Embed Size (px)
Citation preview

Energy & Fuels 1994,8, 105-112 105
Coal Liquefaction Using a Dispersed Phase Nanoscale Iron Oxyhydroxide Catalyst
James A. Guin,' Xiaodong Zhan, and Ritu Singh Linhart
Department of Chemical Engineering, Auburn University, Alabama 36849
Received July 12, 1993. Revised Manuscript Received October 19, 199P
The catalytic activity of a nanoscale dispersed iron oxyhydroxide catalyst was studied using four coals and several model compounds in a tubing bomb microreactor. Several forms of iron catalyst were examined including the original 3-nm iron oxyhydroxide, Hz prereduced, and in situ sulfided forms. The addition of catalyst a t a 2 wt % coal loading gave an increase in both pentane and tetrahydrofuran solubles for all coals tested. A nonlinear increase in pentane and tetrahydrofuran solubles with an increase in catalyst loading and surface area was observed. The order of liquefaction yields using four solvents was tetralin > methylnaphthalene > mineral oil > creosote oil. Higher temperatures generally gave higher yields of soluble products. Hydrogenation of naphthalene and biphenyl showed that a prereduced form of iron had the greatest activity and allowed the more difficult secondary hydrogenation reactions to occur. CSz rapidly poisoned the aromatic hydrogenation function of the iron catalyst, although the sulfided catalyst remained active for the hydrocracking of dibenzyl ether.
Introduction
Owing to the difficulties of recovering more expensive catalysts such as Ni and Mo after use, iron has received considerable attention as the basis of an economical and environmentally acceptable disposable catalyst for coal liquefaction. Most of the investigations concerning iron catalysts have focused on nonsupported highly dispersed catalysts, introduced via impregnation techniques or as finely divided powder. Through the utilization of these technologies i t is believed that dispersed phase catalysts in coal liquefaction can offer several advantages over conventional ones.1-3 The exact mechanisms by which iron promotes liquefaction are not completely discovered; however, it has been reported that selective carbon cleavage takes place when iron compounds such as Fe(II1) oxide, sulfated iron oxides, or FeOOH are used in the presence of sulfur.495 It is thought that an impregnated catalyst may help to establish a reducing environment within the coal matrix in the presence of hydrogen, thus partially mitigating the need for a hydrogen-donating solvent. Effective contact of coal-solvent slurries with the catalyst surface can be achieved even a t low catalyst concentration with small-particle dispersed catalysts wherein intrapar- ticle diffusion limitations are minimized by the small particle size. In addition, because most of the surface area in nanoscale particles is on the exterior, the deacti- vation caused by pore plugging reactions inherent with porous catalysts can be avoided. Finally, because some reactions are structure sensitive, i.e., depend on the catalyst dispersion, the use of a nanoscale catalyst particle may
Abstract published in Aduance ACS Abstracts, December 1,1993. (1) Hirschon, A. S.; Wilson, R. B. Prepr. Pap.-Am. Chem. SOC., Diu.
( 2 ) Pradhan,V. R.;Tierney, J. W.; Wender, 1.Prepr. Pap.-Am. Chem.
(3) Utz, B. R.;Cugini, A. V.;Frommell, E. A. Prepr. Pap.-Am. Chem.
(4) Garg, D.; Givens, E. N. Ind. Eng. Chem. Process Des. Deu. 1982,
(5) Pradhan, V. R.; Hi, J.; Tierney, J.; Wender, I. Prepr. Pap.-Am.
Fuel Chem. 1989,34(3), 881-885.
SOC., Diu. Fuel Chem. 1990,5(3), 793-800.
SOC., Diu. Fuel Chem. 1989,34(4), 1423-1430.
21,113-117.
Chem. SOC., Diu. Fuel Chem. 1993, 38(1), 8-13,
invoke different surface chemistry than larger bulk phase particle sizes. The objective in our research was to examine the effectiveness of a nanoscale, 3 nm particle size, dispersed iron catalyst in coal liquefaction and model compound reactions. A variety of coals and process conditions was examined. Model compound reactions were performed using the same catalyst to provide additional insight regarding catalyst performance.
Experimental Section
Materials. Coal liquefaction runs were performed using HVA bituminous Blind Canyon (BC) coal obtained from the Penn State Coal Sample Bank as sample No. DECS-17 as well as three coals from the Argonne Laboratory Premium Coal Sample Bank? The DECS-17 coal was selected because of ita very low pyrite content in order to minimize interferences from indigenous catalytic activity 88 compared to the added dispersed iron catalyst. The DECS-17 HVA bituminous coal contains 0.36% Fe and 0.02% pyritic sulfur on a dry basis and is available in sealed foil bags with an inert atmosphere. The Argonne coals were Illinois No. 6 (ILL), Pocahontas No. 3 (POC), and Wyodak (WY) obtained in sealed ampules under an inert atmosphere. The Argonne coals were selected for study because of the extensive literature base and detailed characterization data available for these well preserved research grade coals. A few properties of these coals are summarized in Table 1 and more detailed analyses are readily available.6 The following chemicals were used as received: mineral oil (Humco Laboratory Inc., specific gravity of 0.8478 at 25OC,kinematicviscosityof 16.1mm2/s at4O0C,and86.8Saybolt universal seconds at 100 OF, respectively), heavy creosote oil (Allied Chemical Co.), tetralin (Fisher, purified), 1-methylnaph- thalene (Aldrich 99% 1, n-pentane (Fisher, HPLC), tetrahydro- furan (Fisher, HPLC), elemental sulfur (Aldrich), CSz (Fisher, reagent), cyclohexane (Fisher, reagent), naphthalene (Fisher, purified), biphenyl (Aldrich, 99% ), dibenzylether (Aldrich,99% ), benzaldehyde (Aldrich, 99+ %), benzyl alcohol (Aldrich, 99+ %),
(6) Vorres, K. Energy Fuels 1990, 4 , 420-426.
0887-0624/94/2508-0105$04.50/0 0 1994 American Chemical Society
106 Energy &Fuels, Vol. 8, No. 1, 1994
Table 1. Selected Properties of Blind Canyon DECS-17 and Argonne Premium Coals
Argonne Premium Coal Samplesb
Guin et al.
coal BC DECS-17' ILL POC WY _____ ~~
AR HzO AR ash AR VM dry ash dry VM dry S dry C dry H dry N dry C1 maf C mafH maf N maf C1 pyritic S sulfatic S organic S H/C ratio dry Btu rank
3.74 6.32 45.0 6.57 46.75 0.44 75.90 5.71 1.29 0.11 82.05 6.18 1.39 0.12 0.02 0.01 0.41 0.91 13826 HVBA
7.97 14.25 36.86 15.48 40.05 4.83 65.65 4.23 1.16 0.05 77.67 5.00 1.37 0.06 2.81 0.01 2.01 0.77 11951 HVB
0.65 4.74 18.48 4.77 18.60 0.66 86.71 4.23 1.27 0.19 91.05 4.44 1.33 0.20 0.15 0.03 0.48 0.59 15024 LVB
28.09 6.31 32.17 8.77 44.73 0.63 68.43 4.88 1.02 0.03 75.01 5.35 1.12 0.03 0.17 0.03 0.43 0.86 11717 SB
a Pennsylvania State University Coal Data Base. Reference 6.
decane (Fisher, certified), hydrogen (Airco, UHP). Gas chro- matographic analysis of an Allied creosote oil has been given by Guin et ala7
Catalyst. The catalyst employed was a commercial superfine iron oxide obtained from Mach-I Inc., King of Prussia, PA. According to the manufacturer's specification, the superfine iron oxide is a-Fez03 (hematite) with a 3 nm particle size wherein approximately half of the iron atoms reside on the surface. The catalyst is a fluffy reddish brown powder with very low bulk density (0.05 g/cma). A detailed characterization of this catalyst has been made by several investigators and it is believed to be an iron oxyhydroxide described as FeOOH-xHzO where the exact amount of water depends on the preparation and pretreatment conditi0ns.8*~ The catalyst particle size has been characterized microscopically and found to agree with the manufacturer's specifications.8 The catalyst can be converted to a-FezOa by heating in air and a considerable percentage of 3-nm particles will remain after annealing in air at 350 OC for 24 heB The catalyst was received in a sealed tin can, and efforts were takento minimize exposure to the air prior to reaction experiments. Except as noted, the catalyst was used as received without drying, or other pretreatment which could have altered the phase or particle size. Analysis showed our catalyst to be 64 wt % Fe(FeO0H = 63%), with a Nz BET surface area of 215 mZ/g. Exposure of the catalyst to laboratory air for 48 h gave a 3 w t % gain, while treatment in a vacuum oven at 90 OC for 24 h resulted in 6 wt % loss.
