-
Hindawi Publishing CorporationISRN Chemical EngineeringVolume
2013, Article ID 565471, 11
pageshttp://dx.doi.org/10.1155/2013/565471
Research ArticleGasication ouled hemical ooing omustion o oalA
Thermodynamic Process Design Study
Sonali A. Borkhade, Preksha A. Shriwas, and Ganesh R.
KaleChemical Engineering and Process Development Division, National
Chemical Laboratory, Pune 411008, India
Correspondence should be addressed to Ganesh R. Kale;
[email protected]
Received 28 October 2012; Accepted 18 November 2012
Academic Editors: V. Baglio, N. Kakuta, M.-H. Li, and K.
Okumura
Copyright 2013 Sonali A. Borkhade et al. is is an open access
article distributed under the Creative Commons AttributionLicense,
which permits unrestricted use, distribution, and reproduction in
any medium, provided the original work is properlycited.
A thermodynamic investigation of gasication coupled chemical
looping combustion (CLC) of carbon (coal) is presented in
thispaper. Both steam and CO2 are used for gasication within the
temperature range of 5001200C. Chemical equilibrium modelwas
considered for the gasier and CLC fuel reactor. e trends in product
compositions and energy requirements of the gasier,fuel reactor,
and air reactor were determined. Coal (carbon) gasication using
1.5mol H2O and 1.5mol CO2 per mole carbon at 1bar pressure and 650C
delivered maximum energy (390.157 kJ) from the process. Such
detailed thermodynamic studies can beuseful to design chemical
looping combustion processes using dierent fuels.
1. Introduction
Coal is the most abundantly available cheap fossil fuelworldwide
and its reserves are estimated to outlast oil andnatural gas
reserves [1]. Coal is mainly used for energygeneration: in coal red
power plants to produce electricity[2], hydrogen [35], and syngas
production for FT synthesisor fuel cells [6, 7]. Combustion of coal
or coal derived syngasin air results in generation of product gas
mixture containingCO2, N2, and NO [8]. e separation of CO2 from
suchgaseous streams is extremely dicult and expensive. Hencethese
product gases are directly vented to the atmospherewithout CO2
separation. is environmental pollution is amajor drawback of energy
generation from coal. CO2 emis-sions from such processes are mainly
responsible for globalwarming and climate change phenomenon [9].e
2010CO2emissions have increased to 389.0 ppm and burning of
fossilfuels is one of the main causes as reported by the
WorldMeteorological Organization [10]. Such tragic scenarios
wereforeseen and therefore research in clean energy generationusing
coal had already started globally. Chemical loopingcombustion (CLC)
technology is a result of such researcheorts. CLC uses a solid
oxygen carrier (OC) to oxidize thecarbon and hydrogen present in
the fuel to CO2 and H2O,
respectively, in an endothermic fuel reactor. Oxides such asNiO,
CuO, and Fe2O3 and sulphates such as CaSO4 havebeen widely used as
oxygen carriers in chemical loopingprocesses. e reduced OC is
regenerated by air oxidationin an exothermic air reactor [11, 12].
Both the reactorsare interconnected and operate simultaneously. e
energyreleased in the CLC system is of similar magnitude asdirect
combustion, but with a crucial advantage of havingCO2 and nitrogen
streams completely separated [13, 14].e pure CO2 steam can be
captured/sequestered easilythereby reducing CO2 emissions to the
atmosphere [15].Coal mainly contains carbon which is a highly
stable solidspecies and hence it requires high temperature and
highenergy input for chemical reactions. Further, the coal-OCsystem
is a solid-solid complicated reaction system that has itsintrinsic
problems like slow reaction kinetics, low reactivityand
conversions, need of gaseous medium, and so forth [16].ese problems
in coal CLC system prompted researchers tosearch for better
options. A popular option is coal gasicationto syngas (CO + H2) and
CLC of the generated syngas. Someresearch studies have been
published with this theme [1721]. Coal gasication can be done using
steam or CO2 orboth [2226]. Coal gasication using steam (SG) is
alreadya developed technology [27]. e generated syngas is more
-
2 ISRN Chemical Engineering
Air
GSGS
GS
NiO, Ni
CO2 + H2O
Ni,NiO,
III
NiO, Ni
N2 (+CO2)
III
CO,H2,H2O,CO2,CH4
CO2
Coal
CC
H2O
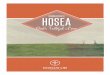
I: Gasification reactor,
II: Fuel reactor,
III: Air reactor,
GS: Gas solid separator.
F 1: rocess diagram for gasication coupled chemical looping
combustion of coal.
reactive gaseous species than solid coal. is syngas has
highreactivity with OC which can help commercialization of thisCLC
pathway. CLC of syngas has been successfully studiedby researchers
with many OCs [28, 29]. NiO is a very popularOC in chemical looping
processes and it is used in thisstudy. Coal gasication using CO2
(dry gasication: G)results in CO rich gas, while SG provides syngas
(H2+CO).CO2 is a relatively inert gas, not available in pure
formfreely, and its reaction with coal is relatively slower
enablingcomplete conversion only at high temperatures. On theother
hand, water is cheaply available, but the conversionof water to
steam requires huge energy due to high latentheat of water. Hence a
right combination of CO2 and steammight be useful for coal
gasication to produce syngas forits further use in CLC. Coal
gasication using steam/CO2without air is a highly endothermic
process. A comprehen-sive theoretical research study is needed to
understand theoptimum conditions for the process development
involvingcombined gasication coupled CLC of coal. Such a
detailedstudy has not yet been published in literature.
ermody-namic studies are key starting points for chemical
processdesign [30, 31]. inetics of coal gasication rely on
theinorganic metal contents of coal, but thermodynamic studiesthat
determine the maximum possible conversions underparticular
conditions of temperature, pressure, and feedcomponents are not
aected by these components/catalysts.ermodynamic studies based on
chemical equilibrium havebeen done for coal gasication systems
[3236] and alsofor CLC of coal [3739]. e systematic
thermodynamic
study of gasication coupled CLC is presented in this paperto
understand the product distribution trends at dierent(gasifying
agent) feed, temperature, and pressure conditionsto identify the
best quantity of gasication agents leading toprocess temperatures
and pressures for maximizing desiredproducts and minimize the
undesired products at maximumextractable energy from the overall
process. Such a theoreticalstudy is vital to understand the overall
process aspects andreduce the time and eorts on experimentation
studies whichcan further help fast track commercialization.
