Embed Size (px)
DESCRIPTION
Detail write up
Citation preview
ggggggggooooooookkkkkkkkbbbbbbbbZZZZZZZZ ffffffffoooooooorrrrrrrrjjjjjjjj........kkkkkkkk vvvvvvvvuuuuuuuuqqqqqqqqllllllllaaaaaaaa////////kkkkkkkkkkkkkkkkuuuuuuuu ,,,,,,,,aaaaaaaaoooooooo ffffffffooooooooddddddddkkkkkkkkllllllll llllllllaaaaaaaaLLLLLLLLFFFFFFFFkkkkkkkkkkkkkkkkiiiiiiiiuuuuuuuu Hkkjr ljdkj] j{kk ea+=ky;] Hkkjr ljdkj] j{kk ea+=ky;] Hkkjr ljdkj] j{kk ea+=ky;] Hkkjr ljdkj] j{kk ea+=ky;] j{kk vuqla/kku ,ao fodkl laxBuj{kk vuqla/kku ,ao fodkl laxBuj{kk vuqla/kku ,ao fodkl laxBuj{kk vuqla/kku ,ao fodkl laxBu i= isVh la[;k 51] LVs”ku jksM] vkxjk dSaVi= isVh la[;k 51] LVs”ku jksM] vkxjk dSaVi= isVh la[;k 51] LVs”ku jksM] vkxjk dSaVi= isVh la[;k 51] LVs”ku jksM] vkxjk dSaV
nwjHkk’k% (0562)-2258158,265 , QSDl +91 562 2251677
OPEN TENDER NOTICE
Tele No. : 0562-2258 158,265 WEBSITE : www.drdo.gov.in Grams: AIRDEL Fax No.: 0562-2251677
Tender Notice No: ADRDE/QMS/MMG/PM/8/TENDER/2012-13/09/OT Dt. 20-12-2012 1. The Director ADRDE, AGRA on behalf of the President of India desires to procure following Stores from original manufacture(s)/accredited supplier(s).
NOTE :- If the tender documents are required by Speed Post , additional Rs. 50/- is payable. Even if, the firm is exempted for payment of Tender fee, the firm has to forward Demand draft for Rs. 50/- in favour of DIRECTOR ADRDE AGRA to obtain tender form by speed post. 2. The Bids are to be submitted in combined bid Pattern i.e. Techno- Commercial Bid and Price Bid both to be put inside single envelope, which should be sealed and super-scribed with tender reference No. due date and time of opening. However, a guideline will be provided with the tender document for preparing the Bid. Bids not received accordingly, will not be accepted. Detailed Technical Literature/Data should also be enclosed with Techno-Commercial Bid for speedy processing 3. Earnest Money Deposit(EMD) :- 2% of the price quoted by bidder
subjected to maximum of Rs. 2 lakh. Earnest Money Deposit (EMD) in the form of Bank Draft/Pay Order in favour of Director, ADRDE,AGRA is required to be submitted by Indian Bidders other than those with valid registration with DGS&D , any Govt. Deptt or any Lab/Estt of DRDO. If a bidder withdraws or derogates from the tender in any respect within the period of validity of his tender, then EMD will be forfeited. Bidder registered with any of above organization must submit the proof of registration to avail exemption from EMD and tender-free.
S. No
Tender Reference no. Description of store Accounting Unit
Qty Reqd.
Tender Fee(Rs.)
1. ADRDE/QMS/MMG/PM/8/TDTM/ 128
SUPPLY OF POLY URETHANE (PU) COATED NYLON FABRIC, 90Kgf BS, 280±20 gsm MASS VARIETY NO. 5 OF SPEC. NO. ADRDE/QMS/TDTM/SPECN/85 DT 29/04/2011 & AS PER SCOPE OF WORK
Mtr 1100 100/-
LkHkh i=kfn ffffffffuuuuuuuunnnnnnnnssssss ss””””””””kkkkkkkkdddddddd ds irs ls Hksts tkus pkfg,
vkbZvkbZvkbZvkbZ----,l,l,l,l----vksvksvksvks---- 9001%2008 9001%2008 9001%2008 9001%2008 izekf.kr izekf.kr izekf.kr izekf.kr ISO 9001:2008 CERTIFIED
AAAAAAAAeeeeeeeerrrrrrrriiiiiiiiaaaaaaaallllllll DDDDDDDDeeeeeeeelllllllliiiiiiiivvvvvvvveeeeeeeerrrrrrrryyyyyyyy RRRRRRRReeeeeeeesssssssseeeeeeeeaaaaaaaarrrrrrrrcccccccchhhhhhhh &&&&&&&& DDDDDDDDeeeeeeeevvvvvvvveeeeeeeellllllllooooooooppppppppmmmmmmmmeeeeeeeennnnnnnntttttttt EEEEEEEEssssssssttttttttaaaaaaaabbbbbbbblllllllliiiiiiiisssssssshhhhhhhhmmmmmmmmeeeeeeeennnnnnnntttttttt
Government of India, Ministry of Defence, Defence Research & Development Organisation
Post Box No. 51, Station Road, Agra Cantt-282001 Tele.# (0562)-2258158,265 , Fax # +91 562 2251677
e-mail : [email protected],
ALL CORRESPONDENCE SHOULD BE
ADDRESSED TO DIRECTOR
4. Purchase of Tender: (a) The tender document containing detailed specification/drawing (if applicable) of the items with terms & conditions can be obtained in person by the original equipment manufacture/accredited suppliers from Director on any working day on payment of cost of tender in the form of Demand Draft. The tender documents can be had by speed post by remitting additional Rs. 50/- as given above in favour of Director, ADRDE payable at AGRA. The Tender document fee is exempted for registered vendors having valid registration certificate from DGS&D/DRDO LAB/ESTT./GOVT DEPTT. on presentation of proof.
(b) Tender documents are not transferable and cost of tender document is not refundable. (c) Issue of Tender Document : from 31/12/2012 upto 31/01/2013 Time : 1000 Hrs to 1700 Hrs Except Saturday, Sunday and Gazetted Holidays. (d) Acceptance of Tenders : Latest by 09/02/2013 (e) Opening of Tenders : Techno Commercial bid & Price bid will be
opened on 10/02/2013 at 1130 hrs
Note : Quotation should be valid for a period of 90 days from the date of opening of tender.
5. Credentials/Pre-qualification Criteria (PQ) : The Pre-qualification/Post qualification of bidders would be made based upon their capability, resources, capacity and experience. The bidders should submit documentary evidence in support of above criteria along with their Techno-commercial bid.
6. Indian Firm(s) should quote in Indian Rupees only on FOR destination basis. Custom Duty/Excise Duty excluded price should be quoted as necessary exemption certificates if applicable will be provided. Taxes and other levies, if any, should be indicated separately. However, foreign suppliers to quote in response to open tender in foreign currency on FOB/FCA Named Port/Place and CIF/CIP named port of destination Basis
7. The sealed offers shall be submitted on or before due date. The Director, ADRDE, shall have no responsibility for non-receipt/late receipt/conditional offer. Incomplete offers will be summarily rejected.
8. The Director on behalf of the President of India does not bind himself to accept the lowest or any other tender, and reserves to himself the right to waive off any formalities thereof or reject any bid fully or partially or all the tenders received without assigning any reasons thereof.
9. Indian Agents of foreign OEM/Supplier (Authorized Representatives/Agents/Sales Consultants or by whatever name called) employed by foreign OEM/Supplier for the promotion of their product must be enlisted and registered with the DGS&D / MOD/ Labs/Estts. of DRDO before involving in procurement process. The enlistment is different from registration of vendor as Supplier of a category of stores/services 10. The Supply Order/Contract providing for interest free mobilization advances (against BG of 110% advance value), if terminated due to default of the supplier/Contractor, the Mobilisation advance will be deemed as INTEREST (compounded quaterly) bearing advance and will be charged as per prevailing rules of GOI.
NOTE : (I) THE LAST DATE OF SUBMISSION WILL NOT BE EXTENDED. THE PROSPECTIVE BIDDERS SHOULD MAKE SUITABLE ARRANGEMENTS TO PURCHASE THE TENDER DOCUMENTS WELL IN ADVANCE, PREPARE THE BIDS AND SUBMIT THEIR BIDS SO AS TO REACH ADRDE, AGRA LATEST BY DUE TIME & DATE AS INDICATED ABOVE. (II) THE BIDDER CLAIMING EXEMPTION FROM TENDER FEE SHOULD FORWARD THE PROOF ALONGWITH THEIR REQUEST. (III) THE BIDDER SHOULD CLEARLY MENTION IN THEIR TECHNO-COMMERCIAL BID THAT THEY HAVE ENCLOSED THE EMD AMOUNT ALONG WITH THE PRICE BID WITHOUT MENTIONING THE AMOUNT. THE BIDDERS CLAIMING EXEMPTION FOR EMD, CDEC & EDEC SHOULD CLEARLY MENTION IN A SEPARATE LETTER ENCLOSED WITH TECHNO-COMMERCIAL BID ABOUT THE EXEMPTION. (IV) ADRDE IS NOT RESPONSIBLE FOR ANY INADVERTENT ERROR THAT MAY CREEP IN THE PUBLICATION OF ADVERTISEMENT IN INDIAN TRADE JOURNAL OR ANY LEADING NEWS PAPER. THE ADVETISEMENT PUBLISHED IN SAID JOURNAL/NEWS PAPER ARE FOR GENERAL INFORMATION ONLY. THE SPECIFICATION/ NOMENCLATURE/QTY ETC. ISSUED BY ADRDE IN THE TENDER DOCUMENT IN RESPONSE TO THE REQUEST (on their Letter head) MADE BY PROSPECTIVE VENDORS WILL BE TREATED AS FIRM AND FINAL. (V) IN CASE , AFTER OBTAINING THE TENDER DOCUMENT, IF THE TENDERER NOT DESIRES TO QUOTE , HE MUST RETURN THE TENDER DOCUMENT TO DIRECTOR ADRDE ,AGRA IMMEDIATELY . (VI) IN CASE OF ANY TECHNO-COMMERCIAL CLARIFICATION ABOUT THE ARTICLE/SERVICE UNDER PEROCUREMENT , THE VENDORS ARE ADVISED TO GET IT CLEAR ATLEAST A WEEK BEFORE THE LAST DATE OF ISSUE OF TENDER DOCUMENT IN WRITING. (VII) THE PURCHASER RESERVES THE RIGHT TO TERMINATE THE CONTRACT IN WHOLE OR IN PART WITHOUT PREJUDICE TO ANY OTHER REMEDY FOR BREACH OF CONTRACT BY WRITTEN NOTICE OF DEFAULT SENT TO SUPPLIER (VIII) IF TENDER OPENING DATE FALLS ON SATURDAY, SUNDAY OR GAZETTED HOLIDAY, THE TENDER WILL OPEN ON NEXT WORKING DAY. (IX) THE TENDER INFORMATION IS ALSO AVAILABLE ON DRDO WEBSITE - www.drdo.gov.in
DIRECTOR For and on behalf of the President of India
Raksha Mantralaya Ministry of Defence
Specification For
Polyurethane (PU) Coated Nylon Fabrics
Issued By
Director Aerial Delivery Research And Development Estt.
