Embed Size (px)
DESCRIPTION
Column & Vessel_NS
Citation preview

Process Design & Engg Cell
1
Process Design basics of Column
andPressure Vessel
N ShaikhManagerProcess Design Engineering CellIOCL-RHQ

Process Design & Engg Cell
2Process Design Basics of Column
Process Design Basics of
Column

Process Design & Engg CellThe First Distillation Still
Process Design Basics of Column
The First Distillation Still used in Digboi
???

Process Design & Engg CellDistillation History
Process Design Basics of Column
Early distillation consisted of simple batch stills to produce ethanol. Crude ethanol was placed in a still and heated, and the vapor drawn from the still was condensed for consumption.
Lamp oil was later produced using the same method, with crude oil heated in batch stills.

Process Design & Engg CellDistillation History
Process Design Basics of Column
The next progression in the history of distillation was to continually feed the still and recover the light product
Furnace Condenser
Batch Still Distillation Process

Process Design & Engg CellDistillation History
Process Design Basics of Column
Further advancements include placing the stills in series and interchanging the vapor and liquid from each still to improve recovery. This was the first type of counter-current distillation column that we have today
Still Distillation in Series

Process Design & Engg CellDistillation – Fractionation
Fractional distillation is the separation of a mixture into its component parts, or fractions, such as in separating chemical compounds by their boiling point by heating them to a temperature at which several fractions of the compound will vaporize.
Fractional distillation in a laboratory makes use of common laboratory glassware and apparatuses, typically including a Bunsen burner, a round-bottomed flask and a condenser, as well as the single-purpose fractionating column.
Process Design Basics of Column

Process Design & Engg CellDistillation vs Other Processes
Process Design Basics of Column
Distillation is by far the most important separation process in the petroleum and chemical industries. It is the separation of key components in a mixture by the difference in their relative volatility, or boiling points. It is also known as fractional distillation or fractionation.
Distillation can consume more than 50% of a plant’s operating energy cost.
Alternatives to distillation process : Solvent extraction, membrane separation or adsorption process. These processes often have higher investment costs. Therefore, distillation remains the main choice in the industry, especially in large-scale applications.

Process Design & Engg CellDistillation Processes- Types
Process Design Basics of Column
Variations appear due to difficulty in separation when the physical properties of the components in a mixture are very close to one another, such as an azeotropic mixture.
Fractional Distillation
Extractive Distillation
Reactive Distillation

Process Design & Engg CellDistillation Processes- Types
Process Design Basics of Column
Fractional Distillation:
It is the separation of key components in a mixture by the difference in their relative volatility, or boiling points.

Process Design & Engg CellDistillation Processes- Types
Process Design Basics of Column
Extractive DistillationAn external solvent is added
to the system to increase the separation.
The external solvent changes the relative volatility between two ‘close’ components by extracting one of the components, forming a ternary mixture with different properties.
The solvent is recycled into the system after the extracted component is separated from it.

Process Design & Engg CellDistillation Processes- Types
Process Design Basics of Column
Extractive DistillationAn external solvent is added
to the system to increase the separation.
The external solvent changes the relative volatility between two ‘close’ components by extracting one of the components, forming a ternary mixture with different properties.
The solvent is recycled into the system after the extracted component is separated from it.

Process Design & Engg CellDistillation Processes- Types
Process Design Basics of Column
Reactive Distillation
A distillation column may also have a catalyst bed and reaction occurring in it. This type of column is called a reactive distillation column. The targeted component reacts when it is in contact with the catalyst, thereby separated from the rest of the components in the mixture.

Process Design & Engg CellDistillation Processes- Types
Process Design Basics of Column
Reactive Distillation
A distillation column may also have a catalyst bed and reaction occurring in it. This type of column is called a reactive distillation column. The targeted component reacts when it is in contact with the catalyst, thereby separated from the rest of the components in the mixture.

Process Design & Engg CellDistillation Processes- Types
Process Design Basics of Column
Reactive Distillation

Process Design & Engg CellIndustrial distillation

Process Design & Engg CellIndustrial distillation
Distillation is the most common form of separation technology used in petroleum refineries, petrochemical and chemical plants, natural gas processing and cryogenic air separation plants.
Industrial distillation is typically performed in large, vertical Cylindrical columns known as "distillation or fractionation towers" or "distillation columns" with diameters ranging from about 65 centimeters to 6 meters and heights ranging from about 6 meters to 60 meters or more.
Process Design Basics of Column

Process Design & Engg CellDistillation Column/Fractionator
Process Design Basics of Column

Process Design & Engg CellDistillation Column Internals
Process Design Basics of Column
Critera of Distillation Column internals :
To provide better mass and heat transfers between the liquid and vapor phases in the column.
Include trays, packings, distributors and redistributors, baffles and etc.
Promote an intimate contact between both Liq and Vap phases.
The type of internals selected would determine the height and diameter of a column for a specified duty because different designs have various capacities and efficiencies.

Process Design & Engg Cell
Process Design Basics of Column
Column internals:
Two main types
Trays
Sieve Bubble Cap Valve Trays
Packing
Random : Rings, saddles Structure
Distillation Column Internals

Process Design & Engg Cell
Feed : Liquid Vapor Mixture of vapor-liquid
The vapor phase that travels up the column is in contact with the liquid phase that travels down.
Distillation Column Internals
Process Design Basics of Column

Process Design & Engg Cell
Vap- Liq pathways inside the column :
The vapor phase that travels up the column is in contact with the liquid phase that travels down.
Distillation Column Internals
Process Design Basics of Column

Process Design & Engg CellDistillation Column Internals
Column distillation is divided two stages :
Rectifying stages
Striping stages
Process Design Basics of Column

Process Design & Engg Cell
Rectifying Stages
The process above the feed tray is known as rectification.
Vapor phase is continually enriched in the light components which will finally make up the overhead product.
A liquid recycle condenses the less volatile components from rising vapor.
To generate the liquid recycle, cooling is applied to condense a portion of the overhead vapor and termed as reflux.
Distillation Column Internals
Process Design Basics of Column

