Embed Size (px)
DESCRIPTION
HRSG
Citation preview

COMBINED CYCLE Journal, First Quarter 2007 45
HEAT-RECOVERY STEAM GENERATORS
As experience builds with com-bined-cycle and cogeneration plants, suppliers are striv-ing to better integrate the
steam cycle with the gas-turbine cycle, while users are working to improve their operations and maintenance (O&M) practices. Advances made by both parties were presented at a Steam Plant Workshop in Novem-ber 2006, conducted by the HRSG User’s Group and co-located with PowerGen International (Sidebar).
Advancements discussed at the meeting include switching to all-vol-atile treatment to avoid phosphate hideout, minimizing the use of oxygen scavengers to reduce flow-acceler-ated corrosion, and installing on-line instruments to measure metal-oxide transport. The maintenance pre-sentations on the second day of the workshop covered methods to miti-gate cold-end corrosion in the HRSG, techniques to maximize the service life of SCR catalysts, and a program-matic approach to conducting corro-sion surveys.
Boiler-water/feedwater chemistryConsidering their relatively short operating history, heat-recovery steam generators (HRSGs) in combined-cycle/cogen service have experienced unexpectedly high failure rates. While some of the failure mechanisms are strictly mechanical, many have a sig-nificant water-chemistry component. That’s why, according to Bob Ander-son, principal, Competitive Power Resources Corp, Palmetto, Fla, and chairman, HRSG User’s Group, the first day of the Steam Plant Workshop was devoted to water chemistry.
AVT meets HRSG. Jim Witherow, executive chemist, Scientech LLC, Clearwater, Fla, delivered the open-ing presentation, which was focused on all-volatile treatment (AVT) of boiler water. More and more HRSG users are switching from a solids-based phosphate program, Witherow asserted, to an AVT program, which relies on volatile amines to elevate the pH to the optimum level for cor-rosion control.
Recall that low pH will lead to rapid acidic corrosion and also may cause hydrogen damage in carbon steel. Exces-sively alkaline conditions can cause caustic corrosion. The “sweet spot” is a mildly alkaline environment—pH in the range of 9.0 to 10.0, depending on boiler specifics—that will produce minimal corrosion and minimal corro-sion-product transport.
For years, AVT has been success-fully applied at coal-fired plants with 2600-psig drum boilers, and at all plants with once-through steam gen-erators. As Witherow made clear, once-through units simply cannot tol-erate any solids in their steam gen-erators, so phosphate programs were never a choice.
Most HRSG users, however, have relied on a phosphate program for their drum-type HRSGs, which typi-cally operate below 2600 psig. Phos-phate programs are applicable to a wide range of boiler pressures, they provide buffering in the event of contaminant ingress, and they help
remove contaminants by precipitating them into a sludge that easily can be eliminated by blowdown.
Given such advantages, why are HRSG users switching to AVT? Pri-marily to avoid the wild swings in pH and cation conductivity that stem from phosphate hideout, Witherow reported. “Phosphate hideout” is a collective term for a number of pro-cesses that remove phosphate from the bulk boiler water at high loads, then release some of it back into the water when the load drops or the plant is cycled off-line. Net result is a signifi-cant fluctuation in pH.
Hideout has always been an issue for boiler operators using phosphate treatment, but it has grown in impor-tance in the combined-cycle/cogen community as HRSG steam pressures have increased to more than 1400 psig, and as plants have been forced to cycle more frequently.
As Witherow described it, there are two distinct AVT programs, differenti-ated by a parameter called oxidation-reduction potential (ORP). Systems containing mixed metallurgy (copper and steel) must operate in a reducing environment (at an ORP of –350 to –300 mV), in order to control copper corrosion. To achieve this environment, these plants must inject a reducing agent, Witherow said, hence their pro-gram is known as AVT(R).
By contrast, systems that con-tain all-ferrous components should operate in an oxidizing environment (ORP equals +100 mV); their program is known as AVT(O). The oxidizing program—which uses no reducing agents—is preferred for all-ferrous systems, Witherow reported, because reducing agents have been found to be a culprit in single-phase flow-acceler-ated corrosion (FAC) occurring in low-pressure evaporators (Fig 1).