Ministry Of Defence Post Box No. 51
Station Road Agra Cantt - 282 001
RECORD OF AMENDMENTS
Sl. No
Present Document No./ Page Changed
Revision No. & Date
Summary of Change Remarks
1.
ADRDE/QMS/TDTM/SPECN/85, Page No. 14
01 Dt. 07/07/11
Change in Test Method for Sl. No.4 from IS 7016-Part II to IS 1969
2
ADRDE/QMS/TDTM/SPECN/85, Page No. 16
01 Dt. 07/07/11
Change in specified values of all varieties of PU coated nylon fabric for Tearing Strength, kgf, min, Cut Slit Method, Warp & Weft
RECORD OF ISSUE
Sl. No.
Present Document No. Issue No. & Date
Reason for Change of Issue Remarks
1.
ADRDE/QMS/TDTM/SPECN/85
01 dt. 25/11/2008
-
2.
ADRDE/QMS/TDTM/SPECN/85
02 dt. 29/04/2011
Upgrdation of Issue no. 1
INDEX
Contents Page No.
Cover Page ------------------------------------------------------------------- 1
Record of Amendments --------------------------------------------- 2 Record of Issue-------------------------------------------------------- 3 Index ------------------------------------------------------------------ 4
0 Foreword --------------------------------------------------------------------- 5 1 Scope ------------------------------------------------------------------------- 5 2 Related Specifications ------------------------------------------------------ 7 3 Reference Standard---------------------------------------------------------- 7 4 Type and Grade------------------------------------------------------------- 7 5 Requirements --------------------------------------------------------------- 7 6 Marking----------------------------------------------------------------------- 9 7 Quality------------------ ------------------------------------------------------ 9 8 Pre Inspection Of Stores /Consignment --------------------------------- 9 9 Sampling---------------------------------------------------------------------- 9 10 Criteria For Conformity---------------------------------------------------- 10 11 Inspection--------------------------------------------------------------------- 10 12 Warranty---------------------------------------------------------------------- 10 13 Packaging--------------------------------------------------------------------- 10 14 Defence Stores Catalogue Number--- ------------------------------------- 10 15 Suggestion For Improvement --------------------------------------------- 10 16 Coating Plan (Appendix ‘A’)----------------------------------------------- 12 17 Base Fabric Technical Particulars (Appendix ‘B’) ------------------- 15 18 Coated Fabric Technical Particulars (Appendix ‘C’) ------------------ 16 19 Environmental Tests – For Aerostat Application (Appendix ‘D’) ---- 17
PU Coated Nylon Fabrics 0. FOREWORD 0.1 This specification has been prepared by a special committee at ADRDE and approved by the Director,
ADRDE, Agra. 0.2 This is issue-2 of this specification. The present specification supersedes the issue-1 of this specification
dated 25/11/2008. 0.3 This specification would be used for manufacturing, inspection and procurement of various varieties of
Polyurethane Coated Nylon Fabrics, viz.; i. Variety no. 1: Polyurethane coated nylon fabric 250 kgf BS, 360 ± 25 gsm mass. ii. Variety no. 2: Polyurethane coated nylon fabric 150 kgf BS, 320 ± 20 gsm mass. iii. Variety no. 3: Polyurethane coated nylon fabric 140 kgf BS, 230 ± 15 gsm mass (Only one side
coating through melt extrusion). iv. Variety no. 4: Polyurethane coated nylon fabric 90 kgf BS, 265 ± 15 gsm mass. v. Variety no. 5: Polyurethane coated nylon fabric (Ballonet fabric), 90 kgf BS, 280 ± 20 gsm mass
(Both side coating through melt extrusion). 0.4 In case of any discrepancy between this specification and any sample or pattern, this specification shall be
taken as correct. 0.5 Enquiries regarding this specification in relation to any contractual conditions should be addressed to the
Inspection Authority named in tender or contract. Other enquiries will be referred to the issuing authority, Director, ADRDE, Agra.
0.6 Whenever a reference to any other specification occurs in this specification, it shall be taken as a reference to the latest version of that specification.
0.7 Copies of this specification can be obtained from: i. The Director, A.D.R.D.E., Post Box No.- 51, Station Road, Agra Cantt. - 282 001 ii. Concerned Inspectors and Inspection Authority 0.8 IS specifications quoted in this specification may be obtained directly from B.I.S., Manak Bhawan, 9,
Bahadur Shah Zafar Marg, New Delhi - 110 002 or its offices located in the country. 1. SCOPE 1.1 This specification covers the requirement of various Varieties of Polyurethane Coated Nylon Fabrics,
viz.;
i. Variety no. 1: Polyurethane coated nylon fabric 250 kgf BS, 360 ± 25 gsm mass. ii. Variety no. 2: Polyurethane coated nylon fabric 150 kgf BS, 320 ± 20 gsm mass. iii. Variety no. 3: Polyurethane coated nylon fabric 140 kgf BS, 230 ± 15 gsm mass (Only one side
coating through melt extrusion). iv. Variety no. 4: Polyurethane coated nylon fabric 90 kgf BS, 265 ± 15 gsm mass. v. Variety no. 5: Polyurethane coated nylon fabric (Ballonet fabric), 90 kgf BS, 280 ± 20 gsm mass
(Both side coating through melt extrusion). used in the manufacture of Aerostats, Balloons & Inflatables and other miscellaneous Aerial Delivery Equipments.
2. RELATED SPECIFICATIONS 2.1 Reference is made in this specification to: i IS:2 Rules for rounding off numerical values ii IS:6359 Methods for conditioning of textiles iii IS:1954 Methods for determination of length and width of fabrics
iv IS:1969 Methods for Determination of Breaking Load and Elongation of
Woven Textile Fabrics v IS:667 Methods for Identification of Textile Fibres vi IS:1963 Methods for Determination of Threads per Unit Length in Woven
Fabrics vii IS:3442 Method for determination of crimp and count of yarn removed
from fabrics viii IS:1964 Method of test for coated and treated fabrics
(For weight per metre square) ix IS: 7016 Methods of test for coated and treated fabrics
(Pt. I) (Determination of length, width, Thickness & weight per square metre of fabrics)
x IS:7016 Methods of test for coated and treated fabrics (Pt. II) (Determination of breaking strength and extension at break)
xi IS:7016 Methods of test for coated and treated fabrics
(Pt. V) (Determination of Coating Adhesion)
xii MIL-C- Cut Slit Method for Testing of Tear Strength 21189
xiii ADRDE/ Inspection process schedule of coated fabric for
IPS/01/44 inflatables xiv IS:7016 Methods of test for coated and treated fabrics
(Pt. IV) (For Resistance to damage by flexing) xv IS:7151 Specification for corrugated fibre board boxes for Para dropping of
supplies. xvi IS:9738 Polythene bags. xvii IS: 5762 Methods for the determination of melting point and melting range. xviii ASTM Methods of test for Gas transmission rate of plastic film and D-1434 sheeting xix IS:7016 Methods of test for coated and treated fabrics (Part-IX) (Determination of Blocking Resistance) 2.2 All specifications referred to in this specification for any tender or contract shall mean the current edition
on the date of such tender or contract. 3. REFERENCE STANDARD The standard of the fabric/coated fabric, held by ADRDE, Agra Cantt, shall constitute the reference
standard as regards any particulars or properties not noted/defined in this specification.
4. TYPE AND GRADE:
The Polyurethane Coated Nylon Fabric is a composite, both side coated nylon fabric as per the enclosed coating plan given at Appendices ‘A1-A3’ for different varieties of PU coated nylon fabric. The Polyurethane coating used for gas barrier through melt extrusion coating (Zimmer) should be of Polyether grade and that used for environmental resistant outer layer with solvent coating should be of Polyester
grade. Further, for all the tie coats knife coating with polyester grade of PU with suitable amount of isocyanate based cross linkers is to be used. The suitable grade of Polyurethane should be used which meets the following requirements:
1 It shall be compatible for coating. 2 Polyurethane used should fulfill the requirement of Technical Particulars as given in Appendix ‘C’
w.r.t. peel strength, seam shear strength & gas permeability and environmental resistance criteria as per Appendix – ‘D’.
5. REQUIREMENTS 5.1 Base Fabric - The base fabric for the manufacture of Polyurethane coated nylon fabric (Refer Appendix
‘B’) should be woven from Nylon-66 high tenacity multifilament yarn in plain weave design. The PU coated nylon fabric supplied as per the contract should also comprise of atleast one-metre length of full width of nylon base fabric alongwith manufacturer/supplier test and inspection report for evaluation of properties of base fabric.
5.2 Coating - The coating shall be of Polyurethane – Poly-ether & Polyester grades. The coating shall be
non-irritant to the skin and shall not contain any ingredients, which may be harmful to persons with whom it may come in contact. The selection of coating polymers, solvent & process should be as per the statutory laws.
5.2.1 Colour of Coating – The colour of the coating shall be as per Appendix ‘A1-A3’ or as agreed between
the purchaser and the supplier. Variation in colour should not be observed during visual inspection.
5.2.2 Visual defects - The coated material shall be soft, pliable, smooth and free from cuts, embedded foreign matter, surface irregularities and other mechanical defects. The number of visual defects when determined as clause 3.0 of IPS: ADRDE/IPS/01/44 shall not be more than one major defect per 10 m length. The finished fabric shall be thoroughly clean and shall not have any objectionable odour.
5.2.3 Length - The length shall be determined in accordance with IS:7016 (Pt. I). The length of each piece of
Polyurethane coated fabric shall not be less than 100 metre unless otherwise agreed to between the purchaser and the supplier. There shall be no joints in any single piece. However, shorter lengths may be accepted as under:
20% of the total supply – in length of 50 m or above or as agreed. 5.2.4 Width - The usable width of the Polyurethane coated fabric shall be 130 cm. minimum (selvedge free) or
as agreed to between the purchaser and the supplier. The uncoated portion, if any, near either selvedge, shall not be more than 10 mm in width. The width shall be determined in accordance with IS:7016 (Pt. I).
