-
U N I T E D N A T I O N S E N V I R O N M E N T P R O G R A M M
E
Stockholm Convention on Persistent Organic Pollutants
关于持久性有机污染物的斯德哥尔摩公约 ▪ Convention de Stockholm sur les polluants
organiques persistants ▪ اتفاقية استكهولم بشأن الملوثات العضوية
الثابت Convenio de Estocolmo sobre Contaminantes Orgánicos
Persistentes ▪ Стокгольмскaя конвенция о стойких органических
загрязнителях
Expert meeting on Best Available Techniques and Best
Environmental Practices and Toolkit for Identification and
Quantification of Releases of Dioxins, Furans and Other
Unintentional Persistent Organic Pollutants under the Stockholm
Convention Bratislava, Slovakia, 29 September – 1 October 2015
UNEP/POPS/TOOLKIT/BATBEP/2015/2
Formation and release of unintentional POPs from production
processes for pesticides and industrial
chemicals: Review of new information for reducing or preventing
releases and related information gaps
Draft working document October 2015
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 2
Table of Contents List of abbreviations
...........................................................................................................
4
1 Background
........................................................................................................................
5 1.1 Introduction and Scope
................................................................................................
5 1.2 Classification of sources of chemicals containing
unintentional POPs in the UNEP Toolkit and some further
considerations
................................................................................
6 1.3 Approaches to reduce or eliminate UPOPs formation and release
during chemical production
...............................................................................................................................
7
1.3.1 Substitution of the chemicals associated with UPOPs
formation and release ..... 8 1.3.2 Change of the synthesis route
...............................................................................
8 1.3.3 Optimize a synthesis route to reduce the potential for
UPOPs formation and release (defining BAT/BEP and related emission
levels (BATEL)) .................................. 8 1.3.4
Separation of unintentional POPs from the product or from
intermediate........... 9
1.4 Basic considerations of PCDD/PCDF and other UPOPs formation
in the production of chemicals
............................................................................................................................
9
1.4.1 Formation of PCDD/PCDF due to precursor quality of the
chemical ................. 9 1.4.2 Formation of unintentional POPs
due to chlorination of polyaromatic hydrocarbons (PAHs)
.......................................................................................................
10 1.4.3 Condensation reaction of smaller organochlorines to
unintentional POPs ........ 10 1.4.4 Formation of PCDD/PCDF and
UPOPs from unintentionally formed precursors 11 1.4.5 Occurrence of
UPOPs during chemical production due to the use of chemicals
already contaminated with unintentional POPs
................................................................ 11
1.4.6 De novo formation in high temperature processes
............................................. 11
Unintentional POPs in the production of chlorinated aromatic
compounds (pesticides and industrial chemicals)
.................................................................................................................
12
UPOPs releases from the production and use of pesticides and
other industrial chemicals 12 1.5 Chlorobenzenes
..........................................................................................................
13
1.5.1 Further information needed for chlorobenzene production
processes ............... 13 1.6 Chloranil
....................................................................................................................
14
1.6.1 Further information needed for chloranil production
processes ........................ 14 1.7 Pentachlorophenol
.....................................................................................................
15
1.7.1 Further information needed for PCP production processes
................................ 17 1.8 2,4-D and derivatives
.................................................................................................
17
1.8.1 Further information needed for 2,4-D and derivative
production processes ...... 18 1.9 DDT and PCDD/PCDF in Dicofol
............................................................................
18
1.9.1 Further information needed for dicofol production
processes ........................... 19 1.10 PCNB
.....................................................................................................................
20
1.10.1 Further information needed for dicofol production
processes ........................... 20 1.10.2 Pesticides recently
associated with PCDD/PCDF formation and releases or suspected to
contain PCDD/PCDF
...................................................................................
20
2 Unintentional POPs in the production of aromatic pigments
........................................... 21 2.1 Phthalocyanine
dyes and pigments
............................................................................
23
2.1.1 Further information needed for phthalocyanine production
processes .............. 25 2.2 Dioxazine dyes and pigments
....................................................................................
25
2.2.1 Further information needed for dioxazine dyes production
processes ............... 26 2.3 Tetrachlorophthalic acid (TCPA)
and related pigments ............................................
26
2.3.1 Further information needed for TCPA production processes
............................ 27 2.3.2 Pigments produced from TCPA
.........................................................................
28 2.3.3 Further information needed for TCPA-related pigment
production processes .. 28
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 3
Azo-colorants (dyes and pigments)
......................................................................................
29 Further information needed azo-dyes production processes
............................................ 30
3 Unintentional POPs in the production of chlorinated aliphatic
chemicals ....................... 30 3.1.1 Production of
tetrachloromethane
......................................................................
31 Production of tetrachloroetylene
......................................................................................
31 Production of trichloroethylene (TCE)
.............................................................................
32 3.1.2 Further information needed for chlorinated methane and
ethane productions ... 32
3.2 Polychlorinated paraffins
...........................................................................................
34 3.2.1 Further information needed for chlorinated paraffin
production processes ....... 35
3.3 Chloroprene and Polychloroprene
.............................................................................
35 3.3.1 Further information needed for polychloropren production
processes .............. 36
4 Unintentional POPs in the production of inorganic chemicals
........................................ 36 4.1 Hydrogen chloride
(HCl)
...........................................................................................
37
4.1.1 Primary production of HCl
.................................................................................
37 4.1.2 Secondary HCl from chemical production
......................................................... 37 4.1.3
Secondary HCl from destruction of (highly) chlorinated wastes
....................... 38 4.1.4 Further information needed for
processes were HCl is produced/generated ..... 38
4.2 Metal chlorides and other inorganic salts and oxides
................................................ 38 4.2.1 Magnesium
chlorine
...........................................................................................
39 4.2.2 Calcium chlorine
................................................................................................
39 4.2.3 Copper chlorides
.................................................................................................
40 4.2.4 Copper sulfate (CuSO4)
......................................................................................
41 4.2.5 Ferric chloride
....................................................................................................
42 4.2.6 Titanium chloride and titanium oxide
................................................................ 43
4.2.7 Zinc chloride
.......................................................................................................
44 4.2.8 Zinc Oxide (ZnO)
...............................................................................................
45
4.3 Sodium hypochlorite (NaOCl)
...................................................................................
46 5 References
........................................................................................................................
47 6 Annex
...............................................................................................................................
56
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 4
List of abbreviations
AlCl3 Aluminum chloride alpha-HCH Alpha-hexachlorcyclohexane
beta-HCH Beta-hexachlorcyclohexane CaO Calcium oxide CaCl2 Calcium
chloride CAS Chemical Abstracts Service CNP Chlornitrofen CuCl2
Cupric Chloride Cu2(OH)3Cl Dicopper chloride trihydroxide CuSO4
Cupric Sulphate dl-PCB Dioxin-like polychlorinated biphenyls dl-PCN
Dioxin-like polychlorinated naphtalenes EDC Ethylendichloride EF
Emission Factor FeCl2 Ferrous Chloride FeCl3 Ferric chloride Ha
Hectare HCB Hexachlorobenzene HCl Hydrogen chloride 2,4-D
2,4-Dichlorophenoxyacetic acid 2,4-DB
4-(2,4-dichlorophenoxy)butyric acid Kg Kilogram MgCl2 Magnesium
chloride NaOCl Sodium Hypochlorite ng Nanogram OCDD
Octachlorodibenzodioxin PCDD Polychlorinated Dibenzo-p-dioxins PCDF
Polychlorinated Dibenzofurans PCNB Pentachloronitrobenzene PCP
Pentachlorophenol PCP-Na Pentachlorophenol sodium salt PeCBz
Pentachlorobenzene POPs Persistent Organic Pollutants ppb Part Per
Billion ppm Part Per Million PXBs Polychloro-bromobiphenyls PVC
Polyvinyl chloride SES Spent Etching Solutions TBZC Tetra-basic
zinc chloride TCE Trichloroetylene TCPA Tetrachlor phthalic acid
TeCP Tetrachlorphenol TEQ Toxic Equivalent t tonne UNEP United
Nation Environment Programme US EPA United States Environment
Protection Agency UPOPs Unintentionally Produced Persistent Organic
Pollutants VCM Vinyl Chloride Monomer WHO World Health Organization
Zn Zinc ZnO Zinc Oxide µg Microgram
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 5
1 BACKGROUND 1.1 Introduction and Scope The “BAT/BEP Guidelines
on best available techniques and provisional guidance on best
environmental practice relevant to Article 5 and Annex C of the
Stockholm Convention on Persistent Organic Pollutants” contains a
chapter VI F on “Specific chemical production processes releasing
chemicals listed in Annex C” (UNEP 2007). This chapter addresses
some chemical production processes and rather general measures to
reduce PCDD/PCDF from these processes. However the guidance did not
attempt to define best available techniques and best environmental
practices for each of these processes individually; rather, the
processes were examined for what they have in common and how those
common practices can be addressed to reduce the formation, and
particularly the release, of chemicals listed in Annex C of the
Stockholm Convention (UNEP 2007).
The current document can be seen as a first attempt to gather
information on relevant individual processes of chemical production
with respect to the formation of unintentional POPs. This can help
to assess and improve these processes where BAT/BEP is not yet
applied and can help in developing better inventories of these
processes and chemicals.
Unintentional POPs (UPOPs) are formed in a wide range of
chemical processes where some are listed with emission factors in
chapter 7 and a range are listed in Annex 2 of the Toolkit where
emission factors have not yet been established (UNEP 2013). As a
consequence, this document begins the development of a compilation
of information on relevant chemicals and the related production
processes and also on further information needs for individual
productions and synthesis routes.
