Embed Size (px)
Citation preview

This article was downloaded by: [Indiana Universities]On: 23 April 2013, At: 06:29Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
Critical Reviews in Solid State and Materials SciencesPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/bsms20
Coarsening in Sintering: Grain Shape Distribution, GrainSize Distribution, and Grain Growth Kinetics in Solid-Pore SystemsRandall M. German aa San Diego State University, San Diego, California, USAVersion of record first published: 19 Nov 2010.
To cite this article: Randall M. German (2010): Coarsening in Sintering: Grain Shape Distribution, Grain Size Distribution, andGrain Growth Kinetics in Solid-Pore Systems, Critical Reviews in Solid State and Materials Sciences, 35:4, 263-305
To link to this article: http://dx.doi.org/10.1080/10408436.2010.525197
PLEASE SCROLL DOWN FOR ARTICLE
Full terms and conditions of use: http://www.tandfonline.com/page/terms-and-conditions
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form toanyone is expressly forbidden.
The publisher does not give any warranty express or implied or make any representation that the contentswill be complete or accurate or up to date. The accuracy of any instructions, formulae, and drug doses shouldbe independently verified with primary sources. The publisher shall not be liable for any loss, actions, claims,proceedings, demand, or costs or damages whatsoever or howsoever caused arising directly or indirectly inconnection with or arising out of the use of this material.

Critical Reviews in Solid State and Materials Sciences, 35:263–305, 2010Copyright c© Taylor and Francis Group, LLCISSN: 1040-8436 print / 1547-6561 onlineDOI: 10.1080/10408436.2010.525197
Coarsening in Sintering: Grain Shape Distribution, GrainSize Distribution, and Grain Growth Kineticsin Solid-Pore Systems
Randall M. German∗Associate Dean of Engineering, Professor of Mechanical Engineering, San Diego State University,San Diego, California, USA
Sintering occurs when packed particles are heated to a temperature where there is sufficientatomic motion to grow bonds between the particles. The conditions that induce sintering dependon the material, its melting temperature, particle size, and a host of processing variables. It iscommon for sintering to produce a dimensional change, typically shrinkage, where the powdercompact densifies, leading to significant strengthening. Microstructure coarsening is inherentto sintering, most evident as grain growth, but it is common for pore growth to occur asdensity increases. During coarsening, the grain structure converges to a self-similar characterseen in both the grain shape distribution and grain size distribution. Coarsening behaviorduring sintering conforms to classic grain growth kinetics, modified to reflect the evolvingmicrostructure. These modifications involve the grain boundary coverage due to pores, liquidfilms, or second phases and the altered grain boundary mobility due to these phases. The masstransport rates associated with each of these interfaces are different, with different temperatureand composition dependencies. Hence, the coarsening rate during sintering is not constant, butchanges with the evolving microstructure. Core aspects treated in this review include modelsfor coarsening, grain shape, grain size distribution, and how pores, liquids, dispersoids, andother phases determine microstructure coarsening during sintering.
Keywords Sintering, grain growth, Ostwald Ripening, porosity, pore size, pore growth, densifica-tion, grain size distribution, grain shape distribution
Table of Contents
1. INTRODUCTION ................................................................................................................................................. 2651.1. Coarsening ..................................................................................................................................................... 2651.2. Sintering ......................................................................................................................................................... 2681.3. Combined Events ............................................................................................................................................ 269
2. POLYCRYSTALLINE MICROSTRUCTURES ..................................................................................................... 2752.1. Grain Shape and Grain Coordination ................................................................................................................. 2752.2. Grain Size Measurement .................................................................................................................................. 2782.3. Grain Size Distribution .................................................................................................................................... 278
3. GRAIN GROWTH IN POLYCRYSTALLINE SOLIDS ......................................................................................... 2793.1. Normal Grain Growth ...................................................................................................................................... 2793.2. Second Phase Effects ....................................................................................................................................... 2823.3. Second Phase without Solubility ....................................................................................................................... 283
3.3.1. Second Phase Solids without Solubility: Sintering ................................................................................... 2833.3.2. Second Phase Liquids without Solubility: Coarsening .............................................................................. 2843.3.3. Pores without Vapor Transport ............................................................................................................... 285
∗E-mail: [email protected]
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

264 R. M. GERMAN
3.4. Second Phase with Solubility, Including Pores ................................................................................................... 2883.4.1. Second Phase Solids with Solubility ....................................................................................................... 2883.4.2. Second Phase Liquids with Solubility ..................................................................................................... 2893.4.3. Pores with Vapor Transport .................................................................................................................... 293
SUMMARY ................................................................................................................................................................ 294
ACKNOWLEDGMENTS ........................................................................................................................................... 297
REFERENCES .......................................................................................................................................................... 297
GLOSSARYa atomic size or spacing, m or nmA grain surface or projected area, m2 or µm2
B material constant near 70 for the intermediatestage of sintering, dimensionless
c constant near 1.5 relating grain size and porosity,m or µm
C1 and C2 material constantsCSJ relative grain surface area for the solid-J interface,
includes CSS, CSV, CSL, and CSD for solid-solid,solid-vapor, solid-liquid, and solid-dispersoid in-terfaces, dimensionless
d dispersoid or pore size based on equivalent spher-ical volume, m or µm
DB grain boundary diffusion coefficient, m2/sDBo pre-exponential frequency factor for grain bound-
ary diffusion, m2/sDO lumped diffusion frequency factors in master sin-
tering curve analysis, m2/sDS surface diffusion coefficient, m2/sDV volume diffusion coefficient, m2/sf volume fraction of dispersoids in the solid, dimen-
sionless fractionfa atomic vibration frequency, near 1013 to 1014 1/sF(X) cumulative fraction of features (grain edge, inter-
cept, or size) smaller than size X where X = G, L,or W, dimensionless fraction
g geometric term related to the grain shape, typicallynear 2, dimensionless
G three-dimensional equivalent spherical grain size,m or µm
GM median three-dimensional grain size, m or µmGO three-dimensional starting grain size, m or µmGT three-dimensional terminal grain size, m or µm�Gb free energy change associated with atomic jump
on the grain boundary, J/Kh geometric constant near 2 relating grain size
change to the grain size departure from the me-dian size, dimensionless
k Boltzmann’s constant per atom, 1.38 10−23 J/KK grain growth rate parameter, m3/s or µm3/s
KO pre-exponential frequency factor for grain growthrate parameter, m3/s or µm3/s
KSJ relative grain growth rate parameter for the solid-Jinterface, includes KSS, KSV, KSL, and KSD forsolid-solid, solid-vapor, solid-liquid, and solid-dispersoid contributions, m3/s or µm3/s
L two-dimensional cross-section grain size, m or µmLC grain size based on equivalent circular cross-
sectional area, m or µmLM median grain size measured on two-dimensional
section, m or µmLN two-dimensional median size of grain with N
sides, m or µmLR grain size based on random intercept on a two-
dimensional plane, m or µmM Weibull modulus exponent for cumulative size dis-
tribution function, dimensionlessMB grain boundary mobility, m3/(N s)MBo grain boundary mobility pre-exponential term,
m3/(N s)MP pore mobility, m3/(N s)N number of grain sides in two-dimensional section
plane, dimensionlessNC three-dimensional coordination number, dimen-
sionlessNCo starting three-dimensional coordination number
for loose powder, dimensionlessNV number of grains per unit volume, 1/m3
P pressure, N/m2 or MPaPG gas pressure in a pore, N/m2 or MPa�P pressure or stress associated with grain boundary
curvature, N/m2 or MPaQ apparent activation energy for sintering shrinkage
in master curve analysis, J/mol or J/atomQB activation energy for boundary migration, J/mol
or J/atomr fraction of second phase or pores, beyond random
level, sitting on grain boundaries, dimensionless—a value of unity corresponds to all pores sitting ongrain boundaries
R universal gas constant, 8.31 J/(mol K)
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 265
SSV solid-vapor surface area per unit volume, m2/m3
or 1/mSGB grain boundary or solid-solid surface area per unit
volume, m2/m3 or 1/mt time, sT temperature, KTM melting temperature, Ku constant relating three-dimensional characteristic
grain size to three-dimensional grain coordinationnumber, m or µm
v constant relating three-dimensional size of grainswith three-dimensional coordination number, m orµm
V grain volume, m3 or µm3
VB grain boundary migration velocity, m/s or µm/sVL volume fraction of liquid, dimensionless fractionW edge length of a grain face, m or µmWM median edge length of a grain face, m or µmx sample dimension used for sintering shrinkage, mα geometric factor typically near 1.33 associated
with dispersoid retarded grain growth, dimension-less
β a constant parameter in the Weibull distributionequal to −ln 2 or −0.6931, it ensures half thecumulative population is below the median size,dimensionless
γ SL solid-liquid surface energy, J/m2
γ SS solid-solid surface energy, also known as grainboundary energy, J/m2
γ SV solid-vapor surface energy, J/m2
δ width of grain boundary, m or µmε fractional porosity, dimensionlessθ constant factor θ near 0.6 relating grain size to
fractional porosity, dimensionlessκ proportionality factor linking pressure to particle
coordination, dimensionlessλ proportionality relating solid-vapor surface area to
porosity, 1/mρ fractional density, dimensionlessφ dihedral angle, degree� general shrinkage scaling factor, dimensionless�B grain boundary diffusion controlled sintering
shrinkage scaling factor, dimensionless�V volume diffusion controlled sintering shrinkage
scaling factor, m or µm integral thermal work of sintering, s/K
1. INTRODUCTIONCoarsening occurs in many aspects of nature and finance; it
is fundamental to materials science, especially during high tem-perature exposures such as annealing and sintering. A commonexpression tells the story—“the rich get richer.” This capturesthe sense of a declining number of grains and a progressive in-
crease in the size of the remaining grains. In the 1890s WilhelmOstwald (1909 Nobel Prize in Chemistry) treated the problemfor soluble systems. To honor his contribution, the phrase “Ost-wald Ripening” is often used to describe a progressive increasein colloid size and decrease in number of colloidal particles overtime.1
Coarsening during sintering is evident by a change in thecharacteristic grain size accompanied by a simultaneous de-crease in the number of grains while the total grain volumeremains constant. Two important definitions for this review areas follows:2,3
Sintering is a thermal treatment for bonding particles into a coherent,predominantly solid structure via diffusion or other mass transportevents that occur on the atomic scale. The bonding leads to improvedstrength and a reduction in the system energy.Coarsening is inherent in all systems consisting of grains of varyingsize; during heating the grains coalesce and coarsen by diffusion,such that the smaller grains are consumed by the larger grains as thesystem moves toward a lower interfacial energy.
1.1. CoarseningCoarsening is a natural aspect of sintering. The thermal cycle
needed to stimulate atomic motion for sinter bonding also givestransport between grains and pores, leading to grain coarseningwith an activation energy similar to that for sintering, recrys-tallization, and other high temperature events.4 The grain sizeincreases while the number of grains decreases. Sintering den-sification is dominated by transport along the grain boundarieswhile transport across the grain boundaries with concomitantpore drag occurs to give grain growth.2,5
A sintering study produces plots such as shown in Figure 1.In this case porosity, average pore size, and average grain sizeare tracked during isothermal heating of a 4.5 µm iron powder.6
In this presentation density and porosity are generally given asvolume fractions, except in this plot. The porosity decreases sig-nificantly as the grain size increases and the pore size slightlyincreases (the correlation coefficient of pore size versus sinter-ing time is an insignificant 0.24). An alternative plot is to showcharacteristic grain size, mean or median intercept size fromtwo-dimensional sections, as a function of sintered fractionaldensity as illustrated in Figure 2.7 These data are for 0.22 µmalumina fired up to 48 h at temperatures between 1200 ◦C and1250 ◦C. A frequently encountered relation between grain sizeG and fractional porosity ε is an inverse square-root func-tion involving a factor θ near 0.6 and the initial grain sizeGO,
G = θGO/ε1/2 [1]
Bruch8 was one of the first to report on an inverse relationbetween grain size and fractional porosity during sintering. Thisrelation has been repeatedly discovered, for example in a recentstudy on alumina and yttria.9 Equation [1] applies to sinteringprior to full densification, since average pore size changes slowly
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

266 R. M. GERMAN
FIG. 1. Data from a sintering study on a 4.5 µm iron powderheated for times up to 96 h at 850 ◦C.6 The log-log plot showsthe porosity (in %) decline due to sintering densification, whilethe average grain size (in µm) increases due to coarsening. Notethe average pore size (in µm) underwent a gradual increase from2.6 µm to 3.3 µm during sintering, obviously with significantdecrease in the number of pores since the fractional porositydecreased from over 0.27 to about 0.04.
FIG. 2. Alumina grain size versus fractional density up to 0.997sintered density for heating at 1200–1250 ◦C for up to 48 h.7 Thebehavior to nearly 0.95 fractional density is linear, but overall aG varies with the 1/ε1/2 curve fit to provide the best link betweengrain size porosity.
when compared to the changes in porosity and grain size. Asporosity approaches zero the grain size relation to porosity isnot defined, since grain growth continues long after sinteringdensification ends.
For lower densities, it is typical to express the grain size asa linear function of sintered density or fractional porosity asfollows:10–14
G = GT + C1 ε [2]
where GT is the extrapolated terminal grain size at zero porosityand C1 is a negative valued constant. This relation is not validas full density is reached, but as evident in Figure 2, the linearrelation is a good fit to the data at porosities over 5% or 0.05.Note Equation [2] is empirical, yet applies to sintering problemsinvolving materials such as Cu, Ag, NaF, Al2O3, ZnO, BeO, andTiO2. However, Equation [1] is more accurate. For fractionalporosities between 0.15 and 0.40, the two grain size relations toporosity are fairly similar with a statistical correlation of 0.9621and a standard error of the estimate at 3.7%. Given that grainsize is a distributed parameter, the experimental uncertaintyin most studies clouds selection of one model over another athigh porosity levels. So at lower sintered densities either modelproves similarly accurate.
Several prior studies show evidence supporting Equation [1]and an inverse relation between grain size and square-root frac-tional porosity. As an example, Gupta12 introduced a linear rela-tion between grain size and fractional density during sintering.Figure 3 replots his experimental data for copper at 850 ◦C in
FIG. 3. Grain size data from copper during sintering at 850 ◦C.12
These data show a good fit (0.971 correlation) to Equation [1]where grain size during sintering tracks with the inverse square-root of the porosity G versus 1/ε1/2.
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 267
FIG. 4. Silver grain size data during sintering plotted versusthe inverse square-root of the fractional porosity showing animproved fit to the behavior during sintering.13
terms of grain size versus the inverse square-root of fractionalporosity according to Equation [1]. Gupta cut off the linear fit ata fractional density of 0.85 while Figure 3 fits his data to lowerporosity levels and gives better overall agreement between thedata and model. The correlation using Equation [1] was 0.975,while Equation [2] using only the high porosity data gave 0.936.Likewise, Figure 4 shows a similar plot of the silver sinteringdata introduced by Samanta and Coble13 to support Equation [2].Again an improved fit is observed using the inverse relationbetween grain size and square-root of the fractional porosity,according to Equation [1].
Differences in sintering parameters shift the grain size—porosity trajectories during densification. For example,Figure 5 is grain size data for sintering pure alumina thatcompares the role of two dopants—Mg and Fe (as oxides).15
An apparent linear relation is evident between density andgrain size at lower densities. Coarsening accelerates as poresare eliminated. In the case of Fe doping, it segregates to thegrain boundaries to increase grain growth since the segregantlayer that has solubility for alumina at the sintering temper-ature, providing a high diffusivity path (diffusional transportrequires both atomic motion and solubility). In the case ofMg, the reduction in grain boundary transport leads to re-tarded grain growth. Smothers and Reynolds16 demonstratedadditives that form solid solutions increased grain growth whileadditives that form second phases retard grain growth duringsintering.
From a practical standpoint, the control of microstructureduring sintering is quite desirable. Both porosity and grain sizeinfluence sintered properties. For example, at full density sin-
FIG. 5. Data showing how grain boundary segregants influencethe density-grain size trajectory during sintering.15 These dataare for 0.45 µm alumina powder sintering at 1620 ◦C in nitrogenwith no dopants, Fe additions to accelerate coarsening, and Mgadditions to retard coarsening.
tered alumina exhibits almost an eight-fold strength decreaseas the sintered grain size increases from 0.8 µm to 6.9 µm.17
Likewise the negative effects of pores on strength are well rec-ognized due to a reduced load bearing cross-sectional area andstress concentration effects.18,19 Many studies have documentedchanges in electrical properties, thermoelectric behavior, ther-mal conductivity, hardness, fracture toughness, ductility, andother attributes with both densification and grain growth. Thus,control of coarsening during densification has substantial impacton sintered properties.
Coarsening traces to an energy difference across an inter-face, where the interface might be a grain boundary, liquidfilm, second phase, or pore.20 Early sintering research showedgrain growth during sintering by both diffusion and coales-cence events.21 Coalescence occurs when two grains come intocontact with a low degree of crystallographic misorientationand fuse to form a single grain.22–28 As a rule of thumb, co-alescence is favored when grain contact occurs with less than10◦ misorientation. Because of coalescence at grain contacts,coarsening is even seen in systems without active diffusion orsolubility.29,30 Coalescence is also favored by large grain sizedifferences, where the larger grains absorb the smaller grains.Coarsening by diffusion occurs when two grains of differingsize exchange atoms across an interface; the larger grains growat the expense of the smaller grains. The larger grains havea lower surface energy per unit volume, so random diffusionevents progressively increase their size while eroding away the
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

268 R. M. GERMAN
smaller, higher surface energy grains. Besides grain size, coars-ening events are also influenced by differences in composition,strain, and crystal orientation within the microstructure.
Early in the history of sintering theory, Coble31,32 modeleddensification using a concept that included both grain shapeand grain size. Initially sintering and coarsening were treated asseparate phenomena, but Brett and Seigle33 showed densifica-tion depends on the grain-pore interaction. As grain boundariesmove due to grain growth they subsequently determine the sin-tering response. Pores require proximity to a grain boundaryto shrink during sintering. Grain boundaries and free surfacesare vacancy annihilation sites. If the pores remain attached tothe grain boundary, then they can shrink. Pores separated fromgrain boundaries remain stable and resist densification. Accord-ingly, grain growth is detrimental to sintering since the grainboundaries become more widely spaced, have less proximity topores, and often move faster than the pores. Indeed, rapid graincoarsening generates conditions where sintering prematurelyterminates with considerable residual porosity.
Sintering and coarsening both depend on the rate of atomicmotion, as evident by similar activation energies.4,14,34–36 Inter-facial energy per unit volume varies with the inverse of the poresize and grain size. Accordingly, larger features with less in-terfacial area per volume are more stable. Hence, when heated,atoms randomly move from high energy, smaller grains to lowerenergy, larger grains. Only in the case of monosized particleswith an ordered packing, where all of the pores and grains arethe same size, is it possible to sinter densify without significantgrain growth.37–40 Otherwise, the large grains naturally con-sume the small grains.41 As emphasized in this review, detailsof the coarsening event trace to the grain boundary features,such as solute segregation (intentional dopants or inadvertentimpurities), pore attachment, precipitate or second phase drag,crystal orientation, and liquid phases.42,43
Another key point made here is that coarsening during sin-tering leads to a self-similar grain size distribution.2, 44–48 Whenthe grain size distribution is normalized to a characteristic size(mean, median, or mode) the distribution shape is the same,depending only on the characteristic size as a scaling parame-ter. This sense of self-similarity was long ago captured by thePareto distribution, as originally applied to wealth, but what isnow known as the “80–20 rule” (20% of your students or cus-tomers give you 80% of your problems). Likewise, the grainshape distribution shape remains the same while the grain sizechanges.
1.2. SinteringSintering is associated with high temperature atomic trans-
port events. The sintering of snow to form an iceberg at –15 ◦Cis similar to the sintering of stainless steel particles at 1325 ◦Cto form a watch case. Although the apparent sintering temper-ature varies between materials, the homologous temperature,defined as the absolute sintering temperature T as a ratio to the
absolute melting temperature TM, usually is in the range 0.5 <
T/TM < 0.95. The key action takes place in the region wherethe sinter bond, or neck, between contacting particles is inter-sected by a grain boundary. Conceptually, the events responsiblefor sintering densification depend on transport along the grainboundaries between contacting particles, while transport acrossthe grain boundaries produces grain coarsening.2,42
Sintering produces a stronger body. Many variants exist, in-cluding the application of pressure, formation of a liquid phase,chemical reactions during heating, and the disappearance oftransient phases. In all of these variants, the number of grainsdecreases as the characteristic grain size increases. Since the in-dividual grain volume varies with the cube of the grain size, G3,yet total solid volume is conserved, then the number of grainsper unit volume NV varies with 1/G3. Since many properties aresensitive to grain size, prolonged sintering is often detrimentalto the service behavior of the sintered material. For crystallinesolids, the growth of a sinter bond between contacting parti-cles forms a grain boundary since the neighboring particles arerandomly arrayed and not aligned for crystallographic coinci-dence. Figure 6 is a picture of spherical particles with sinterbonds formed at the particle contacts. At the root of each neck,what is termed the saddle surface, there is a grain boundaryperpendicular to a line connecting the grain centers, evident asfaint grooves.
For smaller particles, less mass is required to build a rela-tively large bond between the particles, so strength developmentis more rapid during sintering of smaller particles. In nanoscalesystems the surface energy per unit volume is high so nanoscaleparticles sinter at low temperatures as evident by the tendencyto spontaneously agglomerate.49 Although sintering is fast, the
FIG. 6. Scanning electron micrograph of sintered nickel spheresshowing the growth of a bond between contacting particles,and in each neck is a new grain boundary. Neck growth isaccompanied by an increase in grain boundary area.
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 269
TABLE 1Example of simultaneous sintering densification and
coarsening for nanoscale tungsten particles50
Peak temperature (◦C) Sintered density, % Grain size
20 ◦C — 30 nm1223 ◦C 79 1 µm1400 ◦C 90 5 µm1500 ◦C 96 20 µm
coarsening rate is also fast, so there is great difficulty in exploit-ing nanoscale particles due to rapid coarsening during sintering.For example, Sarkar et al.50 heated 30 nm tungsten powdercompacts to various sintering temperatures, giving the results inTable 1. Grain growth accelerates as full density is approachedand the final product grain size is essentially the same as at-tained using a larger starting particle size. Accordingly, variousnovel approaches have been suggested to rapidly consolidatethe particles with reduced coarsening, but these have not beenwidely replicated nor adopted. Most of the schemes decreasethe sintering temperature as full density is approached.51,52
Sintering depends on several simultaneous mass transportpathways, as illustrated in Figure 7. One transport mechanism isusually dominant.41 As sintering densification occurs and grainsdisappear new grain contacts are formed and local growth orshrinkage dynamics emerge. The local grain-level interactionsmean that a grain surrounded by larger neighbors shrinks, but thesame grain, if surrounded by smaller grains, grows. Figure 8 isa two-dimensional illustration of this behavior. A shaded largercentral grain is expanding into its neighboring cluster of smallergrains, consuming its smaller neighbors to accommodate itsgrowth. Both coarsening and sintering are motivated by energy
FIG. 7. A schematic showing three spherical particles and thevarious mass transport paths that provide neck growth and insome cases pore shrinkage. Generally, surface diffusion, whichgives no densification, and grain boundary diffusion, whichgives densification, are the most common transport processes.
FIG. 8. An illustration of how a large grain (shaded for empha-sis) in a cluster of smaller grains consumes its neighbors, thetotal grain volume remains constant as the characteristic sizeincreases.
differences linked to particle size or grain size. However, asthe smaller neighbors are consumed, then new neighbors areencountered. In the resulting cascade of grain-grain contacts,eventually a surviving grain encounters an even larger grain.This causes what was a growing grain to then shift to a shrinkingmode. Since 1 cm3 of material has many millions of grains,the progression toward a terminal single grain configurationinvolves a near infinite array of grain-grain interactions. It is amistake to think in terms of zero porosity as the terminal point insintering, since grain coarsening continues to reduce the systemenergy long after a terminal density is reached.
At the same time pores, which are compressible, undergo amore complex shift during sintering. Here the situation dependson both pore size and what fills the pores. When sintering in avacuum, the pore is essentially a collection of vacancies. A smallpore has a higher local vacancy concentration, and when heatedthose vacancies diffuse to grain boundaries, free surfaces, orother interfaces where they are annihilated.2 Small pores shrinkover time. Long time vacuum sintering leads to a full densitymicrostructure. When gas is trapped in the pores, then gas solu-bility in the sintering material determines what happens.53 Gaspressure in the pore PG and pore size d are inversely related,
PG = 4γ sv
d[3]
where γ SV is the solid-vapor surface energy. An implication isthat as pore coarsening occurs and d increases the gas pressuredecreases. Since both pore size and the number of pores changeover time, the porosity can either increase or decrease duringsintering. If the gas is insoluble, then the pores act as pressurized
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