5.2.5 Mass - The mass of the Polyurethane coated nylon fabric shall be determined as per IS:7016 (Pt. I) and should satisfy the requirements as given in Appendix ‘C’.
5.2.6 Breaking Load and extension at break - Breaking load and extension at break of the coated fabric shall be determined as per IS:7016 (Pt. II). It should satisfy the requirements given in Appendix ‘C’.
5.2.7 Seam Shear Strength - Seam Shear Strength of the coated fabric shall be determined as per Annexure -
A and IS:7016 (Pt. II). It should satisfy the requirements given in Technical Particulars Appendix ‘C’.
5.2.8 Peel Strength - Peel Strength of the fabric shall be determined as per IS:7016 (Pt. V). It should satisfy the requirements given in Technical Particulars Appendix ‘C’.
5.2.9 Tear Strength - Tear Strength of the coated fabric shall be determined as per MIL-C-21189 (Cut Slit Method). A brief description of the method is given in Annexure – B. It should satisfy the requirements given in Appendix ‘C’
5.2.10 Helium/Hydrogen Permeability Test - The Helium/Hydrogen Permeability of the fabric shall be determined as per ASTM D-1434 or equivalent. It should satisfy the requirements as given in Technical Particulars of Appendix ‘C’. Until otherwise stated Helium permeability should be taken as measure of gas barrier property and will be used for acceptance.
5.2.11 Low Temperature Flex/Bent Test - The Low Temperature Flex/Bent shall be determined in accordance with IS:7016 (Pt. X) at (-) 30°C. It should satisfy the requirements given in Technical Particulars Appendix ‘C’.
5.2.12 Resistance to Blocking - The Resistance to Blocking shall be determined in accordance with IS:7016 (Pt. IX) at (+) 70±2 °C. It should satisfy the requirements given in Technical Particulars Appendix ‘C’.
5.2.13 Thickness - The thickness of the Polyurethane coated nylon fabric shall be determined as per IS:7016 (Pt.
I). It should satisfy the requirements as given in Appendix ‘C’. 5.3 Environmental Test on Coated Fabric: For specific end use environmental (EN) test plan will be drawn
and the fabric has to qualify these tests before actual usage. These should be agreed between buyer & seller at the time of contract. It is to be noted that these are qualification tests and not the acceptance tests; hence these tests will be done during initial phase for qualification of this material for specific end use.
It may be noted that all the variety of coated fabrics as per this specification have been subjected to the range of environmental tests for Aerostat Application attached at Appendix – D and have met all the qualification criteria.
6. MARKING Each piece, prior to being offered for inspection, shall legibly be marked by the supplier with his name,
initials or recognized trade mark, the month and year of manufacture, brief nomenclature, DS Cat. number of the store and length of the piece along with the number of flags contained in the piece.
7. QUALITY Examination of sample taken from any portion of consignment shall show that the fabric conforms to the
requirements of clause 5 above. 8. PRE-INSPECTION OF STORES/CONSIGNMENT 8.1 Manufacturers / contractors must satisfy themselves that the stores are in accordance with the
terms of the contract and fully conform to the required specification by carrying out a thorough pre-inspection and testing of each lot before actually tendering the same for inspection to the inspecting officer nominated under the terms of the contract. A declaration by the contractor that necessary pre-inspection has been carried out on the stores tendered, will be submitted along with the challan. The declaration will also indicate the method followed in carrying out pre-inspection showing the features checked/tested and will have the test certificate and test report attached to the challan/declaration.
8.2 If the inspecting officer finds that pre-inspection of the consignment as required above, has not been carried out, the consignment is liable for rejection.
9. SAMPLING 9.1 The manufacturer/supplier shall tender stores duly numbered and arranged in such a way that all the units
are easily accessible to the Inspector. 9.2 The samples shall be drawn lot wise for carrying out tests specified in this standard. Unless otherwise
agreed to between the buyer and the seller, the sampling shall be done as detailed below: 9.2.1 Lot – A lot shall constitute – i) total length of the coated fabric manufactured from same base fabric using
same type of material & process of manufacture/coating ii) one-metre length of full width of base fabric iii) half-metre one side melt extrusion coated & iv) half-metre one side solution coated fabric. This shall be delivered to a buyer against one dispatch note,.
9.2.2 The base fabric shall be tested from each lot for various parameters as per Appendix–B. 9.2.3 One side coated fabrics – solution and melt extrusion coating shall be tested for amount of coating as per
Appendix–C. 9.2.4 Each roll of the lot shall be measured for its length & width, IS:7016 (Pt I), and also for visual inspection
as per Clause 3.0 of ADRDE/IPS/01/44. 9.2.5 The following tests shall be conducted on coated fabric samples of one-metre length and of full width
drawn from each roll of the lot: a) Mass b) Breaking Strength
c) Elongation d) Helium */Hydrogen Permeability (One specimen shall be drawn from width-wise centre
of fabric) *Until stated otherwise , Helium permeability alone is to be taken as index of gas barrier property. 9.2.6 One sample of one and a half metre length and of full width shall be selected from any one roll of
each lot for carrying out the following tests: a) Seam shear strength – It shall be tested for all the three possible surface combinations i.e.
Z-S, Z-Z & S-S for variety no. 1, 2 &5. For variety no. 3 in two possible surface i.e Z-S & Z-Z & for variety no. 5 only in Z-Z combination. Specimens shall be made in warp direction only
b) Peel strength - It shall be tested for all the three possible surface combinations i.e. Z-S, Z-Z & S-S for variety no. 1, 2 &5. For variety no. 3 in two possible surface i.e Z-S & Z-Z & for variety no. 5 only in Z-Z combination. Specimens shall be made in warp direction only.
c) Low temperature flex d) Helium*/Hydrogen Permeability (Cut from sample three test pieces, one from the centre,
and the other two symmetrical with the first, in such a manner that their external edge is between 50 & 250 mm from the selvedge of the fabric roll taken along a line which makes an angel of 45° with the length of the roll. Designate these test pieces A, B & C, respectively.
e) Resistance to Blocking 10. CRITERIA FOR CONFORMITY
All the sample units drawn as per clause 9, shall be tested/examined to the relevant requirement/specification. The lot shall be considered to be in conformity, if the requirements given in clause 5, are satisfied.
11. INSPECTION If, on examination, 20 percent of the supplies are found not to conform to this specification in any respect, the whole consignment should be rejected.
12. WARRANTY 12.1 The store supplied shall be deemed to bear a warranty of the contractor against defective material, poor
workmanship and performance for a period of twelve months from the date of receipt of the stores at consignee's depot.
12.2 If during the period, the stores supplied are found by the consignee to be defective, the same shall be replaced immediately with serviceable stores by the contractor at site, free of any charge or cost.
13. PACKAGING 13.1 Each roll / piece shall be wrapped with polythene bag (as per IS:9738) to form a unit pack. Suitable
number of such unit packs shall then be wrapped with paper craft wrapping and placed in corrugated fiber board boxes (as per IS:7151) of suitable size, provided with line water proof bag. The gross mass of the box shall not exceed 40 kg. The empty spaces, if any, shall be filled in with cushioning material to prevent any movement of the contents inside the corrugated fiber board box and the top lid of the box shall be properly sealed with adhesive tape. The packing shall be made secured by fastening it with suitable nylon tape.
13.2 Packing material used should be approved by Inspecting Officer. If ordered for delivery to a local inspection depot, the store shall be delivered in the same fashion as stated above in clause no. 13.1. After inspection, the accepted supplies shall be packed by the inspection depot concerned as indicated in para 13.1 above.
13.3 Before dispatch, each corrugated fiberboard box shall be legibly and indelibly marked showing following details:
a) Nomenclature and D S Cat.number. b) Quantity packed in each corrugated fibre board box. c) Serial no. of the corrugated fibre board box. d) Month and year of packing. e) Name and trade mark of the manufacturer.
f) Gross mass of each corrugated fibre board box in kg. g) Name and address of the consignee.
h) Inspection Note number and date.

14. DEFENCE STORE CATALOGUE NUMBER Not yet allotted.
15. SUGGESTIONS FOR IMPROVEMENT Any suggestion for improvement of this document may be forwarded to the Director, ADRDE, Agra Cantt - 282 001.
Appendix ‘A1’
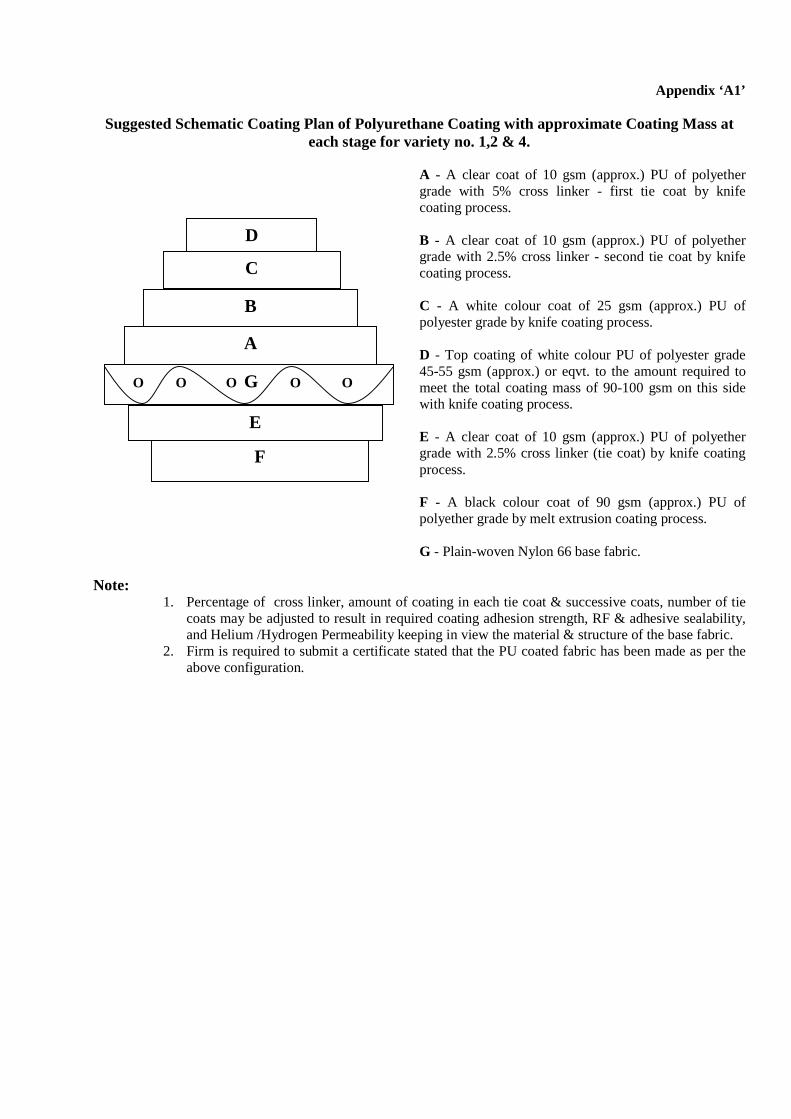
Suggested Schematic Coating Plan of Polyurethane Coating with approximate Coating Mass at each stage for variety no. 1,2 & 4.
