Embed Size (px)
Citation preview
Chemical Engineering Journal 233 (2013) 47–55
Contents lists available at ScienceDirect
Chemical Engineering Journal
journal homepage: www.elsevier .com/locate /cej
Electrochemical treatment of fresh, brine and saline produced watergenerated by petrochemical industry using Ti/IrO2–Ta2O5 and BDDin flow reactor
1385-8947/$ - see front matter � 2013 Elsevier B.V. All rights reserved.http://dx.doi.org/10.1016/j.cej.2013.08.023
⇑ Corresponding author. Tel.: +55 8433153011.E-mail address: [email protected] (S.S.L. Castro).
André Jailson Cabral da Silva a, Elisama Vieira dos Santos b, Crislânia Carla de Oliveira Morais a,Carlos Alberto Martínez-Huitle b, Suely Souza Leal Castro a,⇑a Faculty of Natural and Exact Sciences, University of State of Rio Grande do Norte, CP 70, 59620-625 Mossoró, RN, Brazilb Institute of Chemistry, Federal University of Rio Grande do Norte, Campus Universitário s/n, CEP 59078-970 Natal, RN, Brazil
h i g h l i g h t s
� Electro-oxidation using DSA� and BDD removes efficiently the dissolved organic matter from PW.� BDD electrode shows better performance for removal COD.� DSA� electrode operates with lower energy consumption and operating cost.� The dominant process on DSA� and BDD electrodes is indirect oxidation.� Cl– favors the indirect electro-oxidation by formation of chlorine/hypochlorite.
a r t i c l e i n f o
Article history:Received 26 February 2013Received in revised form 6 August 2013Accepted 9 August 2013Available online 16 August 2013
Keywords:Electrochemical treatmentBoron-doped diamondDimensionally stable anodeProduced watersDirect oxidation and indirect oxidation
a b s t r a c t
This study compares the anodic oxidation of three classes of produced water (PW) (fresh, brine and sal-ine) generated by petrochemical industry using Ti/IrO2–Ta2O5 and BDD electrodes in a flow reactor. Dur-ing electrochemical treatment, various operating parameters were investigated, such as temperature, pH,conductivity, current density, total organic carbon (TOC), chemical oxygen demand (COD) as well asenergy consumption and cost. When both electrodes materials are compared under the same operatingconditions, higher TOC and COD removal efficiencies were achieved for BDD anode, nevertheless, theenergy consumption and cost were higher when compared with the values estimated for Ti/IrO2–Ta2O5. Different Cl– concentrations in the effluents promoted the electrogeneration of strong oxidant spe-cies, such as chlorine and hypochlorite, increasing the efficiency of treatment. These results encouragethe applicability of this method as a pre-treatment process for the petrochemical industry, reducing dep-uration time.
� 2013 Elsevier B.V. All rights reserved.
1. Introduction
The petrochemical companies deal with problems of difficultsolution in relation to activities aimed at environmental protec-tion, due to the generation of large amounts of waste during oilprospecting and exploitation, such as produced water (PW). Theamount of this kind of waste varies depending on the oil reservoir:a new basin produces 5–15 vol.%, while at the end of its lifetime itreaches 75–90 vol.% [1].
PW contains with different pollutants, such as heavy metals(Cd, Cr, Cu, Pb, Hg, Ag, Ni, Zn), organic compounds, and dis-solved/suspended solids. Benzene, toluene, xylene, phenol, haloge-nated aromatic compounds, chloroform and trichloroethylene are
the major organic pollutants present in PW, commonly known asBTEX [1]. Also, the composition of PW depends on chloride concen-tration, determining if it is fresh, brine or saline PW.
Due to their toxicity and their potential carcinogenic effect,these effluents can cause irreparable damage to human healthand the environment [2–5]. Several alternative treatment of PWhas been studied by several research groups around the world[2]. The physical–chemical and bioremediation methods utilizedfor the degradation of these compounds have shown various oper-ational problems, such as: generation of toxic gases, phase transferof pollutants, residual sludge production, demand for large territo-rial areas and the impossibility of destroying refractory compounds[6].
In the last years, the electrochemical technology has been pro-posed as an alternative process for elimination of contaminants ineffluents, showing excellent results in various matrices such as

Table 1Results of physical and chemical analyzes of PW samples.
Analytical parameters PW fresh PW brine PW saline
Temperature (�C) 40.2 42.0 40.1pH 6.87 7.83 7.03Conductivity (mS cm�1) 0.61 5.16 143.9COD (mg dm�3) 250 700 11,541Salinity (mg dm�3) 78.8 2593 143170Chloride (mg dm�3) 47.8 1573 86,875TOC (mg dm�3) 458 1186 15,015Benzene (lg dm�3) 6.45 5.45 4.35Toluene (lg dm�3) 5.48 7.02 6.89Ethylbenzene (lg dm�3) 28.2 37.2 7.20o-Xylene (lg dm�3) 5.81 4.86 5.86
Limits permitted by Brazilian legislation (mg dm�3): benzene = 1.2; toluene = 1.2;ethylbenzene = 0.84 and xylene = 1.6.
48 A.J.C. da Silva et al. / Chemical Engineering Journal 233 (2013) 47–55
textile dyes [7–13], dairy [14,15], herbicides/pesticides [16–20],heavy metals [21], aquaculture [22], landfill leachate [23], pharma-ceutical residues [24–28], pulp and paper [29], among others.Moreover, a wide variety of electrode materials have been sug-gested, such as dimensionally stable anodes, noble metals (e.g.platinum), carbon-based anodes, PbO2 and BDD; obtaining differ-ent removal organic matter efficiencies [30–33] considering thatnon-active anodes, such as BDD, are useful for direct oxidation oforganic material via hydroxyl radicals, while DSA, such as Ti/IrO2–Ta2O5, are effective for promoting hypochlorite mediatedchemistry when chloride is present.
In the case of applicability of electrochemical technology fortreating petrochemical wastewaters, dimensionally stable anodes,platinum and BDD have been preferentially used as electrocatalyticmaterials [34]. However, in some cases, Pt anodes are very expen-sive, and also subject to fouling. Recently, Santos et al. [35] inves-tigated the electrochemical remediation of oil extraction industrywastewater using Ti/Ru0.34Ti0.66O2 anode. The authors obtainedthe best COD reduction (57%) of an oily sample for 70 h at 50 �Cwith a current density of 100 mA/cm2 [35], but the slow rate ofCOD reduction was attributed to the occurrence of secondary reac-tions involving O2, Cl2 and H2 evolution. Also, 24%, 48% and 57%COD reduction after 70 h of electrolysis at 10 �C, 25 �C and 50 �Cwere achieved, respectively. On the other hand, using Pt/Ir elec-trodes, the electrochemical purification of bilge water(COD0 = 3080 mg dm�3, 50/50% seawater/fresh water composition)were investigated by Körbahti and Artut [36], where COD removalsranging from 85–100% were achieved by applying 12.8 mA cm�2 ofcurrent density at 32 �C.
The anodic oxidation of PW generated by petroleum explorationof the Petrobras plant–Brazil using an electrochemical reactor witha Ti/RuO2–TiO2–SnO2 was recently studied [3]. Under galvanostaticconditions (j = 89 mA cm�2), it was found that the organic pollu-tants degradation using different flow rates (0.25, 0.5, 0.8 and1.3 dm�3 h) achieved distinct removal efficiencies (98%, 97%, 95%and 84% were achieved, respectively).
More recently, Rocha et al. [5] studied the electrochemical oxi-dation of brine PW in galvanostatic conditions using platinum sup-ported on titanium (Ti/Pt) and BDD anodes, employing a batchreactor. The results showed that complete COD removal wasachieved using BDD electrode due to the production of highamounts of hydroxyl radicals (�OH) and oxidizing species (Cl2,HClO, ClO–).