Reducing agents also are known as oxygen scavengers, so when chemistry authorities like Witherow recommend eliminating their use, they also are say-ing it’s acceptable to allow some level of dissolved oxygen in your steam system. This assertion often ignites a firestorm of protest among seasoned operators,
Water-chemistry, outage-maintenance best practices highlight Steam Plant Workshop
HRSG User’s Group planning 2007 WorkshopThe HRSG User’s Group, a profes-sional association open to all com-bined-cycle/cogen professionals, typically conducts two educational events per year: the Annual Confer-ence & Exposition in the spring, and a Technical Workshop in late fall.
Chairman Bob Anderson recent-ly announced that the group’s 2007 Technical Workshop will be held December 11-13 and be co-locat-ed with PowerGen International at the Ernest N Morial Convention Center in New Orleans.
Stay tuned to the COMBINED CYCLE Journal and the group’s website (www.HRSGusers.org) for more detail as the agenda devel-ops.

46 COMBINED CYCLE Journal, First Quarter 2007
because for decades they were taught that dissolved oxygen must be com-pletely eliminated from the feedwater in order to control oxygen pitting.
More recent experience, most of it chronicled by the Electric Power Research Institute, Palo Alto, Calif, over the past decade, shows that it is not necessary to drive dissolved-oxy-gen all the way to zero; that levels of 1-10 ppb are sufficiently low to control pitting, while the elimination of oxy-gen scavengers controls FAC.
Ammonia is the most commonly applied pH-control agent in a boiler-water AVT program, while hydrazine is the most commonly applied reducing agent. Caution is needed here, With-
erow emphasized, because hydrazine is listed as a known or suspected car-cinogen, and no approved respirator exists for handling its spills. The use of hydrazine may require monitor-ing of personnel exposure, using time-weighted averages. A reducing agent that’s not on the carcinogen list and is a viable alternative is diethylhydroxyl-amine—usually referred to as DEHA.
Another way to eliminate phos-phate hideout is to switch to a pro-gram known as caustic treatment. To discuss this option, Dr Geoff Bignold, director, GJB Chemistry for Power Ltd , Ashtead, Surrey, flew in from his UK office, where the program enjoys wider acceptance in both convention-
al boilers and HRSGs, compared to North America.
Like phosphate treatment, caustic treatment is a solids-based program. The addition of a small amount of sodium hydroxide (NaOH) buffers the boiler-water pH and allows for a higher level of anionic contamination than with AVT programs. The reason most North American plants avoid the program is the risk of caustic cracking caused by an excessive concentration of NaOH.
According to Bignold, this concern stems from catastrophic failures in the early days of riveted-drum boilers, which were much more susceptible to caustic cracking than today’s drums. Reason: The rivets allowed minor leak paths to form, and as steam flashed off through those paths it left excep-tionally high concentrations of NaOH in localized spots (Fig 2). Failure by caustic cracking was almost inevitable in these locations.
Bignold pointed out that for a mod-ern steam generator operating above about 1400 psig, NaOH chemistry has proved easier to control than phosphate chemistry, with more stable pH values and no concerns about phosphate hide-out. Compared to AVT, caustic treat-ment provides more protection against contaminants, and maintains pH at elevated temperatures much better than ammonia or amines do.
One big caution, he said, is that
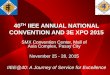
1. Many HRSG users are switching from phosphates to an all-volatile treat-ment (AVT) program for their boiler water. Plants with all-ferrous systems that are making the switch should not feed reducing agents, most specialists agree, because they’ve been found to be a culprit in single-phase FAC
Sci
ente
ch L
LC
CCI’s unique Valve Doctor approach andapplication knowledge provide long term solutions for attemperator problems in combined cycle power plants.www.ccivalve.com 949.858.1877
Combine Cycle Journal Handbook A1 1 8/28/06 6:48:58 PM

COMBINED CYCLE Journal, First Quarter 2007 47
you must avoid overdosing. Another big concern: If the boiler drum is sus-ceptible to carryover, then caustic treatment presents the risk of forming highly alkaline deposits in superheat-ers, reheaters, and steam turbines.
Bignold wrapped up his presenta-tion with two case histories where caustic treatment had successfully been applied to solve chemistry prob-lems in HRSGs—one caused by phos-phate treatment, the other by AVT.
