Embed Size (px)
Citation preview
E. I? Andert Jr. and D. Morgan
ABSTRACT This paper discusses a cost-effective system for virtual collabo- rative simulation of prototypes, tests, and production for integrated product/ process development. The virtual proto- types perform three-dimensional modeling of the physical operation of equipment and weapon systems. Realis- tic qualification tests are modeled to allow assessment via simulation without building hardware. The risk of transition to full production manufacturing is miti- gated by virtual testing integrated with production simulation. A virtual collabo- rative interface is utilized to allow the simulations to be distributed and exchanged over a network (including the Internet). The feasibility of the collabora- tive virtual prototype and test environment has been shown with simu- lations hosted on a server and accessed by desktop computers over the Internet.
Collaborative Virtual Prototyping and Test
INTRODUCTION
urrent engineering and manufacturing practice utilizes prototypes and initial production units from limited production quantities to demonstrate the integrity and performance of a system design. Q Such mototvpes are catled engineering manufacturing develoDment
(EMD) models. Systemsthat use EMD models inilude ships, naial equipment, automobiles, aircraft, machinery, appliances, and many current mechanical or electronic mass-produced items. EMD models are utilized in both military and commercial manufacturing to reduce the risk and cost of changes associated with full manufacturing production.
Emerging computerized virtual prototyping and simulation technology has the potential to sigmficantly reduce the cost and risk associated with building EMD models, testing the models, and transitioning to full manufacturing pro- duction. A virtual prototype is a computerized model and simulation of the com- ponent to be prototyped and tested (see Figure 1). The benefits of the virtual prototyping approach for EMD model design and test are as follows: H A computerized virtual prototype of an EMD model can provide access to a
representation of all of the mechanical, physical, visual and functional char- acteristics of the actual physical device. The model can be subjected to “virtual testing” to simulate full qualification tests of the prototype prior to manufacture. The virtual prototype describes the behavior of the physical device in a target environment allowing compre- hensive testing ranging from physical to human factors qualification. This can greatly reduce the tremendous cost of qualification testing and production en- gineering changes. The manufacture of the system can be simulated in a ‘‘virtual factory” utilizing the virtual EMD model as the manufactured product. This has the much- needed benefit of reducing the management risk and potential engineering changes associated with a new manufacturing environment.
