Embed Size (px)
Citation preview

Contents lists available at ScienceDirect
Chemical Engineering & Processing: Process Intensification
journal homepage: www.elsevier.com/locate/cep
Novel hybrid-blower-and-evaporator-assisted distillation for separation andpurification in biorefineries
Nguyen Van Duc Longa,b,1, Jimin Hongb,1, Le Cao Nhienb, Moonyong Leeb,⁎
a Department for Management of Science and Technology Development & Faculty of Applied Sciences, Ton Duc Thang University, Ho Chi Minh City, Vietnamb School of Chemical Engineering, Yeungnam University, Gyeongsan 712-749, South Korea
A R T I C L E I N F O
Keywords:BiorefineriesBlowerEvaporatorEnergy efficiency improvementHybrid distillation technologyProcess integration
A B S T R A C T
The production of biofuels and biochemicals from biomass-based feedstock, which is one of the most promisingstrategies for replacing petroleum-based resources and thus alleviating global warming, has received increasingattention in recent years. However, this strategy is energy-intensive due to the low product concentrations aftertransformation step. In this study, a novel hybrid-blower-and-evaporator-assisted distillation configuration(HBED) was proposed for enhancing process efficiency in bioproduct production from biomass. Several im-portant industrial cases have been investigated to demonstrate the proposed configuration. By applying HBED,light components are partially removed in an evaporator, and the latent heat can be circulated during theprocess, leading to a substantial improvement in energy efficiency. A blower can increase the energy efficiencyof an evaporator significantly, while the combination of an evaporator and blower can substantially reduce thesize, capital cost, and operating cost of the distillation column. The results show that the proposed HBED con-figuration can achieve significant energy savings. Notably, the operating costs can be reduced by up to 45.4%,26.3%, and 36.7% for the levulinic acid, 2,3-butanediol, and furfural purification processes, respectively.Furthermore, the CO2 emissions of a conventional column and the proposed configuration are evaluated andcompared.
1. Introduction
Global climate change and the depletion of mineral resources,which are major issues associated with current petro-based fuel pro-duction, have inspired a global effort to develop alternative renewablesources. Consequently, the conversion of biomass, which is the mostabundant feedstock on Earth, into biofuels and biochemicals has beenintensely researched in recent years [1]. However, process im-plementation for the large-scale production of biofuels and biochemicalis not yet well developed due to certain limitations and numerouschallenges, such as the development of new processes, large capitalcosts of replacing old processes, and low product concentrations, whichincrease the cost of product recovery [2]. Furthermore, large flow-ratesin the separation steps are necessary for the purification of reactionbroths, which can lead to high energy demands in downstream pro-cessing [3].
Although there are several separation processes, distillation is themost commonly used and effective technique for removing largeamounts of water and/or solvent in downstream processing. Severaltechniques and methods have been proposed to enhance the energy
efficiency of the distillation process in the separation and purificationstep [4,5], including hybrid distillation processes [6,7], process in-tensification using dividing wall columns [8,9], and reactive distillation[10,11]. Hybrid extraction and distillation processes have proven par-ticularly effective compared to traditional distillation column sequenceprocesses in the production of levulinic acid (LA) [12] and furfural [6]from lignocellulosic biomass. Furthermore, hybrid adsorption and dis-tillation using 3A zeolite molecular sieves has been proposed for thedehydration of ethanol [13], and promising hybrid processes com-prising different combinations of distillation, adsorption, and mem-brane treatment have been proposed and evaluated for ethanol dewa-tering [7].
The use of dividing wall columns has been demonstrated as one ofthe best strategies for industrial distillation intensification and enhan-cing biofuels and biochemicals production processes [8,9]. In addition,reactive distillation offers new and exciting opportunities for manu-facturing the fatty acid alkyl esters required for the industrial produc-tion of biodiesel and specialty chemicals [14]. However, reactive dis-tillation must be applied very carefully in some cases: when theoperating conditions for reaction and separation are incompatible;
https://doi.org/10.1016/j.cep.2017.11.009Received 16 August 2017; Received in revised form 5 November 2017; Accepted 12 November 2017
⁎ Corresponding author.
1 These two authors contributed equally to this work.E-mail addresses: [email protected] (N. Van Duc Long), [email protected] (M. Lee).
Chemical Engineering & Processing: Process Intensification 123 (2018) 195–203
Available online 13 November 20170255-2701/ © 2017 Elsevier B.V. All rights reserved.
T
when there are relative volatility constraints for the reactants andproducts in the reaction zone of the reactive distillation column; whensolid is present in the feed; when the reaction occurs in the gas phase;when a long residence time is required; and when catalyst contamina-tion is critical [15].
