Embed Size (px)
Citation preview

EL<,EVIER PII: S0016-2361(96)00146-9
Fuel Vol. 75, No. 14, pp. 1671-1675, 1996 Copyright © 1996 Elsevier Science Ltd
Printed in Great Britain. All rights reserved 0016-2361/96 $15.00+0.00
Coal hydrogenation catalysis using industrial catalyst (MoO3-NiO/AI203) "waste"
Rui Wang*, John W. Patrick and David E. Clarke* Department of Chemical Engineering, Loughborough University, Loughborough, Leicester LEI 1 3TU, UK (Received 27 June 1996)
This study is concerned with assessing a commercial MoO3-NiO/A1203 (Akzo 153) catalyst which had been used in a coal-liquid upgrading process for 400 h, to promote low-severity coal hydrogenation. Such a
3 reaction system is considered to be practically economic. A tubing bomb microreactor (25 cm capacity) was used for dissolution reactions of a low-rank British bituminous coal in an industrial recycle solvent under various conditions. Results show that this catalyst 'waste' exerts considerable influence on the coal hydrogenation reactions, although its activity is reduced, compared with a fresh sulfided catalyst of the same type. This research has also improved understanding of the catalysed coal hydrogenation mechanisms and has identified a potentially beneficial method of disposal of industrial catalyst wastes. Copyright © 1996 Elsevier Science Ltd.
(Keywords: coal hydrogenation; catalysis; MoNi catalyst waste)
Coal liquefaction by solvent extraction, e.g. the British Coal Corporation's liquid solvent extraction (LSE) process, is generally a two-stage process in which solvent extract obtained from the first coal dissolution stage is then subjected in the second stage to cracking and upgrading, usually over a supported catalyst to yield desired end products. A key factor in determining the overall product distribution lies in successfully control- ling coal dissolution in the first stage. Chemical reactions occurring during coal dissolution are mainly degradation of the coal structural network to produce free radicals and hydrogenation of these coal radicals to yield solvent soluble products. The initial dissolution process is mainly thermolytic, with the rate increasing as the temperature
1 2 i nc reases - . Coal can be fragmented into smaller molecules that are soluble in a solvent such as pyridine via a free radical mechanism in a very short contact time 3'4. Thus the quality of the products depends critically on the availability and efficiency of hydrogen transfer to coal during thermal treatment, in relation to the number and rate of coal free radicals produced by thermolysis. To increase the rate of hydrogen transfer reactions requires the use of catalysts. For any desired product boiling range and composition, use of a catalyst can also improve process economy through optimizing hydrogen consumption and reducing reaction severity, e.g. temperature, pressure and residence time. Many transition metals, such as Fe, Mo, Ni, W, Pt, Zn, Sn and
* Present address: Combustion Physics Group, Department of Physics, University of Wales Aberystwyth, Aberystwyth SY23 3BZ, UK t Present address: ETSU, Harwell, Oxfordshire OX11 0RA, UK
multicomponent compounds, in various forms have been studied as coal hydrogenation catalysts in one or other process 5.
In two-stage coal liquefaction processes, the dissolu- tion catalysts, unlike supported catalysts, are usually highly dispersed to facilitate interaction with the initially solid coal. Such catalysts have been added in various forms to coal-solvent mixtures or impregnated on coal. Normally these catalysts are used in a process at concentrations up to a few per cent. However, at the end of the process it is difficult to recover the catalyst from the hydrogenated coal products for reuse and the catalyst has to be discarded with the insoluble coal mineral matter. For several coal liquefaction processes, the combined cost of catalyst and chemicals has been estimated at ~ 8% of the net operation costs 6. Hence it is essential that the chosen catalyst is itself very low-cost or, if expensive, is sufficiently active to be used at a very low concentration, to prevent the cost of the overall process from being commercially restrictive.