270 R. M. GERMAN
balloons, resisting densification. Higher temperatures inflate theballoons, leading to compact swelling. If the gas is soluble inthe solid, then two processes play out simultaneously—the smallpores shrink but the large pores grow. Pores near free surfacesdisappear, but internal pores undergo coarsening. Consequently,it is a surprise to see density increase during sintering with si-multaneous pore growth, instead of the expected pore shrinkage.Thus, while grain coarsening depends on temperature and den-sity, pore coarsening takes on a trajectory that can lead to poregrowth and compact swelling.
1.3. Combined EventsSintering is usually treated in terms of three sequential stages:
1. initial stage neck growth,2. intermediate stage pore rounding, and3. final stage with closed pores and rapid grain growth.
Early sintering studies clearly showed that grain growth ac-celerated as sintered density increased.6, 54–61 Further, rapidgrain growth goes hand in hand with rapid sintering.28 The phe-nomenological observations show several aspects of combinedsintering and coarsening:
• grain growth is slow up to 0.7 fractional density and israpid over 0.9 fractional density
• coalescence, where two grains merge into a singlegrain, is an active aspect of grain growth duringsintering
• grain boundary area increases due to particle bondingand then decreases due to grain growth; the maximumgrain boundary area occurs at about 0.85 fractionaldensity
• smaller initial particles contribute to more grain growth• broad particle size distributions with a high population
of small particles exhibit faster grain growth• additives that form solid solutions accelerate grain
growth• second phases, including pores, retard grain growth• pores and second phases can move with grain bound-
aries during coarsening• pore growth occurs late in sintering• grain boundaries easily separate from larger pores dur-
ing grain growth• smaller second phase dispersoids and smaller pores
give smaller grain sizes• during sintering a smaller grain size is observed when
there is more porosity or more second phase• shrinkage stops when grain boundaries separate from
the pores• large seed particles grow preferentially to produce large
grains.
Coble’s early sintering model31,32 relied on earlier full-density grain shape studies.62 The tetrakaidecahedron grain
FIG. 9. A sketch of the tetrakaidecahedron and is constructionfrom equal sides of length W to form a 14-sided polyhedronconsisting of hexagons and squares. This shape fills space, sofull density is possible with this grain shape model. As porosityincreases the number of faces decreases.
shape model shown in Figure 9 is used to predict porosity asa function of sintering time, but ignores pore coarsening andgrain coarsening. For this discussion the features are defined asfollows:
W is the length of the side of a grain faceLR is the size of a grain from two-dimensional random cross-
sections measured by random intercept lengthLC is the two-dimensional grain diameter based on equivalent
circular area for random grain cross-sectionG is the three-dimensional grain diameter based on diameter
giving equal spherical volume.
The parameter G is used in most sintering and coarseningtheories, while the other grain size parameters are typicallyreported from experiments. Thus, relations exist between W,LR, LC, and G based on random sections and the assumption ofequivalent circular area or equivalent spherical volume;63
G = 2.79 W = 1.27 LC = 1.65 LR [4]
Unfortunately, the tetrakaidecahedron is a simplification for sin-tered materials, since in practice the grain coordination (numberof contacting faces) is not 14 until full density is attained.
As introduced earlier, the mathematics of sintering subdividethe process into three stages to reflect significant shifts in thepore morphology, characterized by:
1. initial stage—neck growth between contacting particles,characterized by small necks (less than 30% of the particlesize), angular pores, and considerable surface area, wheresintering is driven by the curvature gradient from the particlesurface to the root of the neck
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 271
2. intermediate stage—pores are rounded and form a tubularnetwork located on grain boundaries, generally the poresremain on grain boundaries and retard grain growth; poreshrinkage involves vacancy flow from the pores to annihila-tion sites on the grain boundaries or free surfaces
3. final stage—residual pores are closed to the surface, existingas spheres located on grain corners or inside grains, graingrowth often accelerates to strand pores inside the grains;densification takes place based on vacancy diffusion fromthe pores to the grain boundaries, but slows as the grainboundary area decreases due to coarsening.
Coarsening becomes most evident in the intermediate stageof sintering, with a dependence on processing parameters suchas peak temperature, hold time, or applied pressure.2,42,64,65 Formany materials the activation energies for sintering shrinkageand for grain growth are similar.66 Accordingly, various empir-ical relations link densification and grain growth.
Pores collapse into a closed condition during sintering inwhat is termed the final stage, and due to pressure balancesthey grow as porosity decreases. In the intermediate stage, thepores are open tubes located on the grain edges. Because thepores are open, gas can pass in and out of the compact interior.It is no longer possible to exchange vapor with the compactexterior once the pores close in the final stage. Sintering atmo-sphere trapped in closed pores becomes pressurized as densi-fication progresses and eventually that pressure stabilizes thepores against further sintering densification. Full density is notpossible while gas is trapped in the pores. Based on the idealizedtetrakaidecahedron grain shape model and the Raleigh instabil-ity, the transition between the intermediate and final stages ispredicted at a fractional density of 0.925. In practice, becausegrain size and grain shape are not constant in the microstructure,the change from open to closed pores takes place over a rangeof porosity conditions.7,67–69 Typical pore closure behavior is il-lustrated in Figure 10, where the shift from open to closed poresoccurs over a porosity range, since not all pores and grains areat the same point in the microstructure evolution.70 Using thetetrakaidecahedron grain shape allows for an approximate linkbetween fractional porosity ε, grain size G, and pore diameterd in the intermediate sintering stage as follows:2
d = G(ε
6
)1/2[5]
Equation [5] is valid if the pores remain open in the inter-mediate state, but it fails as pore-boundary separation occursor the pores spheroidize. Rearranging Equation [5] and treatingpore size as a constant results in the form given earlier as Equa-tion [1] where G varies with ε1/2. Figure 11 replots the grainsize and porosity data from Figure 1 for 4.5 µm iron powderto confirm the grain size dependence on the inverse square-rootof the fractional porosity. A linear relation is evident. Likewise,Figure 12 plots the grain size versus the same inverse square
FIG. 10. Data for copper powder compacts formed at a vari-ety of compaction pressures and sintered to different densities.This plot shows the open and closed porosity versus the overallporosity, showing how closed pores dominate the final stage ofsintering when density exceeds 0.92.2
root of fractional porosity for nickel powder sintering at 900 ◦C,again giving a linear relation.71 Thus, Equation [5], based onan idealized microstructure, provides a sense that grain size andporosity are coupled. During much of the sintering cycle thepore size change is small, as illustrated in Figure 1, so the be-
FIG. 11. Illustration of experimental behavior where grain sizeand inverse square-root of porosity are linearly related duringthe sintering of 4.5 µm iron powder.6
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

272 R. M. GERMAN
FIG. 12. Grain size as a function of fractional porosity for nickelpowder sintering at 900 ◦C, giving nearly a linear relation be-tween grain size and the inverse square-root of porosity.71
havior shown by Equation (1) is observed. Sintering systemshave distributions in grain size, grain shape (coordination num-ber), pore size, and pore-boundary attachment, so they are notmonosized tetrakaidecahedrons.
As sketched in Figure 13 for the case of agglomerated pow-der, there are two pore sizes—larger pores between the agglom-erates and smaller pores inside the agglomerates. The smallerpores are eliminated quickly, but the larger interagglomeratepores are slow to shrink.72 Accordingly, a homogeneous initialpore structure gives a higher sintered density.
For final stage sintering the tetrakaidecahedron with sphericalpores located on each of the grain corners gives the followingrelation between pore size d, porosity ε, and grain size G:2
d = G(ε
6
)1/3[6]
The pores shrink if there are local vacancy annihilation sites (freesurfaces or grain boundaries), yet at the same time neighboringpores interact and undergo coarsening by coalescence or diffu-sion through the solid (vacancy flow or diffusion of a solubleatmosphere).33 When sintering in vacuum the compact densi-fies and all pores can be eliminated, but in atmosphere-basedsintering the pores grow and become stable while grain growthcontinues with little resistance.33 The microstructure trajectorydepends on the heating rate, sintering atmosphere, and mate-rial properties, including surface diffusion which enables poremigration and grain boundary diffusion which enables pore an-
FIG. 13. A sketch of an agglomerated powder that illustrates thepore size difference from inside the agglomerates as comparedwith the larger pores between agglomerates. The larger poresare more resistant to sintering densification.
nihilation.74 Pressure in the pore decreases as it enlarges, allow-ing faster pore growth with a curious de-sintering or swelling,as illustrated in Figure 14 for ZnO.75 The final stage sintereddensity is plotted versus sintering time for three temperatures,showing an onset of swelling at shorter times at higher tem-peratures. Indeed, the highest sintered density comes from the8 h 1192 ◦C cycle, where evaporation is low and pore coars-ening is slowed. This same study found grain growth followeda cubic law (G3 depends on t). The drag force on a movinggrain boundary depends on the pore size. It declines as poros-ity is eliminated, resulting in rapid grain growth at the end ofsintering.
Pores not on grain boundaries become stable during sinter-ing. The focus then is to keep the pores coupled to the grainboundaries. A pinning force exists between the pore and thegrain boundary, even when it is moving. The magnitude of thepinning force depends on the surface energy and pore shape.The dihedral angle assesses the relative interfacial energies. Asillustrated in Figure 15, the dihedral angle φ is determined bya vertical surface energy balance. A grain boundary in contactwith a second phase (liquid or vapor) during sintering sustainsan energy balance as follows:
γ SS = 2γ SL cos
(φ
2
)[7]
γ SS = 2γ SV cos
(φ
2
)[8]
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 273
FIG. 14. Final stage sintering data for ZnO doped with 1.18wt.% Sb2O3.75 Isothermal density data are given for three tem-peratures, showing densification is initially dominant followedby swelling as the residual pores coarsen and the internal vaporpressure inside the pores declines since it is set by the inversepore size.
with γ SS being the solid-solid grain boundary energy, γ SL beingthe solid-liquid interfacial energy, and γ SV being the solid-vaporsurface energy. The former is applicable to solid-liquid situa-tions, such as seen in liquid phase sintering. The latter applies towhere grain boundaries intersect free surfaces. In the case of agrain boundary in contact with the free surface, the dihedral an-gle φ leads to a thermal groove, the shape being determined bythe solid-vapor surface energy γ SV. The dihedral angles and poresize determine the chance of pore separation from the boundaryduring sintering.76,77 Coalescence occurs when grains contactwith near coincidence conditions, so after an initial transient asteady state dihedral angle emerges.78
Pore pinning of a grain boundary during sintering dependson the fractional coverage of the grain boundary by the pores.A small dihedral angle indicates the second phase is stable onthe grain boundary. At any porosity level, a small dihedral an-gle means the pores spread and reduce the grain-grain contact.Accordingly, less grain growth would be expected. Surface en-ergies are sensitive to chemical segregation. Thus, changes inatmosphere, additives, impurity contents, and other compositionfactors affect sintering and grain coarsening. Kuczynski’s79 sta-tistical model for sintering assumes relations between porosity,pore size, surface area, and grain size. However, this model isdifficult to apply and often fails to explain common observations,such as discontinuous grain growth. Discontinuous grain growth
FIG. 15. One example of how the dihedral angle is definedby the vector balance of surface energies where the solid-solidenergy (grain boundary energy) is balanced by the resolvedsolid-liquid surface energies. An alternative form involves thesolid-vapor surface energies when the grain boundary emergesat a free surface.
is induced by heterogeneous regions in the microstructure.80
Deagglomerated powder packed uniformly shows normal graingrowth while agglomerated powder creates heterogeneities thatleads to discontinuous grain growth. Accordingly, the modelsbecome complex to explain the relations between grain growth,porosity decrease, pore growth, shrinkage and densification, andpore attachment to the grain boundaries.81,82
An important focus has been on determining the conditionswhen moving grain boundaries separate from residual pores.Pore mobility MP depends on surface diffusion from the leadingface to the trailing face and is given by: 82
MP = πδDSa3
4kTSSVSGB
ε2[9]
where δ is the grain boundary width, DS is the surface diffusioncoefficient, a is the atomic size, k is Boltzmann’s constant, T isthe absolute temperature, and ε is the fractional porosity. Thetwo surface area terms are the solid-vapor SSV surface area perunit volume and the grain boundary area SGB per unit volume if
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

274 R. M. GERMAN
there were no pores. The first area varies with pore size dividedby the square of the grain size and the second area varies withthe inverse of the grain size. Accordingly, the pore mobility ishighest with small pores, small grains, and low porosity levels.An approximation for the intermediate stage of sintering givesthe pore mobility MP as follows:
MP = πδDSa3
4kTB
G2ε3/2[10]
where G is the grain size and B is a numerical constant thatdepends on the grain shape. For a dodecahedron in the inter-mediate stage of sintering, the shape factor B is approximatelyequal to 70. For each configuration there is critical combina-tion of boundary mobility and pore size for breakaway. FromKang’s work42 pore-boundary separation occurs when the poresize is increasing during final stage sintering. Considering thatmost microstructures have variations in grain size and pore size,the result is a range of breakaway conditions. It is typical forsmall pores to shrink and disappear while larger pores grow.83
The large pores become stranded during sintering, since theyhave the lowest mobility. Thus, pore-boundary separation is notsystematic within the sintering microstructure.
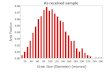
The distributed character of sintering microstructures and thedifferent events that occur within the microstructure reflect thedistributed character of pores and grains. After initial transients,the grain size takes on a self-similar Weibull distribution.2,84 Asexamples, Figure 16 demonstrates this behavior using normal-ized grain size data for liquid phase sintered tungsten,34 porous
FIG. 16. Examples of the self-similar grain size distributionfound in sintering. Here the cumulative fraction is plotted ver-sus the grain size divided by the median grain size for a Weibulldistribution. The data are from Fischmeister34 for liquid phasesintered tungsten, Ready85 for porous zirconia, Venkataramanand Dimilia48 for high density alumina, and Aboav for magne-sia.86
FIG. 17. Pore coarsening during sintering leads to compactswelling as illustrated here for TaC-20Co sintered at 1400 ◦C.2
The residual atmosphere trapped in the final stage pores de-creased pressure as the pores coarsened, leading to an increasein porosity.
zirconia, 85 high density alumina,48 and sintered magnesia.86
These distributions are normalized by plotting the cumulativefraction smaller versus the measured size which is normalizedto the median size. The distribution in grain size and shape istreated in detail later in this review. However, the fact that themicrostructure remains distributed in a constant manner impliesthat there will always be variations in behavior with differentlocations in the material.
Pore coarsening leads to a reduced gas pressure in the poresand compact swelling, as evident by the density versus time dataplotted earlier in Figure 14 for a case where the inherent vaporpressure of the ZnO leads to porosity increases. In addition,Figure 17 illustrates a similar event, where atmosphere trappedin the pores coarsened. The pore pressure decreases as the porecoarsens, giving a net porosity increase. The initial transientsdepend on the starting powder and density.
There is a proliferation in ways to sinter materials, with theadvent of plasma, microwave, induction, infrared, electric cur-rent, and various combinations of these with a possible externalpressure via gas, liquid, or solid transmission media. Furthervariants include rapid heating rates and high strain rates dur-ing consolidation. Densification requires work, either by stress,heat, or prolonged time, so a trade-off arises between a highsintering temperature (diffusion and thermal softening), an inter-mediate sintering temperature with a moderate external pressure(hot isostatic pressing), or a lower temperature with a high stress(forging). Although densification slows as pores are eliminated,grain growth continues as long as heat is applied to the compact,
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 275
FIG. 18. Grain size as a function of density for spark sinteredtitanium processed for 5 min under 60 MPa pressure at temper-atures between 900 ◦C and 1150 ◦C.88 The grain size varies withthe inverse square-root of the porosity.
and indeed accelerates as pores are eliminated, as observed by alarger grain size during hot isostatic pressing.87 For example, in aprocess termed spark sintering (also called field activated sinter-ing or at times mistakenly termed spark plasma sintering), graingrowth accelerates as pores are eliminated. Figure 18 plots grainsize versus fractional density during the consolidation of tita-nium at 60 MPa with 5 min holds at various temperatures.88 Theexperimental points are compared to show how grain growth ac-celerates as pores are eliminated according to Equation [1], withG = 1.29/ε1/2 µm. Equation [1] is broadly valid independentof the sintering technique, as long as pores remain. After fulldensity is reached, grain growth continues as a normal func-tion of time and temperature. Thus, in spite of technologicaldifferences for the new powder consolidation processes, funda-mentally grain growth and densification are linked in a mannersimilar to that seen in traditional sintering processes.
Additives are common in sintering technologies. Chemicaladditions increase transport rates, control microstructure coars-ening, reduce sintering temperature, or lower cost. Examplesabound, and indeed it is rare for industry to sinter a pure sub-stance. Additives have large roles in coarsening.89 In some casesthe additive specifically is used to control grain growth. Addi-tives that increase the grain growth rate generally have solubilityfor the solid and segregate to grain boundaries.16 Alternatively,additives that form compounds tend to retard grain growth. Liq-uid phases are common in sintering, where diffusion in the liquidbetween the grains accelerates sintering, but also promotes rapidgrain growth. Early efforts tried to apply Ostwald ripening con-cepts to liquid phase sintering, but invariably the predictionsare incorrect with respect to the grain size distribution (much
broader than predicted) and the dependence of the coarseningrate on the liquid to solid ratio (much more sensitive). Indeed, asnoted earlier grain coalescence is an important coarsening eventin sintering. This is demonstrated by experiments performed inmicrogravity, where grain coalescence traces to the gravitationaleffect.90,91 The grain size distributions were self-similar.
Although many sintering studies have focused on graingrowth, coarsening is also seen in pores, dispersoids, and liquidpools.6,22,42,92–94 Unlike early sintering models based on parti-cle size, the new thinking is that sintering is best understoodin terms of the pore size distribution.40,95 This conceptualiza-tion is the basis for learning how to fabricate nanoscale sinteredmicrostructures. Nanoscale metal, oxide, and carbide powdershave been available for decades, but densification without sig-nificant grain growth is difficult.49,96–98
2. POLYCRYSTALLINE MICROSTRUCTURESWith respect to the grain structure during sintering, polycrys-
talline materials reach a metastable condition. The lowest energywould be a single crystal with no grain boundaries. Even witha fast grain growth, still it would require thousands of years toeliminate all grain boundaries by prolonged sintering. Thus, forall practical purposes the grain structure reaches a steady-statecondition with a self-similar microstructure. The microstructurecoarsens as long as atomic motion occurs. However, as recog-nized in early Ostwald ripening theories, the shape of the sizedistribution remains constant except for a size scaling parame-ter. With prolonged heating the grain size continues to enlargewith a progressive decrease in the number of grains.
2.1. Grain Shape and Grain CoordinationThe grain shape depends on the number of touching neigh-
bors, also called the grain coordination. Early efforts foundthat bubbles in foams, biological cells, compacted lead orplastic particles, and sintered materials exhibited similar grainshapes.99–101 In 1727, Stephen Hales reported on the polygonalshape of compressed peas. His work and subsequent studiesidentified a grain coordination of 14, and each contact face was5-sided in full-density structures.62,102–105 Other studies foundfrom 12.5 to 14.5 faces with 5.0 to 5.1 sides per face and 21 to27 corners per grain.106–110 Today we recognize the polyhedralgrain shape reflecting a full dense sintered material has 12 to14 faces. The tetrakaidecahedron shown in Figure 9 is oftenassumed as the terminal grain shape, where this 14-sided poly-hedron has 8 hexagonal faces and 6 square faces, 36 edges, and24 corners. This gives an average of slightly more than 5 sidesto each face (5.14). Grain boundary energy makes the grainstructure analogous to the bubbles in foams.111 Foams coarsenwith self-similar size and shape distributions. They are valuablemodels for grain growth since each cell has a pressure inverselyproportional to its size. Accordingly, large cells consume neigh-boring small cells and in doing this reduce pressure in the samemanner as grains grow to lower energy.
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

