Embed Size (px)
Citation preview
CNDE 2013 – Le Mans
Study of Probability of the Detection of Defects in Welded Joints of the Techniques of Magnetic Particle and Penetrant Testing
Ramon Fonseca Ferreira¹, Lincoln Silva Gomes², Maurício Ogawa³, Suzana Peripolli Botega4, Agildo Badaró Moreira5, Ricardo de Oliveira Carneval6
Sumary of Presentation Introduction
Objective
Theoric Review
Methodology
Results and Discussions
Conclusions
Acknowledgements
Contacts
For many years, the non-destructive tests have been applied in the inspection of the most varied types of equipment such as an efficient way to evaluate the structural integrity.
However it’s important to develop studies to understand the probability of detection to any inspection technique used in the industry showing the real condition of detection.
Introduction

Develop a study of probability of detection of conventional non-destructive tests such as: magnetic particle inspection and penetrant testing, creation POD curves.
Objective

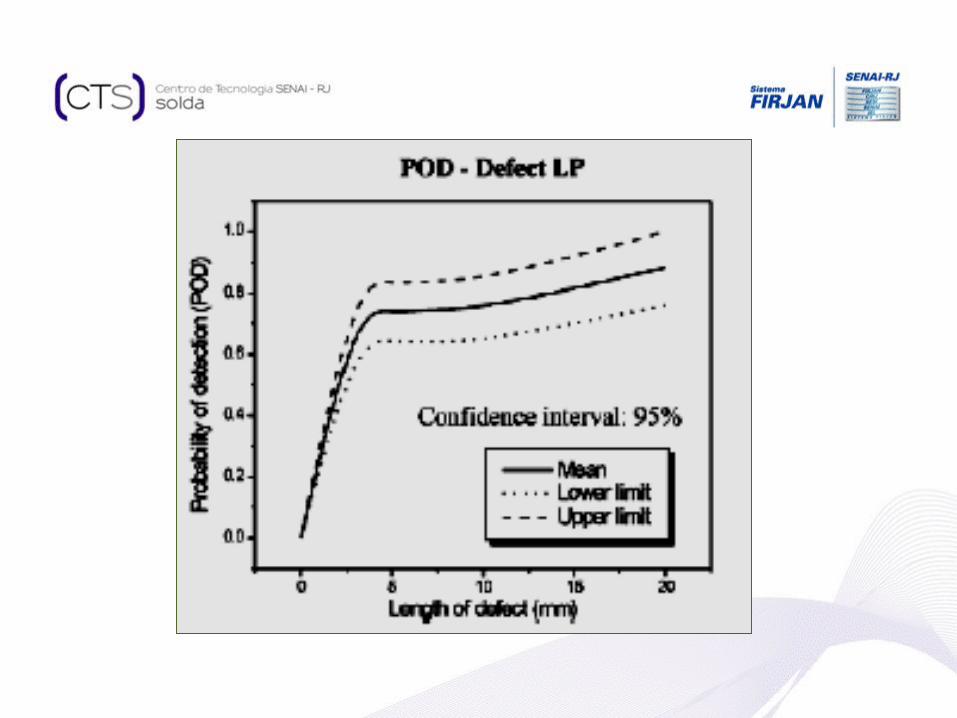
POD curve lifting the set of samples must have defects with dimensions, type and known locations and must be large enough to reproduce as close as possible to the real conditions of operation.
For an ideal technique, the POD for defects smaller than a critical size is zero, while the POD for some defects larger than this size is one (100%).
Theoric Review
POD shows the limitations of each method, like equipment and inspection parameters, and human (fatigue, training, experience).

Construction of 25 welded joints with structural steel ASTM A36, with a thickness of 3/8 inches (~ 10 mm), with dimensions of 500 mm x 320 mm. A media of 5 defects was inserted in the weld.> Cracks opened to surface.