The use of evaporators to concentrate solutions is common in thefood and beverage, pharmaceutical, and chemical industries.Evaporators dominate the desalination market, with more than 73% ofthe units processing 4000 m3/d and 51% of the units processing morethan 100 m3/d [16]. In biorefineries, evaporators are used to increasethe amount of sugar available for the subsequent fermentation processin ethanol production [17]. Furthermore, the integration of evaporatorswith strippers has been demonstrated to be a viable alternative fordownstream processing in ethanol plants [18]. In this study, the use ofan evaporator is proposed to solve one of the main problems facingdistillation in biorefineries, i.e., the large amounts of water and/orsolvent that need to be processed. The evaporator is used to removesome of the water and/or solvent in the feed stream, thus reducing theload on the distillation column and allowing smaller columns to beapplied.
Furthermore, among the various heat-integrated distillation tech-niques, mechanical vapor recompression (MVR) is widely accepted asan attractive strategy for improving the performance of many processes,such as evaporation, drying, stripping, and distillation. A substantialamount of energy can be saved by upgrading the low-temperaturewaste heat to high temperature and utilizing it instead of steam forsupplying heat to the heat exchanger [20,21]. MVR compressors havebeen proposed for improving energy efficiency in many studies[8,19,22]. However, the high capital expenditure needed for com-pressors makes them industrially viable only for the separation ofsubstances with similar boiling points, which involves minimal com-pressor/compression costs [23]. In order to enhance the performance ofMVR heat pumps for wide-boiling mixtures, they can be located on theside as side heat pumps or as side reboilers to reduce the temperaturedifference.
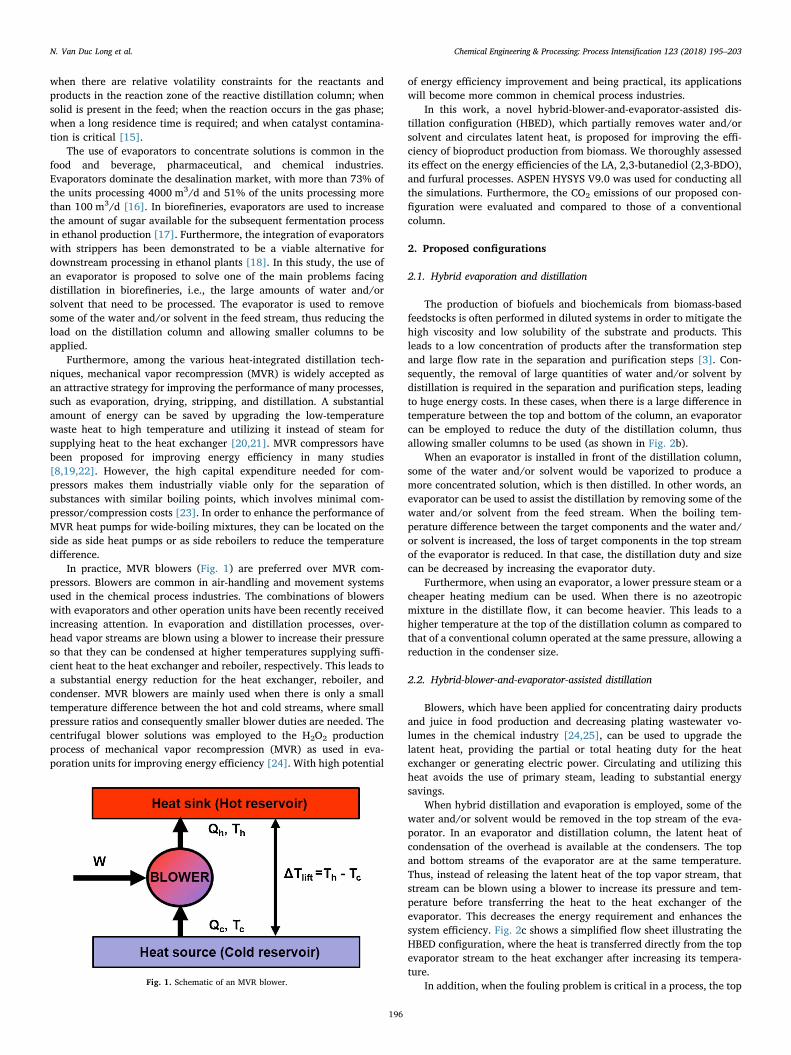
In practice, MVR blowers (Fig. 1) are preferred over MVR com-pressors. Blowers are common in air-handling and movement systemsused in the chemical process industries. The combinations of blowerswith evaporators and other operation units have been recently receivedincreasing attention. In evaporation and distillation processes, over-head vapor streams are blown using a blower to increase their pressureso that they can be condensed at higher temperatures supplying suffi-cient heat to the heat exchanger and reboiler, respectively. This leads toa substantial energy reduction for the heat exchanger, reboiler, andcondenser. MVR blowers are mainly used when there is only a smalltemperature difference between the hot and cold streams, where smallpressure ratios and consequently smaller blower duties are needed. Thecentrifugal blower solutions was employed to the H2O2 productionprocess of mechanical vapor recompression (MVR) as used in eva-poration units for improving energy efficiency [24]. With high potential
of energy efficiency improvement and being practical, its applicationswill become more common in chemical process industries.