The use of these electrode materials have been proposed due toelectrocatalytic features to produce in situ-strong oxidant species,principally active chlorine. However, studies reported in literaturerelative to the treatment of petrochemical effluents, especially PW,have not contemplated the different types of PW found in oilfields:fresh, brine and saline, which are assigned to the direct influence ofthe characteristics of the soil where they are confined. Therefore,the objective of this study was to evaluate the performance ofTi/IrO2–Ta2O5 and BDD electrodes during treatment of real PW(fresh, brine and saline) using an electrolytic cell in continuousflow, focusing our attention on the electrochemical conditions thatprovide greater efficiency of current with lower power require-ment to scale up the electrochemical treatment in order to employin petrochemical platforms.
2. Experimental
2.1. Produced water samples and chemicals
The PW samples (fresh, brine and saline) were supplied byPetrobras Plant in Rio Grande do Norte, northeastern region ofBrazil. The characteristics of the effluents samples were analyzed
using American Public Health Association (APHA) procedures[37] and given in Table 1. Chemicals were of the highest qualitycommercially available, and were used without further purifica-tion. The classification of PW, as fresh, brine and saline, was per-formed according to the salinity of the samples (see Table 1).
2.2. Instrumentation
The analysis of pH, conductivity and temperature were per-formed using a multiparameter instrument – model 5 Star Orion(USA). The analysis of COD were performed using a multiphotom-eter HANNA – model HI 83,099 (Brazil), after digestion of samplesin a Term Reactor HANNA – model HI 839,800 (Brazil); and theelectrolysis were carried out using a power supply MINIPA MLP-3303 (Brazil). COD reflects the amount of organic matter (biode-gradable and refractory) removed during process [38] and theCOD decay was used to evaluate the performance of the electro-oxidation experiments. It is important to remark that, chloride isan interference of COD method; however, the Cl– limit for obtain-ing accurate results using commercially available digestion vials is2000 mg dm�3, allowing the COD determinations for fresh andbrine PW effluents. In the case of saline PW, precipitation of Cl– be-fore COD determination was performed; allowing to obtain accu-rate data. Total organic carbon (TOC) content is also an indicatorof environmental pollution and it is important for environmentalcontrol of water and wastewater. TOC analyzer used in the presentstudy was Analytik Jena Multi N/C 3100 (Germany).
2.3. Electrolytic systems
The electrochemical oxidation was conducted in galvanostaticconditions using an electrolytic flow cell [11]. PW effluent wasstored in a reservoir of 1.5 dm3 and it was recirculated throughthe electrolytic cell by means of a centrifugal pump, working inthe flow of 160 dm3 h�1. The cell contained a Ti/IrO2–Ta2O5,
Ti/PbO2 or BDD electrode as anode and a Ti plate as cathode. Theelectrodes were circular and each of them had a geometric areaof 63.5 cm2, and with a separation of 1.0 cm between them.Ti/IrO2–Ta2O5 electrode was supplied by Industrie De Nora Elettro-di (Milan, Italy). BDD electrode was supplied by Adamant Technol-ogies with doping level of boron in the diamond layer of 1000 ppm.Electrochemical oxidation experiments were maintained at 25 �C,to assess the role of applied current density to investigate thetreatment of fresh PW (1, 2.5 and 5 mA cm�2); brine PW (10, 20and 30 mA cm�2) and saline PW (10 and 20 mA cm�2). Further-more, the temperature effect was investigated by carrying outexperiments at 40 �C and applying a current density of 5 and20 mA cm�2 to fresh and brine PWs, respectively; the temperatureof the effluents was controlled using a thermostatic bath. The cell
A.J.C. da Silva et al. / Chemical Engineering Journal 233 (2013) 47–55 49
voltage was periodically registered and the samples were collectedbefore electrolysis and periodically during electrolyses from reser-voir and subjected to COD analysis. For TOC decay evaluation, ini-tial and final measurements were performed.
Regarding the use of PbO2 (active anode), some bulk experi-ments were performed; however, the most important problem ofthis electrode at higher Cl– concentrations (brine and saline PWs)was the Pb-pollution. After few experiments, PbO2 anode releasesPb-ions in solution, including very toxic specie. For this reason,PbO2 anode was disqualified as a good anode material for this elec-trochemical application.
2.4. Analytical methods
The main parameters indicative of the progress of electrochem-ical treatment are related to the quantity of degraded matter, en-ergy efficiency, time and operational cost of treatment.Decontamination of PW effluents was monitored from the abate-ment of their COD and TOC. For TOC removal was used the followequation:
% TOC removal ¼ ½ðTOCi � TOCf Þ=TOCi� � 100 ð1Þ
where TOCi and TOCf are the initial and final TOC measurements,respectively.
The energy consumption per volume of treated effluent wasestimated and expressed in kW h dm�3. The average cell voltageduring the electrolysis was taken into consideration for estimationof the energy consumption the following equation.
EC ¼ ½DECIt�=1000V ð2Þ
where t is the time of electrolysis (h), DEC is the average cell voltage(V), I is the electrolysis current (A) and V is the sample volume(dm3).
Taking into consideration the electrical energy cost of about US$0.15 (U.S. currency) per kW h, the monetary value required todegrade a unit volume of effluent is given by the followingequation:
CostðUS$dm�3Þ ¼ ECðkW h dm�3Þ � 0:15ðUS$=kW hÞ ð3Þ
3. Results and discussion
3.1. Characteristics of the effluent samples
The results in Table 1 shows that the PW effluents are completelydifferent in their nature, particularly in relation to the parameterssuch as conductivity, COD, TOC, salinity as well as BTEX and chloride
Table 2Average concentration of inorganic species in the PW samples before and after electroche
Inorganic species(mg dm�3)
Fresh PW Brine PW
Before After (Ti/IrO2–Ta2O5)a
After(BDD)a
Before AT
Barium 1.23 –c –c 5.42 –Boron 6.78 6.48 5.89 12.35 1Calcium 384.56 89.42 88.0 459.30 2Strontium 26.52 11.84 10.0 148.7 1Iron 4.78 2.45 2.78 5.57 2Magnesium 3.90 –c –c 23.29 2Manganese 1.20 –c –c 1.54 –Potassium 15.56 6.48 6.85 22.51 1Sodium 405.58 123.59 118.78 615.90 5
a 5 mA cm�2.b 20 mA cm�2.c Below detection limit of technique.
concentrations. These differences are attributed to the different oilextraction level in the basin where the water was injected. Table 1also shows that the three classes of PW contain different concentra-tions of benzene, toluene, ethylbenzene and xylene, above of thelimits permitted by Brazilian legislation for disposal in the environ-ment [39]. Table 2 illustrates the concentration of the most impor-tant inorganic species determined for PW effluents.