The applicability and utility of using virtual prototyping in naval engineering has been discussed in Jones, Jons and Ryan (1994) and Ryan and Jons (1991). Po- tential cost savings of 99% for virtual prototype testing have been documented by the Mercedes Benz Berlin Technical Center (Eisenstein 1997). Hand-built prototypes of Mercedes automobiles cost in excess of $1 d o n each and can take years to budd. Today using virtual prototype simulation of tests, the pro- totypes can be built in weeks or months for $250K, the cost of computer infra- structure and programming. The real savings arise by substituting virtual crash tests for actual ones. Performing 20 crash tests in a week with varied param- eters results in cost savings of about 99% ($250W$20M). Further mul t i -don dollar savings can accrue from examining the virtual manufacture of the pro- totype.
COLLABORATIVE VIRTUAL PROTOTYPING AND TEST APPROACH Virtual prototyping promises to enable the accurate simulation and test of major equipment and weapon system EMD prototypes with increased accuracy and
NAVAL ENGINEERS JOURNAL November 1998 17
Collabsrafive Virtual Prototyping and Test
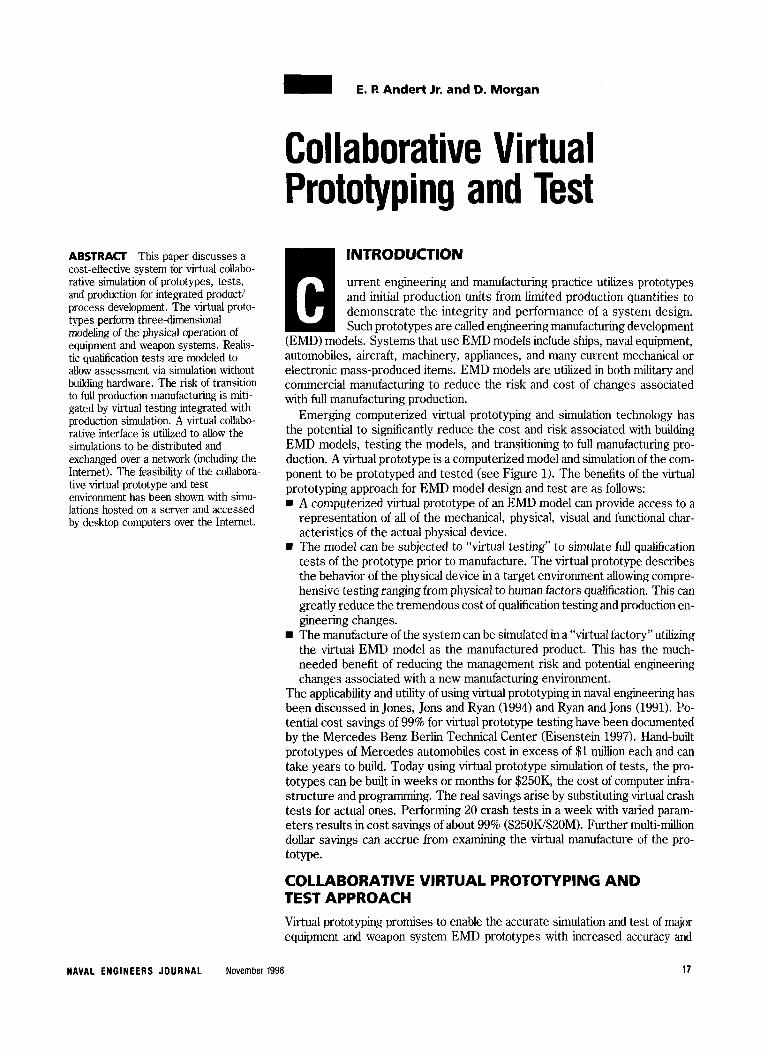
FIGURE 1. Virtual prototyping of an EMD model allows simulation of the model’s physical characteristics, simulation of qualification tests and simulation of the manufacturing process.
much lower cost. However, the current state-of-the-art in t h ~ s area has several h t a t ions :
Complex and accurate physics-based virtual prototypes have traditionally required high-end and expensive com- puter workstations to host the software. Modeling and simulation software has been stand-alone on a high-end computer with no opportunity for design- ers to perform critical collaboration activities. Virtual testing is typically unavailable or must be per- formed through painstaking programming of simulation characteristics of a virtual prototype. The Virtual Prototype and Test (VP&T) approach de-
fined addresses the above limitations by implementing the following major capabilities: rn Virtual Collaboration allows designers to share vir-
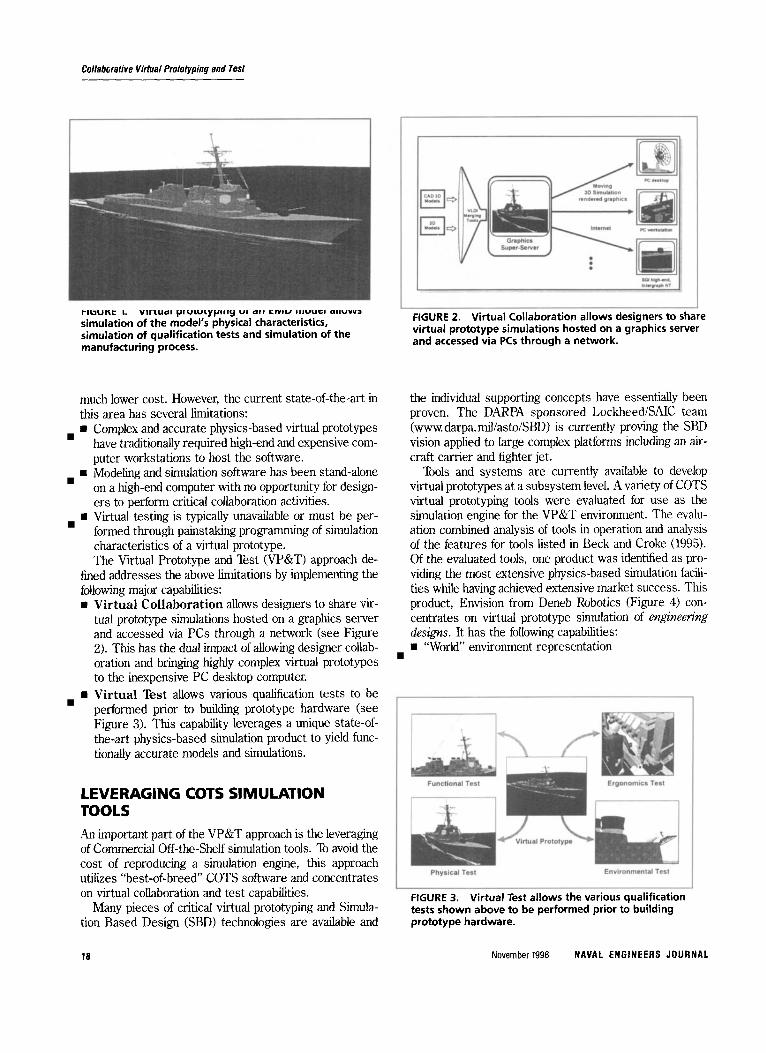
tual prototype simulations hosted on a graphics server and accessed via PCs through a network (see Figure 2). This has the dual impact of allowing designer collab- oration and bringing highly complex virtual prototypes to the inexpensive PC desktop computer. Virtual Test allows various qualification tests to be performed prior to building prototype hardware (see Figure 3). This capability leverages a unique state-of- the-art physics-based simulation product to yield func- tionally accurate models and simulations.