Process Design & Engg Cell
Stripping Stages
The process below the feed tray is known as stripping
Heavier components are being stripped off and concentrated in the liquid phase to form the bottom product.
At the top of the column, vapor enters the condenser where heat is removed.
Some liquid is returned to the column as reflux to limit the loss of heavy components overhead.
Distillation Column Internals
Process Design Basics of Column

Process Design & Engg Cell
CondenserTotal Condenser
All vapors leaving the top of the column is condensed to liquid so that the reflux stream and overhead product have the same composition.
Partial CondenserIn a partial condenser , only a portion of the vapor entering the condenser is condensed to liquid. Condensed liquid is refluxed into the column and the overhead product drawn is in the vapor form.
In many cases only part of the condensed liquid is refluxed. In these cases, there will be two overhead products, one a liquid with the same composition as the reflux stream while the other is a vapor product that is in equilibrium with the liquid reflux.
Distillation Column Overhead

Process Design & Engg Cell
CondenserTotal Condenser
All vapors leaving the top of the column is condensed to liquid so that the reflux stream and overhead product have the same composition.
Partial CondenserIn a partial condenser , only a portion of the vapor entering the condenser is condensed to liquid. Condensed liquid is refluxed into the column and the overhead product drawn is in the vapor form.
In many cases only part of the condensed liquid is refluxed. In these cases, there will be two overhead products, one a liquid with the same composition as the reflux stream while the other is a vapor product that is in equilibrium with the liquid reflux.
Total Condenser
Partial Condenser
Distillation Column Overhead

Process Design & Engg Cell
Process Design Basics of Column
Distillation Column
Tray ColumnBubble
Cap Tray
Sieve Deck Tray
Dual Flow Tray
Valve Tray
Baffle Tray
Shed Decks Tray
Side to Side Tray
Disk and Donuts Tray
Packed ColumnRandom Packed Column
Structured Packed Column
Grid Packed Column
Distillation Column Internals

Process Design & Engg CellDistillation Column Internals
Process Design Basics of Column
Tray Column
Utilize a pressure and temperature differential to separate the products.
For most tray columns, the weir holds a liquid level of each tray. Liquid enters from the down-comer of the tray above.
The vapor must overcome this liquid head to move up the column.
On the tray the vapor and liquid are contacted becomes bubble or froth where the mass transfer takes place and then above the tray they are separated where froth flows over the outlet weir and vapor with the light volatile compound is disengaged.

Process Design & Engg CellDistillation Column Internals
Process Design Basics of Column
Tray Column-advantages
Tray column performs well in high liquid and vapor loading.
Tray have higher pressure drop than packed.
Tray also have high resistance to corrosion.
Tray Column-TypesFive major types of tray column :
• Bubble Cap• Sieve• Dual Flow• Valve• Baffle
Shed Deck, Side to Side, Disk and donuts

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Bubble Cap Tray
A bubble cap tray is perforated flat which has a riser (chimney) for each hole cover with a cap mounted.
Equipped with slots to allow the passage of vapor then the vapor will contact with liquid forming bubble on the next tray.
It is able to operate at low vapor and liquid rates (less than 2 gpm per foot of average of flow width).

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Bubble Cap Tray
A bubble cap tray is perforated flat which has a riser (chimney) for each hole cover with a cap mounted.
Equipped with slots to allow the passage of vapor then the vapor will contact with liquid forming bubble on the next tray.
It is able to operate at low vapor and liquid rates (less than 2 gpm per foot of average of flow width).

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Bubble Cap Tray
A bubble cap tray is perforated flat which has a riser (chimney) for each hole cover with a cap mounted.
Equipped with slots to allow the passage of vapor then the vapor will contact with liquid forming bubble on the next tray.
It is able to operate at low vapor and liquid rates (less than 2 gpm per foot of average of flow width).

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Sieve Deck TraySieve deck tray is perforated plate with
holes punched into the plate usually has holes 3/16” to 1” diameter.
Vapor comes out from the holes to give a multi orifice effect.
The vapor velocity keeps the liquid from flowing down through the holes (weeping).
The number and hole size are based on vapor flow up the tower.
The liquid flow is transported down the tower by down-comers, a dam and overflow device on the side on the plate.
Sieve deck tray has a minimum capacity approximately 70%

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Sieve Deck TraySieve deck tray is perforated plate with
holes punched into the plate usually has holes 3/16” to 1” diameter.
Vapor comes out from the holes to give a multi orifice effect.
The vapor velocity keeps the liquid from flowing down through the holes (weeping).
The number and hole size are based on vapor flow up the tower.
The liquid flow is transported down the tower by down-comers, a dam and overflow device on the side on the plate.
Sieve deck tray has a minimum capacity approximately 70%

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Dual flow trayDual flow is a sieve tray without down comer. The term dual flow comes from the
countercurrent flow of the vapor and liquid through the perforations.
Vapor move up to the tray above through the hole while the liquid turn down in the same hole that result mal distribution and low efficiency.
Typical perforation sizes range between 1/2” and 1” in diameter.
Dual flow trays best suit systems containing a moderate to high solids content or polymerizable compounds.
High open area dual flow trays have a higher capacity and lower pressure drop than comparably spaced fractionation trays.

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Valve TrayValve Tray is using valve which is rise as
vapor rate increase and then reduce as vapor rate fails.
This stop the liquid from weeping.
Valve can be round or rectangular, with or without caging structured.
Valve disk rise as vapor rate increase.
Valve tray has minimum capacity approximately 60%.

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Valve TrayValve Tray is using valve which is rise
as vapor rate increase and then reduce as vapor rate fails.
This stop the liquid from weeping.
Valve can be round or rectangular, with or without caging structured.
Valve disk rise as vapor rate increase.
Valve tray has minimum capacity approximately 60%.