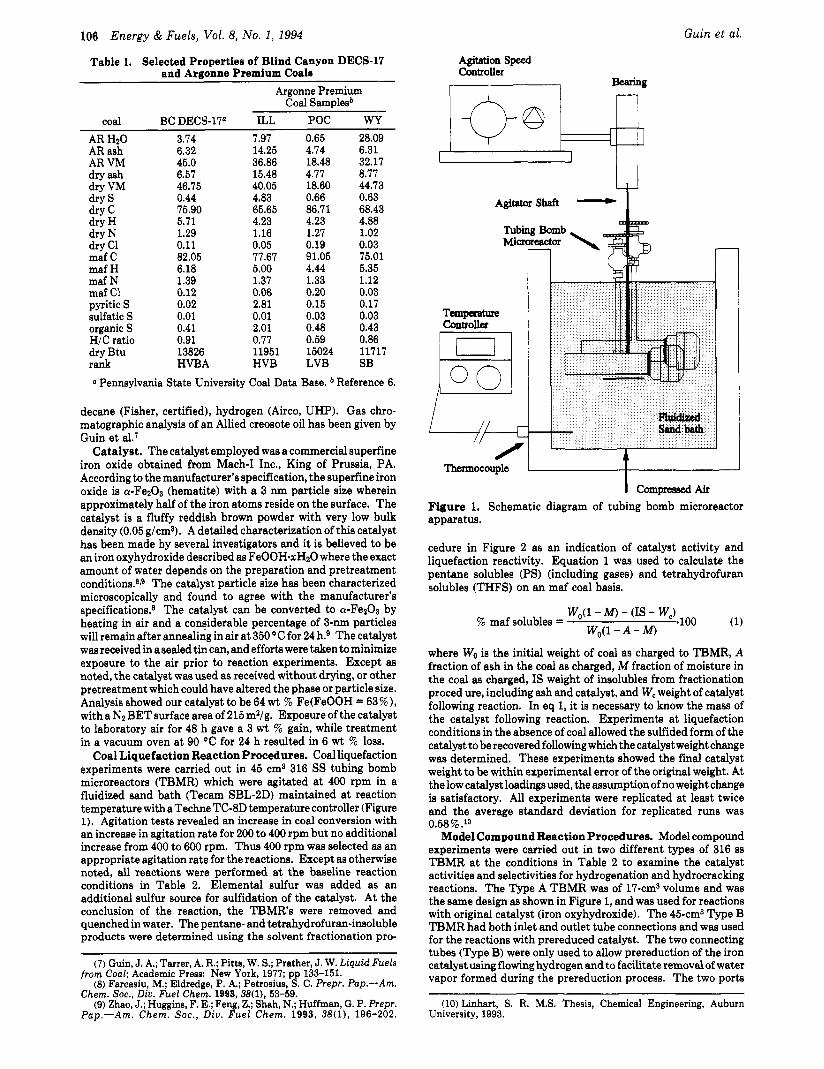
Coal Liquefaction Reaction Procedures. Coal liquefaction experiments were carried out in 45 cm3 316 SS tubing bomb microreactors (TBMR) which were agitated at 400 rpm in a fluidized sand bath (Tecam SBL-PD) maintained at reaction temperature with a Techne TC-8D temperature controller (Figure 1). Agitation tests revealed an increase in coal conversion with an increase in agitation rate for 200 to 400 rpm but no additional increase from 400 to 600 rpm. Thus 400 rpm was selected as an appropriate agitation rate for the reactions. Except as otherwise noted, all reactions were performed at the baseline reaction conditions in Table 2. Elemental sulfur was added as an additional sulfur source for sulfidation of the catalyst. At the conclusion of the reaction, the TBMRs were removed and quenched in water. The pentane- and tetrahydrofuran-insoluble products were determined using the solvent fractionation pro-
(7) Guin, J. A.;Tarrer,A. R.; Pith, w. s.; Prather, J. W.LiquidFuels from Coal; Academic Press: New York, 1977; pp 133-151.
(8) Farcasiu, M.; Eldredge, P. A,; Petrosius, S. C. Prepr. Pap.-Am. Chem. Soc., Diu. Fuel Chem. 1993, %(I), 53-59.
(9) Zhao, J.; Huggins, F. E.; Feng, Z.; Shah, N.; Huffman, G. P. Prepr. Pap. -Am. Chem. SOC., Diu. Fuel Chem. 1993, 38(1), 196-202.
Agitation S p e d COntrOllCr
I I
Compressed Ait Figure 1. Schematic diagram of tubing bomb microreactor apparatus.
cedure in Figure 2 as an indication of catalyst activity and liquefaction reactivity. Equation 1 was used to calculate the pentane solubles (PS) (including gases) and tetrahydrofuran solubles (THFS) on an maf coal basis.
1 % mafsolubles = - -lw (1)
where Wo is the initial weight of coal as charged to TBMR, A fraction of ash in the coal as charged, M fraction of moisture in the coal as charged, IS weight of insolubles from fractionation proced ure, including ash and catalyst, and W, weight of catalyst following reaction. In eq 1, it is necessary to know the mass of the catalyst following reaction. Experiments at liquefaction conditions in the absence of coal allowed the sulfided form of the catalyst to be recovered following which the catalyst weight change was determined. These experiments showed the final catalyst weight to be within experimental error of the original weight. At the low catalyst loadings used, the assumption of no weight change is satisfactory. All experiments were replicated at least twice and the average standard deviation for replicated runs was 0.58% .lo
Model Compound Reaction Procedures. Model compound experiments were carried out in two different types of 316 ss TBMR at the conditions in Table 2 to examine the catalyst activities and selectivities for hydrogenation and hydrocracking reactions. The Type A TBMR was of 17-cm3 volume and was the same design as shown in Figure 1, and was used for reactions with original catalyst (iron oxyhydroxide). The 45-cm3 Type B TBMR had both inlet and outlet tube connections and was used for the reactions with prereduced catalyst. The two connecting tubes (Type B) were only used to allow prereduction of the iron catalyst using flowing hydrogen and to facilitate removal of water vapor formed during the prereduction process. The two ports
Wo(l - A - M)
(IO) Linhart, S. R. M.S. Thesis, Chemical Engineering, Auburn University, 1993.
Nanoscale Iron Oxyhydroxide Catalyst Energy &Fuels, Vol. 8, No. 1, 1994 107
Table 2. Baseline Reaction Conditions for Coal and Model ComDound ExDeriments TBMR type A
reactant; wt, g coal; 3 catalyst wt, g 0.06 solvent; wt, g tetralin; 10 sulfur source; wt, g temp, O C 400 HZ pressure,* MPa 8.6 time, h 1
elementary sulfur; 0.1
A (B) A (B) A (B) NAPH," 0.12 (0.24) BPH; 0.12 (0.24) 0.03 (0.06) 0.03 (0.06) 0.03 (0.06) mineral oil; 6 (12) hexadecane; 6 (12) cyclohexane; 6 (12) CSz; 0.012 (0.024) CSz; 0.012 (0.024) CSz; 0.012 (0.024) 350 300 300 6.9 6.9 6.9 1 1 1
DBE, BAH, BAL; 0.12 (0.24)
0 NAPH = naphthalene, BPH = biphenyl, DBE = dibenzyl ether, BAH = benzaldehyde, BAL = benzyl alcohol. * Measured at ambient temperature.