276 R. M. GERMAN
In sintering, the starting particle coordination number is oftennear 7 contacts per grain for about 0.6 fractional density (0.4fractional porosity), but increases with sintered density. Duringsintering the approximate relation between fractional porosityε and coordination number NC is as follows:2
NC = 14 − 17.5ε [11]
Effectively this says that early sintering corresponds to octahe-dron shaped grains (NC = 8). As densification progresses, newcontacts form to give dodecahedron grains (NC = 10). Only atfull density is the tetrakaidecahedron formed with NC = 14.Even then not all grains have the same coordination. Generallyhigh coordination number grains are larger than their neighbors.
A slightly different form of Equation [11] is applied to liquid-solid microstructures, where the volume fraction of liquid VL
is substituted for the porosity with inclusion of the solid-liquiddihedral angle.3,112 In liquid phase sintering a low dihedral angleinduces liquid penetration between the grains and results ina lower coordination number versus that predicted for solid-pore configurations by Equation [11]. Thus an analogous modelfor liquid phase sintering requires not only porosity, but liquidcontent and liquid wetting parameters.
The mean number of sides on a grain is about 5.1, close tothe tetrakaidecahedron average of 5.14 sides (8 hexagons with6 sides each and 6 squares with 4 sides each). In foams the two-dimensional grain shape is related to the shape of the neighbor-ing grains.113 However, subtle differences exist between foamsand sintering microstructures. Table 2 compares the cumula-tive distribution of two-dimensional grain sides based on mea-surements from foams, computer simulations, and sintered mi-crostructures. The sintered distribution is skewed toward thesmaller number of sides. By comparison the random computersimulation fails to include a bias found in nature, that beinglarger grains tend to be neighbors to larger grains (grain-grain
TABLE 2Two-dimensional cumulative distribution (fraction of total) innumber of sides for cells in foams, computer simulations, and
sintered microstructures
Cumulative fraction up to givennumber of grain sides
Number of Measured Computer Measuredgrain sides foam simulated sintered
3 0.010 0.011 0.0244 0.172 0.116 0.1825 0.580 0.380 0.4596 0.826 0.676 0.7077 0.950 0.873 0.8658 0.989 0.961 0.9519 0.998 0.992 0.985
10 1.000 1.000 1.000
contact is not random). A bias for neighbors to be of similar sizeis observed in sintered microstructures and foams.
Sintered grain structures are not random. High coordinationgrains tend to form strings within the microstructure.114 Com-puter simulations fail to include this bias. When compared withfoams, sintered microstructures have some differences; foamshave uniform surface energies, but in polycrystalline materialsgrain boundary energies depend on the grain-grain misorienta-tion. As a consequence, the grain shape distribution is narrowerin foams. In sintering the grain boundary or interfacial energybetween grains depends on the crystallographic misorientation.Unlike foams with a single surface tension, grain boundary en-ergy is not constant in sintering. Thus, preferred orientationsand preferred neighbors emerge over time due to anisotropicsurface energies.
Smith105 notes that grain shape and grain growth are related;the low coordination grains, with fewer sides, tend to shrink dur-ing coarsening. Since a sphere is the lowest surface area per unitvolume, the largest grains are more spherical and more stable,while the smaller grains with fewer sides are unstable and dis-appear during sintering. The change in grain shape depends onthe number of sides.115 Thus, grain shape, and not grain size, is abetter basis for predicting grain growth or shrinkage. Aboav andLangdon116 confirm the smaller (presumably shrinking grains)are low in coordination while the larger (presumably growinggrains) are higher in coordination. Related studies found grainshape and size distributions tended to be self-similar.117–120
Thus, in sintered materials grain shape and grain size arerelated. The two-dimensional median size of grains with N sidesfollows a simple relation:116
LN = LM (N − 2) [12]
where LM is the median intercept grain size. In a very analo-gous manner, via decomposition of a liquid phase sintered mi-crostructure using serial sections and montage reconstruction,Tewari et al.121 report a similar three-dimensional relation,
GN = u + vNC [13]
where GN is the characteristic grain size for grains with a three-dimensional coordination of NC (versus Equation [12] which isfor two-dimensional analysis), and u and v are constants thatvary with the experimental parameters. An example of this lin-ear behavior is plotted in Figure 19 for the three-dimensionalanalysis of a sample sintered for 120 min. The grain shape dis-tribution was self-similar for four different sintering conditions.
As noted already, sintered materials converge to the samegrain size distribution shape, what is termed self-similar.122 Thisis illustrated in Figure 20 for hot pressed magnesia.116 Let F(W)be the cumulative fraction of grains with side length W, whereWM is the median side length on a sectioned grain. The mediansize parameter WM is the only adjustable factor and the modulus
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 277
FIG. 19. Three-dimensional characteristic grain size as relatedto the grain coordination using data taken from a liquid phasesintered tungsten heavy alloy with sintered at 1507 ◦C for120 min.121
M = 2 for two-dimensional sections,
F(W) = 1 − exp(
β
(W
WM
)M)[14]
FIG. 20. Cumulative grain shape distribution in full dense mag-nesia expressed in terms of the number of grain sides.116 Forcomparison, the Weibull distribution is also shown in this plot.
The factor β = −ln2 (or −0.6931) ensures F(W) = 0.5 whenW = WM at the median size. The same equation applies to theneck size distribution between grains after liquid phase sinter-ing.123
Earlier, in Figure 16, the two-dimensional cumulative grainsize distribution was shown for several materials. For thosetwo-dimensional structures, let F(L) designate the cumulativefraction of grains in a two-dimensional cross section of size L(based on diameter of circle with equivalent area), where LM ismedian grain size,
F(L) = 1 − exp(
β
(L
LM
)M)[15]
and in three dimensions the cumulative distribution in equiv-alent spherical volume grain sizes F(G) follows the samedistribution,
F(G) = 1 − exp(
β
(G
GM
)M)[16]
where GM is the median grain size in three dimensions. Whenthe microstructure is based on a two-dimensional section, theparameter M tends to be 2, and when it is based on three-dimensional data the parameter M tends to be 3. In each of thesemodels, the median size corresponds to 0.5 on the cumulativedistribution. Note the mode size, mean size, and median sizeare close to one another, but they are not the same for a Weibulldistribution.
Within a grain shape class where all grains have N sides, thecumulative distribution of grain sizes follows this same Weibulldistribution, where LM in Equation [15] is now the median sizefor the grains with N sides. This parameter can be estimatedusing Equation [12]. The grain size increases as the number oftwo-dimensional sides increases.
When liquid or vapor is present, the grain coordination num-ber (number of touching grains) decreases as the liquid or vaporcontent increases.124,125 On the other hand pressure increasesthe grain coordination.126 In freely settled materials, the toplayer had a coordination of 3, but increased with gravitationalcompression, giving,
NC = NCo + κP [17]
where NC is the coordination number starting from an uncom-pressed value NCo (near 3) and increases with pressure P accord-ing to a material constant κ , which depends both on the materialand the dihedral angle. If the dihedral angle is zero, then thefractional density in the free settled region at the top is 0.33. Asthe dihedral angle increases both the density and grain coordi-nation increase. Based on quantitative microscopy of sinteredmaterials, parametric relations exist to link the solid fractionaldensity ρ, coordination number NC, and dihedral angle φ, asfollows:127
NC = 23.4ρ − 24.4ρsin2 φ
2− 6.32 [18]
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

278 R. M. GERMAN
Note for a dihedral angle of zero the solid density will be 0.33and for 60◦ the solid density is 0.48. If the structure is pressur-ized, then the packing density is higher. The remaining volumeis either porosity or liquid. This relation is very useful in anal-ysis of composites such as tungsten-copper where the requiredcopper content for full density depends on the tungsten skeletaldensity and the copper wetting on the tungsten, which dependson oxygen levels.
In support for the microstructure models, three-dimensionalsimulations allow construction of random two-dimensionalcross-sections.110,128 At full density, the average number of grainfaces in the simulations is 12.3 to 13.7 while experimental valuestend to run slightly higher, near 14. Other parameters extractedfrom the simulations indicate the typical full-density sinteredmicrostructure consists of grains with 5.1 edges per face and23.1 edges per grain. These agree with the tetrakaidecahedrongrain shape model at full density. Recall, the grain coordinationnumber is closer to 7 at the onset of sintering. Thus, one simplereason for accelerated grain growth as density increases is theincreased number of grain-grain contacts over which coarseningcan occur, as reflected by a higher grain coordination number.
2.2. Grain Size MeasurementOne problem in sintered materials with determining grain
shape is sample opacity only allows two-dimensional sec-tion planes. This gives random slices of the true grain struc-ture. Microstructure models for coarsening rely on the three-dimensional grain size, denoted as G for the equivalent spher-ical diameter. Even though the grains are polygonal, it is stillpossible to use a single size measure if the grain volume V isset to that of an equivalent sphere,
G =(
6Vπ
)1/3
[19]
For full density materials, the volume comes from thetetrakaidecahedron model. Because of sample opacity, exper-imental data are collected from two-dimensional slices. Withthis approach there are two size measures, equivalent projectedarea LC and random intercept size LR. The equivalent projectedarea grain size relies on a random slice through the grain andtakes the image area to calculate the equivalent circle size. Inother cases grain size is based on random intercept sizes. Conver-sion to three-dimensional size from random intercept or randomcross-section size requires two mathematical transforms, whichare hardly ever performed. The two-dimensional section givesan underestimate of the true grain size.
Fullman129 treated the transform problem of opaque materi-als using monosize spheres with a random cross-section. Theaverage circle area A from a cross-sectioned spherical grain isgiven as,
A = π
6G2 [20]
where G is the true grain size, giving a relation as follows to themean random intercept size LR:
LR = 23
G [21]
This is only valid for monosize spherical grains. Unfortu-nately, Equation [21] is often inappropriately applied to systemswith a range of sizes for nonspherical grains. For the tetrakaidec-ahedron the numerical value linking true grain size and the ran-dom intercept is 3/5 instead of 2/3. Since LR is the most commongrain size measure, the average grain diameter G is 1.5 to 1.7times the mean intercept size. Butler130 gives a related transformfor prismatic WC grains.
One fruitful route to grain size distribution quantification insintered materials involves transformation of two-dimensionaldata into an assumed three-dimensional distribution.131 Thenthis three-dimensional distribution is computationally randomcross- sectioned to test for convergence back to the two-dimensional experimental data. This backward and forwardcombination is repeated with iterative shifts in the assumedthree-dimensional distribution until convergence occurs back toin the starting two-dimensional data. An important factor is in-clusion of dihedral angle and grain coordination assumptionsrelevant to sintered materials. The Weibull distribution gives thebest fit to the resulting three-dimensional grain size distribution.
Thus, there are four types of grain size data:
• polygonal grain edge size, W, such as found in thetetrakaidecahedron model
• two-dimensional random intercept size LR from cross-sections
• two-dimensional random cross-section equivalent cir-cular diameter (what is the diameter LC of a circle withthe same projected area as seen in the cross-section)
• three-dimensional grain size based on an equivalentspherical volume (what is the size G of a sphere withthe same volume).
These measures differ, and contrary to mistakes in the lit-erature, it is not possible to directly compare data from ran-dom intercept measurements with coarsening models based onthe three-dimensional grain volume. The measured values fromtwo-dimensional section planes do not, and should not, agreeas to the median grain size or the grain size distribution. Itis unfortunate this fact is ignored in attempts to isolate three-dimensional coarsening mechanisms from two-dimensional ran-dom grain intercept distributions. The difficulty is illustrated bya computer simulated microstructure in Figure 21. All of thegrains are the same size based on three-dimensional equivalentvolume, but the polygonal grain shape coupled to the randomsection plane generates an apparent grain size distribution. Onlywith an assumption on the grain shape is it possible to transformfrom one type of grain size data to the three-dimensional grainvolume distribution found in the coarsening models.131
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 279
FIG. 21. A two-dimensional slice through a computer simulated sintered microstructure formed using monosized grains, illustratinghow the random cross-section results in an apparent grain size distribution.
2.3. Grain Size DistributionGrain size data in sintered materials are best fit by Weibull
distributions.91,131–133 Early measures of grain size and grainshape relied on two-dimensional cross-sections or radio-graphic imaging techniques. Williams and Smith62 took three-dimensional radiographic images of an aluminum alloy andextracted both grain size and grain shape information. Theircumulative size distribution data are plotted using a Weibulldistribution in Figure 22. This distribution was given earlier inEquation [16] and involves only the median grain size and themodulus. Other models have been advanced, but they requiremore parameters and in some cases have unrealistic constraints.Most significantly some of the models fail to match experimentaldata and predict a size distribution that is far from the experi-mental data. These difficulties come model assumptions of nograin-grain contact, no coalescence, and a failure to include mi-crostructure factors, such as dihedral angle, pore size and poreshape effects, second phase effects, grain coalescence, and non-random grain neighbor effects. Several efforts try to force thecolloidal Ostwald ripening model onto sintering. That modelis termed the LSW model, named for Liftshitz, Slyozov134 andWagner.135 The LSW model is applicable to dilute solid contents
when there are no contacting neighbor effects. Since sinteringinvolves many grain-grain contacts there is no applicability ofthis model. Sintered materials produce a much broader grainsize distribution than explained by the LSW model.136
One of the early reports on sintered grain structure gave thetwo-dimensional intercept size distribution for a wide rangeof sintering times.34 Those data show an excellent fit to aWeibull distribution (0.9994 correlation), as demonstrated ear-lier in Figure 16; characteristically, sintered grain size data forboth dense and porous structures follow self-similar Weibulldistributions.2,110,133,136–139 Comprehensive studies on grain sizedistributions in sintered materials are available for several ma-terials; for example magnesia,86,140 alumina,48 tungsten heavyalloys,91,123,141,142 and zinc oxide.143
In summary, with respect to the grain size distribution, sinter-ing converges to a self-similar distribution when the grain size isnormalized by the median size. The cumulative grain size dataare described by a Weibull distribution. Note the largest grainsize is much greater than predicted by many coarsening models,since sintered microstructures have a nonrandom grain arrange-ment and undergo coalescence, while most models assume anidealized random grain structure.
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

280 R. M. GERMAN
FIG. 22. Cumulative grain size data for Al-5Sn alloy (symbols)compared with the cumulative Weibull grain size distributionmodel.62
3. GRAIN GROWTH IN POLYCRYSTALLINE SOLIDS
3.1. Normal Grain GrowthGrain growth in dense solids sets the stage for discussing
how pores, liquids, or second phases modify grain growth dur-ing sintering. For foams the velocity by which a cell wall movesdepends on the pressure difference between adjoining cells andthe mobility of the wall. The pressure derives from size dif-ferences and the mobility derives from fluid viscosity. Flow inresponse to a pressure difference is familiar for example fromPoiseuille’s equation, where the velocity is proportional to thepressure difference divided by the viscosity. In the same manner,grain coarsening depends on the mean grain boundary velocityVB which is derived from the grain boundary mobility MB andthe boundary curvature induced pressure difference across agrain boundary �P as follows:42
VB = −MB�P [22]
The pressure behavior is captured by Equation [3], assumingeach bubble is a sphere. Two bubbles in contact with differentsizes act to lower the overall pressure by fusing into one largerbubble. The negative sign says the boundary moves to expand the
low pressure bubble. The internal pressure varies inversely withthe bubble size, trapped gas in the smaller bubble passes throughthe wall to grow the larger bubble; effectively the wall motionconsumes the smaller bubble. Likewise, for polycrystalline ma-terials, the effective pressure arises from the difference in grainsizes between neighboring grains, for example designated withsizes G1 and G2,42
�P = gγ SS
(1
G2− 1
G1
)[23]
where γ SS is the solid-solid or grain boundary energy and g isa geometric term that varies with grain shape, but is assumedto be near 2. Geometric constraint at the grain boundaries givesflat faced cells. Indeed, the transport rates and grain boundaryenergy vary with crystal orientation, so Equation [23] is onlya nominal representation of the pressure gradient at the grainboundary. Assuming isotropic conditions, the grain boundarymobility depends on the atomic size a and net atomic diffusivityacross the boundary, which is similar for either volume diffusionor grain boundary diffusion,144
MB = faa4
kTexp
[−�Gb
kT
][24]
where fa is the frequency of atomic vibrations and is near 1013 to1014 Hz, �Gb is the Gibbs free energy associated with an atomicjump across the grain boundary, k is Boltzmann’s constant,and T is the absolute temperature. This model assumes onlyone atomic jump is needed to cross a boundary (effectively thejump distance is about equal to a). Grain boundary mobility issensitive to several factors, including misorientation of the twograins, so usually averaged behavior is assumed and related tograin boundary diffusion.
The frequency of atomic jumps across the boundary obeysthe Arrhenius temperature dependence with activation energyQB,
MB = MBo exp[− QB
RT
][25]
the term MBo contains the frequency factor and lumps togetherthe rate of attempts, entropy, and crystal properties into an at-tempt frequency and the combined term MB gives the successrate. The term R is the universal gas constant. Besides the grainboundary mobility, also the grain boundary energy γ SS dependson the misorientation at the grain-grain contact. Certain orien-tations give preferred behavior. Example behavior is shown inFigure 23 where the grain boundary energy is plotted versusmisorientation angle based on atomistic simulations.145 Duringsintering grain pairs form randomly. Depending on the mis-orientation, torque arises from the gradient in surface energywith orientation, slowly rotating the grain pair toward a lowenergy cusp. Cases of initially low misorientation angles re-sult in coalescence (the grains rotate to zero misorientation).Grains of large size difference also favor coalescence.146 Somemisorientations lead to high boundary mobility. The orientation
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 281
FIG. 23. Grain boundary energy calculated versus misorien-tation angle to show how various metastable orientations arepreferred.145 For initial contact misorientations less than 10◦ thepreferred situation is coalescence by grain rotation.
specificity in millions of grain-grain pair interactions is ignoredand average behavior is assumed.
Geometric constants, surface energy, and material propertiesrelated to the grain boundary mobility are grouped into the graingrowth rate parameter K as follows:2,42
K = KO exp[− QB
RT
][26]
with KO being the frequency factor since it includes the atomicvibration frequency and other parameters such as the grainboundary surface energy and the effective width of the grainboundary.149 The units for the grain growth rate parameter areconveniently expressed as µm3/s. As an example, in the case of20 µm grains, a grain growth rate parameter of 2 µm3/s cor-responds to a boundary velocity of 0.0017 µm/s.147 The grainsize doubles to 40 µm in about 8 h. However, this same growthrate doubles the size of a 0.1 µm grain (to 0.2 µm) in 0.0035 s.Sintering a nanoscale powder in this short time is quite difficult,hence the difficulty in fabricating dense nanoscale structuresthat still have small grain sizes.
As a grain departs in size from the median size or medianshape it experiences relatively faster growth or shrinkage.148
From the above concepts, the model for normal grain growthgives an expression where the change in characteristic grain sizeG is as follows:149,150
dGdt
= hKG2
(G
GM− 1
)[27]
where h is a geometric constant, and GM is the median grainsize. The median grain size differentiates between the 50% of
the grains that are smaller which shrink and the 50% of thegrains that are larger grow. The grain growth rate parameterK is related to the grain boundary mobility and is taken as anaverage for all grain contacts, reflecting characteristic behaviorfor the ensemble. Detailed studies on individual grains showthat over a large number of grains the averaging is an effectivedescription of system behavior. Grains with more sides growand smaller grains with fewer sides shrink. Grain growth insintering involves several paths and processes, so Equation [27]is a simplification of a complicated many-grain problem.
Assembling these ideas gives a model that links the charac-teristic grain size G to the key sintering parameter of isothermalhold time t based on a starting grain size GO as follows:2,42
G3 = G3O + Kt [28]
where the grain growth rate parameter K is typically extractedfrom measurements taken during interrupted sintering. In a fewinstances the growth exponent is 2 instead of 3 when growth iscontrolled by interfacial defect populations. This is evident byelongated and angular grain shapes.
In sintering, after an initial transient, the grain size distribu-tion becomes self-similar and the median grain size increasesaccording to the cubic law (G3 or grain volume proportional tot or time) given by Equation [28].2,47,48,91,122,132,133,150–178 Fig-ure 24 demonstrates this by plotting the cube of the grain sizeversus hold time for a 78W-15.4Ni-6.6Fe alloy during vacuumsintering at 1500 ◦C.133 The straight line fit has a statistically
FIG. 24. A demonstration of the coarsening kinetics associatedwith sintering using grain size data taken from a 78W-15.4Ni-6.6Fe composition during 1500 ◦C liquid phase sintering overthe time from 1 min to 600 min.133 The data statistically give astraight line relation between grain volume G3 and time t.
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

