Embed Size (px)
Citation preview
World’s Leading Hydrocolloid Solutions Provider
1st
Edition
Carb
oxymethylcellulose (C
MC
)CCMMCCBBooookk
www.cpkelco.com
Äänekoski
Nijmegen
The core business of CP Kelcois hydrocolloids. CP Kelcoholds #1 positions in pectin,xanthan gum, and CMC(sodum carboxymethylcellulose- a versatile, water soluble,cellulose-based polymer), as well as a leading position incarrageenan.
Manufacturing sites in Europe
CP Kelco – The World Leader in Carboxymethylcellulose (CMC)
Production
CP Kelco has been producingCMC since the early 1940'sand has extensive knowledgeof the manufacturing processand the products. Backed byits customers' cooperation andsupport, the company hasgrown into the world's leadingproducer of CMC.
CP Kelco manufactures CMC at three production sites: in Finland, Sweden, and in the Netherlands. The quality ofour product meets the require-ments of both new and long-standing customers.
Contents
CMC manufacture .............................................................. 2
Trademarks ....................................................................... 5
Properties of CMC solutions ........................................... 6
1. Dissolution of CMC 6
New development in dissolution of CMC
2. Viscosity and rheology of CMC solutions 8
3. Molecular weight 9
4. Concentration 9
5. Temperature 10
6. pH 11
7. Influence of electrolytes 12
8. Influence of DS on solution characteristics 14
9. Stability 16
10. Shelf life 16
11. Blending 17
Environment and Safety ................................................... 19
Compatibility with other polymers ................................... 20
1. Nonionic cellulose derivatives 20
2. Other polysaccharides 20
3. Proteins 21
Some important applications of CMC .............................. 22
Modifications of CMC ........................................................ 23
Analytical Methods for CMC ............................................. 23
1. Moisture content 23
2. Viscosity 24
3. CMC content of technical grades 24
4. CMC content of purified grades 24
5. Degree of substitution, DS 24
6. Determination of pH 24
CMC stands for carboxymethylcellulose. However,CMC is more correctly the sodium salt of carboxymethylcellulose. It is derived from cellulose,which is made water-soluble by a chemical reaction.The water-solubility is achieved by introducing carboxymethyl groups along the cellulose chain, which makes hydration of the molecule possible.
CMC Manufacture
Suspending
Binding
Water retentionFormation ofnetwork structure
Film forming
Thickening
Stabilizing
CMC
The substituents are irreversibly linked to the cellulosebackbone with ether bridges, and thus, CMC belongs to the group of substances called cellulose ethers. It is important to note that the carboxymethyl grouphas an acid function meaning that CMC is an anionicpolyelectrolyte.
CMC has many interesting properties when dissolvedin aqueous solutions, but this will depend on the CMCgrade and the solution conditions.
2
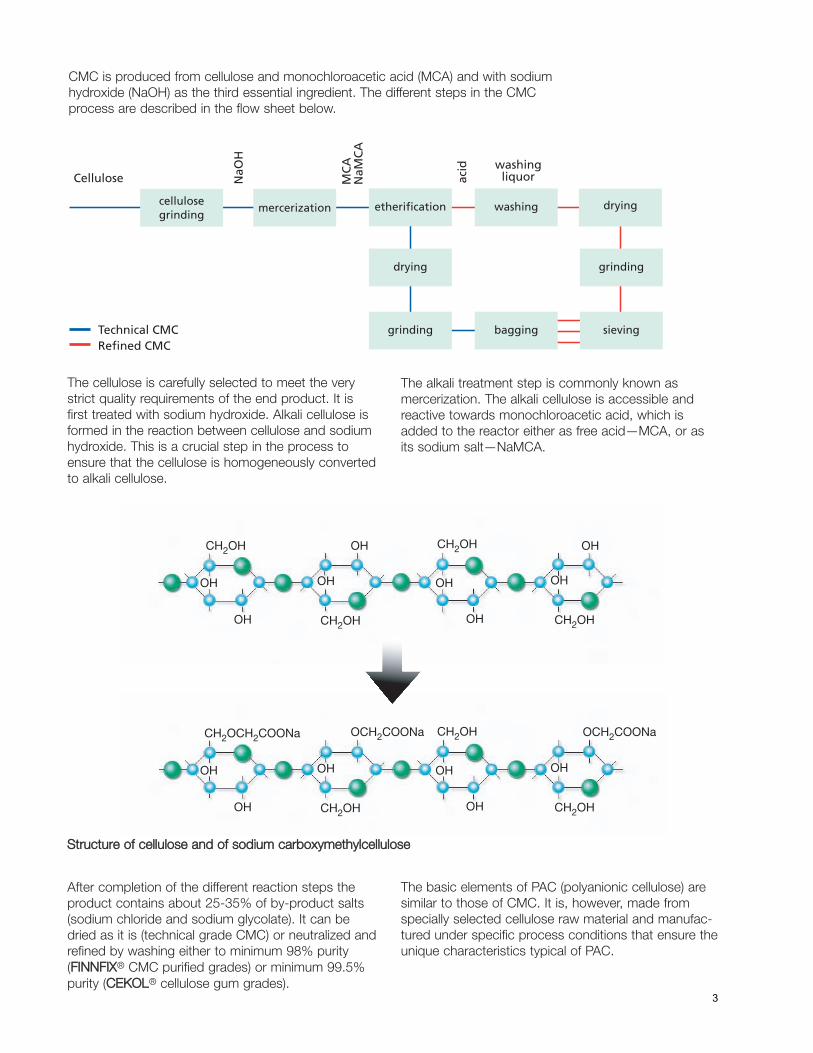
The cellulose is carefully selected to meet the verystrict quality requirements of the end product. It is first treated with sodium hydroxide. Alkali cellulose isformed in the reaction between cellulose and sodiumhydroxide. This is a crucial step in the process toensure that the cellulose is homogeneously convertedto alkali cellulose.
CMC is produced from cellulose and monochloroacetic acid (MCA) and with sodiumhydroxide (NaOH) as the third essential ingredient. The different steps in the CMCprocess are described in the flow sheet below.
After completion of the different reaction steps theproduct contains about 25-35% of by-product salts(sodium chloride and sodium glycolate). It can be dried as it is (technical grade CMC) or neutralized andrefined by washing either to minimum 98% purity(FFIINNNNFFIIXX® CMC purified grades) or minimum 99.5%purity (CCEEKKOOLL® cellulose gum grades).
Technical CMCRefined CMC
Cellulose NaO
H
MC
AN
aMC
A
acid washing
liquor
cellulosegrinding
mercerization etherification
drying
grinding bagging sieving
grinding
dryingwashing
The alkali treatment step is commonly known as mercerization. The alkali cellulose is accessible andreactive towards monochloroacetic acid, which isadded to the reactor either as free acid—MCA, or asits sodium salt—NaMCA.
The basic elements of PAC (polyanionic cellulose) aresimilar to those of CMC. It is, however, made fromspecially selected cellulose raw material and manufac-tured under specific process conditions that ensure theunique characteristics typical of PAC.
SSttrruuccttuurree ooff cceelllluulloossee aanndd ooff ssooddiiuumm ccaarrbbooxxyymmeetthhyyllcceelllluulloossee
CH2OCH2COONa OCH2COONa OCH2COONaCH2OH
CH2OH CH2OH
OH
OH
OHOHOH
OH
CH2OH OH OHCH2OH
CH2OH CH2OH
OH
OH
OHOHOH
OH
3

Trademarks
To serve its diverse markets, CP Kelco water-soluble polymers are producedin a large number of grades with a variety of specifications and performances.The different grades are marketed under different product trademarks:
TM
TM
®
CMC for industrial applications. Available as purified and technical grades.
More detailed information about CP Kelco's CMC products can be found inthe brochure “Standard Grades & Graphs of CMC”.
The CAS number for Sodium CMC is 9004-32-4.
Cellulose gum for food, cosmetics, personal care, and pharmaceuticals.
Special CMC grades for pharmaceuticals.
PAC for oil and gas drilling.
Semi-pure PAC for oil and gas drilling.
Special CMC grades for use as thickener in textile printing pastes.
Efficient binders developed for use in building products.
Purified cellulose ether products specially developed for use in water-basedemulsion paints.
Liquid pumpable CMC dispersion. An attractive alternative to powder CMC,when dissolution capacity is a constraint.
5
Properties of CMC Solutions
11.. DDiissssoolluuttiioonn ooff CCMMCC
The method of dissolving the CMC and the extent ofagitation (shear) during dissolution, will ultimately influ-ence the final viscosity of the solution. The solvent, thechemical composition of the CMC and the shear histo-ry of the final solution affect the dissolution propertiesof CMC, i.e. hydration of the CMC molecules. Thismeans that standardized conditions for CMC dissolu-tion are essential for viscosity control of the resultingsolution.The principle of dissolving CMC is to wet all particlesas quickly as possible before the viscosity starts todevelop. CMC is by nature hydrophilic ("water-loving"),which means that the CMC particles will instantly start
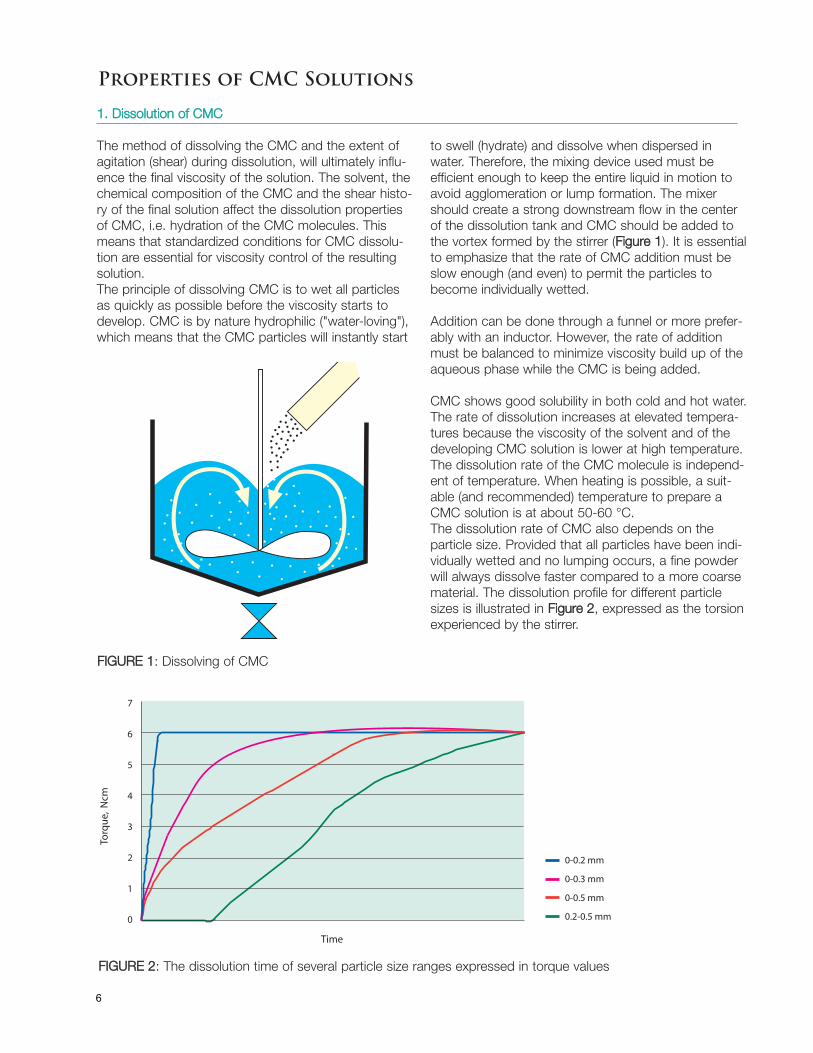
to swell (hydrate) and dissolve when dispersed inwater. Therefore, the mixing device used must be efficient enough to keep the entire liquid in motion toavoid agglomeration or lump formation. The mixershould create a strong downstream flow in the centerof the dissolution tank and CMC should be added tothe vortex formed by the stirrer (FFiigguurree 11). It is essentialto emphasize that the rate of CMC addition must beslow enough (and even) to permit the particles tobecome individually wetted.