1 Extract TBMR Products with Pentane ,
r------ Dry Pentane Extracted Solids
1 Calculate j Ins0lubles Pentane Solubles ~
1 Extract Pentane lnsolubles with THF I 1
Dry THP Extracted Solids 1
.c THF Insolubles p: 2 K % e s 1
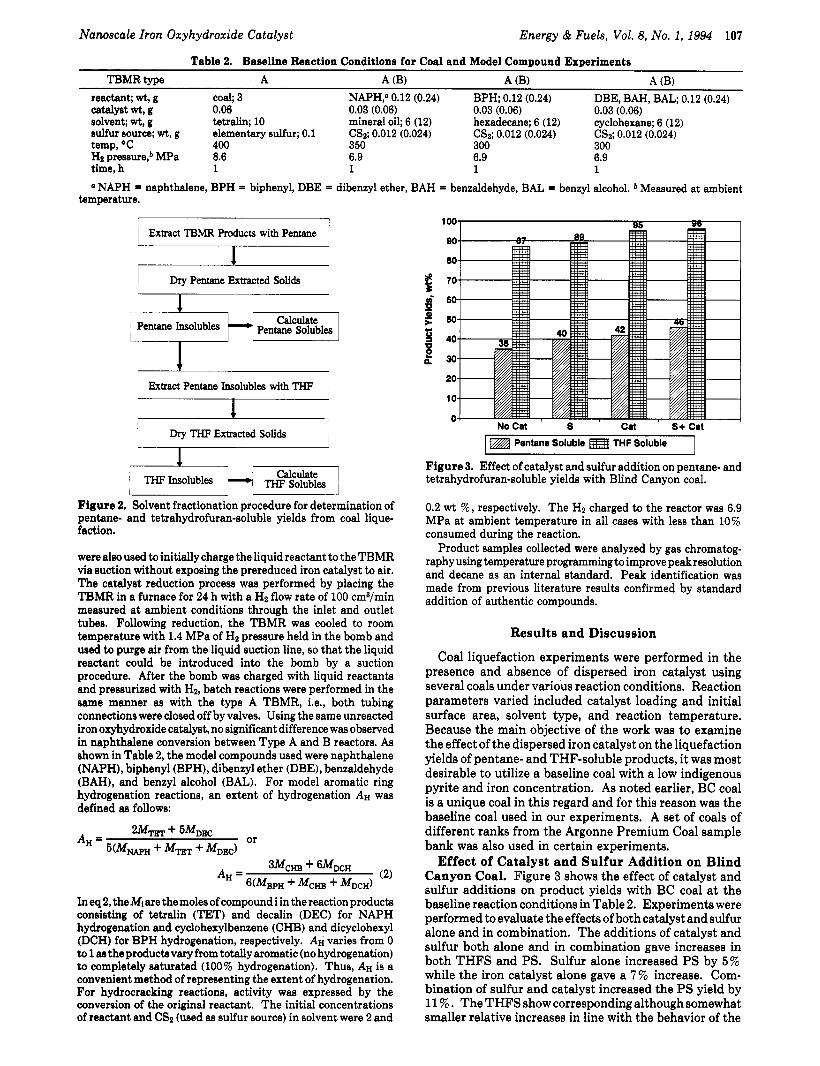
Figure 2. Solvent fractionation procedure for determination of pentane- and tetrahydrofuran-soluble yields from coal lique- faction.
were also used to initially charge the liquid reactant to the TBMR via suction without exposing the prereduced iron catalyst to air. The catalyst reduction process was performed by placing the TBMR in a furnace for 24 h with a Hz flow rate of 100 cm3/min measured at ambient conditions through the inlet and outlet tubes. Following reduction, the TBMR was cooled to room temperature with 1.4 MPa of Hz pressure held in the bomb and used to purge air from the liquid suction line, so that the liquid reactant could be introduced into the bomb by a suction procedure. After the bomb was charged with liquid reactants and pressurized with Hz, batch reactions were performed in the same manner as with the type A TBMR, i.e., both tubing connections were closed off by valves. Using the same unreacted iron oxyhydroxide catalyst, no significant difference was observed in naphthalene conversion between Type A and B reactors. As shown in Table 2, the model compounds used were naphthalene (NAPH), biphenyl (BPH), dibenzyl ether (DBE), benzaldehyde (BAH), and benzyl alcohol (BAL). For model aromatic ring hydrogenation reactions, an extent of hydrogenation AH was defined as follows:
2MTET+ 5MDEC or 5(MNAPH + MTET + MDEC)
A H =
In eq 2, the Mi are the moles of compound i in the reaction products consisting of tetralin (TET) and decalin (DEC) for NAPH hydrogenation and cyclohexylbenzene (CHB) and dicyclohexyl (DCH) for BPH hydrogenation, respectively. AH varies from 0 to 1 as the products vary from totally aromatic (no hydrogenation) to completely saturated (100% hydrogenation). Thus, AH is a convenient method of representing the extent of hydrogenation. For hydrocracking reactions, activity was expressed by the conversion of the original reactant. The initial concentrations of reactant and CS2 (used as sulfur source) in solvent were 2 and
100
90
80
F 'O
4 f m 2 % s 40
E 3 0
20
10
0 No Cat S Cat S+ Cat
Figure 3. Effect of catalyst and sulfur addition on pentane- and tetrahydrofuran-soluble yields with Blind Canyon coal.
0.2 wt % , respectively. The Hz charged to the reactor was 6.9 MPa at ambient temperature in all cases with less than 10% consumed during the reaction.
Product samples collected were analyzed by gas chromatog- raphy using temperature programming to improve peak resolution and decane as an internal standard. Peak identification was made from previous literature results confirmed by standard addition of authentic compounds.
Results and Discussion
Coal liquefaction experiments were performed in the presence and absence of dispersed iron catalyst using several coals under various reaction conditions. Reaction parameters varied included catalyst loading and initial surface area, solvent type, and reaction temperature. Because the main objective of the work was to examine the effect of the dispersed iron catalyst on the liquefaction yields of pentane- and THF-soluble products, i t was most desirable to utilize a baseline coal with a low indigenous pyrite and iron concentration. As noted earlier, BC coal is a unique coal in this regard and for this reason was the baseline coal used in our experiments. A set of coals of different ranks from the Argonne Premium Coal sample bank was also used in certain experiments.
Effect of Catalyst and Sulfur Addition on Blind Canyon Coal. Figure 3 shows the effect of catalyst and sulfur additions on product yields with BC coal at the baseline reaction conditions in Table 2. Experiments were performed to evaluate the effects of both catalyst and sulfur alone and in combination. The additions of catalyst and sulfur both alone and in combination gave increases in both THFS and PS. Sulfur alone increased PS by 5% while the iron catalyst alone gave a 7% increase. Com- bination of sulfur and catalyst increased the PS yield by 11 ?4 . The THFS show corresponding although somewhat smaller relative increases in line with the behavior of the