3.2. Electrochemical treatment of fresh PW using Ti/IrO2–Ta2O5 andBDD anodes
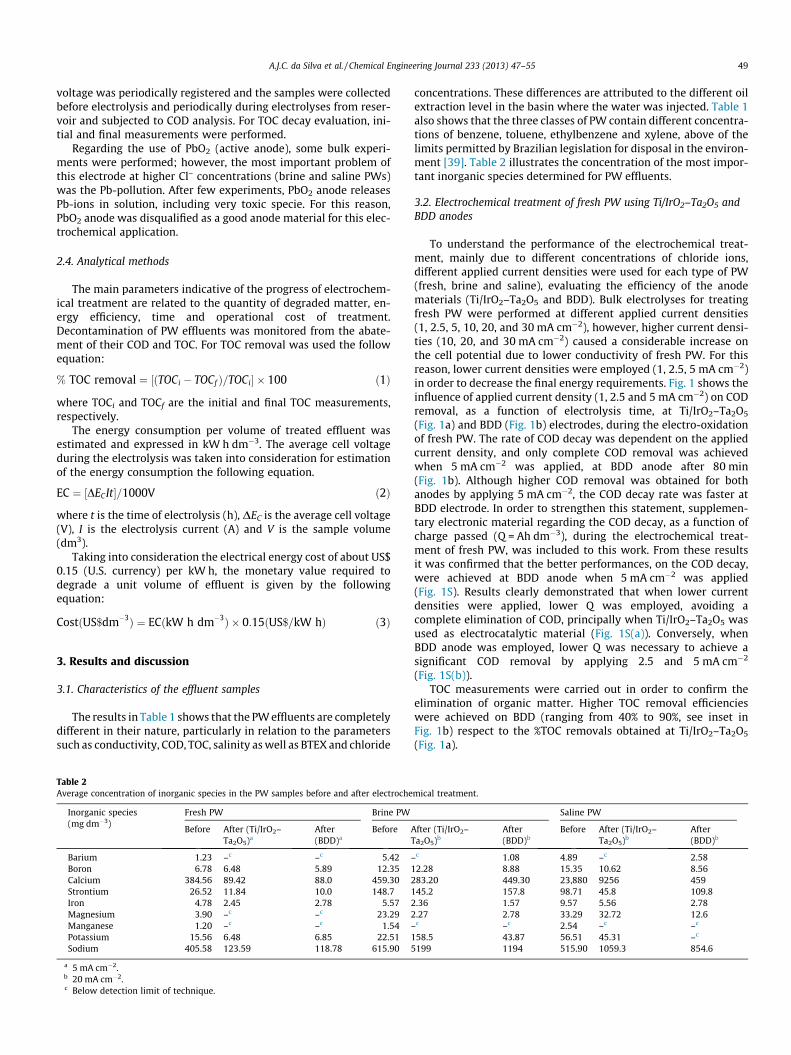
To understand the performance of the electrochemical treat-ment, mainly due to different concentrations of chloride ions,different applied current densities were used for each type of PW(fresh, brine and saline), evaluating the efficiency of the anodematerials (Ti/IrO2–Ta2O5 and BDD). Bulk electrolyses for treatingfresh PW were performed at different applied current densities(1, 2.5, 5, 10, 20, and 30 mA cm�2), however, higher current densi-ties (10, 20, and 30 mA cm�2) caused a considerable increase onthe cell potential due to lower conductivity of fresh PW. For thisreason, lower current densities were employed (1, 2.5, 5 mA cm�2)in order to decrease the final energy requirements. Fig. 1 shows theinfluence of applied current density (1, 2.5 and 5 mA cm�2) on CODremoval, as a function of electrolysis time, at Ti/IrO2–Ta2O5
(Fig. 1a) and BDD (Fig. 1b) electrodes, during the electro-oxidationof fresh PW. The rate of COD decay was dependent on the appliedcurrent density, and only complete COD removal was achievedwhen 5 mA cm�2 was applied, at BDD anode after 80 min(Fig. 1b). Although higher COD removal was obtained for bothanodes by applying 5 mA cm�2, the COD decay rate was faster atBDD electrode. In order to strengthen this statement, supplemen-tary electronic material regarding the COD decay, as a function ofcharge passed (Q = Ah dm�3), during the electrochemical treat-ment of fresh PW, was included to this work. From these resultsit was confirmed that the better performances, on the COD decay,were achieved at BDD anode when 5 mA cm�2 was applied(Fig. 1S). Results clearly demonstrated that when lower currentdensities were applied, lower Q was employed, avoiding acomplete elimination of COD, principally when Ti/IrO2–Ta2O5 wasused as electrocatalytic material (Fig. 1S(a)). Conversely, whenBDD anode was employed, lower Q was necessary to achieve asignificant COD removal by applying 2.5 and 5 mA cm�2
(Fig. 1S(b)).TOC measurements were carried out in order to confirm the
elimination of organic matter. Higher TOC removal efficiencieswere achieved on BDD (ranging from 40% to 90%, see inset inFig. 1b) respect to the %TOC removals obtained at Ti/IrO2–Ta2O5
(Fig. 1a).
mical treatment.
Saline PW
fter (Ti/IrO2–a2O5)b
After(BDD)b
Before After (Ti/IrO2–Ta2O5)b
After(BDD)b
c 1.08 4.89 –c 2.582.28 8.88 15.35 10.62 8.5683.20 449.30 23,880 9256 45945.2 157.8 98.71 45.8 109.8.36 1.57 9.57 5.56 2.78.27 2.78 33.29 32.72 12.6c –c 2.54 –c –c
58.5 43.87 56.51 45.31 –c
199 1194 515.90 1059.3 854.6
50 A.J.C. da Silva et al. / Chemical Engineering Journal 233 (2013) 47–55
BDD is a ‘non-active’ anode at which the principal reactive spe-cies is hydroxyl radicals, whereas Ti/IrO2–Ta2O5 is an ‘active’ anodethat depends mostly on the ‘higher oxide’ mechanism. At Ti/IrO2–Ta2O5 electrode, the oxidation process depends on direct and med-iated oxidation [3,5,40] for removing organic matter. During directoxidation, adsorption of organic compounds and by-products onthe anode surface plays an important role in the electrochemicaloxidation process, and these chemical mechanisms can reducethe anode efficiency [3,10].
The surface of active anode, as Ti/IrO2–Ta2O5, strongly interactswith �OH produced during water electrolysis (H2O ? �OH + H+ + e).Metal cations in the oxide lattice may reach higher oxidationstates, so-called superoxide (MOx), participating as a mediator inthe oxidation of organics, which competes with the side reactionof oxygen evolution via chemical decomposition of the higheroxide species. Consequently, both hydroxyl radicals and higheroxide formed on anode surface (Ti/IrO2–Ta2O5(�OH/MOx)) promotethe electrochemical conversion of organic matter dissolved in freshPW to other oxidized compounds [41,42].
Another interesting feature of the electrochemical treatment offresh PW is that this petrochemical effluent contains with47.8 mg dm�3 of chloride, and it probably participates in the elec-trogeneration of active chlorine. In fact, analyzing the solution pH,originally around 6.87, it moderately increases to values of 7.1.Thus, ClO– will prevail during the electrolysis, but HClO can be ac-tive at the electrode surface, as a consequence of the large acidity(pH is slightly acidic) due to the concomitant oxygen evolution, asindicated previously by other authors [3]. Based on resultsreported in Fig. 1and 1S, we can assume that, using
Fig. 1. Influence of applied current density on COD removal, as a function of time,during fresh PW electrolysis at 25 �C using Ti/IrO2–Ta2O5 (a) and BDD (b) anodes.Insets: %TOC removal, as a function of applied current density. Operationalconditions: flow rate = 160 dm3 h�1 and different applied current densities:1 mA cm�2 (circle), 2.5 mA cm�2 (square), and 5 mA cm�2 (triangle).
Ti/IrO2–Ta2O5, direct anodic oxidation is favored at lower currentdensities, achieving modest organic removal efficiencies (CODand TOC). However, at 30 mA cm�2, both direct and Cl-mediatedoxidations (even the effluent contains with lower Cl– concentra-tions) promote a faster abatement of COD, increasing modestlythe TOC removal (Fig. 1a and 1S(a)).