1.1. Process Description. Figure 1 shows the conceptual pro-cess
design for gasication coupled CLC of coal. e processscheme consists
of a gasier, CLC fuel reactor, and CLC airreactor. Initially,
preheated coal, CO2, and H2O were fed tothe gasication reactor in
calculated quantities to producesyngas includingminor amounts of
CH4, CO2, and H2O.egasication products were assumed to be in
thermodynamicequilibrium at the exit of the gasier. Complete
conversionof coal and maximum syngas production are targeted inthe
gasier. e products obtained from the gasier at hightemperature are
directly fed to the fuel reactor with calculatedquantity of heated
OC (NiO) recirculating from the air reac-tor. It is assumed that
the NiO oxidizes CO, H2, and CH4 toCO2 andH2O in theCLC fuel
reactor.emoles ofOC (NiO)for fuel reactor are varied depending on
the input moles ofCO, H2, and CH4 from the gasier. Complete
conversion ofsyngas and CH4 to CO2 and H2O is desired; however
theconversion is limited by thermodynamic equilibrium. Coke
-
ISRN Chemical Engineering 3
T 1: Gasication conditions.
Feed Conditions Input moles of carbon Input moles of CO2 Input
moles of H2OGasifying agent to carbon ratio(GaCR) ((H2O +
CO2)/C)
A1 1 0 1 1A2 1 0.25 0.75 1A3 1 0.5 0.5 1A4 1 0.75 0.25 1A5 1 1 0
1B1 1 0 2 2B2 1 0.5 1.5 2B3 1 1 1 2B4 1 1.5 0.5 2B5 1 2 0 2C1 1 0 3
3C2 1 1 2 3C3 1 1.5 1.5 3C4 1 2 1 3C5 1 3 0 3
formation can also take place in the CLC fuel reactor. eOC (NiO)
gets reduced (to Ni) in the CLC fuel reactor.e products of the CLC
fuel reactor pass through a gas-solid separator and the gaseous
products mainly containingCO2 and H2O may be partly recycled to the
gasier (ifpure) and the rest can be cooled for CO2 separation
andsequestration with heat recovery. e solid products of thefuel
reactor mainly containing OC (and coke) are transferredto the air
reactor, in which preheated air is added forcomplete oxidation of
coke to CO2 and regeneration ofreduced OC. It is assumed that these
oxidation reactions goto complete conversion. e regenerated NiO is
separatedfrom the air reactor product stream by a gas-solid
separatorand is recycled back to the fuel reactor. e air reactor is
themajor source of heat in the entire process. It is assumed
thatthe three reactors (gasier, fuel, and air reactor) operate
atsame temperature and pressure. is study assumes energyfor
chemical reactions (including heating/cooling) only andother
energies such as OC transport energy, coal feederenergy, gas-solid
separator energy, and heat losses are notconsidered in this basic
theoretical study.
1.2. Process Methodology. HSC Chemistry soware version5.11 is
used to generate the thermodynamic equilibriumdata for gasier and
CLC fuel reactor in this process designstudy [40, 41]. ermodynamic
equilibrium calculations inthe Gibbs routine of HSC Chemistry are
done using theGibbs free energy minimization method.e Gibbs
programnds the best combination of most stable species where
theGibbs free energy of the system achieves its minimum ata xed
mass balance (a constraint minimization problem),constant pressure,
and temperature. Hence chemical reactionequations are not required
in the input. e carbon content(in weight) in coal is variable,
generally varying from 3585%depending on its origin (American,
Australian, Chinese,etc.). Coal also contains minor amounts of
hydrogen (5%),oxygen (7%), sulfur (
-
4 ISRN Chemical Engineering
0
20
40
60
80
100
120
Carbon conversion (%)
Process feed conditions
C conversion (1 bar)
C conversion (5 bar)
C conversion (10 bar)
A1 A2 A3 A4 A5 B1 B2 B3 B4 C1 C2 C3B5 C4 C5
(a)
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
Syngas yield (moles)
Process feed conditions
Syngas moles (1 bar)
Syngas moles (5 bar)
Syngas moles (10 bar)
A1 A2 A3 A4 A5 B1 B2 B3 B4 C1 C2 C3B5 C4 C5
(b)
F 2: (a) Carbon conversion in gasier at 600C. (b) Syngas yield
in gasier at 600C.
the air reactor is highly exothermic. It is assumed that the
airsupplied to the air reactor is in stoichiometric amount givenby
the reactions
Ni + 0.5O2 = NiO (1)
C +O2 = CO2 (2)
e equilibrium compositions of the coal gasier and CLCfuel
reactor were used to calculate the energy involvedin those
reactors. For example, the equilibrium productcomposition for case
B2 in the gasier was [0.51CO2 (g),0.49H2O (g), 0.99CO (g), 1.01H2
(g)] at 800C. is productcomposition was used to formulate the
following reaction:
C + 1.5H2O g + 0.5CO2 g = 0.51CO2 g + 0.49H2O g
+ 0.99CO g + 1.01H2 g(3)
is reaction was fed to the Reaction Equation moduleof HSC
Chemistry soware and the reaction enthalpy of = 15.4 kJ at 800C was
obtained. Similar strategy wasfollowed for CLC fuel reactor
material and energy balances.e calculations for the air reactor
were done using reactionsequations only as complete conversion (no
equilibrium) wasassumed. e general calculations required to
determineenergy requirements of heating and cooling of
chemicalspecies were done manually using standard data [42].