Addition can be done through a funnel or more prefer-ably with an inductor. However, the rate of additionmust be balanced to minimize viscosity build up of theaqueous phase while the CMC is being added.
CMC shows good solubility in both cold and hot water.The rate of dissolution increases at elevated tempera-tures because the viscosity of the solvent and of thedeveloping CMC solution is lower at high temperature.The dissolution rate of the CMC molecule is independ-ent of temperature. When heating is possible, a suit-able (and recommended) temperature to prepare aCMC solution is at about 50-60 °C.The dissolution rate of CMC also depends on the particle size. Provided that all particles have been indi-vidually wetted and no lumping occurs, a fine powderwill always dissolve faster compared to a more coarsematerial. The dissolution profile for different particlesizes is illustrated in FFiigguurree 22, expressed as the torsionexperienced by the stirrer.
FFIIGGUURREE 11: Dissolving of CMC
FFIIGGUURREE 22: The dissolution time of several particle size ranges expressed in torque values
0-0.2 mm
0-0.3 mm
0-0.5 mm
0.2-0.5 mm
Time
7
6
5
4
3
2
1
0
Torq
ue, N
cm
6
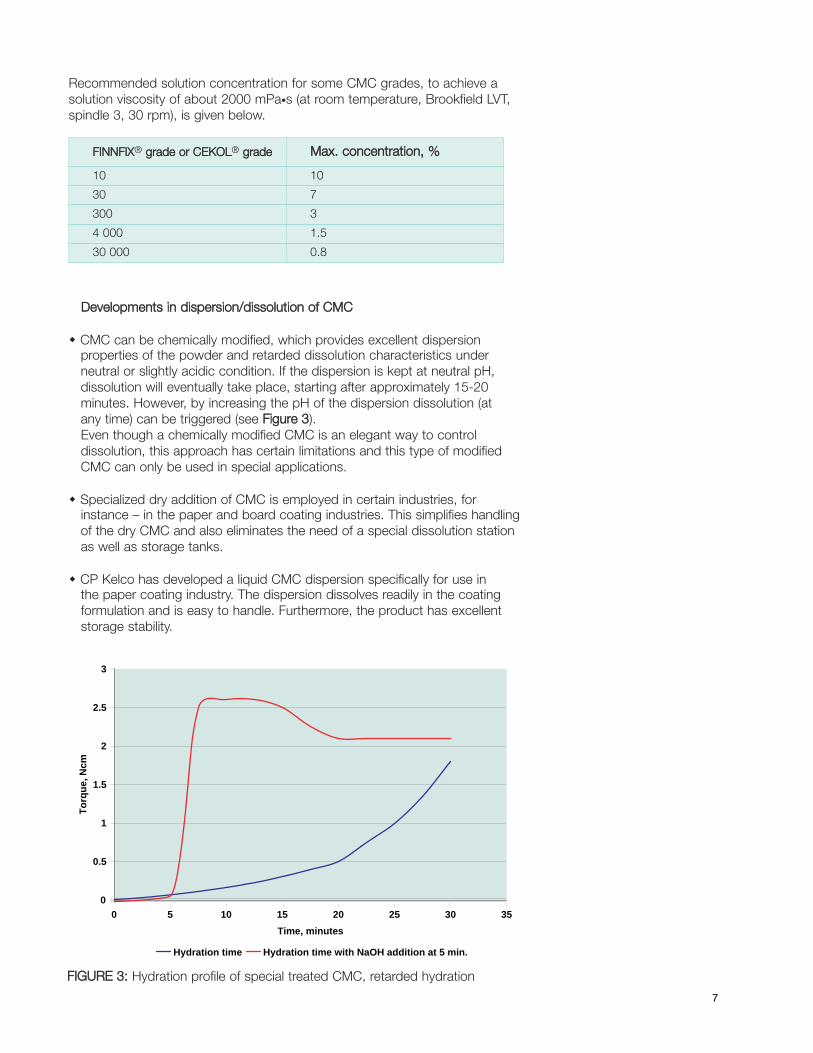
Recommended solution concentration for some CMC grades, to achieve asolution viscosity of about 2000 mPa•s (at room temperature, Brookfield LVT,spindle 3, 30 rpm), is given below.
DDeevveellooppmmeennttss iinn ddiissppeerrssiioonn//ddiissssoolluuttiioonn ooff CCMMCC
CMC can be chemically modified, which provides excellent dispersionproperties of the powder and retarded dissolution characteristics underneutral or slightly acidic condition. If the dispersion is kept at neutral pH,dissolution will eventually take place, starting after approximately 15-20minutes. However, by increasing the pH of the dispersion dissolution (atany time) can be triggered (see FFiigguurree 33). Even though a chemically modified CMC is an elegant way to control dissolution, this approach has certain limitations and this type of modifiedCMC can only be used in special applications.
Specialized dry addition of CMC is employed in certain industries, forinstance – in the paper and board coating industries. This simplifies handlingof the dry CMC and also eliminates the need of a special dissolution stationas well as storage tanks.
CP Kelco has developed a liquid CMC dispersion specifically for use inthe paper coating industry. The dispersion dissolves readily in the coatingformulation and is easy to handle. Furthermore, the product has excellentstorage stability.
FFIINNNNFFIIXX® ggrraaddee oorr CCEEKKOOLL® ggrraaddee MMaaxx.. ccoonncceennttrraattiioonn,, %%
10 10
30 7
300 3
4 000 1.5
30 000 0.8
FFIIGGUURREE 33:: Hydration profile of special treated CMC, retarded hydration
0
5.0
1
5.1
2
5.2
3
53035202510150 Time, minutes
Torq
ue, N
cm
Hydration time Hydration time with NaOH addition at 5 min.
7
Apparent viscosity
Shear rate
Δt
1
10
100
1,000
10,000
1 10 100 1,000 10,000
Shear rate, 1/s
Visc
osity
, mPa
•s
CEKOL 30 CMC
CEKOL 700 CMC
CEKOL 30 000 CMC
22.. VViissccoossiittyy aanndd rrhheeoollooggyy ooff CCMMCC ssoolluuttiioonnss
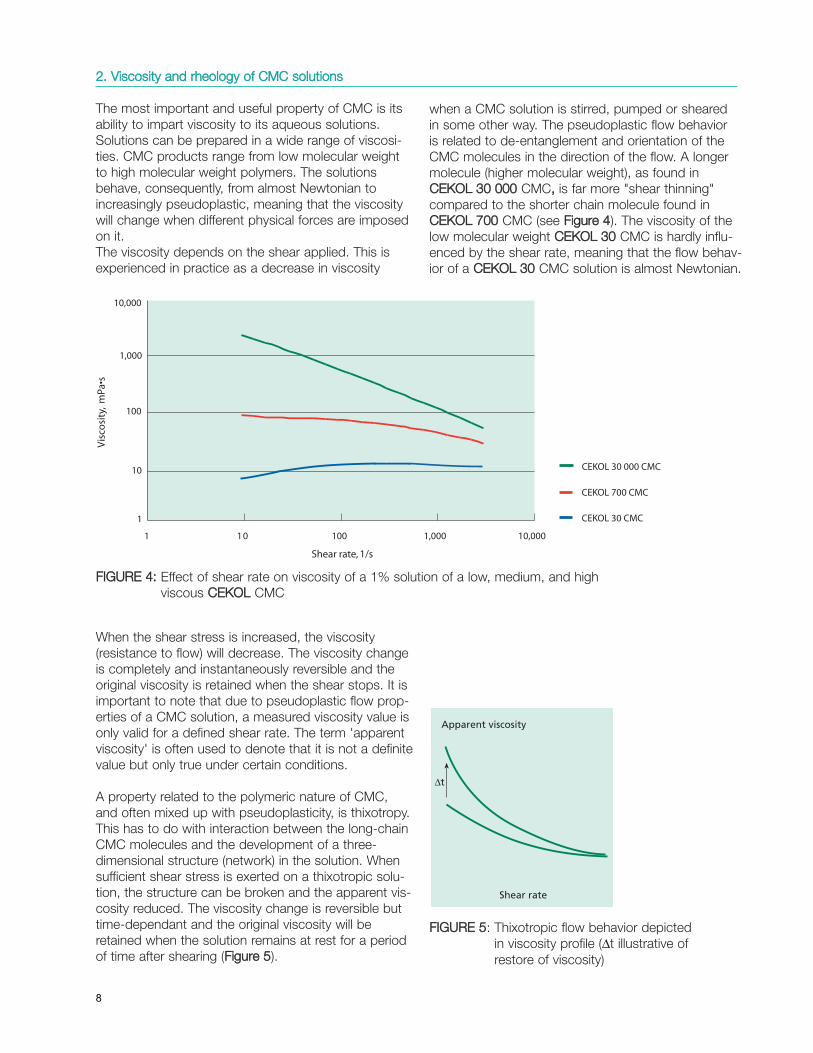
The most important and useful property of CMC is itsability to impart viscosity to its aqueous solutions.Solutions can be prepared in a wide range of viscosi-ties. CMC products range from low molecular weightto high molecular weight polymers. The solutionsbehave, consequently, from almost Newtonian toincreasingly pseudoplastic, meaning that the viscositywill change when different physical forces are imposedon it.The viscosity depends on the shear applied. This isexperienced in practice as a decrease in viscosity
FFIIGGUURREE 55: Thixotropic flow behavior depictedin viscosity profile (Δt illustrative ofrestore of viscosity)
FFIIGGUURREE 44:: Effect of shear rate on viscosity of a 1% solution of a low, medium, and highviscous CCEEKKOOLL CMC
when a CMC solution is stirred, pumped or sheared in some other way. The pseudoplastic flow behavior is related to de-entanglement and orientation of theCMC molecules in the direction of the flow. A longermolecule (higher molecular weight), as found in CCEEKKOOLL 3300 000000 CMC,, is far more "shear thinning"compared to the shorter chain molecule found inCCEEKKOOLL 770000 CMC (see FFiigguurree 44). The viscosity of thelow molecular weight CCEEKKOOLL 3300 CMC is hardly influ-enced by the shear rate, meaning that the flow behav-ior of a CCEEKKOOLL 3300 CMC solution is almost Newtonian.
When the shear stress is increased, the viscosity(resistance to flow) will decrease. The viscosity changeis completely and instantaneously reversible and theoriginal viscosity is retained when the shear stops. It isimportant to note that due to pseudoplastic flow prop-erties of a CMC solution, a measured viscosity value isonly valid for a defined shear rate. The term 'apparentviscosity' is often used to denote that it is not a definitevalue but only true under certain conditions.
A property related to the polymeric nature of CMC,and often mixed up with pseudoplasticity, is thixotropy.This has to do with interaction between the long-chainCMC molecules and the development of a three-dimensional structure (network) in the solution. Whensufficient shear stress is exerted on a thixotropic solu-tion, the structure can be broken and the apparent vis-cosity reduced. The viscosity change is reversible buttime-dependant and the original viscosity will beretained when the solution remains at rest for a periodof time after shearing (FFiigguurree 55).