LEVERAGING COTS SIMULATION TOOLS An important part of the VP&T approach is the leveraging of Commercial Off-the-shelf simulation tools. To avoid the cost of reproducing a simulation engine, th~s approach utilizes “best-of-breed” COTS software and concentrates on virtual collaboration and test capabilities.
Many pieces of critical virtual prototyping and Simula- tion Based Design (SBD) technologies are available and
l E
FIGURE 2. Virtual Collaboration allows designers to share virtual prototype simulations hosted on a graphics server and accessed via PCs through a network.
the individual supporting concepts have essentially been proven. The DARPA sponsored LockheediSAIC team (www. darpa.mil/asto/SBD) is currently proving the SBD vision applied to large complex platforms including an air- craft carrier and fighter jet.
Tools and systems are currently available to develop virtual prototypes at a subsystem level. A variety of COTS virtual prototyping tools were evaluated for use as the simulation engine for the VP&T environment. The evalu- ation combined analysis of tools in operation and analysis of the features for tools listed in Beck and Croke (1995). Of the evaluated tools, one product was identified as pro- viding the most extensive physics-based simulation facili- ties whde having achieved extensive market success. This product, Envision from Deneb Robotics (Figure 4) con- centrates on virtual prototype simulation of engineering designs. It has the following capabilities:
“World” environment representation
Functional Test Ergonomics Test
Virtual Prototype
I I Physical Test Environmental Test
I I
FIGURE 3. Virtual Test allows the various qualification tests shown above to be performed prior to building prototype hardware.
18 November 1998 NAVAL ENGINEERS JOURNAL
Collaborative Virtual Prototyping and Test
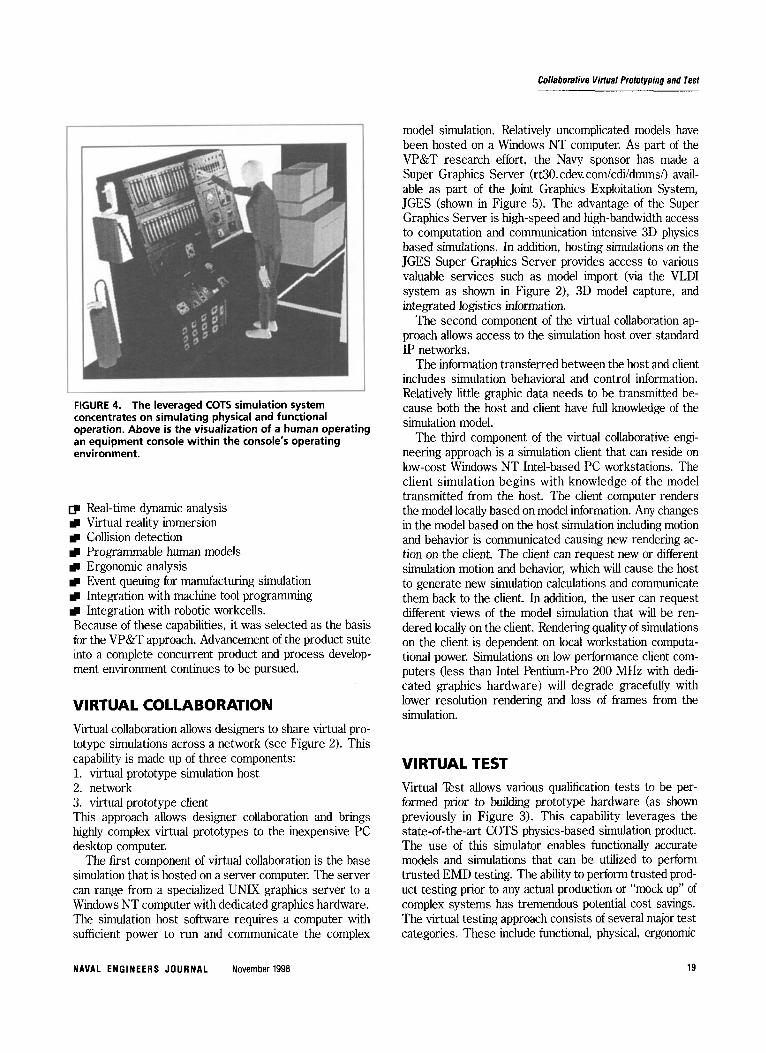
FIGURE 4. The leveraged COTS simulation system concentrates on simulating physical and functional operation. Above is the visualization of a human operating an equipment console within the console‘s operating environment.