Conversely, electrochemical treatment of fresh PW using BDDanode depends completely on applied current density becausewhen current density was increased (Fig. 1b) or lower Q waspassed (1S (b)), a significant increase on COD decay was achieved.At the same time, more efficient TOC removal was achieved at BDDthan that obtained at Ti/IrO2–Ta2O5 (inset in Fig. 1b). It is due tothank to the weak adsorption properties of BDD anode (nonactiveanode) and higher production of hydroxyl radicals, avoidingadsorption of organic compounds and by-products dissolved onfresh PW [7,10–12]. Nevertheless, Cl-mediated oxidation by activechlorine was not satisfactorily favored (even when the pH solutionremains around 6–6.5) due to lower concentration of Cl– in solu-tion, predominating the production of reactive oxygen species(ROS, such as, hydroxyl radicals), that oxidize organic matter dis-solved in real effluent [10]. As consequence, higher TOC removalefficiencies were obtained using BDD anode.
3.3. Electrochemical treatment of brine PW using Ti/IrO2–Ta2O5 andBDD anodes
Electrochemical bulk experiments were performed using brinePW samples ([Cl–] = 1573 mg dm�3) to increase the understandingof real effluent treatment by involving the electrochemical
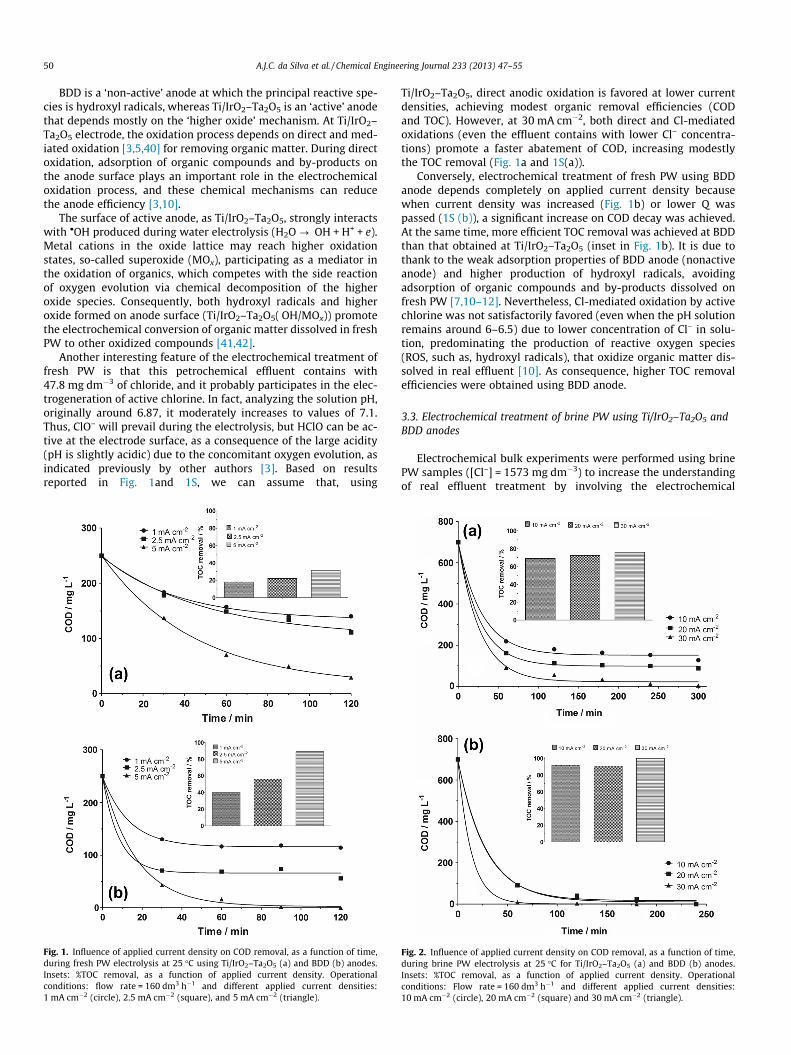
Fig. 2. Influence of applied current density on COD removal, as a function of time,during brine PW electrolysis at 25 �C for Ti/IrO2–Ta2O5 (a) and BDD (b) anodes.Insets: %TOC removal, as a function of applied current density. Operationalconditions: Flow rate = 160 dm3 h�1 and different applied current densities:10 mA cm�2 (circle), 20 mA cm�2 (square) and 30 mA cm�2 (triangle).

Fig. 3. Effect of temperature on COD removal, as a function of time, duringelectrochemical treatment of fresh (a) and brine (b) PWs using Ti/IrO2–Ta2O5 andBDD anodes. Insets: %TOC removal, at 40 �C. Operational conditions: Flowrate = 160 dm3 h�1, applied current densities: 5 mA cm�2 (fresh PW (a)) and20 mA cm�2 (brine PW (b)).
A.J.C. da Silva et al. / Chemical Engineering Journal 233 (2013) 47–55 51
production of reactive oxidant species (hydroxyl radicals or activechlorine) at Ti/IrO2–Ta2O5 and BDD anodes. To provide faster andmore efficient removal rate, as a method economically viable, high-er current densities (10, 20, and 30 mA cm�2) are required, sincethe brine PW presents good conductivity and higher COD load(700 mg dm�3) than that determined for fresh PW (see Table 1).
Fig. 2 shows the COD decay, as a function of electrolysis time,at different applied current density (10, 20, and 30 mA cm�2) forTi/IrO2–Ta2O5 (Fig. 2a) and BDD (Fig. 2b) anodes. As can be seenin Fig. 2a, COD decay depends on applied current density as wellas the Q (Fig. 2S(a)), using Ti/IrO2–Ta2O5 electrode. However, onlycomplete COD removal was achieved by applying 30 mA cm�2,after approximately 240 min of electrolysis (�6 Ah dm�3, seeFig. 2S(a)). Whereas, at 10 and 20 mA cm�2, a partial COD removalwas achieved, about 71.5% (2 Ah dm�3) and 78.6% (4.2 Ah dm�3),respectively. This behavior can be justified because an increaseon the applied current density promotes the mediated oxidationby hydroxyl radicals as well as active chlorine species [3,34–36,40]. Considering that, the pH solution remained between 7.5and 7.9 and DSA-electrodes are good electrocatalysts for activechlorine production [43], we can assume that the production ofspecies like hypochlorite and hypochlorous acid favors a faster oxi-dation of organic compounds dissolved in the effluent and by-products generated. However, TOC results indicated that the efflu-ent seems to have some recalcitrant compounds (or degradationproducts) that are not oxidized under these experimental condi-tions. This suggests that recalcitrant intermediates are beingformed in the chloride medium, most probably organochloridespecies that are not completely oxidized.
For BDD anode, under the same experimental conditions, com-plete COD removal was achieved at all current densities (after1.7 Ah dm�3 (10 mA cm�2), 3 Ah dm�3 (20 mA cm�2) and4 Ah dm�3 (30 mA cm�2), see Fig. 2S(b)), decreasing remarkablythe electrolysis time (Fig 2b). These results confirm the great abil-ity of the BDD has to remove organic pollutants, even at chloridemedium. Theoretically, based on the existing literature, the elec-trochemical treatment can be carried out at lower potentials inthe presence of chlorides, compared with those required for the di-rect anodic oxidation [43,44]. Considering that, the effluent con-ductivity was elevated due to higher concentrations of Cl– insolution (see Table 1), affecting the cell potentials; it promotesthe production of active chlorine species and consequently, favor-ing a faster COD abatement. Also, TOC removals ranged from 92%to 99%, indicating that the degradation process occurs with no sig-nificant formation of recalcitrant intermediates.