8
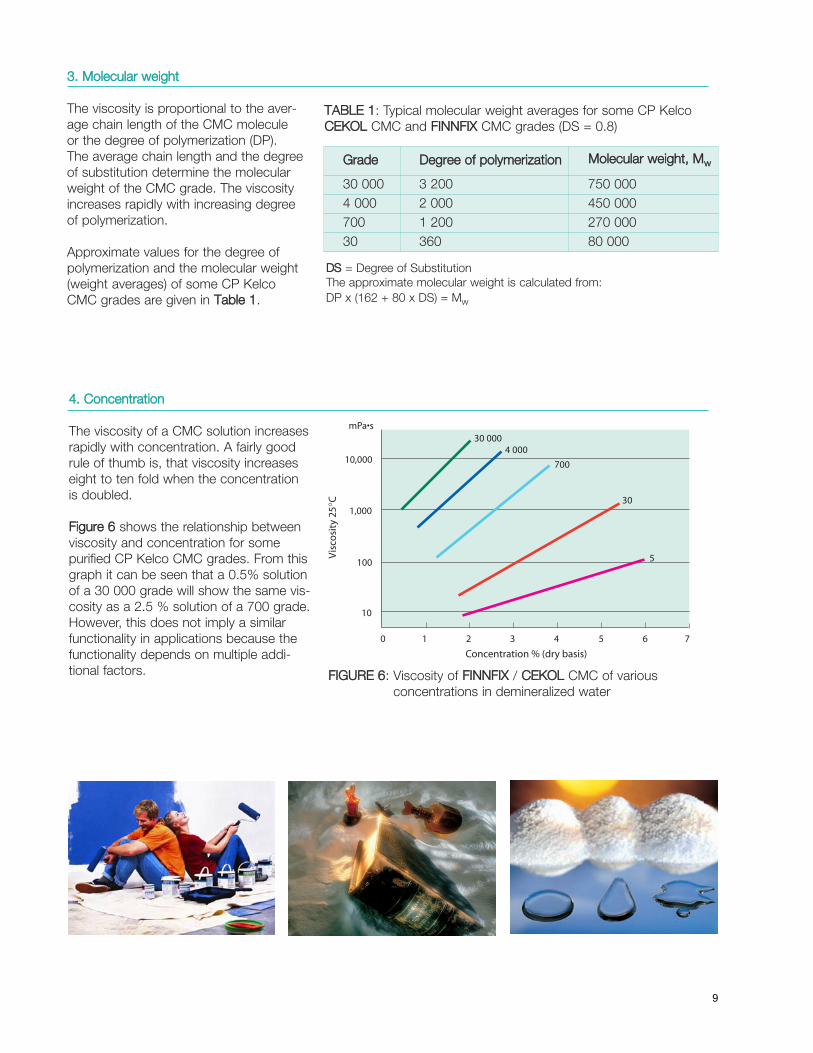
33.. MMoolleeccuullaarr wweeiigghhtt
The viscosity is proportional to the aver-age chain length of the CMC molecule or the degree of polymerization (DP). The average chain length and the degreeof substitution determine the molecularweight of the CMC grade. The viscosityincreases rapidly with increasing degreeof polymerization.
Approximate values for the degree ofpolymerization and the molecular weight(weight averages) of some CP KelcoCMC grades are given in TTaabbllee 11.
TTAABBLLEE 11: Typical molecular weight averages for some CP KelcoCCEEKKOOLL CMC and FFIINNNNFFIIXX CMC grades (DS = 0.8)
GGrraaddee DDeeggrreeee ooff ppoollyymmeerriizzaattiioonn MMoolleeccuullaarr wweeiigghhtt,, MMww
30 000 3 200 750 0004 000 2 000 450 000700 1 200 270 00030 360 80 000
44.. CCoonncceennttrraattiioonn
The viscosity of a CMC solution increasesrapidly with concentration. A fairly goodrule of thumb is, that viscosity increaseseight to ten fold when the concentrationis doubled.
FFiigguurree 66 shows the relationship betweenviscosity and concentration for somepurified CP Kelco CMC grades. From thisgraph it can be seen that a 0.5% solutionof a 30 000 grade will show the same vis-cosity as a 2.5 % solution of a 700 grade.However, this does not imply a similarfunctionality in applications because thefunctionality depends on multiple addi-tional factors.
DDSS = Degree of SubstitutionThe approximate molecular weight is calculated from:DP x (162 + 80 x DS) = Mw
Visc
osity
25°
C
Concentration % (dry basis)0 1 2 3 4 5 6 7
mPa•s
10,000
1,000
100
10
30 0004 000
700
30
5
FFIIGGUURREE 66: Viscosity of FFIINNNNFFIIXX / CCEEKKOOLL CMC of variousconcentrations in demineralized water
9
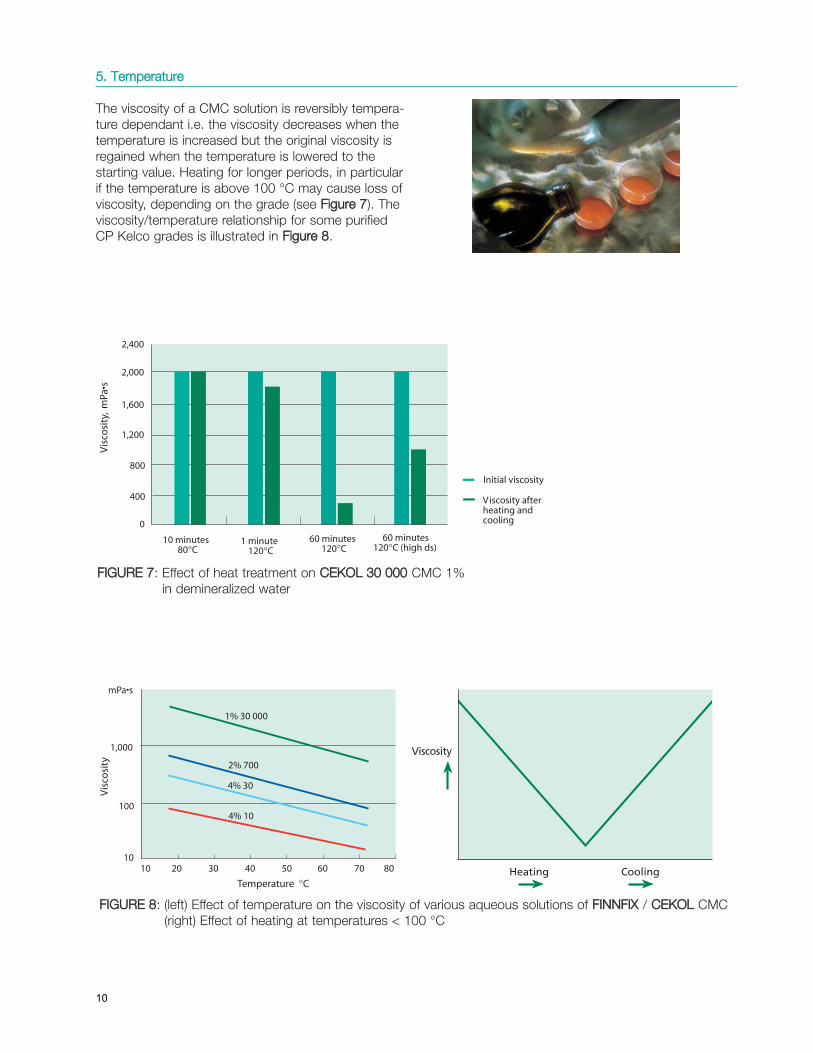
55.. TTeemmppeerraattuurree
The viscosity of a CMC solution is reversibly tempera-ture dependant i.e. the viscosity decreases when thetemperature is increased but the original viscosity isregained when the temperature is lowered to the starting value. Heating for longer periods, in particular if the temperature is above 100 °C may cause loss of viscosity, depending on the grade (see FFiigguurree 77). The viscosity/temperature relationship for some purified CP Kelco grades is illustrated in FFiigguurree 88.
0
400
800
1,200
1,600
2,000
Visc
osity
, mPa
•s
10 minutes80°C
2,400
1 minute120°C
60 minutes120°C
60 minutes120°C (high ds)
Initial viscosity
Viscosity afterheating andcooling
Visc
osity
Temperature °C 10 20 30 40 50 60 70 80
mPa•s
1,000
100
10
1% 30 000
2% 700
4% 10
4% 30
Viscosity
Heating Cooling
FFIIGGUURREE 77: Effect of heat treatment on CCEEKKOOLL 3300 000000 CMC 1% in demineralized water
FFIIGGUURREE 88: (left) Effect of temperature on the viscosity of various aqueous solutions of FFIINNNNFFIIXX / CCEEKKOOLL CMC(right) Effect of heating at temperatures < 100 °C
10
66.. ppHH
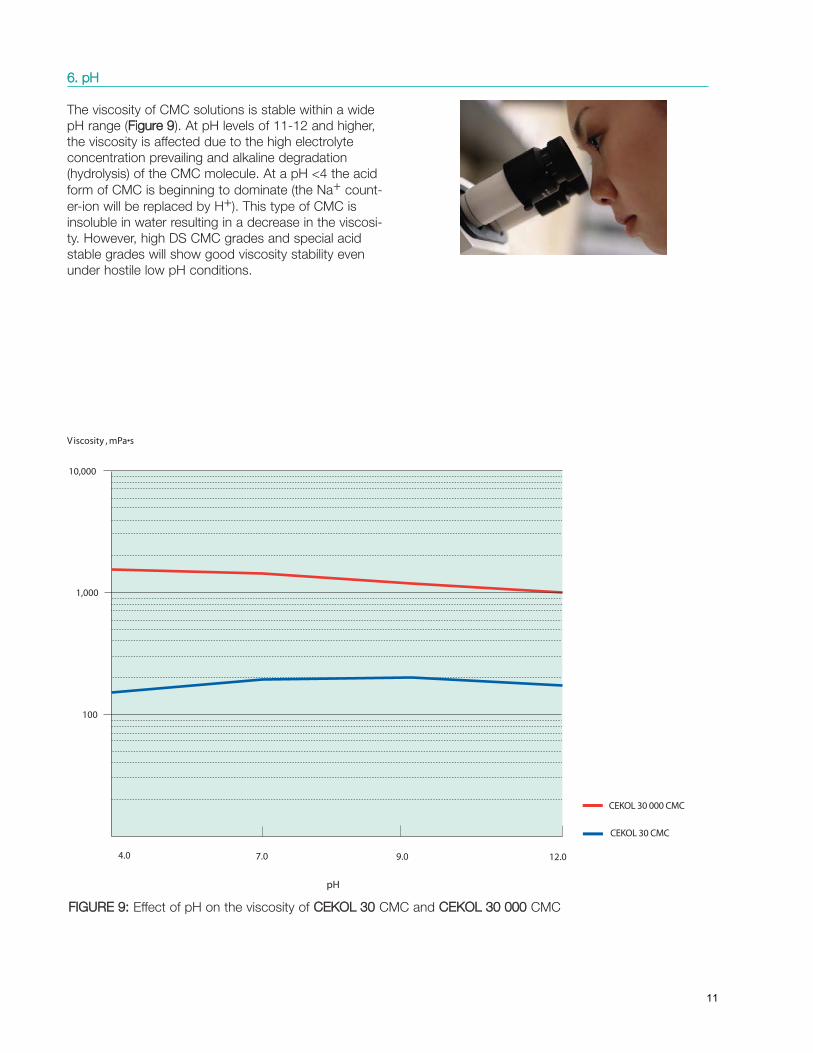
The viscosity of CMC solutions is stable within a widepH range (FFiigguurree 99). At pH levels of 11-12 and higher,the viscosity is affected due to the high electrolyte concentration prevailing and alkaline degradation(hydrolysis) of the CMC molecule. At a pH <4 the acidform of CMC is beginning to dominate (the Na+ count-er-ion will be replaced by H+). This type of CMC isinsoluble in water resulting in a decrease in the viscosi-ty. However, high DS CMC grades and special acidstable grades will show good viscosity stability evenunder hostile low pH conditions.