Real-time dynamic analysis Virtual reality immersion Collision detection Programmable human models Ergonomic analysis Event queuing for manufacturing simulation Integration with machme tool programming Integration with robotic workcells.
Because of these capabilities, it was selected as the basis for the VP&T approach. Advancement of the product suite into a complete concurrent product and process develop- ment environment continues to be pursued.
VIRTUAL COLLABORATION Virtual collaboration allows designers to share virtual pro- totype simulations across a network (see Figure 2). This capability is made up of three components: 1. virtual prototype simulation host 2. network 3. virtual prototype client This approach allows designer collaboration and brings highly complex virtual prototypes to the inexpensive PC desktop computer.
The first component of virtual collaboration is the base simulation that is hosted on a server computer. The server can range from a specialized UNIX graphics server to a Windows NT computer with dedicated graphics hardware. The simulation host software requires a computer with sufficient power to run and communicate the complex
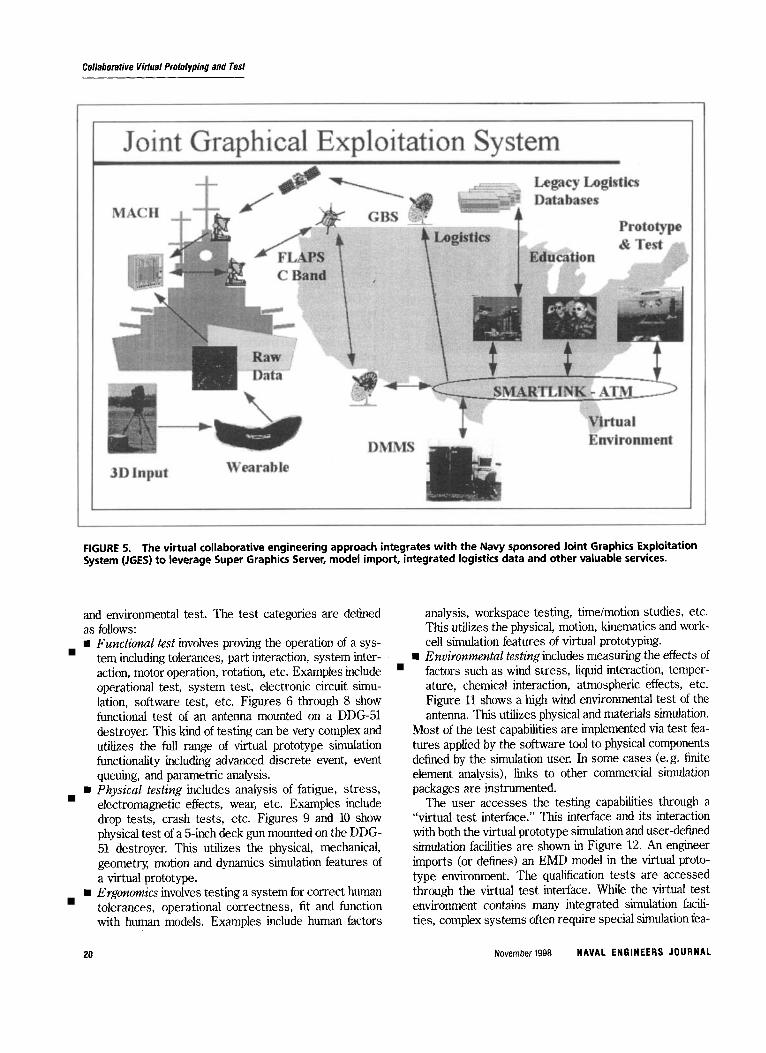
model simulation. Relatively uncomplicated models have been hosted on a Windows NT computer. As part of the VP&T research effort, the Navy sponsor has made a Super Graphics Server (rt30. cdev. comlcdildmmsi) avail- able as part of the Joint Graphics Exploitation System, JGES (shown in Figure 5). The advantage of the Super Graphics Server is high-speed and high-bandwidth access to computation and communication intensive 3D physics based simulations. In addition, hosting simulations on the JGES Super Graphics Server provides access to various valuable services such as model import (via the VLDI system as shown in Figure 21, 3D model capture, and integrated logistics mformation.