Don’t sell your phosphate stocksGiven the workshop’s coverage of AVT and caustic treatment, you might think that phosphate programs are going away soon. You’d be wrong. In fact, most HRSG users in North Amer-ica still rely on phosphate, reported Stephen Shulder, chemistry consul-tant, Constellation Energy Group, Baltimore, Md, and many of them always will need to.
One reason: Phosphate is the pro-gram-of-choice for plants with high levels of total dissolved solids (TDS) in the condenser water. For these plants, condenser leaks—with their ingress of acidic-forming cooling water—could cause a rapid and damaging pH depression in the boiler circuits. The capabilities of phosphate—to buffer contaminant ingress and to remove
contaminants by precipitating them into a sludge for blowdown—can pre-vent this major upset from snowballing into catastrophic damage.
Another reason that phosphate pro-grams remain popular with HRSG users: To successfully apply AVT, the plant must have high-quality feed-water, typically attainable only if the condensate system is equipped with in-line demineralizers (also called condensate polishers). Plants with lower-quality feedwater—and scarce
capital funding to install condensate polishers—are likely better off with a phosphate program.
Shulder explained that three forms of phosphate historically have been used in the power industry: tri-sodium phosphate (Na3PO4), di-sodium phos-phate (Na2HPO4), and mono-sodium phosphate (NaH2PO4). Today, the use of mono- or di-sodium phosphate is highly discouraged, and only tri-sodi-um phosphate should be considered, he stated emphatically.
Plants that followed mono- or di-sodium phosphate treatment experi-enced serious problems with acid-phos-phate corrosion, as a result of chasing phosphate hideout. As Witherow reported in his opening session, phos-phate hideout is still a problem, even for plants using tri-sodium phosphate, but it is less so than under mono- or di-sodium phosphate regimes.
Shulder cautioned that the control limits for phosphate concentration, pH, and specific conductivity of boiler water are highly dependent on site-specific factors. Chief among them: feedwater quality. For three different levels of feedwater cation conductivity, Shul-der discussed appropriate boiler-water control limits (Table). He concluded his presentation by listing keys to a suc-cessful phosphate-treatment program for HRSG users, among them:n On-line monitoring of critical
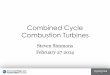
Emerging jet flashes to steam, leaving concentrated or molten NaOH
Small leak around rivet
NaOH-dosed boiler water
2. Caustic treatment is another water-chemistry option that eliminates the issue of phosphate hideout. Reluctance to use this option stems from cata-strophic failures in the early days of riv-eted-drum boilers, which were prone to caustic cracking
GJB
Che
mis
try
for
Pow
er L
td
C
M
Y
CM
MY
CY
CMY
K
2008 hrst outli half page ad copPage 1 5/31/07 2:38:56 PM

48 COMBINED CYCLE Journal, First Quarter 2007
HEAT-RECOVERY STEAM GENERATORS
parameters.n Rapid response to chemistry excur-
sions.n Proper match of phosphate level to
drum pressure and feedwater qual-ity.
n Correcting the pH readings for the contribution from ammonia.
n Consistently maintaining corrected pH greater than 9.0.
Feeding the feedwaterIt’s often said that to achieve an effective boiler-water treatment pro-gram, you must start with an effec-tive feedwater treatment program. That’s because it’s far easier to pre-vent corrosive species from entering the boiler than it is to remove or reme-diate them once they’re present. This maxim wasn’t lost on the planners of the Steam Plant Workshop, who invited David Daniels, senior consult-ing scientist, Mechanical & Materials Engineering, Austin, Tex, to discuss the finer points of feedwater chemistry.
To elevate the feedwater pH—and thereby prevent corrosion—in combined-cycle/cogen plants, volatile chemicals in the amine fam-ily are used almost exclu-sively, Daniels reported. Reason: Spray water for the attemperators (also called desuperheaters) typically is taken from the feedwa-ter system, and it would be highly undesirable to inject dissolved solids directly into the steam. Note: For this same reason, volatile treatment also must be used in the low-pressure evaporator sec-tion of an HRSG if it supplies water to attemperators, as it does in some combined-cycle designs.
To select the right feedwater chem-
ical treatment for your plant, Dan-iels recommended you look at each chemical’s basicity—the amount of pH increase per amount of chemical injected—and its volatility—the frac-tion of the chemical that goes into the steam as it boils, or remains in the steam as it condenses. Low-volatility amines condense at relatively high temperatures and pressures; high-vol-atility amines stay in the vapor state until the pressure and temperature are relatively low.