Some spent catalysts, although no longer suitable for an established industrial process, e.g. petroleum refining or coal-derived liquid upgrading, may still possess sufficient activity to exert a catalytic influence in the coal dissolution process. It would therefore be useful to establish whether such spent catalysts are sufficiently active and have the required degree of specificity of action in a coal and hydrogen-donor solvent reaction system.
The present study was undertaken to assess the feasibility of using a commercial Akzo 153 (MoO 3- NiO/A1203) catalyst 'waste' from a coal-derived liquid
Fuel 1996 Volume 75 Number 14 1671

Coal hydrogenation catalysis using industrial catalyst "waste'." R. Wang et al.
Table 1 Hydrocarbons identified and boiling fractions in recycle solvent used
Acenaphthene, anthracene, carbazole, 9,10-dihydroanthracene, biphenyl, fluoranthene, fluorene, 1,2,3,8,9,10- Hydrocarbons hexahydropyrene, naphthalene, perhydrofluorene, phenanthrene, pyrene, tetralin, 1,2,3,4-tetrahydroquinoline
Boiling range (°C) 100-200 200-250 250-300 300-350 350-400 > 400 Fraction (wt%) 1.7 4.5 34.5 29.7 20.0 9.6
Table 2 Effect of catalysts on gas production from heat treatment of recycle solvent
Gaseous products (cm 3 )
0.6
Reaction (°C, min) and catalyst H2 C1-C4 hydrocarbons Total ~- 0.4
400, 15: ~, No catalyst 5.4 1.6 7.0 MoNi-used 71.0 1.9 72.9 MoNi-fs 108.7 2.1 110.8 ~ 0.2
O 400, 30:
No catalyst 6.9 2.8 9.7 MoNi-used 83.6 1.9 85.5 MoNi-fs 121.8 3.5 125.3
425, 15: No catalyst 11.7 5.2 16.9 MoNi-used 103.8 7.2 111 Figure'l MoNi-fs 152.4 13.9 166.3
i [ ] NO catalyst / ,, [ ] MoNi-used ~ ' [ ] MoNi-fs
)< - -
Perhydrofluorene Tetralin
Hydrocarbon dehydrogenation in recycle solvent
c 1,2,3,8,9,10-Hexahydropyrene
upgrading process as a substitute for conventional metal catalysts to promote solvent-mediated coal dissolution. This catalyst 'waste' was compared with a fresh sulfided Akzo 153 catalyst and tested under different coal dissolution conditions.
EXPERIMENTAL
The coal used was a low-rank bituminous coal from Point of Ayr, UK (moisture 2.8wt%, ash 2.1 wt% db; C 86.0, H 5.5, O 6.0, N 1.7, Sorg 1.1 wt% dmmf), which was crushed to a particle size of < 210 #m.
The hydrogenation solvent used was a recycle solvent provided by British Coal. A distillation fraction with a boiling range of 100-400°C was used for this work.
The industrial catalyst used was Akzo 153 (15wt% MoO3 promoted by 3.1 wt% NiO supported on A1203) which had been used for 400 h in a coal liquid upgrading process (MoNi-used). The fresh sulfided form of Akzo 153 catalyst (MoNi-fs) was also used as a standard for comparison. All catalysts were ground to < 210#m before use and were dry-mixed with the coal, the weight of catalyst being such as to give an active metal (Mo) content equivalent to 0.01-1 wt% (daf) coal.
The coal dissolution reaction was carried out using a stainless steel tubing-bomb microreactor. The micro- reactor, of-,~ 25 cm 3 volume, had an o.d. of 19 mm with 3 mm wall thickness and was 120 mm in length. For each test, coal and recycle solvent (in a ratio by weight of 1:2) were charged into the tubing bomb with or without the catalyst. The air in the bomb was replaced with nitrogen at atmospheric pressure. The bomb was then heated rapidly to reaction temperature by immersion in a preheated fluidized sandbath. Agitation was provided vertically during reaction to ensure thorough mixing. After reaction for the prescribed time, the microreactor was rapidly quenched to room temperature. The volume of gas produced during reaction was measured and the composition of the gas was determined using a g.c.