The second component of the virtual collaboration ap- proach allows access to the simulation host over standard IP networks.
The information transferred between the host and client includes simulation behavioral and control information. Relatively little graphic data needs to be transmitted be- cause both the host and client have full knowledge of the simulation model.
The t h d component of the virtual collaborative engi- neering approach is a simulation client that can reside on low-cost Windows NT Intel-based PC workstations. The client simulation begins with knowledge of the model transmitted from the host. The client computer renders the model locally based on model information. Any changes in the model based on the host simulation including motion and behavior is communicated causing new rendering ac- tion on the client. The client can request new or different simulation motion and behavior, which will cause the host to generate new simulation calculations and communicate them back to the client. In addition, the user can request different views of the model simulation that will be ren- dered locally on the client. Rendering quality of simulations on the client is dependent on local workstation computa- tional power. Simulations on low performance client com- puters (less than Intel Pentium-Pro 200 MHz with dedi- cated graphics hardware) will degrade gracefully with lower resolution rendering and loss of frames from the simulation.
VIRTUAL TEST Virtual Test allows various qualification tests to be per- formed prior to building prototype hardware (as shown previously in Figure 3) . This capability leverages the state-of-the-art COTS physics-based simulation product. The use of this simulator enables functionally accurate models and simulations that can be utilized to perform trusted EMD testing. The ability to perform trusted prod- uct testing prior to any actual production or “mock up” of complex systems has tremendous potential cost savings. The virtual testing approach consists of several major test categories. These include functional, physical, ergonomic
NAVAL ENGINEERS JOURNAL November 1998 19