In recent years PCDD/PCDF have been identified as contaminants
in certain chemicals that can have a direct impact on food and feed
and result in relatively immediate human exposure. PCDD/PCDF
concentrations in some of these chemicals (see e.g. HCl, CuSO4;
ZnO) have been shown to vary greatly depending on the production or
recycling processes used. In the last 15 years several cases have
highlighted the particular relevance of PCDD/PCDF in chemicals for
livestock and human exposure (Fiedler 2000; Malisch et al. 2014;
Weber 2014) including, e.g.:
- Inorganic feed additives such as ZnO, CuSO4, and CaO (Kim et
al 2009; Malisch 2000, Torres et al. 2013, Wang et al. 2014);
- HCl (Hoogenboom et al 2007; Wang et al. 2014); - PCP treated
wood (Brambilla et al 2009; Hoogenboom et al. 2004; Huwe et al.
2004;
Fries et al. 2002);
- Mining of landfills that contain wastes from organochlorine
production (Torres et al. 2013);
- Waste fat from industrial processes (Weber & Watson 2011);
- Waste oils contaminated by unintentional POPs (Fiedler et al.
2000).
In addition, the presence of unintentionally formed PCB in
paints and pigments used in consumer goods with potential exposure
risk has been increasingly documented and highlighted (Anezaki et
al, 2014; Grossmann 2010; Hu & Hornbuckle 2010; METI 2013;
Washington State Department of Ecology 2014).
Comments in the last BAT/BEP meeting in Geneva (11/2014) pointed
to the need for thorough identification and descriptions of the raw
materials and technologies used in
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 6
manufacturing processes, because these factors may greatly
influence PCDD/PCDF formation and release. The origin of
raw/recycled materials must also be considered. As raw material
resources diminish, growing reliance on recycling processes and
secondary, recycled materials will also likely rise, bringing
greater potential risk for human exposure via impacted foods/feeds
and consumer goods.
Exposure-based information was considered difficult to include
in the Toolkit, but rather the work should be centred around
describing processes and providing process/technology emission
factors rather than only product emission factors (Secretariat of
the Stockholm Convention).
Agreement was made to frame the work in view of finding more
information on the processes which are used to produce the
chemicals in view of developing practical guidance for parties to
address these additional sources of concern (UNEP 2015). The
current document contains the initial overview of available
information on major chemical production and, at the same time,
aims to serve as a basis to develop a draft guidance.
The document is for circulation for further comments and
additional input and will be discussed in the upcoming BAT/BEP
expert meeting in Bratislava (29. September – 2. October 2015).
1.2 Classification of sources of chemicals containing
unintentional POPs in the UNEP Toolkit and some further
considerations For Toolkit groups 7b through 7h for unintentional
POPs in chemicals, classes were defined for indicating the quality
of the processes and for selecting related emission factors. Three
simplified levels have been defined for a rough categorization and
are suggested to be applied (see box 1 below; UNEP 2013).
The description of each class contains one or more criteria for
determining the quality of a facility or process to help countries
to decide which listed emission factor to select. The criteria are,
however, very broad and provide minimal support in determining the
class and selecting an emission factor due to the scarcity of
relevant information and data/measurements.
For reliably determining emission factors for a chemical
process, more detailed information is needed on materials inputs
(feedstocks, reactants, solvents, etc.), process outputs (products
and gaseous, liquid and solid releases), process conditions and
refining procedures. Best would be measurements of PCDD/PCDF and
other unintentional POP in products as well as in gaseous, solid
and liquid wastes during standard operation of synthesis routes and
for the range of operation conditions applied or occurring in a
facility.
Such data are however rare. In fact, as described in this
document, detailed information on process conditions and associated
PCDD/PCDF and other UPOPs levels in chemicals and process outputs
are available for only a very few processes. This document begins
the compilation of such information for certain chemicals and it
describes relevant BAT and respective UPOPs contamination levels
and the conditions associated with low UPOPs levels. For chemicals
and processes where such information is not available, a paragraph
is added which briefly describes further information needed for the
respective chemical or process with the aim that such information
is gathered to compile the necessary knowledge to categorize
processes and to improve process conditions.
In addition there are general approaches for reducing PCDD/PCDF
and UPOPs releases for a certain chemical or for a certain
application (see paragraph 2.6).
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 7
Also there is basic information and knowledge on UPOPs formation
processes to allow assessments of the potential for UPOPs formation
in the respective processes and, in some cases, for reducing or
preventing UPOPs formation and release by mechanistic
considerations (see 2.7).
1.3 Approaches to reduce or eliminate UPOPs formation and
release during chemical production There are four basic approaches
for reducing unintentional POPs contamination in chemicals and
unintentional POPs formation and release during chemical
production:
• Substitution of problematic chemicals and pesticides
associated with UPOPs formation and release;
• Use of an alternative synthesis route with a lower potential
or no potential for formation of PCDD/PCDF and other unintentional
POPs;
Box 1: Guidance for classification of sources of chemicals
listed in source group 7b to 7h in the Toolkit (UNEP 2013)
Low-end technologies: No information available, or processes
(reactions, purification steps and wastewater and waste treatment)
are not controlled in respect to the formation of PCDD/PCDF or
other unintentional POPs. Chemical feedstocks, air emissions,
wastewater, residues and products are not monitored for PCDD/PCDF,
other unintentional POPs or indicator substances.
Mid-range technologies: Processes (reactions and purifications
steps including prevention by process- and production-integrated
measures and wastewater and waste treatment) are controlled to some
extent to limit releases. Parameters of these processes (e.g.
feedstock; temperature; presence or use of chlorine in some form
and, if, used, its concentration) are also controlled to reduce
formation and release of unintentional POPs. Process inputs and
emissions to air, wastewater, residues and products are monitored
to some extent for PCDD/PCDF, other unintentional POPs or indicator
substances.
High-end technologies: Processes (reactions and purifications
steps including prevention by process- and production-integrated
measures and wastewater and waste treatment) are optimized for low
or no releases. Parameters of these processes (e.g. feedstock;
temperature; presence or use of chlorine in some form and, if,
used, its concentration) are optimized for minimum formation and
release of unintentional POPs. Chemicals, products or by-products,
emissions to air, wastewater and residues are monitored for
PCDD/PCDF, other unintentional POPs or indicator substances. A
refining step is used where appropriate to minimize unintentional
POPs in the final chemical, product or by-product. Process residues
should be handled in an environmentally sound manner, as described
in the guidance on the BAT and BEP.
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 8
• Modify and optimize the synthesis route to reduce or eliminate
unintentional POPs formation and release; and
• Remove unintentional POPs from the final product and use BAT
to treat all associated wastes and other outputs, including those
from the production process.
All four approaches have been used and/or are used to reduce the
formation and release of unintentional POPs in the production of
chemicals and pesticides. The approaches are briefly described
below with selected examples and can be applied in different ways
and to different degrees in the production of chemicals to reduce
unintentionally produced POPs.
1.3.1
Chemicals known to contain high UPOPs levels can be substituted
by alternative chemicals with low or no potential for UPOPs content
or formation. Appropriate substitution of POPs or POPs containing
products by safer alternatives - chemical and non-chemical - is the
best and most effective way to eliminate POPs from articles,
products and processes and to reduce and prevent use-related
environmental contamination and human health problems (see
publication of POPs-phase out publication
Substitution of the chemicals associated with UPOPs formation
and release
http://map.bcrc.cn/). This has been done in the past with the
prime example 2,4,5-T which has been substituted already mainly in
the 1970s and 1980s by e.g. 2,4-D, dicamba or triclopyr. Also PCP –
recently listed in the Stockholm Convention - has been substituted
largely by alternatives. E.g. in wood treatment PCP has been
replaced by copper salts and other chemicals. Also the substitution
of UPOPs-containing pesticides by integrated pest management or the
substitution of unintentional POPs-containing dyes by natural dyes
are examples of such substitutions.
1.3.2 Often different synthesis routes are available for the
production of a chemical. Synthesis routes which are known to
generate high levels of UPOPs may be substituted by another
synthesis route with lower formation potential. Examples are, e.g.,
the production of tetrachlorophthalic acid in which synthesis in
the gas phase produces higher levels of HCB compared to synthesis
in liquid phase (Government of Japan 2006; see section
Change of the synthesis route
3.3). For the production of chloranil, direct chlorination of
phenol has been substituted by chlorination of hydroquinone with
the aim of reducing PCDD/PCDF contamination in the chloranil
products
1
2.3
(see section ) and related chemicals produced from chloranil
(see section 3.2).
1.3.3
Also synthesis routes can be optimized with the aim of reducing
the formation of unintentional POPs.
Optimize a synthesis route to reduce the potential for UPOPs
formation and release (defining BAT/BEP and related emission levels
(BATEL))
Optimizing a production process for this purpose can include,
e.g.:
• The raw materials, including solvents, should be selected with
respect to their potential for triggering or contributing to UPOPs
formation. For example, solvents, such as chlorinated benzenes,
that are associated with high PCB formation potential (e. g. in the
production of phthalocyanines; see section 3.1) can be substituted
by other solvents. Suppliers can be required to meet specific
limits with respect to
1 It has been revealed that also the formation of chloranil via
the hydroquinone route has resulted in highly contaminated
chloranil with a higher emission factor for low-end technology
compared to the listed emission factor for the synthesis route via
phenol (UNEP 2013).
http://map.bcrc.cn/�
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 9
concentrations of PCDD/PCDF or other UPOPs (e.g. when HCl is
used for chlorides possibly used as feed additive; see section
5.2).
• Critical process parameters (e.g. temperature, pH, chlorine
use volume) need to be controlled and optimized in respect to
minimizing unintentional POPs considering also the overall
performance of a production process.
• The PCDD/PCDF and unintentional POPs content should be
monitored to optimize and control known problematic production
processes or processes where the formation of PCDD/PCDF are
suspected (see table A1 and A2 in the Annex).