Ammonia is the feedwater chemi-cal-of-choice in all-ferrous systems, Daniels said, because of its high basic-ity and low cost. But a major drawback is its high volatility. At the deck-plate level, this means that at low tempera-tures ammonia remains in a vapor condition longer than the other amines, therefore it can more easily get carried out of the system by vacuum pumps and steam-jet air ejectors.
Other amines that Daniels list-
ed as feedwater alternatives include cyclohexylamine, morpholine, eth-anolamine, methoxypropylamine (MOPA), and diethylaminoethanol (DEAE). Both morpholine and cyclo-hexylamine, for example, have a lower volatility than ammonia; morpholine
has a higher basicity than cyclohexyl-amine (Fig 3).
In practice, these four amines often are blended together to obtain the opti-mum combination of basicity and vola-tility. Choosing the right amine blend depends on your plant-specific answers to such questions as:n How much of the blend do you need
to add to achieve the desired pH in the low-pressure drum and piping?
n Will the blend have a measurable effect on the pH in the high-pres-sure evaporator?
n What is the blend’s effect on cation conductivity?
n What are its effects on other equip-ment throughout the steam plant?
Assessing your chemistry programThe final presentation on Day One of the Steam Plant Workshop discussed a new on-line instrument for measuring corrosion-product transport. Authors were L Joseph Hancock and Richard A Breckenridge of Arizona Public Service Co, Phoenix, and Robert L Bryant and John W Clark of Chemtrac Systems Inc, Norcross, Ga.
Corrosion products include all metal oxides that are formed in the corrosion process. In modern HRSGs, most of the corrosion-product content is iron, though some units may have copper and nickel in the condenser or preheat-er sections. The amount of corrosion products present in the water/steam circuits is an important diagnostic parameter for cycle chemistry. For example, it’s an indicator of the scale that is accumulating on HRSG tubes, as well as of the rate of FAC occurring in the system. Most important, mea-suring the corrosion-product transport
assesses the effective-ness of a steam plant’s overall chemistry pro-gram.
As Breckenridge explained, the tra-ditional methods for monitoring metal-oxide transport include millipore pads, ion-exchange columns, atomic absorption spectroscopy, and X-ray diffraction. All of these require manual “grab” sampling and cumbersome analysis
in the lab. Recently, Chemtrac introduced an
on-line particle counter that promises to measure metal-oxide transport in a continuous and convenient manner. The counter uses a laser diode and a detector to measure particles of the
Phosphate chemistry guidelines*
Feedwater cation conductivity Boiler-water chemistry
< 0.2 µS/cm• Specific Conductivity < 20 µS/cm• pH = 9.0-9.8• PO4 = 1 to 3 mg/L
0.2 to 0.5 µS/cm• Specific Conductivity = 20-40 µS/cm• pH = 9.0 to 9.9• PO4 = 2 to 6 mg/L
> 0.5 µS/cm• Specific Conductivity > 40 µS/cm• pH = 9.1 to 10.1• PO4 = 2 to 10 mg/L
*Extracted from ALSTOM Power Boilers, 2006
3. The best feedwater treatment for each plant depends on the chemical’s basicity—the amount of pH increase per amount of chemical injected—and its volatility—the fraction of the chemical that goes into the steam as it boils, or remains in the steam as it condenses
Am
ine
pro
duc
t, p
pm
16
14
12
10
8
6
4
2
0
Condensate/feedwater pH8.5 8.6 8.7 8.8 8.9 9.0 9.1 9.2 9.3 9.4 9.5 9.6
Methoxypropylamine (MOPA) 100%
Ammonia 100%
Morpholine 100%
Cyclohexylamine 100%Ethanolamine 100%

COMBINED CYCLE Journal, First Quarter 2007 49
specific size of interest—from 2 to 100 microns in diameter (Fig 4). Arizona Public Service Co currently is using the Chemtrac counter for metal-oxide measurement, and is gathering data on its effectiveness. Watch for results to be discussed at future HRSG User’s Group events.
Day Two: Outage-maintenance best practicesThe HRSG User’s Group devoted the second day of its Steam Plant Work-shop to maintenance tasks that users often encounter during a scheduled outage. Kaye Emmons, plant engi-neer, Chehalis Power Generating LLC, Chehalis, Wash, opened the day with a presentation titled “Cold-End Corrosion: Causes and Cures.”