Collaborative Virfual Proiotyping and Test
FIGURE 5. The virtual collaborative engineering approach integrates with the Navy sponsored Joint Graphics Exploitation System (JGES) to leverage Super Graphics Server, model import, integrated logistics data and other valuable services.
and environmental test. The test categories are defined as follows:
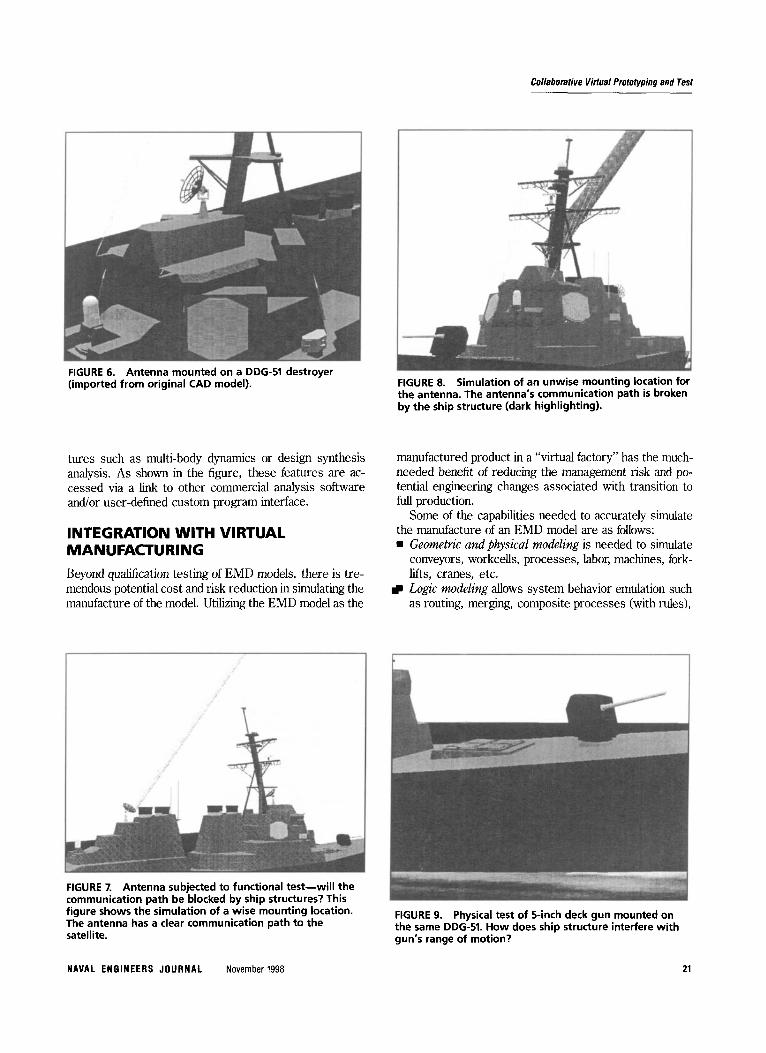
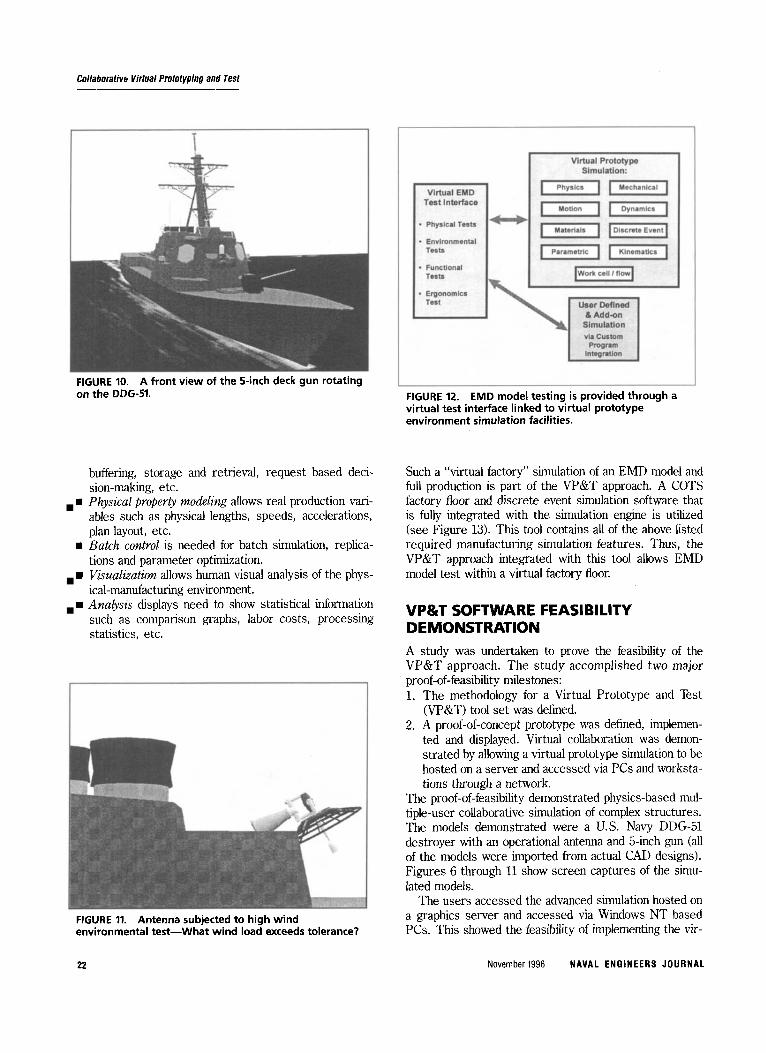
Functional test involves proving the operation of a sys- tem including tolerances, part interaction, system inter- action, motor operation, rotation, etc. Examples include operational test, system test, electronic circuit simu- lation, software test, etc. Figures 6 through 8 show functional test of an antenna mounted on a DDG-51 destroyer. This kind of testing can be very complex and utilizes the full range of virtual prototype simulation functionality includmg advanced discrete event, event queuing, and parametric analysis. Physical testing includes analysis of fatigue, stress, electromagnetic effects, wear, etc. Examples include drop tests, crash tests, etc. Figures 9 and 10 show physical test of a 5-inch deck gun mounted on the DDG- 51 destroyer. This utilizes the physical, mechanical, geometry, motion and dynamics simulation features of a virtual prototype. Ergonomics involves testing a system for correct human tolerances, operational correctness, fit and function with human models. Examples include human factors
analysis, workspace testing, time/motion studies, etc. This utilizes the physical, motion, kinematics and work- cell simulation features of virtual prototyping. Environmental testing includes measuring the effects of factors such as wind stress, liquid interaction, temper- ature, chemical interaction, atmospheric effects, etc. Figure 11 shows a high wind environmental test of the antenna. This utilizes physical and materials simulation.
Most of the test capabilities are implemented via test fea- tures applied by the software tool to physical components defined by the simulation user. In some cases (e.g. finite element analysis), links to other commercial simulation packages are instrumented.