After the production process for a synthesis route is optimized
with respect to UPOPs formation, BAT-levels for PCDD/PCDF and other
UPOPs may be defined.
1.3.4 Even though parameters have been optimized, some processes
may still have high formation of PCDD/PCDF and other UPOPs. In such
cases, these pollutants need to be separated by appropriate
separation technologies.
Separation of unintentional POPs from the product or from
intermediate
Often unintentionally POPs have lower boiling points compared to
the product and can be separated from the product by distillation.
Separation of unintentional POPs from the product is described in
the BAT/BEP guidance, e.g., for the EDC/VCM process with resulting
distillation residues “heavy ends” (UNEP 2007). Also UPOPs can be
separated by distillation from monoaromatic compounds such as
chlorobenzenes, chlorophenols and derivatives.
Distillation residues containing the unintentional POPs must be
managed appropriately, e.g., by high temperature destruction. If
HCl is recovered, care must be taken to ensure that this secondary
HCl contains low or no PCDD/PCDF or other unintentional POPs (see
e.g. section 6.1 and section 6.2.4). Therefore BAT hazardous waste
incinerator operated according BEP are needed (see UNEP 2007 and
European Commission 2006) and possibly a refining of the resulting
HCl.
For high molecular products (e.g. dyes and pigments)
distillation might not be possible. In this case other separation
technologies such as crystallisation and re-crystallization
normally reduce the unintentional POPs content. This is used, e.g.,
in reducing HCB contamination in tetrachlorophatalic acid (see e.g.
section 4.3). Also in this case the resulting (solvent) waste must
be managed in an environmentally sound manner and the separated
UPOPs finally destroyed.
1.4 Basic considerations of PCDD/PCDF and other UPOPs formation
in the production of chemicals There are a range of formation
pathways of PCDD, PCDF and other unintentional POPs during the
production of chemicals in addition to other ways to contaminate
chemicals and products with unintentional POPs. These pathways need
to be understood and considered in order to reduce and/or eliminate
UPOPs in chemical production processes.
Therefore in this chapter basic considerations are compiled on
the different pathways how chemicals or products can become
contaminated with PCDD/PCDF and other unintentional POPs.
1.4.1 The most well-known examples of high PCDD/PCDF levels in
chemicals are those where the products are precursors of PCDD/PCDF,
such as 2,4,5-trichlorophenol, Pentachlorophenol
Formation of PCDD/PCDF due to precursor quality of the
chemical
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 10
and PCBs. Production processes for these chemicals have a very
high potential for the formation of PCDD/PCDF and the products are
listed in the Toolkit.
1.4.2
In some production processes involving chlorination, the
presence of PAHs leads to the formation of PCDFs, PCBs, and PCNs by
chlorination. The most well-known processes are the formation of
PCDFs and PCNs in chloralkali production using graphite electrodes
(Otto et al. 2006; Rappe et al. 1991). However, this formation
route is also relevant for other organochlorine chemicals, e.g.,
the contamination of commercial PCBs mixtures with unintentional
PCNs (Huang et al. 2014b; Yamashita et al. 2000). Recently the
first detailed assessment of unintentional POPs in chlorinated
paraffins revealed that also chlorinated paraffins (including long
chain chlorinated paraffins) can contain high levels of PCBs and
PCNs as well as PCDFs (Takasuga et al, 2012a,b). The pattern of the
PCBs and PCN indicated that biphenyl and naphthalene were present
in the reaction mixture and PCB and PCN were then formed by
chlorination. It was estimated that approximately 100 tonnes PCB
might be formed per year from the production of the approximately 1
million tonnes of chlorinated paraffins (Takasuga et al.
2012b).
Formation of unintentional POPs due to chlorination of
polyaromatic hydrocarbons (PAHs)
1.4.3 Unintentional POPs are formed in some processes when
smaller organochlorine chemicals undergo condensation reactions and
build-up of aromatic compounds including unintentional POPs.
Perhaps the most well-known in this regard is the production of
chlorinated solvents such as tetrachloroethylene, trichloroethylene
and ethylene dichloride which were known to contain high levels of
HCB (Jacoff et al. 1986; Weber et al. 2011) and HCBD (UNEP 2012;
UNEP 2013b). A first total screening of unintentional POPs in the
production of chlorinated methanes in China revealed the formation
of high levels of PCN and PCB, leading to estimated total releases
of 563 g TEQ/year from PCNs and 32 g/year from PCDD/PCDF for 2010
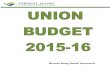
(Zhang et al. 2015). The simplified formation mechanism of
unintentional POPs in the production of perchlorethylene or
tetrachloromethane are shown in Figure 1.
Condensation reaction of smaller organochlorines to
unintentional POPs
Figure 1: Formation of unintentionally POPs in the production of
perchlorinated solvents (Weber et al. 2011; for unintentional
product distribution in TCM production see Zhang et al 2015)
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 11
1.4.4
In some processes neither the products or intermediates are
PCDD/PCDF precursors but nevertheless PCDD/PCDF are formed. The
above mentioned formation of aromatic compounds due to condensation
reactions of smaller molecules is one example of the formation of
chlorinated aromatic precursors (e.g. chlorobenzenes) which, by
further dimerization, can form unintentional PCB and PCDF (Figure
1; Weber et al. 2011; Zhang et al. 2015). Also the formation of
PCDD/PCDF in phthalocyanines which are not direct precursors but,
during their production, they can partly be degraded at elevated
reaction temperatures to precursors that form PCDD/PCDF (see
section
Formation of PCDD/PCDF and UPOPs from unintentionally formed
precursors
3.1).
1.4.5
In some cases PCDD/PCDF and other UPOPs are not formed in the
production of the contaminated final product/chemical but are
introduced in other feedstock chemicals, reactants, or solvents. In
such cases, there is no need to modify the production processes for
the desired final product. Instead the synthesis of the feedstock
chemicals, reactants, or solvents that contain UPOPs must be
modified to prevent UPOPs formation. Or, if this is not possible,
the feedstock chemicals, reactants, or solvents must be refined to
reduce UPOPs levels before being introduced to the production
process of the final product. Some examples are as follows:
Occurrence of UPOPs during chemical production due to the use of
chemicals already contaminated with unintentional POPs
• When PCDD/PCDF-contaminated chloranil was used as a raw
material for producing dioxazine dyes and pigments, the PCDD/PCDF
became contaminants in the dyes and pigments (UNEP 2013; see
section 2.2 and 3.2).
• When HCB-contaminated tetrachlorophthalic acid was used to
produce pigments, the HCB became a contaminant in the resulting
pigments. (Government of Japan 2006, 2007).
• PCDD/PCDF that were contaminants in HCl produced as a
by-product during the manufacture of chlorinated organic chemicals
eventually occurred as contaminants in CuSO4 used as an additive in
animal feed: The contaminated HCl was used to make an acid etching
solution used in printed circuit board production; 2) the spent
acid etching solution was used as the raw material for producing
industrial cupric sulfate; and 3) the industrial cupric sulfate was
used as the raw material for producing food grade CuSO4 (Wang et
al. 2014; see section 5.1.2).
• Solvents containing UPOPs can be a major reason for UPOPs
contamination as reported when contaminated chlorinated aromatic
solvents were used in producing phthalocyanine blue (Brychky &
Wagner (1998) see also section 4.1).
• Contamination with PCB and brominated-chlorinated biphenyls of
ferric chloride recycled from the etching process in the production
of printed circuit boards was considered to originate from
brominated flame retardants in the printed circuit boards and
chlorination (Nakano et al. 2007).
1.4.6 A major formation pathway for PCDD/PCDF in thermal
processes is the de novo formation pathway where PCDD/PCDF and
other unintentional POPs are formed by the degradation of aromatic
carbon species (e.g. soot, PAH) by oxychlorination (Addink &
Olie 1995; Weber et al. 2001). While this is the major mechanism
for the formation of PCDD/PCDF in
De novo formation in high temperature processes
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 12
incineration processes there are also some high temperature
processes in chemical production where the de novo formation is
relevant. This includes e.g. the incineration of highly chlorinated
waste and the associated recovery of HCl or the production of
titanium chloride by high temperature process (900 °C) using
elemental chlorine and carbochlorination process with addition of a
carbon source (UNEP 2007; USEPA 2001; see section 5.2.6) or the
Waelz process for recovery of zinc and production of zinc oxide
(Hung et al. 2012; see section 5.2.8).
UNINTENTIONAL POPS IN THE PRODUCTION OF CHLORINATED AROMATIC
COMPOUNDS (PESTICIDES AND INDUSTRIAL CHEMICALS) UPOPs releases from
the production and use of pesticides and other industrial chemicals
Chlorinated aromatic compounds were a major source of PCDD/PCDF in
the historic production of certain aromatic pesticides (Götz et al.
2013; UNEP 2013; Weber et al. 2008) and can still be present in
current pesticide formulation (Holt et al. 2010; Huang et al. 2014;
Liu et al. 2013). It has recently been highlighted that UPOPs from
chemical production have e.g. been considerably underestimated in
the former PCDD/PCDF inventory in China, and that chemical
production is recently identified as a major source of PCDD/PCDF
and other UPOPs that should be considered in the update of China’s
National Implementation Plan (Nie et al. 2015).
Production technologies impact the level of UPOPs contamination
and release. While most pesticides in source category 7d are listed
with a single emission factor, different production and refining
technologies might result in considerably different values (as can
be seen for e.g. 2,4-D where a good set of measurements were
available and emission factors for different technology levels have
been included in the Toolkit see below section 2.5).