The Chehalis station comprises two dual-fueled GE 7FA gas turbines, two triple-pressure, reheat HRSGs manu-factured by Doosan Heavy Industries & Construction Co (South Korea), and one Alstom STF20C steam turbine. Commissioned in 2003, the station—like many combined-cycle plants these days—has been dispatched off-line for significant periods. Its average capac-ity factor for 2004-2005 was approxi-mately 52%, Emmons reported, a stat that helps explain the cold-end corro-sion Chehalis experienced.
First indications of a corrosion prob-lem were rust spots on the roof of the turbine building, on much of the gal-
vanized structural steel at the site, on top of the high-pressure steam drum, and all over the top sections of the HRSGs. “Basically, we were seeing rust anywhere there was a horizontal, flat surface,” Emmons said.
Initially, the observations pro-duced no real sense of urgency, but then other signs of trouble surfaced. For example, the HRSG casing liners began to show damage during out-age inspections, and rust spots were noticed on a neighboring facility’s roof and on its manufactured products. The spots seemed to appear after each powerplant startup. Rust flakes also were appearing on employees’ vehicles in the plant’s parking lot. In addition, backpressure on the operating gas turbines began to climb.
Causes. By this point, it was clear that significant gas-side corrosion was occurring in the cold end of the HRSGs, particularly during off-line periods, and the resulting corrosion products were getting blown out of the stack during subsequent startups (Fig 5). Before Emmons and her teammates could start correcting the problem, they had to understand its causes.
Because Chehalis is a duel-fueled plant, sulfur was one potential culprit.
Laser diode Detector
1 @ 3 microns2 @ 1 micron
4. New on-line particle counter offers a way to measure metal-oxide transport in your steam/water circuits, in a continuous and more convenient manner than traditional grab sampling and laboratory analysis
Che
mtr
ac S
yste
ms
Inc
Videoscopes for keeping your equipmentrunning longer between teardowns
The RVI Technology Leaders
Find out how effective IPLEX can be for your inspection applications! Call (866)642-4725 or visit www.olympusindustrial.com
OLYMPUS INDUSTRIAL AMERICA One Corporate Drive • Orangeburg • New York 10962
Shortening theLearning Curve
By designing easy-to-use videoscopes,new inspectors can become skilled,qualified borescope inspectors in amuch shorter time period. With IPLEXVideoscope features such as remotecontrols with one-touch access to menufunctions and an intuitive software inter-face, inspectors can quickly learn to usea new scope and concentrate their timeon developing the intuition to identifysymptoms of critical failures and otherdamage indicators.
Seeing theEarly-Warning Indicators
Early detection is the key to preventingfailures that result in very costly outagesand downtime. In order to identifydamage in the early stages, IPLEXVideoscopes are designed with optimizedoptical systems, high quality lens systemsand advanced image processing thatdelivers the image quality necessary todetect small indicators of potential failures.With early identification of failure symp-toms, a plant manager can plan for repairsrather than react to failures—thus greatlyreducing overall maintenance costs.
Durability,24/7 Reliability
The inspector’s borescope can be theirmost important tool for performing timely,accurate and reliable turbine assess-ments. IPLEX Videoscopes feature adurable insertion tube, winding storagereel and rugged enclosure designed toextend the videoscope lifetime, providefor safe, clean storage of the owner’sinvestment and reduce the overall costof ownership — resulting in the mostdurable and reliable tool for borescopeinspections.
Meeting an industry’s needs through innovationFor over 39 years, the Olympus Corporation focused its technological advancements to support theincreasing demands and growing requirements of the borescope inspector. Within the Power-Genindustry, inspectors have identified three key criteria that have become the core of the Olympus RVInew product development standards.
27484_CombCycle_Ad.qxd 2/9/07 3:30 PM Page 1

50 COMBINED CYCLE Journal, First Quarter 2007
HEAT-RECOVERY STEAM GENERATORS
But other than a short run on liquid fuel during commissioning, the plant had fired only pipeline-quality natu-ral gas, so sulfur seemed an unlikely cause at first glance. Closer examina-tion, however, revealed that pipeline natural gas in western Washington had been running about 20 times more sulfur than gas in the rest of the US pipeline system. Sulfur content aver-aged between 20 and 30 ppm in 2006, Emmons reported, and was measured as high as 60 ppm in May of that year. The regulatory limit is just over 15 ppm sulfur.