In this work, a novel hybrid-blower-and-evaporator-assisted dis-tillation configuration (HBED), which partially removes water and/orsolvent and circulates latent heat, is proposed for improving the effi-ciency of bioproduct production from biomass. We thoroughly assessedits effect on the energy efficiencies of the LA, 2,3-butanediol (2,3-BDO),and furfural processes. ASPEN HYSYS V9.0 was used for conducting allthe simulations. Furthermore, the CO2 emissions of our proposed con-figuration were evaluated and compared to those of a conventionalcolumn.
2. Proposed configurations
2.1. Hybrid evaporation and distillation
The production of biofuels and biochemicals from biomass-basedfeedstocks is often performed in diluted systems in order to mitigate thehigh viscosity and low solubility of the substrate and products. Thisleads to a low concentration of products after the transformation stepand large flow rate in the separation and purification steps [3]. Con-sequently, the removal of large quantities of water and/or solvent bydistillation is required in the separation and purification steps, leadingto huge energy costs. In these cases, when there is a large difference intemperature between the top and bottom of the column, an evaporatorcan be employed to reduce the duty of the distillation column, thusallowing smaller columns to be used (as shown in Fig. 2b).
When an evaporator is installed in front of the distillation column,some of the water and/or solvent would be vaporized to produce amore concentrated solution, which is then distilled. In other words, anevaporator can be used to assist the distillation by removing some of thewater and/or solvent from the feed stream. When the boiling tem-perature difference between the target components and the water and/or solvent is increased, the loss of target components in the top streamof the evaporator is reduced. In that case, the distillation duty and sizecan be decreased by increasing the evaporator duty.
Furthermore, when using an evaporator, a lower pressure steam or acheaper heating medium can be used. When there is no azeotropicmixture in the distillate flow, it can become heavier. This leads to ahigher temperature at the top of the distillation column as compared tothat of a conventional column operated at the same pressure, allowing areduction in the condenser size.
2.2. Hybrid-blower-and-evaporator-assisted distillation
Blowers, which have been applied for concentrating dairy productsand juice in food production and decreasing plating wastewater vo-lumes in the chemical industry [24,25], can be used to upgrade thelatent heat, providing the partial or total heating duty for the heatexchanger or generating electric power. Circulating and utilizing thisheat avoids the use of primary steam, leading to substantial energysavings.
When hybrid distillation and evaporation is employed, some of thewater and/or solvent would be removed in the top stream of the eva-porator. In an evaporator and distillation column, the latent heat ofcondensation of the overhead is available at the condensers. The topand bottom streams of the evaporator are at the same temperature.Thus, instead of releasing the latent heat of the top vapor stream, thatstream can be blown using a blower to increase its pressure and tem-perature before transferring the heat to the heat exchanger of theevaporator. This decreases the energy requirement and enhances thesystem efficiency. Fig. 2c shows a simplified flow sheet illustrating theHBED configuration, where the heat is transferred directly from the topevaporator stream to the heat exchanger after increasing its tempera-ture.
In addition, when the fouling problem is critical in a process, the topFig. 1. Schematic of an MVR blower.
N. Van Duc Long et al. Chemical Engineering & Processing: Process Intensification 123 (2018) 195–203
196

vapor stream of the evaporator should not be blown directly. Instead,the configuration should be modified to an indirect sequence in whichthe heat from the top vapor stream of the evaporator is used for gen-erating steam, which is then blown to increase its pressure and transferits heat to the heat exchanger (Fig. 2d). The steam generated can besupplied not only to the evaporator but also to other equipment thatrequires heat. Interestingly, the top stream of the distillation in thehybrid sequence is higher than that in conventional distillation. Thisallows the latent heat of the top vapor stream to be used to supply heatto the evaporator directly (Fig. 2e) or increase its temperature using ablower (Fig. 2f).
The proposed configuration is suitable for separation of wide-boiling mixtures. In other words, this proposed system can be a solutionfor removing part of water and/or solvent, which is easily separatedfrom the target components. In case of azeotrope or close-boilingmixtures, it is only suitable for the column, which is needed to purifyone product in the bottom while the top stream including water and/or
solvent and a portion of other target components is recycled. Whenusing the proposed configuration for some mixtures, which have com-ponents that are heat sensitive and collected together with water and/or solvent in the top vapor stream before entering the compressor orblower, it is required to check the physical properties of those com-ponents carefully. Nevertheless, the proposed process should not beapplied for enhancing the performance of distillation column separatingazeotrope or close-boiling mixtures between water and/or solvent col-lected as a top stream in evaporator, and other components, whichleave the evaporator as a bottom stream.