Methodology
Methodology
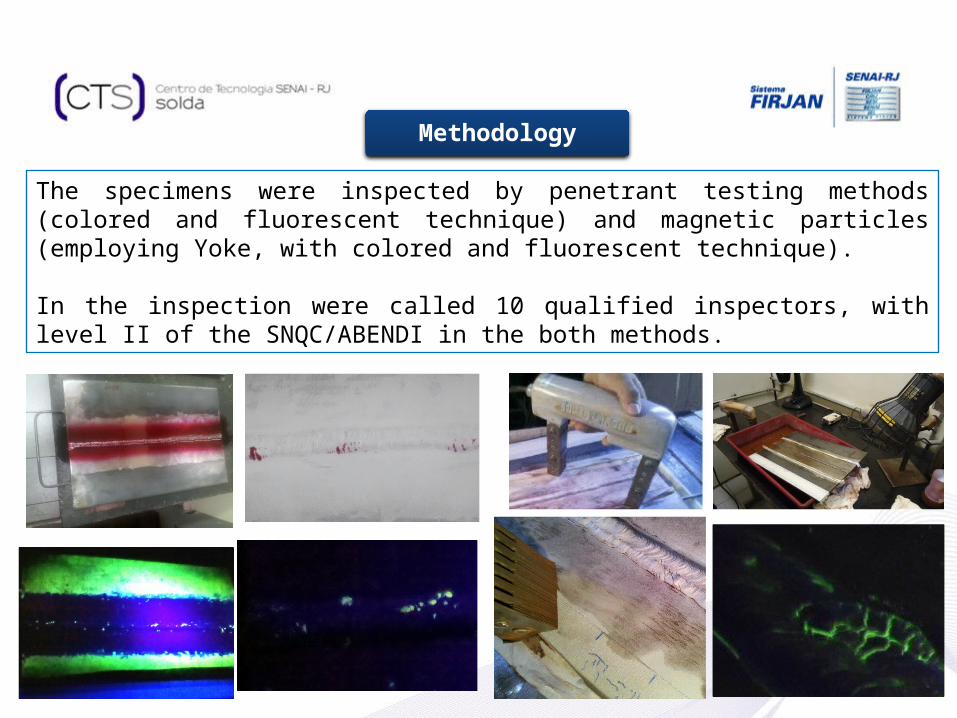
The specimens were inspected by penetrant testing methods (colored and fluorescent technique) and magnetic particles (employing Yoke, with colored and fluorescent technique).
In the inspection were called 10 qualified inspectors, with level II of the SNQC/ABENDI in the both methods.
Methodology
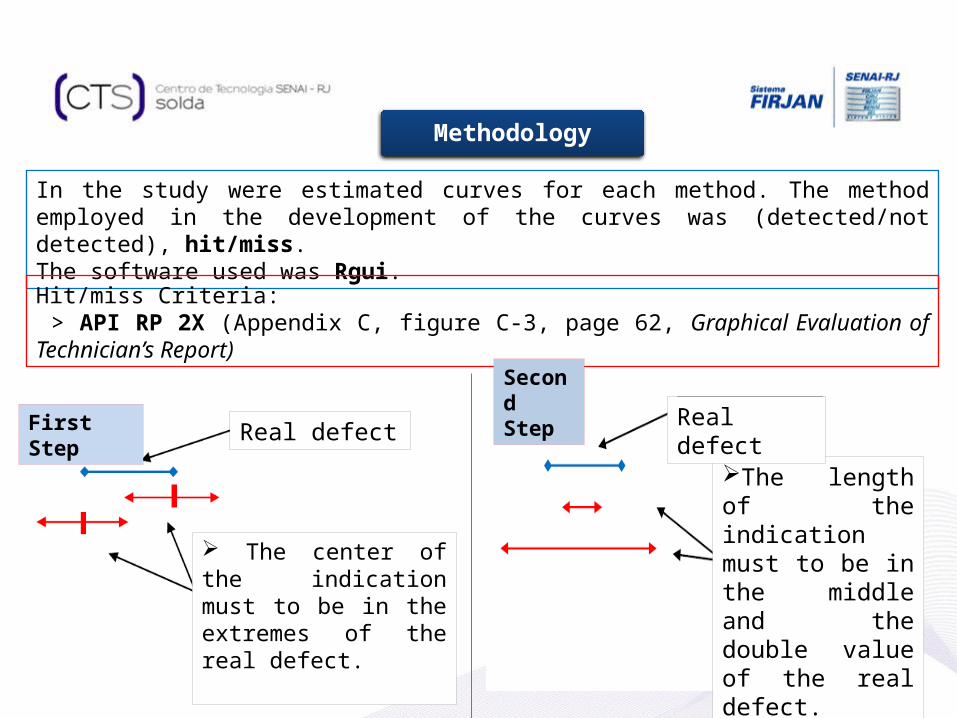
In the study were estimated curves for each method. The method employed in the development of the curves was (detected/not detected), hit/miss.The software used was Rgui.