282 R. M. GERMAN
FIG. 25. Data for grain size versus time during the vacuum sin-tering of a 422 stainless steel powder at 1320 ◦C for times from1 min to 600 min.227 With a slope of 0.33, the correlation coef-ficient for these results is 0.9924, indicating a highly significantagreement between the data and Equation [28].
significant correlation coefficient of 0.926. As another demon-stration, Figure 25 plots log grain size versus log time data takenduring sintering of a stainless steel at 1320 ◦C. During these ex-periments the fractional density increased from 0.917 to 0.997.These results also have a very significant correlation to the cubicgrain growth law (G3 ≈ t), even though density is changing.
The behavior given here has been observed over a wide va-riety of materials during sintering—including ice, ZnO, Pb-Snsolder, CdO, tungsten alloys, Co-Cu, UO2, Al2O3, and variouscermets and hard particle composites. Data on these systems canbe reduced to tabulations of N, K, and QB (representing the graingrowth time dependence, rate parameter, and activation energy).If data are not available, then N equal to 3 is a safe assumption.The activation energy for grain growth QB is similar to that fordiffusion in or across the grain boundary (about two-thirds theself-diffusion activation energy). At a typical sintering temper-ature K might approach 1 µm3/s. For covalent ceramics, suchas SiC, AlN, or Si3N4 it is much smaller, but for supersolidussintering and other situations of high diffusivity liquid phases,it can be 10-fold higher.42
Sintering with a grain size distribution results in a varietyof large-small contacts, some of which contribute to growthvia grain coalescence. Except for coalescence, grain growth de-pends on the boundary diffusion rate, porosity and pore mobility,solutes, dispersoids, and other factors.155,179,180 For boundarieswith a liquid phase, such as in liquid phase sintering, solubilityof the solid in the liquid accelerates sintering and coarsening.181
The high mobility of dissolved solid in the liquid enables rapiddensification and increased coarsening.112
The rate parameter K changes with the microstructure anddepends on solubility, diffusion, coalescence, porosity, liquidspreading, and other factors. Contrary to common statements,the grain growth rate parameter is not a constant during sintering;rather it has a dependence on the evolving microstructure. In thebalance of this review, the core interest is in the linkage betweensintering and coarsening by determining how the grain growthrate parameter is affected by the evolving microstructure duringsintering.
3.2. Second Phase EffectsSeveral variants are possible with respect to second phases—
pores, dispersoids, reinforcement fibers, and liquid pools. Theinsoluble phases are treated using Zener drag concepts for sec-ond phases attached to the moving grain boundaries duringcoarsening. Another situation traces to segregated impuritiesthat wet certain grain boundaries depending on the crystallo-graphic misorientation, leading to elongated grains and exag-gerated grain growth. Yet another situation occurs when there isa liquid phase between the grains. These situations range fromdispersion strengthened materials to composites, with furthervariations due to solubility, size, shape, and amount of secondphase. The cases considered here are as follows:
• second phase without solubility for the material under-going grain growth, including pores with no internalevaporation
• second phase with solubility for the material undergo-ing grain growth, including the situation where vaportransport takes place in the pores.
With regard to sintering, a large number of cases arise, in-cluding activated sintering, liquid phase sintering, and sinteringmixed phase or composite materials.2 At any time the graingrowth rate parameter K directly reflects the microstructure. Toaccount for the microstructure changes, the fractional surfacearea of contact is used as a calculation parameter.182,183
To illustrate the principle, the schematic microstructure inFigure 26 includes pores, liquid pools, dispersoids, and segre-gants at the contacts between neighboring grains. We let CSS bethe relative area of the solid-solid grain contacts, effectively thefraction of grain surface in contact with other solid grains. Thisis also called contiguity. In two dimensions, if the grain perime-ter is measured, then the ratio of the solid-solid perimeter to thetotal perimeter is CSS. Likewise, solid-liquid and solid-pore andsolid-dispersoid areas are measured and respective fractionalperimeters CSJ calculated such that,
1 =∑
CSJ [29]
where the subscript SJ reflects the various combinations of solidS with other phases (J = solid, vapor, dispersoid, or liquid).The grain growth rate parameter is calculated as a sum of theindividual contributions. The mass transport taking place acrossthe solid-solid contacts (KSS), solid-liquid (KSL), solid-vapor
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 283
FIG. 26. The coarsening problem in sintering involves severalinterfaces and their contributions. Shown here is a simplifiedmicrostructure where the solid grains are in contact but alsohave interfacial perimeters associated with pores, dispersoids,liquids, and segregants.
or pore (KSV), and solid-dispersoid (KSD) are weighted andsummed as follows:
K =∑
KSJCSJ = CSSKSS + CSLKSL + CSVKSV + CSDKSD
[30]
The concern is to relate the microstructure to these quantitativeparameters. In addition, grain coalescence is yet another contrib-utor to the coarsening rate, captured in the KSS term.146,153,184,185
Moving grain boundaries are part of the coarsening processduring sintering. In loose powder compacts, neck growth pro-duces a grain boundary at particle contacts. If second phasesare present, they can be captured on these grain boundaries andslow coarsening and slow sintering.2,173,186 If the second phasehas solubility in the material being sintered, then the secondphase will coarsen. An early example of this behavior was re-ported where 12 vol.% silica was added to a copper matrix andthe silica coarsened.187 How second phases of solid, liquid, orvapor alter grain growth during sintering is the next subject.
3.3. Second Phase without SolubilityInert phases reduce grain growth while also impeding sinter-
ing.188,189 This is explained by an energy argument. Considera spherical phase sitting on the boundary versus sitting besidethe boundary, as shown in Figure 27. The separated situation ishigher in energy because of a need to add grain boundary en-ergy to replace the area formerly occupied by the second phase.If the grain boundary is moving, the attachment energy retardsgrain growth unless the second phase moves easily. Only whenthe grain boundary curves beyond a critical radius is separationfrom the second phase favorable.2 Pores, inclusions, reinforc-
ing phases, and second phases all reduce grain growth duringsintering. The pinning force depends on the interfacial energies.
Although second phases slow sintering, there is a benefit. Forexample, Coolidge formed successful tungsten wires for lampfilaments that inadvertently were contaminated by impuritiesfrom his sintering crucibles.190 Now the addition of low con-centrations of oxides of potassium, sodium, and aluminum is acritical factor to forming sintered tungsten lamp wire. Althoughthese dispersions initially slow sintering, the benefit comes fromdelayed grain migration during use, which contributes to ex-tended filament life.
Other examples show retarded grain growth during sinter-ing is beneficial, such as when VC is added to WC-Co priorto sintering. The milled, random shaped WC grains doped withVC exhibit less grain growth during sintering.98,191 When prop-erly manipulated, the result is a smaller grain size and higherstrength in a fully dense cemented carbide. Likewise, magne-sia has a dramatic influence on the sintering of alumina.192,193
Magnesia segregates to the grain boundaries to alter the graingrowth-densification trajectory. This discovery formed the basisfor sintered translucent alumina used in the outdoor sodium va-por lamps.194 On the other hand, the segregation of calcium andsilicon oxides to the grain boundaries of alumina acceleratesgrain growth and hinders a high sintered density so the materialis not translucent.
The lower the dihedral angle the more favorable it is for thesecond phase to remain attached to a grain boundary.57 The firsttreatment of this problem led to the concept of Zener pinning.This concept says the grain size G depends on the second phasediameter d and volume fraction f as follows:82,195
g = αdrf
[31]
where α is typically 1.33 and r is a factor reflecting the fractionof second phase actually sitting on grain boundaries (effectivelydiscounting that portion not on a grain boundary). The restrainton grain growth increases with a higher volume fraction ofdispersoids and smaller dispersoids.196,197 Experimental resultsgive mixed support for Equation [31]. Grain boundaries haveorientation-dependent energies, so the behavior is not uniformwithin a material. As a result grain growth is not uniform withina microstructure.198,199 Figure 28 plots data from Watanabe andMatsuda197 for copper, nickel, and iron, showing behavior aspredicted by rearranging Equation [31] to give porosity ε as alinear relation to the pore size divided by the grain size d/G.In this plot the proportionality constant is equal to 1.9 (1.9 =1.33/r), which gives r = 0.7. However, there is much scatter inthe behavior.
3.3.1. Second Phase Solids without Solubility: SinteringThe sintering of composites is a special difficulty. The inclu-
sion phase is usually large and relatively rigid at the sinteringtemperature. The porous matrix phase tries to sinter densify
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

284 R. M. GERMAN
FIG. 27. Schematic of second phase interaction with a migrating grain boundary, where initially the second phase is attached tothe grain boundary and the occupied area represents a pinning energy (reduced grain boundary energy). As the grain boundarymigrates, it drags the second phase and increases its area and energy. Eventually, the energy decreases by separating the grainboundary, allowing it to contract, and leaving the second phase in isolation.
around the inclusions, but the inclusions retard sintering.200,201
The impediment decreases as the inclusion spacing increases.202
Grain growth is slower when an insoluble second phase ispresent.173,203,204
Early sintering research found relations similar to Equation[31] provide an approximate means to link the second phase sizeand content to the sintered grain size.183 The effectiveness of asecond phase depends on the grain boundary area it occupies.205
For any volume fraction of second phase, the phase size andcontent determine the contact area with the grain boundary. 206
Small dispersoids with a close spacing are most effective inslowing grain growth and sintering. For example in experimentswith alumina the addition of 50 vol.% inclusions resulted insmaller grains and less densification.189 Specifically for purealumina sintered at 1300 ◦C for 10 h, the density was 95% andthe grain size was 0.47 µm. The same powder treated with 50vol.% inclusions gave 72% density and 0.36 µm grain size.
There is an impurity concentration effect on grain growth.Dispersoids form when the impurity exceeds the solubility limitand then retard coarsening.173,186–189,207 The overall grain growthbehavior still follows Equation [28]. However, the grain growthrate parameter K, which reflects mass transport rates across theinterface boundary. The mass transport taking place across thesolid-solid contacts KSS is mitigated by the dispersoid interfacialarea. Usually the solid-dispersoid contribution KSD is small, butformally:
K = CSSKSS + CSVKSV + CSDKSD [32]
where the solid-vapor contribution is usually near zero. The pa-rameter CSS decreases with a larger concentration of dispersoidsand although it increases with dispersoid content, the low trans-port rate across the solid-dispersoid boundary (KSD) results inan overall decrease in coarsening rate.
More complicated models exist for treating grain growth inthe presence of second phases. Generally the geometric distri-bution of dispersoids is more important than their mobility.208
Dispersoids pin the grain boundary and cause the boundary tocurve since typically the dispersoid is slow moving compared tothe boundary. If the dispersoid is dragged by the boundary, thencoarsening of the dispersoid occurs during sintering.209 Coher-ence of the dispersoid with the grain is a secondary concern.201
Grain growth with a second phase also converges to a self-similar grain size distribution.210 The boundary shape is de-formed near the dispersoid and the overall grain boundary mo-bility decreases as the inclusion size increases relative to thegrain size.202 The retardation of grain growth is small if the dis-persoid is small compared to the grain size, but is large for largeinclusions. Computer simulations show that dispersoid effectsare lost once the boundaries separate from the second phase.211
The degree of boundary contact with the second phase dependson the dispersoid size and shape.
3.3.2. Second Phase Liquids without Solubility: CoarseningLiquid phase sintering systems without solubility between
the liquid and solid are of technological importance for tooling,electrical contacts, heat sinks, ammunition, and space propul-sion. Example systems include Mo-Ag, W-Cu, W-Ag, tool
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 285
FIG. 28. A plot of pore size divided by grain size versus porosityfor sintered copper, nickel, and iron compacts.197 The straightline has a slope of 1.9, suggesting that the pore attachment tograin boundaries r is near 0.7.
steel-bronze, and W-bronze. Both the solid grains and liquidpools coarsen during sintering according to Equation [28].173
Early on, the liquid pools are small and retard grain growth, butthat effect is lost over time.
Solid grain coarsening is by coalescence and diffusion acrossthe solid-solid grain boundaries, and grain growth increaseswith the solid-solid contact area. In turn the contact area varieswith the liquid volume fraction.212
Liquid coarsening in insoluble systems is by coalescence. Asthe liquid pools migrate with moving grain boundaries they coa-lesce into larger pools even when there is no diffusion in the liq-uid.213 Nonspherical liquid pools reflect coalescence events.214
3.3.3. Pores without Vapor TransportMany efforts have examined how pores and grain bound-
aries interact during sintering.57 In an early experiment Gree-nough22 demonstrated the unexpected growth of pores duringgrain growth. Normally as porosity declines in sintering, thosepores attached to grain boundaries move with the grain bound-aries and shrink, but that same grain boundary motion sweepsthe pores together to induce coalescence and pore growth.215,216
Depending on the coupled pore shrinkage (sintering) and poregrowth (coarsening) the attachment of the pores to movinggrain boundaries becomes less certain. Pores attached to grainboundaries retard grain growth during sintering. Evidence isseen in the microstructure where a curved grain boundary has
lenticular shaped pores being dragged by the boundary.217 Fig-ure 29 sketches such a situation based on a micrograph originallyshown by Burke.218 As the grain boundary sweeps through thepore structure, it accumulates pores which coalesce and enlarge.Behind the boundary is a pore-free region.
In sintering, grain boundary area initially increases as necksgrow between contacting particles, but late in sintering graingrowth is rapid and the grain boundary area decreases whilethe pore retardation of grain growth is lost. The peak grainboundary area occurs at about 0.15 fractional porosity, giving thegreatest retardation effect.219,220 With further porosity decreases,the pore-boundary attachment is less certain. Although variousmodels exist to link grain size and pore size with porosity, thetrajectory depends on details such as the pore mobility, dihedralangle, and grain boundary mobility.68
The separation of a pore from the boundary increases the sys-tem energy, by increasing the total interfacial energy. If the poresshrink, then the separation penalty decreases. For several ma-terials the pore-boundary contact remains essentially constantduring sintering, except for the larger pores.221,222
There are two approaches to modeling pore-grain interac-tions. One is to rely on a morphological model such as theZener relation given in Equation [28]. This ignores the materialparameters. The second approach is to rely on densification ki-netics and to determine how pore mobility interacts with poreshrinkage, grain growth, and pore coalescence.66,223 In the in-termediate stage of sintering, pores and grains both coarsen ifthe pores and grain boundaries remain attached. This leads to aconceptual plan for managing grain size and pore size, whereattachment of the pores to the grain boundaries occurs as longas heating is not rapid. The dihedral angle is a secondary factorsince it influences pore bonding to the grain boundary. However,the critical factor is the relative grain boundary mobility withrespect to the pore mobility. Pore motion is favored by highsurface diffusion rates.
Watanabe and Matsuda197 extended Zener pinning to includepores. Equation [1] expressed a version of this in terms of Gversus 1/ε1/2. What is not certain is the accuracy of the variousother relations, especially since pore size changes are impor-tant to linking porosity and grain size. For most of the sin-tering densification cycle, the pore size is essentially constant.Late in sintering pores must shrink and become separated fromthe boundaries, so grain size and porosity relations breakdown.Without the impediment of pores, grain growth is rapid.71,224,225
A measure of the effects of pores on grain growth is in thepore surface area per unit volume SSV. The pore area declines asdensity increases. In most situations there is only slow transportacross the pore. A few exceptions are treated later where the porecontains an active vapor species that enables rapid evaporationand condensation. Results on Mo, Nb, Ta, and Al2O3 confirmthat SSV depends on fractional porosity ε.217,226 Empirically thisrelation was detected early in sintering research. As an example,Figure 30 plots data for Nb during sintering showing a general
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

286 R. M. GERMAN
FIG. 29. A schematic of pore coalescence on a moving grain boundary, as redrawn from the micrograph shown by Burke.218 Thismicrograph showed the moving grain boundaries accumulated pores, while the pores provide a drag force on the moving boundary.
form as follows:
SSV = λε2 [33]
where λ is the slope of the linear fit. Pore migration and porestabilization by internal, trapped atmosphere are factors thatfurther influence the pore behavior.
A wide body of experimental sintering data supports thegrain size–porosity relation given by Equation [1]. Using graincoordination number (grain shape) relations, the relative solid-vapor surface area is calculated as a function of porosity. At thegrain coordination increases with densification, grain growthand porosity decline combine to determine the pore size asshown in Table 3. These are calculated using grain shape modelscorresponding to the coordination number progression duringsintering densification. Important to grain coarsening duringsintering is the fact that the relative solid-solid contact, CSS, isgiven by a function of porosity ε,
CSS = 1 − cε1/2 [34]
where c is approximately 1.5. Note CSS is the contiguity, repre-senting the fraction of a grain perimeter that is in contact withsimilar grains.
Prior to the transition into the final stage of sintering thepores have their largest effect on reducing solid-solid contact.The pore effect is evident by the factor c. In the final stage ofsintering the grain growth rate parameter is calculated with theassumption that the solid-vapor transport is small in accord withthe assumed lack of solid solubility in the vapor, so KSV is near
zero. Then, Equation [30] with a relation between contiguityand porosity and an assumption of pores remaining on the grainboundaries gives:
K = CSSKSS + CSVKSV∼= (1 − cε1/2)KSS [35]
FIG. 30. Pore surface area (solid-vapor surface area) versusfractional porosity during the sintering of niobium.226
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 287
TABLE 3Idealized relations between sintering microstructure based on octahedron, dodecahedron, and tetrakaidecahedron grain shapes
Grain Fractional Solid-vapor Pore sizeSintering coordination density coverage factor relationstage NC ρ factor CSV d
2—intermediate 8 0.66 1.4 ε1/2 0.4 G ε1/2
2—intermediate 12 0.66–0.89 1.5 ε1/2 0.4 G ε1/2
2—intermediate 14 0.89–0.95 1.6 ε1/2 0.4 G ε1/2
3—final 14 0.95–1.00 1.7 ε1/2 0.5 G ε1/3
NC = grain coordination, ρ = solid fractional density, CSV = solid-vapor coverage factor, d = pore size, G = grain size, ε = fractionalporosity.
Effectively this requires the pores remain on the grain bound-aries, which is generally valid to nearly full density. CombiningEquations [28] and [35] enables a calculation of the grain sizeversus time during sintering. The first derivative of Equation [28]with the substitution of KSS (1− c ε1/2) for the grain growth rateparameter gives,
dGdt
= KSS(1 − cε1/2)
3G2[36]
This can be approximately applied to isothermal sintering dataassuming that for each time increment �t1–2 the new grain sizeG2 can be estimated from the previous grain size G1 as follows:
G2 = [G3
1 + �t1−2KSS(1 − cε1/2)]1/3
[37]
This approach says the grain growth rate parameter K changesto accelerate grain growth as pores are eliminated. Two exam-ples are offered to illustrate how this prediction agrees withexperimental data.
The first example is for a stainless steel with rapid graingrowth. Figure 31 plots the experimental density as a functionof sintering time.227 Figure 32 demonstrates the resulting cal-culated grain size and porosity data, showing how the behaviorfollows Equation [1] and the G versus 1/ε1/2 behavior. The cor-relation between calculated grain growth using Equation [37]and the phenomenological Equation [1] is very significant at0.980. This study was conducted at a high temperature wherethe inherent grain growth parameter KSS was 18 µm3/s.
The second example is given in Figure 33 for nickel sinter-ing.71 This plot gives the experimental grain size as a functionsintering time for comparison with the behavior obtained using acalculation based on Equation [37]. The prediction significantlycorrelates with the measurement (0.980). Figure 12 previouslydemonstrated the same Ni sintering followed G versus 1/ε1/2
behavior.The above concept shows how the elimination of porosity
correlates with the acceleration of grain growth during sintering.Up to pore-boundary separation or pore annihilation, the grainboundary migration is slowed by
• less contact between grains due to pore coverage of thegrain surface
• pore drag slowing grain boundary migration.
It is unclear if contact area or drag dominates, but pores usuallymove slowly compared to grain boundaries.228 In some casesthe pores halt shrinking and the compact simply increases grainsize at less than full density. This is usually accompanied by apore size increase during sintering. For isothermal conditions,KSS is constant, so the calculation of grain size using a cubiclaw according to Equation [28] follows from the microstructureevolution in sintering.
Another reduction in the grain growth rate parameter comesfrom pore drag when there is a high occupancy of pores on grainboundaries. In such cases the grain growth rate parameter K isfurther modified as follows:
K = (1 − rcε1/2)KSS + rcε1/2MP [38]
FIG. 31. A plot of both the experimental and modeled densityversus grain size versus fractional porosity for a stainless steelpowder.227 This model assumes the grain growth rate parametervaries with the square-root of the fractional porosity with aninherent solid-state grain growth parameter KSS = 18 µm3/s.
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