The user accesses the testing capabilities through a “virtual test interface.” This interface and its interaction with both the virtual prototype simulation and user-defined simulation facilities are shown in Figure 12. An engineer imports (or defines) an EMD model in the virtual proto- type environment. The qualification tests are accessed through the virtual test interface. While the virtual test environment contains many integrated simulation facili- ties, complex systems often require special simulation fea-
20 November 1998 NAVAL ENGINEERS JOURNAL
Collaborative Virtual Prolotyping and Test
FIGURE 6. Antenna mounted on a DDG-51 destroyer (imported from original CAD model).
tures such as multi-body dynamics or design synthesis analysis. As shown in the figure, these features are ac- cessed via a link to other commercial analysis software andor user-defined custom program interface.
INTEGRATION WITH VIRTUAL MANUFACTURING Beyond quahfication testing of EMD models, there is tre- mendous potential cost and risk reduction in simulating the manufacture of the model. Utilizing the EMD model as the
FIGURE 7. Antenna subjected to functional test-will the communication path be blocked by ship structures? This figure shows the simulation of a wise mounting location. The antenna has a clear communication path to the satellite.
FIGURE 8. Simulation of an unwise mounting location for the antenna. The antenna’s communication path is broken by the ship structure (dark highlighting).
manufactured product in a “virtual factory” has the much- needed benefit of reducing the management risk and po- tential engineering changes associated with transition to full production.
Some of the capabilities needed to accurately simulate the manufacture of an EMD model are as follows:
Geometric and physical modeling is needed to simulate conveyors, workcells, processes, labor, machines, fork- lifts, cranes, etc. Logic modeling allows system behavior emulation such as routing, merging, composite processes (with rules),
FIGURE 9. Physical test of 5-inch deck gun mounted on the same DDG-51. How does ship structure interfere with gun’s range of motion?
NAVAL ENGINEERS JOURNAL November 1998 21
Collaborative Virtual Prototyping and Test
T
FIGURE 10. A front view of the 5-inch deck gun rotating on the DDG-51.
buffering, storage and retrieval, request based deci- sion-making, etc. Physical property modeling allows real production vari- ables such as physical lengths, speeds, accelerations, plan layout, etc. Batch control is needed for batch simulation, replica- tions and parameter optimization. Vzsualzzation allows human visual analysis of the phys- ical-manufacturing environment. Analysis displays need to show statistical information such as comparison graphs, labor costs, processing statistics, etc.
FIGURE 11. Antenna subjected to high wind environmental test-What wind load exceeds tolerance?
Virtual EMD Test Interface
- Physical Tests
* Environmental Tests - Functional Tests
* Ergonomics Test
I
IGURE 12. E M D model testing is provided through a irtual test interface linked to virtual prototype
environment simulation facilities.
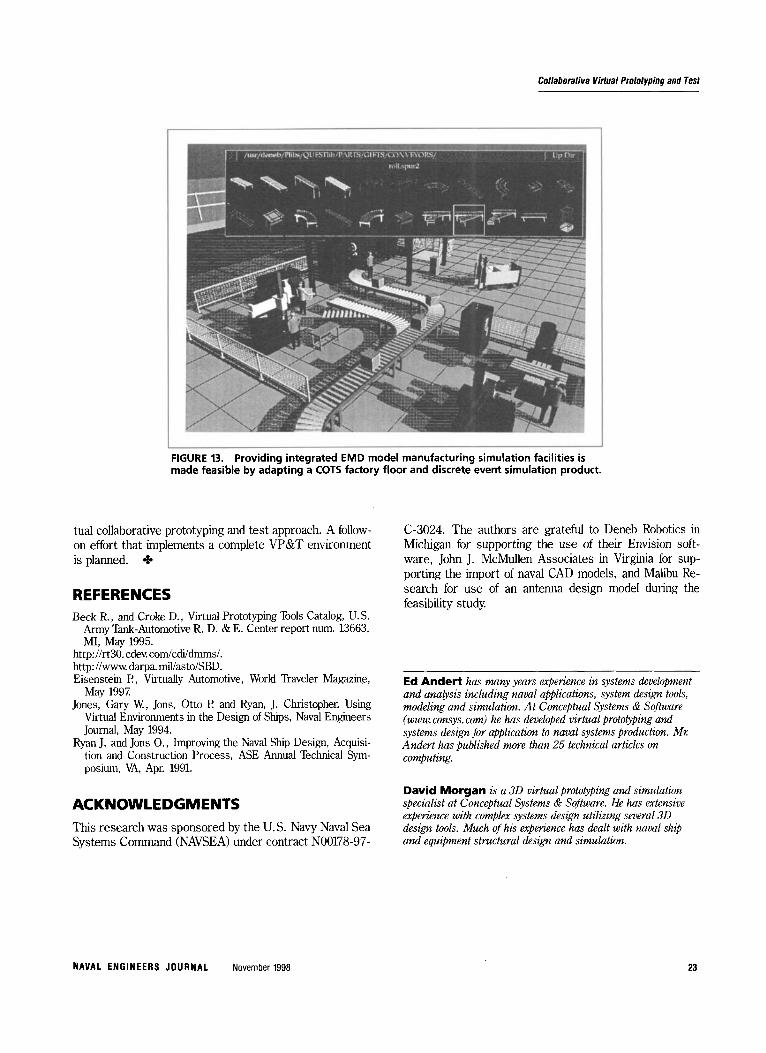
Such a “virtual factory” simulation of an EMD model and full production is part of the VP&T approach. A COTS factory floor and discrete event simulation software that is fully integrated with the simulation engine is utilized (see Figure 13). This tool contains all of the above listed required manufacturing simulation features. Thus, the VP&T approach integrated with this tool allows EMD model test within a virtual factory floor.