In consideration of the fact that, in the case of chloride media-tion, incineration reactions should be mainly a set of volume rathersurface reactions, the change from DSA-electrode to BDD shouldnot involve dramatic changes in the incineration mechanism.The, chloro and oxychlororadicals, co-generated at the electrodesurface and reacting in solution, have to be considered in themechanism of the electrochemical destruction [10]. Indeed,changes in the pH solution indicated that ClO– prevailed duringthe brine PW electrolysis, but the co-existence of HClO can behypothesized at the electrode surface, as a consequence of thelarge acidity (pH is slightly acidic) due to the concomitant oxygenevolution [10]. Also, a minor proportion of Cl– can be eliminatedfrom solution as Cl2.
3.4. Effect of temperature on electrochemical treatment of fresh andbrine PWs using Ti/IrO2–Ta2O5 e BDD anodes
The effect of temperature was also studied, at 40 �C, for treatingfresh and brine PWs by applying 5 mA cm�2 and 20 mA cm�2,respectively. The temperature selected is mimicking the real tem-perature utilized to discharge effluents by the petrochemical
industry. Assuming that the rate of the each reaction must bedependent on temperature, as already demonstrated by otherauthors [10–13], we decided to study the effect of an increase onthe temperature during PW oxidation.
Fig. 3a shows to the influence of temperature on COD removal,as a function of time, during treatment of fresh PW by applying5 mA cm�2. It was observed that temperature has a significant im-pact on the kinetic of PW electrochemical oxidation, especiallywhen Ti/IrO2–Ta2O5 electrode was used, because the COD removalrate was considerably enhanced upon rising temperature. An ele-vation in temperature from 25 to 40 �C reduced the electrolysistime required to remove 90% of COD from 90 to 15 min (Fig. 3a)as well as the electrical charge passed (Q) (Fig. 3S(a)). Conversely,electrolysis times (Fig. 3b) as well as Q (Fig. 3S(b)) required weremodestly reduced when the BDD anode was used, but mass trans-port limitations were observed (Fig. 3a). This behavior may be dueto the fact that the increase in temperature had little influence onthe electro-oxidation via hydroxyl radicals [10] and active chlorineat BDD anode.
It is important to remark that, this enhance on the rate of chem-ical reactions cannot be attributed to an increased activity of theanodes but to an increase in indirect reactions of organic com-pounds with electrogenerated oxidizing agents from PW effluentoxidation [7,8,10,11]. In fact, is well known that electrolysis inaqueous medium containing chloride ions generates active chlo-rine at the anode surface [10]. Also, these powerful oxidizingagents can rapidly oxidize organic materials by a chemical reactionwhose rate increases with temperature. In this context, restrictingnow our analysis to the behavior at both anodes, Ti/IrO2–Ta2O5
promotes the production of chlorine gas more than BDD anodes,

Fig. 4. Influence of applied current density on COD removal, as a function of time,during saline PW electrolysis at 25 �C for Ti/IrO2–Ta2O5 (a) and BDD (b) anodes.Insets: %TOC removal, as a function of applied current density. Operationalconditions: flow rate = 160 dm3 h�1 and different applied current densities:10 mA cm�2 (circle) and 20 mA cm�2 (square).
52 A.J.C. da Silva et al. / Chemical Engineering Journal 233 (2013) 47–55
as reported by other studies [43], and consequently, this limits theoxidation of organic matter at 25 �C (Fig. 3a). Conversely, strongoxidants of active chlorine are produced efficiently at both elec-trodes at 40 �C, favoring COD removal under these experimentalconditions; even when the oxygen evolution reaction is also fa-vored. From the TOC removals obtained for each anode (inset inFig. 3a), it can be inferred that the electrochemical treatment offresh PW, at 40 �C, occurs with significant elimination of organicmatter, more than that eliminated at 25 �C at Ti/IrO2–Ta2O5 (Insetin Fig. 1a), but a slight decrease in efficiency (from 89% (at 25 �C) to79% (at 40 �C)) at BDD anode (inset in Fig. 1b) was attained. Thismeans that, after 20 min of electrolysis using BDD anode at40 �C, a significant amount of more simplex organic compounds(probably aliphatic acids) is produced, complicating their completeelimination by mass transport limitations and consequently,decreasing the TOC elimination performances.
In the case of electrochemical treatment of brine PW, the tem-perature effect on COD abatement was significant, using BDD andTi/IrO2–Ta2O5 electrodes by applying 20 mA cm�2. It was observedthat the kinetics of the indirect reactions were favored; achieving arelevant COD removal (93%) in a minor time (Fig. 3b) as well as Q(Fig. 3S(b)) than those necessary to 25 �C. While, 89% of COD wasremoved employing Ti/IrO2–Ta2O5 (Fig. 3b), after 1.5 Ah dm�3.
Taking into account the results obtained for TOC removal forbrine PW oxidation, at both anodes, at 40 �C (inset in Fig. 3b), itcan be inferred that better performances were obtained at BDD an-ode than those obtained at Ti/IrO2–Ta2O5. Using BDD anode, an in-crease on TOC removal efficiencies was obtained than thatobtained at 25 �C, indicating that, electrogenerated active chlorineon BDD surface [10] favors a complete elimination of organic mat-ter in brine PW when an increase on temperature was attained,even when a little amount of organochlorinated compounds wouldbe formed (as commented in section 3.3). Conversely, at Ti/IrO2–Ta2O5, similar TOC removals were obtained at both temperatures(ranging from 71% (at 25 �C) to 65% (at 40 �C)), even when a signif-icant increase on COD decay was accomplished. This behavior indi-cates that the recalcitrant compounds are formed.
At this point, the results obtained in the electrochemical treat-ment of brine PW suggest a promising alternative for the treatmentof this kind of effluent because its natural characteristics (pH,salinity, concentration of Cl– and temperature) allow its treatmentwhen this effluent is extracted from oil wells, not requiring anypre-treatment. However, particular attention and experimentalobservations must be taken into consideration before or duringits use, due to the formation of organochlorinated compoundsusing DSA-electrode.
3.5. Electrochemical treatment of saline PW using Ti/IrO2–Ta2O5 e BDDanodes
Several studies in the literature show that the addition of chlo-ride in the electrolytic solution increases the current efficiency,improving electrical conductivity and generation of active chlorinespecies [40,45], favoring the oxidation of organic matter. However,when the electrochemical treatment was applied to samples of sal-ine PW, which have higher COD and chloride concentrations (seeTable 1), the results showed a slower reaction rate and lowerCOD removal.
Fig. 4 shows COD removal, as a function of time, during the elec-trochemical treatment of saline PW using Ti/IrO2–Ta2O5 (Fig. 4a)and BDD (Fig. 4b) electrodes at 25 �C. It was observed that at bothmaterials, COD decay was slight after 8 h of electrochemical treat-ment, independent on applied current density (10 mA cm�2 or20 mA cm�2). Results clearly show that a modest anodic oxidationof saline PW was performed, achieving 50% of COD removal(Fig. 4a) by applying 10 and 20 mA cm�2, at Ti/IrO2–Ta2O5 elec-
trode after 3.5 and 7 Ah dm�3, respectively (Fig. 4S(a)). Neverthe-less, an important observation from inset in Fig. 4a is that themineralization rate (TOC removal) seems not to be significantlyinfluenced by the higher concentrations of chloride in the petro-chemical effluent, suggesting that the production of Cl2 is the pref-erential reaction (based on literature [43], DSA-electrodes are goodelectrocatalysts for Cl2 production) instead the electrochemicaloxidation (direct or/and indirect). At the same time, the Cl-medi-ated oxidation does not lead to the strong oxidation conditionsnecessary to eliminate completely the organic matter, but formingrecalcitrant compounds giving a false COD abatement. This out-come is confirmed by TOC removal efficiencies, below 37%.