288 R. M. GERMAN
FIG. 32. Comparison of experimental and calculated grain sizedata for a 422 stainless steel sintered in vacuum at 1320 ◦C forvarious times.227 The grain size variation is calculated using aniterative scheme outlined in Equation [37].
where r is the fraction of pores located on grain boundariesas a ratio to random pore-boundary intersections. According toLiu and Patterson222 the r parameter is nearly a constant andonly decreases late in sintering. Surface diffusion is the typicalprocess for pore migration when attached to a grain boundary, sopore mobility MP is calculated using Equation [10] using dataon the grain size and porosity for various times. For example,the pore mobility can be expressed as,
MP = BMO
G2ε3/2[39]
which is a combination of material-kinetic and microstructureparameters. The material-kinetic terms are given by
MO = πδDSa3
4kT[40]
Dividing MP by MO gives the relative pore mobility retard-ing effect in terms of grain size and porosity. For isothermalsituations MO is constant. Figure 34 is a plot of the relative poremobility (MP/MO) using data from chromium carbide reportedby Hamjian and Lidman.224 Note it is nearly constant during theintermediate stage of sintering (with generally less than 5 to 8%porosity), yet as the pores close in the final stage at more than95% density the relative mobility increases rapidly.
Changes to the pore and grain structure are fundamental tosintering. If the grain growth rate parameter KSS is discountedduring sintering for pore drag, then Equation [38] explains
FIG. 33. Nickel sintering data showing the experimental andmodel grain size versus sintering time, using grain size calcu-lations from Equation [37].71 The predicted behavior correlatessignificantly with the experimental data.
several sintering situations. For those cases where densifica-tion is not taking place, then coarsening simply occurs at alower density. This is evident in situations where surface diffu-sion or evaporation-condensation give interparticle neck growthwithout densification.229–231 For these situations grain growth
FIG. 34. A plot of the relative pore mobility (MP/MO) usingdata from chromium carbide reported by Hamjian and Lid-man.224 The relative mobility is nearly constant during the in-termediate stage of sintering, yet once the pores pinch closed inthe final stage the mobility increases rapidly.
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 289
continues but density does not change. As treated by Equa-tion [35], the grain growth rate parameter is determined by thesolid-solid and solid-vapor contributions, but the geometric re-lation between grain size and density is lost, since grain growthprogresses without concomitant densification.
3.4. Second Phase with Solubility, Including Pores3.4.1. Second Phase Solids with Solubility
Grain boundary impurities with solubility for the material be-ing sintered promote enhanced sintering and coarsening, such aswhen nickel, palladium, or similar transition metals are presentat concentrations near 0.1 wt.% in tungsten, molybdenum, orother refractory metals.232,233 Other examples are seen in sulfurgiving faster grain growth during sintering of nickel,234 boron inferrous alloys,235,236 and iron giving faster grain growth duringsintering of silicon.237
These effects relate to grain boundary films formed duringsintering. If the impurity film has solubility for the sinteringsolid, then it accelerates both sintering and grain growth. If thefilm is insoluble, then it hinders both events. In sintering Fe-50Ni, Chuang and Lin238 added phosphorus to track the porestructure, grain size, and densification. When phosphorus wasadded the rate of grain growth increased due to formation ofliquid films on the grain boundaries. Initially, the pores remainedon the grain boundaries and retarded grain growth, but as fulldensity was approached the pore pinning effect was lost andthe pores were stranded inside large, growing grains. With nophosphorus impurity, the grain size was smaller at all sinteringtemperatures due to pore pinning. Similar behavior is notedin sintering an austenitic stainless steel with a small level ofboron.239
Thus, different density-grain size trajectories arise with addi-tives or impurities as demonstrated earlier in Figure 5. In manycases, the impurity is intentionally added to control the density ormicrostructure.240 The consequences of impurity segregation tothe grain boundaries depends on solubility—with no solubilityfor the sintering material the inert phase retards grain growth. Ifthe impurity has solubility for the material being sintering, thenthe sintering grain size versus density trajectory is significantlyaltered. Once such behavior is identified, these impurities be-come an intentionally controlled parameter to optimize sinteredproperties.
Exaggerated grain growth occurs when an impurity seg-regates to selected grain boundaries. If the segregation is topreferred grain boundary orientations, then anisotropic grainsemerge. This is used to advantage to grow fiber-like grainsduring sintering.42 On the other hand, reduced grain growthis attained in sintering multiple phase systems. The minor solidphase, even when soluble in the other solid phase, reduces therate of grain growth by reducing the grain boundary area termCSS for coarsening. It is used to reduce grain size to attain ahigher sintered strength.186
3.4.2. Second Phase Liquids with SolubilityLiquid phase sintering is a three-phase problem, where solid
grains are surrounded by pores and liquid films. Diffusion ratesin the liquid are many times faster than in solids, so both densifi-cation and coarsening are accelerated by liquid phases. Thus, itis not surprising to see liquid phase sintering is the most popularform of sintering, accounting for 90% of the value of commercialsintered products.181 Important examples are seen in automotiveferrous alloys (valves seats, connecting rods, transmission gears,oil pumps), dental porcelain, white wares (teacups, coffee mugs,dishes), abrasives, electrical contacts, metal cutting tools, elec-trical insulators, mining and drilling tools, and dental amalgam.
The three stages of liquid phase sintering involve first heatingin the solid state with considerable porosity, melting of the liquidto induce rearrangement of the solid via capillarity, followed bysolid skeleton formation.181 In the third stage, densification oc-curs by solution-reprecipitation, where solid dissolves into andout of the liquid. Solution-reprecipitation continues even afterpores are eliminated, thus coarsening growth continues even af-ter full density is attained. The initial particle size distributiononly affects the initial transients.241,242
In liquid phase sintering, usually the average grain volume(G3) increases linearly with time. Solubility of the solid in theliquid varies with the inverse of the grain size, so the moresoluble small grains preferentially dissolve into the liquid andthe less soluble large grains progressively absorb this mate-rial to grow over time.2,181 Because of similarities betweengrain growth during liquid phase sintering and Ostwald ripen-ing, much effort has been made to force the latter idea ontocoarsening during sintering. This is flawed for several rea-sons:136,162,181,243–248
• Ostwald ripening models often assume infinite sepa-ration of the grains, but in liquid phase sintering thegrains are contacting since they are sintered togetherinto a continuous skeleton.
• The solid volume fraction in liquid phase sinteringmight range near 85 vol.% while Ostwald ripening ismost accurate at solid concentrations below the perco-lation limit at about 20 vol.% solid.
• In liquid phase sintering considerable densification andcoarsening occurs prior to liquid formation by a processtermed activated sintering (rapid transport takes placein layers segregated to grain boundaries when there issolubility for the material being sintered), meaning thatinitial solid-state events have considerable impact onthe sintered microstructure, factors ignored in Ostwaldripening models.
• Ostwald ripening assumes the grains are spherical;while liquid phase sintered microstructures have flatfaces and deformed grains. The deformed grains indi-cate local shape accommodation to allow closer fittingtogether, as evident in Figure 35. This nonsphericalgrain in a sintered boron doped stainless steel after
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

290 R. M. GERMAN
FIG. 35. Microstructure of a liquid phase sintered martensitic stainless steel treated with boron. The light phase was liquid at thesintering temperature. This material shows considerable solid-solid bonding and grain shape accommodation.
sintering indicates local effects that are totally ignoredin Ostwald ripening theory.
• For Ostwald ripening, solubility is assumed to be thatof the solid in the liquid, but many systems exhibitmutual solubility so the liquid dissolves into the solidover time, increasing the solid volume fraction. Greatpractical importance is gained from this behavior insintered bronze bearings, reaction bonded ceramics,and copper steels.
• Ostwald ripening treats the liquid as a homogeneousphase in a mean field concept, assuming the solidconcentration dissolved in the liquid is constant ev-erywhere. Measurements during liquid phase sinter-ing show concentration gradients in the microstruc-ture. Indeed, gravity induces solid-liquid separationdue to density differences so sintered bodies exhibittop-bottom composition and grain size difference.
• The predictions from Ostwald ripening are for a nar-row grain size distribution while liquid phase sinteringexhibits a broad grain size distribution. Experimen-tal data show the larger grains are twice the predictedmaximum size.
• Liquid phase sintering includes the annihilation ofpores and even pore growth and a change in totalpore volume, an aspect missing from Ostwald ripeningtheory.
• Grain coalescence is observed in liquid phase sinteringwith an estimate of 5% of all grains are coalescing atany time, but this is ignored in Ostwald ripening.
• Pores are stabilized by impurities or trapped atmo-spheres and slow coarsening, factors not included inOstwald ripening. Indeed, not only do grains coarsen,but liquid pools and pores coarsen as well.
In spite of a solid theoretical basis for Ostwald ripening indilute solutions, the situation in sintering is not as well estab-lished. The theories do not extend to the 85 to 98 vol.% solidcontent seen in liquid phase sintering. Because of local neighboreffects, individual grains do not follow a mean field behavior.Some of the grains larger than the median size shrink and someof the grains smaller grow.249
Liquid phase sintering requires grain-grain contacts to holdcomponent shape during densification. Total connectivity of thesolid phase was verified by via serial sectioning to demonstratethat even in the absence of a gravitational field, liquid phasesintered structures have no grains in isolation.121 Ostwald ripen-ing happens for isolated grains sufficiently separated to allow amean field concentration assumption. In reality, the shrinkageor growth of any grain is a local event dependent on the relativesize of neighboring grains, which changes with location in themicrostructure.
Early developments in liquid phase sintering trace to the1930s, when various hard phases where bonded to form cermets(TiC-Ni), cemented carbides (WC-Co), tungsten heavy alloys(W-Ni-Cu), copper steels (Fe-Cu), porous bearings (Cu-Sn),solder (Sn-Pb), porcelain, and other particle composites. Coars-ening is rapid as full density is attained;250 grain size followsEquation [1] with G tracking the inverse square-root of porosity,
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 291
FIG. 36. A log-log plot of grain size versus fractional porosity for liquid phase sintered tungsten heavy alloys.149 For more than0.03 fractional porosity the behavior follows the behavior typical to sintering, as expressed by Equation [1]—the linear fit is a – 1
2slope.
1/ε1/2. This is demonstrated in Figure 36 for liquid phase sin-tered tungsten heavy alloys processed using a variety of heatingrates, peak temperatures, and hold times.149 The plot shows thelogarithm of the grain size as a function of the logarithm of thefractional porosity, with a slope of – 1
2 down to 0.025 fractionalporosity (log 0.025 = −1.6). Coarsening follows the cubic lawof Equation [28].2,42,125,127,136,149,164,167,173,242,249–257 The excep-tion is when the grains form flat faces with a limited populationof surface sites for the addition of new atoms. Then coarsen-ing is slow and controlled by the population of reaction sites.Otherwise, diffusion in the liquid phase determines both thedensification and coarsening rates. 258–260
In liquid phase sintering, early grain growth is relatively slowsince pores interfere with transport between grains. Effectivelythe pores shadow the solid-liquid interfaces that dominate coars-ening late in liquid phase sintering. In some cases where the liq-uid substantially increases diffusion rates, for example tungstenwith a small quantity of nickel, considerable grain growth oc-curs during heating. As densification progresses, grain growthaccelerates as interfering pores are eliminated and liquid flowsto further surround the solid grains, increasing the interfacialarea for coarsening.
The grain growth rate parameter in liquid phase sinteringdepends on the amount of liquid and its dihedral angle. A highdihedral angle leads to a reduced solid-liquid interface area andslower grain growth. Unlike the case with pores, where transportis relatively slow over the solid-vapor interfaces, in liquid phasesintering the transport is rapid over the solid-liquid interfaces,
so coarsening is faster. Temperature dependence comes fromboth solubility and diffusion changes, so the apparent activationenergy does not match that from diffusion data.253 Observationsshow coalescence artifacts in the form of trapped matrix pools inthe grains, merging grains, and a broad grain size distribution.181
At any one time during coarsening, about 5% of the grains areundergoing coalescence; however, one study reported 22%.243
After an initial transient, once the grain size distribution attains aself-similar form, the coarsening process takes on a steady-statecharacter. In heterogeneous bodies, a long transient is observedwhere abnormal grain growth and anisotropic grains form.261
Grain coarsening by coalescence occurs when very largegrains are in contact with small grains or when the misorienta-tion angle between contacting grains is low.24–27,127,243,248 Thisis favored by higher liquid contents where grain rotation is lessrestricted. During long sintering cycles, the rate of coalescencedeclines since the formation of new grain-grain contacts slows.One aspect of coalescence is the emergence of a nonrandomgrain texture.
Reaction control in liquid phase sintering is observed in WC-Co, TiC-Ni-Mo, NbC-Fe, TaC-Co, SiC-Y2O3/Al2O3, and NbC-Ni.26,262–272 In such cases the median grain size increases withthe square-root of time. The rate of grain growth is slowedby adding dopants that promote formation of the flat facedgrains. A modified form of reaction control is observed when thesolid phase consists of two different materials.186,273 The sec-ond, minor phase results in smaller grains and higher strengthsfor short sintering times. However, homogenization during
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

292 R. M. GERMAN
FIG. 37. Grain size versus fractional sintered density for two alumina powders.285 The pure powder shows a larger grain size foreach density level, while the powder with inclusion additives exhibited retarded grain growth during sintering.
sintering removes the chemical gradients and the grain sizedifference disappears.
Abnormal grain growth means a few grains grow rapidlyat the expense of the surrounding grains.274 In some ceramics,large seed grains are used to consume neighbors. Also, somesegregated phases cause abnormal grain growth usually witha preferred crystal orientation.150,275–278 Computer simulationsreinforce how abnormal grain growth is associated with nonuni-form attributes—variations in interface energies from impuritysegregation, a few initially large grains, or anisotropic grainboundary energy (one orientation grows much faster than theother orientations).279–282 Abnormal grain growth is sensitive totemperature, since diffusion is limited at low temperatures andat very high temperatures segregation is not sustained.283
There may be a slight increase in sintering densification whenabnormal grain growth starts, but over time densification is neg-atively impacted.284 As plotted by the grain size versus densityplot in Figure 37, a shift in grain size versus fractional densityoccurs with impurities. For alumina, abnormal grain growthoccurs when additives are present while ultrapure alumina re-sists abnormal grain growth.89,285 Abnormal grain growth isan extrinsic property since it depends on impurity content andaccumulation. Analogous to zone refining, the moving grainboundary collects impurities. When the boundary concentrationreaches a critical concentration of impurities the resulting film
initiates rapid growth.286,287 In some cases the impurity level isbelow the critical value, but as grain growth progresses the accu-mulation of impurities on the boundaries reaches a point whereabnormal grain growth initiates in a delayed manner. Figure 38is an example where accelerated grain growth initiated in a fewgrains after the doped alumina reached a grain size of about12 µm.287
Early models for coarsening during sintering3,157–160,288 as-sumed ideal structures, with a focus on three things:
1. how time, temperature, particle size and other experimentalparameters influence sintering and coarsening
2. how the grain growth rate parameter varies with temperature,solid content, and solubility,
3. how the grain size distribution fits to various predicted self-similar models.
Further efforts attempt to extend Ostwald ripening to concen-trated solid contents.158–161,252,256,289–295 These efforts are notsuccessful, but do outline the relative role of temperature, sol-ubility, and solid content. The mean field concept is flawed, asillustrated by Voorhees and Schaefer.249 They tracked individualgrains during coarsening where they observed and found somesmall grains grew and some large grains shrank, contrary to theassumptions of the mean field models.
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 293
FIG. 38. Data from alumina taken during sintering, showing the cubic law grain growth during sintering with an onset of abnormalgrain growth after an incubation period.287 The accumulation of impurities on the boundaries, as the grain boundary area decreases,reaches a point where abnormal grain growth initiates.
The critical issue is prediction of how the grain growth rateparameter K varies with temperature and composition. Mostof the experimental attention has been devoted to that lattereffect. Early experiments by Warren296 linked the rate parameterto solid grain contact area CSS (also called contiguity), andsubsequent analysis shows the rate parameter K varies with theliquid volume fraction VL as follows:2,127,138,297
K = KSS + KSL
V2/3L
[41]
where KSS and KSL are the solid-solid and solid-liquid growthrate parameters. All of the factors in Equation [41] vary withtemperature. Thus, extraction of an activation energy using Ar-rhenius models results in an apparent activation energy from themixed effects.
Like solid-state sintering, the grain size distribution in liquidphase sintering converge to the forms given by Equations [14],[15], and [16].2,23,34,47,138,153,162,164,299–309 To demonstrate suchconvergence, Fang et al.298 conducted experiments with variousinitial particle size distributions and noted changes in the initialtransients, but convergence to the same final distribution type.
Likewise, the coarsening kinetics for the characteristic grainsize (mean, mode, or median) gives the grain volume G3 in-creasing from an initial volume G3
O with time t according toEquation [28]. Meanwhile the number of grains per unit volume
NV declines with time so the total solid volume remains nearlyconstant,
NV ≈ 1t
[42]
Grain separation increases with more liquid, so the liquid tosolid ratio effect on the rate parameter is largely due to changesin the solid-liquid and solid-solid grain contact, CSS and CSL,and grain separation.
3.4.3. Pores with Vapor TransportVapor collects in the pores as densification progresses. For
insoluble vapors, the vapor pressure increases in the final stageof sintering to the point where pore shrinkage terminates. Thepore pressure increases with densification to the point wherethat pressure offsets the capillary force inducing densification.Stable pores interfere with grain growth, unless the pore is muchlarger than the grain. Pore migration is possible if there is avapor pressure in the pores, allowing evaporation from a lowercurvature surface and condensation on the more concave surfaceas sketched in Figure 39.
A high vapor pressure, such as with materials containing leadoxide or zinc, or active vapor complexes, such as halides, resultsin significantly increased pore mobility and grain growth. As aconsequence there is more coarsening during sintering, even as
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

294 R. M. GERMAN
FIG. 39. Pore migration by internal evaporation and condensa-tion. The difference in curvature between the leading and trailingedges contributes to a vapor pressure difference and mass trans-port across the pore. The dihedral angle pulls the pore so theleading edge has a lower curvature and higher vapor pressure. Ifthe pore contains an active transport species, then it will movewith the grain boundary by evaporation off the leading edge andcondensation on the more concave trailing edge.
densification halts. Pore motion by vapor transport allows rapidgrain growth even at a low density. For most materials the poresare inactive with respect to coarsening, so even though the solid-vapor contact term CSV is large, the small KSV term in Equation[35] gives a process dominated by the slow solid transport CSS
KSS term. However, with an active vapor species in the poresthe solid-vapor contribution KSV is significant, enabling graingrowth even when densification is slow. Figure 40 plots datafrom TiO2 sintering at 1300 ◦C in hydrogen chloride.309 Thisplot gives grain size as a function of the square-root of porosity.The grain size increased according to the cubic law, where grainvolume G3 varies with time t, but densification is slow. Indeed,the grain growth rate parameter K declines with densification,since KSV is dominant,
K = CSSKSS + CSVKSV = KSS(1 − cε1/2) + KSVcε1/2 [43]
where ε is the fractional porosity and c is near 1.5. Most ex-amples of coarsening during sintering have minimal solid-vaporcontributions, so the loss of porosity accelerates grain growth.On the other hand, when vapor transport is dominant grain coars-ening occurs without densification. In the titania example, air
sintering for 100 min resulted in a fractional density of 0.84compared with sintering in an active vapor of HCl which gave0.55 fractional density. However, grain growth now occurs at alow density due to the active vapor transport. In comparison, ear-lier plots, such as Figure 2, show a threefold grain size increaseand required high sintered densities to provide high solid-solidcontact CSS for grain growth. Here, the active vapor transportprovides significant coarsening at a low degree of solid-solidcontact.
Examples of vapor induced coarsening are seen in situa-tions such as titania in HCl,309 UO2 sintering in ammonia,310
Fe or W in hydrogen doped with hydrogen chloride,312,313 MgOwith chlorine (derived from BaCl2),314 metal oxides in hydro-gen chloride,85,315 and TiO2 in hydrogen chloride.230 In somesystems the rate of vapor transport gives considerable coarsen-ing without densification. Even so grain growth follows a cubiclaw according to Equation [28] and the grain size distribution isself-similar, although the sintered density is low.
SUMMARYMicrostructure coarsening during sintering is a complex
problem. In this review a variety of materials are used to il-lustrate the key concepts on how microstructure determinescoarsening rate and coarsening determines the microstructure.There are several system-specific aspects, such as the adjustableparameters of temperature, time, heating rate, and initial greenmicrostructure. But there are other parameters that determine thecoarsening trajectory, such as dihedral angle and its role on poreattachment to grain boundaries, grain boundary energy variationwith crystallographic misorientation, and the resulting variationin grain coalescence, and diffusion rates along grain boundariesand how they vary with impurities, porosity, dispersoids, andcrystal orientation.
Although computer simulations abound, especially in simpleand less relevant two-dimensional variants, they generally arenot robust. Most of the simulations treat single materials, sin-gle effects, such as grain boundary misorientation, and normal-ized time. They show the expected changes and sensitivities tothe parameters mentioned above (dispersoids, grain orientation,porosity, segregation, time, temperature, and such). However,the simulations are not able to predict how any given powderwill sinter or the final grain size.
Accordingly, the approach most commonly used relies on ex-perimental observation. Across the array of sintered materialscertain aspects are fairly consistent, including the coordinationnumber changes with sintered density (grain shape), the emer-gence of a self-similar grain shape distribution and grain sizedistribution, and relations between the grain growth rate pa-rameter with the volume fraction of liquid, porosity, or secondphase. The bulk of sintering science relies on an array of possi-ble factors to construct post-mortem explanations for observedbehavior. This reflects our incomplete understanding, but doesreflect progress.
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 295
FIG. 40. Titania sintered data showing grain size versus square-root of porosity for 1300 ◦C sintering in an atmosphere of HClthat induces vapor transport but inhibits densification.309
A newer approach to understanding coarsening during sin-tering is based on the master sintering curve concept.316 Thisis an integral work idea first introduced for sintering densifi-cation. During heating a quantifiable amount of thermal workis performed. Different thermal cycles deliver equivalent den-sity, grain size, or properties. The master curve concept is usedto form two independent models of the sintering process. Oneis for sintering and relies on metrics such as shrinkage, den-sity, strength or hardness. The second model is for coarsening,usually measured by the characteristic grain size.
To introduce the master curve idea, consider the case ofsintering densification. The density is linked to atomic diffu-sion, usually in a combination of surface diffusion, volume dif-fusion, and grain boundary diffusion. Since surface diffusiondoes not contribute to sintering shrinkage, only volume diffu-sion and grain boundary diffusion are included in the shrinkageequations:
dxxdt
= γ SVa3
kT
[�V
G3DV
�B
G4DB
][44]
where x is the sample size, t is the isothermal hold time, γ SV
is the solid-vapor surface energy, a3 is the atomic volume, k isBoltzmann’s constant, T is absolute temperature, G is the grainsize, where � is a scaling factor and D is the atomic diffusivityfor either volume or grain boundary diffusion as indicated bythe subscripts V and B, respectively.
For isotropic sintering the shrinkage rate dx/dt is linked tothe densification rate by considering the conservation of mass,resulting in the approximate relation to the fractional density ρ,
− dxxdt
= dρ
3ρdt[45]
Combining Equations [44] and [45], provides a link betweenthe densification rate and the underlying diffusional events. Thelumped scaling factors � contain geometric parameters. In mostcases the measured grain boundary and volume diffusion ratesvary significantly between studies, so only nominal values areavailable. Thus determination of the shrinkage and densificationrates from the combined-stage sinter model requires experimen-tal characterization of the lumped scaling factors and diffusivi-ties for specific sintering systems. To overcome this challenge,the sintering equation is rearranged to collect the density de-pendent material parameters as a function of the processingfactors (time, temperature, and heating rate). The unknown isthe apparent activation energy Q. Since it is a combination ofseveral temperature effects, it is difficult to predict the value. Themaster sintering curve approach measures the response (densityρ, grain size G, distortion, strength, or other property) versusprocessing parameters (time t, temperature T, heating rate, par-ticle size, green density ρO), and the apparent activation energyis adjusted to provide the best fit to the experimental data as
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