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Baffle TrayBaffle trays are trays of low fouling po
tential, with low efficiency. They have open areas approaching 50%
where a high efficiency tray will have an open area of less than 15%.
The down-comers require a disengaging area to separate the liquid from the vapor.
This area requires a minimum distance that normally sets the tray spacing.
The liquid is required to travel across the deck to the next down-comer.
Baffle tray has three types:Shed Decks TraysSide to Side TraysDisk and Donuts Trays

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Baffle TrayBecause of their open design, baffle trays are
used in applications requiring high capacity, fouling resistance and low pressure drop.
Vapor-liquid contacting takes place when the vapor passes through a curtain of liquid falling between trays, or through rivulets of liquid flowing through tray deck perforations.
Tray decks may be level or slightly inclined and typically occupy 40-60% of the tower cross-sectional area. “.
Baffle trays are well suited for heat transfer applications including heavy oil refining and petrochemical oil refining and petrochemical heat transfer services with high solids or petroleum coke content.

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Baffle TraySide to side baffle trays
Side-to-side trays are trays that allow the liquid to splash from side to side.
The decks can be sloped.
Fouling potential of this tray is low, as with efficiency.

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Baffle TrayDisk and donut trays
Disk and donut trays are slightly sloped trays that allow the liquid to splash from inner circle ring to outer circle ring.
Fouling potential of this tray is low along with the efficiency.

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Schematic of a disk and donut baffle tray column for use as a steam condenser
Baffle TrayDisk and donut trays
Disk and donut trays are slightly sloped trays that allow the liquid to splash from inner circle ring to outer circle ring.
Fouling potential of this tray is low along with the efficiency.

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Baffle TrayDisk and donut trays
Disk and donut trays are slightly sloped trays that allow the liquid to splash from inner circle ring to outer circle ring.
Fouling potential of this tray is low along with the efficiency.

Process Design & Engg CellDistillation Column Tray
Process Design Basics of Column
Baffle TrayShed Decks trays
Shed decks are essentially angle iron beams of various sizes from two to ten inches that are placed in rows across the column.
They typically are at on 24 inch tray spacing.
They may be set in overlapping rows or rotated 90 degrees from tray to tray.

Process Design & Engg CellDistillation Column with packing
Process Design Basics of Column
Packed ColumnPacked column utilize packing to contact between
the phases (liquid-vapor) on the surface. A major advantage to packed columns
is the reduction in pressure across the column. Typically the column pressure drop for a packed column is less than that of a trayed column because of the percent open area.
Typical percent open area of a trayed column is 8 to 15%, whereas a packed column can approach 50%.
Packed column is advantageous than tray for reduced foaming since generates thin films instead of fine droplets for mass and heat transfer.
Packed column is divided by Random, Structured and Grid Packed Columns
Schematic diagram of a typical packed bed absorption column

Process Design & Engg CellDistillation Column with packing
Process Design Basics of Column
Packed Column—random packing
Random packing is packing of specific geometrical shapes which are dumped into the tower and orient themselves randomly.
Random packing has more risk than structured packing and less ability to handle maldistributed liquid.

Process Design & Engg CellDistillation Column with packing
Process Design Basics of Column
Packed Column-structured packing
Structure Packed column is crimped layers or corrugated sheets which is stacked in the column.
Each layer is oriented at 70° to 90° to the layer below.
Structured packed offers 30% capacities higher than random packed for equal efficiency up to 50% higher at the same capacity.

Process Design & Engg CellDistillation Column with packing
Process Design Basics of Column
Packed Column-Grid packing
Grid packed column is systematically arranged packing use an open-lattice structure.
This device is composed of panels that promote mass transfer and enhance entrainment removal.
They have high open area, resulting in high capacity, low pressure drop, and high tolerance to fouling.

Process Design & Engg CellDistillation Column Design
Process Design Basics of Column
General Considerations
A tower design is normally divided into two main steps a process design followed by a mechanical design.
The purpose of the process design is to calculate the number of required theoretical stages, column diameter and tower height.
On the other hand, the mechanical design focuses on the tower internals and heat exchanger arrangements.

Process Design & Engg CellDistillation Column Design
Process Design Basics of Column
Steps :Determine the separation sequences, which depends on the relative volatility
and concentration of each component in the feed
Performing a material balance for the column
Determining the tower operating pressure (and/or temperature)
Calculating the minimum number of theoretical stages using the Fenske equation
Calculating the minimum reflux rate using the Underwood equations
Determining the operating reflux rate and number of theoretical stages
Selection of column internals (tray or packings)
Calculating the tower diameter and height

Process Design & Engg CellDistillation Column Design
Process Design Basics of Column
The Selection of Column Internals :The selection of column internals has a big impact on the column
performance and the maintenance cost of a distillation tower.
There are several choices of column internals and the two major categories are trays and packing. The choice of which to utilize depends on the
PressureFouling potentialLiquid to vapor density ratioLiquid LoadingLife Cycle Cost

Process Design & Engg CellDistillation Column Design
Process Design Basics of Column
Criteria for Tray Column

Process Design & Engg CellDistillation Column Design
Process Design Basics of Column
Criteria for Packed Column

Process Design & Engg CellDistillation Column Design
Process Design Basics of Column
Important Thumb rule :Tower operating pressure is determined most often by the temperature of the
available cooling medium in the condenser or by the maximum allowable reboiler temperature.
Economically optimum reflux ratio is about 120% to 150% of the minimum reflux ratio.
The economically optimum number of stages is about 200% of the minimum value.
A safety factor of at least 25% about the reflux should be utilized for the reflux pumps.
Reflux drums are almost always horizontally mounted and designed for a 5 min holdup at half of the drum's capacity.

Process Design & Engg CellDistillation Column Design
Process Design Basics of Column
Important Thumb rule :Limit tower heights to 175 ft (53 m) due to wind load and foundation
considerations.
The Length/Diameter ratio of a tower should be no more than 30 and preferably below 20.
A rough estimate of reboiler duty as a function of tower diameter is given by:
Q = 0.5 D2 for pressure distillationQ = 0.3 D2 for atmospheric distillationQ = 0.15 D2 for vacuum distillationWhere,Q : Energy in Million Btu/hrD : Tower diameter in feet.