Further, residues have been shown as potentially significant
vectors of release from the production of pesticides and other
organochlorine chemicals. This is especially evident when
distillation or other clean-up steps are included and related
wastes were disposed (Götz et al. 2013; Weber and Varbelow 2013;
Japan Government 2006, 2007; Lysychenko et al. 2015).
Large PCDD/PCDF reservoirs exist from the former application of
pesticides (Camenzuli et al. 2015; Masunaga et al. 2004; Seike et
al. 2007; Suriname Ministry of Labour, Technological Development
and Environment 2011; Weber et al. 2008) or from other large scale
historic releases from former production processes (Verta et al.
2009; Birch et al. 2007). It has been revealed in recent years that
these reservoirs have high relevance for feed and food
(livestock)
2 safety (Birch et al. 2007; Hoogenboom et al. 2015, Kamphues
and Schulze 2006;
Kamphues et al. 2011; Lake et al. 2014; Malisch et al. 1996;
Weber et al. 2014). These reservoirs are therefore important for
the inventory development
3
Therefore not only the levels of unintentional POPs in pesticide
production or other industrial chemical with high PCDD/PCDF
formation potential need to be minimized or eliminated but also the
residues of such productions need to be minimized and appropriately
managed and destroyed (see e.g. BAT&BEP Guidelines, Section
VI.F Specific Chemical Production Processes Releasing Chemicals
Listed in Annex C; UNEP 2007).
.
2 Guidelines have been developed for the management of livestock
on the flood plains of the Elbe river contaminated with
PCDD/PCDF and other pollutants (Landwirtschaftskammer
Niedersachsen 2010, 2011). 3 Currently, only a limited number of
country inventories address this PCDD/PCDF legacy source which is
described in
Chapter 10 of the Toolkit without specifying emission
factors.
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 13
In this section information on the production processes of some
pesticides and other chlorinated aromatic chemicals is compiled.
Also further information needs on the individual production
processes are formulated.
For a range of pesticides only initial information on PCDD/PCDF
or other unintentional POPs was available by 2013 and was not
sufficient to derive emission factors for the UNEP Dioxin Toolkit
(UNEP 2013). These were listed in Annex 2 of the UNEP Toolkit and
are also listed in Annex in this report.
1.5 Chlorobenzenes Chlorobenzenes are produced commercially by
reacting Cl2 with liquid benzene in the presence of a catalyst such
as ferric chloride (FeCl3). The predominant products of this
reaction are monochlorobenzene, HCl, 1,2-dichlorobenzene
(o-dichlorobenzene) (CAS 95-50-1) and 1,4-dichlorobenzene
(p-dichlorobenzene) (CAS 106-46-7). As this direct chlorination
process is continued, 1,2,4-trichlorobenzene (CAS 120-82-1), other
tri-, tetra-, and pentachlorobenzenes, and, finally,
hexachlorobenzene are formed. Total global production of
chlorobenzenes in 2003 was estimated at 640,000 tons (China
Chemical Reporter 2004).
Only one studies assessed the PCDD/PCDF level in products and
intermediates (Table 1; Liu et al. 2004) and a few studies (German
Environmental Agency 1985; Hagenmaier 1987). The levels in the
intermediates were relatively high (620 ng TEQ/kg) (Liu et al,
2004; Table 1). Table 1: PCDD/PCDF contaminants in intermediates
and products from (Liu et al. 2004)
Sample PCDD/PCDF (ng TEQ/kg) Intermediate: mixture of 1,2- and
1,4-dichlorobenzene after distillation and separation from
monochlorobenzene 620
Intermediate: mixture of di- and trichlorobenzenes 1850 Residue
left from purification of 1,2,4-trichlorobenzene 3370
1,4-Dichlorobenzene: after distillation and crystallization (98.1%)
39
1,2-Dichlorobenzene: after distillation and crystallization ND
Purified 1,2,4-trichlorobenzene ND
1.5.1 Currently only a few studies have investigated the
occurrence of PCDD/PCDF in chlorobenzenes (Hagenmaier 1987; German
Environmental Agency 1985), and only one study assessed
intermediates in chlorobenzene production. None of these studies
assessed PCDD/PCDF content in relationship to the reaction
conditions in the production process. Therefore further information
is needed to define BAT levels and conditions:
Further information needed for chlorobenzene production
processes
• Other than the process described by Liu et al. (2004), what,
if any, production processes are in use for commercial production
of PCBz?
• How does UPOPs formation vary with each such process in
comparison to that reported by Liu et al. (2004)? What factors are
important in triggering differences in PCDD/PCDF and UPOP
levels?
• Do all processes for manufacturing PCBz use the same clean-up
steps (distillation and crystallisation) for refining to the final
product as those described by Liu et al. (2004)?
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 14
1.6 Chloranil p-Chloranil (CAS 118-75-2) is used as an
intermediate in the production of medicines, pesticides, and
dioxazine dyes (Liu et al
For p-chloranil manufacture, the Toolkit lists several PCDD/PCDF
emission factors. While initial data on other UPOPs (PCB, HCB and
PeCBz) are mentioned, no emission factors have been derived yet
(UNEP 2013).
. 2012). It is also used as a fungicide and for seed treatment,
although such uses are prohibited in some countries (UNEP
2013).
Some portion of the PCDD/PCDF and other unintentional POPs that
occur in chloranil are transferred to dyestuffs, pigments, inks,
etc. and other products made from chloranil (see chloranil-derived
pigments and dyes below). In turn, some portion of PCDD/PCDF and
other UPOPs in chloranil-derived materials are transferred into the
production processes of textiles, polymers/plastics, and packaging
materials (paper, tin cans, etc.) and released in process outputs
(see, for example, source category 7g – Textile Production).
Therefore some of this contaminated materials may potentially
result in direct human exposure.
The two main synthesis methods for p-chloranil are. 1. The
process of direct chlorination of phenol using Cl2, which produces
both o- and p-
chloranil was developed and used in Germany until 1990. This
process might still be used by producers in other countries (UNEP
2013; Kirk-Othmer 1991)
2. Conversion of phenol to hydroquinone, followed by the
reaction of hydroquinone with Cl2 or hydrogen peroxide and
hydrochloric acid to form p-chloranil. (Kirk-Othmer 1991)
There are other processes which can be used to synthesize
chloranil. However it is not reported if they are used in full
scale production of chloranil:
1. Hydroxylation and chlorination/oxidation of trichlorophenol
with chromic acid with hydrochloric acid and potassium chlorate
(Spencer 1982; Ashfort 1994)
2. Reaction of cyclohexane and hydrogen chloride with oxygen
over a oxidation catalyst 3. From phenol, p-chlorophenol, or
p-phenylenediamine by treatment with potassium
chlorate and hydrochloric acid. (Lewis 1993)
4. From aniline when treated with chlorine gas, in an aqueous
mixture of sulfulric acid and acetic acid (at 105-115 °C).
(Kirk-Othmer 1991)
Refining of raw chloranil: PCDD/PCDF emission factors for the
two production routes in greatest use are high (400,000 µg TEQ/t
and 1,500,000 µg TEQ/t respectively). The large difference in the
PCDD/PCDF concentration from the different chloranil producing
industries was explained by the difference in the PCDD/PCDF removal
efficiency of the purification process (Liu et al. 2012). Therefore
the purification of chloranil plays a crucial role in controlling
the releases of the unintentional POPs during the chloranil
production process. Details on the purification process of
chloranil were not described in the paper. Currently the lower
emission factors based on purification is only listed for the
hydroquinone route (table 2). However, purification can most
probably be applied to both processes.
1.6.1 In the current studies on PCDD/PCDF and other
unintentional POP in chloranil no specific BAT/BEP measure within
the synthesis process was reported in the papers (Liu et al.
2012)
Further information needed for chloranil production
processes
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 15
which could currently be recommended for reduction of PCDD/PCDF
and other unintentional POPs. Only the information is given that
purification lead to the reduction of PCDD/PCDF content (Liu et al.
2012). Since the purification processes were not described, the
following information is needed:
• Can crude chloranil be produced via the two main production
methods (synthesis from phenol and synthesis from hydroquinone)
with PCDD/PCDF emission factors lower than those currently listed
in the Toolkit (400,000 µg TEQ/t and 1,500,000 µg TEQ/t
respectively).
• What emission factors can be achieved only by optimizing
reaction conditions and what are these conditions?
• Are other synthesis routes mentioned above applied in
technical scale? Do any of them have advantages in respect to UPOPs
formation?
• What are the refining steps used to clean the crude chloranil,
can they be applied to both major synthesis routes, and what is
their removal efficiency respectively.
Table 2: PCDD/PCDF emission factors for source category 7d
p-Chloranil Production (UNEP 2013)
7d p-Chloranil Production Emission Factors (µg TEQ/t product)
Classification Air Water Land Product Residue
1 Direct chlorination of phenol ND ND ND 400,000 ND
2 Chlorination of hydroquinone with minimal purification ND ND
ND 1,500,000 ND
3 Chlorination of hydroquinone with moderate purification ND ND
ND 26,000 ND
4 Chlorination of hydroquinone with advanced purification ND ND
ND 150 ND
1.7 Pentachlorophenol Pentachlorophenol (PCP; CAS 87-86-5) and
PCP-Na (CAS 131-52-2) has recently been listed as POPs in the
Stockholm Convention with the exemption of wood preservative for
utility poles and cross arms (UNEP 2015). Therefore no further PCP
production is taking place for this specific use.
PCP and PCP-Na were also used as pesticides and as preservatives
for wood indoor, leather, textiles (including cotton or wool) and
for killing snails in areas where schistosomiasis is epidemic
(Zheng et al. 2011). These other uses are not listed as
exemptions.
PCDD/PCDF in PCP resulted in contamination of livestock from PCP
treated wood in stables (Fries et al. 2002; Huwe et al. 2004) or
from recycling of wood in animal bedding (Brambilla et al. 2009).