296 R. M. GERMAN
FIG. 41. Grain size versus fractional density for tungsten heavy alloys where master curves for density318 and grain size149 arecombined to enable prediction of the two parameters. The experimental data are overlaid with the model prediction.
follows:
∫ ρ
ρO
kG3
3ρa3γ SVDO�dρ =
∫ t
to
1T
exp[− Q
RT
]dt [46]
where DO and � are material constants that depends on thediffusion process giving densification, R is the gas constant, a is
the atomic size, γ SV is the solid-vapor surface energy. Diffusionfollows an Arrhenius temperature dependence that is broken intopre-exponential (DO) and exponential terms. As grain boundaryand volume diffusion have varying relative influences on thedensification, they are lumped together to create a master curve.This is similar to the approach in treating stress rupture data viathe Larson-Miller parameter. The model is integrated from the
FIG. 42. Two heating rates (5 ◦C/min and 15 ◦C/min) are examined in the calculation of sintered grain size versus density fortungsten heavy alloys to implement master curve data for the study of processing effects, in this case for tungsten heavy alloys.
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 297
initial time and density values, indicated by to, to any point inthe thermal cycle determined during sintering.
The right hand side is calculated through numerical inte-gration and represents a measure of the energy supplied to thesystem during sintering. Thus the term “work of sintering” isused to capture the sense of integral heating, giving,
(t, T) =∫ t
to
1T
exp[− Q
RT
]dt [47]
Rather than use the grain boundary diffusion or volume dif-fusion activation energy, the apparent activation Q is foundthrough statistical analysis based on a minimized residual withrespect to experimental data. For any work of sintering value , there is a corresponding density that satisfies Equation [47].Thus, once the relationship between density and work of sinter-ing is trained using variations in heating rate, peak temperature,and hold time, a master sintering curve is extracted.317 The re-sults generalize for a material the effects from differences incomposition, particle size, green density, and a wide array ofheating rates, hold times, and peak temperatures.
In a similar manner, grain growth is the summation of thecombined time-temperature work, including heating and hightemperature hold events. When the master curves for density andgrain size are combined, a spreadsheet simulation is possible thatprovides density and grain size predictions for any prescribedsintering cycle. Although the approach requires input data totrain the models, the output is fairly robust.
The master sintering curves for three tungsten heavy alloysfor sintered density318 and grain size149 are used to demonstratethe concept. The two studies on the same materials are combinedhere to provide a simulation for grain size as a function ofsintered density. Figure 41 shows the results. The model givesa good description to the experimental grain size versus densitybehavior. The potency of this approach is in an ability to evaluatedifferent processing strategies. For example is there merit toa different particle size, green density, heating rate, or peaktemperature; such as the situation is illustrated in Figure 42
TABLE 4Example simulation results for tungsten sintering using mastercurve analysis showing grain size (µm) versus heating rate at
sintered densities of 90% and 98%
Grain size (µm) during sintering
Factional FractionalHeating rate density density(◦C/min) 0.90 0.98
5 9.1 25.110 7.6 21.320 6.1 17.540 4.8 15.280 4.0 10.0
based on simulations that predict grain size as a function ofsintered density for two different heating rates. In this case,the faster heating rate is predicted to deliver a slightly smallergrain size for any given density. Table 4 gives the results whenthe heating rate is extended to 80 ◦C/min, showing a grainsize decrease at both 90% density and 98% density with fasterheating. However, practical difficulties abound with attainingsuch a heating rate, so it would only be justified if outstandingproperties were realized.
This review demonstrates coarsening concepts for sinteringare advanced to a point where modeling is possible, but themodels require input data. Our knowledge on the array of mate-rial and process constants is not sufficient to allow predictionsof behavior without training via experimental data. As demon-strated, a small array of experiments (about nine) is generallysufficient to train the master curves. Data extraction proceduresare outlined by Park.318 This solution builds from the funda-mental relations and accelerates progress by training the math-ematics to the data. Efforts to apply such concepts to nanoscalepowders are now starting and generally show new consolida-tion approaches are needed to attain a high final density with asmall grain size. Indeed the inability to generally realize advan-tages from consolidated nanoscale powders is a long-standingproblem in sintering.
ACKNOWLEDGMENTSThe author is most thankful to Professor Eugene Olevsky
for his helpful discussions about these ideas and suggestingextensions to problems in sintering of nanoscale materials.
REFERENCES1. P. W. Voorhees, The theory of ostwald ripening, J. Stat. Phys.,
38, 231 (1985).2. R. M. German, Sintering Theory and Practice, Wiley-
Interscience, New York (1996).3. G. W. Greenwood, The growth of dispersed precipitates in solu-
tions, Acta Metallurgica, 4, 243 (1956).4. N. C. Kothari, Grain growth during sintering of tungsten, J. Appl.
Phys., 38, 2395 (1967).5. R. J. Brook, Pore-grain boundary interactions and grain growth,
J. Am. Ceram. Soc. 52, 56 (1969).6. R. Watanabe, and Y. Masuda, Quantitative estimation of structural
change in carbonyl iron powder compacts during sintering, Trans.Jpn. Inst. Met., 13, 134 (1972).
7. H. Y. Suzuki, K. Shinozaki, M. Murai, and H. Kuroki, Quantita-tive analysis of microstructure development during sintering ofhigh purity alumina made by high speed centrifugal compactionprocess, J. Jpn. Soc. Powder Powder Metall., 45, 1122 (1998).
8. C. A. Bruch, Sintering kinetics for the high density alumina pro-cess, Ceram. Bull., 41, 799 (1962).
9. G. Bernard-Granger, N. Monchalin, and C. Guizard, Sintering ofceramic powders: Determination of the densification and graingrowth mechanisms from the “grain size/relative density” trajec-tory, Scripta Materialia, 57, 137 (2007).
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

298 R. M. GERMAN
10. H. G. Kim and K. T. Kim, Densification behavior of nanocrys-talline titania powder compact under high temperature, Acta Ma-terialia, 47, 3561 (1999).
11. D. Uskokovich and M. M. Ristic, Relationship between densifi-cation and grain growth in the sintering of sodium fluoride, Sov.Powder Metall. Met. Ceram., 14, 690 (1975).
12. T. K. Gupta, Possible correlation between density and grain sizeduring sintering, J. Am. Ceram. Soc., 55, 276 (1972).
13. S. C. Samanta and R. L. Coble, Correlation of grain size anddensity during intermediate-stage sintering of Ag, J. Am. Ceram.Soc., 55, 583 (1972).
14. R. M. German, Grain growth influences on the sintering densi-fication of FCC metals, the example of palladium, In SinteringProcesses, G. C. Kuczynski (ed.), Plenum Publishing, New York(1980), pp. 159–166.
15. J. Zhao and M. P. Harmer, Sintering of ultra-high purity aluminadoped simultaneously with MgO and FeO, J. Am. Ceram. Soc.,70, 860 (1987).
16. W. J. Smothers and H. J. Reynolds, Sintering and grain growthof alumina, J. Am. Ceram. Soc., 37, 588 (1954).
17. N. Miyahara, K. Yamaishi, Y. Mutoh, K. Uematsu, and M. Inoue,Effect of grain size on strength and fracture toughness in alumina,Jap. Soc. Mech. Eng. Int. J., Series A, Mech. Mater. Eng., 37, 231(1994).
18. J. R. Moon, Sintering of metal powders, Powder Metal. Int., 3,147 (1971).
19. J. R. Moon, Sintering of metal powders (Part 2), Powder Metal.Int., 3, 194 (1971).
20. J. E. Burke, Some factors affecting the rate of grain growth inmetals, Trans. Metall. Soc. Am. Inst. Min., Metall. Pet. Eng., 180,73 (1949).
21. J. Gurland, Observations on the structure and sintering mecha-nism of cemented carbides, Trans. Metall. Soc. Am. Inst. Min.,Metall. Petr. Eng., 215, 601 (1959).
22. A. P. Greenough, Grain boundaries and sintering, Nature, 166,904 (1950).
23. G. Zukas, P. S. Z. Rogers, and R. S. Rogers, Spheroid growth bycoalescence during liquid-phase sintering, Zeitschrift fuer Metal-lkunde, 67, 591 (1976).
24. K. Choi, J. W. Choi, D. Y. Kim, and N. M. Hwang, Effectof coalescence on the grain coarsening during liquid phasesintering of TaC-TiC-Ni cermets, Acta Materialia, 48, 3125(2000).
25. M. A. Matin, W. P. Vellinga, and M. G. D. Geers, Aspectsof coarsening in eutectic Sn-Pb, Acta Materialia, 52, 3475(2004).
26. J. D. Kim, S. J. L. Kang, and J. W. Lee, Formation of grainboundaries in liquid phase sintered WC-Co alloys, J. Am. Ceram.Soc., 88, 500 (2005).
27. V. Kumar, Z. Z. Fang, S. I. Wright, and M. M. Nowell, An analysisof grain boundaries and grain growth in cemented tungsten car-bide using orientation imaging microscopy, Metall. Mater. Tran.,37A, 599 (2006).
28. D. N. Yoon and W. J. Huppmann, Grain growth and densificationduring liquid phase sintering of W-Ni, Acta Metallurgica, 27, 693(1979).
29. J. R. Rogers and R. H. Davis, Modeling of collision and co-alescence of droplets during microgravity processing of Zn-Biimmiscible alloys, Metall. Trans., 21A, 59 (1990).
30. J. L. Johnson and R. M. German, Theoretical modeling of den-sification during activated solid-state sintering, Metall. Mater.Trans., 27A, 441 (1996).
31. R. L. Coble, Sintering crystalline solids. 1. Intermediate and finalstate diffusion models, J. Appl. Phys., 32, 787 (1961).
32. R. L. Coble, Sintering crystalline solids. 2. Experimental test ofdiffusion models in powder compacts, J. Appl. Phys., 32, 793(1961).
33. J. Brett and L. Seigle, Shrinkage of voids in copper, Acta Metal-lurgica, 11, 467 (1963).
34. H. Fischmeister, A. Kannappan, L. Ho-Yi, and E. Navara, Graingrowth during sintering of W-Cu-Ni alloys, Phys. Sint., 1, G1(1969).
35. T. K. Gupta, Sintering of MgO: Densification and grain growth,J. Mater. Sci., 6, 25 (1971).
36. W. Beere, The sintering and morphology of interconnected poros-ity in UO2 powder compacts, J. Mater. Sci., 8, 1717 (1973).
37. D. J. Sordelet and M. Akinc, Sintering of monosized, sphericalyttria powders, J. Am. Ceram. Soc., 71, 1148 (1988).
38. H. Y. Suzuki, K. Shinozaki, and H. Kuroki, Improvement of den-sification in solid state sintering by efficient packing of fine pow-ders with narrow size distribution using high centrifugal force,P/M Sci. Technol. Briefs, 5, 22 (2003).
39. E. A. Barringer and H. K. Bowen, Formation, packing, and sin-tering of monodisperse TiO2 powders, J. Am. Ceram. Soc., 65,C199 (1982).
40. A. Krell and J. Klimke, Effects of the homogeneity of parti-cle coordination on solid-state sintering of transparent alumina,J. Am. Ceram. Soc., 89, 1985 (2006).
41. B. R. Patterson and Y. Liu, Relationship between grain boundarycurvature and grain size, Metall. Trans., 23A, 2481 (1992).
42. S. J. L. Kang, Sintering Densification, Grain Growth, and Mi-crostructure, Elsevier Butterworth-Heinemann, Oxford, UnitedKingdom (2005).
43. J. D. Powers and A. M. Glaeser, Grain boundary migration inceramics, Interface Sci., 6, 22 (1998).
44. W. W. Mullins, The statistical self-similarity hypothesis in graingrowth and particle coarsening, J. Appl. Phys., 59, 1341 (1986).
45. Z. Fang and B. R. Patterson, Influence of particle size distribu-tion on liquid phase sintering of W-Ni-Fe alloy, in Tungsten andTungsten Alloys Recent Advances, A. Crowson and E. S. Chen(eds.), The Minerals, Metals and Materials Society, Warrendale,PA (1991), pp. 35–41.
46. C. S. Pande, R. A. Masumura, and S. P. Marsh, Analytical formof the sweep constant in grain growth, Acta Materialia, 45, 4361(1997).
47. C. H. Kang and D. N. Yoon, Coarsening of cobalt grains dispersedin liquid copper matrix, Metall. Trans., 12A, 65 (1981).
48. K. S. Venkataraman and R. A. Dimilia, Predicting the grain-sizedistribution in high-density, high purity alumina ceramics, J. Am.Ceram. Soc., 72, 33 (1989).
49. F. E. Kruis, K. A. Kusters, S. E. Pratsinis, and B. Scarlett, Asimple model for the evolution of the characteristics of aggre-gate particles undergoing coagulation and sintering, Aerosol Sci.Technol., 19, 514 (1993).
50. R. Sarkar, P. Ghosal, M. Premkumar, A. K. Singh, K. Muraleed-haran, A. Chakraborti, T. P. Bagchi, and B. Sharma, Characteri-sation and sintering studies of mechanically milled nano tungstenpowder, Powder Metall., 51, 166 (2008).
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 299
51. H. Palmour, Rate controlled sintering for ceramics and selectedpowder metals, In Science of Sintering, D. P. Uskokovic, H. Pal-mour and R. M. Spriggs (eds.), Plenum Press, New York (1989),pp. 337–356.
52. I. W. Chen and X. H. Wang, Sintering dense nanocrystalline ce-ramics without final stage grain growth, Nature, 404, 168 (2000).
53. R. M. German, and K. S. Churn, Sintering atmosphere effects onthe ductility of W-Ni-Fe heavy metals, Metall. Trans., 15A, 747(1984).
54. D. R. Wilder, and E. S. Fitzsimmons, Further study of sinteringphenomena, J. Am. Ceram. Soc., 38, 66 (1955).
55. L. L. Seigle and A. L. Pranatis, The mechanism of sinter-ing of nonvolatile metals and oxides, Metals Progr., 68, 86(1955).
56. H. P. Cahoon and C. J. Christensen, Sintering and grain growthof alpha-alumina, J. Am. Ceram. Soc., 39, 337 (1956).
57. J. E. Burke, Role of grain boundaries in sintering, J. Am. Ceram.Soc., 40, 80 (1957).
58. B. H. Alexander and R. W. Balluffi, The mechanism of sinteringof copper, Acta Metallurgica, 5, 666 (1957).
59. T. E. Clare, Sintering kinetics of beryllia, J. Am. Ceram. Soc., 49,159 (1966).
60. I. Amato, The effect of gas trapped within pores during sinteringand density regression of ceramic bodies, Mater. Sci. Eng., 7, 49(1971).
61. E. G. Zukas and H. Sheinberg, Sintering mechanisms in the95% W—3.5% Ni—1.5% Fe composite, Powder Technol., 13,85 (1976).
62. W. M. Williams and C. S. Smith, A study of grain shape in analuminum alloy and other applications of stereoscopic microra-diography, Trans. Metall. Soc. Am. Inst. Min., Metall. Pet. Eng.,187, 755 (1952).
63. E. E. Underwood, Quantitative Stereology, Addison Wesley,Reading, MA (1970).
64. J. H. Rosolowski and C. Greskovich, Theory of the dependence ofdensification on grain growth during intermediate-stage sintering,J. Am. Ceram. Soc., 58, 177 (1975).
65. S. Prochazka, Surface Area, Average Mean Curvature and Chem-ical Potential in Porous Bodies, in Sintering of Advanced Ce-ramics, C. A. Handwerker, J. E. Blendell, and W. Kaysser (eds.),American Ceramic Society, Westerville, OH (1990), pp. 164–184.
66. W. Beere, The intermediate stage of sintering, Metal Sci. J., 10,294 (1976).
67. B. J. Kellett, and F. F. Lange, Experiments on pore closure duringhot isostatic pressing and forging, J. Am. Ceram. Soc., 71, 7(1988).
68. S. C. Coleman and W. Beere, The sintering of open and closedporosity in UO2, Philos. Mag., 31, 1403 (1975).
69. W. Dong, H. Jain, and M. P. Harmer, Liquid phase sinteringof alumina, II. Penetration of liquid into model microstructures,J. Am. Ceram. Soc., 88, 1708 (2005).
70. F. Thummler and W. Thomma, The sintering process, Metall.Rev., 12, 69 (1967).
71. P. E. Evans, and D. W. Ashall, Grain growth in sintered nickelpowder, Int. J. Powder Metall., 1, 32 (1965).
72. J. Luo, S. Adak, and R. Stevens, Microstructure evolution andgrain growth in the sintering of 3Y-TZP ceramics, J. Mater. Sci.,33, 5301 (1998).
73. D. Takahata, W. A. Miller, and K. T. Aust, The effect of antimonyon sintering and grain growth in silver, Metall. Trans., 9A, 935(1978).
74. H. Palmour and M. L. Huckabee, Rate controlled sintering, Pro-ceedings of an International Symposium on Factors in Densifi-cation and Sintering of Oxide and Non-Oxide Ceramics, Japan(1978), pp. 278–297.
75. T. Senda and R. C. Bradt, Grain growth of zinc oxide during thesintering of zinc oxide-antimony oxide ceramics, J. Am. Ceram.Soc., 74, 1296 (1991).
76. M. Sakarcan, C. H. Hsueh, and A. G. Evans, Experimental as-sessment of pore breakaway during sintering, J. Am. Ceram. Soc.,66, 456 (1983).
77. J. L. Shi, Relation between coarsening and densification and masstransport path in solid-state sintering of ceramics: Model analysis,J. Mat. Res., 14, 1378 (1999).
78. S. S. Kim and D. N. Yoon, Coarsening behaviour of Mograins dispersed in liquid matrix, Acta Metallurgica, 31, 1151(1983).
79. G. C. Kuczynski, Statistical theory of pore shrinkage and graingrowth during powder compact densification, in Ceramic Mi-crostructures ‘76, R. M. Fulrath and J. A. Pask (eds.), WestviewPress, Boulder, CO (1977), pp. 233–245.
80. F. M. A. Carpay, The effect of pore drag on ceramic microstruc-tures, Ceramic Microstructures ‘76, R. M. Fulrath and J. A.Pask (eds.), Westview Press, Boulder, CO (1977), pp. 261–275.
81. C. H. Hsueh, A. G. Evans, and R. L. Coble, Microstructure de-velopment during final/intermediate stage sintering -1. pore/grainboundary separation, Acta Metallurgica, 30, 1269 (1982).
82. Y. Liu, and B. R. Patterson, Determination of pore mobility duringsintering, Metall. Trans., 25A, 81 (1994).
83. M. J. Mayo, and D. C. Hague, Porosity-grain growth relationshipsin the sintering of nanocrystalline ceramics, Nanos. Mater., 3, 43(1993).
84. Y. Enomoto, K. Kawasaki, and M. Tokuyama, The time dependentbehavior of the Ostwald ripening for the finite volume fraction,Acta Metallurgica, 35, 915 (1987).
85. M. J. Readey and D. W. Readey, Sintering of ZrO2 in HCl atmo-spheres, J. Am. Ceram. Soc., 69, 580 (1986).
86. D. A. Aboav and T. G. Langdon, The distribution of grain diam-eters in polycrystalline magnesium oxide, Metallography, 1, 333(1969).
87. J. Besson and M. Abouaf, Grain growth enhancement in aluminaduring hot isostatic pressing, Acta Metallurgica et Materialia, 39,2225 (1991).
88. M. Zadra, F. Casari, L. Girardini, and A. Molinari, Microstructureand mechanical properties of CP titanium produced by sparkplasma sintering, Powder Metall., 51, 59 (2008).
89. S. I. Bae, and S. Baik, Sintering and grain growth of ultrapurealumina, J. Mater. Sci., 28, 4197 (1993).
90. R. M. German, Y. Liu, and A. Griffo, Gravitational effects ongrain coarsening during liquid phase sintering, Metall. Mater.Tran., 28A, 215 (1997).
91. J. L. Johnson, L. G. Campbell, S. J. Park, and R. M. German,Grain growth in dilute tungsten heavy alloys during liquid phasesintering under microgravity conditions, Metall. Mater. Trans.,40A, 426 (2009).
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