2. Results and Discussions2.1. Eect of Pressure. Pressure is an
important processparameter.e eect of pressure on gasication coupled
CLCof coal was investigated for 1, 5, and 10 bars. Initially,
theeect of pressure on carbon conversion and syngas yield in
the gasier was studied. It was observed that the
theoreticalcarbon conversion reached amaximum value
(approximately100%) at higher temperatures (>600C). Hence the
eect ofpressure was studied at 600C only. Figure 2(a) shows
thecarbon conversion at 600C for the 15 feed input condi-tions
(A1C5). It was observed that the carbon conversiongenerally
decreased with increase in pressure for all cases.It was also
observed that the carbon conversion in CG atconstant pressure
generally decreased with increase in feedCO2 moles at constant GaCR
for all pressures. It was alsoseen that the carbon conversion
increased as the feed steamto carbon ratio (SCR) increased from 1
to 3 for all pressuresfor SG cases (A1, B1) and sometimes saturated
at 100%(B1, C1). Similar observation was also noted for DG
cases(A5, B5, C5) with increase in the feed CO2 to carbon
ratio(CCR) from 1 to 3. Figure 2(b) shows the syngas yield forthe
dierent feed conditions at 600C. It was observed thatthe syngas
yield decreased with increase in pressure for allcases. It was also
observed that the syngas yield in CG atconstant pressure decreased
with increase in feed CO2 molesat constant GaCR for all pressures.
It was also seen that thesyngas yield increased as the respective
feed GaCR increasedfrom 1 to 3 for all pressures for SG cases (A1,
B1, C1) and forDG cases (A5, B5, C5).
Considering the negative eect of pressure on carbonconversion
and syngas yield in the gasier, it was notedthat the maximum carbon
conversion with maximum syngasyield can be achieved at low pressure
(1 bar). Hence 1bar pressure was selected for further analysis of
gasicationcoupled CLC process. e carbon conversion in the gasierfor
the dierent feed conditions at 1 bar pressure is shownin Table 2.
It was observed that the carbon conversionreached its maximum
(100%) as the gasication temperatureincreased from 5001200C. It was
generally observed thathigher GaCR required relatively lower
temperatures for 100%
-
ISRN Chemical Engineering 5
T 2: Carbon conversion in gasier.
Temperature (C) 500 550 600 650 700 750 800 850 900 950 1000
1050 1100 1150 1200Feed Conditions Carbon conversion %A1 46 48 54
62 73 84 92 96 98 99 100 100 100 100 100A2 29 33 40 51 65 79 88 94
97 98 99 100 100 100 100A3 16 21 29 41 57 73 85 93 96 98 99 99 100
100 100A4 8 13 21 34 51 69 83 91 96 98 99 99 100 100 100A5 3 7 15
28 46 65 81 90 95 97 99 99 100 100 100B1 91 97 100 100 100 100 100
100 100 100 100 100 100 100 100B2 57 66 80 100 100 100 100 100 100
100 100 100 100 100 100B3 32 42 58 83 100 100 100 100 100 100 100
100 100 100 100B4 16 25 42 67 100 100 100 100 100 100 100 100 100
100 100B5 7 15 30 55 91 100 100 100 100 100 100 100 100 100 100C1
100 100 100 100 100 100 100 100 100 100 100 100 100 100 100C2 72 86
100 100 100 100 100 100 100 100 100 100 100 100 100C3 49 63 88 100
100 100 100 100 100 100 100 100 100 100 100C4 31 45 70 100 100 100
100 100 100 100 100 100 100 100 100C5 10 22 45 83 100 100 100 100
100 100 100 100 100 100 100
carbon conversion and the 100% carbon conversion in SGoccurred
at relatively lower temperatures than analogousDG cases. e minimum
temperatures for 100% carbonconversion (HCCT: Hundred percent
Carbon ConversionTemperature) were important and sucient for this
processdesign. Hence these HCCTs (Bold in Table 2) were selectedfor
further process analysis for the respective feed conditions.us the
pressure and temperature for the process reactorswere xed for
further process design. e productenergyanalysis of the individual
reactors depended solely on the feedcomposition conditions and is
discussed in the next sections.
2.2. ts the ase. e product composition of thegasier obtained for
the various (A1 to C5) feed conditionsat 1 bar pressure and
respective HCCTs was analyzed andplotted in Figure 3.
2.2.1. Syngas. Syngas is the most desired product of the
coalgasier. As seen in Figure 3, the syngas yield in CG
generallyincreased with increase in feed CO2 moles at constant
GaCRand reached a maximum for almost all cases. e maximumsyngas
yield was found to be 2.00mol (cases B5 and C5),while the minimum
yield was observed to be 0.95mol (caseC1). It was observed that the
syngas yield for the SG cases(A1, B1, C1) decreased with increase
in SCR; but the syngasyield was almost constant (approximately
2.00mol) for DGcases (A5, B5, C5), while the syngas yield slightly
decreasedfor equimolar input moles of H2O and CO2 with increase
inGaCR from 1 to 3 (cases A3, B3, C3). Similarly, the trendsof the
individual H2 and CO gases were also analysed andpresented in
Figure 3.
2.2.2. Methane. Methane is not a desirable product of gasi-er,
but is inevitably formed in the gasication process(where steam is
in the input). As depicted from Figure 3,the methane yield in CG
generally decreased with increase
0
0.5
1
1.5
2
2.5
Products of gasifier (moles)
Process feed conditions
CO
A1 A2 A3 A4 A5 B1 B2 B3 B4 B5 C1 C2 C3 C4 C5
H2
CH4Syngas (CO + H2)
F 3: roducts of gasier at dierent feed conditions.
in feed CO2 moles at constant GaCR (except for A1A5conditions
where it was almost zero). e methane yieldslightly increased for
equimolar inputmoles of H2O and CO2with increase in GaCR from 1 to
3 (cases A3, B3, and C3). Asa general observation, the methane
yield was insignicant inthe gasication product gas at the
conditions (1 bar processpressure) chosen in the process design
study.
2.. negy nayss ase. Coal Gasier has two maincontinuous energy
demands for consideration: preheatingenergy (energy to preheat the
gasication reactor rawmateri-als: coal, water, andCO2 to the gasier
temperature) and gasi-er enthalpy (energy required for endothermic
gasicationreactions). e trends in the gasication reactor
enthalpy,gasier feed preheating requirements, and net energy of
thegasier were studied at 1 bar pressure and respective HCCTsfor
the dierent feed conditions (A1 to C5) based on the
-
6 ISRN Chemical Engineering
20
70
120
170
220
270
Energy an
alysis of gasifier (kJ)
Process feed conditions
Total gasifier energy
Gasification enthalpyFeed preheating energy
A1 A2 A3 A4 A5 B1 B2 B3 B4 B5 C1 C2 C3 C4 C5
F 4: Energies in gasication process.
equilibrium compositions obtained in the earlier section andare
shown in Figure 4.
