Classification, Props & Application of Steels-EnG1064M
11
1 Classification of Steels (Fe-C alloys) and Cast irons Ferrous means alloys made of mainly Iron (Fe) and Steels are made of mainly Fe-C and alloy steels contain other elements such as Cr, V, Mo, Ni, Mn, Cu, Si, W, etc. The alloying elements in steels (e.g., Cr, V, W, and Mo) combine with the carbon to form very hard and wear-resistant carbides and to protect the matrix (Fe) from wear and tear in difficult applications such as in cutting tools and corrosive, oxidative environments as in pressure vessels. Steels are classified in terms of their carbon content and presence of other alloying elements as follows: Low alloy: Low-carbon (Plain and High st rength) steels, Medium-carbon (Plain and Heat treatable) steels, High-carbon (Plain) steels, High alloy (tool and stainless) steels Cast irons: Gray iron, Ductile (nodular) iron, White iron, Malleable iron
Classification, Props & Application of Steels-EnG1064M
Classification, Props & Application of Steels-EnG1064M
Citation preview
Classification of Steels (Fe-C alloys) and Cast irons
Ferrous means alloys made of mainly Iron (Fe) and Steels are made
of mainly Fe-C and alloy steels contain other elements such as Cr,
V, Mo, Ni, Mn, Cu, Si, W, etc. The alloying elements in steels
(e.g., Cr, V, W, and Mo) combine with the carbon to form very hard
and wear-resistant carbides and to protect the matrix (Fe) from
wear and tear in difficult applications such as in cutting tools
and corrosive, oxidative environments as in pressure vessels.
Steels are classified in terms of their carbon content and presence
of other alloying elements as follows:
Low alloy: Low-carbon (Plain and High strength) steels,
Medium-carbon (Plain and Heat treatable) steels,
High-carbon (Plain) steels,
High alloy (tool and stainless) steels
Low Carbon Steels Properties: nonresponsive to heat treatments;
relatively soft and weak; machinable and weldable. Typical
applications: automobile bodies, structural shapes, pipelines,
buildings, bridges, and tin cans.
Medium Carbon Steels Properties: heat treatable, relatively large
combinations of mechanical characteristics. Typical applications:
railway wheels and tracks, gears, crankshafts, and machine
parts.
High Carbon Steels Properties: hard, strong, and relatively
brittle. Typical applications: chisels, hammers, knives, and
hacksaw blades.
High Alloy Steels (Stainless and Tool) Properties: hard and wear
resistant; resistant to corrosion in a large variety of
environments. Typical applications: cutting tools, drills, cutlery,
food processing, and surgical tools.
CAST IRONS: Types, Composition, Heat-treatment, and
Microstrctures
Carbon (C) and silicon (Si) are the main alloying elements,
from 2.1 to 4 wt%C and 1 to 3 wt%Si,
remainder Fe. Technically cast irons are ternary Fe-C-Si alloys,
but since the compositions of most
cast irons are around the eutectic point (at 4.3 wt% C, 1147°C, L ↔
γ + Fe3C) of the iron-carbon
system, the melting temperatures closely correlate, usually ranging
from 1150 to 1200°C, which is
about 300°C lower than the melting point of pure iron.
Cast iron tends to be brittle, except
for malleable cast irons. With its relatively low
melting point, good fluidity, castability, excellent
machinability, resistance to deformation, and wear resistance, cast
irons have become an engineering material with a wide range of
applications, and are used in pipes, machines, and automotive
industry parts, such as cylinder heads (declining
usage), cylinder blocks, and gearbox cases
(declining usage). It is resistant to destruction and weakening by
oxidation (rust).
The flakes of graphite have good damping characteristics and good
machinability (because the graphite acts as a chip-breaker and
lubricates the cutting tools). In applications involving wear, the
graphite is beneficial because it helps retain lubricants. However,
the flakes of graphite also are stress concentrators, leading to
poor toughness. The recommended applied tensile stress is therefore
only a quarter of its actual ultimate tensile strength.