equipped with a Porapak QS column and thermal conductivity detector. The solid-liquid reaction products were Soxhlet-extracted with tetrahydrofuran (THF) to be separated into THF-insolubles (THFi) and THF- solubles. THFi, after subtraction of catalyst weight, was regarded as dissolution residues. The THF-soluble materials were further solvent-solvent cold-extracted sequentially with toluene and n-pentane to yield pre- asphaltenes (toluene-insoluble), asphaltenes (toluene- soluble, pentane-insoluble) and oils (pentane-soluble). Reproducibility of determination of total gas, THFi, preasphaltenes (Pre.), asphaltenes (Asph.) and oils was respectively ±0.4, ±2.5, +2.8 +2.7 and 4-1.8 within 95% confidence limits.
RESULTS AND DISCUSSION
Effect of catalysts on recycle solvent In the coal dissolution system studied, the only
external hydrogen source available to stabilize the reactive coal radicals formed by scission of cross- linkages to yield liquid products is the recycle solvent derived from the liquid products of the British Coal LSE process at Point of Ayr in North Wales. For practical operation of a liquefaction process, use of coal-derived solvent has the advantage of process self-sufficiency. The raw recycle solvent was subjected to distillation in the laboratory and a fraction of boiling range 100-400°C was used for this work. Earlier studies had showed that the recycle solvent is a good liquefaction medium 7. Analysis of the solvent revealed that the majority of the solvent consisted of aromatic hydrocarbons with two to four benzene rings. The detailed boiling fraction distribution of this recycle solvent and chemical com- pounds identified by capillary g.c. are given in Table 1. Thermal and catalysed dehydrogenation of the recycle solvent gave the results shown in Table 2 and Figure 1.
1672 Fuel 1996 Volume 75 Number 14
Coal hydrogenation catalysis using industrial catalyst "waste" R. Wang et al.
Figure 2
[ ] No catalyst ['] MoNi-used [ ] MoNi-fs
R X ×
× × ×
oj- x H 2 C C C 4 CO z
LX ~X ~X
X x ~x x x x x ×
Total
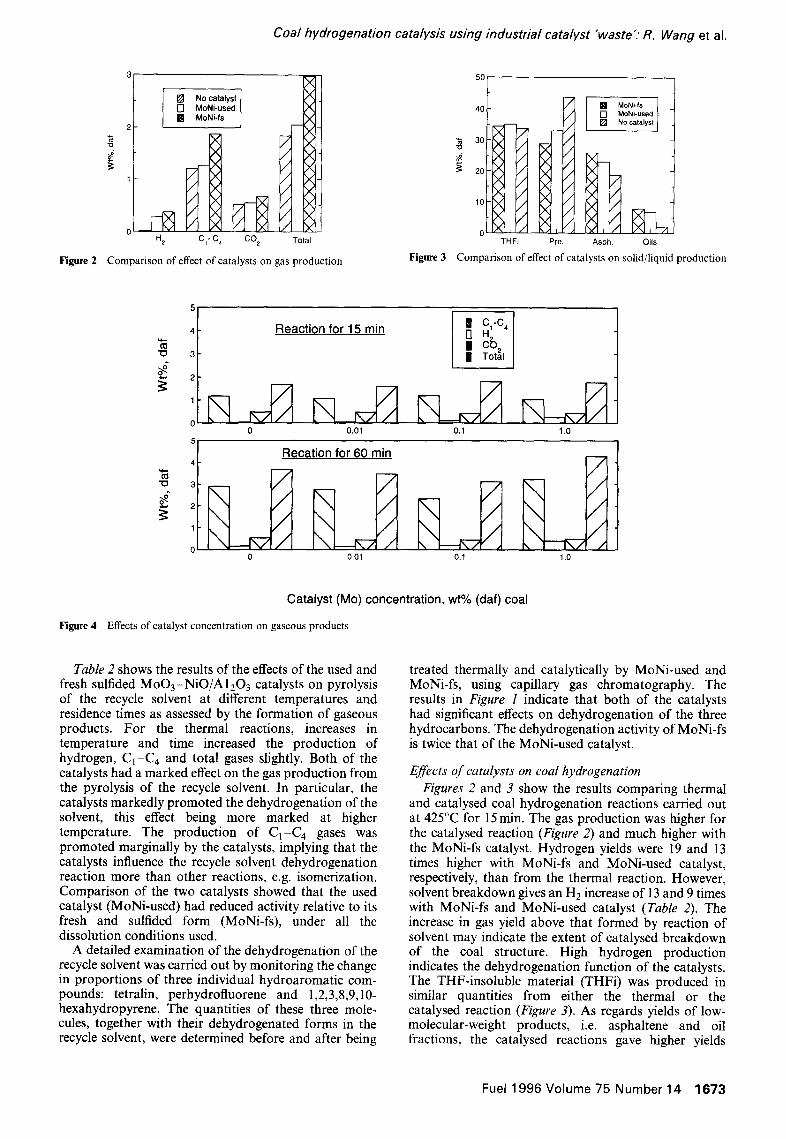
Comparison of effect of catalysts on gas production
50
,0 7 _ /
X / /, 2o X /
lo ~K / /, >( / /
o ~4 / THFi Pre.
Figure 3 Comparison
IJ MoNi-fs ] MoNi-used No catalyst
Asph. Oils
of effect of catalysts on solid/liquid production
o
R
Reaction for 15 min 01-04
cb 2 I Total
0 0.01 0.1 1.0
Recation for 60 min / / / / /
N - - T / - -k - -7 / 0 0.01 0.1 i .0
Catalyst (Mo) concentration, wt% (daf) coal
Figure 4 Effects of catalyst concentration on gaseous products