Likewise, for BDD anode, the COD removal, under similar condi-tions, occurs with similar efficiencies than those achieved for Ti/IrO2–Ta2O5. As can be observed from Fig. 4b, 44% of COD removalwas achieved for BDD independent on applied current densitydue to two features: higher Cl– concentrations (86,875 mg dm�3)and higher initial COD (11,541 mg dm�3).
From the information discussed above, it can be inferred thatthe degradation process when higher Cl– concentrations are pres-ent in the effluent, it occurs with significant formation of Cl2 gasin concomitance with higher production of O2, complicating thecomplete oxidation of organic matter (see inset in Fig. 4b, TOC re-moval) and increasing the Q (3.5 Ah dm�3 (10 mA cm�2) and7 Ah dm�3 (20 mA cm�2), see Fig. 4S(b)). Also, higher initial CODis traduced in the production of several by-products decreasingthe efficiency process [5]. This assertion is in agreement with theTOC efficiencies obtained during electrochemical treatment ofsaline PW by applying 10 and 20 mA cm�2 of current density.These statements are important observations, because these dem-onstrate that for some kind of petrochemical effluents, no efficient
A.J.C. da Silva et al. / Chemical Engineering Journal 233 (2013) 47–55 53
elimination of organic matter can be achieved, independent on nat-ure of electrode material and experimental conditions used. But, aspointed by Sales et al. [10], the electrochemical oxidation of indus-trial effluents in presence of higher concentrations of chloride maylead to more toxic pollutants (organochloride by-products). In thisframe, the treatment of saline PW can be performed by using com-bined advanced oxidation processes, such as filtration, adsorption,electrochemical and UV-radiation [46].
3.6. BTEX and inorganic species removal
Due to the high toxicity of BTEX, which can cause irreparable in-jury to the central nervous system even in small concentrations,Brazilian environmental laws have been strongly restrictiveregarding the releases of these contaminants in the aquatic envi-ronments [3,5,39]. From the data obtained by GC–MS analyses,electrochemical treatment proved to be very effective for removingBTEX in operating conditions using Ti/IrO2–Ta2O5 and BDD. For allPW effluents (fresh, brine and saline), these pollutants were com-pletely removed, obtaining results below the detection limit ofthe method (0.5 ppb). On the other hand, the variation of inorganicspecies concentration dissolved in the PW after electrochemicalprocess using Ti/IrO2–Ta2O5 and BDD anodes, under specific exper-imental conditions, is present in Table 2. As can be observed, theinitial amount of inorganic species was removed from petrochem-ical wastewater after the electrochemical treatment. It appearsthat the –OH species produced during electrolysis of water, favorthe formation of hydroxides with some heavy metals. These inor-ganic compounds are deposited on the cathode forming a salt de-posit, as observed at this electrode after electrolysis treatment;
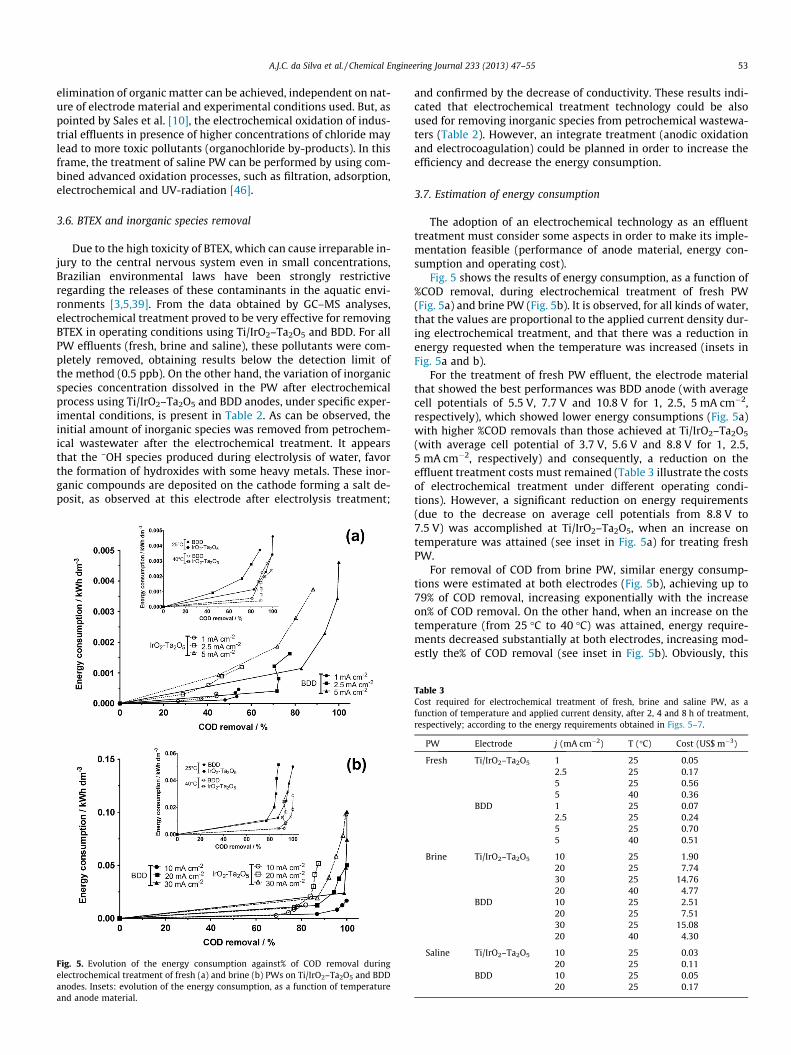
Fig. 5. Evolution of the energy consumption against% of COD removal duringelectrochemical treatment of fresh (a) and brine (b) PWs on Ti/IrO2–Ta2O5 and BDDanodes. Insets: evolution of the energy consumption, as a function of temperatureand anode material.
and confirmed by the decrease of conductivity. These results indi-cated that electrochemical treatment technology could be alsoused for removing inorganic species from petrochemical wastewa-ters (Table 2). However, an integrate treatment (anodic oxidationand electrocoagulation) could be planned in order to increase theefficiency and decrease the energy consumption.
3.7. Estimation of energy consumption
The adoption of an electrochemical technology as an effluenttreatment must consider some aspects in order to make its imple-mentation feasible (performance of anode material, energy con-sumption and operating cost).
Fig. 5 shows the results of energy consumption, as a function of%COD removal, during electrochemical treatment of fresh PW(Fig. 5a) and brine PW (Fig. 5b). It is observed, for all kinds of water,that the values are proportional to the applied current density dur-ing electrochemical treatment, and that there was a reduction inenergy requested when the temperature was increased (insets inFig. 5a and b).
For the treatment of fresh PW effluent, the electrode materialthat showed the best performances was BDD anode (with averagecell potentials of 5.5 V, 7.7 V and 10.8 V for 1, 2.5, 5 mA cm�2,respectively), which showed lower energy consumptions (Fig. 5a)with higher %COD removals than those achieved at Ti/IrO2–Ta2O5
(with average cell potential of 3.7 V, 5.6 V and 8.8 V for 1, 2.5,5 mA cm�2, respectively) and consequently, a reduction on theeffluent treatment costs must remained (Table 3 illustrate the costsof electrochemical treatment under different operating condi-tions). However, a significant reduction on energy requirements(due to the decrease on average cell potentials from 8.8 V to7.5 V) was accomplished at Ti/IrO2–Ta2O5, when an increase ontemperature was attained (see inset in Fig. 5a) for treating freshPW.