Also the use of PCP treated saw mill dust in feed additive caused
food contamination (Hoogenboom et al. 2004) or from contamination
of feed from drying with PCP treated wood (Schwind & Hecht
2004). PCP was also the source of PCDD/F in guargum, which is used
globally as food starch (European Commission Community Reference
Laboratory for Dioxins and PCBs in Feed and Food 2007a,b).
Single emission factors for PCP and PCP-Na are listed in the
Toolkit without information on differentiation of production
quality (e.g. high-end or low-end production process).
Production of PCP:
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 16
PCP is produced via the reaction of chlorine with liquid phenol,
chlorophenol or a polychlorophenol to produce
2,4,6-trichlorophenol, which is then converted to PCP by further
chlorination at progressively higher temperatures in the presence
of catalysts (aluminum, antimony, their chlorides, or others)
(Borysiewicz, 2008).
A patent was issued in 2010 on a method for improving PCP
production by reducing PCDD/PCDF contamination (Savage and Yu,
2010). In this patent PCP is produced by the progressive
chlorination of phenol. Because PCDD/PCDF formation occurs mainly
in the late stage of the reaction, one conclusion was to stop the
reaction at a certain degree of chlorination (Savage & Yu
2010).
PCP has also been produced from the thermolysis of
hexachlorocyclohexane (HCH) as a recycling approach of waste
isomers including a chlorination step and hydrolysis (Wu 1999).
Currently only one emission factor is listed in the Toolkit
(634,000 μg TEQ t-1) without assigning particular described
production conditions. It is well documented that PCP can have much
higher (10,000,000 μg TEQ t-1) and lower (10,000 μg TEQ t-1)
contamination levels. These known values of commercial PCP might
tentatively be assigned for low-end, mid-range and high-end
production processes.
Production of PCP-Na: The main production process for PCP-Na is
the dissolution of PCP flakes in sodium hydroxide solution
(Borysiewicz, 2008). PCP-Na has also been produced via alkaline
hydrolysis of hexachlorobenzene (HCB) in methanol and dihydric
alcohols, in water and mixtures of different solvents in an
autoclave at 130 - 170°C (Borysiewicz 2008).
The Stockholm Convention Center China recently measured the
PCDD/PCDF and PCB levels in PCP-Na from the last registered PCP
production China in 2011
4
Another sample of a PCP-Na formulation (65% active ingredient)
was taken in 2011 from the Chinese market (Huang et al. 2014). The
PCDD/PCDF level in this sample was extremely high at a
concentration of 1,815,000 μg TEQ t-1 (recalculated to PCP)
and a PCP formulation from the maket (Huang 2014). The PCDD/PCDF
content of the PCP-Na was low (2100 µg WHO (2005) TEQ t-1). Also
PCB levels of 76 µg WHO (2005) TEQ t-1 were measured in the PCP
sample.
5
Table 3: Emission factors for PCP and PCP-Na for high-end,
mid-range and low-end emission factors (Huang 2014; Masunaga et al.
2001; UNEP 2013)
. The PCDD/PCDF levels in this PCP-Na is more than an order of
magnitude higher compared to the current emission factor in the
Toolkit (12,500 μg TEQ t-1), while the levels in the PCP-Na from
the Chinese production facility was a factor of 6 lower (2,100 μg
TEQ t-1) compared to the current default emission factor. These
relatively contemporary values can be used to improve the
information on emission factors currently listed in the Toolkit
(Table 3).
Chemical (Former) Use6 Information available supports to
development of EF for PCDD/PCDF
4 The last officially PCP production in China had a license for
PCP production until 2011 and stopped production then.
Currently there is no PCP production in China. 5 The congener
pattern of the PCP formulation had a different congener pattern
compared to the raw pesticide of the only
registered Chinese PCP-Na producer. Therefore, it is concluded
that this sample does not originate from the registered plant but
that either the PCP-Na stem from import or from PCP of a
non-registered PCP production.
6 Only the use of PCP in wood preservation has been exempted in
the Stockholm Convention listing. However countries
having not ratified the convention or having not opted in for
PCP might still produce and use PCP for other uses.
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 17
PCP Fungicide (Wood; leather, textile); pesticide
Low-end 10,000 μg TEQ t-1 Mid-range (Toolkit) 634,000 μg TEQ t-1
High-end 10,000.000 μg TEQ t-1
PCP-Na Fungicide (Wood; leather, textile); pesticide
Low-end 2,100 μg TEQ t-1 Mid-range (Toolkit) 12,500 μg TEQ t-1
High 1,815,000 μg TEQ t-1
1.7.1 In the current studies on PCDD/PCDF and other
unintentional POPs in PCP only one patent described measures within
the synthesis process to reduce PCDD/PCDF (Savage & Yu
2010).
Further information needed for PCP production processes
No information was described for the purification.
Therefore the following information is needed for better
defining production and purification processes:
• What are the process conditions and PCDD/PCDF and other UPOPs
levels in PCP and PCP-Na production that can be reached without
refining steps?
• What are the refining steps for clean-up of PCP and PCP-Na and
what levels of PCDD/PCDF and other UPOPs can be reached with the
refining steps.
1.8 2,4-D and derivatives 2,4-Dichlorophenoxyacetic acid (2,4-D,
CAS 94-75-7) and its derivatives (Table 4) are systemic herbicides
used to control broadleaf weeds. 2,4-D is one of the world’s most
widely used pesticides (Industry Task Force, 2012).
PCDD/PCDF emission factors currently listed in the Toolkit range
from 0.1 μg WHO-TEQ t-1 (high-end technology) to 5,688 μg WHO-TEQ
t-1 (low-end technology). Recent measurements in China were between
13.4 and 268 µg TEQ t-1, which are, on average, slightly lower than
the emission factor of mid-range technologies (170 µg TEQ t-1).
Also other UPOPs have been detected in 2,4-D derivatives. Liu et
al. (2013) analysed PCDD/PCDF, PCB, PeCBz and HxCB in 2,4-DB from
three different Chinese producers and reported values in the range
of 293 to 695 μg TEQ t-1. The WHO-TEQ values of the PCBs were
relatively low and between 0.057 and 0.466 μg TEQ t-1. HCB levels
ranged from ND to 2907 µg t-1 and PeCB concentration from 372 to
3084 µg t-1 Liu et al. (2013).
Production of 2,4-D and derivatives Manufacture of 2,4-D and
derivatives involve two major production steps:
• Chlorination of phenol to form 2,4-dichlorphenol (2,4-DCP),
and
• Synthesis of the 2,4-D or derivative from 2,4-DCP. From
mechanistic considerations, the chlorination step has a high
PCDD/PCDF formation potential. High levels in 2,4-DCP from an East
European production (Grochowalski et al. 2012) confirm that most
PCDD/PCDF formation occurs in the step of 2,4-DCP production.
However also the second step – synthesis of derivative from
2,4-DCP - has a certain PCDD/PCDF formation potential.
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 18
2,4-D is commonly prepared by the condensation of
2,4-dichlorophenol with monochloroacetic acid in a strongly
alkaline medium at moderate temperatures. The alkali metal salts of
2,4-D are produced by the reaction of 2,4-D with the appropriate
metal base. Amine salts are obtained by reacting amine and 2,4-D in
a compatible solvent. Esters are formed by acid-catalysed
esterification with azeotropic distillation of water or by direct
synthesis in which the appropriate ester of monochloroacetic acid
is reacted with dichlorophenol to form the 2,4-D ester (IPCS
1989).
Higher reaction temperatures and alkaline conditions during the
manufacture of 2,4-D increase the formation of PCDD/PCDF. However,
currently there is no study published to which degree the formation
of newly formed PCDD/PCDF in the second production steps
significantly contribute to the total PCDD/PCDF contamination
compared to the PCDD/PCDF levels.
Alternative synthesis route:
2,4-D can also be produced by the chlorination of phenoxyacetic
acid, but this method leads to a product with a high content of
2,4-dichlorophenol and other impurities. Table 4: 2,4-D and
relevant derivatives
2,4-D and derivatives CAS numbers 2,4-D CAS 94-75-7 2,4-D sodium
salt CAS 2702-72-9 2,4-D diethyl amine CAS 2008-39-1 2,4-D
dimethylamine salt CAS 2008-39-1 2,4-D isopropyl ester CAS 94-11-1
2,4-D ethylhexyl ester CAS 1928-43-4 2,4-D butoxyethyl ester CAS
1929-73-3 2,4-DB (4-(2,4-dichlorophenoxy)butyric acid) CAS 94-82-6
2,4-D isooctyl ester CAS 25168-26-7
1.8.1 In the current studies on PCDD/PCDF and other
unintentional POPs in 2,4-D or 2,4-D derivatives, no details on
process parameters (e.g. temperature, pH or time) and related
unintentional POPs formation and levels are described. Also no
details on purification of 2,4-DCP and 2,4-D and derivatives have
been published.
Further information needed for 2,4-D and derivative production
processes
Therefore the following information is needed for better
defining production and purification processes of 2,4-D and
derivatives:
• What are the process conditions and the related levels of
PCDD/PCDF and other unintentional POPs in the production of
dichlorophenol (DCP).
• What are refining steps for dichlorophenol and achievable
levels of PCDD/PCDF and UPOPs?
• Under which conditions are further PCDD/PCDF and other UPOPs
formed in the production of 2,4-D and derivatives from 2,4-DCP.
• What are refining procedures of 2,4-D and other
derivatives.
1.9 DDT and PCDD/PCDF in Dicofol a) DDT in dicofol
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 19
Dicofol is normally synthesized from technical DDT. During the
process, DDT is first chlorinated to an intermediate, Cl- DDT,
followed by hydrolysis to dicofol (Tang et al 1998). The resulting
active ingredient is a mixture of approximately 80% p,p’-dicofol
and 20% o,p’-dicofol (van de Plassche et al. 2004).