CEKOL 30 CMC
CEKOL 30 000 CMC
100
1,000
10,000
4.0 7.0 9.0 12.0
pH
Viscosity , mPa•s
FFIIGGUURREE 99:: Effect of pH on the viscosity of CCEEKKOOLL 3300 CMC and CCEEKKOOLL 3300 000000 CMC
11
77.. IInnfflluueennccee ooff eelleeccttrroollyytteess
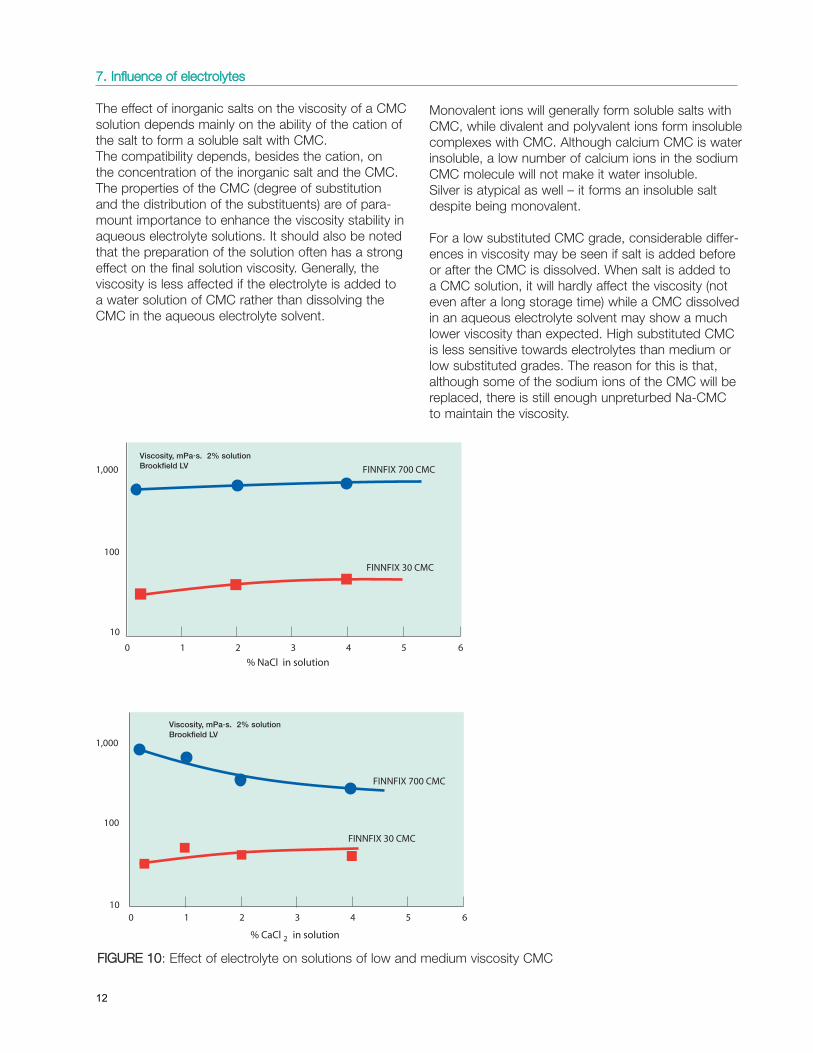
The effect of inorganic salts on the viscosity of a CMCsolution depends mainly on the ability of the cation ofthe salt to form a soluble salt with CMC. The compatibility depends, besides the cation, on the concentration of the inorganic salt and the CMC.The properties of the CMC (degree of substitution and the distribution of the substituents) are of para-mount importance to enhance the viscosity stability inaqueous electrolyte solutions. It should also be notedthat the preparation of the solution often has a strongeffect on the final solution viscosity. Generally, the viscosity is less affected if the electrolyte is added to a water solution of CMC rather than dissolving theCMC in the aqueous electrolyte solvent.
Monovalent ions will generally form soluble salts withCMC, while divalent and polyvalent ions form insolublecomplexes with CMC. Although calcium CMC is waterinsoluble, a low number of calcium ions in the sodiumCMC molecule will not make it water insoluble. Silver is atypical as well – it forms an insoluble saltdespite being monovalent.
For a low substituted CMC grade, considerable differ-ences in viscosity may be seen if salt is added beforeor after the CMC is dissolved. When salt is added to a CMC solution, it will hardly affect the viscosity (noteven after a long storage time) while a CMC dissolvedin an aqueous electrolyte solvent may show a muchlower viscosity than expected. High substituted CMCis less sensitive towards electrolytes than medium orlow substituted grades. The reason for this is that,although some of the sodium ions of the CMC will bereplaced, there is still enough unpreturbed Na-CMC to maintain the viscosity.
0 1 2 3 4 5 6
1,000
100
10
% NaCl in solution
FINNFIX 700 CMC
FINNFIX 30 CMC
0 1 2 3 4 5 6
1,000
100
10
FINNFIX 700 CMC
FINNFIX 30 CMC
% CaCl 2 in solution
FFIIGGUURREE 1100: Effect of electrolyte on solutions of low and medium viscosity CMC
12
Electrolyte effects are most pronounced on high vis-cosity grades. For low viscosity grades no effect or even an opposite effect (viscosity increase) may occur.The effect of salt on the viscosity of a CMC solution isillustrated in FFiigguurree 1100. It should be noted that FFiigguurree 1100 shows the viscosity behavior when CMC hasbeen dissolved in the aqueous salt solution.
The CMC molecule will change its configuration (coilingwill occur) in solution when exposed to various types of electrolytes (salts, acids, or alkalis) often resulting in a decrease in the viscosity. This effect is commonlyknown as the “polyelectrolyte effect” and is most pronounced in dilute solutions (< 0.5% solute concen-tration). At higher concentration the effect diminishesbecause the migration of the counter-ions is restricteddue to the high local viscosity in the solution. The presence of an electrolyte will (in most cases) also
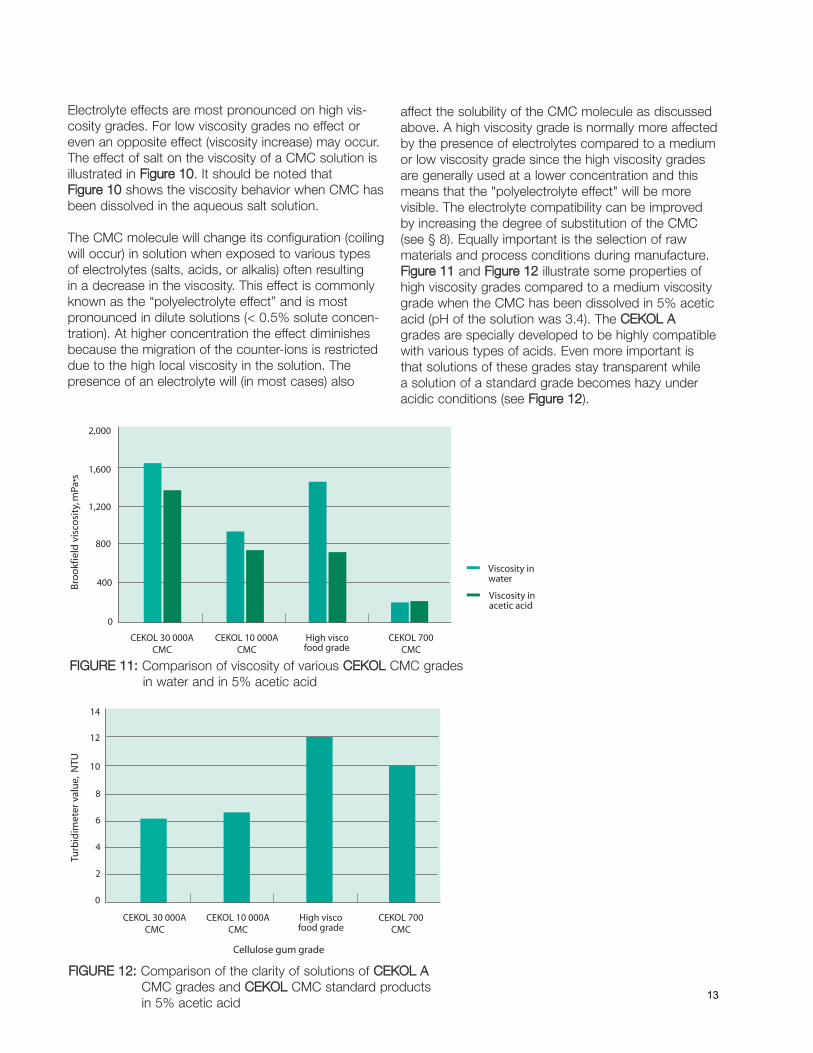
affect the solubility of the CMC molecule as discussedabove. A high viscosity grade is normally more affectedby the presence of electrolytes compared to a mediumor low viscosity grade since the high viscosity gradesare generally used at a lower concentration and thismeans that the "polyelectrolyte effect" will be more visible. The electrolyte compatibility can be improvedby increasing the degree of substitution of the CMC(see § 8). Equally important is the selection of rawmaterials and process conditions during manufacture.FFiigguurree 1111 and FFiigguurree 1122 illustrate some properties ofhigh viscosity grades compared to a medium viscositygrade when the CMC has been dissolved in 5% aceticacid (pH of the solution was 3.4). The CCEEKKOOLL AAgrades are specially developed to be highly compatiblewith various types of acids. Even more important isthat solutions of these grades stay transparent while a solution of a standard grade becomes hazy underacidic conditions (see FFiigguurree 1122).