2.3.. aication Enthaly. Carbon gasication in absenceof air is an
endothermic process. It was observed fromFigure 4 that the
gasication reaction endothermicity generally increased with
increase in feed CO2 moles at constantGaCR for all CG cases. e
maximum gasier enthalpywas found to be 170.86 kJ (case C5), while
the minimumreaction enthalpy was observed to be 52.36 kJ (case C1).
egasication enthalpy for the SG cases (A1, B1, C1) decreasedwith
increase in SCR, while the reaction enthalpy for DGcases (A5, B5,
C5) slightly increased with increase in CCR.It was also observed
that the gasication enthalpy decreasedfor equimolar input of H2O
and CO2 with increase in GaCRfrom 1 to 3 (cases A3, B3, and
C3).
2.3.2. Preheating Energy. As seen in Figure 4, the
preheatingenergy generally decreased with increase in feed CO2
molesat constant GaCR for all CG cases. e maximum preheatingenergy
was found to be 190.08 kJ for case C1 (highest steaminput), while
the minimum preheating energy was observedto be 75.22 kJ for case
A5. e preheating energy for the SG(cases A1, B1, and C1) increased
with increase in SCR andsimilarly the preheating energy forDG
(cases A5, B5, andC5)also increased with increase in CCR.is was due
to the hugedierence ofHCCTof feed conditions.epreheating
energyrequirement increased for equimolar input of H2O and CO2with
increase in GaCR from 1 to 3 (cases A3, B3, and C3),that is, it
increased from 90.90 to 154.65 kJ (from A3 to C3).
2.3.3. otal aication Energy. e total energy required
forgasication is the sum of gasication enthalpy and
preheatingenergy. It was seen that SG requires higher preheating
energy,while DG requires higher gasication enthalpy. As seenin
Figure 4, the total gasication energy for CG generallyincreased up
to A3, B3, and C3 with increase in feed CO2moles (with simultaneous
decrease in feed H2O moles) at
constant GaCR and aerwards followed their individualtrends. e
maximum total energy requirement for gasication was found to be
286.50 kJ (case C3), while the minimumtotal gasication energy was
observed to be 219.99 kJ (caseB1). e total energy for the SG (A1,
B1, C1) rst decreased(due to huge dierence of HCCTs) and then
increased withincrease in SCR, while the total energy for DG cases
(A5, B5,C5) only increased with increase in CCR.e total energy
forgasication increased for equimolar input of H2O and CO2with
increase in GaCR from 1 to 3 (cases A3, B3, and C3).
2.4. OC Requirement of CLC Fuel Reactor. e gasierproduct gas
contains H2, CO, and CH4 which are reactivespecies for CLC fuel
reactor.e OC requirement in the CLCfuel reactor depends on the
input quantities of these gaseswhich in turn depend on the feed
input variations to thegasier.e product distribution trend of the
gasier productgases has already been discussed in the earlier
sections. estoichiometric requirement ofOC (S) for dierent feed
inputswas calculated according to (4), (5), and (6) reactions:
H2 + NiO = H2O +Ni (4)
CO + NiO = CO2 +Ni (5)
CH4 + 4NiO = CO2 + 2H2O + 4Ni (6)
Although these main reactions occur, some side reactionsalso
take place and hence the conversions in the fuel reactorare limited
by thermodynamic equilibrium constraints. Itwas therefore necessary
to study the equilibrium productcomposition of the CLC fuel reactor
using stoichiometricamount of OC (Case S) at 1 bar pressure and
respectiveHCCTs. However the OC is generally used in excess of
thestoichiometric requirement in CLC processes to enhancethe syngas
and CH4 conversion in the fuel reactor. Hencetwo more cases (1.5S
and 2S) using higher amounts (1.5times and 2.0 times the
stoichiometric requirement) of OCwere also investigated. Figure 5
shows the syngas and CH4compositions in product gases of the CLC
fuel reactor fordierent inputs of OC at various process feed inputs
at 1 barpressure and respective HCCTs. It was observed that the
H2,CO, and CH4 emissions from the fuel reactor decreased
withincrease in the amount of OC. It was also observed that the(CH4
+ CO + H2) moles generally increased with increasein feed CO2 moles
at constant GaCR except for some caseslike B4 and C4. e maximum
amount of (CH4 + CO +H2) exit moles were found to be 0.226mol (A5),
while theminimum quantity of (CH4 + CO + H2) exit moles
wereobserved to be 0.127mol (B1). Higher reactor temperatures(A1A5)
produced relatively higher (CH4 + CO + H2) molesfor stoichiometric
OC usage. e decrease in (CH4 + CO +H2) emissions from the CLC fuel
reactor was very signicantbetween S and 1.5S conditions, while
these emissions wereof almost similar magnitude for the use of 1.5S
and 2S OCinputs. e complete conversion of syngas and methane toCO2
and H2O is highly benecial in the CLC fuel reactor.Hence the amount
of OC to be used in the process was xedto 1.5S (1.5 times the
stoichiometric OC requirement) forfurther process calculations.
-
ISRN Chemical Engineering 7
Process feed conditions
A1 A2 A3 A4 A5 B1 B2 B3 B4 B5 C1 C2 C3 C4
(CH
4+CO
+H
2) moles
S-NiO
1.5S-NiO
2S-NiO
0.05
0.1
0.15
0.2
0.25
0
F 5: (CH4 + CO + H2) moles emitted from the fuel reactor.
300
250
200
150
100
0
50
Energy analysis of fuel reactor (kJ)
Net fuel reactor energyFuel reactor enthalpyEnergy from cooling
products
Process feed conditions
A1 A2 A3 A4 A5 B1 B2 B3 B4 B5 C1 C2 C3 C4 C5
50
F 6: Energies of the CLC fuel reactor.
2.5. Energy Analysis of Fuel Reactor. At a steady state
processoperation, the fuel reactor receives hot OC from air
reactorand hot syngas rich stream from the gasier. Due to
equalreactor temperature assumption, it does not have any
feedpreheating requirements.eonly energy calculations are thefuel
reactor enthalpy and energy recoverable from productgases. ese fuel
reactor energies and the resulting net fuelreactor energies at 1
bar pressure and respective HCCTs werecalculated for the dierent
feed conditions (A1 to C5) usingthe equilibrium compositions
obtained in the earlier sectionsand are plotted in Figure 6.