108 Energy &Fuels, Vol. 8, No. 1, 1994 Guin et al.
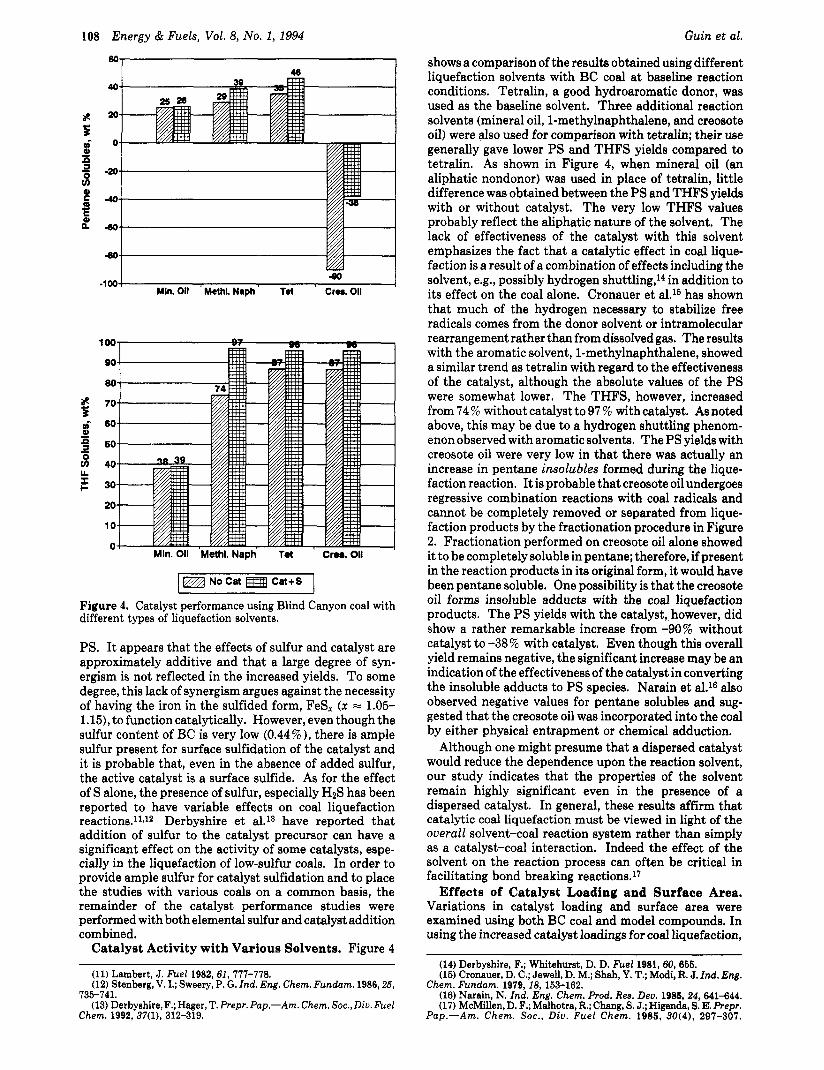
shows a comparison of the results obtained using different liquefaction solvents with BC coal a t baseline reaction conditions. Tetralin, a good hydroaromatic donor, was used as the baseline solvent. Three additional reaction solvents (mineral oil, 1-methylnaphthalene, and creosote oil) were also used for comparison with tetralin; their use generally gave lower PS and THFS yields compared to tetralin. As shown in Figure 4, when mineral oil (an aliphatic nondonor) was used in place of tetralin, little difference was obtained between the PS and THFS yields with or without catalyst, The very low THFS values probably reflect the aliphatic nature of the solvent. The lack of effectiveness of the catalyst with this solvent emphasizes the fact that a catalytic effect in coal lique- faction is a result of a combination of effects including the solvent, e.g., possibly hydrogen shuttling,14 in addition to its effect on the coal alone. Cronauer et al.lS has shown that much of the hydrogen necessary to stabilize free radicals comes from the donor solvent or intramolecular rearrangement rather than from dissolved gas. The results with the aromatic solvent, 1-methylnaphthalene, showed a similar trend as tetralin with regard to the effectiveness of the catalyst, although the absolute values of the PS were somewhat lower. The THFS, however, increased from 74 % without catalyst to 97 76 with catalyst. As noted above, this may be due to a hydrogen shuttling phenom- enon observed with aromatic solvents. The PS yields with creosote oil were very low in that there was actually an increase in pentane insolubles formed during the lique- faction reaction. I t is probable that creosote oil undergoes regressive combination reactions with coal radicals and cannot be completely removed or separated from lique- faction products by the fractionation procedure in Figure 2. Fractionation performed on creosote oil alone showed it to be completely soluble in pentane; therefore, if present in the reaction products in its original form, it would have been pentane soluble. One possibility is that the creosote oil forms insoluble adducts with the coal liquefaction products. The PS yields with the catalyst, however, did show a rather remarkable increase from -90% without catalyst to -38% with catalyst. Even though this overall yield remains negative, the significant increase may be an indication of the effectiveness of the catalyst in converting the insoluble adducts to PS species. Narain e t al.16 also observed negative values for pentane solubles and sug- gested that the creosote oil was incorporated into the coal by either physical entrapment or chemical adduction.
Although one might presume that a dispersed catalyst would reduce the dependence upon the reaction solvent, our study indicates that the properties of the solvent remain highly significant even in the presence of a dispersed catalyst. In general, these results affirm that catalytic coal liquefaction must be viewed in light of the overall solvent-coal reaction system rather than simply as a catalyst-coal interaction. Indeed the effect of the solvent on the reaction process can often be critical in facilitating bond breaking reactions.17
Effects of Catalyst Loading and Surface Area. Variations in catalyst loading and surface area were examined using both BC coal and model compounds. In using the increased catalyst loadings for coal liquefaction,
sz r - f P a 0 v)
- e s n C Q
"-I 46 I
-100 Mln. Oil Methl. Naph ' 1.1 C r a . 011
1
LL I c
- . Mln. 011 'Methl. Neph T a ' Cres.011
I NoCat C a + S 1 I I
Figure 4. Catalyst performance using Blind Canyon coal with different types of liquefaction solvents.
PS. I t appears that the effects of sulfur and catalyst are approximately additive and that a large degree of syn- ergism is not reflected in the increased yields. To some degree, this lack of synergism argues against the necessity of having the iron in the sulfided form, FeS, ( x = 1.05- 1.151, to function catalytically. However, even though the sulfur content of BC is very low (0.44761, there is ample sulfur present for surface sulfidation of the catalyst and it is probable that, even in the absence of added sulfur, the active catalyst is a surface sulfide. As for the effect of S alone, the presence of sulfur, especially H2S has been reported to have variable effects on coal liquefaction reactions.11J2 Derbyshire et al.13 have reported that addition of sulfur to the catalyst precursor can have a significant effect on the activity of some catalysts, espe- cially in the liquefaction of low-sulfur coals. In order to provide ample sulfur for catalyst sulfidation and to place the studies with various coals on a common basis, the remainder of the catalyst performance studies were performed with both elemental sulfur and catalyst addition combined.
Catalyst Activity with Various Solvents. Figure 4
(11) Lambert, J. Fuel 1982,61, 777-778. (12) Stenberg, V. I.; Sweery, P. G. Ind. Eng.
7.15-741. Chem. Fundam. 1986,25,
. - - . - - . (13) Derbyshire,F.; Hager, T. Prepr.Pap.-Am. Chem. Soc., Diu. Fuel
Chem. 1992, 37(1), 312-319.
(14) Derbyshire, F.; Whitehurst, D. D. Fuel 1981,60,655. (15) Cronauer, D. C.; Jewell, D. M.; Shah, Y. T.; Modi, R. J. Znd. Eng.
Chem. Fundam. 1979,18, 153-162. (16) Narain, N. Ind. Eng. Chem. R o d . Res. Deu. 1985,24, 641-644. (17) McMillen, D. F.; Malhotra, R.; Chang, S. J.; Higenda, S. E. R e p r .
Pap.-Am. Chem. Soc., Diu. Fuel Chem. 1986, 30(4), 297-307.