VP&T SOFTWARE FEASIBILITY DEMONSTRATION A study was undertaken to prove the feasibility of the VP&T approach. The study accomplished two major proof-of-feasibility milestones: 1. The methodology for a Virtual Prototype and Test
(VP&T) tool set was defined. 2. A proof-of-concept prototype was defined, implemen-
ted and displayed. Virtual collaboration was demon- strated by allowing a virtual prototype simulation to be hosted on a server and accessed via PCs and worksta- tions through a network.
The proof-of-feasibility demonstrated physics-based mul- tiple-user collaborative simulation of complex structures. The models demonstrated were a U.S. Navy DDG-51 destroyer with an operational antenna and 5-inch gun (all of the models were imported from actual CAD designs). Figures 6 through 11 show screen captures of the simu- lated models.
The users accessed the advanced simulation hosted on a graphics server and accessed via Windows NT based PCs. This showed the feasibility of implementing the vir-
22 November 1998 NAVAL ENGINEERS JOURNAL
Collaborative Virtual Prototyping and Test
FIGURE 13. Providing integrated EMD model manufacturing simulation facilities is made feasible by adapting a COTS factory floor and discrete event simulation product.
tual collaborative prototyping and test approach. A follow- on effort that implements a complete VP&T environment is planned. + REFERENCES Beck R., and Croke D., Virtual Prototyping Tools Catalog, U. S.
Army Tank-Automotive R. D. & E. Center report num. 13663, MI, May 1995.
http://rt30. cdev. comlcdildmmsl. http: //m. darpa. miVastoISBD. Eisenstein l? , Virtually Automotive, World Traveler Magazine,
May 199% Jones, Gary W , Jons, Otto l? and Ryan, J. Christopher, Using
Virtual Environments in the Design of Ships, Naval Engineers Journal, May 1994.
Ryan J. and Jons O., Improving the Naval Ship Design, Acquisi- tion and Construction Process, ASE Annual Technical Sym- posium, VA, Apr. 1991.
ACKNOWLEDGMENTS This research was sponsored by the U. S. Navy Naval Sea Systems Command (NAVSEA) under contract N00178-97-
C-3024. The authors are grateful to Deneb Robotics in Michigan for supporting the use of their Envision soft- ware, John J. McMullen Associates in Virginia for sup- porting the import of naval CAD models, and Malibu Re- search for use of an antenna design model during the feasibility study
Ed Andert has many years experience in systems development and analysis including naval applications, system design tools, modeling and simulation. At Conceptual Systems & Sojtware (www. consys. com) he has developed virtual prototyping and systems design for application to naval systems production. A h Andert has published more than 25 technical articles on computing.
David Morgan is a 30 virtual proto&ping and simulation specialist at Conceptual Systems & Sofware. He has extensive experience with complex systems design utalizing several 30 design tools. Much of his experience has dealt with naval ship and equa)ment structural design and simulation.
NAVAL ENGINEERS JOURNAL November 1998 23


![DESIGN SYNTHESIS IN A VIRTUAL ENVIRONMENT · Gomes deSa [2] provides some important definitions of virtual prototyping. Virtual prototyping is the application of virtual reality for](https://img.pdfslide.us/doc/110x75/5d4d660988c993b9718b4aa2/design-synthesis-in-a-virtual-environment-gomes-desa-2-provides-some-important.jpg)

