In this study, the isentropic efficiency of all the blowers was as-sumed to be 75%. The pressure of the blower outlet was adjusted toobtain a minimum approach in the heat exchanger of 10 °C. In order toperform an economic evaluation of the proposed configuration and aconventional distillation column, the investment costs, total operatingcosts (TOCs), and total annual costs (TACs) were calculated for bothprocesses based on previously published methods [26]. The Chemical
Fig. 2. Simplified flow sheet illustrating the (a) conventional distillation; (b) hybrid evaporator and distillation; (c) HBED configuration; (d) HBED configuration based on an MVR blowerconnected indirectly; (e) HBED configuration with heat integration; and (f) HBED configuration with MVR blower.
N. Van Duc Long et al. Chemical Engineering & Processing: Process Intensification 123 (2018) 195–203
197

Engineering Index of 556.8 from 2015 was employed. The equipmentconsidered in the investment costs included all the reboilers, con-densers, column vessels, tray stacks, heat exchangers, evaporators, andblowers. In addition, the total annual CO2 emissions (TAE) were esti-mated to assess the environmental impact of the configurations. Ga-dalla’s modular method was applied to calculate the CO2 emissions[27].
3. Case study
The LA, 2,3-BDO, and furfural processes were examined to test theproposed sequence. The purity and recovery of all main products in theproposed sequence are same with that in the conventional distillationcolumn.
3.1. LA process
3.1.1. Base caseLA, which is used in a large number of applications, is listed as one
of the top 12 value-added chemicals obtained from biomass [28]. LAcontains ketone and carboxylic acid groups, which are important for theproduction of a wide range of chemicals, including levulinate esters, γ-valerolactone, acrylic acid, 1,4-pentadiol, angelica lactone, 2-methyl-tetrahydrofuran, and δ-aminolevulinic acid [29].
Several processes, such as extraction [30] and reactive extrusion[31], have been proposed for the separation and purification steps inthe production of LA from aqueous mixtures. Among them, hybrid ex-traction and distillation is the most commonly employed techniqueused to purify the products [6]. The feed mixture entering the pur-ification equipment contains LA, furfural, formic acid, and water, whichare obtained from the acidic hydrolysis of lignocellulosic biomass. Afterextraction using furfural as a solvent, the furfural-rich stream is fed to adistillation column comprising 22 trays, producing LA with purity of99% as the bottom stream product (Fig. 3a) [30,32].
However, a large amount of energy is required by the distillationcolumn in the purification of LA owing to the large quantities of furfuraland water. The simulation results show that a reboiler duty of22,926 kW is required for the distillation column. An innovative top-dividing wall column with a decanter configuration has been proposedfor enhancing the distillation performance [32]. Nevertheless, a moresimple and effective configuration is needed to improve the purificationstep.
3.1.2. Proposed HBED configurationAs stated above, a great deal of energy is required to remove the
large quantities of furfural and water by distillation in the purificationstep. Furthermore, there is a large difference in the boiling tempera-tures of LA and furfural/water, leading to a high temperature differencebetween the top and bottom of the column. Thus, an evaporator can beused to assist the distillation column. The evaporator duty was de-termined through a detailed study. A larger evaporator duty leads tomore loss of LA in the vapor stream of the evaporator. Thus, the max-imum evaporator duty was set at the point where the distillationcolumn can still perform recovery of the main product.
Lower pressure steam or a cheaper heating medium can be used forthe evaporator. Furthermore, the reboiler duty of the distillation is re-duced from 22,926 to 12,584 kW. Since the distillation feed becomesheavier than the original feed, the feed location should be located at alower tray position and needs to be optimized again. Moreover, thedistillate flow can also become heavier. This leads to a higher tem-perature in the top of the distillation column compared to that of aconventional column operated at the same pressure, allowing a re-duction in the condenser size.
A blower can be utilized to enhance the energy efficiency of thehybrid distillation and evaporator. Instead of releasing the heat ofcondensation to the environment, the top vapor stream of the eva-porator is blown through the blower and condensed in the heat ex-changer. Furthermore, the temperature of the top flow of the distilla-tion column in the hybrid configuration (160 °C) becomes higher thanthat in the conventional distillation column (156 °C). This presents thepossibility of utilizing the latent heat of the top vapor stream for sup-plying the heat directly to the heat exchanger of the evaporator(Fig. 3b). The results indicate condenser duty, reboiler duty, and TOCsavings of 58.4, 45.3, and 45.4%, respectively, compared to a conven-tional distillation column. As a result, a TAC saving of 42.1% can beobtained. Table 1 shows the utility cost data [33]. Furthermore, highbottom stream temperature of distillation columns can provide morechance to apply simple heat integration. In particular, the bottomstream can be used to preheat the feed. Through this simple heat in-tegration, the reboiler duty can be reduced to 12155 kW, which canlead to TOC savings of 47.0%.
In addition, the total annual CO2 emissions were estimated usingGadalla’s modular method to assess the environmental impact of eachconfiguration. The results show that the TAE is decreased by up to45.0% compared to that of the conventional distillation column (Fig. 4).
Fig. 3. Simplified flow sheet illustrating the (a) conventional distillation and (b) proposed configuration for LA process.
