature size: 0.010 in.
Key Player:Solidscape*: http://www.solid-scape.com/
* formerly: Sanders

SFFSFF SFF: Solid Object PrintingSFF: Solid Object Printing
Projection of 4D 120-cell, made in “jewelers wax.”
(2” diam.)

SFFSFF SFF: Solid Scape (Sanders)SFF: Solid Scape (Sanders)
An Informal Evaluation
The most precise SFF machine around
Very slow
Sensitive to ambient temperature
Must be kept running most of the time
Poor software
Little access to operational parameters
Based on comments by B. G.: http://www.bathsheba.com/
SFFSFF SFF: Solid Object-Printing / ImagingSFF: Solid Object-Printing / Imaging
Droplets of a thermoplastic material are sprayed from a moving print head onto a platform surface.
Need to build a support structures where there are overhangs / bridges.
These supports (of the same material) are given porous, fractal nature.
They need to be removed (manually).
Key player: 3D Systems: http://www.3dsystems.com/

SFFSFF SFF: Solid Object PrintingSFF: Solid Object Printing
Supports made from same material, but with a fractal structure
SFFSFF SFF: Solid Object PrintingSFF: Solid Object Printing
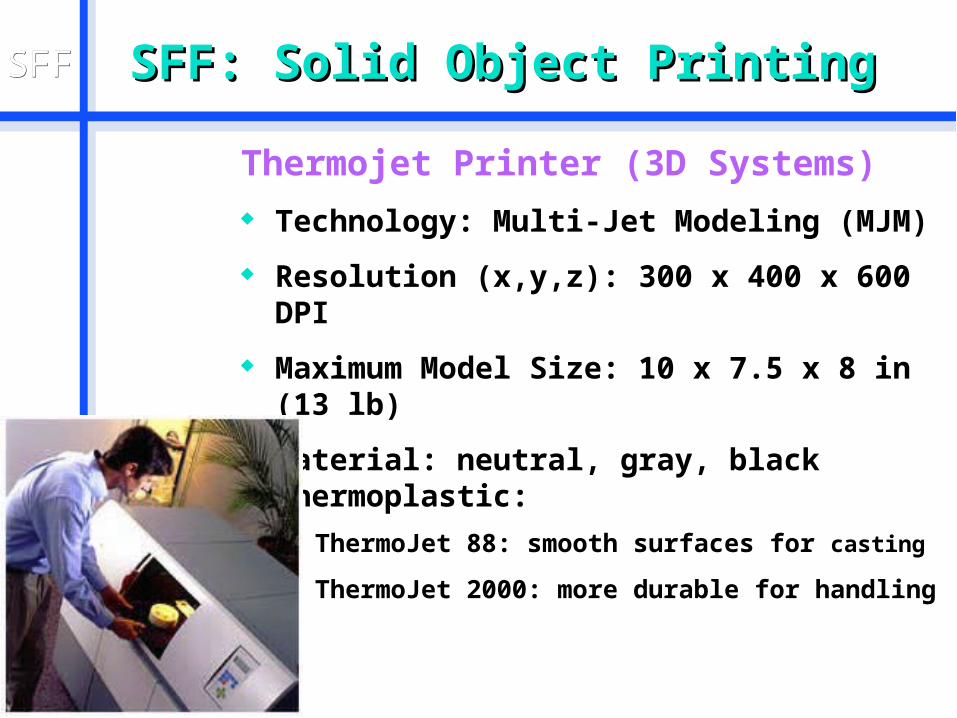
Thermojet Printer (3D Systems)
Technology: Multi-Jet Modeling (MJM)
Resolution (x,y,z): 300 x 400 x 600 DPI
Maximum Model Size: 10 x 7.5 x 8 in (13 lb)
Material: neutral, gray, black thermoplastic: ThermoJet 88: smooth surfaces for casting
ThermoJet 2000: more durable for handling

SFFSFF SFF: Solid Object PrintingSFF: Solid Object Printing
That’s how partsemerge from theThermojet printer
After partial removalof the supportingscaffolding

SFFSFF 9-story Intertwined Double Toroid9-story Intertwined Double Toroid
Bronzeinvestment casting from wax original made on 3D Systems“Thermojet”

SFFSFF Micromechanical Flying Insect Micromechanical Flying Insect
Polyurethanemicro-fly,
cast in silicone rubber mold,
formed around wax original made on 3D Systems’“Thermojet”
Ron Fearing, U.C. Berkeley

SFFSFF SFF: Solid Object PrintingSFF: Solid Object Printing
An Informal Evaluation
Fast
Inexpensive
Reliable, robust
Support removal takes some care( Refrigerate model beforehand! )
Thermojet 88 parts are fragile
Good for investment casting

SFFSFF Powder-based ApproachesPowder-based Approaches
Key Properties:
Needs no supports that must be removed!
Uniform bed of powder acts as support.
This powder gets selectively (locally) glued (or fused) together to create the solid portions of the desired part.