Table 2 shows the results of the effects of the used and fresh sulfided MoO3-NiO/A1203 catalysts on pyrolysis of the recycle solvent at different temperatures and residence times as assessed by the formation of gaseous products. For the thermal reactions, increases in temperature and time increased the production of hydrogen, C1-C4 and total gases slightly. Both of the catalysts had a marked effect on the gas production from the pyrolysis of the recycle solvent. In particular, the catalysts markedly promoted the dehydrogenation of the solvent, this effect being more marked at higher temperature. The production of C1-C4 gases was promoted marginally by the catalysts, implying that the catalysts influence the recycle solvent dehydrogenation reaction more than other reactions, e.g. isomerization. Comparison of the two catalysts showed that the used catalyst (MoNi-used) had reduced activity relative to its fresh and sulfided form (MoNi-fs), under all the dissolution conditions used.
A detailed examination of the dehydrogenation of the recycle solvent was carried out by monitoring the change in proportions of three individual hydroaromatic com- pounds: tetralin, perhydrofluorene and 1,2,3,8,9,10- hexahydropyrene. The quantities of these three mole- cules, together with their dehydrogenated forms in the recycle solvent, were determined before and after being
treated thermally and catalytically by MoNi-used and MoNi-fs, using capillary gas chromatography. The results in Figure 1 indicate that both of the catalysts had significant effects on dehydrogenation of the three hydrocarbons. The dehydrogenation activity of MoNi-fs is twice that of the MoNi-used catalyst.
Effects of catalysts on coal hydrogenation Figures 2 and 3 show the results comparing thermal
and catalysed coal hydrogenation reactions carried out at 425°C for 15 min. The gas production was higher for the catalysed reaction (Figure 2) and much higher with the MoNi-fs catalyst. Hydrogen yields were 19 and 13 times higher with MoNi-fs and MoNi-used catalyst, respectively, than from the thermal reaction. However, solvent breakdown gives an H2 increase of 13 and 9 times with MoNi-fs and MoNi-used catalyst (Table 2). The increase in gas yield above that formed by reaction of solvent may indicate the extent of catalysed breakdown of the coal structure. High hydrogen production indicates the dehydrogenation function of the catalysts. The THF-insoluble material (THFi) was produced in similar quantities from either the thermal or the catalysed reaction (Figure 3). As regards yields of low- molecular-weight products, i.e. asphaltene and oil fractions, the catalysed reactions gave higher yields
Fuel 1996 Volume 75 Number 14 1673
Coal hydrogenation catalysis using industrial catalyst "waste'." R. Wang et al.