A - A clear coat of 10 gsm (approx.) PU of polyether grade with 5% cross linker - first tie coat by knife coating process.
B - A clear coat of 10 gsm (approx.) PU of polyether grade with 2.5% cross linker - second tie coat by knife coating process.
C - A white colour coat of 25 gsm (approx.) PU of polyester grade by knife coating process.
D - Top coating of white colour PU of polyester grade 45-55 gsm (approx.) or eqvt. to the amount required to meet the total coating mass of 90-100 gsm on this side with knife coating process.
E - A clear coat of 10 gsm (approx.) PU of polyether grade with 2.5% cross linker (tie coat) by knife coating process.
F - A black colour coat of 90 gsm (approx.) PU of polyether grade by melt extrusion coating process.
G - Plain-woven Nylon 66 base fabric.
Note:
1. Percentage of cross linker, amount of coating in each tie coat & successive coats, number of tie coats may be adjusted to result in required coating adhesion strength, RF & adhesive sealability, and Helium /Hydrogen Permeability keeping in view the material & structure of the base fabric.
2. Firm is required to submit a certificate stated that the PU coated fabric has been made as per the above configuration.
O O O G O O
E
F
A
B
C
D
Appendix ‘A2’
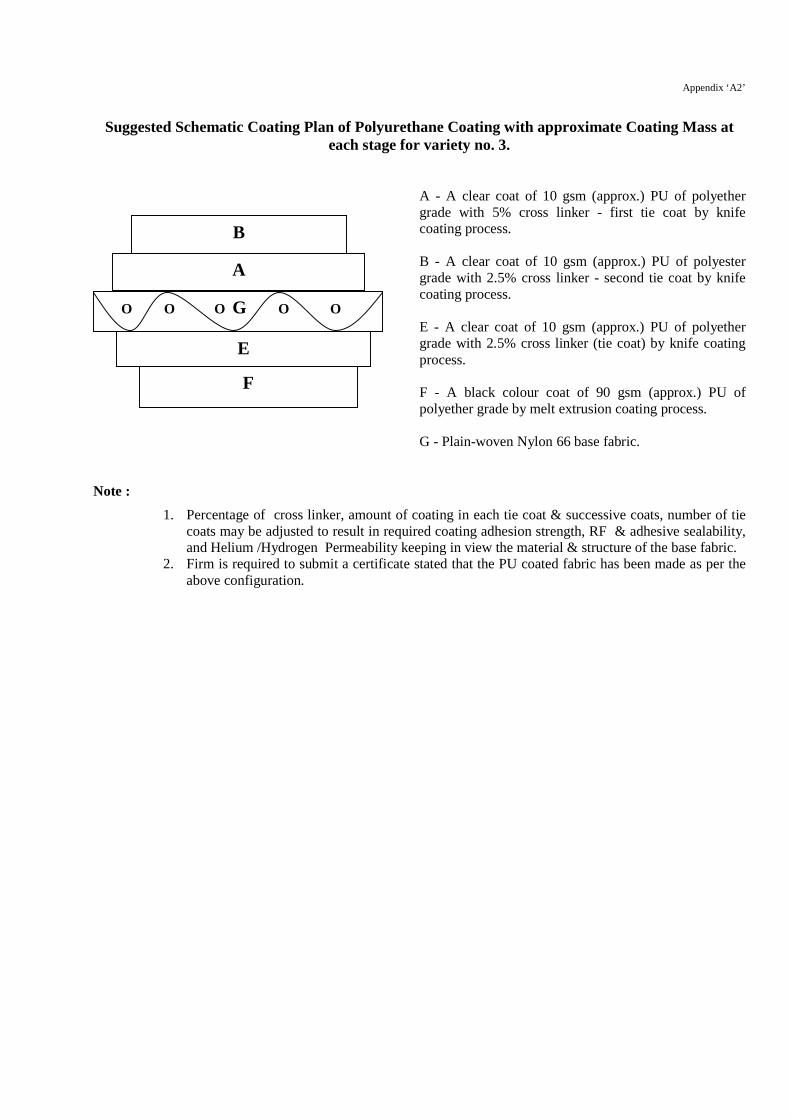
Suggested Schematic Coating Plan of Polyurethane Coating with approximate Coating Mass at
each stage for variety no. 3.
A - A clear coat of 10 gsm (approx.) PU of polyether grade with 5% cross linker - first tie coat by knife coating process.
B - A clear coat of 10 gsm (approx.) PU of polyester grade with 2.5% cross linker - second tie coat by knife coating process.
E - A clear coat of 10 gsm (approx.) PU of polyether grade with 2.5% cross linker (tie coat) by knife coating process.
F - A black colour coat of 90 gsm (approx.) PU of polyether grade by melt extrusion coating process.
G - Plain-woven Nylon 66 base fabric.
Note :
1. Percentage of cross linker, amount of coating in each tie coat & successive coats, number of tie coats may be adjusted to result in required coating adhesion strength, RF & adhesive sealability, and Helium /Hydrogen Permeability keeping in view the material & structure of the base fabric.
2. Firm is required to submit a certificate stated that the PU coated fabric has been made as per the above configuration.
O O O G O O
E
F
A
B
Appendix ‘A3’
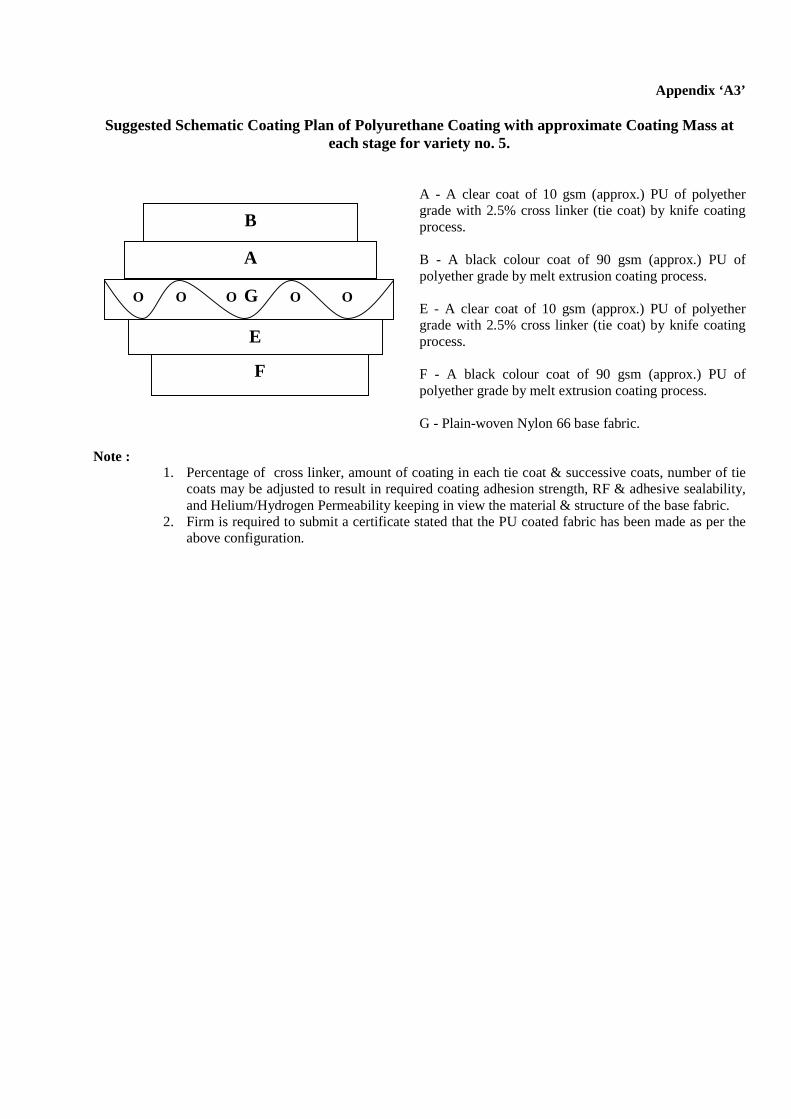
Suggested Schematic Coating Plan of Polyurethane Coating with approximate Coating Mass at each stage for variety no. 5.
A - A clear coat of 10 gsm (approx.) PU of polyether grade with 2.5% cross linker (tie coat) by knife coating process.
B - A black colour coat of 90 gsm (approx.) PU of polyether grade by melt extrusion coating process.
E - A clear coat of 10 gsm (approx.) PU of polyether grade with 2.5% cross linker (tie coat) by knife coating process.
F - A black colour coat of 90 gsm (approx.) PU of polyether grade by melt extrusion coating process.
G - Plain-woven Nylon 66 base fabric.
Note :
1. Percentage of cross linker, amount of coating in each tie coat & successive coats, number of tie coats may be adjusted to result in required coating adhesion strength, RF & adhesive sealability, and Helium/Hydrogen Permeability keeping in view the material & structure of the base fabric.
2. Firm is required to submit a certificate stated that the PU coated fabric has been made as per the above configuration.