N. Van Duc Long et al. Chemical Engineering & Processing: Process Intensification 123 (2018) 195–203
198

3.2. 2,3-BDO process
3.2.1. Base case2,3-BDO, which can be produced from biomass [34], has been used
in the chemical and rubber industries as a raw material [35]. Further-more, bio-based 2,3-BDO is regarded as a potential alternative energysource owing to its high combustion value [36]. Methyl ethyl ketone,one of the most important dehydration products of 2,3-BDO, is used asan industrial solvent, a fuel additive, and in printing inks [37]. In ad-dition, 2,3-BDO is also used in as a substrate in ketalization withacetone, which yields acetone-2,3-BDO-ketal that can be used as anoctane booster, a food additive, and in the production of polymers,cosmetics, and drugs [34]. The key downstream products of 2,3-BDOhave a prospective global market of about 32 million tons per year,valued at around $43 billion [38].
Separating 2,3-BDO from the fermentation broth during its micro-bial production accounts for more than 50% of the total cost becausethe feed to the separation is diluted [39]. The main methods for therecovery of 2,3-BDO include steam stripping, pervaporation, and sol-vent extraction. Water has a higher relative volatility than 2,3-BDOsince the boiling point of 2,3-BDO is more than 180 °C, and it does notform an azeotrope with water. This means that it is easily separatedfrom water using conventional distillation, despite the fact that thismight be not profitable due to the low concentration of 2,3-BDO in thefermentation broth. 2,3-BDO is obtained from the side stream as theproduct, as shown in Fig. 5a. The water is completely removed from thedistillate along with the other constituents, while the remaining 2,3-
BDO is taken from the bottom stream together with the heavy com-ponents.
3.2.2. Proposed HBED configurationIn the purification step, removing a large quantity of water by dis-
tillation is very energy intensive, and no single method has proved to beboth simple and efficient. Improvements are especially needed in re-gard to yield, purity, and energy consumption [39]. Thus, the devel-opment of new separation techniques for 2,3-BDO production withimproved energy efficiency is imperative. Consequently, a hybrid se-paration technique should be considered for 2,3-BDO purification fromfermentation broth. The distillation feed for the hybrid configuration isheavier compared to the original feed. Thus, the feed location must belowered to minimize the reboiler duty of the distillation. However, aportion of the feed is fed to the first tray of the distillation to satisfy thehydraulic performance of that column. Thus, a feed split is applied toprevent excessive entrainment and minimize the energy requirement ofthe distillation column. The feed split ratio is an important variable inoptimizing the proposed configuration. The lowest reboiler duty thatprovided sufficient hydraulic performance was obtained with a feedsplit ratio of 0.1. In other words, a feed portion of 10% enters the firsttray of the distillation.
The hybrid configuration affords a 28.0% reduction in the reboilerduty as compared to that for the conventional distillation configuration.Because some of the water is withdrawn from the evaporator as thevapor stream, less water is vaporized in the distillation column of thehybrid configuration. The diameter of the distillation column may bedecreased from 2.8 to 2.4 m.
For further improvement, a blower is used to assist the evaporator.According to the scheme in Fig. 5b, the top vapor stream of the eva-porator and distillation can be blown, increasing its pressure and thusits vapor temperature, and then condensed in the heat exchanger of theevaporator. This allows the heat of the condensing vapor to assist invaporization at the bottom of the evaporator. Note that the top outletstream of the distillation is divided into two streams: one is blown in theblower and its heat is transferred to the evaporator before mixing withthe residual stream. The mixed stream must be condensed and cooled
Table 1Utilities cost data [33].
Utility Price ($/GJ)
Cooling Water 0.35Steam (LP) 6.08Steam (MP) 6.87Steam (HP) 9.83Electricity 16.80
Fig. 4. Economic and environmental evaluation of two structural alternatives for LA production.
N. Van Duc Long et al. Chemical Engineering & Processing: Process Intensification 123 (2018) 195–203
199

further before being divided into two streams: one that is recycled backto the column as reflux, and the other being the final top product. As aresult, the proposed configuration can save up to 26.3% in terms of theTOC as compared to that of a conventional distillation column(Table 2). The TAC shown in Fig. 6 is decreased by 20.9%, even whenone evaporator and two blowers are needed. In this case, because theflow rates of the bottom and side streams are small, it is not attractive toutilize the heat of these streams for preheating the feed stream. Inparticular, TOC saving is slightly increased from 26.3% to 26.9%.
Furthermore, instead of using the primary steam, the heat can beupgraded, recycled, and utilized, resulting a substantial reduction inCO2 emissions. As a result, the TAE is reduced by up to 27.6%.
Fig. 5. Simplified flow sheet illustrating (a) conventional distillation and (b) proposed configuration for 2,3-BDO process.
Table 2Comparison of different structural alternatives.