, < . _
" 0
"0
50
X 7 20' ~ /
10 /
50
40
30
20
10
0
Reaction for 15 min
× /
0.1 1.0 0 0.01
II Oils n Asphaltenes II Preasphaltenes II THFi
Reaction for 60 min
,. Y / \ 0 0.01 0.1 1.0
Catalyst (Me) concentration, wt% (daf) coal
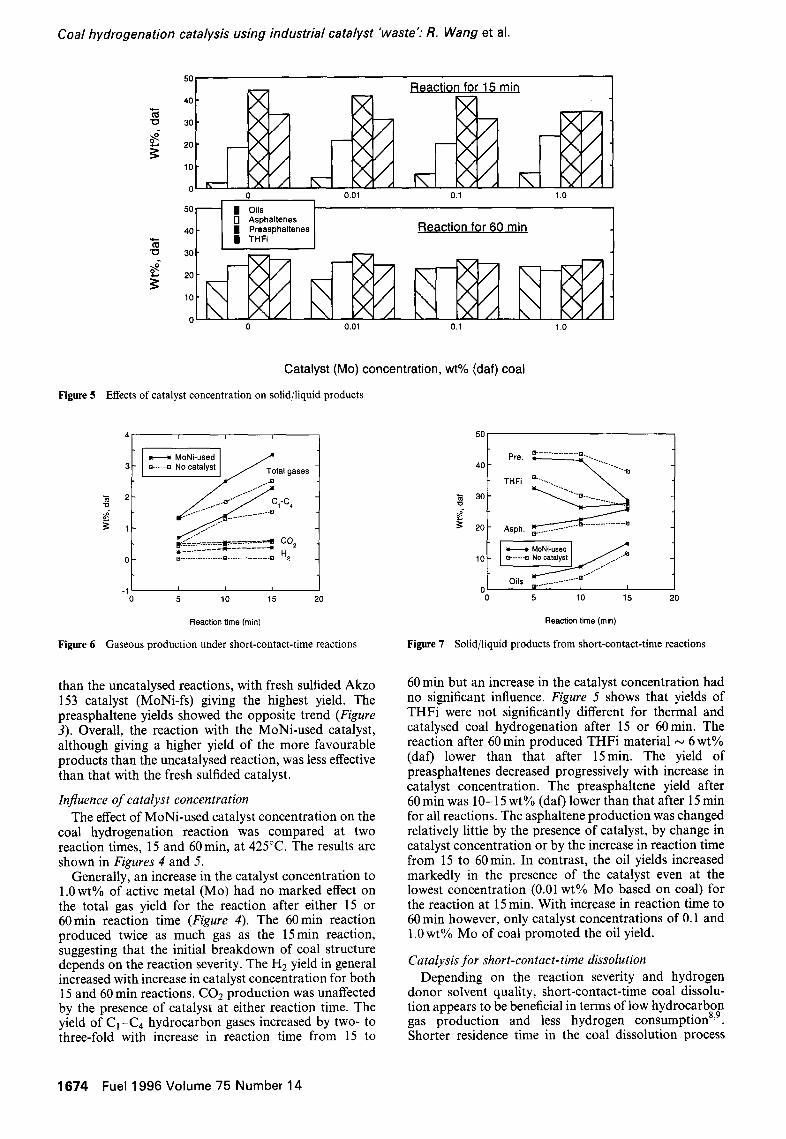
F i g u r e 5 Effects of catalyst concentration on solid/liquid products
4
3
2
1
0
-I 0
i i i
= = MoNi-used [ . ~ w-----e NO catalyst [ J Total gases
yc • 1 . C 4
at ------ ----- ---."-------e - --- ----- --- -"- -- ---- -e H2
I i I 5 10 15 20
Reaction time (min)
Figure 6 Gaseous production under short-contact-time reactions Figure 7
50
40
30
20
10
0 0
Pre. B- ................ a.