SFFSFF SFF: 3D Printing -- PrincipleSFF: 3D Printing -- Principle
Selectively deposit binder droplets onto a bed of powder to form locally solid parts.
Powder Spreading Printing
Build
Feeder
Powder
Head

SFFSFF 3D Printing: Some Key Players3D Printing: Some Key Players
Z Corporation: http://www.zcorp.com/Plaster and starch powders for visualization models.
Soligen: http://www.zcorp.com/Metal and ceramic powdersfor operational prototypes.
Therics Inc.: http://www.therics.com/Biopharmaceutical products,tissue engineering.

SFFSFF 3D Printing:3D Printing: Z CorporationZ Corporation
The Z402 3D Printer Speed: 1-2 vertical inches per hour
Build Volume: 8" x 10" x 8"
Thickness: 3 to 10 mils, selectable

SFFSFF 3D Printing:3D Printing: Z CorporationZ Corporation

SFFSFF 3D Printing:3D Printing: Z CorporationZ Corporation
Digging out

SFFSFF Optional Curing: 30 min. @ 200ºF Optional Curing: 30 min. @ 200ºF
Keep some powder in place
<-- Tray for transport

SFFSFF 3D Printing:3D Printing: Z CorporationZ Corporation
Cleaning up in the de-powdering station
SFFSFF 3D Printing:3D Printing: Z CorporationZ Corporation
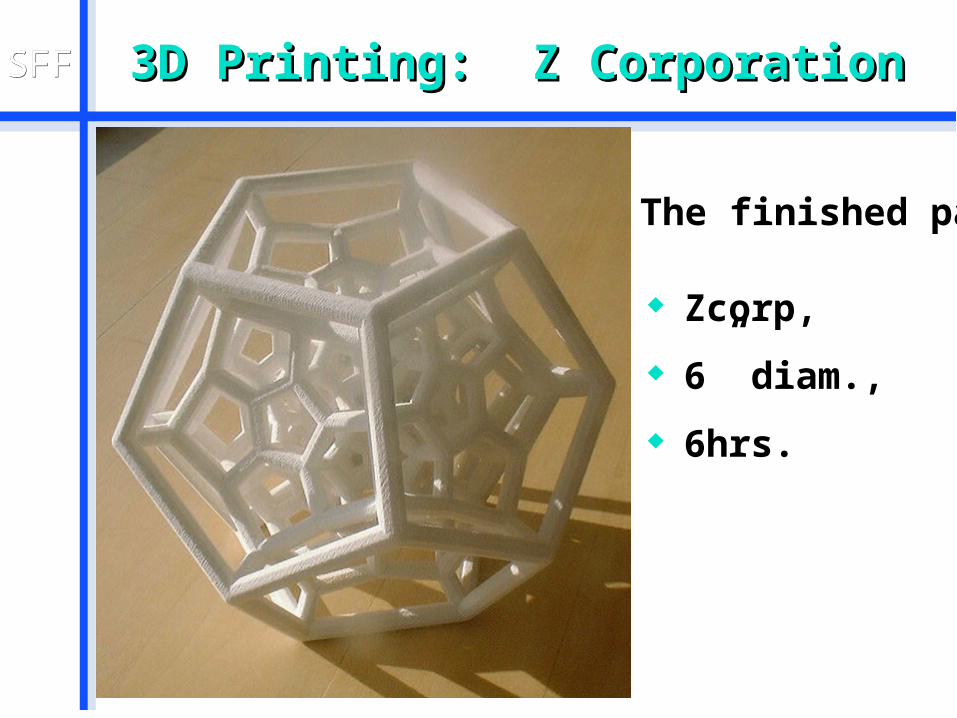
The finished part
Zcorp,
6” diam.,
6hrs.