300 R. M. GERMAN
92. H. H. Hausner, H. S. Kalish, and R. P. Angier, Powder metallurgyof zirconium, Trans. Metall. Soc. Am. Inst. Min., Metall. Pet. Eng.,191, 625 (1951).
93. J. Gurland, and P. Bardzil, Relation of strength, composition, andgrain size of sintered WC-Co alloys, Trans. Metall. Soc. Am. Inst.Min., Metall. Pet. Eng., 203, 311 (1955).
94. H. H. Hausner, Grain growth during sintering, Symposium onPowder Metallurgy, Special Report 58, Iron and Steel Institute,London, UK (1956) pp. 102–112.
95. J. P. Jernot, J. L. Chermant, and M. Coster, The mean free path inthe porous phase of sintered materials, Powder Technol., 30, 31(1981).
96. R. M. German and E. A. Olevsky, Mapping the compactionand sintering response of tungsten-based materials into thenanoscale size range, Int. J. Refract. Metals Hard Mater., 23, 294(2005).
97. M. K. Akhtar, G. G. Lipscomb, and S. E. Pratsinis, Montecarlo simulation of particle coagulation and sintering, Aersol Sci.Technol., 21, 83 (1994).
98. A. Adorjan, W. D. Schubert, A. Schon, A. Bock, and B. Zeiler,WC grain growth during the early stages of sintering, Int. J.Refract. Metals Hard Mater., 24, 365 (2006).
99. E. B. Matzke, The three dimensional shapes of bubbles in foams,Proc. Natl. Acad. Sci., 31, 281 (1945).
100. D. W. Thompson, The Partitioning of Space, On Growth andForm, Abridged Edition J. T. Bonner (ed.), Cambridge UniversityPress, Cambridge, UK (1966), pp. 119–125.
101. G. F. Vander Voort, Grain size measurement, in Practical Applica-tions of Quantitative Metallography, J. L. McCall and H. H. Steele(eds.), American Society for Testing and Materials, Philadelphia,PA (1984), pp. 85–113.
102. J. W. Marvin, Cell shape studies in the pith of eupatorium pur-pureum, Am. J. Botany, 26, 487 (1939).
103. J. W. Marvin, The shape of compressed lead shot and its relationto cell shape, Am. J. Botany, 26, 280 (1939).
104. F. T. Lewis, The analogous shapes of cells and bubbles, Proc. Am.Acad. Arts Sci., 77, 149 (1949).
105. C. S. Smith, Some elementary principles of polycrystalline mi-crostructures, Metall. Revi., 9, 1 (1964).
106. T. K. Gupta, Sintering of MgO: Densification and grain growth,J. Mater. Sci., 6, 25 (1971).
107. R. T. DeHoff, The spherical image concept applied to grain struc-tures, Acta Metallurgica et Materialia, 42, 2633 (1994).
108. S. Kumar and S. K. Kurtz, Monte carlo study of angular andedge length distributions in a three dimensional Poisson-Voronoitesselation, Mater. Charact., 34, 15 (1995).
109. Z. Fan, Y. Wu, X. Zhao, and Y. Lu, Simulation of polycrystallinestructure with Voronoi diagram in Laguerre geometry based onrandom closed packing of spheres, Comp. Mater. Sci. 29, 301(2004).
110. Q. Yu, Y. Wu, and S. K. Esche, Modeling of grain growth charac-teristics in three-dimensional domains and two-dimensional crosssections, Metall. Mater. Trans., 36A, 1661 (2005).
111. D. A. Aboav, The arrangement of cells in a net, Metallogr 13, 43(1980).
112. R. M. German, P. Suri, and S. J. Park, Review: Liquid phasesintering, J. Mater. Sci., 44, 1 (2009).
113. B. N. Boots, The arrangement of cells in random networks, Met-allogr., 15, 53 (1982).
114. G. Liu, H. Yu, and X. Qin, Three dimensional grain topol-ogy size relationships in a real metallic polycrystal com-pared with theoretical models, Mater. Sci. Eng., A326, 276(2002).
115. P. R. Rios and M. E. Glicksman, Topological and metrical analysisof normal grain growth in three dimensions, Acta Materialia, 55,1565 (2007).
116. D. A. Aboav and T. G. Langdon, The shape of grains in a poly-crystal, Metallogr., 2, 171 (1969).
117. D. A. Aboav, The arrangement of grains in a polycrystal, Metal-logr., 3, 383 (1970).
118. D. A. Aboav, Foam and polycrystal, Metallogr., 5, 251 (1972).119. D. A. Aboav, The arrangement of cells in a net. II, Metallogr.,
16, 265 (1983).120. B. P. Gu, G. L. Liedl, K. Mahalingam, and T. H. Sanders, Appli-
cation of the Weibull density function to describe the delta-prime(Al3Li) particle size distribution in binary Al-Li Alloys, Mat. Sci.Eng., 78, 71 (1986).
121. A. Tewari, A. M. Gokhale, and R. M. German, Effect of gravityon three-dimensional coordination number distribution in liquidphase sintered microstructures, Acta Materialia, 47, 3721 (1999).
122. H. F. Fischmeister, Densification and grain growth in the laterstages of sintering of alpha-iron, in Iron Powder Metallurgy,H. H. Hausner, K. H. Roll and P. K. Johnson (eds.), PlenumPress, New York (1968), pp. 262–283.
123. J. Shen, L. Campbell, P. Suri, and R. M. German, Quantitative mi-crostructure analysis of tungsten heavy alloys (W-Ni-Cu) duringinitial stage liquid phase sintering, Int. J. Refract. Metals HardMater., 23, 99 (2005).
124. P. J. Wray, The geometry of two-phase aggregates in which theshape of the second phase is determined by its dihedral angle,Acta Metallurgica, 24, 125 (1976).
125. R. Warren, Microstructural development during the liquid-phasesintering of two-phase alloys with special reference to theNbC/Co system, J. Mater. Sci., 3, 471 (1968).
126. Y. Liu, D. F. Heaney, and R. M. German, Gravity induced solidgrain packing during liquid phase sintering, Acta Metallurgica etMaterialia, 43, 1587 (1995).
127. R. M. German, Microstructure of the gravitationally settled regionin a liquid phase sintered dilute tungsten heavy alloy, Metall.Mater. Tran., 26A, 279 (1995).
128. C. E. Krill, and L. Q. Chen, Computer simulation of 3D graingrowth using a phase field model, Acta Materialia, 50, 3057(2002).
129. R. L. Fullman, Measurement of particle size in opaque bodies,Trans. Metall. Soc. Am. Inst. Min., Metall. Pet. Eng., 197, 447(1953).
130. T. W. Butler, An investigation of particle size analyses as appliedto WC-Co, Metallography, 2, 289 (1969).
131. Y. Liu, R. M. German, and R. G. Iacocca, Microstructure quan-tification procedures in liquid-phase sintered materials, Acta Ma-terialia, 47, 915 (1999).
132. Z. Fang, B. R. Patterson, and M. E. Turner, Growth path en-velope analysis of Ostwald ripening, Metall. Trans., 22A, 19(1991).
133. R. M. German, Grain size evolution and grain size distributionin sintered materials, Proceedings of the Seventeenth PlanseeSeminar, Vol. 1, P. Rodhammer (ed.), Plansee Group, Reutte,Austria (2009), pp. PL5.1–PL5.12.
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 301
134. I. M. Lifshitz and V. V. Slyozov, The kinetics of precipitationfrom supersaturates solid solutions, J. Phys. Chem. Solids, 19, 35(1961).
135. C. Wagner, Theory of aging of precipitates through dissolution,Berichte der Bunsengesellschaft fur Physik Chemistry, 65, 581(1961).
136. M. Marder, Correlations and ostwald ripening, Phys. Rev. A, 36,858 (1987).
137. I. Nettleship, R. J. Mcafee, and W. S. Slaughter, Evolution of thegrain size distribution during the sintering of alumina at 1350 C,J. Am. Ceram. Soc., 85, 1954 (2002).
138. R. M. German and E. A. Olevsky, Modeling grain growth de-pendence on the liquid content in liquid-phase sintered materials,Metall. Mater. Trans., 29A, 3057 (1998).
139. C. S. Pande and A. K. Rajagopal, Uniqueness and self similarityof size distributions in grain growth and coarsening, Acta Mate-rialia, 49, 1805 (2001).
140. D. A. Aboav and T. G. Langdon, The planar distribution of grainsize in a polycrystalline ceramic, Metallography, 6, 9 (1973).
141. Z. Fang, B. R. Patterson, and M. E. Turner, Modeling particlesize distributions by the Weibull distribution function, Mater.Charact., 31, 177 (1993).
142. S. Nomoto, Y. Shiohara, and T. Umeda, Numerical analysis ofpurely diffusion controlled Ostwald ripening in a solid-liquidmixture, Mater. Trans. Jpn. Inst. Metals, 40, 1413 (1999).
143. S. C. Yang and R. M. German, Generic grain size distribution forliquid phase sintering, Scripta Metallurgica et Materialia, 26, 95(1992).
144. G. Gottstein and L. S. Shvindlerman, Grain Boundary Migrationin Metals, CRC Press, Baton Raton, FL (1999).
145. M. Upmanyu, G. N. Hassold, A. Kazaryan, E. A. Holm, Y.Wang, B. Patton, and D. J. Srolovitz, Boundary mobility and en-ergy anisotropy effects on microstructural evolution during graingrowth, Interface Sci., 10, 201 (2002).
146. R. S. Berry, J. Bernholc, and P. Salamon, Disappearance of grainboundaries in sintering, Appl. Phys. Lett., 58, 595 (1991).
147. S. Wu, X. Wu, and Z. Xiao, A model of growth morphology forsemisolid metals, Acta Materialia, 52, 3519 (2004).
148. W. W. Mullins, The statistical particle growth law in self-similarcoarsening, Acta Metallurgica et Materialia, 39, 2081 (1991).
149. S. J. Park, J. M. Martin, J. F. Guo, J. L. Johnson, and R. M.German, Grain growth behavior of tungsten heavy alloys basedon the master sintering curve concept, Metall. Mater. Trans., 37A,3337 (2006).
150. M. Hillert, On the theory of normal and abnormal grain growth,Acta Metallurgica, 13, 227 (1965).
151. F. A. Nichols, Theory of grain growth in porous compacts,J. Appl. Phys., 37, 4599 (1966).
152. N. P. Louat, On the theory of normal grain growth, Acta Metal-lurgica, 22, 721 (1974).
153. T. K. Kang and D. N. Yoon, Coarsening of tungsten grains inliquid nickel-tungsten matrix, Metall. Trans., 9A, 433 (1978).
154. R. M. German, Grain growth in austenitic stainless steels, Metal-lography, 11, 235 (1978).
155. C. F. Raymond and K. Tusima, Grain coarsening of water-saturated snow, J. Glaciol., 29, 83 (1979).
156. S. K. Dutta and R. M. Spriggs, Grain growth in fully dense ZnO,Sci. Sint., 11, 93 (1979).
157. A. D. Brailsford and P. Wynblatt, The dependence of Ostwaldripening kinetics on particle volume fraction, Acta Metallurgica,27, 489 (1979).
158. C. K. L. Davies, P. Nash, and R. N. Stevens, The effect of volumefraction of precipitate on Ostwald ripening, Acta Metallurgica,28, 179 (1980).
159. S. K. Kurtz and F. M. A. Carpay, Microstructure and normal graingrowth in metals and ceramics. Part I. Theory, J. Appl. Phys., 51,5725 (1980).
160. J. A. Marqusee and J. Ross, Theory of ostwald ripening: Com-petitive growth and its dependence on volume fraction, J. Chem.Phy., 80, 536 (1984).
161. Y. Enomoto, K. Kawasaki, and M. Tokuyama, Computer model-ing of ostwald ripening, Acta Metallurgica, 35, 907 (1987).
162. S. C. Hardy and P. W. Voorhees, Ostwald ripening in a systemwith a high volume fraction of coarsening phase, Metall. Trans.19A, 2713 (1988).
163. Z. Fang and B. R. Patterson, Effect of initial particle size distribu-tion on Ostwald ripening during liquid phase sintering, in ModernDevelopments in Powder Metallurgy, Vol. 18, P. U. Gummesonand D. A. Gustafson (eds.), Metal Powder Industries Federation,Princeton, NJ (1988), pp. 615–624.
164. C. Zubillaga, F. Hernandez, J. J. Urcola, and M. Fugntes, Exper-imental analysis of tungsten coarsening in a heavy metal duringliquid phase sintering, Acta Metallurgica, 37, 1865 (1989).
165. T. Quadir and D. W. Readey, Grain growth in dense cadmiumoxide, J. Am. Ceram. Soc., 69, C152 (1986).
166. S. C. Yang, S. S. Mani, and R. M. German, The effect of contiguityon growth kinetics in liquid phase sintering, J. Metals, 42, 4, 16(1990).
167. Z. Fang and B. R. Patterson, Experimental investigation of parti-cle size distribution influence on diffusion controlled coarsening,Acta Metallurgica et Materialia, 41, 2017 (1993).
168. L. Perazolli, J. A. Varela, and E. Longo, Coarsening kineticsof ZnO during constant heating rate sintering, Sci. Sin., 28, 85(1996).
169. P. R. Rios, Irreversible thermodynamics, parabolic growth lawand self-similar state in grain growth, Acta Materialia, 52, 249(2004).
170. F. Wakai, M. Yoshida, Y. Shinoda, and T. Akatsu, Coarsening andgrain growth in sintering of two particles of different sizes, ActaMaterialia, 53, 1361 (2005).
171. X. Song, J. Zhang, L. Li, K. Yang, and G. Liu, Correlation ofthermodynamics and grain growth kinetics, Acta Materialia, 54,5541 (2006).
172. T. Ikegami and K. Eguchi, Two kinds of roles of MgO in the densi-fication and grain growth of alumina under various atmospheres:Sensitive and insensitive roles to the experimental procedures,J. Mat. Res., 14, 509 (1999).
173. J. P. Sadocha and H. W. Kerr, Grain-ripening of the lead-richphase in partially molten Pb-Sb-Sn and Pb-Sb-Sn-As solders,Metal Sci. J., 7, 138 (1973).
174. R. Warren, Effects of the carbide composition on the microstruc-ture of cemented binary carbides, Planseeberichte fur Pulvermet-allugie, 20, 299 (1972).
175. R. Warren, and M. B. Waldron, Microstructural developmentduring the liquid-phase sintering of cemented carbides II. Carbidegrain growth, Powder Metall., 15, 180 (1972).
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