O O O G O O
E
F
A
B
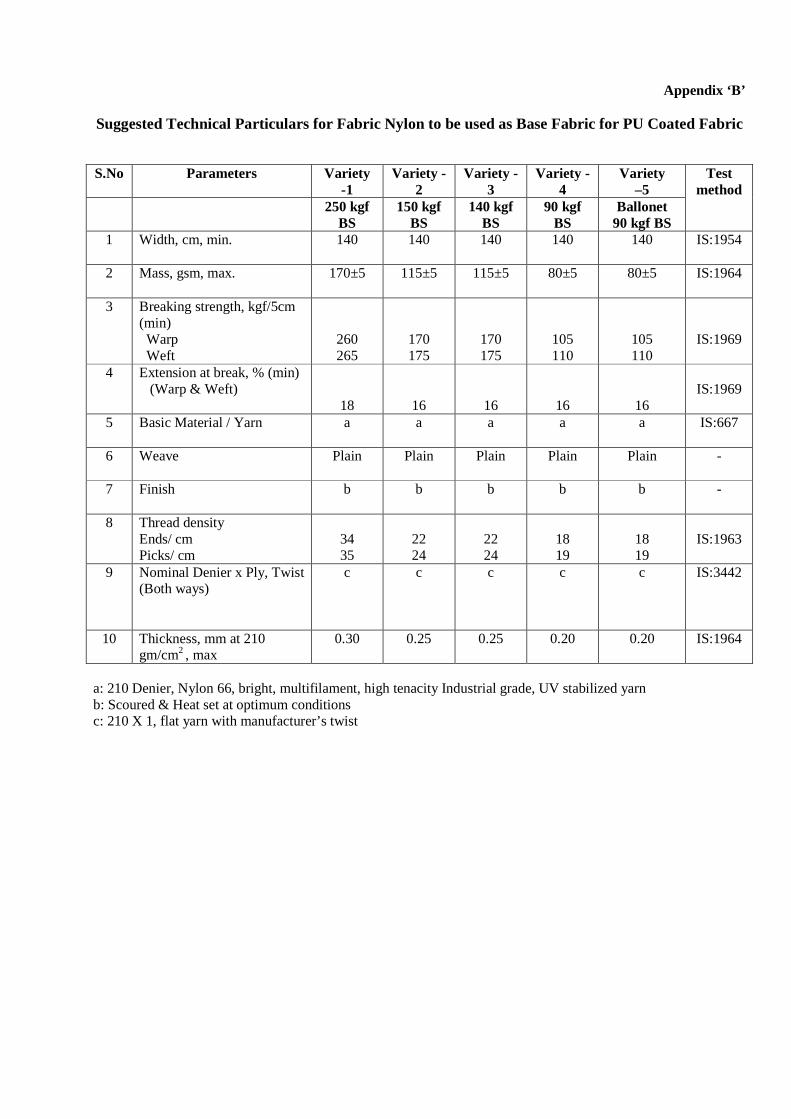
Appendix ‘B’
Suggested Technical Particulars for Fabric Nylon to be used as Base Fabric for PU Coated Fabric
S.No Parameters Variety -1
Variety -2
Variety -3
Variety -4
Variety –5
250 kgf BS
150 kgf BS
140 kgf BS
90 kgf BS
Ballonet 90 kgf BS
Test method
1 Width, cm, min.
140 140 140 140 140 IS:1954
2
Mass, gsm, max. 170±5 115±5 115±5 80±5 80±5 IS:1964
3 Breaking strength, kgf/5cm (min) Warp Weft
260 265
170 175
170 175
105 110
105 110
IS:1969
4 Extension at break, % (min) (Warp & Weft)
18
16
16
16
16
IS:1969
5 Basic Material / Yarn
a a a a a IS:667
6 Weave
Plain Plain Plain Plain Plain -
7 Finish b
b b b b -
8
Thread density Ends/ cm Picks/ cm
34 35
22 24
22 24
18 19
18 19
IS:1963
9
Nominal Denier x Ply, Twist (Both ways)
c c c c c IS:3442
10 Thickness, mm at 210 gm/cm2 , max
0.30 0.25 0.25 0.20 0.20 IS:1964
a: 210 Denier, Nylon 66, bright, multifilament, high tenacity Industrial grade, UV stabilized yarn b: Scoured & Heat set at optimum conditions c: 210 X 1, flat yarn with manufacturer’s twist
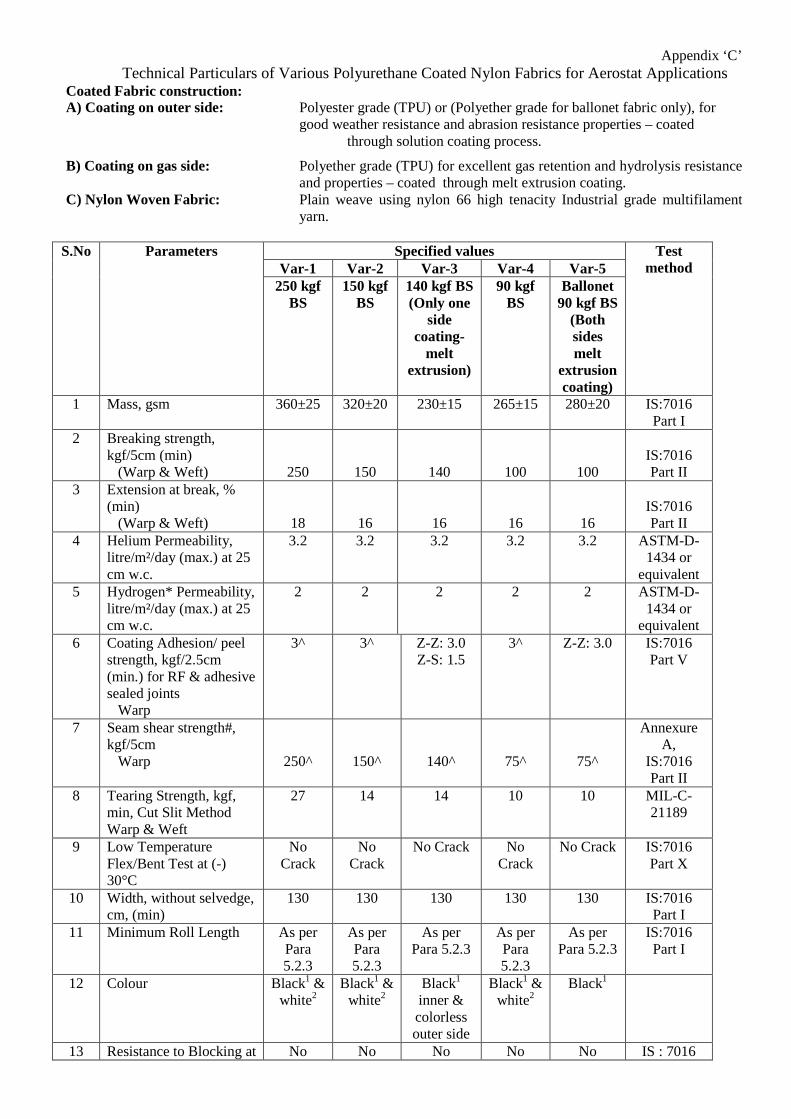
Appendix ‘C’ Technical Particulars of Various Polyurethane Coated Nylon Fabrics for Aerostat Applications
Coated Fabric construction: A) Coating on outer side: Polyester grade (TPU) or (Polyether grade for ballonet fabric only), for
good weather resistance and abrasion resistance properties – coated through solution coating process.
B) Coating on gas side: Polyether grade (TPU) for excellent gas retention and hydrolysis resistance and properties – coated through melt extrusion coating.
C) Nylon Woven Fabric: Plain weave using nylon 66 high tenacity Industrial grade multifilament yarn.
Specified values
Var-1 Var-2 Var-3 Var-4 Var-5 S.No Parameters
250 kgf BS
150 kgf BS
140 kgf BS (Only one
side coating-
melt extrusion)
90 kgf BS
Ballonet 90 kgf BS
(Both sides melt
extrusion coating)
Test method
1 Mass, gsm 360±25 320±20 230±15 265±15 280±20 IS:7016 Part I
2
Breaking strength, kgf/5cm (min) (Warp & Weft)
250
150
140
100
100
IS:7016 Part II
3 Extension at break, % (min) (Warp & Weft)
18
16
16
16
16
IS:7016 Part II
4 Helium Permeability, litre/m²/day (max.) at 25 cm w.c.
3.2 3.2 3.2 3.2 3.2 ASTM-D-1434 or
equivalent 5 Hydrogen* Permeability,
litre/m²/day (max.) at 25 cm w.c.