Nanoscale Iron Oxyhydroxide Catalyst
100
w 80 ' 70
5 g w 2 6 0
3 . 0 E 3 0
20
10
Catalyst Loading, wt% of Coal
Energy &Fuels, Vol. 8, No. 1, 1994 109
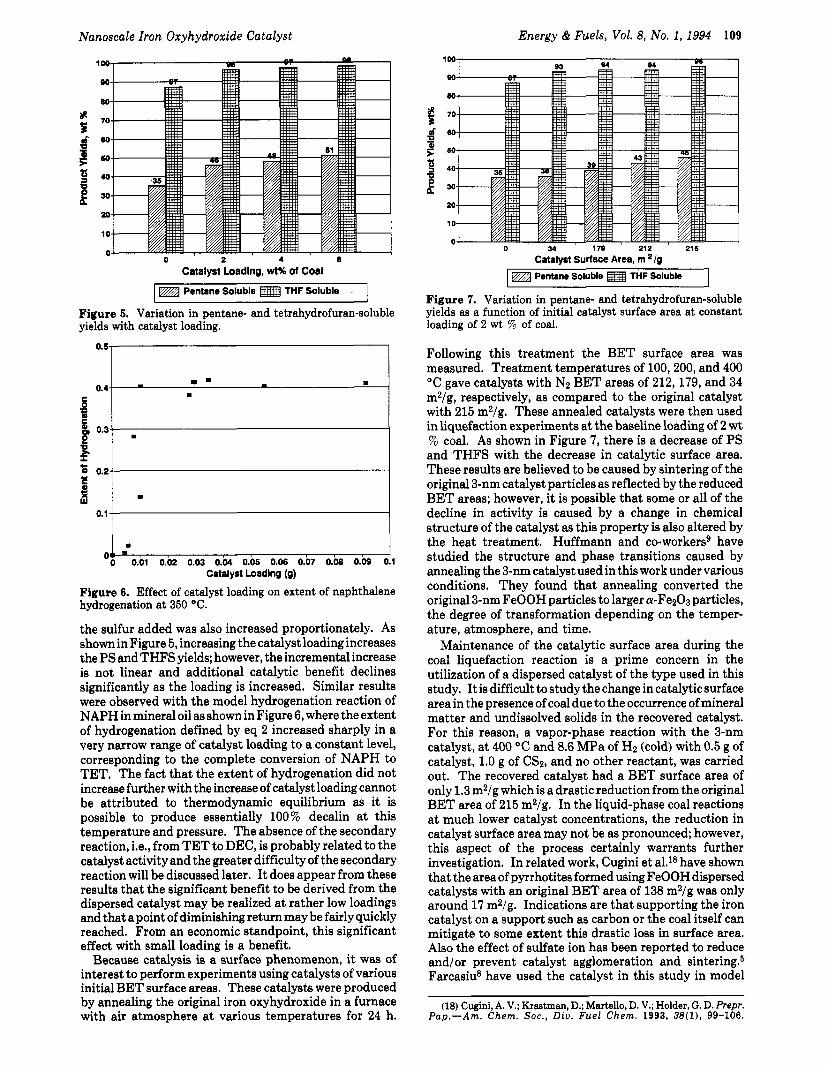
Figure 5. Variation in pentane- and tetrahydrofuran-soluble yields with catalyst loading.
"*" 1 I
: 0.2:
oi 0.01 0.02 0.03 0 . b 0.05 0 . k 0.07 0 . b 0 . b O!l Catalyst Loading (9)
Figure 6. Effect of catalyst loading on extent of naphthalene hydrogenation at 350 OC.
the sulfur added was also increased proportionately. As shown in Figure 5, increasing the catalyst loading increases the PS and THFS yields; however, the incremental increase is not linear and additional catalytic benefit declines significantly as the loading is increased. Similar results were observed with the model hydrogenation reaction of NAPH in mineral oil as shown in Figure 6, where the extent of hydrogenation defined by eq 2 increased sharply in a very narrow range of catalyst loading to a constant level, corresponding to the complete conversion of NAPH to TET. The fact that the extent of hydrogenation did not increase further with the increase of catalyst loading cannot be attributed to thermodynamic equilibrium as it is possible to produce essentially 100% decalin a t this temperature and pressure. The absence of the secondary reaction, Le., from T E T to DEC, is probably related to the catalyst activity and the greater difficulty of the secondary reaction will be discussed later. I t does appear from these results that the significant benefit to be derived from the dispersed catalyst may be realized a t rather low loadings and that a point of diminishing return may be fairly quickly reached. From an economic standpoint, this significant effect with small loading is a benefit.
Because catalysis is a surface phenomenon, it was of interest to perform experiments using catalysts of various initial BET surface areas. These catalysts were produced by annealing the original iron oxyhydroxide in a furnace with air atmosphere at various temperatures for 24 h.
Catalyst Sutface Area, m I l g
Figure 7. Variation in pentane- and tetrahydrofuran-soluble yields as a function of initial catalyst surface area at constant loading of 2 w t 7% of coal.
Following this treatment the BET surface area was measured. Treatment temperatures of 100,200, and 400 "C gave catalysts with N2 BET areas of 212,179, and 34 m2/g, respectively, as compared to the original catalyst with 215 m2/g. These annealed catalysts were then used in liquefaction experiments a t the baseline loading of 2 wt % coal. As shown in Figure 7, there is a decrease of PS and THFS with the decrease in catalytic surface area. These results are believed to be caused by sintering of the original 3-nm catalyst particles as reflected by the reduced BET areas; however, it is possible that some or all of the decline in activity is caused by a change in chemical structure of the catalyst as this property is also altered by the heat treatment. Huffmann and co-workersB have studied the structure and phase transitions caused by annealing the 3-nm catalyst used in this work under various conditions. They found that annealing converted the original 3-nm FeOOH particles to larger cr-Fe203 particles, the degree of transformation depending on the temper- ature, atmosphere, and time.
Maintenance of the catalytic surface area during the coal liquefaction reaction is a prime concern in the utilization of a dispersed catalyst of the type used in this study. I t is difficult to study the change in catalytic surface area in the presence of coal due to the occurrence of mineral matter and undissolved solids in the recovered catalyst. For this reason, a vapor-phase reaction with the 3-nm catalyst, a t 400 "C and 8.6 MPa of H2 (cold) with 0.5 g of catalyst, 1.0 g of CS2, and no other reactant, was carried out. The recovered catalyst had a BET surface area of only 1.3 m2/g which is a drastic reduction from the original BET area of 215 m2/g. In the liquid-phase coal reactions a t much lower catalyst concentrations, the reduction in catalyst surface area may not be as pronounced; however, this aspect of the process certainly warrants further investigation. In related work, Cugini et a1.'8 have shown that the area of pyrrhotites formed using FeOOH dispersed catalysts with an original BET area of 138 m2/g was only around 17 m2/g. Indications are that supporting the iron catalyst on a support such as carbon or the coal itself can mitigate to some extent this drastic loss in surface area. Also the effect of sulfate ion has been reported to reduce and/or prevent catalyst agglomeration and sinteringa6 Farcasiu8 have used the catalyst in this study in model
(18) Cugini, A. V.; Krastman, D.; Martello, D. V.; Holder, G. D. P r e p . Pap.-Am. Chem. SOC., Diu. Fuel Chem. 1993, 38(1), 99-106.
110 Energy & Fuels, Vol. 8, No. 1, 1994
5n 601 k 1
Guin et al.