Hit/miss Criteria: > API RP 2X (Appendix C, figure C-3, page 62, Graphical Evaluation of Technician’s Report)
Real defect
The center of the indication must to be in the extremes of the real defect.
First Step
The length of the indication must to be in the middle and the double value of the real defect.
Real defect
Second Step
Results and Discussions
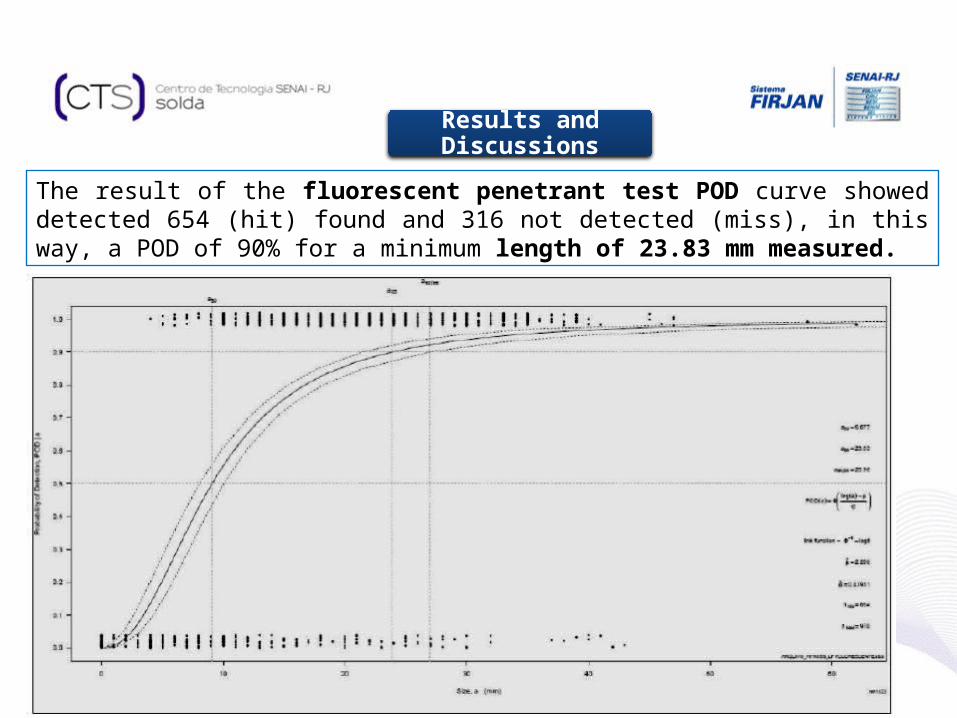
The result of the fluorescent penetrant test POD curve showed detected 654 (hit) found and 316 not detected (miss), in this way, a POD of 90% for a minimum length of 23.83 mm measured.
Results and Discussions
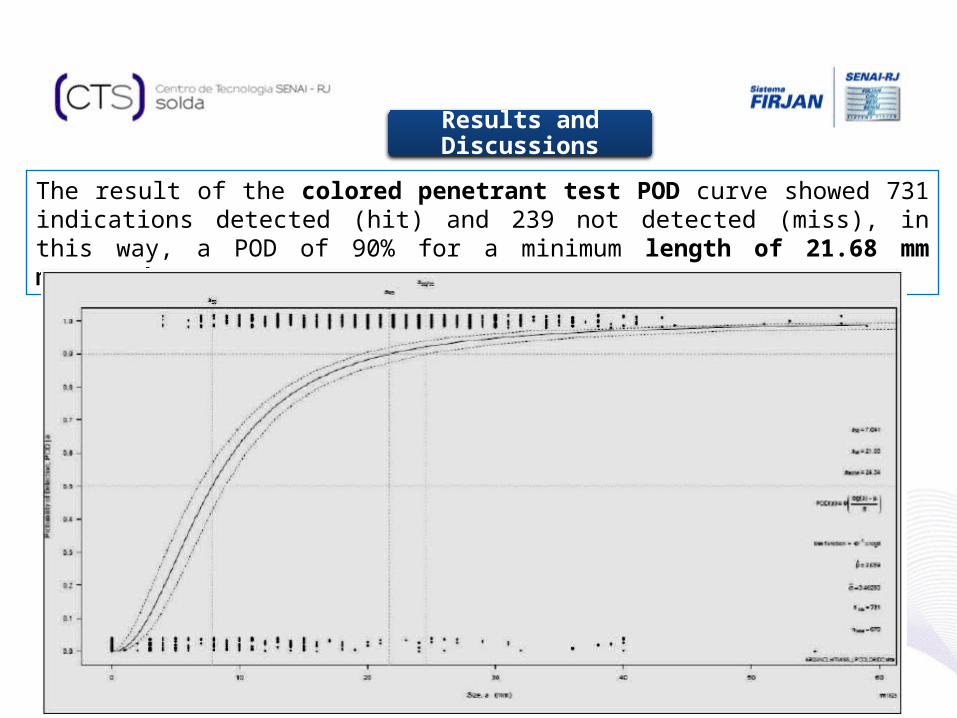
The result of the colored penetrant test POD curve showed 731 indications detected (hit) and 239 not detected (miss), in this way, a POD of 90% for a minimum length of 21.68 mm measured.