2 2 2 2 2 ASTM-D-1434 or
equivalent 6 Coating Adhesion/ peel
strength, kgf/2.5cm (min.) for RF & adhesive sealed joints Warp
3^ 3^ Z-Z: 3.0 Z-S: 1.5
3^ Z-Z: 3.0 IS:7016 Part V
7 Seam shear strength#, kgf/5cm Warp
250^
150^
140^
75^
75^
Annexure A,
IS:7016 Part II
8 Tearing Strength, kgf, min, Cut Slit Method Warp & Weft
27 14
14
10 10 MIL-C-21189
9
Low Temperature Flex/Bent Test at (-) 30°C
No Crack
No Crack
No Crack No Crack
No Crack IS:7016 Part X
10 Width, without selvedge, cm, (min)
130 130 130 130 130 IS:7016 Part I
11 Minimum Roll Length As per Para 5.2.3
As per Para 5.2.3
As per Para 5.2.3
As per Para 5.2.3
As per Para 5.2.3
IS:7016 Part I
12 Colour Black1 & white2
Black1 & white2
Black1 inner & colorless outer side
Black1 & white2
Black1
13 Resistance to Blocking at No No No No No IS : 7016
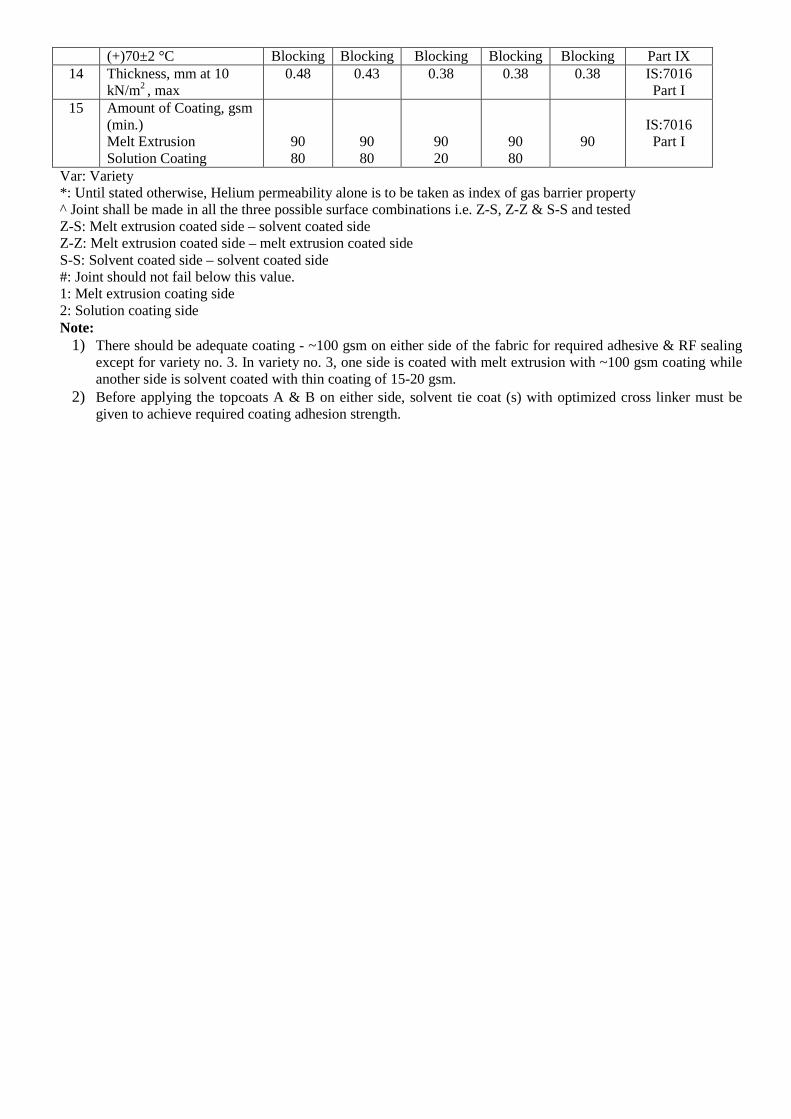
(+)70±2 °C Blocking Blocking Blocking Blocking Blocking Part IX 14 Thickness, mm at 10
kN/m2 , max 0.48 0.43 0.38 0.38 0.38 IS:7016
Part I 15 Amount of Coating, gsm
(min.) Melt Extrusion Solution Coating
90 80
90 80
90 20
90 80
90
IS:7016 Part I
Var: Variety *: Until stated otherwise, Helium permeability alone is to be taken as index of gas barrier property ^ Joint shall be made in all the three possible surface combinations i.e. Z-S, Z-Z & S-S and tested Z-S: Melt extrusion coated side – solvent coated side Z-Z: Melt extrusion coated side – melt extrusion coated side S-S: Solvent coated side – solvent coated side #: Joint should not fail below this value. 1: Melt extrusion coating side 2: Solution coating side Note:
1) There should be adequate coating - ~100 gsm on either side of the fabric for required adhesive & RF sealing except for variety no. 3. In variety no. 3, one side is coated with melt extrusion with ~100 gsm coating while another side is solvent coated with thin coating of 15-20 gsm.
2) Before applying the topcoats A & B on either side, solvent tie coat (s) with optimized cross linker must be given to achieve required coating adhesion strength.
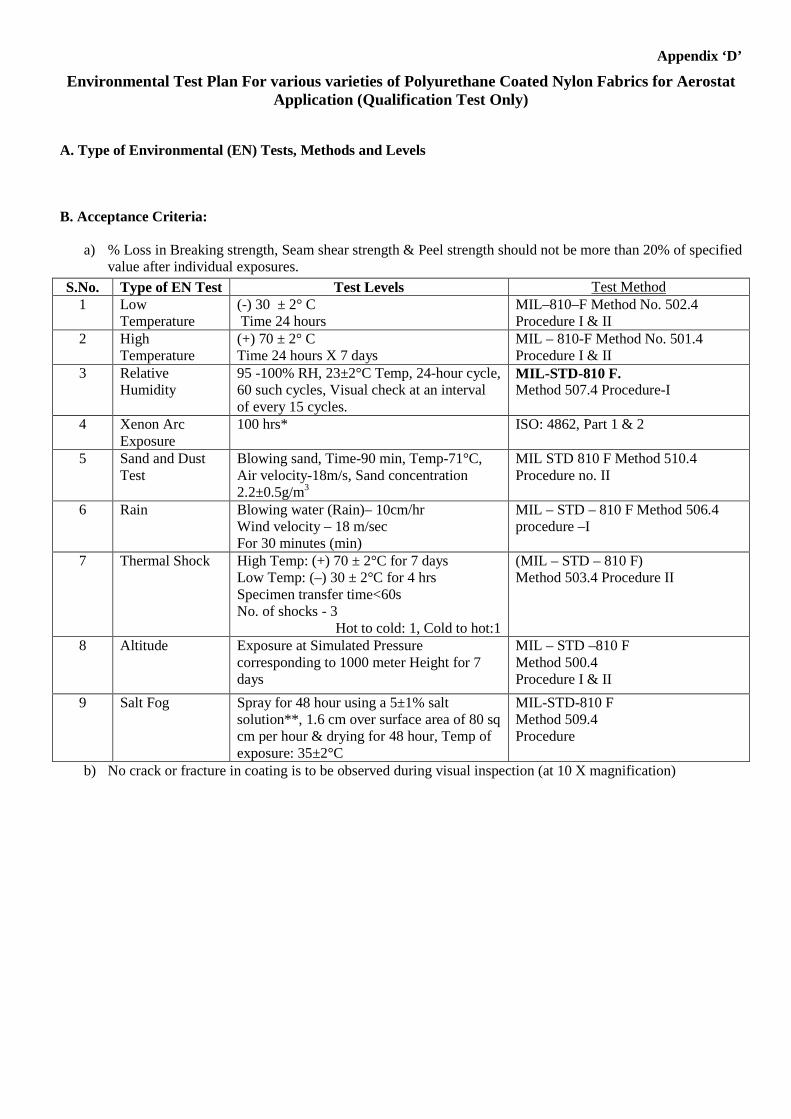
Appendix ‘D’
Environmental Test Plan For various varieties of Polyurethane Coated Nylon Fabrics for Aerostat Application (Qualification Test Only)
A. Type of Environmental (EN) Tests, Methods and Levels
B. Acceptance Criteria:
a) % Loss in Breaking strength, Seam shear strength & Peel strength should not be more than 20% of specified
value after individual exposures.
b) No crack or fracture in coating is to be observed during visual inspection (at 10 X magnification)
S.No. Type of EN Test Test Levels Test Method 1 Low
Temperature (-) 30 ± 2° C Time 24 hours
MIL–810–F Method No. 502.4 Procedure I & II
2 High Temperature
(+) 70 ± 2° C Time 24 hours X 7 days
MIL – 810-F Method No. 501.4 Procedure I & II
3 Relative Humidity
95 -100% RH, 23±2°C Temp, 24-hour cycle, 60 such cycles, Visual check at an interval of every 15 cycles.
MIL-STD-810 F. Method 507.4 Procedure-I
4
Xenon Arc Exposure
100 hrs*
ISO: 4862, Part 1 & 2
5 Sand and Dust Test
Blowing sand, Time-90 min, Temp-71°C, Air velocity-18m/s, Sand concentration 2.2±0.5g/m3
MIL STD 810 F Method 510.4 Procedure no. II
6 Rain Blowing water (Rain)– 10cm/hr Wind velocity – 18 m/sec For 30 minutes (min)
MIL – STD – 810 F Method 506.4 procedure –I
7 Thermal Shock High Temp: (+) 70 ± 2°C for 7 days
Low Temp: (–) 30 ± 2°C for 4 hrs Specimen transfer time<60s No. of shocks - 3
Hot to cold: 1, Cold to hot:1
(MIL – STD – 810 F) Method 503.4 Procedure II
8 Altitude Exposure at Simulated Pressure corresponding to 1000 meter Height for 7 days
MIL – STD –810 F Method 500.4 Procedure I & II
9 Salt Fog Spray for 48 hour using a 5±1% salt solution**, 1.6 cm over surface area of 80 sq cm per hour & drying for 48 hour, Temp of exposure: 35±2°C
MIL-STD-810 F Method 509.4 Procedure
* Xenon arc exposure conditions
1. Type of Xenon lamp For Water Cooled the combination of filters is: Inner filter glass – Type ‘S’ Borosilicate/ CIRA Outer filter glass – Type ‘S’ Borosilicate Or For Air Cooled - Xenochrome 300 filter
2. Total Irradiance: 376 MJ/ m2 at 300 – 800 nm Or 0.36 MJ/ m2 at 340 nm
Or 39.7 MJ/ m2 at 300 – 400 nm
3. Irradiance of specimen rack and corresponding time of exposure Irradiance of 1.0 W/ m2 (at 340 nm) - time of exposure is 100 hours.
4. Dry-Wet Cycle: a) Exposure of 1 hour 42 minutes in xenon arc. b) 18 minutes exposure to xenon arc with water spray
5. Black-standard/ black-Panel Temperature
65 ± 3°C
6. Relative Humidity: 50 ± 5%
** Preparation of salt solution: For this test, use sodium chloride containing (on a dry basis) not more than 0.1% sodium iodide and not more than 0.5% total impurities. Do not use sodium chloride containing anti-caking agents because such agents may act as corrosion inhibitors. Unless otherwise specified, prepare a 5 ± 1% solution by dissolving 5 parts by weight of salt in 95 parts by weight of water. Adjust to and maintain the solution at a specific gravity by using the measured temperature and density of salt solution. If necessary, add sodium tetraborate (borax) to the salt solution as a pH-stabilizing agent in a ratio not to exceed 0.7g sodium tetraborate to 75 litres of salt solution. Maintain the pH of the salt solution, as collected as fallout in the pressure chamber, between 6.5 and 7.2 with the solution temperature at +35±2°C. To adjust the pH, use only diluted chemically pure hydrochloric acid or chemically pure sodium hydroxide. Make the pH measurement either electrometrically or calorimetrically.