LA process 2,3-BDOprocess
Furfuralprocess
Energy requirement saving incondenser (%)
58.4 28.1 85.3
Energy requirement saving inreboiler (%)
45.3 28.0 36.5
TOC saving (%) 45.4 26.3 36.7TAC saving (%) 42.1 20.9 13.7TAE saving (%) 45.0 27.6 34.6
Fig. 6. Economic and environmental evaluation of two structural alternatives for 2,3-BDO production.
N. Van Duc Long et al. Chemical Engineering & Processing: Process Intensification 123 (2018) 195–203
200

3.3. Furfural process
3.3.1. Base caseFurfural is a natural precursor to furan-based chemicals and has the
potential to become a major renewable platform chemical for the pro-duction of biofuels and biochemicals [40]. It is a natural dehydrationproduct of xylose; thus, any material containing a large amount of thepentose sugars arabinose and xylose can serve as a raw material forfurfural production [40,41]. The traditional process for the productionof furfural from biomass has two steps, i.e., a reaction and a distillationstep [1]. Most previous studies have focused only on increasing thefurfural yield of the reaction unit [42,43], while few have addressed theenergy-intensive distillation unit. Thus, this work proposes an advancedconfiguration for enhancing the distillation performance in the furfuralpurification process.
In this study, the feed mixture for the distillation unit in furfuralproduction is produced by the acidic hydrolysis of pentosan-rich bio-mass [1,41]. The non-random two-liquid Haydon-O’Connell (NRTL-HOC) model, which uses the Hayden-O’Connell equation of state as thevapor phase model and the NRTL model for the liquid phase, was usedto predict the vapor-liquid equilibrium (VLE) in these simulations. Di-merization affects the VLE, vapor phase properties (such as enthalpyand density), and liquid phase properties (such as enthalpy). TheHayden-O’Connell equation reliably predicts the solvation of polarcompounds and dimerization in the vapor phase that occurs withmixtures containing carboxylic acids [44]. The simulation results in-dicate that the reboiler duty and condenser duty for the conventionaldistillation are 466 and 190 kW, respectively, as shown in Fig. 7a.
3.3.2. Proposed HBED configurationThe hybrid technology (Fig. 7b) combining an evaporator and a
blower was evaluated. An evaporator can reduce the required energyand size of the distillation unit, as well as the temperature differencebetween the top of the distillation column and the bottom of the eva-porator (as compared to that between the top and bottom of a con-ventional distillation column). However, evaporators are not very ef-ficient, which leads to a higher total duty. Using a blower can improvethe performance of the evaporator by utilizing the heat of the vaporstream. Unlike a compressor, a blower can avoid problems associatedwith the decomposition or polymerization of components, which areboth sensitive to temperature, because of the lower pressure ratio. The
pressure increase regulates the driving force in the evaporator, whichaffects the area required for heat transfer. The pressure of the bloweroutlet stream was adjusted to obtain the minimum approach in the heatexchanger, which is 10 °C.
Because the amount of energy transferred from the top streams ofthe evaporator and distillation unit to the evaporator is insufficient, anextra heat exchanger is required to compensate for the remaining heat.Compared to a conventional distillation column, the use of the pro-posed configuration improves the TOC and TAC by 36.7 and 13.7%,respectively (Table 2). Interestingly, adding an extra heat exchangercan be eliminated when employing the heat of bottom stream for theremaining heat.
The CO2 emission, which is generated by the heat and electricitysources, was also calculated and evaluated. Note that a blower alwaysgenerates more CO2 than a reboiler for the same energy requirement. Asa result, a TAE saving of 34.6% compared to that of a conventionaldistillation can be achieved in the purification of furfural (Fig. 8).
4. Conclusions
In this study, a novel HBED configuration was proposed for en-hancing the efficiency of bioproduct production from biomass. By ap-plying the HBED, light components are partially removed by the eva-porator and the latent heat can be circulated during the process, leadingto a substantial improvement in energy efficiency. An evaporator can beused to assist the distillation column if a large quantity of water and/orsolvent needs to be removed from the feed and if there is a large dif-ference in temperature between the top and bottom of the column. Ablower can increase the energy efficiency of an evaporator significantly,while the combination of an evaporator and a blower can substantiallyreduce the size, capital cost, and operating cost of the distillationcolumn. Simulations indicated that compared to conventional distilla-tion, our novel configuration presents large potential energy savingswhile removing a significant quantity of water and/or solvent from thepurification and separation process. In particular, 45.4%, 26.3%, and36.7% lower operating costs could be achieved for the LA, 2,3-BDO,and furfural processes, respectively. Owing to the high temperaturedifference between the top and bottom of the distillation column, ablower should not be used without an evaporator. Without the blower,the total energy duty of the evaporator and distillation unit is higherthan that of a conventional distillation column. The lower TAC and CO2
Fig. 7. Simplified flow sheet illustrating (a) conventional distillation and (b) proposed configuration for furfural process.