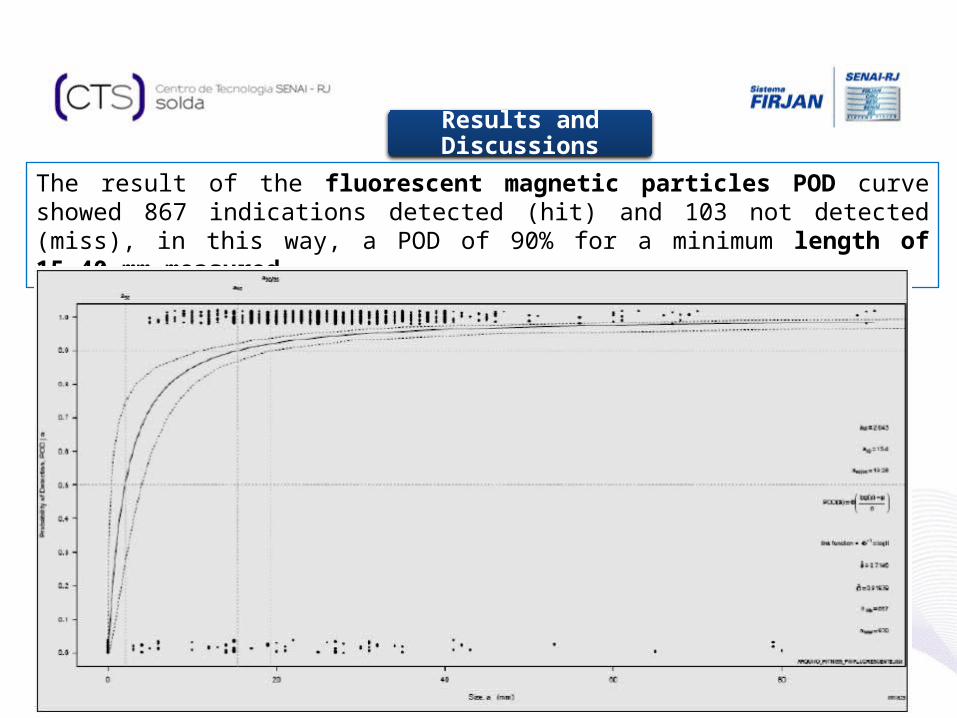
The result of the fluorescent magnetic particles POD curve showed 867 indications detected (hit) and 103 not detected (miss), in this way, a POD of 90% for a minimum length of 15.40 mm measured.