Process Design & Engg CellDistillation Column Design
Process Design Basics of Column
Important Thumb rule :Overall column height depends on tray spacing. Tray spacing should from 18“ to 24“
(ease of maintenance to be kept in mind).
For tower dia > 4 ft, Tray spacing ~ 24 “ and for tower dia < 4 ft, Tray spacing is ~18”.
Peak tray efficiencies usually occur at linear vapor velocities of 2 ft/s (0.6 m/s) at moderate pressures, or 6 ft/s (1.8 m/s) under vacuum conditions.
A typical pressure drop per tray is 0.1 psi (0.007 bar).
Tray efficiencies for aqueous solutions are usually in the range of 60-90% while gas absorption and stripping typically have efficiencies closer to 10-20%

Process Design & Engg Cell
58
Process Design Basics of
Pressure Vessel

Process Design & Engg Cell
59
Process Vessel --- why required???
Hold up time of fluid
Phase-Separation-separation between various phases of mixed process stream
a. Liquid-Liquidb. Vapor-Liquid
c. Vapor-Liquid-Liquid
Process Design Basics of Pressure Vessel
Process Vessel are necessary for providing:

Process Design & Engg Cell
60
Process Vessel --- types ???
Vertical
a.Knockout drums (except flare knockout drums) b.Flash drums c.Blowdown drums d.Driers
Horizontal
a. Distillate drums – reflux vesselsb. Surge vesselsc. Steam drums d.Settling drumse.Flare knockout drums
Process Design Basics of Pressure Vessel
Process Vessel can be classfied as :

Process Design & Engg Cell
61
Advantages of a vertical vessel are:
A smaller plot area is required (critical on offshore platforms)
Large Vapor throughput with small liquid hold up
Generally the vessel volume is smaller
Advantages of a horizontal vessel are:
It is easier to accommodate large liquid flow
Less head room is required
The downward liquid velocity is lower, resulting in improved de-gassing
and foam breakdown
Additional to vapor / liquid separation also a liquid / liquid separation can
be achieved (e.g. by installing a boot).
Vertical vs. Horizontal Vessels
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
62
Application Preferred OrientationReactor Effluent Separator (V/L)
Vertical
Reactor Effluent Separator (V/L/L)
Horizontal
Reflux Accumulator Horizontal
Compressor KO Drum Vertical
Fuel Gas KO Drum Vertical
Flare KO Drum Horizontal
Condensate Flash Drum Vertical
The preferred orientation for a number of typical vapor / liquid separators
Vertical vs. Horizontal Vessels--services

Process Design & Engg Cell
63
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
64
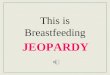
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel
N6
MINN3
MIN
MIN
`
6 Inch (min)
VO
RT
EX
BR
EK
ER
N4
N7
5 ft
N1
3AN
13BN
9
10+3 THK CLAD(MIN)
HIL 2 FT
NIL 1 FT
LIL 1 FT
4.16 ft
VORTEX BREKER
2:1 ELLIPSOIDAL HEAD10+3 THK CLAD (MIN.)
AFTER FORMING (TYP.)
12
165
STIFFENER RING-1 NOAT CENTER
20012
1:120
2 NOS. EARTHING LUGS
SADDLE 2 NOS.
M2
12.5
ft
N8
WEARPLATE
2:1 ELLIPSOIDAL HEAD15+3 THK CLAD (MIN.)
AFTER FORMING (TYP.)
N1
MIN
150
MM
MIN
IMU
M (H
HLL
TO
BO
TT
OM
OF
PIP
E)
900 S
HO
RT
RA
DIU
S E
LB
OW
HHLL 10 FT
HLL 9 FT
LLL 3 FT
NLL 6 FT
N2
MIN
17+
3 T
HK
CLA
D(M
IN.)M
1
M1
6
M1
1
M5
M1
0
M1
8
M17
NAMEPLATE
N12A
N14A
N12B
N14B
N15A
41.5 ft
LLLL 10 Inch
4 ft.
2 ft.

Process Design & Engg Cell
65
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
66
Major steps for Vapor/Liquid vessel sizing
Step 0: Assume L/D ratio and % vapour area
Assume L/D ratio
Assume % Vapour area from the standard
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
67
Major steps for Vapor/Liquid vessel sizing
Step 1: Calculate Minimum allowable vapor area
For both Horizontal & vertical vessels
Area =flow volume per second/ allowable velocity per second
The allowable vapor velocity (VA) is obtained by applying a factor to the critical velocity (Vc - maxm allowable design velocity).
VA = Factor x Vc
VC = 0.15
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel
1G
L

Process Design & Engg Cell
68
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel
ALLOWABLE VELOCITY FACTORS Drum Type Factor Vertical knockout drum without internals 1.0 Vertical knockout drum with baffles
1.5 Vertical knockout drums with horizontal crinkled wire mesh pad. (Pad at least 4 inches (10 centimeters) thick) 2.0 Horizontal drums (With or without crinkled wire mesh pad) 1.7

Process Design & Engg Cell
69
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel
Step 2: Calculate Liquid Space
a. Liquid Surge Volume (LLL-HLL) -- guidelines for liquid surge time
Service Surge Time, Minutes Feed to Tower or Furnace Drum Diameter, feet Below 4 20 4 to 6, inclusive 15 Above 6 10 Reflux to Tower 5 Product to Storage 2 Flow to Heat Exchanger 2 Flow to Sewer or Drain 1 In case surge must be provided for both product and reflux, the larger volume is used, not the sum of the two volumes. When the discharge rate is unimportant, a nominal surge (or holdup) time of approximately two (2) minutes is provided.

Process Design & Engg Cell
70
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel
Step 2: Calculate Liquid Space
b. Surge Volume (BTM-LLL) – Locating LLL
Without Water Settling
For guidance, the following minimum levels may be used: Horizontal drums 6 inches (15 centimeters) above bottom Vertical drums 6 inches above lower tangent line
With Water Settling Provide five (5) minutes holdup at the total hydrocarbon rate below the low liquid level for the “settling out“ of water.
In case no pot is employed, holdup for the water itself must also be provided in the bottom of the drum.