SFFSFF 120 Cell -- Close-up120 Cell -- Close-up

SFFSFF 3D 3D ColorColor Printing: Z Corporation Printing: Z Corporation
The Z402C 3D Color Printer
Differences compared to mono-color printer:
Color print head with: Cyan, Yellow, Magenta, Black, and Neutral.
Smaller build area.
Specs:
Speed: 0.33 - 0.66 vertical inches per hour
Build Volume: 6" x 6" x 6"
Thickness: 3 to 10 mils, selectable
Color depth: 80 mils

SFFSFF 3D Color Printing: Z Corporation3D Color Printing: Z Corporation

SFFSFF 3D Color Printing: Z Corporation3D Color Printing: Z Corporation
Use compressed air to blow out central hollow space.

SFFSFF 3D Color Printing: Z Corporation3D Color Printing: Z Corporation
Infiltrate Alkyl Cyanoacrylane Ester = “super-glue” to harden parts and to intensify colors.

SFFSFF 3D Color Printing: Z Corporation3D Color Printing: Z Corporation
“Lizard-Frame”: Final Infiltrated Part
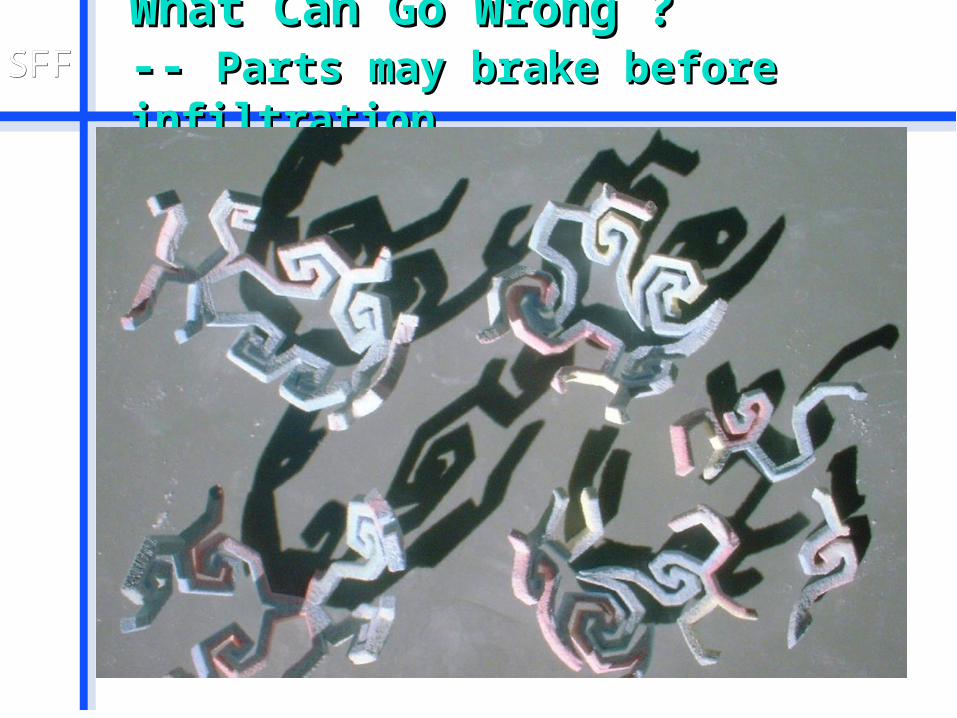
SFFSFFWhat Can Go Wrong ? What Can Go Wrong ? -- -- Parts may brake before infiltrationParts may brake before infiltration

SFFSFF What Else Can Go Wrong ?What Else Can Go Wrong ?
Blocked glue lines
Crumbling parts

SFFSFF 3D Printing: Z Corporation3D Printing: Z Corporation
An Informal Evaluation
Fast !
Running expenses: moderate,(but overpriced powder)
Color print head and tubes need some care in maintenance.
Somewhat messy cleanup !
Lot’s of dust everywhere ...








![PTMC: MICROFABRICATION & STEREOLITHOGRAPHY · Stereolithography is a form of prototyping that has been shown to be very versatile with highest accuracy and precision.[11] Stereolithography](https://img.pdfslide.us/doc/110x75/605ef4b2b0307a40e8391640/ptmc-microfabrication-stereolithography-stereolithography-is-a-form-of-prototyping.jpg)