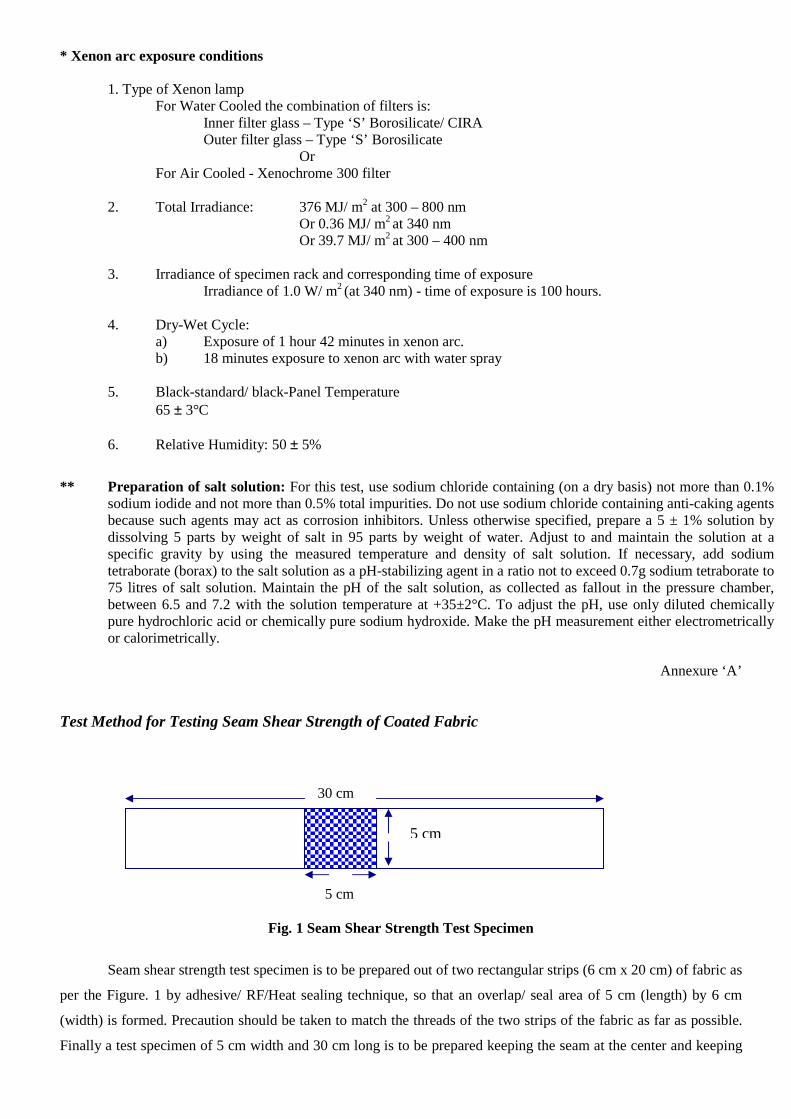
Test Method for Testing Seam Shear Strength of Coated Fabric 30 cm 5 cm5
5 cm
Fig. 1 Seam Shear Strength Test Specimen
Seam shear strength test specimen is to be prepared out of two rectangular strips (6 cm x 20 cm) of fabric as
per the Figure. 1 by adhesive/ RF/Heat sealing technique, so that an overlap/ seal area of 5 cm (length) by 6 cm
(width) is formed. Precaution should be taken to match the threads of the two strips of the fabric as far as possible.
Finally a test specimen of 5 cm width and 30 cm long is to be prepared keeping the seam at the center and keeping
Annexure ‘A’
5 cm
the longitudinal threads parallel to the longer edge of the specimen. Then it is subjected to breaking strength test as
per IS:7016 Part II.
Specimen should be, prepared in both the fabric direction i.e., along warp and weft length.
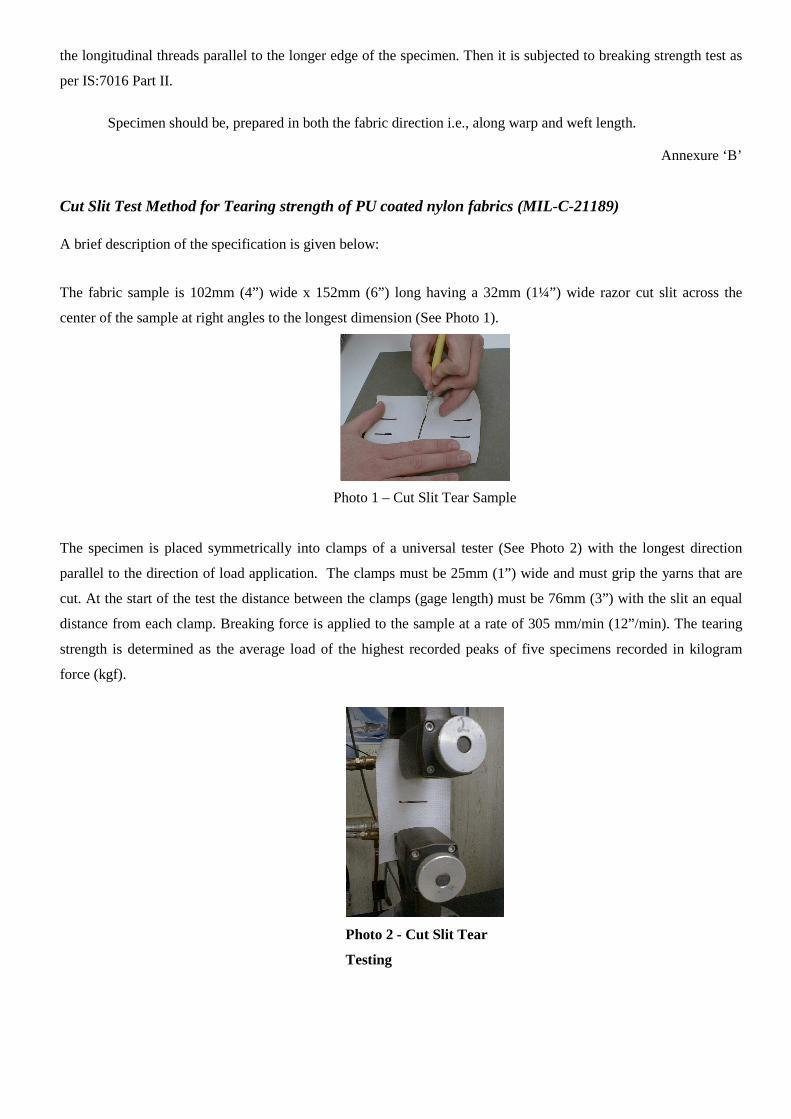
Cut Slit Test Method for Tearing strength of PU coated nylon fabrics (MIL-C-21189) A brief description of the specification is given below:
The fabric sample is 102mm (4”) wide x 152mm (6”) long having a 32mm (1¼”) wide razor cut slit across the
center of the sample at right angles to the longest dimension (See Photo 1).
Photo 1 – Cut Slit Tear Sample
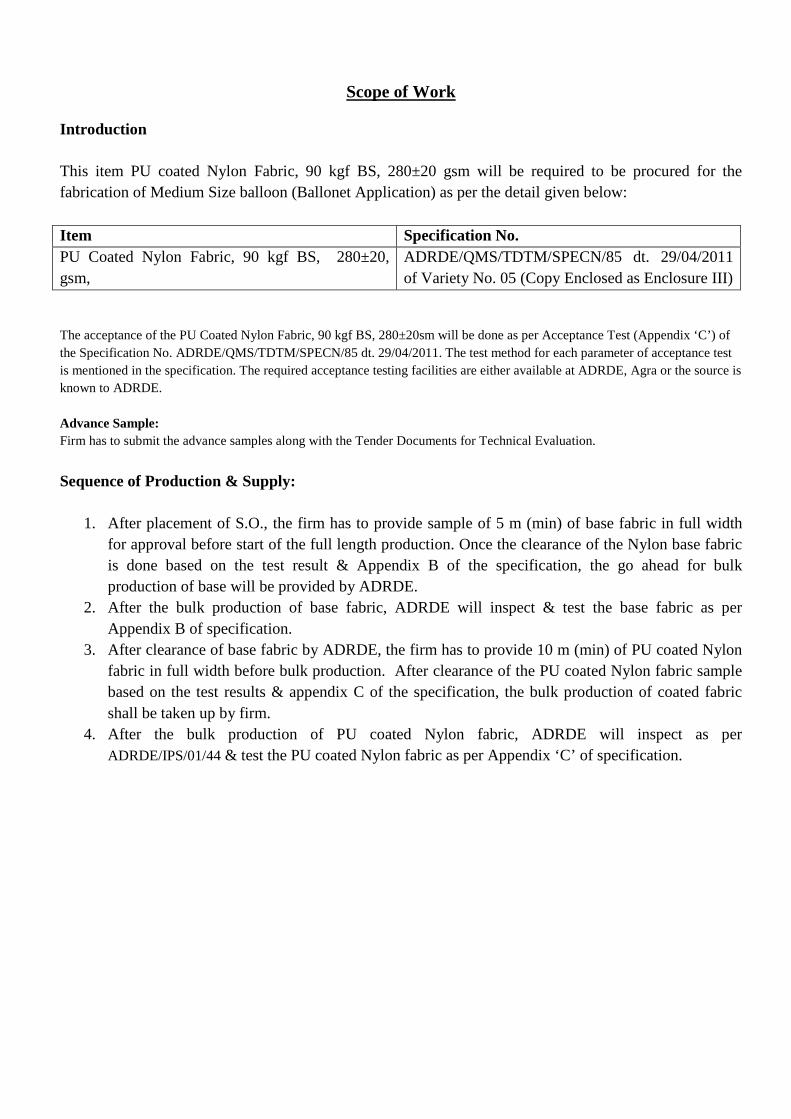
The specimen is placed symmetrically into clamps of a universal tester (See Photo 2) with the longest direction
parallel to the direction of load application. The clamps must be 25mm (1”) wide and must grip the yarns that are
cut. At the start of the test the distance between the clamps (gage length) must be 76mm (3”) with the slit an equal
distance from each clamp. Breaking force is applied to the sample at a rate of 305 mm/min (12”/min). The tearing
strength is determined as the average load of the highest recorded peaks of five specimens recorded in kilogram
force (kgf).
Annexure ‘B’
Photo 2 - Cut Slit Tear
Testing
Introduction This item PU coated Nylon Fabric, 90 kgf BS, 280±20 gsm will be required to be procured for the fabrication of Medium Size balloon (Ballonet Application) as per the detail given below: Item Specification No. PU Coated Nylon Fabric, 90 kgf BS, 280±20, gsm,
ADRDE/QMS/TDTM/SPECN/85 dt. 29/04/2011 of Variety No. 05 (Copy Enclosed as Enclosure III)
Sequence of Production & Supply:
1. After placement of S.O., the firm has to provide sample of 5 m (min) of base fabric in full width for approval before start of the full length production. Once the clearance of the Nylon base fabric is done based on the test result & Appendix B of the specification, the go ahead for bulk production of base will be provided by ADRDE.
2. After the bulk production of base fabric, ADRDE will inspect & test the base fabric as per Appendix B of specification.