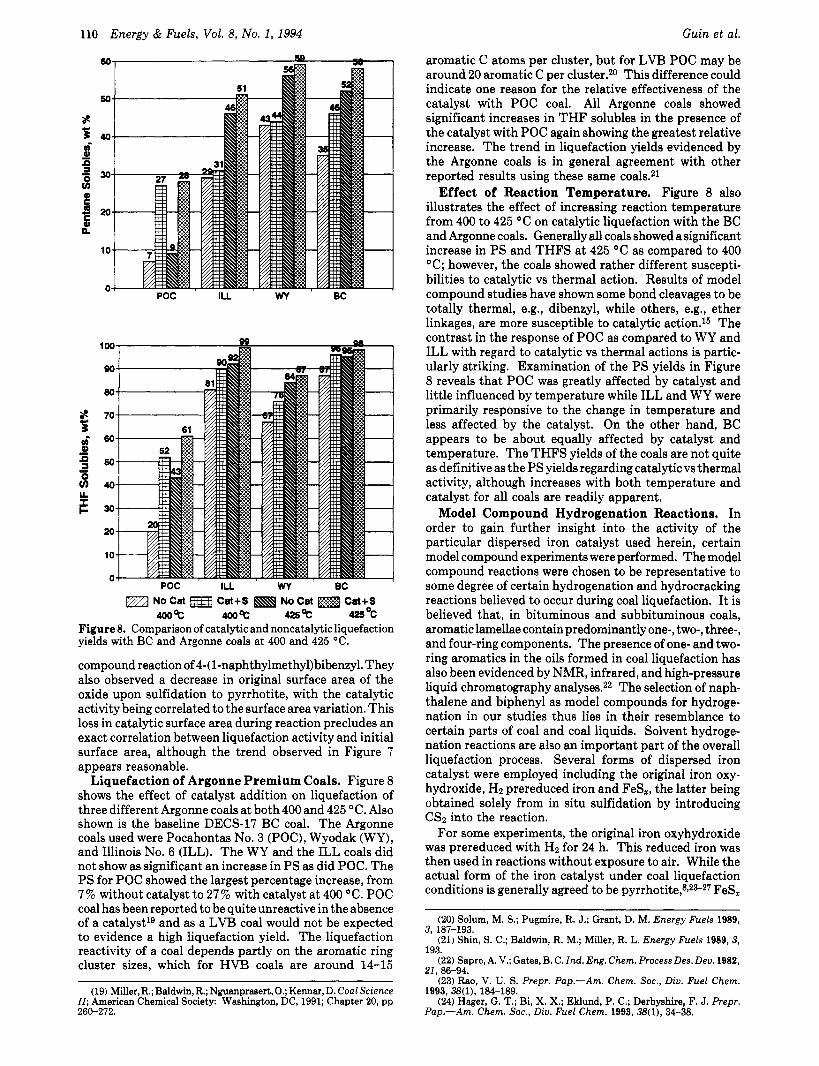
aromatic C atoms per cluster, but for LVB POC may be around 20 aromatic C per cluster.20 This difference could indicate one reason for the relative effectiveness of the catalyst with POC coal. All Argonne coals showed significant increases in THF solubles in the presence of the catalyst with POC again showing the greatest relative increase. The trend in liquefaction yields evidenced by the Argonne coals is in general agreement with other reported results using these same coals.21
Effect of Reaction Temperature. Figure 8 also illustrates the effect of increasing reaction temperature from 400 to 425 "C on catalytic liquefaction with the BC and Argonne coals. Generally all coals showed asignificant increase in PS and THFS a t 425 "C as compared to 400 "C; however, the coals showed rather different suscepti- bilities to catalytic vs thermal action. Results of model compound studies have shown some bond cleavages to be totally thermal, e.g., dibenzyl, while others, e.g., ether linkages, are more susceptible to catalytic action.15 The contrast in the response of POC as compared to WY and ILL with regard to catalytic vs thermal actions is partic- ularly striking. Examination of the PS yields in Figure 8 reveals that POC was greatly affected by catalyst and little influenced by temperature while ILL and WY were primarily responsive to the change in temperature and less affected by the catalyst. On the other hand, BC appears to be about equally affected by catalyst and temperature. The THFS yields of the coals are not quite as definitive as the PS yields regarding catalytic vs thermal activity, although increases with both temperature and catalyst for all coals are readily apparent.
Model Compound Hydrogenation Reactions. In order to gain further insight into the activity of the particular dispersed iron catalyst used herein, certain model compound experiments were performed. The model compound reactions were chosen to be representative to some degree of certain hydrogenation and hydrocracking reactions believed to occur during coal liquefaction. I t is believed that, in bituminous and subbituminous coals, aromatic lamellae contain predominantly one-, two-, three-, and four-ring components. The presence of one- and two- ring aromatics in the oils formed in coal liquefaction has also been evidenced by NMR, infrared, and high-pressure liquid chromatography analyses.22 The selection of naph- thalene and biphenyl as model compounds for hydroge- nation in our studies thus lies in their resemblance to certain parts of coal and coal liquids. Solvent hydroge- nation reactions are also an important part of the overall liquefaction process. Several forms of dispersed iron catalyst were employed including the original iron oxy- hydroxide, H2 prereduced iron and FeS,, the latter being obtained solely from in situ sulfidation by introducing CSz into the reaction.
For some experiments, the original iron oxyhydroxide was prereduced with Hz for 24 h. This reduced iron was then used in reactions without exposure to air. While the actual form of the iron catalyst under coal liquefaction conditions is generally agreed to be pyrrh0tite,8*~3-~7 FeS,
LL
F
POC ILL WY ' BC
POC ILL M BC NoCat Cat+S NoCat 400% soopc 425%
Figure 8. Comparison of catalytic and noncatalytic liquefaction yields with BC and Argonne coals at 400 and 425 "C.
compound reaction of 4-(1-naphthylmethyl)bibenzyl. They also observed a decrease in original surface area of the oxide upon sulfidation to pyrrhotite, with the catalytic activity being correlated to the surface area variation. This loss in catalytic surface area during reaction precludes an exact correlation between liquefaction activity and initial surface area, although the trend observed in Figure 7 appears reasonable.
Liquefaction of Argonne Premium Coals. Figure 8 shows the effect of catalyst addition on liquefaction of three different Argonne coals at both 400 and 425 "C. Also shown is the baseline DECS-17 BC coal. The Argonne coals used were Pocahontas No. 3 (POC), Wyodak (WY), and Illinois No. 6 (ILL). The WY and the ILL coals did not show as significant an increase in PS as did POC. The PS for POC showed the largest percentage increase, from 7 % without catalyst to 27 % with catalyst at 400 "C. POC coal has been reported to be quite unreactive in the absence of a catalystlg and as a LVB coal would not be expected to evidence a high liquefaction yield. The liquefaction reactivity of a coal depends partly on the aromatic ring cluster sizes, which for HVB coals are around 14-15
(19) Miller,R.; Baldwin,R.; Nguanprasert, O.;Kennar,D. Coalscience II; American Chemical Society: Washington, DC, 1991; Chapter 20, pp 26C-272.
(20) Solum, M. S.; Pugmire, R. J.; Grant, D. M. Energy Fuels 1989,
(21) Shin, S. C.; Baldwin, R. M.; Miller, R. L. Energy Fuels 1989,3,
(22) Sapre, A. V.; Gates, B. C. Ind. Eng. Chem. Process Des. Deu. 1982,
(23) Rao, V. U. S. Prepr. Pap.-Am. Chem. SOC., Diu. Fuel Chem.
(24) Hager, G. T.; Bi, X. X.; Eklund, P. C.; Derbyshire, F. J. Prepr.
3, 187-193.
193.
21, 86-94.
1993, 38(1), 1%-189.
Pap.-Am. Chem. SOC., Diu. Fuel Chem. 1993,38(1), 34-38.