Emmons next looked to determine if the stack conditions were allowing sulfuric acid (H2SO4) to form. She understood that if the flue-gas tem-perature falls below the acid dew-point, you will begin condensing acid out of the flue gas, thereby creating a destructive acid mist.
However, Emmons discovered that determining a specific stack’s exact acid dewpoint is quite challenging. First, there is a lack of confidence in the total sulfur measurement of the natural gas, as well as in the test methods for sulfuric acid in flue gas. On-line or portable acid dewpoint ana-lyzers are not believed to be accurate at low levels of sulfur.
In addition, ammonia from the plant’s SCR system interferes with the usual, EPA-approved method of H2SO4 analysis. Ultimately, Emmons estimated the sulfuric acid dewpoint to be between 150F and 200F, depend-ing on the amount of sulfur in fuel and the amount of SO3 formed, and initiated actions to keep flue-gas tem-peratures above that range.
Yet another potential culprit at Chehalis was humidity in the ambi-ent air, coupled with its extended shutdown periods and a lack of stack damper. As Emmons explained, dur-ing outage periods the stack-effect draws large amounts of humid air through the HRSG, causing moisture to collect on cold, carbon-steel sur-faces. The phenomenon is referred to as “off-line corrosion,” and it can affect steam plants that sit idle for extended periods of time—such as combined-cycle plants that have been dispatched at low capacity factors.
In North America, HRSGs tend to sit idle more frequently during the fall and spring, which also coincide with wetter weather, increasing the potential for off-line corrosion. Rain-water and humidity entering through an open stack or through leaking roof-casing pipe penetrations help drive the corrosion process. HRSGs that have SCRs and experience ammonia salt deposits on the tubes—Chehalis fits right into this category, too—are
particularly vulnerable to off-line cor-rosion. Ammonia salts are capable of absorbing moisture from the atmo-sphere, so they will become moist over time. When the salts become moist, they turn acidic, accelerating corro-sion.
Cures. With causes understood, Emmons and her teammates began the cures. To address the sulfur in the fuel, they investigated the options and solicited bids for on-site sulfur-scrub-bing equipment. Installation of the scrubbers currently is underway.
To further inhibit the formation of sulfuric acid in the flue gas, Chehalis increased the operating temperature of its low-pressure (LP) economizer. This required replacement of the origi-nal recirculation pump, installation of an economizer bypass control valve, and changes in operating procedures to enable heat-up of the LP econo-mizer during each startup and before each shutdown. The revised operating procedures also postpone startups, when it’s feasible to do so, if the wind direction will send corrosion products toward neighboring facilities.
To combat the off-line corrosion, Chehalis is retrofitting a remote-con-trolled, safety-interlocked, four-louver stack damper, as well as a regenera-tive desiccant-type dehumidifier, on each unit. Together, the equipment should keep gas-side components dry during the plant’s frequent and long shutdown periods.
Additionally, plant personnel increased the frequency and scope of their gas-side cleaning program dur-ing outages. For example, they began opening, inspecting, and sweeping out solids during any shutdown that was long enough to cool off the HRSG. They also conducted extensive clean-ing of the tube bundles, using a variety of techniques over a period of time.
Multiple efforts were required because the HRSG configuration proved difficult to clean. In the LP economizer, there are 14 rows of 84 tubes each, measuring roughly 25 ft wide and almost 60 ft tall. Total surface area of the tubes alone—not counting the fins—is over 27,000 sq ft, Emmons calculated.
To start the daunting cleaning task, a contractor was hired to con-duct CO2 blasting. But this technique proved effective only on the leading one or two rows in each tube bundle. It also was expensive, Emmons pointed out, at a cost exceeding $300,000 for the cleaning of three tubesheet faces in each HRSG (both sides of the LP economizer, and the downstream side of the LP evaporator).
Next, the plant tried washing with high-pressure, high-pH water. This proved more effective than the CO2 pellets, but disadvantages included the large volumes of wastewater and sludge that required disposal, and the risk of causing yet more corrosion in the HRSG from wetted surfaces and standing water. After its first water wash, Emmons noticed that the back-pressure on the gas turbines had actu-ally gotten worse.