Process Design & Engg Cell
71
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel
Step 2: Calculate Liquid Space
b. Surge Volume (BTM-HLL) – Locating HLL
Following minimum distance are maintained above HLL
Horizontal Drums Minimum 20% of the drum diameter or 12 inches (30 centimeters) or clearance for feed inlet device, whichever is greater, to top of drum.
Vertical Drums 1'-0" to the bottom of the inlet arrangement (bottom of nozzle, elbow, or impingement baffle) when vapor is present. If no vapor is present, 15% of the drum diameter or 12 inches (30 centimeters) or clearance for feed inlet device, whichever is greater, to the upper tangent line

Process Design & Engg Cell
72
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel
Step 2: Calculate Liquid Space
c. Total Liquid Volume
Volume (LLL-HLL ) + Volume (BTM-LLL)
Step 3: Drum Dia and Length calculation
Lx
4
2dπ x % of Total Drum Volume Occupied by Liquid
= Total Volume of Liquid
“D” and “L” is calculated from above assuming L/D ratio

Process Design & Engg Cell
73
Length to Diameter (L/D) ratio:
Design Pressure, in Psig Length to Diameter Ratio (L/D)
50 and less 2:1 to 3:1
greater than 50 4:1 to 5:1
Note: 3.5 kg/cm2 gauge is equivalent to 50 psig
Vessels - Important guidelines
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
74
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel
Check A: Vapor Space Check
a. Check that height of Vapor area >=0.20 x Drum Dia
% of Total vapor area= (Minimum vapor area (step-1)/ Total area )x100 Height of vapor area can be calculated from the standard chart
b. Vapor space check w.r.t.feed inlet device
Take the larger height of the check “a” and “b”

Process Design & Engg Cell
75
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
76
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel
Nominal Elbow
Diameter, Inches
Vertical Drums Horizontal Drums
High Liquid Level to Nozzles Centerline, Inches
High Liquid Level to Top of Drums, Inches
ShortRadius Elbow
Long Radius Elbow
Short Radius Elbow Long Radius Elbow
Minimum Recommended Minimum Recommended
1 13 14 4 10 5 10
1 ½ 14 15 5 11 6 11
2 14 15 6 11 7 12
3 15 17 7 13 8 14
4 16 18 9 14 11 16
6 18 21 12 17 15 20
8 24 28 15 20 19 24
10 30 35 18 23 23 28
12 36 42 21 26 27 32
14 42 49 23 29 30 36
16 48 56 26 32 34 40
18 54 63 29 35 38 44
20 60 70 32 38 42 48
24 72 84 38 44 50 56
Required Distance for 900 Elbows

Process Design & Engg Cell
77
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel
Step 4: Height (BTM-LLL) calculation
Area (BTM-LLL) =Volume (BTM-LLL ) / Length
% Area (BTM-LLL) = Area (BTM-LLL) / Total Area
Height (BTM-LLL) can be calculated using the chart
Step 5: Height (BTM-HLL) calculation
Volume (BTM-HLL)= Volume (BTM-LLL ) +Volume (LLL-HLL)
Area (BTM-HLL) =Volume (BTM-HLL ) / Length
% Area ( BTM-HLL) = Area (BTM-HLL) / Total Area
Height (BTM-HLL) can be calculated using the chart

Process Design & Engg Cell
78
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel
Step 6: Locating Normal Liquid Level
NLL = (LLL+HLL)/2

Process Design & Engg Cell
79
Drum sizing- Vapor/Liq/Liq Separation
Process Design Basics of Pressure Vessel
Water Settling (Draw off Pots) --- Boot Calculation
MAXIMUM POT DIAMETER Drum Diameter Max. Pot Diameter Below 60 inches (150 centimeters) 1/2 drum diameter
60 inches and larger 1/3 drum diameter Increase the water velocity as required up to 10 inches per minute (25 centimeters per minute) to avoid exceeding these values.

Process Design & Engg Cell
80Process Design Basics of Pressure Vessel
Water Settling (Draw off Pots) --- Boot CalculationMINIMUM POT DIAMETER Drum Diameter Pot Diameter Feet Centimeters Inches Centimeters Below 5 Below 150 12 30 5 to 8 150 to 240 18 45 inclusive inclusive Above 8 Above 240 24 60 If extremely low water velocities, less than 0.10 inches per minute (0.25 centimeters per minute) are obtained with the above diameters, do not provide a pot. Instead, extend the hydrocarbon outlet above the bottom of the drum to provide disengaging.
Drum sizing- Vapor/Liq/Liq Separation

Process Design & Engg Cell
81Process Design Basics of Pressure Vessel
Water Settling (Draw off Pots) --- Boot Calculation
Step1 : Consider boot diameter as per the guideline
Step2 : Consider boot liquid hold-up time of ~ 10 mins between LIL & HIL
Step3: Calculate Length of boot
Step 4: Check Min. length of 3 ft betn. HIL & LIL for controller connection
Step5 : Keep minimum distance of 1 ft betn. LIL & BTL of Boot
Drum sizing- Vapor/Liq/Liq Separation

Process Design & Engg Cell
82
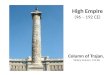
Drum sizing- Vapor/Liq/Liq Separation
Process Design Basics of Pressure Vessel
N6
MINN3
MIN
MIN
`
6 Inch (min)
VO
RT
EX
BR
EK
ER
N4
N7
5 ft
N1
3AN
13BN
9
10+3 THK CLAD(MIN)
HIL 2 FT
NIL 1 FT
LIL 1 FT
4.16 ft
VORTEX BREKER
2:1 ELLIPSOIDAL HEAD10+3 THK CLAD (MIN.)
AFTER FORMING (TYP.)
12
165
STIFFENER RING-1 NOAT CENTER
20012
1:120
2 NOS. EARTHING LUGS
SADDLE 2 NOS.
M2
12.5
ft
N8
WEARPLATE
2:1 ELLIPSOIDAL HEAD15+3 THK CLAD (MIN.)
AFTER FORMING (TYP.)
N1
MIN
150
MM
MIN
IMU
M (H
HLL
TO
BO
TT
OM
OF
PIP
E)
900 S
HO
RT
RA
DIU
S E
LB
OW
HHLL 10 FT
HLL 9 FT
LLL 3 FT
NLL 6 FT
N2
MIN
17+
3 T
HK
CLA
D(M
IN.)M
1
M1
6
M1
1
M5
M1
0
M1
8
M17
NAMEPLATE
N12A
N14A
N12B
N14B
N15A
41.5 ft
LLLL 10 Inch
4 ft.
2 ft.