THFi ~ ~
Asph.
= = MoNi-used [ .J
Oils
5 10 15 20
R e a c t i o n time (min)
Solid/liquid products from short-contact-time reactions
than the uncatalysed reactions, with flesh sulfided Akzo 153 catalyst (MoNi-fs) giving the highest yield. The preasphaltene yields showed the opposite trend (Figure 3). Overall, the reaction with the MoNi-used catalyst, although giving a higher yield of the more favourable products than the uncatalysed reaction, was less effective than that with the fresh sulfided catalyst.
Influence of catalyst concentration The effect of MoNi-used catalyst concentration on the
coal hydrogenation reaction was compared at two reaction times, 15 and 60 min, at 425°C. The results are shown in Figures 4 and 5.
Generally, an increase in the catalyst concentration to 1.0 wt% of active metal (Me) had no marked effect on the total gas yield for the reaction after either 15 or 60min reaction time (Figure 4). The 60 min reaction produced twice as much gas as the 15min reaction, suggesting that the initial breakdown of coal structure depends on the reaction severity. The H 2 yield in general increased with increase in catalyst concentration for both 15 and 60 min reactions. CO2 production was unaffected by the presence of catalyst at either reaction time. The yield of C]-C4 hydrocarbon gases increased by two- to three-fold with increase in reaction time from 15 to
60 min but an increase in the catalyst concentration had no significant influence. Figure 5 shows that yields of THFi were not significantly different for thermal and catalysed coal hydrogenation after 15 or 60min. The reaction after 60 min produced THFi material ~ 6 wt% (daf) lower than that after 15min. The yield of preasphaltenes decreased progressively with increase in catalyst concentration. The preasphaltene yield after 60 min was 10-15 wt% (daf) lower than that after 15 min for all reactions. The asphaltene production was changed relatively little by the presence of catalyst, by change in catalyst concentration or by the increase in reaction time from 15 to 60 min. In contrast, the oil yields increased markedly in the presence of the catalyst even at the lowest concentration (0.01 wt% Me based on coal) for the reaction at 15 min. With increase in reaction time to 60 min however, only catalyst concentrations of 0.1 and 1.0 wt% Me of coal promoted the oil yield.
Catalysis for short-contact-time dissolution Depending on the reaction severity and hydrogen
donor solvent quality, short-contact-time coal dissolu- tion appears to be beneficial in terms of low hydrocarbon gas production and less hydrogen consumption 8'9. Shorter residence time in the coal dissolution process
1674 Fuel 1996 Volume 75 Number 14

Coal hydrogenation catalysis using industrial catalyst "waste: R. Wang et al.
can also increase throughput, which markedly benefits process economics. The rate of initial thermal rupture of the coal structural network is rapid, and if hydrogen transfer can be sufficiently fast to stabilize the coal radicals, more liquid products are obtained. Hence it is of interest to see whether the catalyst works in such a reaction system. To promote thermal degradation of the coal, a higher temperature of 450°C was used for reactions of 5-15 min. The results obtained are given in Figures 6 and 7.
With increase in reaction time from 5 to 15 min, the total gaseous yield increased slightly from 1.3 to 2.0 wt% (daf coal) and Cl-C4 hydrocarbon gases increased from 0.7 to 1.5wt%. However, the reaction time did not significantly influence the production of hydrogen and carbon dioxide. The presence of the MoNi-used catalyst promoted the total gas production at reaction times of 10 and 15 min. In the presence of the catalyst the yield of hydrogen was much higher than that for the thermal reaction at each reaction time.