For removal of COD from brine PW, similar energy consump-tions were estimated at both electrodes (Fig. 5b), achieving up to79% of COD removal, increasing exponentially with the increaseon% of COD removal. On the other hand, when an increase on thetemperature (from 25 �C to 40 �C) was attained, energy require-ments decreased substantially at both electrodes, increasing mod-estly the% of COD removal (see inset in Fig. 5b). Obviously, this
Table 3Cost required for electrochemical treatment of fresh, brine and saline PW, as afunction of temperature and applied current density, after 2, 4 and 8 h of treatment,respectively; according to the energy requirements obtained in Figs. 5–7.
PW Electrode j (mA cm�2) T (�C) Cost (US$ m�3)
Fresh Ti/IrO2–Ta2O5 1 25 0.052.5 25 0.175 25 0.565 40 0.36
BDD 1 25 0.072.5 25 0.245 25 0.705 40 0.51
Brine Ti/IrO2–Ta2O5 10 25 1.9020 25 7.7430 25 14.7620 40 4.77
BDD 10 25 2.5120 25 7.5130 25 15.0820 40 4.30
Saline Ti/IrO2–Ta2O5 10 25 0.0320 25 0.11
BDD 10 25 0.0520 25 0.17

Fig. 6. Evolution of the energy consumption against% of COD removal duringelectrochemical treatment of saline PW on Ti/IrO2–Ta2O5 and BDD anodes.
Fig. 7. Evolution of the energy consumption, as a function of% COD removal, duringelectrochemical treatment of fresh, brine and saline PWs on Ti/IrO2–Ta2O5 and BDDanodes, at 25 �C.
54 A.J.C. da Silva et al. / Chemical Engineering Journal 233 (2013) 47–55
decrease on power energy will be traduced on a decrease on treat-ment costs of brine PW (Table 3). These figures are in agreementwith the data reported in the literature, where it was demonstratedthat the electrochemical treatment is performed at lower poten-tials in the presence of chlorides, compared with those requiredfor the direct anodic oxidation [47], diminishing the energy con-sumptions and costs.
For the treatment of saline PW effluent, the results obtained atboth electrode materials demonstrated that, higher energy con-sumptions were achieved (Fig. 6), independent on anode materialand applied current density, obtaining lower COD removal efficien-cies (about 50% at both electrode materials). However, Ti/IrO2–Ta2O5 electrode by applying 10 mA cm�2 at 25 �C showed lowerenergy requirements than those obtained at BDD anode. Thisbehavior is due to lower cell potentials (3.5 V and 4.4 V for 10and 20 mA cm�2, respectively) using Ti/IrO2–Ta2O5 anode [43],favoring principally the production of Cl2 [47]. Conversely to BDDelectrode, where higher cell potentials were attained (7.9 V and9.9 V for 10 and 20 mA cm�2, respectively), producing Cl2 in con-comitance with O2, limiting the oxidation of organic matter.
A general comparison between the trend of energy consump-tion, as a function of% of COD removal, for Ti/IrO2–Ta2O5 andBDD anodes is presented in Fig. 7. This graph clearly evidences thatthe brine PW requires more energy consumptions that those usedfor treating fresh and saline PWs. Also, in the case of BDD, it allowsto remove a significant% of COD employing lower energy require-ments that those required at Ti/IrO2–Ta2O5, at different petro-chemical effluents. However, when an increase on thetemperature is attained, Ti/IrO2–Ta2O5 anode exhibits better per-formances (see insets in Fig. 5a and b).
4. Conclusions
The study showed that the anodic oxidation can be an alterna-tive treatment for COD and BTEX removal from petrochemicaleffluent. Both electrode materials showed satisfactory results inthe oxidation process and it could be carried out by both directand mediated oxidation by powerful oxidants agents producedon anode surface, using specific operating conditions.
The treatment efficiency of petrochemical effluents shown to bestrongly dependent on nature of effluent and anode materials aswell as operating conditions, such as current density, chloride con-centration and temperature. Consequently, the energy require-ments can be traduced on lower costs of electrochemicaltreatment, depending strongly on experimental conditions. It isimportant to remark that, each effluent is different, for that reason,when different concentrations of Cl– are present; other undesiredby-products could be produced, as already confirmed by otherauthors in a recent study [10].
Perhaps the production of undesired by-products, such asorganochloride compounds, can vary and it depends on Cl– concen-tration into the real effluent. Then, particular attention and exper-imental observations must be taken into consideration before orduring the treatment of brine and saline PWs.
Finally, in the present work have recently allowed to start thedesign of a pilot industrial–electrochemical cell to be used in pet-rochemical industry. These experiments are in progress and theirresults will be reported in detail in a separate paper in a nearfuture.
Acknowledgments
A.J.C. da S. and E.V. dos S. gratefully acknowledge for CAPES-Master and PhD-PETROBRAS–PFRH22 fellowships, respectively.The authors thank Industrie De Nora S.p.A. (Milan, Italy) for supplythe electrodes and PETROBRAS for providing the PW samples.Financial support from National Council for Scientific and Techno-logical Development (CNPq, Brazil) is also gratefully acknowl-edged. The authors thank to Prof. Djalma Ribeiro da Silva for hisassistance for performing the analyses of petrochemical effluentsat the Núcleo de Processamento Primário e Reuso de Água Produz-ida e Residuos (NUPRAR-UFRN).
Appendix A. Supplementary material
Supplementary data associated with this article can be found, inthe online version, at http://dx.doi.org/10.1016/j.cej.2013.08.023.
References
[1] R.M. Gomes de Lima, G.R.S. Wildhagen, J.W.S. Dias da Cunha, J.C. Afonso,Removal of ammonium ion from produced waters in petroleum offshoreexploitation by a batch single-stage electrolytic process, J. Hazard Mater. 161(2009) 1560–1564.
[2] F.R. Ahmadun, A. Pendashteh, L.C. Abdullah, D.R.A. Biak, S.S. Madaeni, Z.Z.Abidin, Review of technologies for oil and gas produced water treatment, J.Hazard Mater. 170 (2009) 530–551.
[3] A.M.Z. Ramalho, C.A. Martínez-Huitle, D.R. Silva, Application ofelectrochemical technology for removing petroleum hydrocarbons fromproduced water using a DSA type anode at different flow rates, Fuel 89(2010) 531–534.
[4] B.H. Diya’uddeen, W.M.A.W. Daud, A.R. Abdul Aziz, Treatment technologies forpetroleum refinery effluents: a review, Process Saf. Environ. Prot. 89 (2011)95–105.
[5] J.H.B. Rocha, M.M.S. Gomes, N.S. Fernandes, D.R. da Silva, C.A. Martínez-Huitle,Application of electrochemical oxidation as alternative treatment of producedwater generated by Brazilian petrochemical industry, Fuel Process. Technol. 96(2012) 80–87.
[6] P. Cañizares, A. Beteta, C. Sáez, L. Rodríguez, M.A. Rodrigo, Use ofelectrochemical technology to increase the quality of the effluents of bio-oxidation processes. A case studied, Chemosphere 72 (2011) 1080–1085.

A.J.C. da Silva et al. / Chemical Engineering Journal 233 (2013) 47–55 55
[7] M. Panizza, G. Cerisola, Electrocatalytic materials for the electrochemicaloxidation of synthetic dyes, Appl. Catal. B 75 (2007) 95–101.
[8] M. Panizza, G. Cerisola, Removal of colour and COD from wastewatercontaining acid blue 22 by electrochemical oxidation, J. Hazard. Mater. 153(2008) 83–88.
[9] C.A. Martínez-Huitle, E. 515 Brillas, Decontamination of wastewaterscontaining synthetic organic dyes by electrochemical methods: a generalreview, Appl. Catal. B 87 (2009) 105–145.