Process Design & Engg Cell
83
Drum sizing- Vapor/Liq/Liq Separation
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
84
Slop for Horizontal vessel:
1 inch in 10 feet down towards the outlet or low point drain so that the vessel may be completely drained during shutdown.
This slope is equivalent to a slope of 1:120.
Vessels - Important guidelines
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
85
Location of Feed Inlet Nozzle
Vessels - Important guidelines
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
86
Feed Inlet
Inlet Nozzle
The feed nozzle is normally sized to limit the momentum of the feed.
The limitation depends on whether or not a feed inlet device is installed.
Inlet device
Impacts vapor / liquid separation that can be achieved
Some Typical Inlet Device are as follows:
A Deflector Baffle
Slotted Tee
Half Open Pipe
Vessels - Important guidelines

Process Design & Engg Cell
87
Feed Inlet device
Vessels - Important guidelines
Process Design Basics of Pressure Vessel
Table 3

Process Design & Engg Cell
88
Feed Inlet device
Vessels - Important guidelines
Process Design Basics of Pressure Vessel
Table 3

Process Design & Engg Cell
89
Vortex Breaker
Vessels - Internals
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
90
Vessel Internals-Wire Mesh
Vapor + Liquid
Feed Inlet Vapor (Entrained Liquid)
Wire Mesh
Vapor (Liquid Free)
Liquid

Process Design & Engg Cell
91
Vessel Internals-Wire Mesh

Process Design & Engg Cell
92
Vessel Internals-Wire Mesh

Process Design & Engg Cell
93
They are used for two reasons:
To minimize entrainment
Suction drums for reciprocating compressors are the most notable examples
To reduce the size of a vessel
The allowable vapor velocity in a drum can be increased significantly by using a wire
mesh demister.
So, when sizing is governed by vapor-liquid separation criteria, this will result in a
smaller diameter of the vessel
Major disadvantage of wire mesh demisters is:
They are not suitable for fouling services
Vessel Internals-Wire Mesh

Process Design & Engg Cell
94
Inlet / Outlet Nozzle sizing guideline
Vessels - Important guidelines
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
95
Inlet / Outlet Nozzle sizing guideline
Vessels - Important guidelines
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
96
Vapor Nozzles sizing guideline
Vessels - Important guidelines
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
97
Vessels - Important guidelines
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
98
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel
PARAMETER LOWER LIMIT UPPER LIMIT
Vessel Diameter, ft (m) 0.7 (0.2) 25 (7.6)
Vapor Density, lb/ft3 (kg/m3) 0.005 (0.08) 5 (80)
Liquid Density, lb/ft3 (kg/m3) 20 (320) 80 (1280)
Surface Tension, dynes/cm or mN/m 2 75
Liquid Viscosity, cP or mPa•s 0.05 2
CWMS Liquid Loading, gpm/ft2
(dm3/s•m2)0.0 (0.0) 20 (13.6)
Foaming Tendency NONE, except for Crude Flash Vessels
TYPICAL LIMITS FOR VAPOR-LIQUID SEPARATOR

Process Design & Engg Cell
99Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation

Process Design & Engg Cell
100Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation

Process Design & Engg Cell
101Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation
Major steps for Liquid/Liquid vessel sizing
Step1. Liquid /Liquid Separators are generally horizontal
L/D ratio ~ 4:1 or 5:1
Step2. Calculate Rising Rate (V) of Light Liquid through Heavy Liquid
---Calculation require droplet diameter
DROPLET SIZES Droplet Diameter System Inches Centimeters Caustic - 0.85 specific gravity oils 0.005 each phase 0.012 each phase Water - Naphtha or heating oils 0.005 each phase 0.012 each phase Propane - oil deresining 0.004 each phase 0.010 each phase

Process Design & Engg Cell
102Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation
Step3. Calculate Rising Rate (V) of Light Liquid through Heavy Liquid
a. Calculate Rising Velocity
Stokes’ law (Reynolds number less than 1)
V = 8.3 x 105 x d2 x Δ S / uc
Intermediate law (Reynolds number between 1 and 1,000) V = 1.04 x 104 x d1.14 x Δ S0.71 / ( Sc0.29 x uc
0.43 )
Newton’s law (Reynolds number between 1,000 and 200,000) V = 2.05 x 103 (d Δ S)0.5 / ( Sc )
Where the Reynolds number = 10.7 d V Sc / uc

Process Design & Engg Cell
103Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation
Where the Reynolds number = 10.7 d V Sc / uc
V = settling rate in each phase, inches per minute d = droplet diameter, inches S = droplet specific gravity Sc = continuous phase specific gravity Δ S = specific gravity differential between phases uc = continuous phase viscosity, centipoise
b. Select Rising velocity based on Re value from point “a”. But if rising velocity exceeds 10"/min then take 10”/min.

Process Design & Engg Cell
104Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation
Step4. Calculate Settling Rate (V) of Heavy Liquid through Light Liquid
a. Calculate Settling Velocity
Stokes’ law (Reynolds number less than 1)
V = 8.3 x 105 x d2 x Δ S / uc
Intermediate law (Reynolds number between 1 and 1,000) V = 1.04 x 104 x d1.14 x Δ S0.71 / ( Sc0.29 x uc
0.43 )
Newton’s law (Reynolds number between 1,000 and 200,000) V = 2.05 x 103 (d Δ S)0.5 / ( Sc )
Where the Reynolds number = 10.7 d V Sc / uc

Process Design & Engg Cell
105Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation
Where the Reynolds number = 10.7 d V Sc / uc
V = settling rate in each phase, inches per minute d = droplet diameter, inches S = droplet specific gravity Sc = continuous phase specific gravity Δ S = specific gravity differential between phases uc = continuous phase viscosity, centipoise
b. Select Settling velocity based on Re value from point “a”. But if settling velocity exceeds 10"/min then take 10”/min.