0
400
800
1,200
1,600
2,000
Broo
kfie
ld v
isco
sity
, mPa
•s
CEKOL 30 000ACMC
CEKOL 10 000ACMC
High visco food grade
CEKOL 700CMC
Viscosity inwater
Viscosity inacetic acid
0
2
4
6
8
12
Turb
idim
eter
val
ue, N
TU
CEKOL 30 000ACMC
CEKOL 10 000ACMC
High viscofood grade
CEKOL 700CMC
Cellulose gum grade
10
14
FFIIGGUURREE 1111:: Comparison of viscosity of various CCEEKKOOLL CMC grades in water and in 5% acetic acid
FFIIGGUURREE 1122:: Comparison of the clarity of solutions of CCEEKKOOLL AACMC grades and CCEEKKOOLL CMC standard products in 5% acetic acid
13
88.. IInnfflluueennccee ooff DDSS oonn ssoolluuttiioonn cchhaarraacctteerriissttiiccss
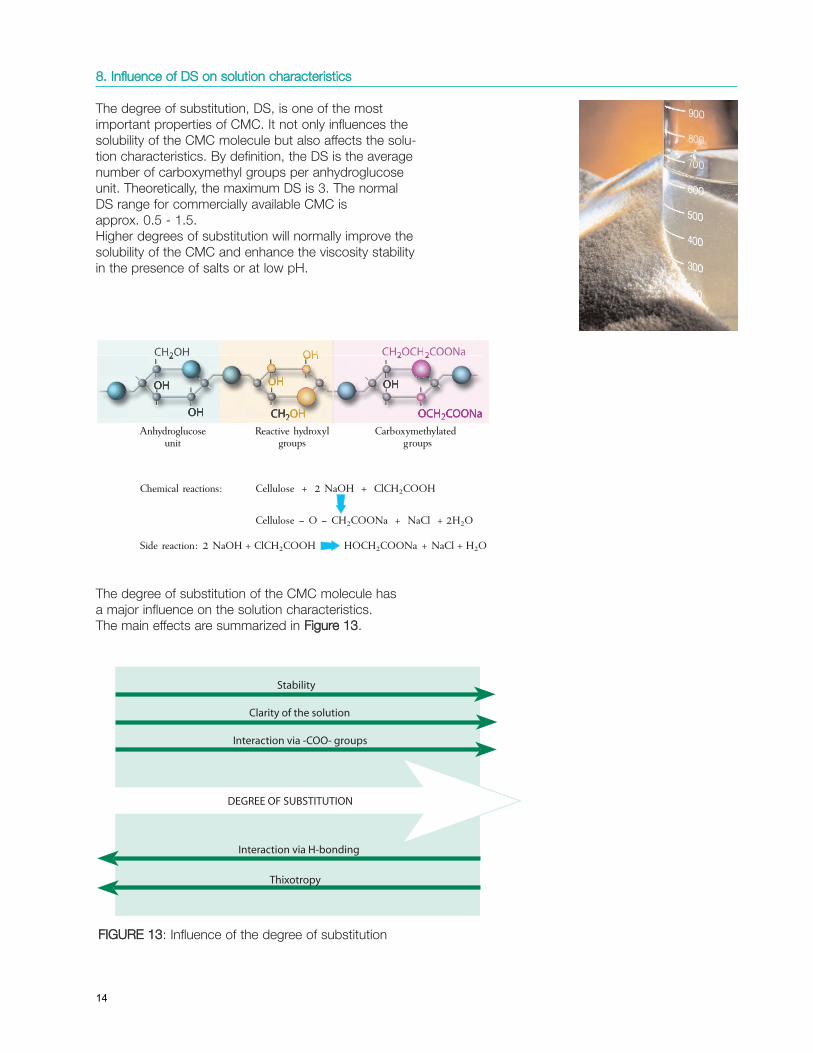
The degree of substitution, DS, is one of the mostimportant properties of CMC. It not only influences thesolubility of the CMC molecule but also affects the solu-tion characteristics. By definition, the DS is the averagenumber of carboxymethyl groups per anhydroglucoseunit. Theoretically, the maximum DS is 3. The normal DS range for commercially available CMC is approx. 0.5 - 1.5.Higher degrees of substitution will normally improve thesolubility of the CMC and enhance the viscosity stabilityin the presence of salts or at low pH.
CH2OCH2COONa
OCH2COONaCH2OH
CH2OH
OH
OH
OH
OH
CH2OCH2COONa
OC 2COO a
OH
CH2OH
CH2OH
OH
The degree of substitution of the CMC molecule has a major influence on the solution characteristics. The main effects are summarized in FFiigguurree 1133.
DEGREE OF SUBSTITUTION
Interaction via H-bonding
Thixotropy
Interaction via -COO- groups
Clarity of the solution
Stability
FFIIGGUURREE 1133: Influence of the degree of substitution
14
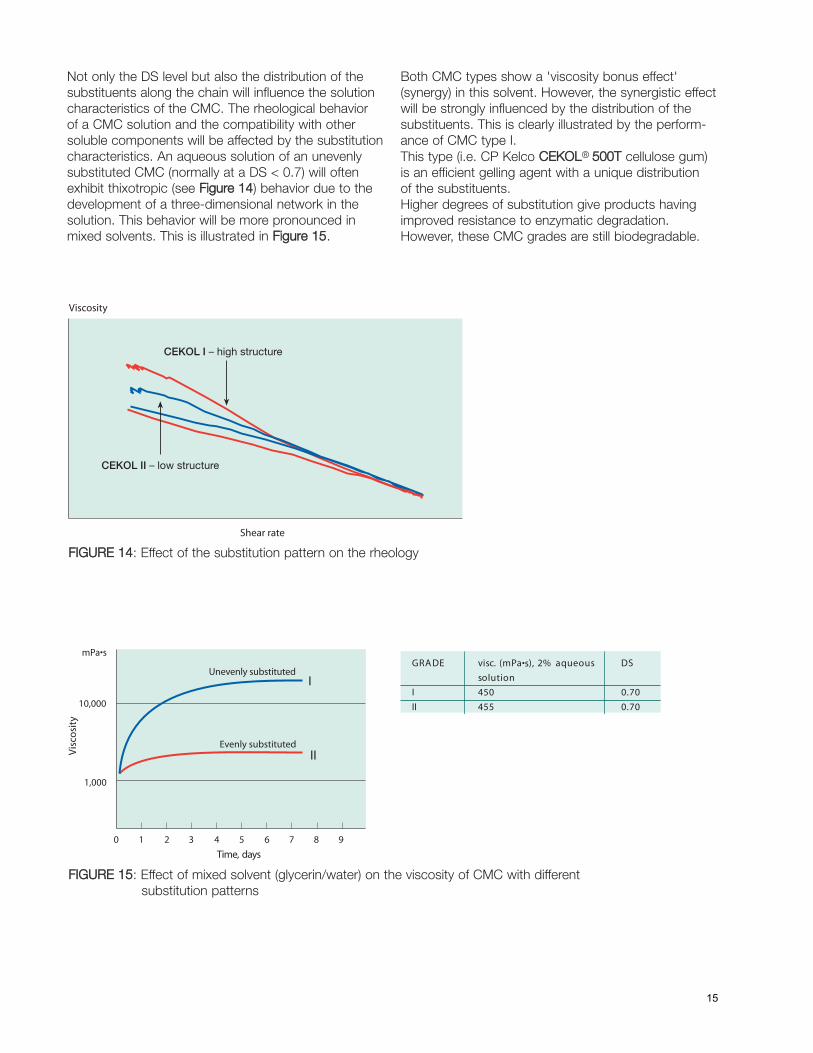
SDsuoeuqa %2 ,)•saPm( .csivEDARGnoitulos
07.0054I07.0554II
Not only the DS level but also the distribution of thesubstituents along the chain will influence the solutioncharacteristics of the CMC. The rheological behavior of a CMC solution and the compatibility with other soluble components will be affected by the substitutioncharacteristics. An aqueous solution of an unevenlysubstituted CMC (normally at a DS < 0.7) will oftenexhibit thixotropic (see FFiigguurree 1144) behavior due to thedevelopment of a three-dimensional network in thesolution. This behavior will be more pronounced inmixed solvents. This is illustrated in FFiigguurree 1155.
Both CMC types show a 'viscosity bonus effect' (synergy) in this solvent. However, the synergistic effectwill be strongly influenced by the distribution of thesubstituents. This is clearly illustrated by the perform-ance of CMC type I.This type (i.e. CP Kelco CCEEKKOOLL® 550000TT cellulose gum)is an efficient gelling agent with a unique distribution of the substituents.Higher degrees of substitution give products havingimproved resistance to enzymatic degradation.However, these CMC grades are still biodegradable.
FFIIGGUURREE 1155: Effect of mixed solvent (glycerin/water) on the viscosity of CMC with different substitution patterns
FFIIGGUURREE 1144: Effect of the substitution pattern on the rheology
Shear rate
Viscosity
CEKOL I – high structure
CEKOL II – low structure
0 1 2 3 4 5 6 7 8 9
10,000
1,000
Visc
osity
Time, days
mPa•s
Unevenly substituted
Evenly substituted
I
II
15
99.. SSttaabbiilliittyy
Although CMC has good stability towards degradation– enzymes and oxidants may still degrade it. Enzymes,either added as such or produced by microorganisms,may degrade the cellulose chain, and thus, cause serious, irreversible viscosity decreases.
The normal route of enzyme contamination is viamicroorganisms, present in the environment. Theseinfect the system where CMC is used and start pro-ducing enzymes. An efficient way to stop enzymaticattacks is thus to prevent growth of microorganisms.This can be done by heat treatment or by adding preservative. Heating for about 30 minutes at 80 °C, or about 1 minute at 100 °C is normally sufficient todestroy the microorganisms. Complete inactivation ofpossibly present cellulolytic enzymes may require asomewhat higher temperature and/or longer time. Some preservatives suitable for CMC solutions are listed below.
Further information about type and amount of preser-vative should be requested from the preservative man-ufacturer.
Formaldehyde Phenol Thymol
Dowicide(Dow)
Santobrite(Monsanto)
Hydroxyquinoline 2-Biphenylol
Suitable preservatives for food, cosmetic and pharmaceutical uses are given below.
Sodium benzoate | Sorbates (Na and K salts)
Sodium propionate | Methyl parahydroxybenzoate
1100.. SShheellff lliiffee
All CMC grades are derived either from wood pulp or,sometimes, also from cotton linter. They arebiodegradable and this also means that the shelf life ofthese products is limited. Consequently, it is importantto store these products in a correct way to preventunnecessary degradation.
Never store CMC in open bags.
CMC is hygroscopic, meaning that it easily absorbsmoisture from the environment. The product should bestored in its original packaging, in a dry and well-con-ditioned place. It is important to keep the storage areadry, clean, and dust free.
The properties of CMC mostly affected during storage are moisture and viscosity.
Oxidants, e.g. chlorine and hydrogen peroxide, causedegradation of the cellulose chain. Oxidative degrada-tion occurs under alkaline conditions in the presence of oxygen. Metal ions, like Fe2+ accelerate alkalinedegradation.
To prevent oxidative degradation, CMC solutionsshould not be exposed to the open air for longer thannecessary, especially at elevated temperatures and pH.During prolonged storage, the CMC solutions shouldbe preserved as soon as possible after preparationand (if possible) maintained at neutral pH. Oxygen andsunlight should be excluded.
Provided the product is stored as outlined above, mostCMC grades remain in good condition for a period ofabout 3 years. However, in general it is recommendednot to store CMC longer than 1 year, since even duringappropriate storage some minor changes in the chemi-cal properties of the product are unavoidable. This is,in particular, the case for high viscosity grades, whereas an extra precaution before use, a re-check of thechemical properties already after 6 months storage isrecommended.
It is important to use clean equipment when handlingCMC, to avoid possible microbial contamination.
16
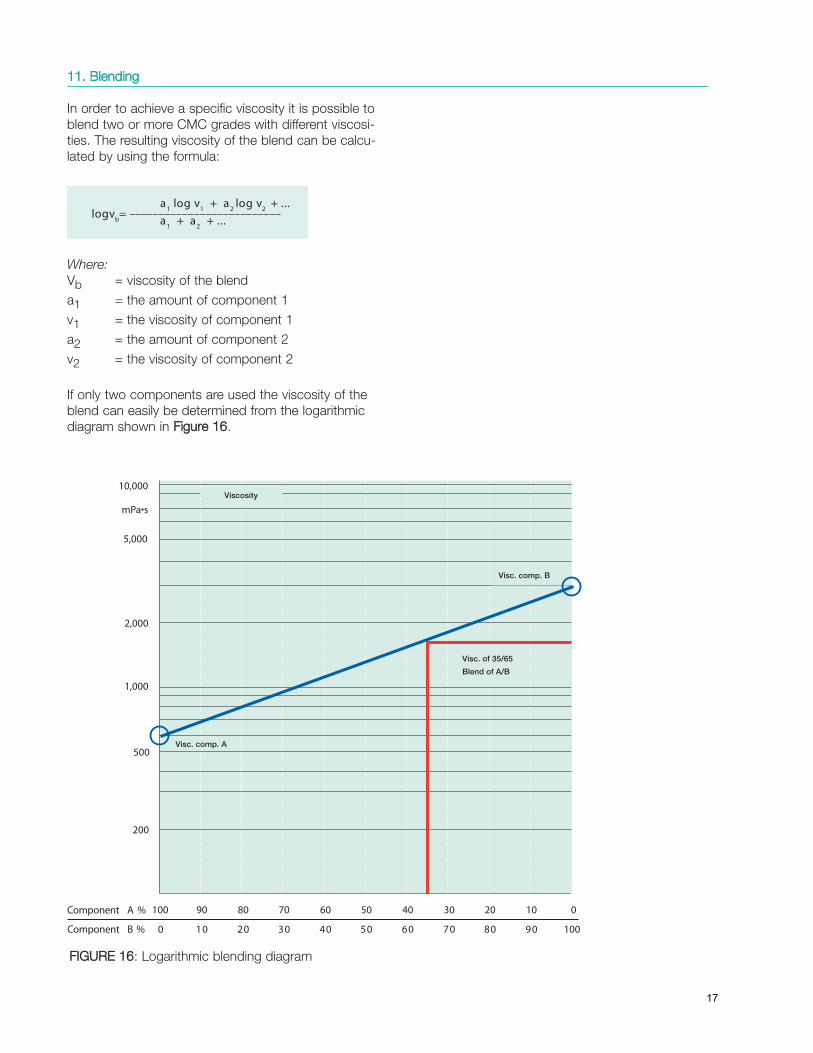
1111.. BBlleennddiinngg
In order to achieve a specific viscosity it is possible toblend two or more CMC grades with different viscosi-ties. The resulting viscosity of the blend can be calcu-lated by using the formula:
Where:Vb = viscosity of the blend
a1 = the amount of component 1
v1 = the viscosity of component 1
a2 = the amount of component 2
v2 = the viscosity of component 2
If only two components are used the viscosity of theblend can easily be determined from the logarithmicdiagram shown in FFiigguurree 1166.