3. After clearance of base fabric by ADRDE, the firm has to provide 10 m (min) of PU coated Nylon fabric in full width before bulk production. After clearance of the PU coated Nylon fabric sample based on the test results & appendix C of the specification, the bulk production of coated fabric shall be taken up by firm.
4. After the bulk production of PU coated Nylon fabric, ADRDE will inspect as per ADRDE/IPS/01/44 & test the PU coated Nylon fabric as per Appendix ‘C’ of specification.
Scope of Work
The acceptance of the PU Coated Nylon Fabric, 90 kgf BS, 280±20sm will be done as per Acceptance Test (Appendix ‘C’) of the Specification No. ADRDE/QMS/TDTM/SPECN/85 dt. 29/04/2011. The test method for each parameter of acceptance test is mentioned in the specification. The required acceptance testing facilities are either available at ADRDE, Agra or the source is known to ADRDE. Advance Sample: Firm has to submit the advance samples along with the Tender Documents for Technical Evaluation.
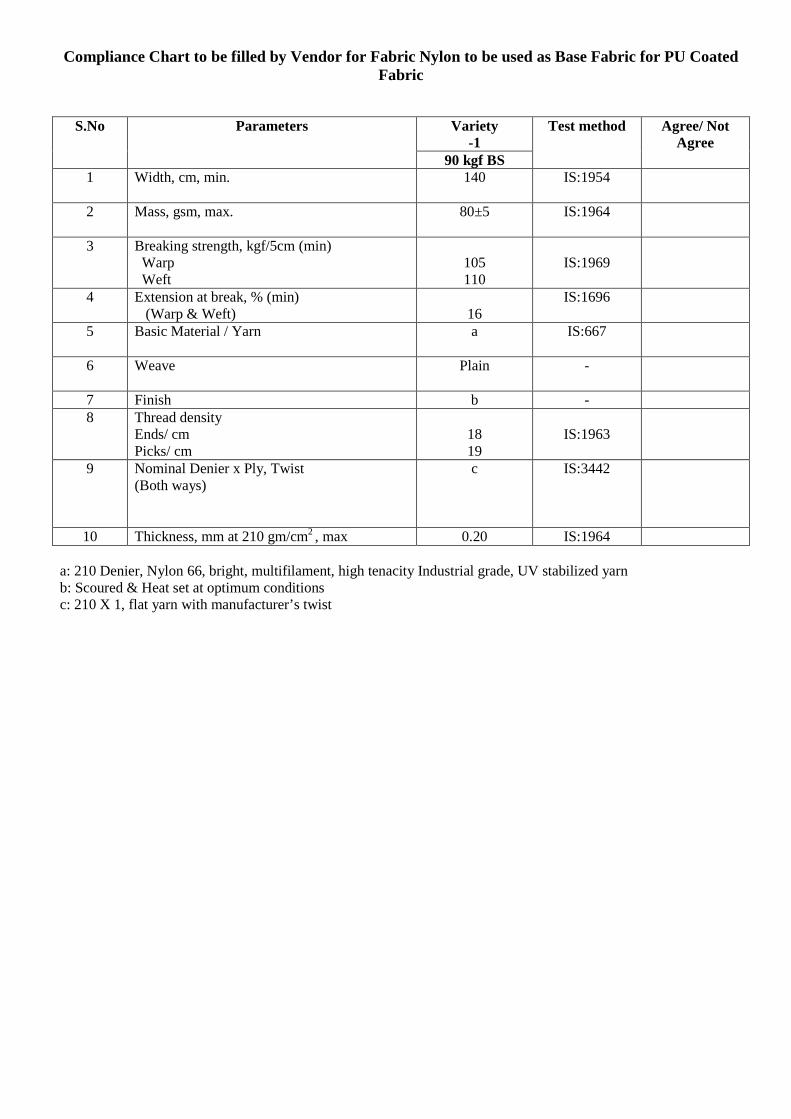
Compliance Chart to be filled by Vendor for Fabric Nylon to be used as Base Fabric for PU Coated Fabric
Variety -1
S.No Parameters
90 kgf BS
Test method Agree/ Not Agree
1 Width, cm, min.
140 IS:1954
2
Mass, gsm, max. 80±5 IS:1964
3 Breaking strength, kgf/5cm (min) Warp Weft
105 110
IS:1969
4 Extension at break, % (min) (Warp & Weft)
16
IS:1696
5 Basic Material / Yarn
a IS:667
6 Weave
Plain -
7 Finish b - 8
Thread density Ends/ cm Picks/ cm
18 19
IS:1963
9
Nominal Denier x Ply, Twist (Both ways)
c IS:3442
10 Thickness, mm at 210 gm/cm2 , max 0.20 IS:1964 a: 210 Denier, Nylon 66, bright, multifilament, high tenacity Industrial grade, UV stabilized yarn b: Scoured & Heat set at optimum conditions c: 210 X 1, flat yarn with manufacturer’s twist
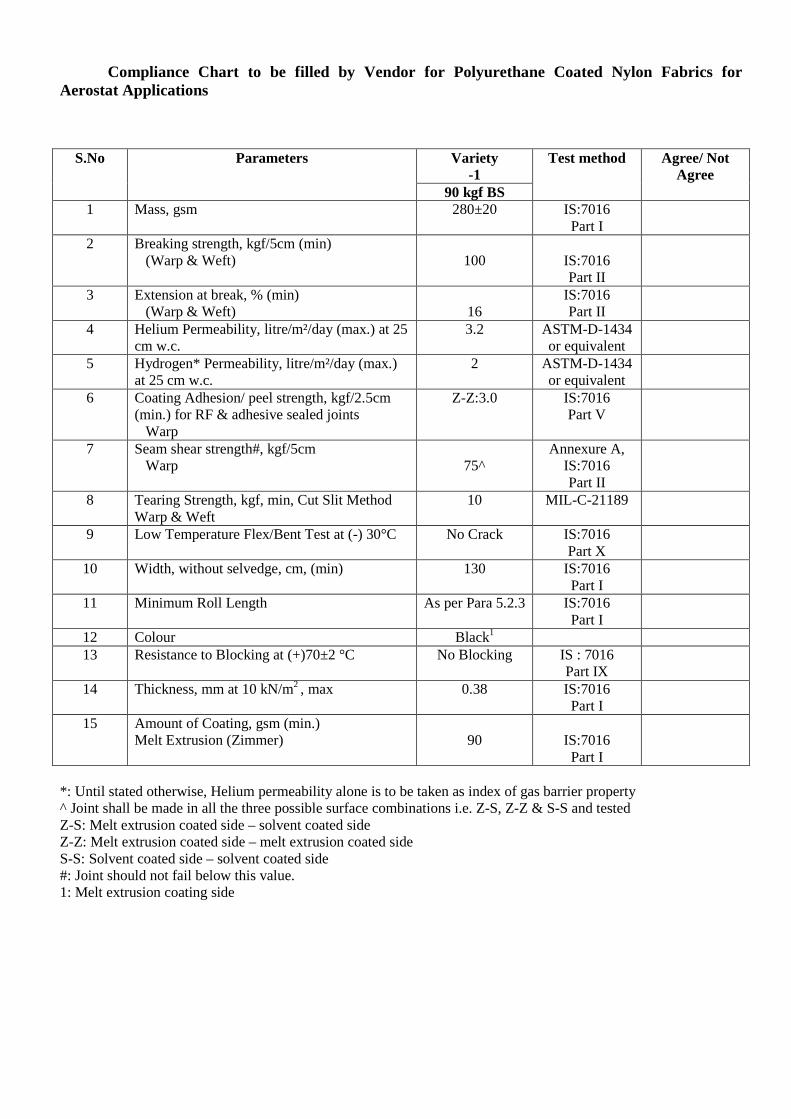
Compliance Chart to be filled by Vendor for Polyurethane Coated Nylon Fabrics for Aerostat Applications
Variety -1
S.No Parameters
90 kgf BS
Test method Agree/ Not Agree
1 Mass, gsm 280±20 IS:7016 Part I
2
Breaking strength, kgf/5cm (min) (Warp & Weft)
100
IS:7016 Part II
3 Extension at break, % (min) (Warp & Weft)
16
IS:7016 Part II
4 Helium Permeability, litre/m²/day (max.) at 25 cm w.c.
3.2 ASTM-D-1434 or equivalent
5 Hydrogen* Permeability, litre/m²/day (max.) at 25 cm w.c.
2 ASTM-D-1434 or equivalent
6 Coating Adhesion/ peel strength, kgf/2.5cm (min.) for RF & adhesive sealed joints Warp
Z-Z:3.0 IS:7016 Part V
7 Seam shear strength#, kgf/5cm Warp
75^
Annexure A, IS:7016 Part II
8
Tearing Strength, kgf, min, Cut Slit Method Warp & Weft
10 MIL-C-21189
9
Low Temperature Flex/Bent Test at (-) 30°C No Crack IS:7016 Part X
10 Width, without selvedge, cm, (min) 130 IS:7016 Part I
11 Minimum Roll Length As per Para 5.2.3 IS:7016 Part I
12 Colour Black1 13 Resistance to Blocking at (+)70±2 °C No Blocking IS : 7016
Part IX
14 Thickness, mm at 10 kN/m2 , max 0.38 IS:7016 Part I
15 Amount of Coating, gsm (min.) Melt Extrusion (Zimmer)
90
IS:7016 Part I
*: Until stated otherwise, Helium permeability alone is to be taken as index of gas barrier property ^ Joint shall be made in all the three possible surface combinations i.e. Z-S, Z-Z & S-S and tested Z-S: Melt extrusion coated side – solvent coated side Z-Z: Melt extrusion coated side – melt extrusion coated side S-S: Solvent coated side – solvent coated side #: Joint should not fail below this value. 1: Melt extrusion coating side
COMPLIANCE REGARDING AVAILABILITY OF FACILITY/EXPER IENCE/ TIME FRAME TO BE FILLED BY VENDOR
1. Whether Knife coating Machines facility is available or not?
2. Whether Melt Extrusion (Zimmer) Coating machine is available or not? 3. Details of Weaving/ Looms facility Available for Nylon Base Fabric:
4. Details of same/similar fabrics produced in past using Melt Extrusion (Zimmer) coating machine. Please provide the SO & acceptance details & documents.
5. Time required after placement of confirm S.O to supply the materials.
6. Is Advance sample of PU Coated Nylon Fabric submitted along with Tender Document?





