Process Design & Engg Cell
106Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation
Step5. Calculate Vessel Diameter
D= 2 +1.7 (flow rate / V) ½
“flow rate“ = that of light phase, cubic feet per minute
V= settling rate of heavy droplet,inches/min
D = drum diameter, feet
Step6. Calculate “L” Keeping L/D ratio 4:1 to 5:1

Process Design & Engg Cell
107Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation
Step6. Calculate Low & High Interface levels
a. Bottom Tangent Line (BTL) to Low Interface Level (LIL)-----Recommended 12 inches minimum
(i) Calculate Height (BTL-LIL)/Radius of Drum(ii) Calculate % Area occupied by BTL-LIL from chart---y
b. Bottom Tangent Line (BTL) to High Interface Level (HIL)
Low Interface level (LIL) to High interface level (HIL)-----Recommended 14 inches minimum(i) Calculate Height (BTL-HIL)/Radius of Drum(ii) Calculate % Area occupied by BTL-HIL from chart-----x

Process Design & Engg Cell
108
Drum sizing- Vapor/Liquid Separation
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
109Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation
Step7. Residence time of Heavy Liquid settling through Light Liquid
a. Area between high and low interfaces =(x-y)*0.01*cross sectional area of vessel
b. Residence time of Heavy Liquid between high and low interface level=area in”a”*L/Heavy Liquid volume flow
CHECK: Residence time should be more than 2 min

Process Design & Engg Cell
110Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation
Step8. Light phase space settling time
a. Distance Heavy Liquid must fall from top of drum to High Interface level=Vessel dia - Height(BTL-HIL)
d. Heavy Liquid settling time (between top of drum and high interface level) required for separation
= Distance “a”/ Heavy Liq settling velocity

Process Design & Engg Cell
111Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation
Step9. Light phase space residence time
a. Light Space Area=(100 - % area occupied below HIL)*Vessel cross sectional area*0.01
b. Light Space volume= Light space area*L
c. Light phase Space residence time= Light space volume/Light Liq flow rate
CHECK : Light phase space residence time
> Heavy Liquid settling time through Light phase

Process Design & Engg Cell
112Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation
Step10. Heavy phase space rising time
a. Distance Light Liquid must travel from bottom of drum to low Interface level =Height (BTL-LIL)
d. Light Liquid rising time (between bottom of drum and low interface level)
required for separation = Height (BTL-LIL) /Light Liq rising velocity

Process Design & Engg Cell
113Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation
Step11. Heavy phase space residence time
a. Heavy Space Area=( % area occupied below LIL)*Vessel cross sectional area*0.01
b. Heavy Space volume= Heavy space area*L
c. Heavy phase Space residence time= Heavy space volume/Heavy Liq flow rate
CHECK : Heavy phase space residence time > Light Liquid rising time through Heavy phase

Process Design & Engg Cell
114Process Design Basics of Pressure Vessel
Drum sizing- Liquid/Liquid Separation

Process Design & Engg Cell
115Process Design Basics of Pressure Vessel
Drum sizing- Vertical Flash Drum

Process Design & Engg Cell
116Process Design Basics of Pressure Vessel
Drum sizing- Vertical Flash Drum

Process Design & Engg Cell
117
Vessel Internals-Wire Mesh
Vapor + Liquid
Feed Inlet Vapor (Entrained Liquid)
Wire Mesh
Vapor (Liquid Free)
Liquid

Process Design & Engg Cell
118
They are used for two reasons:
To minimize entrainment
Suction drums for reciprocating compressors are the most notable examples
To reduce the size of a vessel
The allowable vapor velocity in a drum can be increased significantly by using a wire
mesh demister.
So, when sizing is governed by vapor-liquid separation criteria, this will result in a
smaller diameter of the vessel
Major disadvantage of wire mesh demisters is:
They are not suitable for fouling services
Vessel Internals-Wire Mesh

Process Design & Engg Cell
119Process Design Basics of Pressure Vessel
Drum sizing- Vertical Flash Drum
Major steps for Vertical Flash Drum Sizing
Step1. Vessel with CWMS or without CWMS
a. The use of a crinkled wire mesh pad or screen would not permit a large reduction in vessel size for vessels lower than 4 ft in diameter, and since a crinkled wire mesh pad or screen is fairly expensive, it is not used much in diameters less than 4 ft. When used, it would be to prevent large slugs of liquid from going to the compressor.
Step 2: Calculate with Crinkled Wire Mesh Screen
a. Calculate critical vap velocityb. Calculate allowable vap velocity ( with CWMS, allowable factor – 2.0)c. Calculate min vap area (Vap Flow rate/allowable vap velocity)d. Calculate minimum diameter

Process Design & Engg Cell
120Process Design Basics of Pressure Vessel
Drum sizing- Vertical Flash Drum
Step3. Calculate without Crinkled Wire Mesh Screen
a. Calculate critical vap velocity
b.Calculate allowable vap velocity ( without CWMS, allowable factor – 1.0)
c. Calculate min vap area (Vap Flow rate/allowable vap velocity)
d.Calculate minimum diameter
Step4. Liquid surge volume and height calculation
a.Consider liquid hold–up time (between LLL-HLL) as per standard
b.Calculate LLL-HLL height

Process Design & Engg Cell
121Process Design Basics of Pressure Vessel
Drum sizing- Vertical Flash Drum
Step5. Drum height
a. Height of CWMS (if there)
b. Height of inlet +elbow - min recommended 2.5 ft
c. Height (Vessel top tangent line to top of inlet nozzle) - min recommended 2.5 ft
d. Height HLL to bottom of Inlet nozzle – min recommended 1 ft
e. Height (LLL to Bottom Tangent line)– min recommended 0.5 ft
f. Height (HLL-LLL)
f. Total Drum Height Calculated
g. Check L/D - as per previous table. If L/D is not OK, calculate with new Dia