a1 v gol 1 a + 2 v gol 2 ... + vgol b –––––––––––––––––––––––––– = a1 a + 2 ... +
10,000
1,000
500
200
mPa•s
2,000
5,000
100 90 80 70 60 50 40 30 20 10 0
0 10 20 30 40 50 60 70 80 90 100
Component A %
Component B %
FFIIGGUURREE 1166: Logarithmic blending diagram
17

Environment and Safety
CMC has been extensively evaluated by bothWHO/FAO Joint Expert Committee on Food Additives(Jecfa) and by the Scientific Committee for Food in theEuropean Union. The results of both toxicological evaluations were that no adverse toxicological effectscould be identified.
Aquatic organisms are exposed to CMC due to occa-sional direct discharge of CMC into surface water. Noharmful effects to aquatic organisms of various CMC and their intermediates have been detected.
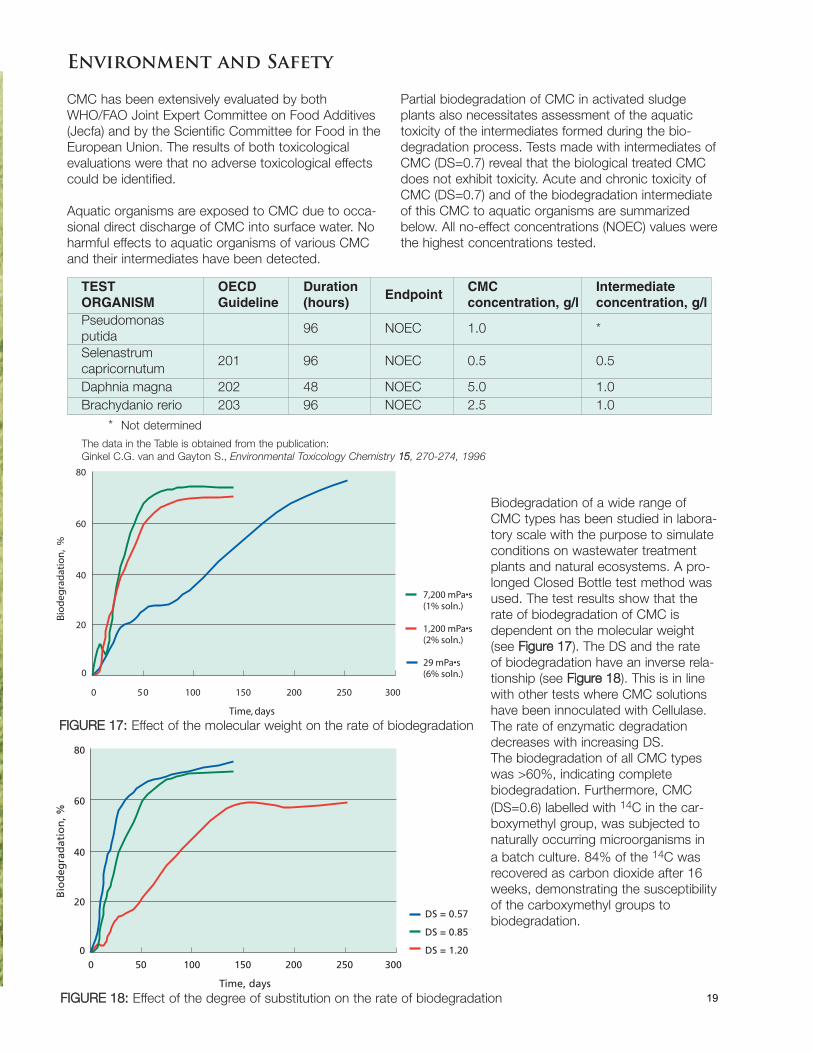
Partial biodegradation of CMC in activated sludgeplants also necessitates assessment of the aquatictoxicity of the intermediates formed during the bio-degradation process. Tests made with intermediates ofCMC (DS=0.7) reveal that the biological treated CMCdoes not exhibit toxicity. Acute and chronic toxicity ofCMC (DS=0.7) and of the biodegradation intermediateof this CMC to aquatic organisms are summarizedbelow. All no-effect concentrations (NOEC) values werethe highest concentrations tested.
TESTORGANISM
OECD Guideline
Duration (hours)
EndpointCMC concentration, g/l
Intermediate concentration, g/l
Pseudomonas putida
96 NOEC 1.0 *
Selenastrum capricornutum
201 96 NOEC 0.5 0.5
Daphnia magna 202 48 NOEC 5.0 1.0Brachydanio rerio 203 96 NOEC 2.5 1.0
* Not determined
0
20
40
60
80
Biod
egra
datio
n, %
0 50 100 150 200 250 300
Time, days
7,200 mPa•s(1% soln.)
1,200 mPa•s(2% soln.)
29 mPa•s(6% soln.)
Bio
deg
rad
atio
n, %
0 50 100 150 200 250 300
Time, days
0
20
40
60
80
DS = 0.57
DS = 0.85
DS = 1.20
Biodegradation of a wide range ofCMC types has been studied in labora-tory scale with the purpose to simulateconditions on wastewater treatmentplants and natural ecosystems. A pro-longed Closed Bottle test method wasused. The test results show that therate of biodegradation of CMC isdependent on the molecular weight(see FFiigguurree 1177). The DS and the rate of biodegradation have an inverse rela-tionship (see FFiigguurree 1188). This is in linewith other tests where CMC solutionshave been innoculated with Cellulase.The rate of enzymatic degradationdecreases with increasing DS.The biodegradation of all CMC typeswas >60%, indicating completebiodegradation. Furthermore, CMC(DS=0.6) labelled with 14C in the car-boxymethyl group, was subjected tonaturally occurring microorganisms in a batch culture. 84% of the 14C wasrecovered as carbon dioxide after 16weeks, demonstrating the susceptibilityof the carboxymethyl groups tobiodegradation.
FFIIGGUURREE 1177:: Effect of the molecular weight on the rate of biodegradation
FFIIGGUURREE 1188:: Effect of the degree of substitution on the rate of biodegradation
The data in the Table is obtained from the publication: Ginkel C.G. van and Gayton S., Environmental Toxicology Chemistry 1155, 270-274, 1996
19
Compatibility with Other Polymers
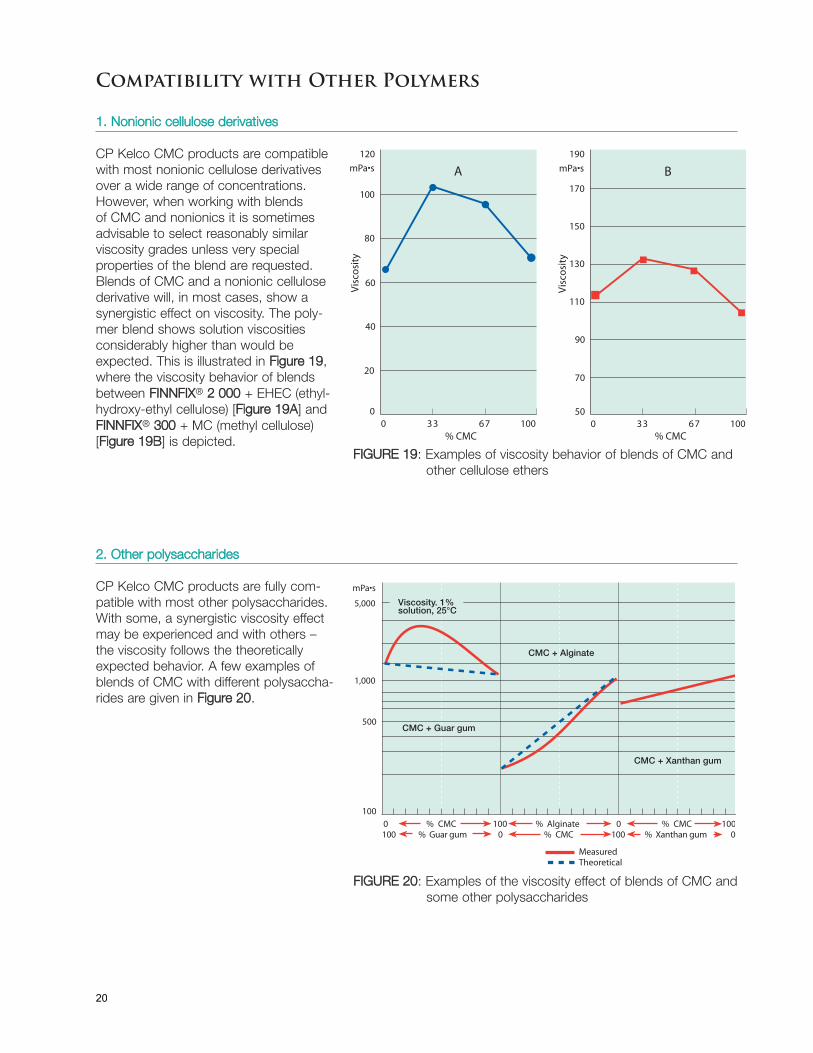
11.. NNoonniioonniicc cceelllluulloossee ddeerriivvaattiivveess
CP Kelco CMC products are compatiblewith most nonionic cellulose derivativesover a wide range of concentrations.However, when working with blends of CMC and nonionics it is sometimesadvisable to select reasonably similar viscosity grades unless very specialproperties of the blend are requested.Blends of CMC and a nonionic cellulosederivative will, in most cases, show asynergistic effect on viscosity. The poly-mer blend shows solution viscositiesconsiderably higher than would beexpected. This is illustrated in FFiigguurree 1199,where the viscosity behavior of blendsbetween FFIINNNNFFIIXX® 22 000000 + EHEC (ethyl-hydroxy-ethyl cellulose) [FFiigguurree 1199AA] andFFIINNNNFFIIXX® 330000 + MC (methyl cellulose)[FFiigguurree 1199BB] is depicted.
A B
Visc
osity
0 33 67 100
120
100
80
60
40
20
00 33 67 100
190
170
150
130
90
70
50
110
% CMC % CMC
mPa•s
Visc
osity
mPa•s
22.. OOtthheerr ppoollyyssaacccchhaarriiddeess
CP Kelco CMC products are fully com-patible with most other polysaccharides.With some, a synergistic viscosity effectmay be experienced and with others –the viscosity follows the theoreticallyexpected behavior. A few examples ofblends of CMC with different polysaccha-rides are given in FFiigguurree 2200.