The yield of THF-insoluble material (THFi) decreased from 36 to 27 wt% (daf coal) on increase in reaction time from 5 to 15 rain in the absence of catalyst. The influence of MoNi-used catalyst on the coal dissolution at reaction times of 5 and 10min was marked, as THFi produced was 4 wt% (daf coal) lower (Figure 7). It seems that in this reaction system, the effects of reaction time and temperature are to some extent interchangeable with respect to unconverted residues as measured by yield of THFi. For example, the THFi yield produced at 450°C for 15 min is similar to that at 425°C for 60 rain (25.8 and 26.4 wt% daf, respectively).
With increase in reaction time from 5 to 15 rain, the yield of preasphaltenes decreased while asphaltene and oil yields increased for coal hydrogenation both in the presence and absence of MoNi-used catalyst. In parti- cular, the oil production increased markedly from 0.9 to 11.5 wt% dafcoal in the absence of catalyst and from 4.2 to 14.7 wt% dafcoal when catalyst was present. It would appear that longer reaction times may produce addi- tional oils, the results giving no indication that an optimum had been achieved. Almost invariably the presence of MoNi-used catalyst led to more lower- molecular-weight material being produced, resulting in increased oil and asphaltene yields. More markedly, the result at 450°C for the 15min reaction demonstrated a distinct improvement in the yields of oils and asphaltenes at the expense of the preasphaltenes. The high-temperature reaction appears to confer some advantages in terms of
increased oil production, but the optimum time may be longer than the 15 rain used in the present experiments.
CONCLUSIONS
It is clear from this study that this 'used' MoO3-NiO / A120 3 (Akzo 153) catalyst retains considerable activity for coal hydrogenation, although its fresh sulfided form shows higher activity generally. The use of industrial spent catalyst in this way is of positive value in terms of disposal of catalyst wastes. In the presence of the catalysts, dehydrogenation of the recycle solvent is much more significant and sensitive to the catalyst concentration, greater dehydrogenation taking place with increased catalyst concentration. The presence of the catalyst had a marked effect on short-contact-time coal dissolution (5 or 10min) at 450°C. The total conversion of the coal to solvent-soluble materials also depends on reaction severity. However, significantly, the catalyst promotes production of low-molecular-weight products, such as oils and asphaltenes, even at a low catalyst concentration of 0.01 wt%. This implies that the main function of the catalyst is to promote predominantly hydrogen transfer reactions.
A C K N O W L E D G E M E N T
The financial support of this work by The British Coal Utilisation Research Association (BCURA) is gratefully acknowledged.
REFERENCES
1 Wang, R., Patrick, J. W. and Clarke, D. E. Fuel 1996, 75, 664 2 Shalabi, M. A., Baldwin, R. M., Bain, R. L., Gary, J. H. and
Golden, J. D. Ind. Eng. Chem. Process Des. Dev. 1979, 18, 474 3 Whitehurst, D. D., Farcasiu, M., Mitchell, T. D. and Dickert, J.
J. ~The Nature and Origin of Asphaltenes in Processed Coals', EPRI Report AF-480, Annual Report, July 1977
4 Neavel, R. C. Fuel 1976, 55, 237 5 Derbyshire, F. J, 'Catalysis in Coal Liquefaction: New Directions
for Research', IEACR/08, IEA Coal Research, London, 1988 6 E1Sawy, A., Gray, D., Talib, A. and Tomlinson, G., 'A Techno-
economic Assessment of Recent Advances in Direct Coal Lique- faction', Report No. SAND86-7103, Sandia National Labora- tories, Albuquerque, NM, 1986, p. 198
7 Wang, R. Ph.D. Thesis, Loughborough University of Technology, 1993
8 Whitehurst, D. D. In 'Coal Liquefaction Fundamentals' (Ed. D. D. Whitehurst), Symposium Series 139, American Chemical Society, Washington, DC, 1980
9 Han, K. W. and Wen, C. Y. Fuel 1979, 58, 779
Fuel 1996 Volume 75 Number 14 1675





