Process Design & Engg Cell
122Process Design Basics of Pressure Vessel
Drum sizing- Vertical KOD

Process Design & Engg Cell
123Process Design Basics of Pressure Vessel
Drum sizing- Vertical KOD
Major steps for Vertical KOD Sizing
Step1. Vessel with CWMS or without CWMS
a. The use of a crinkled wire mesh pad or screen would not permit a large reduction in vessel size for vessels lower than 4 ft in diameter, and since a crinkled wire mesh pad or screen is fairly expensive, it is not used much in diameters less than 4 ft. When used, it would be to prevent large slugs of liquid from going to the compressor.
Step 2: Calculate with Crinkled Wire Mesh Screen
a. Calculate critical vap velocityb. Calculate allowable vap velocity ( with CWMS, allowable factor – 2.0)c. Calculate min vap area (Vap Flow rate/allowable vap velocity)d. Calculate minimum diameter

Process Design & Engg Cell
124Process Design Basics of Pressure Vessel
Drum sizing- Vertical KOD
Step3. Calculate without Crinkled Wire Mesh Screen
a. Calculate critical vap velocity
b. Calculate allowable vap velocity ( without CWMS, allowable factor – 1.0)
c. Calculate min vap area (Vap Flow rate/allowable vap velocity)
d. Calculate minimum diameter
Step4. Liquid surge volume and height calculation
a.Consider liquid hold–up time (between LLL-HLL) – min recommended 24 hrs
b.Calculate LLL-HLL height
– min recommended 1.5 ft

Process Design & Engg Cell
125Process Design Basics of Pressure Vessel
Drum sizing- Vertical KOD
Step5. Drum height
a. Height of CWMS (if there)
b. Height of inlet +elbow - min recommended 2.5 ft
c. Height (Vessel top tangent line to top of inlet nozzle) - min recommended 2.5 ft
d. Height HLL to bottom of Inlet nozzle – min recommended 1 ft
e. Height (LLL to Bottom Tangent line)– min recommended 0.5 ft
f. Height (HLL-LLL) – min recommended for KOD is 1.5 ft
g. Total Drum Height Calculated
h. Check L/D - typical L/D for KOD is 2:1

Process Design & Engg Cell
126
Drum sizing- Flare KOD
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
127
Drum sizing- Flare KOD
Process Design Basics of Pressure Vessel
Typical Flare KOD

Process Design & Engg Cell
128
Drum sizing- Flare KOD
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
129
Drum sizing- Flare KOD
Process Design Basics of Pressure Vessel
Major steps for Flare KOD Sizing
Step1. Drum sizing based on maximum single risk vapor load condition
a. Sp. Garvity of HC liq from chart at 3200F and 19 psiab. Dropout Velocity(VD) -- Critical velocityc. Allowable Velocity (VA) – Generally 1.0 for conservative cased. Assume vapor space Height (HLL-top of drum)e. Liquid space Height (BTL-HLL)- Generally zero(0)f. Residence time – Vapor Space height / Allowable velocityg. Find vapor volume = maxm vap Flow rate/residence time
= drum volumeh. Drum Dia = maxm vap space height i. Find drum lengthj. Check L/D ratio– within 3:1 to 5:1

Process Design & Engg Cell
130
Drum sizing- Flare KOD
Process Design Basics of Pressure Vessel

Process Design & Engg Cell
131
Drum sizing- Flare KOD
Process Design Basics of Pressure Vessel
Step2. Check Drum sizing based on maximum liquid relief condition
a. Maximum liquid relief load after flash at operating condn – generally 3200F and 19 psia
b. Liq flow time – Generally 2 hrs recommendedc. Pump capacity for liquid outd. Net Liq fill up flow = “a*b” – “c”e. Net liq fill up volume= “d” * “b”f. Find Drum volumetric capacity = 3.14*0.25*D2*L
( using D & L calculated in Step-1)
CHECK: Net Liq Fill up Volume (for maxm liquid relief condition) <= 50% of Drum Volumetric capacity( for maxm vapor load condition)
If not satisfied, recalculate

Process Design & Engg Cell
132Process Design Basics of Pressure Vessel
Drum sizing- Vapor/Liq/Liq SeparationExample

Process Design & Engg Cell
133Process Design Basics of Pressure Vessel
Drum sizing- Vapor/Liq/Liq SeparationExample

Process Design & Engg Cell
134Process Design Basics of Pressure Vessel
Drum sizing- Vapor/Liq/Liq SeparationExample

Process Design & Engg Cell
135Process Design Basics of Pressure Vessel
Drum sizing- Vapor/Liq/Liq SeparationExample

Process Design & Engg Cell
136Process Design Basics of Pressure Vessel
Drum sizing- Vapor/Liq/Liq SeparationExample

Process Design & Engg Cell
137Process Design Basics of Pressure Vessel
Drum sizing- Vapor/Liq/Liq SeparationExample

Process Design & Engg Cell
138Process Design Basics of Pressure Vessel
Drum sizing- Vapor/Liq/Liq SeparationExample

Process Design & Engg Cell
139Process Design Basics of Pressure Vessel
Drum sizing- Vapor/Liq/Liq SeparationExample

Process Design & Engg Cell
140Process Design Basics of Pressure Vessel
Drum sizing- Vapor/Liq/Liq SeparationExample

Process Design & Engg Cell
141Process Design Basics of Pressure Vessel
Drum sizing- Vapor/Liq/Liq SeparationExample

Process Design & Engg Cell
142Process Design Basics of Pressure Vessel
Drum sizing- Vapor/Liq/Liq SeparationExample

Process Design & Engg Cell
143Process Design Basics of Pressure Vessel
Drum sizing- Vapor/Liq/Liq SeparationExample

Process Design & Engg Cell
144