2.5.1. Fuel Reactor Enthalpy. e fuel reactor enthalpydepends
mainly on the syngas and methane content of thegasier product gas.
As seen in Figure 6, the exothermicityof the fuel reactor generally
increased with increase in feedCO2 moles at constant GaCR for all
cases. e maximum
exothermicity was found to be 93.195 kJ (case B5), whilethe
minimum reactor enthalpy was observed to be 27.44 kJ(case C1). e
exothermicity for the SG cases (A1, B1, C1)decreased with increase
in SCR, while in DG cases (A5, B5,C5), the fuel reactor
exothermicity was almost constant asthe CCR was increased from 1 to
3. It was seen that, the fuelreactor exothermicity decreased for
equimolar input of H2Oand CO2 with increase in GaCR from 1 to 3
(cases A3, B3,and C3).
2.5.2. Extractable Energy by Cooling Fuel Reactor Products.e
main gaseous products of the fuel reactor are CO2 andH2O at high
fuel reactor temperature (except cases A5, B5,and C5 where only CO2
is emitted by the fuel reactor whichcan be directly recycled to the
gasier aer purging andmakeup). For other cases, it was found that
minor amountof H2, CO, and CH4 are also present in the gaseous
streamsand the CO2/H2O ratio of the fuel reactor product gas wasnot
near to the gasier CO2/H2O ratio requirement. All the15 streams
were considered for heat recovery by cooling to25C. It was observed
that higher (H2 + CH4) gasier streamproduced higher steam in fuel
reactor which on coolinggave higher extractable energy. As depicted
in Figure 6, theextractable energy by cooling products generally
decreasedwith increase in feed CO2 moles at constant GaCR for allCG
cases. e maximum extractable energy by cooling theproducts was
found to be 203.83 kJ (case C1, max. steaminput to process), while
the minimum extractable energywas seen for case B5 (104.55 kJzero
steam input). It wasalso observed that the extractable energy for
the SG cases(A1, B1, C1) increased with increase in SCR (higher
steaminput gave higher energy on cooling), while in DG cases,that
is, A5, B5 and C5, the extractable energy from coolingproduct gases
rst slightly decreased from 108.027 kJ to104.55 kJ (A5 and B5) and
then increased to 128.708 kJ(C5) with gradual increase in CCR. It
was also observed thatthe extractable energy increased for cases of
equimolar inputof H2O and CO2 with increase in GaCR from 1 to 3
(casesA3, B3, and C3).
2.5.3. Net Energy of Fuel Reactor. It was observed fromFigure6
that the net energy of the fuel reactor was in the exothermicregion
for all cases (due to syngas feed). e net energyexothermicity of
the fuel reactor in CG cases increased withincrease inCO2 moles
till A3, B3, andC3 for respectiveGaCRand then followed individual
trends as shown in the gure. Itwas also observed that the range of
net energy increased withincrease in GaCR from 1 to 3. e maximum
exothermicitywas found to be 228.06 kJ (case C3), while the
minimumexothermicity was observed to be 158.34 kJ (case B1).
2.6. Material Balance for Air Reactor. e air reactor
contin-uously receives hot depleted OC and carbon from the
fuelreactor unconverted carbon from the gasier and preheatedair to
oxidize them to NiO and CO2 completely. In this study,the
unconverted carbon from the gasier and carbon formedin the fuel
reactor were negligible (due to choice of processconditions). e air
supply was in exact stoichiometric
-
8 ISRN Chemical Engineering
0.10.4
0.9
1.4
1.9
2.4
2.9
3.4
3.9
4.4
4.9
5.4
5.9
Material balan
ce of air reactor (m
oles)
Process feed conditions
A1 A2 A3 A4 A5 B1 B2 B3 B4 B5 C1 C2 C3 C4 C5
O2-N2 output
I1-air input
I2-input moles Ni
I3-NiO input
O1-NiO output
F 7: Input and output species of air reactor.
500
400
300
200
100
0
100
200
Energy an
alysis of air reactor (kJ)
Preheating energy of air
Air reactor enthalpy
Energy from cooling N2Air reactor net energy
Process feed conditions
A1 A2 A3 A4 A5 B1 B2 B3 B4 B5 C1 C2 C3 C4 C5
F 8: Energies of CLC air reactor.
requirement for the Ni oxidation for its complete conversionto
NiO in this study. Figure 7 shows the inputs and outputsof the air
reactor at dierent feed conditions at 1 bar pressureand HCCTs. e
input streams to the air reactor are I1-air,I2-Ni, and I3-NiO,
while the output streams of the air reactorare O1-NiO
andO2-nitrogen. It was observed that there wereonly slight
variations in each stream for the 15 feed conditionsconsidered in
this study and hence detailed analysis was notdone for this part of
study.
2.7. Energy Analysis of Air Reactor. e material balances ofthe
air reactor (discussed in the earlier section) were usedto
calculate the energy of the air reactor streams. Figure 8shows the
trends in air preheating energy requirement, airreactor enthalpy,
energy extracted by cooling of nitrogen,and resulting net energy of
air reactor at 1 bar pressure andHCCT for the dierent feed
conditions (A1 to C5). It wasseen that the air requirements for the
individual 15 cases were
almost similar and hence the HCCTs dominated the
energycalculations.
2.7.1. Preheating Energy Requirement. e air reactor rec-eives
preheated air for OC regeneration. As seen in Figure8, the
preheating energy generally increased with increasein feed CO2
moles at constant GaCR for all CG cases. Itwas also observed that
the air preheating energy requirementgenerally decreased with
increase in combined GaCR dueto relatively lower HCCTs. e
preheating energy of air forthe SG cases (A1, B1, C1) decreased
with increase in SCRand similar observation was noted for DG cases
(A5, B5,C5). e preheating energy of air decreased for
equimolarinput of H2O and CO2 with increase in GaCR from 1to 3
(cases A3, B3, and C3). e maximum preheatingenergy of air was found
to be 155.41 kJ (A3) at 1100C andminimum preheating energy
requirement of air was found tobe 67.016 kJ (C1) at 500C.