After the synthesis reaction, DDT and Cl-DDT remain in the
dicofol product as impurities (Qiu et al. 2005). High amounts of
DDT were detected in Chinese dicofol in 2005 at levels up to 34%
with an average of approx. 13% DDT, 4.4% DDE and 6.9% Cl-DDT (Qiu
et al. 2005)
7
Two chemical industry sector standards of the People’s Republic
of China, HG3699-2002 and HG3700-2002, require DDT impurity to be
no more than 0.5% of technical dicofol or below 0.1% of formulated
dicofol containing 20% dicofol (Qiu et al. 2005). In several
countries (e.g. Argentina, Brazil, Canada, EU, USA) the DDT level
in dicofol is limited to less than 0.1% (van de Plassche et al.
2004).
. This DDT contamination in dicofol resulted in the release in
China of 12,912 tonnes of DDT from dicofol use from 1984 to 2003
(Wang et al. 2010), while only approx. 2,400 tonnes DDT was used
for malaria control during the same period. Therefore from the
total of 15,312 tonnes of DDT released, approximately 84% was from
DDT as an impurity in dicofol (Wang et al. 2010). Dicofol from an
Indian production formerly contained 3.5% DDT (van de Plassche et
al. 2004).
Therefore, with BAT production of dicofol, it is possible to
achieve levels of less than 0.1% DDT in dicofol. However it is
unclear if the 0.1% can be reached in the production process of
dicofol or if purification is needed. It was reported that dicofol
produced by Dow AgroSciences (KELTHANE®) is purified on-site to
meet the 0.1% DDT limit (van de Plassche et al. 2004). This
indicates that dicofol production requires a refining step. The DDT
and related substance content of crude dicofol produced by Dow
AgroSciences and employed as feedstock for purification is unknown
(van de Plassche et al. 2004)
8
b) PCDD/PCDF in dicofol product
.
Li et al. (2014) reported that the emission factor of PCDD/PCDFs
for dicofol product in the Chinese dicofol production was 86.3 μg
TEQ t-1. Also releases to wastewater and waste acid have been
measured and estimated to be 0.074 μg TEQ t-1, 0.023 μg TEQ t-1 of
dicofol (Li et al. 2014). Therefore the release via these vectors
seems relatively small. On the basis of the annual dicofol
production (c. 2000 t a-1), the annual amount of PCDD/PCDFs in
product was estimated to be 0.17 g I-TEQ a-1 (Li et al. 2014)
indicating a minor relevance and improvement potential.
1.9.1 Following further information is needed in respect to
Dicofol production
Further information needed for dicofol production processes
• Achievable DDT levels in the raw dicofol (to clarify if 0.1%
of DDT can be reached in the production without purification. This
would also be a relevant information for assessing dicofol
productions and related DDT waste.
7 This DDT contamination in dicofol resulted in China in an
emission of 12,912 tonnes of DDT from dicofol use from 1984
to 2003 (Wang et al. 2010), while only approx. 2400 tonnes DDT
was used for malaria control during the same period. Therefore from
the total of 15,312 tonnes of DDT released, approximately 84% was
from DDT as an impurity in dicofol (Wang et al. 2010).
8 The manufacturing wastes - including those containing DDT and
related substances - are destroyed through appropriate
techniques like high-temperature incineration.
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 20
• Purification method of raw dicofol and achievable DDT
levels.
1.10 PCNB The PCNB dataset of Holt et al (2010) and Hung et al.
(2012) was used for developing emission factors for PCNB in the
Toolkit (UNEP 2013). Additionally PCB data have been provided by
the study of Huang et al. (2014). Recently Huang et al. (2014)
published the full dataset in a peer reviewed paper (Huang et al
2014). Here the PCDD/PCDF data and PCB data included in UNEP
toolkit have been confirmed within the peer review process. In
addition HCB and PeCBz were measured in the study. HCB levels
ranged between 3,700 to 52,000 µg t-1 and PeCBz between 40 and 300
µg t-1 (Huang et al. 2014).
PCNB can be produced by either the chlorination of
nitrobenzene/chloronitrobenzene or the nitration of chlorinated
benzenes (EHC41 1984). Today the production via nitrobenzene or
chloronitrobenzene seems preferred (Huang et al. 2014).
Chlorosulfonic acid is used as solvent and nitrobenzene or
monochloronitrobenzene is used as the raw material. Iodine is used
as catalyst (typically 0.3 %). After heating to 60–100 °C, the
chlorine gas is introduced while stirring the mixture. The hydrogen
chloride (HCl) generated is pumped into the adsorption kettle by a
water injector. After the chlorination is completed, the mixture is
educed and filtered (Huang et al. 2014).
The PCDD/F levels in the formulation were higher compared to the
raw PCNB purchased from the producers (Huang et al. 2014). It was
not clarified if PCDD/F is formed during processes used for
producing the formulation (e.g. milling). PCNB has a PCDD/F
formation potential in sun light (Holt et al. 2012) and might also
under other conditions (e.g. milling processes during formulation)
form PCDD/F.
1.10.1 Following further information is needed in respect to
PCNB production
Further information needed for dicofol production processes
• PCNB formation mechanism of PCDD/F and reduction measures.
• Refining processes used and removal efficiency.
• Potential of formation of PCDD/F in formulation processes
(milling) and reduction measures.
1.10.2
For a range of pesticide only initial information on PCDD/PCDF
or other unintentional POPs are available which were not sufficient
to derive emission factors yet (UNEP 2013). These pesticides were
listed in Annex 2 of the UNEP Toolkit and are also listed in Annex
A1 in this report. Also the USEPA has developed a list of
pesticides known or suspected to be accompanied by PCDD/PCDF
formation during production (US EPA 2005; Bretthauer et al. 1991).
These are listed in Annex A2 in this report. For most of these
pesticides no or very limited data on are available.
Pesticides recently associated with PCDD/PCDF formation and
releases or suspected to contain PCDD/PCDF
Also many chlorinated aromatic chemicals not included in the
toolkit or in the list in Annex are currently used in industry,
consumer goods or a pesticides. The current pesticides produced
(>1300 different pesticides) might contain a range of such
chlorinated aromatic compounds not yet been assessed on their
contamination level with PCDD/PCDF and other unintentional POPs.
Depending on their possible contamination level, the production
volumes and mode of use, might have relevance to the overall
releases of unintentional POPs and related human exposure.
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 21
For these production processes and products following
information would be valuable to conclude on contamination levels
and source of contamination in the respective processes:
• More data on PCDD/PCDF and other unintentional POPs levels of
the chemicals and the formulation.
• Details of the production process which might help to further
evaluate the potential of formation of unintentional POPs in these
processes or the introduction of unintentional POPs via other
chemicals as described in section 2.7.7.
• Assessment of total dioxin-like toxicity as indicator for
other dioxin-like compounds (e.g. dl-PCBs; dl-PCNs). Here the
assessment of the chemicals from organochlorine industry had
sometimes considerable higher dioxin-like toxicity where the
measured PCDD/PCDF could only explain 5% (van Hattum et al. 2004).
Also for pesticides it has been shown that the dioxin-like toxicity
can be far higher than the TEQ measured by instrumental analysis of
PCDD/PCDF and dl-PCBs (Huwe et al. 2003)
9. A
screening with accredited bio-assays for dioxin-like toxicity as
listed approach in the UNEP BAT/BEP guidelines might be a cheap
10 and feasible approach to screen
PCDD/PCDF and dioxin-like substances in pesticides and
industrial chemicals (van Hattum et al. 2004). If, for instance, in
addition to chlorine, other substituents are present in the
aromatic moiety or heteroatoms are present in a chemical/
pesticide, depending on the structure, the chemical might have
dioxin-like toxicity. Dioxin-like compounds such as the pyridine
analogue of 2,3,7,8-TCDD (2,3,7,8-TCDD-pyridine) was recently
described as thermal condensation product from chlorpyrifos
11
2 UNINTENTIONAL POPS IN THE PRODUCTION OF AROMATIC PIGMENTS
(Sakiyama et al. 2012; Behnisch et al. 2013). Due to the
additional substituents or heteroatom these compounds are not
detected in the normal PCDD/PCDF analysis (Sakiyama et al. 2012)
but might still have dioxin-like toxicity (Behnisch et al.
2013).
Unintentional POPs have been reported by a wide range of
pigments and some emission factors have been listed in the UNEP
toolkit (UNEP 2013). For a few pigments of different pigment groups
(phthalocyanines see 4.1; dioxazine dyes see 4.2) some emission
factors for PCDD/PCDF are listed in the UNEP toolkit (UNEP 2013).
For other pigment groups high levels of HCB have been found (in
particular those based on tetrachlorophthalic acid (TCPA) see 4.3)
and some emission factors are included in Annex 48 in the UNEP
toolkit (UNEP 2013).
In recent years PCB have been detected in a range of pigments
(Anezaki & Nakano 2014; Anezaki et al. 2014; Hu and Hornbuckle
2010). Some of these belonging to already listed pigment groups and
some belong were from pigment groups not yet listed in the UNEP
toolkit including pigment group of azo-dyes and pigments (see
section 4.4) and Polyaromatic type pigments (see section 4.5).
9 With combined instrumental and biological measurements it has
been revealed that today the largest share of dioxin-like
toxicity in e.g. house dust or sewage sludge does not stem from
PCDD/PCDF or dl-PCB but that other dioxin-like compounds are
responsible for the toxicity (Tue et al. 2013; Venkatesean and
Halden 2014).