The colour of a fractured surface can be used to identify the type
of cast iron. White cast iron is named after its white
surface when fractured, due to its carbide (white cementite mainly
at grain boundaries) which allow cracks to pass straight through.
Grey cast iron is named after its grey fractured surface,
which occurs because the graphitic flakes deflect a passing crack
and initiate countless new cracks as the material breaks.
Alloying elements in Cast irons
Cast iron's properties are changed by adding various alloying
elements. Next to carbon, silicon is the most important
element because it forces carbon out of solution. Instead the
carbon forms graphite which results in a softer iron,
reduces shrinkage, lowers strength, and decreases density.
Sulfur, when added, forms iron sulfide, which prevents
the formation of graphite and increases hardness. The problem
with sulfur is that it makes molten cast iron sluggish, which
causes short run defects. To counter the effects of sulfur,
manganese is added because the two form into manganese sulfide
instead of iron sulfide. The manganese sulfide is lighter than the
melt so it tends to float out of the melt and into the slag.
The amount of manganese required to neutralize sulfur is 1.7×sulfur
content+0.3wt%. If more than this amount of manganese is added,
then manganese carbide forms, which increases hardness
and chilling, except in grey iron, where up to 1% of
manganese increases strength and density.
Nickel is one of the most common elements because it refines the
pearlite and graphite structure, improves toughness, and provides
uniform hardness for different section thicknesses. Chromium
is added in small amounts to the ladle to reduce free graphite,
produce chill, and because it is a powerful carbide
stabilizer; nickel is often added in conjunction. A small
amount of tin can be added as a substitute for 0.5%
chromium. Copper is added in the ladle or in the furnace, on
the order of 0.5 to 2.5wt%, to decrease chill, refine graphite, and
increase fluidity. Molybdenum is added on the order of 0.3 to
1wt% to increase chill and refine the graphite and pearlite
structure; it is often added in conjunction with nickel, copper,
and chromium to form high strength irons. Titanium is added as a
degasser and deoxidizer, but it also increases fluidity. 0.15 to
0.5wt% vanadium are added to cast iron to stabilize
cementite, increase hardness, and increase resistance to wear and
heat. 0.1 to 0.3wt% zirconium helps to form graphite,
deoxidize, and increase fluidity.
In malleable iron melts, bismuth is added, on the scale of
0.002 to 0.01wt%, to increase how much silicon can be added. In
white iron, boron is added to aid in the production of
malleable iron; it also reduces the coarsening effect of
bismuth.
Grey cast iron
Grey cast iron is characterized by its graphitic
microstructure, which causes fractures of the material to have a
grey appearance. It is the most commonly used cast iron and the
most widely used cast material based on weight. Most cast irons
have a chemical composition of 2.5 to 4.0wt% carbon, 1 to 3wt%
silicon, and the remainder is iron. Grey cast iron has less
tensile strength and shock resistance than steel,
however its compressive strength is comparable to low and
medium carbon steel.
White cast iron
With a lower silicon content and faster cooling, the carbon in
white cast iron precipitates out of the
melt as the metastable phase cementite, Fe3C, rather
than graphite. The cementite which precipitates from the melt forms
as relatively large particles, usually in a eutectic mixture, where
the other phase is austenite (which on cooling might transform to
martensite). These eutectic carbides are much too large to provide
precipitation hardening (as in some steels, where cementite
precipitates might inhibit plastic deformation by impeding the
movement of dislocations through the ferrite matrix).
Rather, they increase the bulk hardness of the cast iron simply by
virtue of their own very high hardness and their substantial volume
fraction, such that the bulk hardness can be approximated by a rule
of mixtures. In any case, they offer hardness at the
expense of toughness. Since carbide makes up a
large fraction of the material, white cast iron could reasonably be
classified as a cermet. White iron is too brittle for
use in many structural components, but with good hardness and
abrasion resistance and relatively low cost, it finds use in such
applications as the wear surfaces (impeller
and volute) of slurry pumps, shell
liners and lifter bars in ball mills and autogenous grinding
mills, balls and rings in coal pulverisers, and the
teeth of a backhoe's digging bucket (although cast medium-carbon
martensitic steel is more common for this application).
