EFFECT OF CUTTING VELOCITY ON CHIP THICKNESS IN TURNING
OPERATIONME-261 METAL MACHINING AND MACHINE TOOLS
MADE BY: SUYASH AGARWALCLASS : B.TECH PART II, MECHANICAL ENG.
IIT(B.H.U) VARANASIROLL NO. : 14135087 (BATCH 2, GROUP 3)DATE: 22
JANUARY 2016
INTRODUCTIONIn any machining, material is gradually removed in
form of chips. Machining of different work materials produces
different types and pattern of chips. Even a given work material
shows a wide variation in the chip form under different machining
conditions. The features and characteristics of machining chips
widely vary depending upon1. Work material- brittle, ductile etc.2.
Type of machining- continuous, interrupted etc.3. Cutting tool-
material and geometry4. Levels of the process parameters- cutting
velocity, feed and also depth of cut5. Machining condition- dry or
wet, type and method of application of cutting fluid that affects
cutting temperature, friction and tool wear.The two basic mechanism
that accomplish chip formation are yielding (generally for brittle
materials) and brittle fracturing (for brittle materials).
Machining of brittle materials produces discontinuous chips and
mostly of irregular shape and size. However, most of the
engineering materials behave ductile in machining. During
machining, the uncut layer of work material just ahead of the
cutting tool (edge) is subjected to almost all sided compression.
The force exerted by the tool on the chips arises in the form of
normal force and frictional force. Due to such compression, shear
stress develops and grows within that compressed region, in
different magnitude, in different directions. When the value of the
shear stress reaches or exceeds the shear strength of that work
material in the deformation region, yielding or slip begins
resulting in shear deformation in that region and initiating of
separation in the form of a small crack along the plane of maximum
shear stress. The slip or shear stops propagating before the total
separation takes place. The succeeding portion of the work material
starts undergoing compression followed by yielding and shear. This
phenomenon repeats rapidly resulting in formation and removal of
chips in thin layers. The lower surface becomes smooth due to
further plastic deformation for intensive rubbing with tool at high
pressure and temperature.
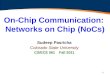
The chip thickness becomes larger than the uncut chip thickness
because of the compression of the chip ahead of tool, frictional
resistance to chip flow and lamellar sliding of chip segments. The
angle that the tool makes with respect to the vertical from the
workpiece is called the back rake angle.
(The chip forming shear process. defines the onset of shear or
lower boundary. defines the direction of slip due to dislocation
movement.)
EXPERIMENTAIM: To study the effect of chip thickness by varying
cutting velocity in turning operations.MATERIALS REQUIRED: Mild
steel bar as a work piece, HSS tool, digital Vernier
calliper.THEORY: In turning, a work piece is rotated about its axis
as cutting tool is fed into it, shearing away unwanted material and
creating the desired part. Undesired materials comes out in form of
chips. In cutting and abrasive processes, the cutting edge
penetrates into the workpiece material, which is thus plastically
deformed and slides off along the rake face of the cutting edge.
This is called chip formation. Three key parameters determine
productivity and part quality. These parameters are:1. Cutting
speed2. Feed rate3. Depth of cutThe cutting speed is the speed of
the work as it rotates past the cutting tool.
In continuous chip formation the chip slides off along the rake
face at a constant speed in a stationary flow. Continuous chip
formation is promoted by a uniform, fine-grained structure and high
ductility of the workpiece material, by high cutting speeds and low
friction on the rake face, by positive rake angles and a low
un-deformed chip thickness. With continuous chip formation,
built-up edges can occur. They are formed by particles of the
workpiece material, which adhere to the rake face and to the
cutting edge. These particles have been subject to high deformation
and have been strain-hardened. Built-up edges influence the cutting
edge geometry. They generally facilitate chip formation (lower
forces). When they move off, they can drag along workpiece
particles (adhesive wear). Sometimes strain-hardened parts of the
built-up edges are integrated into the newly formed workpiece
surface. Therefore, the formation of built-up edges is generally
undesirable. However, it does not occur at higher cutting speeds
and resulting higher temperatures in the chip formation zone,
because there is no strain-hardening if the recrystallization
temperature is exceeded during the deformation process.
PROCEDURE: 1. Fix the tool into the chuck and tool into tool
post.2. Perform centring operation.3. Set the machining
parameters.4. Start turning operation, as the material is removed
in the form of chips, start collecting them in a piece of paper.5.
Change the cutting velocity and repeat 46. After collecting
adequate sample, check for thickness of chips with the help of
digital Vernier calliper.7. Record the observations in the
following table.
RESULT: In a turning operation on a mild steel bar using a high
speed steel cutting tool, it is observed that the increase in
cutting velocity leads to the reduction in chip
thickness.PRECAUTION: 1. Centering should be done properly2. Chip
should be collected properly. (As chip temperature is high)3.
Digital Vernier calliper should be handled with care.