2.7.2. Air Reactor Enthalpy. Energy generation in the airreactor
is the most important aspect for the process as theair reactor
supplies energy for the entire process. It wasobserved from Figure
8 that the exothermicity of the airreactor slightly varied for all
subcases of constantGaCR and itslightly increased with increase in
GaCR from 1 to 2 but wasalmost constant for GaCR 2 and 3 due to
nearby individualcase HCCTs. e exothermicity of air reactor
increased forequimolar input of H2O and CO2 with increase in
GaCRfrom 1 to 3 (cases A3, B3, and C3), that is, it increased
from453.56 kJ (A3) to 466.69 kJ (B3) till 468.25 kJ (C3). emaximum
exothermicity of the air reactor was found to be468.88 kJ (C1) at
500C, while the minimum exothermicitywas observed for case A1
(449.72 kJ) at 1100C.
2.7.3. Energy Extracted by Cooling Nitrogen. Oxygen from airis
used up in the air reactor for regeneration of depleted OCand
carbon oxidation.e le-over hot nitrogen gas evolvingout of the air
reactor can be cooled to 25C and energy canbe extracted for use in
the process. It was seen in Figure 8that this extracted energy
generally increased with increasein feed CO2 moles at constant GaCR
except for case A3, A4,and A5 where it remained almost constant. It
was also seenthat the exothermicity for SG cases (A1, B1, C1) and
also forDG cases (A5, B5, C5) decreased with increase in
respectiveGaCR due to relatively lower HCCTs. It was also
observedthat the exothermicity decreased for equimolar input of
H2OandCO2 with increase inGaCR from1 to 3 (cases A3, B3, andC3). e
maximum extractable energy by cooling nitrogenfrom the air reactor
was found to be 120.39 kJ (A3 and A41100C) while minimum was found
to be 52.075 kJ (C1500C).
2.7.4. Net Energy of Air Reactor. e net energy of air reactorwas
found by summing the energies of air preheating, airreactor
enthalpy, and nitrogen stream cooling energy atrespective
conditions and is shown in Figure 8. It wasobserved that the trend
of net energy of air reactorwas similarto that of air reactor
enthalpy already discussed in the earlier
-
ISRN Chemical Engineering 9
T 3: Comparison of net energy obtainable from direct combustion
and gasication coupled CLC of coal.
Case C3 C1 C5 B5 B3 B2 C2 B1 C4 B4HCCT (C) 650 500 700 750 700
650 600 600 650 700Air required (moles) 3.76 3.76 3.76 3.76 3.76
3.76 3.76 3.76 3.76 3.76Preheating of coal (kJ) 10.06 7.09 11.11
12.19 11.11 10.06 9.04 9.04 10.06 11.11Energy to heat air (kJ)
90.20 67.69 97.80 105.45 97.80 90.20 82.65 82.65 90.25
97.80Reaction enthalpy from directcombustion (kJ) 394.44 394.11
394.54 394.65 394.54 394.44 394.33 394.33 394.44 394.54
Energy to cool N2 (kJ) 69.95 52.60 75.81 81.71 75.81 69.95 64.13
64.13 69.95 75.81Energy to cool CO2 (kJ) 29.56 21.78 32.22 34.91
32.22 29.56 26.93 26.93 29.56 32.22Net energy from directcombustion
(kJ) 393.68 393.71 393.66 393.63 393.66 393.68 393.69 393.69 393.68
393.66
Net energy from gasicationcoupled CLC process (kJ) 390.16 389.07
388.46 388.43 388.35 388.34 388.24 388.17 388.16 388.02
Energy Dierence(kJ) 3.52 4.64 5.20 5.20 5.31 5.34 5.46 5.53 5.52
5.64
500
400
300
200
100
0
100
200
300
Energy an
alysis of process (kJ)
Gasifier total energy Air reactor total energy
Net process energy
Process feed conditions
A1 A2 A3 A4 A5 B1 B2 B3 B4 B5 C1 C2 C3 C4 C5
Fuel reactor total energy
F 9: Trend of net process energy.
section.emaximumexothermicity of air reactorwas foundto be
455.128 kJ (case C1) at 500C, while the minimumwas observed to be
417.22 kJ (case A5). It was seen thatthe exothermicity of air
reactor for DG cases (A5, B5, C5)increased with increase in CCR
while the exothermicity ofair reactor increased with increase in
GaCR from 1 to 3 (casesA3, B3, and C3) for equimolar input of H2O
and CO2.
2.8. Net Process Energy. Net energy of the process is the sumof
individual energies of process components (gasier, fuel,and air
reactor). e net energy obtainable from the processat 1 bar pressure
and respective HCCTs were calculated forthe dierent feed conditions
(A1 to C5) and are shown inFigure 9. e maximum exothermicity for
the whole processwas found to be 390.157 kJ for case C3 (650C),
while theminimum exothermicity was found to be 372.82 kJ for caseA1
at 1000C. e net energy obtainable from the processwas always low
for GaCR = 1 cases (A1A5) due to relativehigh HCCTs. e preferred
conditions for process operationranged as follows: C3 (390.157 kJ),
C1 (389.07 kJ),
C5 (388.457 kJ), B5 (388.43 kJ), B3 (388.349 kJ), B2(388.341
kJ), C2 (388.24 kJ), B1 (388.165 kJ), C4(388.16 kJ), and B4 (388.02
kJ). e dierence in energieslooks small as the calculations are
based on 1mol coal feedbut these dierences will become huge for a
pilot plant oper-ation. A detailed comparison of process energy
calculationsof gasication coupled CLC and direct air oxidation of
coalwas also done and is presented in Table 3. e methodologyfor the
direct oxidation calculations was the same, that is,preheating
carbon and air to reaction temperature (HCCT),combustion enthalpy,
energy obtainable by cooling productCO2 and N2, and net process
energy. It was observed thatthe energy obtainable in direct coal
combustion was slightlyhigher (36 kJ) than the corresponding cases
of gasicationcoupled CLC.us themagnitude of net energy obtainable
ingasication coupled CLC process and direct coal combustionprocess
was found to be of similar nature. But the gasicationcoupled CLC
process delivered an almost pure CO2 streamfor sequestration making
it clean energy process.