Nanoscale Iron Oxyhydroxide Catalyst Energy &Fuels, Vol. 8, No. 1, 1994 111
Table 3. Hydrogenation Product Distribution of NAPH at 350 O C and B P H a t 300 'C* ' I I
"*" I I
c 0 0.44 \
# 0.3 w
- . 100 200 300 400 5ilo 660 760
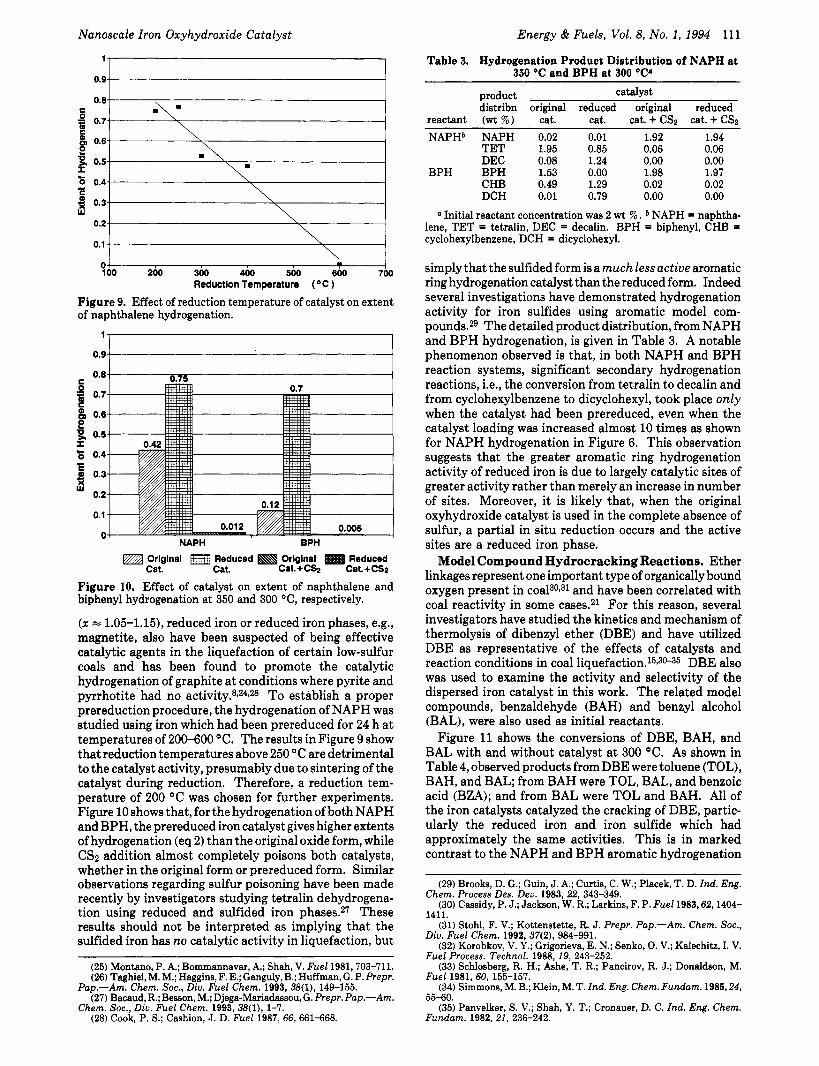
Figure 9. Effect of reduction temperature of catalyst on extent of naphthalene hydrogenation.
Reduction Temperature (OC )
Original Reduced Original Cat. Cat. Cat. + CS, Cat. + CSz
Figure 10. Effect of catalyst on extent of naphthalene and biphenyl hydrogenation at 350 and 300 OC, respectively.
( x = 1.05-1.151, reduced iron or reduced iron phases, e.g., magnetite, also have been suspected of being effective catalytic agents in the liquefaction of certain low-sulfur coals and has been found to promote the catalytic hydrogenation of graphite a t conditions where pyrite and pyrrhotite had no a ~ t i v i t y . ~ l ~ ~ * ~ 8 To establish a proper prereduction procedure, the hydrogenation of NAPH was studied using iron which had been prereduced for 24 h a t temperatures of 200-600 "C. The results in Figure 9 show that reduction temperatures above 250 "C are detrimental to the catalyst activity, presumably due to sintering of the catalyst during reduction. Therefore, a reduction tem- perature of 200 "C was chosen for further experiments. Figure 10 shows that, for the hydrogenation of both NAPH and BPH, the prereduced iron catalyst gives higher extents of hydrogenation (eq 2) than the original oxide form, while CS2 addition almost completely poisons both catalysts, whether in the original form or prereduced form. Similar observations regarding sulfur poisoning have been made recently by investigators studying tetralin dehydrogena- tion using reduced and sulfided iron phases.27 These results should not be interpreted as implying that the sulfided iron has no catalytic activity in liquefaction, but
(25) Montano, P. A.; Bommannavar, A.; Shah, V. Fuel 1981,703-711. (26) Taghiei, M. M.; Haggins, F. E.; Ganguly,B.; Huffman, G. P. Prepr.
(27) Bacaud, R.; Besson, M.; Djega-Mariadassou, G. Prepr. Pap.-Am.
(28) Cook, P. S.; Cashion, J. D. Fuel 1987, 66, 661-668.
Pap.-Am. Chem. SOC., Diu. Fuel Chem. 1993, 38(1), 149-155.
Chem. SOC., Diu. Fuel Chem. 1993, 38(1), 1-7.
product catalyst distribn original reduced original reduced
reactant (wt %) cat. cat. cat. + CSZ cat. + CSZ NAPHb NAPH 0.02 0.01 1.92 1.94
TET 1.95 0.85 0.06 0.06 DEC 0.08 1.24 0.00 0.00
BPH BPH 1.53 0.00 1.98 1.97 CHB 0.49 1.29 0.02 0.02 DCH 0.01 0.79 0.00 0.00
0 Initial reactant concentration was 2 w t % . * NAPH = naphtha- lene, TET = tetralin, DEC = decalin. BPH = biphenyl, CHB = cyclohexylbenzene, DCH = dicyclohexyl.
simply that the sulfided form is a much less actiue aromatic ring hydrogenation catalyst than the reduced form. Indeed several investigations have demonstrated hydrogenation activity for iron sulfides using aromatic model com- pounds.29 The detailed product distribution, from NAPH and BPH hydrogenation, is given in Table 3. A notable phenomenon observed is that, in both NAPH and BPH reaction systems, significant secondary hydrogenation reactions, i.e., the conversion from tetralin to decalin and from cyclohexylbenzene to dicyclohexyl, took place only when the catalyst had been prereduced, even when the catalyst loading was increased almost 10 times as shown for NAPH hydrogenation in Figure 6. This observation suggests that the greater aromatic ring hydrogenation activity of reduced iron is due to largely catalytic sites of greater activity rather than merely an increase in number of sites. Moreover, it is likely that, when the original oxyhydroxide catalyst is used in the complete absence of sulfur, a partial in situ reduction occurs and the active sites are a reduced iron phase.
Model Compound Hydrocracking Reactions. Ether linkages represent one important type of organically bound oxygen present in coa130331 and have been correlated with coal reactivity in some cases.21 For this reason, several investigators have studied the kinetics and mechanism of thermolysis of dibenzyl ether (DBE) and have utilized DBE as representative of the effects of catalysts and reaction conditions in coal l iq~efac t ion . '~*~ ' ) -~~ DBE also was used to examine the activity and selectivity of the dispersed iron catalyst in this work. The related model compounds, benzaldehyde (BAH) and benzyl alcohol (BAL), were also used as initial reactants.
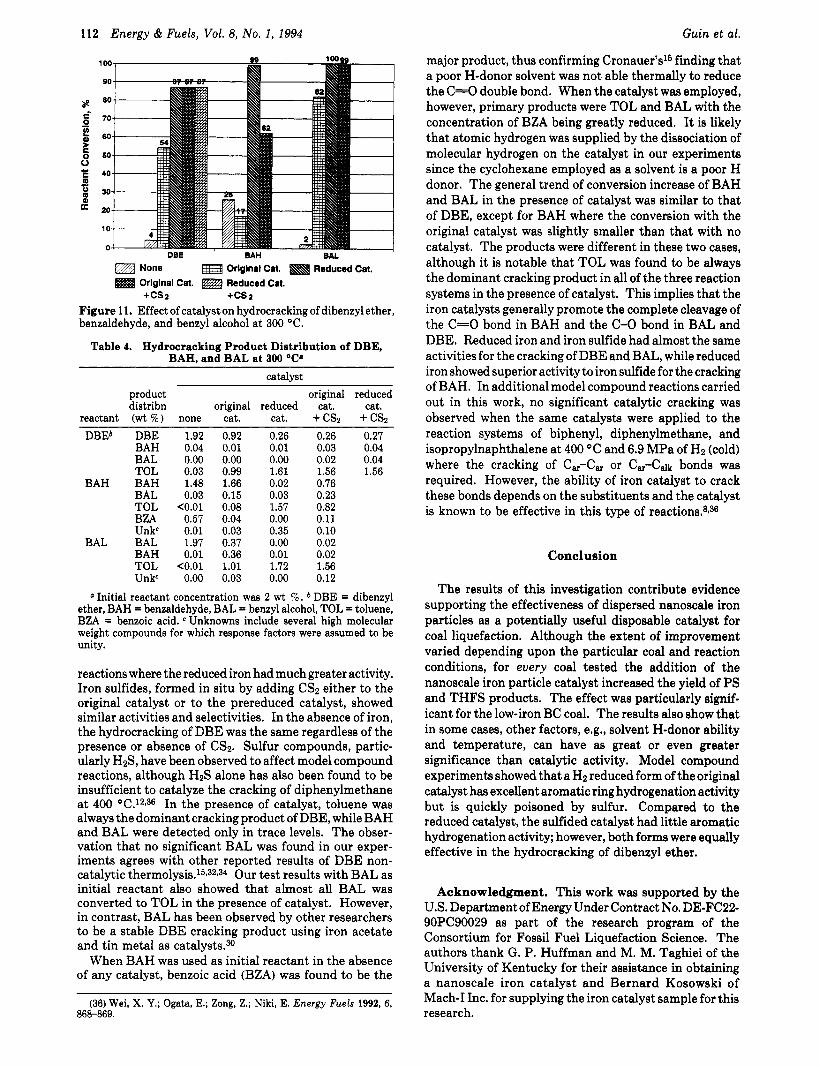
Figure 11 shows the conversions of DBE, BAH, and BAL with and without catalyst a t 300 "C. As shown in Table 4, observed products from DBE were toluene (TOL), BAH, and BAL; from BAH were TOL, BAL, and benzoic acid (BZA); and from BAL were TOL and BAH. All of the iron catalysts catalyzed the cracking of DBE, partic- ularly the reduced iron and iron sulfide which had approximately the same activities. This is in marked contrast to the NAPH and BPH aromatic hydrogenation
(29) Brooks, D. G.; Guin, J. A.; Curtis, C. W.; Placek, T. D. Ind. Eng.