Results and Discussions
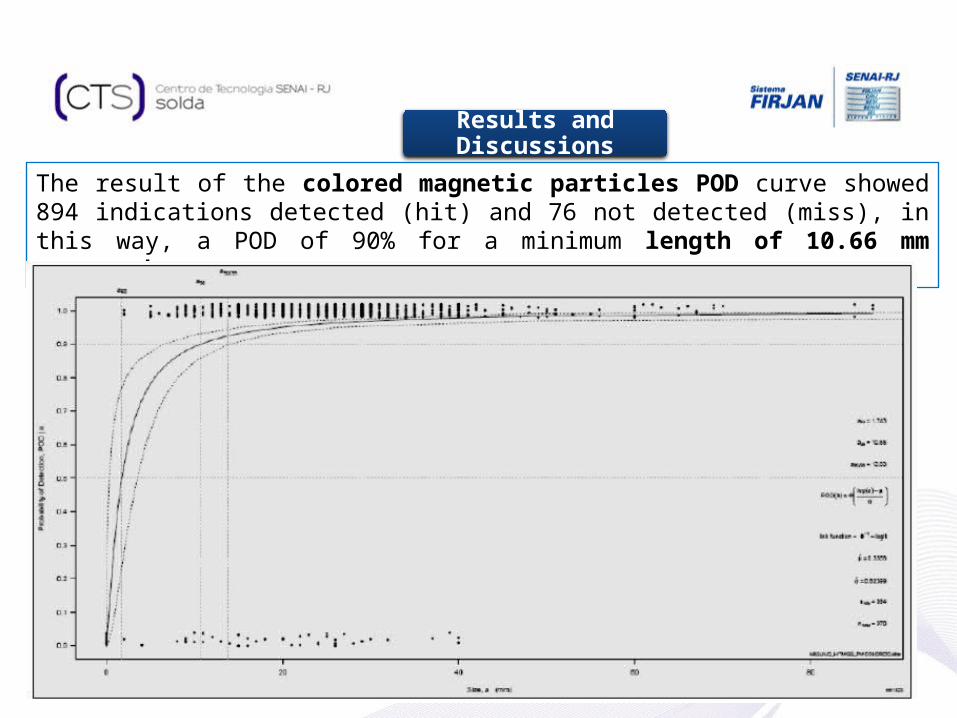
The result of the colored magnetic particles POD curve showed 894 indications detected (hit) and 76 not detected (miss), in this way, a POD of 90% for a minimum length of 10.66 mm measured.
Results and Discussions
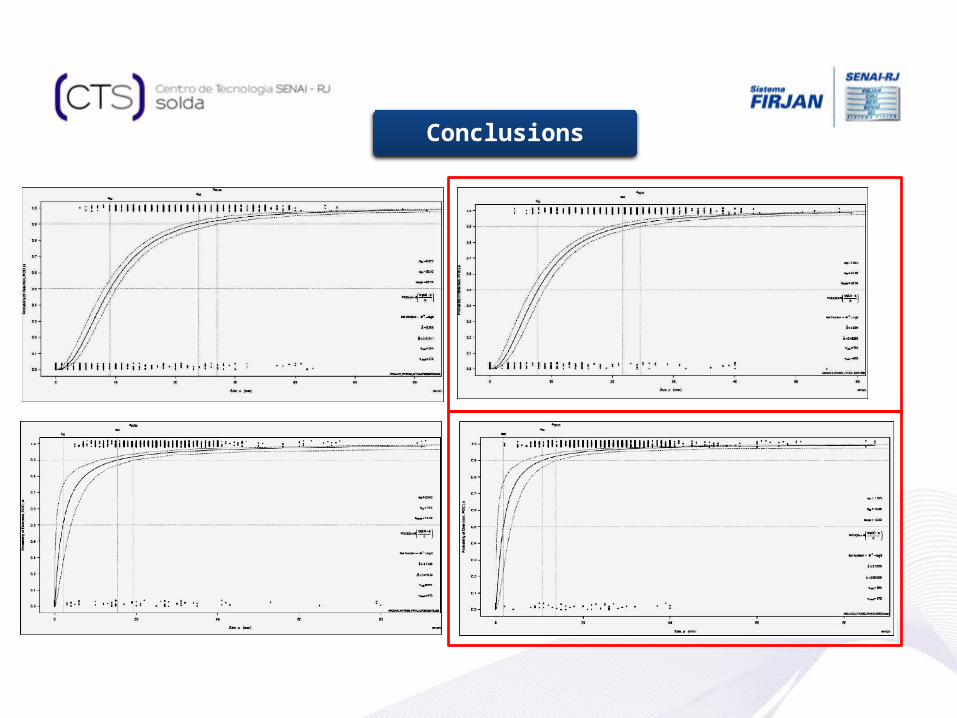
Conclusions
Conclusions
The results shows that the colored magnetic particle technique had better results toward fluorescent magnetic particle technique.
The results shows that the colored penetrant technique had better results toward fluorescent penetrant technique.
The fluorescent technique is more sensitive technique, and needs some care at the time of your application, because these particles are smaller them the colored particle proportions, which causes falses indications at contours of the welds, causing problems at the Inspector's report.
However, both of the two techniques showed good results for the POD curves.
Acknowledgements
To SENAI Welding Technology Centre and PETROBRAS/CENPES for the incentive in the research and development projects.
Contacts
MSc. Engineer Ramon Fonseca Ferreira, [email protected] / +55 21 7120-0734DSc. Lincoln Silva Gomes, [email protected] / +55 21 9786-7419Manager, Maurício Ogawa, [email protected] / +55 21 9734-8868
Thank you!