3. Conclusionsis theoretical systematic process study was done
to under-stand the material and energy balances of the new
processdesign of gasication coupled CLC of coal. e comprehen-sive
study considered the eect of temperature, pressure andcombined
gasication using steam and CO2 on the process insteps. It was
concluded that coal (carbon) gasication using1.5mol H2O and 1.5mol
CO2 per mole carbon at 1 barpressure and 650Cdeliveredmaximum
energy from the pro-cess. e other process conditions yielding near
maximumenergies are also identied and can be used as necessary.e
results obtained in this detailed study can be used forscale up of
the process. Experimental evaluation will behelpful to further
enhance the technology commercializationprospect. se of gasication
step in this study can also helpdesign similar processes using
other fuels such as natural gas,which can be converted to syngas
(via steam/dry reforming)and then used in CLC processes. e CLC
processes mayultimately become limited to syngas-CLC, which will
help
-
10 ISRN Chemical Engineering
the OC development and reactor design aspects and ensurefast
track commercialization. is process scheme has anexothermic syngas
fuel reactor which may help solve manyheat transfer problems in the
CLC systems. Further studiesusing this process design and actual
conditions like coalcompositions, incomplete coal conversion in the
gasier,process heat losses, dierent reactor operating
temperaturesand pressures, operating energies of intermediate
processequipments, for example, gas solid separators, and so
forthcan also be evaluated to generate data to help design
practicalcoal CLC systems.
References[1] E. Shoko, B. McLellan, A. L. Dicks, and J. C. D.
da Costa,
Hydrogen from coal: production and utilisation
technologies,International Journal of Coal Geology, vol. 65, no.
3-4, pp.213222, 2006.
[2] G. Tsatsaronis, K. Kapanke, and A. M. B. Marigorta,
Exergoe-conomic estimates for a novel zero-emission process
generatinghydrogen and electric power, Energy, vol. 33, no. 2,
pp.321330, 2008.
[3] A. Hesenov, H. Kinik, G. Puli, B. Gzmen, S. Irmak, and
O.Erbatur, Electrolysis of coal slurries to produce hydrogen
gas:relationship between CO2 and H2 formation, InternationalJournal
of Hydrogen Energy, vol. 36, no. 9, pp. 53615368, 2011.
[4] S. Lin, M. Harada, Y. Suzuki, and H. Hatano,
Hydrogenproduction from coal by separating carbon dioxide
duringgasication, Fuel, vol. 81, no. 16, pp. 20792085, 2002.
[5] M. Abdollahi, J. Yu, K. T. L. Paul, R. Ciora, M. Sahimi,
andT. T. Tsotsis, Hydrogen production from coal-derived syngasusing
a catalytic membrane reactor based process, Journal ofMembrane
Science, vol. 363, no. 1-2, pp. 160169, 2010.
[6] A. Martinez, K. Gerdes, G. Randall, and J. Poston,
er-modynamic analysis of interactions between Ni-based solidoxide
fuel cells (SOFC) anodes and trace species in a surveyof coal
syngas, Journal of Power Sources, vol. 195, no. 16, pp.52065212,
2010.
[7] S. Ghosh and S. De, Energy analysis of a cogeneration
plantusing coal gasication and solid oxide fuel cell, Energy, vol.
31,no. 2-3, pp. 345363, 2006.
[8] R. S. Christopher and M. Alejandro, Fundamental
inves-tigation of NOx formation during oxy-fuel combustion
ofpulverized coal, Proceedings of the Combustion Institute, vol.
33,pp. 17231730, 2011.
[9] M. Hishida, M. Fumizawa, Y. Inaba et al., Nuclear
energyconversion systems for arresting global warming, Energy
Con-version and Management, vol. 38, no. 1013, pp.
13651375,1997.
[10] Wmo Greenhouse Gas Bulletin, No 7, World
MeterologicalOrganization, 2011.
[11] A. Abad, T. Mattisson, A. Lyngfelt, and M. Rydn,
Chemical-looping combustion in a 300W continuously operating
reactorsystem using a manganese-based oxygen carrier, Fuel, vol.
85,no. 9, pp. 11741185, 2006.
[12] H. Jin and M. Ishida, A new type of coal gas fueled
chemical-looping combustion, Fuel, vol. 83, no. 17-18, pp.
24112417,2004.
[13] A. Lyngfelt, B. Leckner, and T. Mattisson, A
uidized-bedcombustion process with inherent CO2 separation;
application
of chemical-looping combustion, Chemical Engineering Sci-ence,
vol. 56, no. 10, pp. 31013113, 2001.
[14] J. S. Dennis, C. R. Mller, and S. A. Scott, In situ
gasicationand CO2 separation using chemical looping with a
Cu-basedoxygen carrier: performance with bituminous coals, Fuel,
vol.89, no. 9, pp. 23532364, 2010.
[15] M. M. Hossain and H. I. de Lasa, Chemical-looping
combus-tion (CLC) for inherent CO2 separations-a review,
ChemicalEngineering Science, vol. 63, no. 18, pp. 44334451,
2008.
[16] Y. Cao and W. P. Pan, Investigation of chemical
loopingcombustion by solid fuels. 1. Process analysis,Energy and
Fuels,vol. 20, no. 5, pp. 18361844, 2006.
[17] T.Mattisson, A. Lyngfelt, andH. Leion,
Chemical-loopingwithoxygen uncoupling for combustion of solid
fuels, InternationalJournal of Greenhouse Gas Control, vol. 3, no.
1, pp. 1119, 2009.
[18] W. Xiang, S. Wang, and T. Di, Investigation of
gasicationchemical looping combustion combined cycle
performance,Energy and Fuels, vol. 22, no. 2, pp. 961966, 2008.
[19] M. Zheng, L. Shen, and J. Xiao, Reduction of CaSO4
oxygencarrier with coal in chemical-looping combustion: eects
oftemperature and gasication intermediate, International Jour-nal
of Greenhouse Gas Control, vol. 4, no. 5, pp. 716728, 2010.
[20] L. Shen, J. Wu, and J. Xiao, Experiments on chemical
loopingcombustion of coal with a NiO based oxygen carrier,
Combus-tion and Flame, vol. 156, no. 3, pp. 721728, 2009.