N. Van Duc Long et al. Chemical Engineering & Processing: Process Intensification 123 (2018) 195–203
201

emissions demonstrate that the proposed configuration as an attractiveand viable solution for implementing in industrial biorefinery pro-cesses.
Acknowledgements
This research was supported by C1 Gas Refinery Program throughthe National Research Foundation of Korea (NRF) funded by theMinistry of Science, ICT & Future Planning (NRF-2016M3D3A1A019132622). This work was also supported by theNational Research Council of Science & Technology (NST) grant by theKorea government (MSIP) (No. CAP-11-04-KIST).
References
[1] L.C. Nhien, N.V.D. Long, S. Kim, M. Lee, Design and optimization of intensifiedbiorefinery process for furfural production through a systematic procedure,Biochem. Eng. J. 116 (2016) 166–175.
[2] Balan, Current challenges in commercially producing biofuels from lignocellulosicbiomass, ISRN Biotechnol. (2014) 463074.
[3] P. Lutze, Distillation in bioprocessing, in: A. Górak, H. Schoenmakers (Eds.),Distillation-Operation and Applications, Elsevier, 2014, 2017, pp. 337–365.
[4] A. Singh, G.P. Rangaiah, Review of technological advances in bioethanol recoveryand dehydration, Ind. Eng. Chem. Res. 56 (2017) 5147–5163.
[5] N.V.D. Long, M. Lee, Advances in Distillation Retrofit, first ed., Springer, New York,2017.
[6] L.C. Nhien, N.V.D. Long, S. Kim, M. Lee, Techno-economic assessment of hybridextraction and distillation processes for furfural production from lignocellulosicbiomass, Biotechnol. Biofuels 10 (2017) 81.
[7] T. Roth, P. Kreis, A. Górak, Process analysis and optimisation of hybrid processes forthe dehydration of ethanol, Chem. Eng. Res. Des. 91 (2013) 1171–1185.
[8] L.C. Nhien, N.V.D. Long, M. Lee, Novel heat–integrated and intensified biorefineryprocess for cellulosic ethanol production from lignocellulosic biomass, Energy.Convers. Manage. 141 (2017) 367–377.
[9] C.O. Okoli, T.A. Adams, Design of dividing wall columns for butanol recovery in athermochemical biomass to butanol process, Chem. Eng. Process. 95 (2015)302–316.
[10] F.I. Gomez-Castro, V. Rico-Ramirez, J.G. Segovia-Hernandez, S. Hernandez,Feasibility study of a thermally coupled reactive distillation process for biodieselproduction, Chem. Eng. Process. 49 (2010) 262–269.
[11] A.A. Kiss, A.C. Dimian, G. Rothenberg, Biodiesel by catalytic reactive distillationpowered by metal oxides, Energy Fuel. 22 (2008) 598–604.
[12] L.C. Nhien, N.V.D. Long, S. Kim, M. Lee, Design and assessment of hybrid pur-ification processes through a systematic solvent screening for the production oflevulinic acid from lignocellulosic biomass, Ind. Eng. Chem. Res. 55 (2016)
5180–5189.[13] Y.Y. Loy, X.L. Lee, G.P. Rangaiah, Bioethanol recovery and purification using ex-
tractive dividing-wall column and pressure swing adsorption: an economic com-parison after heat integration and optimization, Sep. Purif. Technol. 149 (2015)413–427.
[14] A.A. Kiss, C.S. Bildea, A review of biodiesel production by integrated reactive se-paration technologies, J. Chem. Technol. Biotechnol. 87 (2012) 861–879.
[15] N.V.D. Long, L.Q. Minh, F. Ahmad, P. Luis, M. Lee, Intensified distillation-basedseparation processes: recent developments and perspectives, Chem. Eng. Technol.39 (2016) 2183–2195.
[16] I.S. Al-Mutaz, ;1 Features of multi-effect evaporation desalination plants, Desalin.Water. Treat. 54 (2015) 3227–3235.
[17] C.A. Prado, O. Souza, N. Sellin, C. Marangoni, Comparison between single andmulti-effect evaporators for sugar concentration in ethanol production, Chem. Eng.Trans. 43 (2015) 2283–9216.
[18] A. Wingren, M. Galbe, G. Zacchi, Energy considerations for a SSF-based softwoodethanol plant, Bioresource. Technol. 99 (2008) 2121–2131.
[19] C. Cui, J. Sun, X. Li, A hybrid design combining double-effect thermal integrationand heat pump to the methanol distillation process for improving energy efficiency,Chem. Eng. Process. 119 (2017) 81–92.
[20] W.L. Luyben, Control of an azeotropic DWC with vapor recompression, Chem. Eng.Process. 109 (2016) 114–124.
[21] N.V.D. Long, M. Lee, A hybrid technology combining heat pump and thermallycoupled distillation sequence for retrofit and debottlenecking, Energy 81 (2015)103–110.