Using a borescope, engineers assessed the condition of the inte-rior of the tube bank, and found that the water had penetrated only about the first five rows on either side of the bundle. “We felt that this clean-ing method had the potential to push more solids into the center rows, and also to collect precipitated solids from super-saturated cleaning water on the ‘dirty’ tube rows,” Emmons explained (Fig 6).
Finally, plant personnel tried air lancing to remove the stubborn depos-its, and this proved most successful at reducing the gas-turbine backpres-sure. This was a low-cost, relatively convenient task, because it could be done with in-house personnel and a rented air compressor. Emmons cau-tions that air lancing, by itself, may not have been as effective. At Chehalis, it was done only after CO2 blasting and extended water washing had already been conducted.
Safeguarding SCRsAnother maintenance-focused presen-tation at was delivered by Michael Stockstad, environmental manager, New York Power Authority (NYPA), the nation’s largest state-owned power producer, based in White Plains, NY. Stockstad’s topic: selective catalytic reduction (SCR) systems.
In combined-cycle/cogen plants fir-ing natural gas, SCR service life can
Che
halis
Pow
er G
ener
atin
g LL
C
5. Cold-end corrosion in an HRSG can be so severe that rust particulates blow out of the stack during plant startups. Aggressive action by plant personnel and suppliers resolved the problem at this site

COMBINED CYCLE Journal, First Quarter 2007 51
be expected to reach 10 years or more, with few O&M headaches. However, problems occasionally can be encoun-tered, and when they are, they can be serious. NYPA, Stockstad explained, had 11 units that suffered severe cata-lyst degradation during their first 1500 hours of operation. In response, NYPA became part of an informal working group with approximately 50 other users, intent on studying and resolving the issues.
For starters, the group learned that sufficient quantity of the catalyst—in terms of surface area of the reactive substance—must be installed during initial plant construction. The group also learned the details of catalyst-deterioration mechanisms—such as thermal sintering, liquid contact, foul-ing, and poisoning. The long list of potential poisons that HRSG users need to beware of include particulates, sulfur, ammonia-sulfur compounds, sodium, vanadium, chromium, and silica.
To detect fouling or poisoning, the catalyst must be routinely sam-pled during plant outages, Stockstad explained. He recommended sampling even prior to first fire of the gas tur-bine, to establish each unit’s baseline. After that, your sampling frequency should be based on emissions trends, expected service life, and operating conditions. Cycling plants might want
to sample more frequently—in terms of operating hours—than baseload units; dual-fueled units should sample more frequently than those firing only natural gas.
When samples are extracted, Stock-stad said, be sure to record operating hours of the unit, and for each sample its location, direction of exhaust-gas flow, and front/back faces. An effec-tive sampling program will identify the rate of decay of each catalyst, enabling you, in most cases, to replace the material before you exceed emis-sions limits.
If your SCR is prematurely caus-ing you to exceed limits, you need to
investigate all of the potential cata-lyst-deterioration mechanisms. But the catalyst is only one component in an overall emissions-control system, Stockstad emphasized; therefore all other components should be investi-gated as well. For example, the ammo-nia injection may be faulty.
Real-life problems that Stockstad discussed include low-quality ammo-nia delivered by the supplier, con-tamination of the ammonia during on loading or injection, improper con-figuration or tuning of the ammonia-injection grid, and incorrect ammonia temperature.
Another component in the overall
Clean exterior tube Row-3 tube, still fairly clean
Farther into the tubebundle, deposits
become prominent
Nearly impenetrabledeposits near center
of tube bundle
Che
halis
Pow
er G
ener
atin
g LL
C
6. Gas-side tube cleaning may require several attempts using several technolo-gies. CO2 blasting did an excellent job on the first few rows (far left), but bore-scopic inspection showed that deposits were not removed from tubes deeper in the bundle. A combination of washing with high-pH water and air lancing was needed to clean the heavy deposits at the center of the tube bundle (far right)

52 COMBINED CYCLE Journal, First Quarter 2007
HEAT-RECOVERY STEAM GENERATORS
SCR system is the exhaust gas flowing through the catalyst. Stockstad asked: Are the exhaust-gas constituents as designed? What are its temperature, velocity, and distribution character-istics? Is exhaust gas leaking around catalyst modules or in between the individual catalyst bricks (Fig 7)? Any of these variables can cause your SCR performance to drop, and your emis-sions to soar. Best way to monitor these problems is with a thorough HRSG inspection during major plant outages.