FFIIGGUURREE 1199: Examples of viscosity behavior of blends of CMC and other cellulose ethers
FFIIGGUURREE 2200: Examples of the viscosity effect of blends of CMC and some other polysaccharides
5,000
500
100
mPa•s
1,000
MeasuredTheoretical
0 % CMC 100 % Alginate 0 % CMC 100100 % Guar gum 0 % CMC 100 % Xanthan gum 0
20
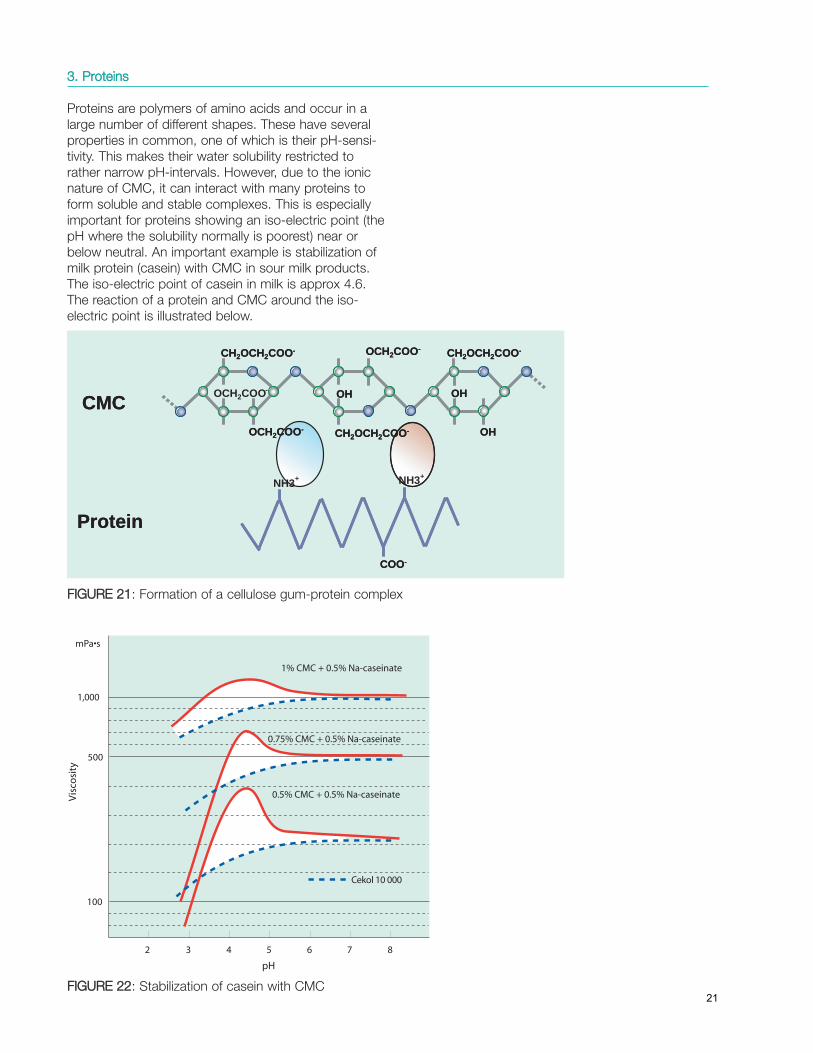
33.. PPrrootteeiinnss
Proteins are polymers of amino acids and occur in alarge number of different shapes. These have severalproperties in common, one of which is their pH-sensi-tivity. This makes their water solubility restricted torather narrow pH-intervals. However, due to the ionicnature of CMC, it can interact with many proteins toform soluble and stable complexes. This is especiallyimportant for proteins showing an iso-electric point (thepH where the solubility normally is poorest) near orbelow neutral. An important example is stabilization ofmilk protein (casein) with CMC in sour milk products.The iso-electric point of casein in milk is approx 4.6.The reaction of a protein and CMC around the iso-electric point is illustrated below.
500
100
mPa•s
1,000
Visc
osity
pH
2 3 4 5 6 7 8
1% CMC + 0.5% Na-caseinate
0.75% CMC + 0.5% Na-caseinate
0.5% CMC + 0.5% Na-caseinate
Cekol 10 000
FFIIGGUURREE 2211: Formation of a cellulose gum-protein complex
FFIIGGUURREE 2222: Stabilization of casein with CMC
OCH2COO-
CH2OCH2COO-
OCH2COO -
OCH2COO-
CH2OCH2COO-
OH
OH
CH2OCH2COO-
OH
COO-
NH3+ NH3+
CMC
Protein
OCH2COO-
CH2OCH2COO-
-
OCH2COO-
CH2OCH2COO-
OH
OH
CH2OCH2COO-
OH
COO-
CMC
Protein
-
21
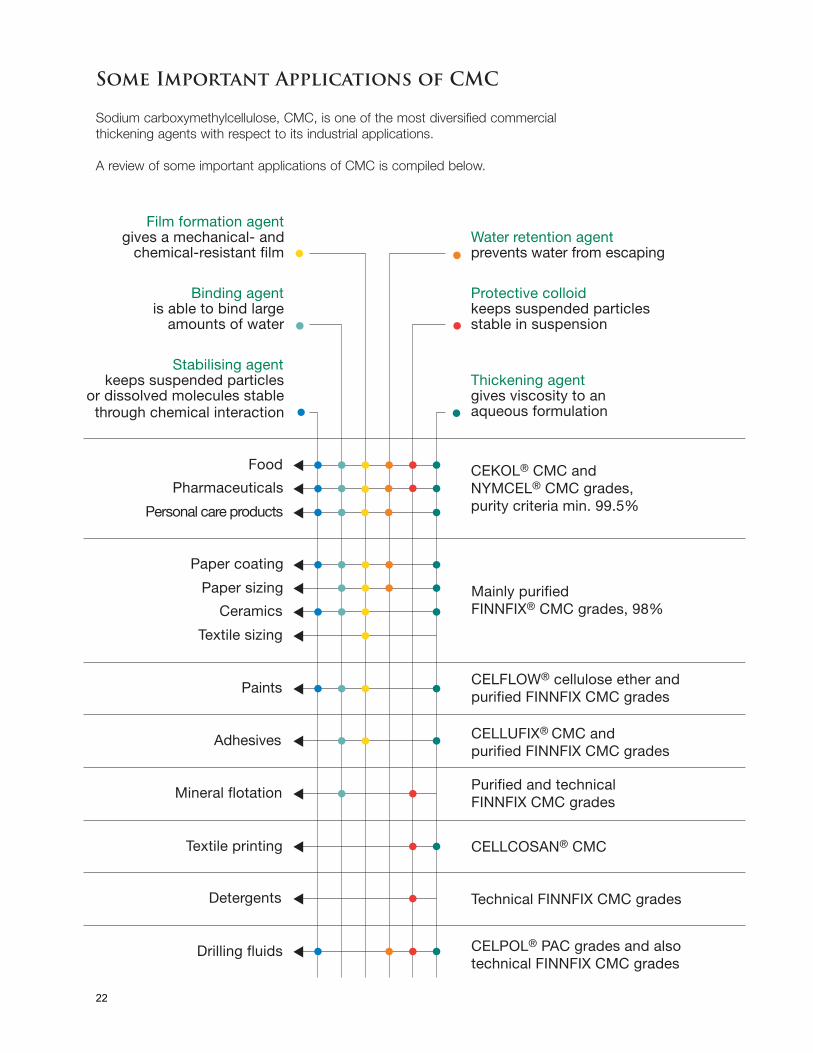
Some Important Applications of CMC
Sodium carboxymethylcellulose, CMC, is one of the most diversified commercialthickening agents with respect to its industrial applications.
A review of some important applications of CMC is compiled below.
Paints
Adhesives
Personal care products
Pharmaceuticals
Food
Paper coating
Paper sizing
Ceramics
Textile sizing
Mineral flotation
Textile printing
Detergents
Drilling fluids
Thickening agentgives viscosity to anaqueous formulation
Protective colloidkeeps suspended particlesstable in suspension
Water retention agentprevents water from escaping
Film formation agentgives a mechanical- and
chemical-resistant film
Binding agentis able to bind large
amounts of water
Stabilising agentkeeps suspended particles
or dissolved molecules stable
Mainly purified FINNFIX® CMC grades, 98%
CEKOL® CMC and NYMCEL® CMC grades,purity criteria min. 99.5%
CELPOL® PAC grades and alsotechnical FINNFIX CMC grades
CELFLOW® cellulose ether andpurified FINNFIX CMC grades
CELLUFIX® CMC and purified FINNFIX CMC grades
Purified and technical FINNFIX CMC grades
CELLCOSAN® CMC
Technical FINNFIX CMC grades
through chemical interaction
22
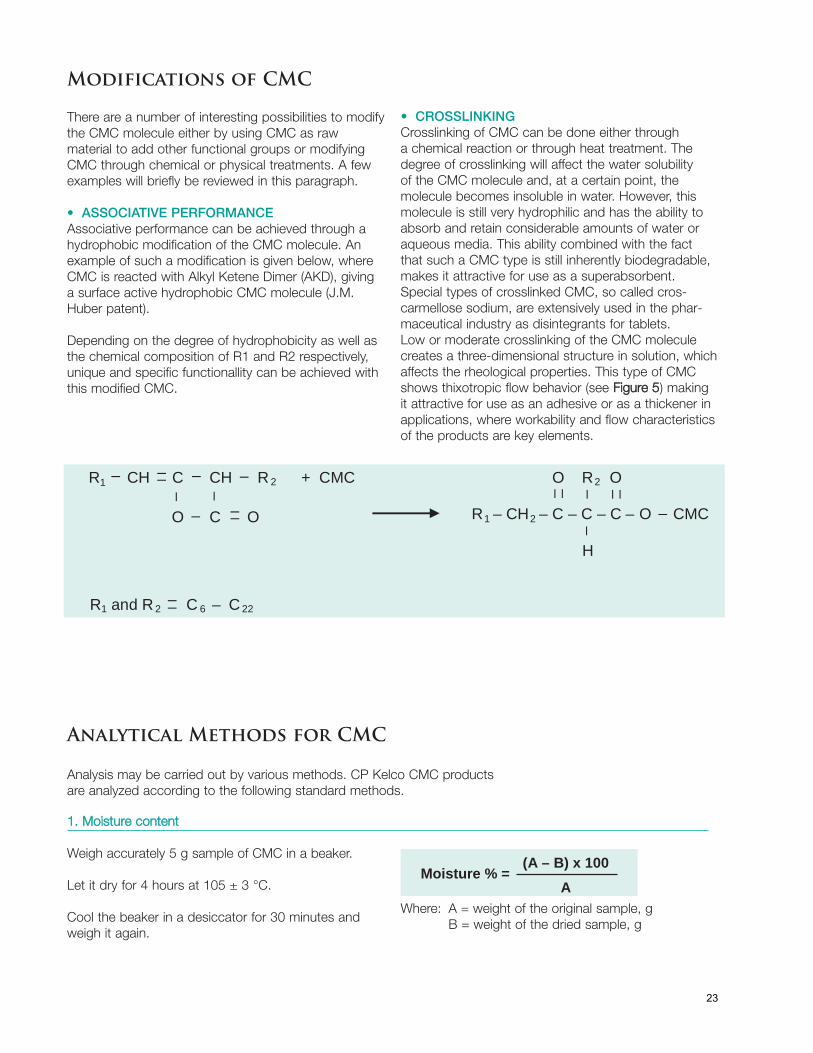
(A – B) x 100 Moisture % =
A
Modifications of CMC
There are a number of interesting possibilities to modifythe CMC molecule either by using CMC as raw material to add other functional groups or modifyingCMC through chemical or physical treatments. A fewexamples will briefly be reviewed in this paragraph.