10 The chemical analysis of a larger set of dioxin-like
compounds (PCDD, PCDF, dl-PCBs, dl-PCNs, PBDD/PBDF,
PCDD/PXDF) is very expensive for individual samples. Therefore a
pre-screening with bio-assay can result in a pre-selection of
samples.
11 Chlorpyrifos is a high volume pesticide
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 22
These pigments are used for consumer products such as paints,
plastics, print/magazines or packaging (including food). The
Washington State Department of Ecology has recently measured PCB in
a range of consumer (packaging, paper products, paint and
colorants, caulks and printer inks). In most of the samples
unintentional PCB were detected. Concentrations were in the ppb
level with the highest PCB contamination of 320,000 µg t-1 in a
green paint (Washington State Department of Ecology 2014).
The Japanese Ministry of Economy, Trade and Industry (METI) is
monitoring the PCB content of pigments imported and used in Japan
and have compiled data for batches of a range of pigments exceeding
the Basel Convention low POPs limit for PCBs of 50 ppm (Table 5).
Several of these pigments had PCB levels up to 2000 ppm for a
Pigment Yellow-83 (Table 5).
In the study of the Japanese Ministry of Economy and Trade
(METI) and the individual research groups PCDD/PCDF levels in the
pigments were not reported and probably not measured. Also from the
pigments with high PCB levels of METI (table 2) no PCDD/PCDF
12
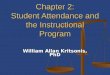
Table 5: Pigment batches monitored by the Japanese Ministry of
Economy and Trade exceeding 50 ppm limit for import or use in Japan
(METI 2013)
emission factors are listed in the UNEP toolkit. For one pigment
(Violet 23) investigated by Anazaki et al. 2014 and Anazaki &
Nakano (2014) a PCDD/PCDF emission factor is listed in the
toolkit.
Name of Pigment Name of Product Amount of PCB (ppm) Pigment Red
-2 (CAS: 6041-94-7)
ZA-855 Red 37~58 ppm PERMANENT RED G-87 52 ppm FAST RED F2R
(PR-2) POWDER 61 ppm
Pigment Red -112 (CAS: 6535-46-2)
ZA-862 Red 16~121 ppm Permanent Red GY
Pigment Yellow -12 (CAS: 6358-85-6)
Pigment Yellow 1207 1,500 ppm Disazo Yellow G 178-4 110 ppm
Pigment Yellow -13 (CAS: 5102-83-0)
DISAZO YELLOW 3GR-M 220 ppm DISAZO YELLOW 3GR-M-5
Pigment Yellow -14 (CAS: 5408-75-7)
SUIMEI YELLOW GGNB 810 ppm
Pigment Yellow -17 (CAS: 4531-49-1)
SUIMEI YELLOW 7G 700 ppm SUIMEI YELLOW 7GKT 1000 ppm
Pigment Yellow -55 (CAS: 6358-37-8)
SUIMEI YELLOW DRO-10 1,500 ppm SYMULER Fast Yellow 4539
Pigment Yellow -81 (CAS: 22094-93-5)
SUIMEI YELLOW F10G 79 ppm
Pigment Yellow -83 (CAS: 5567-15-7)
SUMIKAPRINT FAST YELLOW HR-M 52~280 ppm SUMITONE FAST YELLOW
HR-M-5 SUMIKAPRINT FAST YELLOW HR-T-2 SUMIKAPRINT FAST YELLOW HR
PY-2GN SUIMEI YELLOW ERT 2,000 ppm SUIMEI YELLOW 5RT Permanent
Yellow HR-1183-2 59 ppm
12
For one pigment (Violet 23) investigated by (Anazaki et al.
2014) and (Anazaki & Nakano 2014 a) PCDD/PCDF emission factor
is listed in the toolkit.
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 23
Pigment Yellow -165 (C16H12Cl2N4O)
FAST YELLOW F5G 208 ppm
Pigment Orange -13 (CAS: 3520-72-7)
Orange BO-01 1,000 ppm
Pigment Orange -34 (CAS: 15793-73-4)
SUIMEI PYRAZOLONE ORANGE GR-N 190 ppm
2.1 Phthalocyanine dyes and pigments Phthalocyanine dyes and
pigments are widely used in paints and plastic. The global
production rate in 2011 was about 420,000 tons (Linak et al.
2011).
Phthalocyanine dyes con contain a range of unintentional POPs
including PCDD/PCDF, PCB and HCB (Heindl & Hutzinger 1989; Ni
et al. 2005; Anezaki & Nakano 2014). Two phthalocyanine dyes -
Phthalocyanine copper (CAS 147-14-8) and Phthalocyanine green (CAS
1328-45-6) - are listed with PCDD/PCDF and HCB emission factors in
the Toolkit (UNEP 2013).
Phthalocyanine dyes and pigments are prepared by variations of
the following methods (UNEP 2013):
• Reaction of phthalonitrile with metal or metal salts;
• Reaction of phthalic anhydride, phthalic acid or phthalimide,
tetrachlorophthalic anhydride with e.g. specific organics, urea,
metal salt and catalyst;
• Reaction of metal-free phthalocyanine or replaceable metal
phthalocyanine with another metal.
Copper phthalocyanine (Phthalocyanine Blue BN, also called
Monastral blue, phthalo blue (CAS 147-14-8, EINECS 205-685-1)), is
a blue pigment generally produced using the second method (Heindl
& Hutzinger 1986). The phthalic anhydride/imide, a metal salt,
urea and a catalyst are heated at 170-200C for about four hours in
a solvent such as trichlorobenzene, nitrobenzene or
chloronaphthalene.
The blue of copper phthalocyanine is shifted towards green by
replacing hydrogen atoms on the aromatic rings with chlorine (e.g.
pigment green 7) or chlorine and bromine (e.g. pigment green 36).
This is accomplished through direct chlorination of copper
phthalocyanine by passing chlorine into an AlCl3/NaCl mixture at
180-200°C (Jain 2011). PCDD/PCDF have been detected in samples of
copper phthalocyanine and phthalocyanine green (Ni et al. 2005), as
well as nickel phthalocyanine (Hutzinger and Fiedler 1991).
Source for PCDD/PCDF and other UPOPs formation and related
reduction option 1) Use of chlorinated aromatic solvent and applied
temperature One source of unintentional POPs (in particular PCB and
PCDD/PCDF) in phthalocyanines including the non-chlorinated stem
from the use of chlorinated solvents (Table 6). The PCB-content of
phthalocyanines was due to the use of chlorinated aromatic solvents
like dichlorobenzene and trichlorobenzene (Anliker 1981; Kerner
& Maissen 1980; Heindl & Hutzinger 1986) and were often
above regulation limit in the EU and Stockholm Convention (50 ppm)
or limit in the United States (25 ppm) (Brychky & Wagner 1998).
Also PCDD/PCDF levels in phthalocyanines were sometimes above
German chemical regulation limits (Brychky & Wagner 1998).
There are two options for the presence of PCB and PCDD/PCDF from
chlorobenzene solvents:
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 24
• They are already present in the chlorobenzene solvent.
• They are newly formed in the production of Phthalocyanines
Both pathways are found in practice. Chlorobenzene can contain PCB
and PCDD/PCDF (Hagenmaier 1985; German Environmental Agency 1985;
Liu et al. 200). PCBs can be formed by the condensation of
chlorobenzenes during condition of phthalocyanine synthesis
reaching temperature of approx. 210°C (Brychky & Wagner 1998).
E.g. PCBs are formed when heating of 1,2,4-trichlorobenzene (used
as solvent) at 200°C in the presence of copper chloride. These
reaction condition also resulted in the formation of PCDD/PCDF in
ppt/ppb-range (Heindl & Hutzinger 1989).
When decreasing the temperature, PCDD/PCDFs are still formed at
180°C, but were not detected at 160°C and below (Heindl &
Hutzinger 1989). This study demonstrates the importance of detailed
assessment on temperature effects and metal effects on PCDD/PCDF
formation when using chlorinated aromatic solvents or reaction
products.
These pathways can also contaminate phthalocyanine blue where no
chlorination is involved.
Another solvent which have been used and is still be used is
monochloronaphthalene. This solvent seems to be used today also for
photovoltaic devices (Chen et al. 2008). The use of chlorine in
processes using chloronaphtalene will form polychlorinated
naphtalenes (PCNs) recently listed in the Stockholm Convention.
This formation pathway via chlorinated aromatic solvents can be
stopped/reduced by either
• substituting chlorinated aromatic solvents with other
solvents
• using clean chlorinated aromatic solvents and controlling
temperature below 160°C. 2) Formation of unintentional POPs during
chlorination of phthalocyanine solvents Unintentional POPs can also
be formed during the chlorination of phthalocyanine to chlorinated
phthalocyanine (e.g. pigment green 7). The chlorination of
phalocyanine is exothermal reaction over 15 to 30 hours which can
reach up to 1210°C (Brychky & Wagner 1998). At this temperature
and conditions some Phthalocyanine molecules might degrade and
become precursor for PCDD/PCDF (Brychky & Wagner 1998) and
other unintentional POPs such as HCB.
3) Formation of PCDD/PCDF during formulation of the pigments The
temperature during formulation is normally below 100°C. Therefore
PCDD/PCDF are not formed due to thermal condensation (see above).
However in the formulation also strong oxidizing agents such as
chromate, peroxide or perborate are used (Brychky & Wagner
1998). If precursors are present PCDD/PCDF might be form under such
advanced oxidation conditions (Weber 2007; Vallejo et al.
2015).
Therefore for a BAT/BEP production and formulation of
phthalocyanines following guidance were described for a high-end
production (BAT) with low PCDD/PCDF (Brychky & Wagner
1998):
• The raw materials should be selected including the
solvents
• The process parameters (in particular the temperature) need to
be strictly controlled
• The formulation process need to be controlled in respect to
The PCDD/PCDF and unintentional POPs content need to be monitored
to optimize and control the production process.