It is difficult to cool thick castings fast enough to solidify the
melt as white cast iron all the way through. However, rapid cooling
can be used to solidify a shell of white cast iron, after which the
remainder cools more slowly to form a core of grey cast iron. The
resulting casting, called a chilled casting , has the benefits
of a hard surface and a somewhat tougher interior.
High-chromium white iron alloys allow massive castings (for
example, a 10-tonne impeller) to be sand cast, i.e., a high cooling
rate is not required, as well as providing impressive abrasion
resistance.
Malleable cast iron
Malleable iron starts as a white iron casting that is then
heat treated at about 900°C. Graphite separates out much more
slowly in this case, so that surface tension has time to form it
into spheroidal particles rather than flakes. Due to their lower
aspect ratio, spheroids are relatively short and far from one
another, and have a lower cross section vis-a-vis a propagating
crack or phonon. They also have blunt boundaries, as opposed to
flakes, which alleviates the stress concentration problems faced by
grey cast iron. In general, the properties of malleable cast iron
are more like mild steel. There is a limit to how large a part can
be cast in malleable iron, since it is made from white cast
iron.
Ductile cast iron
A more recent development is nodular or ductile
cast iron. Tiny amounts of magnesium or cerium added to
these alloys slow down the growth of graphite precipitates by
bonding to the edges of the graphite planes. Along with careful
control of other elements and timing, this allows the carbon to
separate as spheroidal particles as the material solidifies. The
properties are similar to malleable iron, but parts can be cast
with larger sections.
Name
Nominal
composition
Engine cylinder
Axle bearings,
track wheels,
Gears,
camshafts,
crankshafts
applications
Ni-resist
6
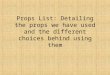
Fe-C Phase diagram showing steel and cast iron with related
microstructures and the eutectic and eutectoid reactions.
Comparison between gray and malleable cast irons:
(a) With respect to composition and heat treatment:
Gray iron--2.5 to 4.0 wt% C and 1.0 to 3.0 wt% Si. For most gray
irons there is no heat treatment after solidification.
Malleable iron--2.5 to 4.0 wt% C and less than 1.0 wt% Si. White
iron is heated in a
nonoxidizing atmosphere and at a temperature between 800 and 900 C
for an extended time period.
(b) With respect to microstructure:
Gray iron--Graphite flakes are embedded in a ferrite or pearlite
matrix.
Malleable iron--Graphite clusters are embedded in a ferrite or
pearlite matrix. (c) With respect to mechanical
characteristics:
Gray iron--Relatively weak and brittle in tension; good capacity
for damping vibrations.
Malleable iron--Moderate strength and ductility.
Comparison between white and nodular cast irons:
7
Nodular cast iron--2.5 to 4.0 wt% C, 1.0 to 3.0 wt% Si, and a small
amount of Mg or
Ce. A heat treatment at about 700 C may be necessary to produce a
ferritic matrix.
(b) With regard to microstructure:
White iron--There are regions of cementite interspersed within
pearlite.
Nodular cast iron--Nodules of graphite are embedded in a ferrite or
pearlite matrix.
(c) With respect to mechanical characteristics:
White iron--Extremely hard and brittle.
Nodular cast iron--Moderate strength and ductility.
Grey Cast Iron (Flake Graphite)
Grey cast iron, Fe-3.2C-2.5Si (by wt%), containing graphite flakes
in a pearlitic matrix; Etchant: 2% NITAL.
Spheroidal Graphite in Nodular Cast Iron The chemical composition
of the cast iron is similar to that of the grey cast iron but with
0.05 wt% of magnesium. All samples are etched using 2% nital.
Heat Treated Spheroidal Graphite (nodular) Cast Iron
Spheroidal graphite cast iron usually has a pearlitic matrix.
However, annealing causes the carbon in the pearlite to precipitate
on to the existing graphite or to form further small graphite
particles, leaving behind a ferritic matrix. This gives the iron
even greater ductility. All samples are etched using 2%
nital.