• ASSOCIATIVE PERFORMANCEAssociative performance can be achieved through ahydrophobic modification of the CMC molecule. Anexample of such a modification is given below, whereCMC is reacted with Alkyl Ketene Dimer (AKD), givinga surface active hydrophobic CMC molecule (J.M.Huber patent).
Depending on the degree of hydrophobicity as well asthe chemical composition of R1 and R2 respectively,unique and specific functionallity can be achieved withthis modified CMC.
• CROSSLINKINGCrosslinking of CMC can be done either through a chemical reaction or through heat treatment. Thedegree of crosslinking will affect the water solubility of the CMC molecule and, at a certain point, the molecule becomes insoluble in water. However, thismolecule is still very hydrophilic and has the ability toabsorb and retain considerable amounts of water oraqueous media. This ability combined with the factthat such a CMC type is still inherently biodegradable,makes it attractive for use as a superabsorbent.Special types of crosslinked CMC, so called cros-carmellose sodium, are extensively used in the phar-maceutical industry as disintegrants for tablets.Low or moderate crosslinking of the CMC moleculecreates a three-dimensional structure in solution, whichaffects the rheological properties. This type of CMCshows thixotropic flow behavior (see FFiigguurree 55) makingit attractive for use as an adhesive or as a thickener inapplications, where workability and flow characteristicsof the products are key elements.
R1 CH C CH R 2 + CMC O R2 O
R1 – CH2 – C – C – C O CMC O C O
H
R1 and R 2 C 6 – C 22
– – – –––
– –
––– ––
––– – –
––
Analytical Methods for CMC
Analysis may be carried out by various methods. CP Kelco CMC products are analyzed according to the following standard methods.
11.. MMooiissttuurree ccoonntteenntt
Weigh accurately 5 g sample of CMC in a beaker.
Let it dry for 4 hours at 105 ± 3 °C.
Cool the beaker in a desiccator for 30 minutes andweigh it again.
Where: A = weight of the original sample, gB = weight of the dried sample, g
23
22.. VViissccoossiittyy
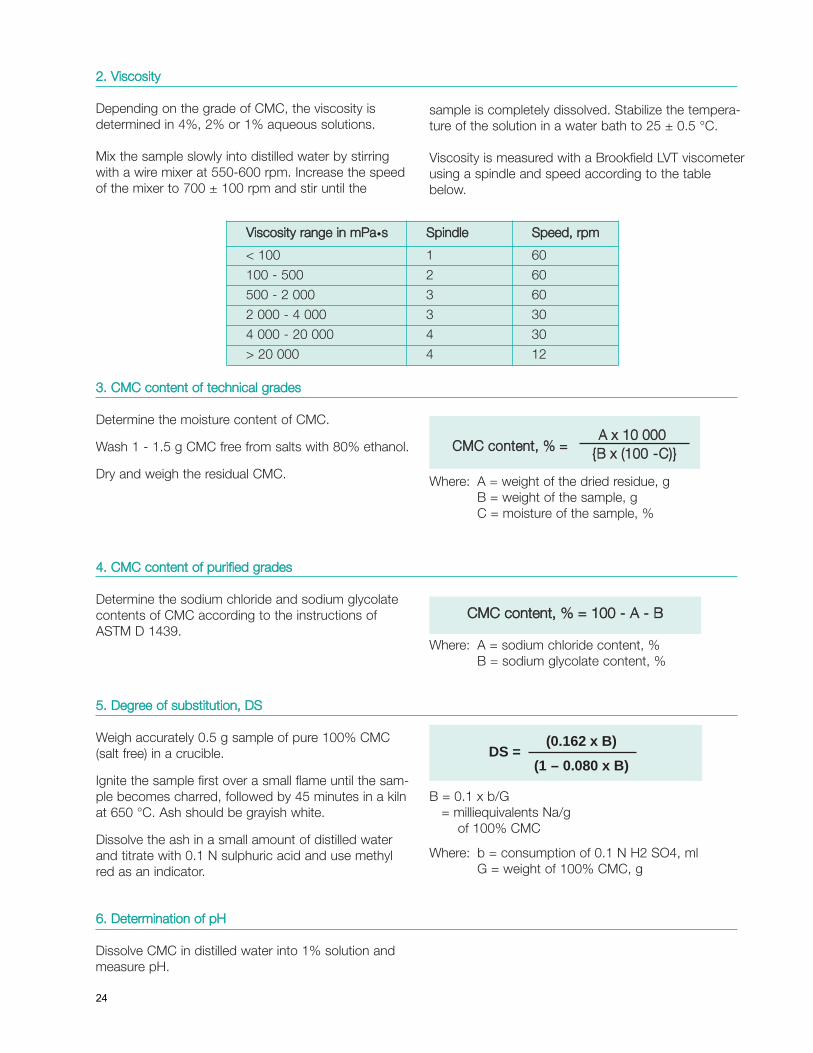
Depending on the grade of CMC, the viscosity isdetermined in 4%, 2% or 1% aqueous solutions.
Mix the sample slowly into distilled water by stirringwith a wire mixer at 550-600 rpm. Increase the speedof the mixer to 700 ± 100 rpm and stir until the
33.. CCMMCC ccoonntteenntt ooff tteecchhnniiccaall ggrraaddeess
Determine the moisture content of CMC.
Wash 1 - 1.5 g CMC free from salts with 80% ethanol.
Dry and weigh the residual CMC.
44.. CCMMCC ccoonntteenntt ooff ppuurriiffiieedd ggrraaddeess
Determine the sodium chloride and sodium glycolatecontents of CMC according to the instructions of ASTM D 1439.
55.. DDeeggrreeee ooff ssuubbssttiittuuttiioonn,, DDSS
Weigh accurately 0.5 g sample of pure 100% CMC(salt free) in a crucible.
Ignite the sample first over a small flame until the sam-ple becomes charred, followed by 45 minutes in a kilnat 650 °C. Ash should be grayish white.
Dissolve the ash in a small amount of distilled waterand titrate with 0.1 N sulphuric acid and use methylred as an indicator.
66.. DDeetteerrmmiinnaattiioonn ooff ppHH
Dissolve CMC in distilled water into 1% solution andmeasure pH.
sample is completely dissolved. Stabilize the tempera-ture of the solution in a water bath to 25 ± 0.5 °C.
Viscosity is measured with a Brookfield LVT viscometerusing a spindle and speed according to the tablebelow.
Where: A = weight of the dried residue, gB = weight of the sample, gC = moisture of the sample, %
CCMMCC ccoonntteenntt,, %% == 110000 -- AA -- BB
Where: A = sodium chloride content, %B = sodium glycolate content, %
B = 0.1 x b/G= milliequivalents Na/g
of 100% CMC
Where: b = consumption of 0.1 N H2 SO4, mlG = weight of 100% CMC, g
AA xx 1100 000000 CCMMCC ccoonntteenntt,, %% == {{BB xx ((110000 --CC))}}
(0.162 x B) DS =
(1 – 0.080 x B)
VViissccoossiittyy rraannggee iinn mmPPaa•ss SSppiinnddllee SSppeeeedd,, rrppmm
< 100 1 60
100 - 500 2 60
500 - 2 000 3 60
2 000 - 4 000 3 30
4 000 - 20 000 4 30
> 20 000 4 12
24

e-mail: [email protected] www.cpkelco.com
The information contained herein is, to our best knowledge, true and accurate, but all recommendations or suggestions are made without guarantee, since we can neither anticipate nor control the different conditions under which this information and our products are used. THERE ARE NO IMPLIED OR EXPRESS WARRANTIES OF FITNESS FOR PURPOSE. Each manufacturer is solely responsible for ensuring that their final products comply with any and all applicable federal, state and local regulations. Further we disclaim all liability with regard to customers' infringement of third party intellectual property including, but not limited to, patents. We recommend that our customers apply for licenses under any relevant patents.
All trademarks herein are owned by CP Kelco Oy. These marks are registered or pending registration in various countries around the world.
© 2006-2009 CP Kelco U.S., Inc.
Argentina CP Kelco Argentina S.A. Bolivar 187 - 6th A C1066AAC Buenos Aires Argentina Tel: +54 11 4331 8483 Fax: +54 11 4331 8483
Brazil CP Kelco Limeira S.A. Rua Teixeira Marques, 845 Caixa Postal 21 Chácara São José, Limeira São Paulo, Brazil CEP: 13485-127 Tel: +55 19 3404 4600 Fax: +55 19 3451 1948
China CP Kelco Services ApS Shanghai Rep. Office (Rm 701, 703, 704) Xingyuan Tech. Plaza #418 Guiping Road Cao He Jing Hi-Tech Park Xuhui District, Shanghai 200233 Tel: +86 21 5175 8488 Fax: +86 21 5175 8499
Denmark CP Kelco ApS Ved Banen 16 DK 4623 Lille Skensved Denmark Tel: +45 56 16 56 16 Fax: +45 56 16 94 46
Finland CP Kelco Oy Kuhnamontie 2 PL 500 FIN-44101 Äänekoski Finland Tel: +358 14 518-3000 Fax: +358 14 518-3003
France CP Kelco France S.A.R.L. 22-26, rue de Bitche 92400 Courbevoie France Tel: +33 (0) 1 49 03 78 00 Fax: +33 (0) 1 49 03 78 29
Germany CP Kelco Germany GmbH Pomosin-Werk 5 23775 Großenbrode Geschäftsführer: Thomas Klink HRB 346 OL Amtsgericht Lübeck Germany Tel: +49 4367 715 0 Fax: +49 4367 715 111
India CP Kelco Services ApS India Rep. Office 4014-4019 Oberoi Garden Estates Chandivli Farms Road / Off Saki Vihar Road Andheri (E), Mumbai – 400 072 India Tel: +91 22 2847 4607 Tel: +91 22 2847 5608 Fax:+91 22 2847 6066
Japan CP Kelco Japan ApS Izumi Kamiyacho Bldg. 8-1, Higashi-Azabu 1-chome Minato-ku, Tokyo 106-0044 Japan Tel: +81 (3) 3560 7313 Fax: +81 (3) 3560 7316
The Netherlands CP Kelco B.V. Winselingseweg 12 6541 AK Nijmegen The Netherlands Tel: +31 24 371 9900 Fax: +31 24 371 9999
Poland CP Kelco Poland Sp. z o.o. Ul. Marcelinska 90 60-324 Poznan, Poland Tel: +48 61 860 20 96 Fax: +48 61 860 20 95
Russia CP Kelco (Moscow Rep. Office) 32/2 building 4, Kadashevskaya emb. Business Center “Kadashevskaya Sloboda” 115035 Moscow Russia Tel: +7 495 937 36 47/48 Fax: +7 495 937 36 27
Singapore CP Kelco Singapore (Pte), Ltd. 151 Lorong Chuan #06-07 New Tech Park Singapore 556741 Tel: +65 6491 9100 Fax: +65 6491 9101
United Kingdom CP Kelco UK, Ltd. Cleeve Court, Cleeve Road Leatherhead Surrey KT22 7UD United Kingdom Tel: +44 (0) 1372 369 400 Fax: +44 (0) 1372 369 401
United States CP Kelco U.S., Inc. 1000 Parkwood Circle Suite 1000 Atlanta, GA 30339 U.S.A. Tel: +1 (800) 535 2687 Tel: +1 (678) 247 7300 Fax: +1 (678) 247 2797 CP Kelco U.S., Inc. 8225 Aero Drive San Diego, CA 92123 U.S.A. Tel: +1 (858) 292 4900 Fax: +1 (858) 292 4901
e-mail: [email protected] www.cpkelco.com