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 25
2.1.1 While the formation mechanism and the conditions in the
process of phthalocyanine blue and phthalocyanine green (Pigment 7)
is quite well described there are a range of further information
needed for minimizing PCDD/PCDF formation and release and to define
BAT:
Further information needed for phthalocyanine production
processes
• More quantitative data on PCDD/PCDF and other unintentional
POPs for the individual steps and the definition of high-end,
middle-bound and low-end processes
• Currently only information/Emission Factor for phthalocyanine
blue and phthalocyanine green are listed in the Toolkit (table 6)
and from other phthalocyanines no data are available and need to be
gathered.
• There are also phthalocyanine compounds which use a
combination of chlorination and bromination (e.g. pigment 36). Here
in addition to PCDD/PCDF also brominated-chlorinated PXDD/PCDF and
other mixed halogenated unintentional POPs analogues might be
formed.
• What solvents are currently used in the phthalocyanine
production and their effect on the PCDD/PCDF formation?
Table 6: PCDD/PCDF emission factors for source category 7d
Phthalocyanine Dyes and Pigments Production (UNEP 2013)
7d Phthalocyanine Dyes and Pigments Production Emission Factors
(µg TEQ/t product)
Classification Air Water Land Product Residue 1 Phthalocyanine
copper (CAS 147-14-8) ND ND ND 70 ND 2 Phthalocyanine green (CAS
1328-45-6) ND ND ND 1,400 ND
2.2 Dioxazine dyes and pigments Tests on some of these dyes and
pigments in the early 1990s showed PCDD/PCDF concentrations in the
range 1 to 60 mg TEQ/kg (USEPA 2006a, Krizanec and Le Marechal
2006). Currently three Dioxazine dyes are listed with single
emission factors in the Toolkit (UNEP 2013).
Production of dioxazine dyes and Dioxazine dyes and pigments are
produced through the reaction of p-chloranil with aromatic amines
in the presence of a base. The presence of unintentional POPs is
mainly attributed to the use of PCDD/PCDF-contaminated p-chloranil.
Also unintentional PCB including dioxin-like PCBs have been
detected in some dioxazine dyes (Anezaki & Nakano 2014).
In particular the p-chloranil produced by the chlorination of
phenol was considered as highly contaminated with PCDD/PCDF (USEPA
2006a, Krizanec and Le Marechal 2006) with an assigned emission
factor of 400,000 µg TEQ/t (see section 3.2). As one solution an
alternate production process was developed for producing chloranil
with lower PCDD/PCDF content through the reaction of hydroquinone
with HCl (UNEP 2013). However recent studies have shown that also
chloranil produced via this pathway can also have extreme high
PCDD/PCDF levels (Liu et al. 2012) and the low-end process has even
higher EF (1,500,000 µg TEQ/t) compared to the EF of the phenol
pathway (UNEP 2013; see section 3.2). Therefore high level of
PCDD/PCDF can result from the use of chloranil from both production
processes.
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 26
Other additional potential sources for unintentional POPs are
chlorinated solvents used in the production process (see section
2.6.1).
Reduction of unintentional POPs in dioxazine dyes Since
chloranil is considered the major source of unintentional POPs in
dioxazine dyes, the contamination level of chloranil (see section
3.2) is the main factor of reaching low PCDD/PCDF and other
unintentional POPs levels in dioxazine dyes.
Since also other chemicals used in the production process (e.g.
solvents) might contribute to unintentional POPs also these would
be controlled.
Finally dioxazine dyes might also be refined to reduce
unintentional POPs. Such refining have not been described for
dioxazine dyes in literature.
2.2.1 Currently only single emission factors are assigned for
the three listed dioxazin pigments in the Toolkit without
indicating PCDD/PCDF emission factor for high-end dioxazine dyes
production processes. The following information is needed in
respect to dioxazine dyes production:
Further information needed for dioxazine dyes production
processes
• What are the BAT levels for chloranil (currently indicated as
150 µg TEQ/t see section 3.2 and UNEP Toolkit) and what levels
would result in the dioxazine dyes if such a chloranil would be
used in their production?
• Are there other unintentional POPs source in dioxazine dyes
production?
• What refining steps (e.g. crystallization or solvent washing)
are or can be applied in dioxazine production and what effect in
PCDD/PCDF and other unintentional POPs reduction can be reached
respectively?
2.3 Tetrachlorophthalic acid (TCPA) and related pigments TCPA is
the primary feedstock for the production of a range of pigments.
While no PCDD/PCDF data are available for TCPA, unintentional HCB
concentrations as high as 3,000 g/t have been detected (Government
of Japan 2006, 2007).
The contamination of TCPA is a major source of the TCPA-derived
pigments (Government of Japan 2006).
Manufacturing process of tetrachlorophatalic acid There are two
manufacturing methods of TCPA (Government of Japan 2006):
a) Gas-phase process
In the gas-phase process TCPA is produced by reacting phthalic
anhydride with elemental chlorine in the gas phase.
b) Liquid-phase process
In the process using liquid method TCPA is manufactured by
reacting phthalic anhydride with chlorine gas in the liquid phase.
As solvent fuming sulfuric acid or chlorosulfonic acid is used.
According to the Report of the Government of Japan (2006), the
gas-phase process result in higher HCB levels. As main reason of
the higher HCB levels the higher temperature applied in the
gas-phase process are mentioned and the related decarboxylation of
phthalic acid (Government of Japan 2006). The temperature ranges
and problematic temperatures and associated HCB levels were not
mentioned.
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 27
As second parameter triggering the HCB production, the amount of
chlorine and the control of excess of chlorine are mentioned
(Government of Japan 2006).
Also the range of HCB in TCPA in the liquid process and
associated parameters was not mentioned in the study. It seems that
several 100 ppm HCB also is generated in the liquid process and
need to be further refined by crystallization.
Recrystallization Process According to the Japanese TCPA report,
manufacturers can reach in the first recrystallization process
using a certain organic solvent a reduction of unintentional HCB in
TCPA to 200 ppm. In the second recrystallization 80 ppm can be
achieved and a third recrystallization can reduce levels to 40 ppm
HCB (Government of Japan 2006).
The reduction of HCB in the process depends on the solvents
used. Up to more than 80% reduction might be reached with some
solvents but costs might prohibit the use of some solvents
(Government of Japan 2006).
According to the Japanese survey of manufacturers, a
recrystallization step add approximately 25 to 40% cost to the TCPA
price (Government of Japan 2006).
Suggested BAT levels The study concluded that BAT levels of less
than 200 ppm (with one recrystallization) and below 50 ppm can be
achieved by modification of the production processes and by
appropriate recrystallization (Government of Japan 2006). These
values are currently included in the UNEP toolkit (Table III.48.13;
UNEP 2013).
2.3.1 In the current studies on unintentional POPs in TCPA, no
details are described on process parameters (e.g. temperature, pH
or time) and related unintentional POPs formation and levels.
Further information needed for TCPA production processes
Therefore the following information is needed for better
defining production and purification processes of TCPA:
• What are the levels of HCB in TCPA from the gas-phase process
and what are levels which can be reached in this process. Are there
other parameters then the temperature which triggers HCB levels
from the gas-phase process?
• What are the levels of HCB in TCPA from the liquid-phase
process and what are levels which can be reached in this process.
What are the parameters which triggers the HCB levels from the
liquid-phase process.
• Details on the recrystallization process and solvents to reach
BAT levels.
• Further assessment of BAT levels suggested by the Government
of Japan (currently it is stated that 200 ppm might be considered
as BAT-level and 50 ppm can be reached). Assessment of HCB in TCPA
produced by manufacturers in different regions and processes
currently applied in practice.
• What are the levels of other unintentional POPs in the
production processes of TCPA and in TCPA product.
-
Toolkit and BAT and BEP Expert Meeting, 29 September – 1 October
2015 page 28
2.3.2 TCPA-derived pigments include e.g. Pigment Yellow 110 (CAS
5590-18-1), Pigment Yellow 138 (CAS 30125-47-4), Solvent Red 135
(CAS 20749-68-2) and Solvent Red 162 (CAS 71902-17-5).
Pigments produced from TCPA
HCB is transferred into TCPA-derived pigments by TCPA used
(Government of Japan 2006, 2007). Emission factors for HCB
concentrations in some pigments have been established and are
included in Annex 48 of the Toolkit. Proposed BAT levels are 10 ppm
considering the transfer from TCPA and associated BAT levels
(Government of Japan 2006).
Example: Solvent Red 135 an related HCB levels Solvent Red 135
is an industrially uses pigment included e.g. in plastic parts such
as car parts in taillight covers (Government of Japan 2006). Levels
in solvent red were found between 0.1 ppm to 310 ppm in an
assessment of 38 samples (Government of Japan 2006) showing the
wide range of contamination and that relative low levels can be
reached.
Since no chlorination takes place in the process, all HCB are
considered to stem from TCPA used. Other unintentional POPs were
not assessed in the study.
Solvent Red 135 manufacturing process Solvent Red 135 is
manufactured by reacting TCPA with 1,8-naphthylenediamine in a
reaction solvent. The reaction product turns to Solvent Red 135
through a process of cooling, rinsing and drying (Government of
Japan 2006). The detail of the process (e.g. kind of reaction
solvent, condition of the reaction and the way of rinsing) depends
on the manufacturer. Also water can be used in this production
process (Government of Japan 2006).
If organic solvents are used in Solvent Red 135 production
process, a large amount of the product HCB is dissolved in the
solvent. Therefore the manufacturing process using organic solvent
is an effective measure to reduce HCB level in Solvent Red 135
(Government of Japan 2006). The Solvent Red 135 produced in water
shows a relatively high concentration level o