(30) Cassidy, P. J.; Jackson, W. R.; Larkins, F. P. Fuel 1983,62,1404-
(31) Stohl, F. V.; Kottenstette, R. J. Prepr. Pap.-Am. Chem. SOC.,
(32) Korobkov, V. Y.; Grigorieva, E. N.; Senko, 0. V.; Kalechitz, I. V.
(33) Schlosberg, R. H.; Ashe, T. R.; Pancirov, R. J.; Donaldson, M.
(34) Simmons, M. B.; Klein, M. T. Ind. Eng. Chem. Fundam. 1985,24,
(35) Panvelker, S. V.; Shah, Y. T.; Cronauer, D. C. Ind. Eng. Chem.
Chem. Process Des. Deu. 1983,22, 343-349.
1411.
Diu. Fuel Chem. 1992, 37(2), 984-991.
Fuel Process. Technol. 1988,19,243-252.
Fuel 1981,60, 155-157.
55-60.
Fundam. 1982,21, 236-242.
112 Energy &Fuels, Vol. 8, No. 1, 1994 Guin et al.
major product, thus confirming Cronauer's16 finding that a poor H-donor solvent was not able thermally to reduce the C=O double bond. When the catalyst was employed, however, primary products were TOL and BAL with the concentration of BZA being greatly reduced. It is likely that atomic hydrogen was supplied by the dissociation of molecular hydrogen on the catalyst in our experiments since the cyclohexane employed as a solvent is a poor H donor. The general trend of conversion increase of BAH and BAL in the presence of catalyst was similar to that of DBE, except for BAH where the conversion with the original catalyst was slightly smaller than that with no catalyst. The products were different in these two cases, although it is notable that TOL was found to be always the dominant cracking product in all of the three reaction systems in the presence of catalyst. This implies that the iron catalysts generally promote the complete cleavage of the C=O bond in BAH and the C-0 bond in BAL and DBE. Reduced iron and iron sulfide had almost the same activities for the cracking of DBE and BAL, while reduced iron showed superior activity to iron sulfide for the cracking of BAH. In additional model compound reactions carried out in this work, no significant catalytic cracking was observed when the same catalysts were applied to the reaction systems of biphenyl, diphenylmethane, and isopropylnaphthalene a t 400 "C and 6.9 MPa of H2 (cold) where the cracking of C,-C, or cm-c,& bonds was required. However, the ability of iron catalyst to crack these bonds depends on the substituents and the catalyst is known to be effective in this type of reactions.8J6
None Origlnai Cat. Reduced Cat. Original Cat. Reduced Cat. +cs2 +cs2
Figure 11. Effect of catalyst on hydrocracking of dibenzyl ether, benzaldehyde, and benzyl alcohol a t 300 "C.
Table 4. Hydrocracking Product Distribution of DBE, BAH, and BAL at 300
catalyst product original reduced distribn original reduced cat. cat.
reactant (wt % ) none cat. cat. +CS2 +CS2
DBEb DBE 1.92 0.92 0.26 0.26 0.27 BAH 0.04 0.01 0.01 0.03 0.04 BAL 0.00 0.00 0.00 0.02 0.04 TOL 0.03 0.99 1.61 1.56 1.56
BAH BAH 1.48 1.66 0.02 0.76 BAL 0.03 0.15 0.03 0.23 TOL xO.01 0.08 1.57 0.82 BZA 0.57 0.04 0.00 0.11 UnkC 0.01 0.03 0.35 0.10
BAL BAL 1.97 0.37 0.00 0.02 BAH 0.01 0.36 0.01 0.02 TOL <0.01 1.01 1.72 1.56 UnkC 0.00 0.03 0.00 0.12
a Initial reactant concentration was 2 wt %. * DBE = dibenzyl ether, BAH = benzaldehyde, BAL = benzyl alcohol, TOL = toluene, BZA = benzoic acid. Unknowns include several high molecular weight compounds for which response factors were assumed to be unity.
reactions where the reduced iron had much greater activity. Iron sulfides, formed in situ by adding CS2 either to the original catalyst or to the prereduced catalyst, showed similar activities and selectivities. In the absence of iron, the hydrocracking of DBE was the same regardless of the presence or absence of CS2. Sulfur compounds, partic- ularly HzS, have been observed to affect model compound reactions, although H2S alone has also been found to be insufficient to catalyze the cracking of diphenylmethane at 400 0C.12,36 In the presence of catalyst, toluene was always the dominant cracking product of DBE, while BAH and BAL were detected only in trace levels. The obser- vation that no significant BAL was found in our exper- iments agrees with other reported results of DBE non- catalytic thermolysi~.'~93~J~ Our test results with BAL as initial reactant also showed that almost all BAL was converted to TOL in the presence of catalyst. However, in contrast, BAL has been observed by other researchers to be a stable DBE cracking product using iron acetate and tin metal as cataly~ts.~o
When BAH was used as initial reactant in the absence of any catalyst, benzoic acid (BZA) was found to be the
(36) Wei, X. Y.; Ogata, E.; Zong, Z.; Niki, E. Energy Fuels 1992, 6, 868-869.
Conclusion
The results of this investigation contribute evidence supporting the effectiveness of dispersed nanoscale iron particles as a potentially useful disposable catalyst for coal liquefaction. Although the extent of improvement varied depending upon the particular coal and reaction conditions, for every coal tested the addition of the nanoscale iron particle catalyst increased the yield of PS and THFS products. The effect was particularly signif- icant for the low-iron BC coal. The results also show that in some cases, other factors, e.g., solvent H-donor ability and temperature, can have as great or even greater significance than catalytic activity. Model compound experiments showed that a Ha reduced form of the original catalyst has excellent aromatic ring hydrogenation activity but is quickly poisoned by sulfur. Compared to the reduced catalyst, the sulfided catalyst had little aromatic hydrogenation activity; however, both forms were equally effective in the hydrocracking of dibenzyl ether.
Acknowledgment. This work was supported by the US. Department of Energy Under Contract No. DE-FC22- 90PC90029 as part of the research program of the Consortium for Fossil Fuel Liquefaction Science. The authors thank G. P. Huffman and M. M. Taghiei of the University of Kentucky for their assistance in obtaining a nanoscale iron catalyst and Bernard Kosowski of Mach-I Inc. for supplying the iron catalyst sample for this research.





