Mandated: FAC surveysAnother task that HRSG users can encounter during a major outage is conducting an FAC survey. Steve Gressler, senior associate, Struc-tural Integrity Associates Inc, Silver Springs, Md, addressed how to plan and execute the task.
For California plants, an FAC sur-vey is now a legal requirement, man-dated by the Public Utility Commis-sion’s General Order 167, adopted in 2004. For plants in other US states, an FAC survey is strongly recom-mended by the Occupational Safety and Health Administration (OSHA), in its Hazard Information Bulletin dated Oct 31, 1996. And for any steam plant located anywhere in the world, an FAC survey is no doubt an industry “best practice.” That’s because FAC, which causes internal, localized thin-ning of pipe walls, is a dangerous and unseen failure mechanism. It has led to many sudden, catastrophic failures of pipes, numerous personnel injuries, and multiple deaths of powerplant workers.
A properly implemented FAC sur-vey, Gressler pointed out, “begins at the top,” with a corporate commitment to safety. The best power producers put that commitment in writing, he said, and authorize the personnel and
financial resources to make safety a reality. This includes the funding of qualified contractors, as well as the approval of extra time in the out-age schedule to conduct the survey. There’s greater value in doing a thor-ough examination of a few high-risk components, he emphasized, than in doing superficial spot-checks on many random locations.
Once the funding and scheduling are in place, Gressler recommended you move to a detailed engineering review that identifies the susceptible components specific to your plant. Initially, all systems made of carbon or low-alloy steel containing flowing water or wet steam should be consid-ered susceptible to FAC.
From this inclusive list, you can rule-out specific systems and compo-nents based on their as-built design and operating environment. After compiling your susceptibility list, you can prioritize the components in terms of risk, and even pinpoint the more vulnerable locations within individual components.
At these locations, nondestructive examination (NDE) tools are used to conduct screening examinations. They help narrow down the list of sites requiring the most comprehensive tests, minimizing overall survey costs. Screening tools that Gressler and his colleagues use include pulsed eddy-current testing, digital radiography, and a newer form of ultrasonic testing (UT) known as long-range guided-wave UT. The latter can scan hun-dreds of feet of piping from a single location, with minimal removal of pipe insulation.
Finally, armed with the results of the screening tests, very detailed, manual wall-thickness mapping is conducted on the most vulnerable sites. This requires the removal of thermal insulation from each site, and measurement of remaining wall thickness via manual UT. Because of the localized nature of FAC, the manual UT readings must be taken on a repeatable, closely spaced grid, which is painted on the outer surface of the target component (Fig 8). In total, wall-thickness mapping is a very time- and labor-intensive process, but one that must be conducted if the FAC survey is to provide reliable results.
Even if your FAC survey finds little damage, and wall thicknesses remain-ing above the Code-mandated mini-mums, your work is not over, Gressler advised. Your survey data should be plugged into predictive engineering models that will forecast future wall thicknesses, enabling you to sched-ule your next FAC survey, consider changes to your chemistry program, and plan material replacements long before pipe walls reach dangerous levels of thinning.
Ounce of prevention, pound of cure. While Gressler addressed the monitoring of FAC, he was quick to point out that all HRSG users should have a two-pronged approach to the failure mechanism—monitoring of the damage and minimization of the underlying corrosion mechanism.
Minimization can only be accom-plished, he affirmed, through the strict control of boiler water and feedwa-ter chemistry. Thus, the Steam Plant Workshop was brought full circle, with the second day’s focus on outage main-tenance directly tied to the first day’s focus on water treatment. ccj
7. Leakage around catalyst modules (left, center) or between individual bricks within a module (right) will allow unconverted exhaust gas to bypass the SCR, sending overall NOx emissions higher. Tracking of emissions levels versus ammo-nia consumption, and thorough inspections during outages will ward off trouble
New
Yor
k P
ower
Aut
horit
y
8. While screening tools can narrow the number of high-risk sites, only wall-thickness mapping at each site will give you an accurate picture of FAC damage. The mapping process requires removal of thermal insulation, painting of a closely spaced grid, and numerous measurements of actual wall thicknesses using manual ultra-sonic testing