[21] X. Wang, B. Jin, W. Zhong, Y. Zhang, and M. Song,
ree-dimensional simulation of a coal gas fueled chemical
loopingcombustion process, International Journal of Greenhouse
GasControl, vol. 3, pp. 17505836, 2011.
[22] J. Corella, J. M. Toledo, and G. Molina, Steam gasication
ofcoal at low-medium (600-800C) temperature with simultane-ous CO2
capture in a bubbling uidized bed at atmosphericpressure. 2.
Results and recommendations for scaling up,Industrial and
Engineering Chemistry Research, vol. 47, no. 6,pp. 17981811,
2008.
[23] J. Matsunami, S. Yoshida, Y. Oku, O. Yokota, Y. Tamaura,
andM. Kitamura, Coal gasication by CO2 gas bubbling in moltensalt
for solar/fossil energy hybridization, Solar Energy, vol. 68,no. 3,
pp. 257261, 2000.
[24] M. F. Irfan, M. R. sman, and K. Kusakabe, Coal gasicationin
CO2 atmosphere and its kinetics since 1948: a brief review,Energy,
vol. 36, no. 1, pp. 1240, 2011.
[25] D. P. Ye, J. B. Agnew, and D. K. Zhang, Gasication ofa
South Australian low-rank coal with carbon dioxide andsteam:
kinetics and reactivity studies, Fuel, vol. 77, no. 11,
pp.12091219, 1998.
[26] A. Molina and F. Mondragn, Reactivity of coal
gasicationwith steam and CO2, Fuel, vol. 77, no. 15, pp. 18311839,
1998.
[27] C. Nenad, R. Branislav, M. Rastko, N. Olivera, and V.
Miomir,Experimental investigation of role of steam in entrained
owcoal gasication, Fuel, vol. 86, no. 1-2, pp. 194202, 2007.
[28] A. Abad, F. G. Labiano, L. F. de Diego, P. Gayn, and J.
Adnez,Reduction kinetics of Cu-, Ni-, and Fe-based oxygen
carriersusing syngas (CO + H2) for chemical-looping
combustion,Energy and Fuels, vol. 21, no. 4, pp. 18431853,
2007.
[29] T. Mattisson, F. G. Labiano, B. Kronberger, A. Lyngfelt,
J.Adnez, and H. Hoauer, Chemical-looping combustionusing syngas as
fuel, International Journal of Greenhouse GasControl, vol. 1, no.
2, pp. 158169, 2007.
[30] S. P. Singh, S. A. Weil, and S. P. Babu,
ermodynamicanalysis of coal gasication processes, Energy, vol. 5,
no. 8-9,pp. 905914, 1979.
-
ISRN Chemical Engineering 11
[31] M. Gassner and F. Marchal, ermodynamic comparison ofthe
FICFB andiking gasication concepts, Energy, vol. 34, no.10, pp.
17441753, 2009.
[32] Z. Wang, J. Zhou, Q. Wang, J. Fan, and K. Cen, ermo-dynamic
equilibrium analysis of hydrogen production by coalbased on
Coal/CaO/H2O gasication system, InternationalJournal of Hydrogen
Energy, vol. 31, no. 7, pp. 945952, 2006.
[33] M. Daz-Somoano and M. R. Martnez-Tarazona, Trace ele-ment
evaporation during coal gasication based on a thermo-dynamic
equilibrium calculation approach, Fuel, vol. 82, no. 2,pp. 137145,
2003.
[34] A. Dufaux, B. Gaveau, R. Ltolle, M. Mostade, M. Nol, and J.
P.Pirard, Modelling of the underground coal gasication
processatulin on the basis of thermodynamic equilibria and
isotopicmeasurements, Fuel, vol. 69, no. 5, pp. 624632, 1990.
[35] X. Li, J. R. Grace, A. P. Watkinson, C. J. Lim, and A.
Ergdenler,Equilibriummodeling of gasication: a free energy
minimiza-tion approach and its application to a circulating uidized
bedcoal gasier, Fuel, vol. 80, no. 2, pp. 195207, 2001.
[36] A. Melgar, J. F. Prez, H. Laget, and A. Horillo,
ermo-chemical equilibrium modelling of a gasifying process,
EnergyConversion and Management, vol. 48, no. 1, pp. 5967,
2007.
[37] Y. Cao and W. P. Pan, Investigation of chemical
loopingcombustion by solid fuels. 1. Process analysis,Energy and
Fuels,vol. 20, no. 5, pp. 18361844, 2006.
[38] J. P. E. Cleeton, C. D. Bohn, C. R. Mller, J. S. Dennis,
and S.A. Scott, Clean hydrogen production and electricity from
coalvia chemical looping: identifying a suitable operating
regime,International Journal of Hydrogen Energy, vol. 34, no. 1,
pp.112, 2009.
[39] Z. P. Gao, L. Shen, J. Xiao, C. Qing, and Q. Song, Use of
coalas fuel for chemical-looping combustion with Ni-based
oxygencarrier, Industrial & Engineering Chemistry Research,
vol. 47,pp. 92799287, 2008.
[40] HSC Chemistry [soware], Version 5. 1. Pori,
OutokumpuResearch Oy, 2002.
[41] W. R. Smith, Computer soware reviews, Journal of
ChemicalInformation and Computer Sciences, vol. 36, no. 1, pp.
151152,1996, HSC Chemistry for Windows, 2.
[42] R. H. Perry and D. W. Green, Chemical
EngineersHandbook,McGraw-Hill, 7th edition, 1997.
-
Submit your manuscripts athttp://www.hindawi.com
VLSI Design
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Hindawi Publishing Corporation http://www.hindawi.com
Journal of
EngineeringVolume 2014
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Shock and Vibration
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Mechanical Engineering
Advances in
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Electrical and Computer Engineering
Journal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Distributed Sensor Networks
International Journal of
The Scientific World JournalHindawi Publishing Corporation
http://www.hindawi.com Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Modelling & Simulation in EngineeringHindawi Publishing
Corporation http://www.hindawi.com Volume 2014
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Active and Passive Electronic Components
Advances inOptoElectronics
Hindawi Publishing Corporation http://www.hindawi.com
Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Chemical EngineeringInternational Journal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Antennas andPropagation
International Journal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Navigation and Observation
International Journal of