[22] N.V.D. Long, L.Q. Minh, T.N. Pham, A. Bahadori, M. Lee, Novel retrofit designsusing a modified coordinate descent methodology for improving energy efficiencyof natural gas liquid fractionation process, J. Nat. Gas. Sci. Eng. 33 (2016) 458–468.
[23] B. Suphanit, Optimal heat distribution in the internally heat-integrated distillationcolumn (HIDiC), Energy 36 (2011) 4171–4181.
[24] Piller company website, Blowers & Compressors. (https://www.piller.de/fileadmin/media/pdf-files/brochures/Piller-blowers-and-compressors.pdf), [ac-cessed 17.10.07].
[25] T. Aota, G.M. Blower, Kawasaki MGM Steam Compressor, (2016) (http://global.kawasaki.com/en/stories/techno_box/vol09/ [accessed 17.06.11]).
[26] L.T. Biegler, I.E. Grossmann, A.W. Westerberg, Systematic Methods of ChemicalProcess Design, Prentice Hall Inc., New Jersey, 1997.
[27] M.A. Gadalla, Z. Olujic, P.J. Jansens, M. Jobson, R. Smith, Reducing CO2 emissionsand energy consumption of heat-integrated distillation systems, Environ. Sci.Technol. 39 (2005) 6860–6870.
[28] T. Werpy, G. Petersen, Top value added chemicals from biomass volume I—Resultsof screening for potential candidates from sugars and synthesis gas, Nat. Renew.Energy Lab. (NREL) (2004).
[29] F.D. Pileidis, M.M. Titirici, Levulinic acid biorefineries: new challenges for efficientutilization of biomass, ChemSusChem 9 (2016) 562–582.
[30] F. Seibert, A method of recovering levulinic acid, WIPO Patent WO 2010/030617A1. (2010) Mar 18.
[31] M. Ghorpade, M.A. Hanna, Method and apparatus for production of levulinic acidvia reactive extrusion, United States patent US005859263A. (1999) Jan 12.
Fig. 8. Economic and environmental evaluation of two structural alternatives for furfural production.
N. Van Duc Long et al. Chemical Engineering & Processing: Process Intensification 123 (2018) 195–203
202

[32] L.C. Nhien, N.V.D. Long, M. Lee, Design and optimization of the levulinic acid re-covery process from lignocellulosic biomass, Chem. Eng. Res. Des. 107 (2016)126–136.
[33] R. Turton, R.C. Bailie, W.B. Whiting, J.A. Shaeiwitz, D. Bhattacharyya, Analysis,Synthesis, and Design of Chemical Processes, 4 ed., Prentice Hall, 2012.
[34] J. Ji, H. Huang, P.K. Ouyang, Microbial 2,3-butanediol production: a state-of-the-artreview, Biotechnol. Adv. 29 (2011) 351–364.
[35] Y. Li, J. Zhu, Y. Wu, J. Liu, Reactive-extraction of 2,3-butanediol from fermentationbroth by propionaldehyde: equilibrium and kinetic study, Korean J. Chem. Eng. 30(2013) 73–81.
[36] E.K.C. Yu, N. Levitin, J.N. Saddler, Production of 2,3-butanediol by Klebsiellapneumoniae grown on acid hydrolyzed wood hemicellulose, Biotechnol. Lett. 4(1982) 741–746.
[37] R.R. Emerson, M.C. Flickinger, G.T. Tsao, Kinetics of dehydration of aqueous 2,3-butanediol to methyl ethyl ketone, Ind. Eng. Chem. Prod. Res. Dev. 21 (1982)473–477.
[38] M. Köpke, C. Mihalcea, F. Liew, J.H. Tizard, M.S. Ali, J.J. Conolly, B. Al-Sinawi,S.D. Simpson, 2,3-Butanediol production by acetogenic bacteria, an alternative
route to chemical synthesis, using industrial waste gas, Appl. Environ Microbiol. 77(2011) 5467–5475.
[39] Z.L. Xiu, A.P. Zeng, Present state and perspective of downstream processing ofbiologically produced 1,3-propanediol and 2,3-butanediol, Appl. Microbiol.Biotechnol. 78 (2008) 917–926.
[40] C.M. Cai, T. Zhang, R. Kumar, C.E. Wyman, Integrated furfural production as arenewable fuel and chemical platform from lignocellulosic biomass, J. Chem.Technol. Biotechnol. 89 (2014) 2–10.
[41] K.J. Zeitsch, The Chemistry and Technology of Furfural and Its Many By-Products,Elsevier Science, Netherlands, 2000.
[42] N. Vedernikovs Process for producing of furfural and acetic acid Patent LV11950Letvia 1998.
[43] W.D. Jong, G. Marcotullio, Overview of biorefineries based on co-production offurfural, existing concepts and novel developments, Int J. Chem. React. Eng (2010)2010.
[44] Aspen Physical Property System, Version Number V7.1, Aspen Technology, 2009,2017.
N. Van Duc Long et al. Chemical Engineering & Processing: Process Intensification 123 (2018) 195–203
203