302 R. M. GERMAN
176. S. K. Kurtz and F. M. A. Carpay, Microstructure and normal graingrowth in metals and ceramics. Part II. experiment, J. Appl. Phys.,51, 5745 (1980).
177. S. C. Yang and R. M. German, Grain growth kinetics in liquidphase sintered zinc oxide-barium oxide ceramics, J. Am. Ceram.Soc., 74, 3085 (1991).
178. I. H. Moon, S. T. Oh, and Y. L. Kim, Effect of nickel additive onthe grain growth of tungsten wire, J. Less-Comm. Metals, 153,275 (1989).
179. J. E. Burke, Control of grain boundary mobility, in Sinteringof Advanced Ceramics, C. A. Handwerker, J. E. Blendell, andW. Kaysser (eds.), American Ceramic Society, Westerville, OH(1990), pp. 215–228.
180. R. A. Vandermeer, and H. Hu, On the grain growth expo-nent of pure iron, Acta Metallurgica et Materialia, 42, 3071(1994).
181. R. M. German, Liquid Phase Sintering, Plenum Press, New York(1985).
182. O. J. Kwon and D. N. Yoon, The liquid phase sintering of W-Ni,Sintering Processes, G. C. Kuczynski (ed.), Plenum Press, NewYork (1980), pp. 203–218.
183. Y. Liu and B. R. Patterson, Grain growth inhibition by porosity,Acta Metallurgica et Materialia, 41, 2651 (1993).
184. K. Mahalingam, B. P. Gu, G. L. Liedl, and T. H. Sanders, Coars-ening of delta-prime (Al3Li) precipitates in binary Al-Li Alloys,Acta Metallurgica, 35, 483 (1987).
185. Y. Hiram and A. Nir, A simulation of surface tension drive coa-lescence, J. Colloid Interface Sci., 95, 462 (1983).
186. P. B. Kemp and R. M. German, Grain growth in liquid phasesintered W-Mo-Ni-Fe alloys, J. Less-Comm. Metals, 175, 353(1991).
187. N. Komatsu, and N. J. Grant, Particle coarsening in a copper-silica alloy, Trans. Metall. Soc. Am. Inst. Min., Metall. Pet. Eng.,230, 1090 (1964).
188. H. Matsubara, S. G. Shin, and T. Sakuma, Growth of carbideparticles in TiC-Ni and TiC-Mo2C-Ni cermets during liquid phasesintering, Mat. Trans., 32, 951 (1991).
189. M. K. Cinibulk, Effect of yttria and yttrium-aluminum garneton densification and grain growth of alumina at 1200–1300 C,J. Am. Ceram. Soc., 87, 692 (2004).
190. A. Prince and J. Jones, Tungsten and high density alloys, Hist.Metall., 19, 72 (1985).
191. T. T. Fang and F. S. Shiau, Examination of morphological changesof pore channel network during the intermediate state of sinteringof undoped, MgO-doped and ZrO2-doped alumina compacts bymodified statistical theory of sintering, J. Mater. Sci., 40, 1709(2005).
192. P. J. Jorgensen, Modification of sintering kinetics by solute seg-regation in Al2O3, J. Am. Ceram. Soc., 48, 207 (1965).
193. A. Mocellin, and W. D. Kingery, Microstructural changes duringheat treatment of sintered Al2O3, J. Am. Ceram. Soc., 56, 309(1973).
194. J. E. Burke, Lucalox alumina: The ceramic that revolutionizedoutdoor lighting, Mater. Res. Soc. Bull., 21, 61 (1996).
195. Y. Liu and B. R. Patterson, Stereological analysis of Zener pin-ning, Acta Materialia, 44, 4327 (1996).
196. N. Louat, The resistance to normal grain growth from a dispersionof spherical particles, Acta Metallurgica, 30, 1291 (1982).
197. R. Watanabe and Y. Masuda, Pinning effect of residual pores onthe grain growth in porous sintered metals, J. Jpn. Soc. PowderPowder Metall., 29, 151 (1982).
198. N. A. Haroun and D. W. Budworth, Modification to the Zenerformula for limitation of grain size, J. Mater. Sci., 3, 326(1968).
199. D. J. Srolovitz, M. P. Anderson, G. S. Grest, and P. S. Sahni,Computer simulation of grain growth—III. Influence of a particledispersion, Acta Metallurgica, 32, 1429 (1984).
200. R. M. German, Prediction of sintered density for bimodal powdermixtures, Metall. Trans., 23A, 1455 (1992).
201. T. A. Abinandanan and W. C. Johnson, Coarsening of elasti-cally interacting coherent particles—II. Simulations of prefer-ential coarsening and particle migrations, Acta Metallurgica etMaterialia, 41, 27 (1993).
202. B. N. Kim and T. Kishi, Finite element simulation of zener pinningbehavior, Acta Materialia, 47, 2293 (1999).
203. L. H. Van Vlack and G. I. Madden, Grain-growth restrictions intwo-phase microstructures, Trans. Metall. Soc. Am. Inst. Min.,Metall. Pet. Eng., 230, 1200 (1964).
204. I. Amato, Discontinuous grain growth in sintered UO2, J. Am.Ceram. Soc., 48, 53 (1965).
205. N. Sun, B. R. Patterson, J. P. Suni, H. Weiland, and L. F. Allard,Characterization of particle pinning potential, Acta Materialia,54, 4091 (2006).
206. Y. Liu and B. R. Patterson, Particle volume fraction depen-dence in Zener drag, Scripta Metallurgica et Materialia, 29, 1101(1993).
207. P. J. Jorgensen and W. G. Schmidt, Final stage sintering of ThO2,J. Am. Ceram. Soc., 53, 24 (1970).
208. G. Gottstein and L. S. Shvindlerman, Theory of grain boundarymotion in the presence of mobile particles, Acta Metallurgica etMaterialia, 41, 3267 (1993).
209. P. R. Rios, A theory for grain boundary pinning by particles, ActaMetallurgica, 35, 2805 (1987).
210. D. Weygand, Y. Brechet, and J. Lepinoux, Zener pinning andgrain growth: A two dimensional vertex computer simulation,Acta Materialia, 47, 961 (1999).
211. A. Harun, E. A. Holm, M. P. Clode, and M. A. Miodownik,On computer simulation methods to model zener pinning, ActaMaterialia, 54, 3261 (2006).
212. A. J. Ardell, The effect of volume fraction on particle coarsening:Theoretical considerations, Acta Metallurgica, 20, 61 (1972).
213. N. M. Hwang, S. J. L. Kang, and D. N. Yoon, Formation of Cupockets in Fe grains during the sintering of Fe-Cu alloys, Metall.Trans., 17A, 1429 (1986).
214. P. W. Voorhees, G. B. Mcfadden, R. F. Boisvert, and D. I.Meiron, Numerical simulation of morphological developmentduring Ostwald ripening, Acta Metallurgica, 36, 207 (1988).
215. G. F. Bolling, Remarks on sintering kinetics, J. Am. Ceram. Soc.,48, 168 (1965).
216. A. J. Markworth, On the binding between gas bubbles and grainboundaries, Mater. Sci. Eng., 6, 391 (1970).
217. E. Petrischcheva and J. Renner, Two-dimensional analysis of poredrag and drop, Acta Materialia, 53, 2793 (2005).
218. J. E. Burke, Recrystallization and sintering in ceramics, in Ce-ramic Fabrication Processes, W. D. Kingery (ed.), John Wiley,New York (1958), pp. 120–131.
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 303
219. E. H. Aigeltinger and H. E. Exner, Stereological characterizationof the interaction between interfaces and its application to thesintering process, Metall. Trans., 8A, 421 (1977).
220. J. Svoboda and H. Riedel, Pore-boundary interactions and evo-lution equations for the porosity and grain size during sintering,Acta Metallurgica et Materialia, 40, 2829 (1992).
221. B. R. Patterson, Y. Liu, and J. A. Griffin, Degree of pore-grainboundary contact during sintering, Metall. Trans., 21A, 2137(1990).
222. Y. Liu, and B. R. Patterson, A stereological model of the degreeof grain boundary-pore contact during sintering, Metall. Trans.,24A, 1497 (1993).
223. M. A. Spears and A. G. Evans, Microstructure development dur-ing final/intermediate stage sintering—II. Grain and pore coars-ening, Acta Metallurgica, 30, 1281 (1982).
224. H. J. Hamjian and W. G. Lidman, Densification and kinetics ofgrain growth during the sintering of chromium carbide, Trans.Metall. Soc. Am. Inst. Min., Metall. Pet. Eng., 197, 696 (1953).
225. J. R. Macewan, Grain growth in sintered uranium dioxide: I,Equiaxed grain growth, J. Am. Ceram. Soc., 45, 37 (1962).
226. O. Blaschko, R. Glas, G. Krexner, and P. Weinzierl, Stages ofsurface and pore volume evolution during sintering, Acta Metal-lurgica et Materialia, 42, 43 (1994).
227. C. Toennes and R. M. German, Density and microstructure con-trol in a martensitic stainless steel through enhanced sintering,Powder Metall. Int., 24, 151 (1992).
228. S. R. Pati and P. S. Maiya, Interaction between helium bubblesand migrating grain boundaries in copper, Acta Metallurgica, 19,807 (1971).
229. C. Greskovich and K. W. Lay, Grain growth in very porous Al2O3
compacts, J. Am. Ceram. Soc., 55, 142 (1972).230. M. J. Readey and D. W. Readey, Sintering TiO2 in HCl atmo-
spheres, J. Am. Ceram. Soc., 70, C358 (1987).231. R. M. German, R. W. Mar, and J. C. Hastings, Sintering behavior
of boron, Ceram. Bull., 54, 178 (1975).232. V. V. Panichkina and V. V. Skorokhod, Recovery and recrys-
tallization of sintered tungsten with small nickel additions, Sov.Powder Metall. Metal. Ceram., 6, 635 (1967).
233. R. M. German and Z. A. Munir, Systematic trends in the chem-ically activated sintering of tungsten, High Temp. Sci., 8, 267(1976).
234. J. T. Smith and C. W. Spencer, Grain growth in the presence of anintergranular liquid, Trans. Metall. Soc. Am. Inst. Min., Metall.Pet. Eng., 227, 783 (1963).
235. M. Nakamura, and K. Kamada, Influence of the addition of boronand the sintering temperature on the mechanical properties ofP/M austenite type stainless steels, J. Jpn. Soc. Powder PowderMetall., 38, 22 (1991).
236. R. Tandon and R. M. German, Sintering and mechanical prop-erties of a boron-doped austenitic stainless steel, Int. J. PowderMetall., 34, 40 (1998).
237. N. J. Shaw and A. H. Heuer, On particle coarsening during sin-tering of silicon, Acta Metallurgica, 31, 55 (1983).
238. M. S. Chuang and S. T. Lin, Effect of phosphorous addition onthe grain growth of Fe-50% Ni alloys, Scripta Materialia, 47,321 (2002).
239. R. Tandon and R. M. German, Particle fragmentation during su-persolidus sintering, Int. J. Powder Metall., 33, 54 (1997).
240. C. W. Morton, D. J. Wills, and K. Stjernberg, The temperatureranges for maximum effectiveness of grain growth inhibitors inWC-Co Alloys, Int. J. Refract. Metals Hard Mater., 23, 287(2005).
241. M. K. Chen and P. W. Voorhees, The dynamics of ostwald ripen-ing, Model. Sim. Mater. Sci. Eng., 1, 591 (1993).
242. V. A. Snyder, J. Alkemper, and P. W. Voorhees, The developmentof spatial correlations during ostwald ripening: A test of theory,Acta Materialia, 48, 2689 (2000).
243. R. V. Makarova, O. K. Teodorovich, and I. N. Frantsevich, Thecoalescence phenomenon in liquid-phase sintering in the sys-tems tungsten-nickel-iron and tungsten-nickel-copper, Sov. Pow-der Metall. Metal Ceram., 4, 554 (1965).
244. A. Kneissl and H. Fischmeister, Solidification and ostwaldripening of near-monotectic zinc-lead alloys, Science, 225, 198(1984).
245. J. M. Chaix, N. Estathopoulos, and C. H. Allibert, Ostwaldripening growth rate for nonideal systems with significant mu-tual solubility—1. Binary systems, Acta Metallurgica, 34, 1589(1986).
246. R. T. Dehoff, A geometrically general theory of diffusion con-trolled coarsening, Acta Metallurgica et Materialia, 39, 2349(1991).
247. S. P. Marsh and M. E. Glicksman, Kinetics of phase coarseningin dense systems, Acta Materialia, 44, 3761 (1996).
248. N. Limodin, L. Salvo, M. Suery, and M. Di Michiel, In situinvestigation by x-ray tomography of the overall and local mi-crostructural changes occurring during partial remelting of anAl-15.8 wt.% Cu alloy, Acta Materialia, 55, 3177 (2007).
249. P. W. Voorhees and R. J. Schaefer, In situ observation of par-ticle motion and diffusion interactions during coarsening, ActaMetallurgica, 35, 327 (1987).
250. L. P. Skolnick, Grain growth of titanium carbide in nickel, Trans.Metall. Soc. Am. Inst. Min., Metall. Pet. Eng., 209, 438 (1957).
251. D. S. Buist, B. Jackson, I. M. Stephenson, W. F. Ford, and J.White, The kinetics of grain growth in two-phase (solid-liquid)systems, Trans. Brit. Ceram. Soc., 64, 173 (1965).
252. S. Sarian and H. W. Weart, Kinetics of coarsening of sphericalparticles in a liquid matrix, J. Appl. Phys., 37, 1675 (1966).
253. N. C. Kothari, Densification and grain growth during liquid-phasesintering of tungsten-nickel-copper alloys, J. Less-Comm. Metals,13, 457 (1967).
254. A. D. Brailsford and P. Wynblatt, The dependence of Ostwaldripening kinetics on particle volume fraction, Acta Metallurgica,27, 489 (1979).
255. S. C. Yang, S. S. Mani, and R. M. German, Grain growth behaviorin liquid phase sintered heavy alloys, in Advances in PowderMetallurgy, Vol. 1, E. R. Andreotti and P. J. McGeehan (eds.),Metal Powder Industries Federation, Princeton, NJ (1990), pp.469–452.
256. S. K. Das, A. Biswas, and R. N. Ghosh, Volume fraction depen-dent particle coarsening in plain carbon steel, Acta Metallurgicaet Materialia, 41, 777 (1993).
257. S. B. Lee, J. M. Rickman, and A. D. Rollett, Three dimensionalsimulation of isotropic coarsening in liquid phase sintering, ActaMaterialia, 55, 615 (2007).
258. W. D. Kingery, Densification during sintering in the presence ofa liquid phase 1. theory, J. Appl. Phys., 30, 301 (1959).
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

304 R. M. GERMAN
259. G. Grathwohl, and R. Warren, The effect of cobalt content on themicrostructure of liquid-phase sintered Ta-C-Co alloys, Mat. Sci.Eng., 14, 55 (1974).
260. R. T. De Hoff, Generalized microstructural evolution by interfacecontrolled coarsening, Acta Metallurgica, 32, 43 (1984).
261. J. H. Ahn, J. H. Lee, S. H. Hong, N. M. Hwang, and D. Y. Kim,Effect of the liquid forming additive content on the kinetics ofabnormal grain growth in alumina, J. Am. Ceram. Soc., 86, 1421(2003).
262. E. G. Zukas, P. S. Z. Rogers, and R. S. Rogers, Unusual spheroidbehavior during liquid phase sintering, Int. J. Powder Metall.Powder Technol., 13, 27 (1977).
263. W. A. Kaysser, S. Takajo, and G. Petzow, Particle growth bycoalescence during liquid phase sintering of Fe-Cu, Acta Metal-lurgica, 32, 115 (1984).
264. S. Takajo, W. A. Kaysser, and G. Petzow, Analysis of particlegrowth by coalescence during liquid phase sintering, Acta Met-allurgica, 32, 107 (1984).
265. S. Kim, J. K. Park, and D. Lee, Effect of grain motion on thecoarsening of WC grains in the carbon saturated liquid matrixduring liquid phase sintering of WC-Co Alloys, Scripta Materi-alia, 38, 1563 (1998).
266. L. Lindau and K. G. Stjernberg, Grain growth in TiC-Ni-Moand TiC-Ni-W cemented carbides, Powder Metall., 19, 210(1976).
267. H. E. Exner and H. Fischmeister, Gefuegevergroeberung inzweiphasigen legierungen, Zeitschrift fuer Metallkunde, 37, 187(1966).
268. R. Warren, Carbide grain growth during the liquid-phase sinteringof the alloys Nb-C-Fe, Nb-C-Ni, and Nb-C-Co, J. Less-Comm.Metals, 17, 65 (1969).
269. H. Ye, V. V. Pujar, and N. P. Padture, Coarsening in liquid-phasesintered alpha SiC, Acta Materialia, 47, 481 (1999).
270. J. M. Olson, and M. M. Makhlouf, Characterization of the kineticsand mechanistic differences between free-surface and bulk graingrowth in WC-Co Materials, Metall. Mater. Trans., 32A, 1261(2001).
271. O. Seo, S. Kang, and E. J. Lavernia, Growth inhibition of nanoWC particles in WC-Co alloys during liquid phase sintering,Mater. Trans., 44, 2339 (2003).
272. V. Kumar, Z. Z. Fang. S. I. Wright, and M. M. Nowell, An analysisof grain boundaries and grain growth in cemented tungsten car-bide using orientation imaging microscopy, Metall. Mater. Trans.,37A, 599 (2006).
273. C. S. Hsu and S. T. Lin, Effect of molybdenum on graingrowth of W-Mo-Ni-Fe heavy alloys, J. Mater. Sci., 38, 1543(2003).
274. W. S. Patrick and I. B. Cutler, Grain growth in sintered alumina,J. Am. Ceram. Soc., 48, 541 (1965).
275. D. Kolar, Discontinuous grain growth in multiphase ceramics,in Sintering of Advanced Ceramics, C. A. Handwerker, J. E.Blendell, and W. Kaysser (eds.), American Ceramic Society,Westerville, OH (1990), pp. 529–545.
276. Y. J. Park, N. M. Hwang, and D. Y. Yoon, Abnormal growth offaceted (WC) grains in a (Co) liquid matrix, Metall. Mater. Trans.,27A, 2809 (1996).
277. P. R. Rios, Abnormal grain growth development from uniformgrain size distributions, Acta Materialia, 45, 1785 (1997).
278. I. Azkona, J. M. Sanchez, and F. Castro, Abnormal growth of TiB2
crystals during sintering of TiB2-Ni3(Al,Ti) cemented borides,Metall. Mater. Trans., 36A, 459 (2005).
279. D. J. Srolovitz, G. S. Grest, and M. P. Anderson, Computer sim-ulation of grain growth—V. abnormal grain growth, Acta Metal-lurgica, 33, 2233 (1985).
280. L. I. Trusov, V. N. Lapovok, and V. I. Novikov, Problems ofsintering metallic ultrafine powders, in Science of Sintering, D. P.Uskokovic, H. Palmour and R. M. Spriggs (eds.), Plenum Press,New York (1989), pp. 185–192.
281. U. Kunaver and D. Kolar, Computer simulation of anisotropicgrain growth in ceramics, Acta Metallurgica et Materialia, 41,2255 (1993).
282. K. Hayashi and N. Matsuika, Grain size condition for abnormalgrain growth in fine-grained WC-Co hardmetal estimated by nu-merical calculation based on two kinds of grain size alloy model,J. Advanced Mater., 34, 38 (2002).
283. H. Y. Lee and R. Freer, Abnormal grain growth and liquid phasesintering in Sr0.6Ba0.4Nb2O6 (SBN40) ceramics, J. Mater. Sci.,23, 1703 (1998).
284. L. A. Xue and R. L. Brook, Promotion of densification by graingrowth, J. Am. Ceram. Soc., 72, 341 (1989).
285. I. J. Bae, and S. Baik, Abnormal grain growth in alumina, J. Am.Ceram. Soc., 80, 1149 (1997).
286. I. Maclaren, R. M. Cannon, M. A. Gulgun, R. Voytovych, N.Popescu-Pogrion, C. Scheu, U. Taffner, and M. Ruhle, Abnormalgrain growth in alumina: Synergistic effects of yttria and silica,J. Am. Ceram. Soc., 86, 650 (2003).
287. J. Jung, and S. Baik, Abnormal grain growth of alumina: CaOEffect, J. Am. Ceram. Soc., 86, 644 (2003).
288. E. J. Westerman, Sintering of nickel-base superalloys, Trans. Met-all. Soc. Am. Inst. Min., Metall. Pet. Eng., 224, 159 (1962).
289. H. A. Calderon, P. W. Voorhees, J. L. Murray, and G. Kostorz,Ostwald ripening in concentrated alloys, Acta Metallurgica etMaterialia, 42, 991 (1994).
290. K. Tsumuraya and Y. Miyata, Coarsening models incorporatingboth diffusion geometry and volume fraction of particles, ActaMetallurgica, 31, 437 (1983).
291. P. W. Voorhees, and M. E. Glicksman, Solution to themiulti-particle diffusion problem with applications to Ostwaldripening—II. Computer simulations, Acta Metallurgica, 32, 2013(1984).
292. P. W. Voorhees, and M. E. Glicksman, Ostwald ripening duringliquid phase sintering—Effect of volume fraction on coarseningkinetics, Metall. Trans., 15A, 1081 (1984).
293. F. D. Fischer, J. Svoboda, E. Gamsjager, and E. R. Oberaigner,From distributions funtions to evolution equations for graingrowth and coarsening, Acta Materialia, 56, 5395 (2008).
294. M. E. Glicksman, R. N. Smith, S. P. Marsh, and R. Kuklinski,Mushy zone modeling with microstructural coarsening kinetics,Metall. Trans., 23A, 659 (1992).
295. S. K. Kailasam, M. E. Glicksman, S. S. Mani, and V. E.Fradkov, Investigation of microstructural coarsening in Sn-Pballoys, Metall. Mater. Trans., 30A, 1541 (1999).
296. R. Warren, Microstructural development during the liquid-phasesintering of VC-Co alloys, J. Mater. Sci., 7, 1434 (1972).
297. P. Lu and R. M. German, Multiple grain growth events in liquidphase sintering, J. Mater. Sci., 36, 3385 (2001).
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013

COARSENING IN SINTERING 305
298. Z. Fang, B. R. Patterson, and M. E. Turner, Influence of particlesize distribution on coarsening, Acta Metallurgica et Materialia,40, 713 (1992).
299. C. M. Kipphut, T. Kishi, A. Bose, and R. M. German, Gravita-tional contributions to microstructural coarsening in liquid phasesintering, Prog. Powder Metall., 43, 93 (1987)
300. G. Petzow, S. Takajo, and W. A. Kaysser, Application of quanti-tative metallography to the analysis of grain growth during liquidphase sintering, in Practical Applications of Quantitative Metal-lography, J. L. McCall and J. H. Steele (eds.), American Soci-ety for Testing and Materials, Philadelphia, PA (1984), pp. 29–40.
301. D. F. K. Hennings, R. Janssen, and P. J. L. Reynen, Controlof liquid phase enhanced discontinuous grain growth in bariumtitanate, J. Am. Ceram. Soc., 70, 23 (1987).
302. B. H. Rabin, A. Bose, and R. M. German, Characterization of liq-uid phase sintered composite microstructures, in MicrostructuralScience, Vol. 15, M. E. Blum, P. M. French, R. M. Middleton andG. F. Vander Voort (eds.), Elsevier Scientific, New York (1987),pp. 285–299.
303. K. Uematsu, A. Terada, T. Morimoto, N. Uchida, and K. Saito,Direct determination of grain growth behavior in zinc ox-ide with added barium oxide, J. Am. Ceram. Soc., 72, 1070(1989).
304. H. E. Exner, E. Santa Marta, and G. Petzow, Grain growth inliquid-phase sintering of carbides, in Modern Developments inPowder Metallurgy, Vol. 4, H. H. Hausner (ed.), Plenum Press,New York (1971), pp. 315–325.
305. A. Kannappan, Particle Growth in Liquid Phase Sintering of W-Fe-Ni Alloys, Report ITS-31, International Team for Sintering,Ljubljana, Yugoslavia (1972).
306. H. E. Exner and H. L. Lukas, The experimental verification ofthe stationary Wagner-Lifshitz distribution of coarse particles,Metallography, 4, 325 (1971).
307. M. Fukuhara, and H. Mitani, Mechanisms of grain growth inTi(C,N)-Ni sintered alloys, Powder Metall., 25, 62 (1982).
308. D. Laugee, J. M. Chaix, J. P. Morlevat, and C. H. Allibert, Densi-fication and microstructural development of LPS W-Ni-Cr heavyalloys, Proceedings of the Eleventh International Plansee Sem-inar, Vol. 1, H. Bildstein and H. M. Ortner (eds.), MetallwerkPlansee, Reutte, Austria (1985), pp. 163–179.
309. D. W. Readey, D. J. Aldrich, and M. A. Ritland, Vapor transportand sintering, in Sintering Technology, R. M. German, G. L.Messing and R. G. Cornwall (eds.), Marcel Dekker, New York(1996), pp. 53–60.
310. K. C. Radford and J. M. Pope, Ammonia as a sintering aid forUO2, Ceram. Bull., 56, 197 (1977).
311. R. D. McIntyre, The effect of HCl-H2 sintering atmospheres onproperties of compacted tungsten powder, Trans. ASM Q., 56,468 (1963).
312. R. D. McIntyre, The effect of HCl-H2 Sintering atmospheres onthe properties of compacted iron powder, Trans. ASM Q., 57, 351(1964).
313. T. Ikegami, M. Tsutsumi, S. Matsuda, S. Shirasaki, and H. Suzuki,A model of densification with simultaneous grain growth, J. Appl.Phys., 49, 4238 (1978).
314. D. W. Readey, T. Quadir, and J. Lee, Effects of vapor transporton microstructure development, in Ceramic Microstructures ‘86,J. A. Pask and A. G. Evans (eds.), Plenum Press, New York(1988), pp. 485–496.
315. H. Su, and D. L. Johnson, A practical approach to sintering,Ceram. Bull., 72, 72 (1997).
316. D. C. Blaine, S. J. Park, P. Suri, and R. M. German, Application ofwork of sintering concepts in powder metallurgy, Metall. Mater.Trans., 37A, 2827 (2006).
317. S. J. Park, J. M. Martin, J. F. Guo, J. L. Johnson, and R. M.German, Densification behavior of tungsten heavy alloy based onmaster sintering curve concept, Metall. Mater. Trans., 37A, 2837(2006).
318. S. J. Park and R. M. German, Master curves based on time in-tegration of thermal work in particulate materials, Int. J. Mater.Struct. Integ., 7, 128 (2007).
Dow
nloa
ded
by [
Indi
ana
Uni
vers
ities
] at
06:
29 2
3 A
pril
2013