Graphite nodules in a ferritic matrix. Some carbon deposited during
annealing is also visible. Etchant: 2% NITAL.
Austempered Ductile Cast Iron
The chemical composition of the cast iron is
Fe-3.52C-2.51Si-0.49Mn-0.15Mo-0.31Cu wt%. All samples are
etched using 2% nital.
9
The above images are of austempered ductile iron automobile
components, provided by the Institute of Cast Metals
Engineers. In order to avoid distortion, the crankshaft for
the TVR sportscar is rough-machined after casting, heat-treated to
produce the bainitic microstructure, and then properly machined. It
is reported to have excellent fatigue properties; its damping
characteristics due to graphite reduce engine noise.
The Ford Mustang suspension arm was made from austempered ductile
iron in order to reduce weight, noise and cost. It was designed
using finite element modelling to optimise strength and stiffness.
Aluminium alloys were considered but rejected because the component
would then occupy a much larger space because of their lower
strength.
The truck trailer suspension arm was originally made from welded
steel, for use on transportation across the rugged Australian
Outback. These failed at the welds and were associated with
distortions which led to accelerated deterioration of the tyres.
The suspension made from the cast austempered ductile iron has
proved to be much more robust.
Wear-Resistant High-Chromium Cast Iron
This cast iron is used in circumstances where a very high wear
resistance is desirable. For example, during the violent crushing
of rocks and minerals. It contains a combination of very strong
carbide-forming alloying elements. Its chemical composition is,
therefore, Fe-2.6C- 17Cr-2Mo-2Ni wt%. All samples are etched using
Villela's reagent, which is a mixture of picric acid, hydrochloric
acid and ethanol.
The white phase is a chromium-rich
carbide known as M7C3. The matrix
consists of dendrites of austenite,
some of which may have transformed
into martensite. There may also be
relatively small quantities of other
alloy carbides.
consists of dendrites of austenite,
some of which may have transformed
into martensite. There may also be
relatively small quantities of other
alloy carbides.
10
Note that the principal difference between wrought products (those
which are cold or hot worked/forged/rolled/drawn/extruded) and cast
alloys is as follows: wrought alloys are ductile enough so as to be
hot or cold worked during fabrication, whereas cast alloys are
brittle to the degree that shaping by deformation is not possible
and they must be fabricated by casting.
Note also that Gray iron is weak and brittle in tension because the
tips of the graphite flakes act as points of stress
concentration.
It is possible to produce cast irons that consist of a martensite
matrix in which graphite is embedded in either flake, nodule, or
rosette form. For graphite flakes, gray cast iron is formed which
is then heated to a temperature at which the ferrite transforms to
austenite; the austenite is then rapidly quenched, which transforms
to martensite. For graphite nodules and rosettes, nodular and
malleable cast irons are first formed which are then austenitized
and rapidly quenched. Note also that it is not possible to produce
malleable iron in pieces having large cross- sectional dimensions.
White cast iron is the precursor of malleable iron, and a rapid
cooling rate is necessary for the formation of white iron, which
may not be accomplished at interior regions of thick cross
sections.
Titanium Alloys
Distinctive features: relatively low density, high melting
temperatures, and high strengths are possible. Limitation: because
of chemical reactivity with other materials at elevated
temperatures, these alloys are expensive to refine.
Applications: aircraft structures, space vehicles, and in
chemical and petroleum industries. Refractory Metals Distinctive
features: extremely high melting temperatures; large elastic
moduli, hardnesses, and strengths. Limitation: some experience
rapid oxidation at elevated temperatures.
Applications: extrusion dies, structural parts in space
vehicles, incandescent light filaments, x-ray tubes, and welding
electrodes. Superalloys Distinctive features: able to withstand
high temperatures and oxidizing atmospheres for long time
periods.
Applications: aircraft turbines, nuclear reactors, and
petrochemical equipment. Noble Metals Distinctive features: highly
resistant to oxidation, especially at elevated temperatures; soft
and ductile. Limitation: expensive.
Applications: jewelry, dental restoration materials, coins,
catalysts, and thermocouples.