[10] A.M.S. Sales, C.K.C. Araújo, J.V. Melo, J.M. Peralta-Hernandez, D.R. Silva, C.A.Martínez-Huitle, Decontamination of real textile industrial effluent by strongoxidant species electrogenerated on diamond electrode: viability anddisadvantages of this electrochemical technology, Appl. Catal. B 130–131(2013) 112–120.
[11] C.A. Martínez-Huitle, E.V. Santos, D.M. Araujo, M. Panizza, Applicability ofdiamond electrode-anode to the electrochemical treatment of a real textileeffluent, J. Electroanal. Chem. 674 (2012) 103–107.
[12] S. Hammami, N. Bellakhal, N. Oturan, M.A. Oturan, M. Dachraoui, Degradationof Acid Orange 7 by electrochemically generated �OH radicals in acidic aqueousmedium using a boron-doped diamond or platinum anode: a mechanisticstudy, Chemosphere 73 (2008) 678–684.
[13] J.H.B. Rocha, A.M.S. Solano, N.S. Fernandes, D.R. da Silva, J.M. Peralta-Hernandez, C.A. Martínez-Huitle, Electrochemical degradation of remazol redBR and novacron blue C–D dyes using diamond electrode, Electrocatalysis 3(2012) 1–12.
[14] K. Bensadok, N. El Hanafi, F. Lapicque, Electrochemical treatment of dairyeffluent using combined Al and Ti/Pt electrodes system, Desalination 280(2011) 244–251.
[15] Y. Kitazono, I. Ihara, G. Yoshida, K. Toyoda, K. Umetsu, Selective degradation oftetracycline antibiotics present in raw milk by electrochemical method, J.Hazard. Mater. 243 (2012) 112–116.
[16] M. Panizza, I. Sirés, G. Cerisola, Anodic oxidation of mecoprop herbicide at leaddioxide, J. Appl. Electrochem. 38 (2008) 923–929.
[17] N. Oturan, E. Brillas, M.A. Oturan, Unprecedented total mineralization ofatrazine and cyanuric acid by anodic oxidation and electro-Fenton with aboron-doped diamond anode, Environ. Chem. Lett. 10 (2) (2012) 165–170.
[18] G.R.P. Malpass, D.W. Miwa, S.A.S. Machado, P. Olivi, A.J. Motheo, Oxidation ofthe pesticide atrazine at DSA
�electrodes, J. Hazard. Mater. B 137 (2006) 565–
572.[19] Y. Samet, L. Agengui, R. Abdelhédi, Electrochemical degradation of chlorpyrifos
pesticide in aqueous solutions by anodic oxidation at boron-doped diamondelectrodes, Chem. Eng. J. 161 (2010) 167–172.
[20] A. Kesraoui Abdessalem, N. Bellakhal, N. Oturan, M. Dachraoui, M.A. Oturan,Treatment of a mixture of three pesticides by photo- and electro-Fentonprocesses, Desalination 250 (2010) 450–455.
[21] F. Fu, Q. Wang, Removal of heavy metal ions from wastewaters: a review, J.Environ. Manage. 92 (2011) 407–418.
[22] W.T. Mook, M.H. Chakrabarti, M.K. Aroua, G.M.A. Khan, B.S. Ali, M.S. Islam, M.A.Abu Hassan, Removal of total ammonia nitrogen (TAN), nitrate and totalorganic carbon (TOC) from aquaculture wastewater using electrochemicaltechnology: a review, Desalination 285 (2012) 1–13.
[23] M. Panizza, M. Delucchi, I. Sirés, Electrochemical process for the treatment oflandfill leachate, J. Appl. Electrochem. 40 (2010) 1721–1727.
[24] I. Sirés, E. Brillas, Remediation of water pollution caused by pharmaceuticalresidues based on electrochemical separation and degradation technologies: areview, Environ. Int. 40 (2012) 212–229.
[25] A. Dirany, I. Sirés, N. Oturan, M.A. Oturan, Electrochemical abatement of theantibiotic sulfamethoxazole from water, Chemosphere 81 (2010) 594–602.
[26] M. Haidar, A. Dirany, I. Sirés, N. Oturan, M.A. Oturan, Electrochemicaldegradation of the antibiotic sulfachloropyridazine by hydroxyl radicalsgenerated at a BDD anode, Chemosphere 91 (2013) 1304–1309.
[27] J. Wu, H. Zhang, N. Oturan, Y. Wang, L. Chen, M.A. Oturan, Application ofresponse surface methodology to the removal of the antibiotic tetracycline byelectrochemical process using carbon-felt cathode and DSA (Ti/RuO2–IrO2)anode, Chemosphere 87 (2012) 614–620.
[28] N. Oturan, J. Wu, H. Zhang, V.K. Sharma, M.A. Oturan, Electrocatalyticdestruction of the antibiotic tetracycline in aqueous medium byelectrochemical advanced oxidation processes: effect of electrode materials,Appl. Catal. B 140–141 (2013) 92–97.
[29] K. Chanworrawoot, M. Hunsom, Treatment of wastewater from pulp and papermill industry by electrochemical methods in membrane reactor, J. Environ.Manage. 113 (2012) 399–406.
[30] C.A. Martínez-Huitle, L.S. Andrade, Quim. Nova 34 (2011) 850.[31] M. Panizza, G. Cerisola, Direct and mediated anodic oxidation of organic
pollutants, Chem. Rev. 109 (2009) 6541–6569.[32] C.A. Martínez-Huitle, S. Ferro, Electrochemical oxidation of organic pollutants
for the wastewater treatment: direct and indirect processes, Chem. Soc. Rev.35 (2006) 1324–1340.
[33] E. Brillas, I. Sires, M.A. Oturan, Electro-Fenton process and relatedelectrochemical technologies based on Fenton’s reaction chemistry, Chem.Rev. 109 (2009) 6570–6631.
[34] E.V. dos Santos, J.H.B. Rocha, D.M. Araujo, D.C. Moura, C.A. Martínez-Huitle,Decontamination of produced water containing petroleum hydrocarbons byelectrochemical methods: a mini-review, Curr. Org. Chem., accepted forpublication, http://dx.doi.org/10.2174/1385272043369421.
[35] M.R.G. Santos, M.O.F. Goulart, J. Tonholo, C.L.P.S. Zanta, The application ofelectrochemical technology to the remediation of oily wastewater,Chemosphere 64 (2006) 393–399.
[36] B.K. Körbahti, K. Artut, Electrochemical oil/water demulsification andpurification of bilge water using Pt/Ir electrodes, Desalination 258 (2010)219–228.
[37] APHA, AWWA, WEF, Standard methods for the examination of water andwastewater, 21st ed., APHA/AWWA/WEF, Washington, DC, 2005.
[38] J. Lu, X. Wang, B. Shan, X. Li, W. Wan, Analysis of chemical compositionscontributable to chemical oxygen demand (COD) of oilfield produced water,Chemosphere 62 (2006) 322–331.
[39] Environmental Brazilian Laws: Resolução Ministério do Meio Ambiente –Conselho Nacional do Meio Ambiente (CONAMA) No. 430, de 13 de maio de.Diário Oficial da União, Brasília, DF, 2011.
[40] Y. Yavuz, A. Savas� Koparal, Ü.B. Ögütveren, Treatment of petroleum refinerywastewater by electrochemical methods, Desalination 258 (2010) 201–205.
[41] T.-N. Wu, Electrochemical removal of MTBE from water using the iridiumdioxide coated electrode, Sep. Purif. Technol. 79 (2011) 216–220.
[42] M.G. Tavares, L.V.A. Silva, A.M. Sales Solano, J. Tonholo, C.A. Martínez-Huitle,C.L.P.S. Zanta, Electrochemical oxidation of Methyl Red using Ti/Ru0,3Ti0,7O2
anodes, Chem. Eng. J. 204–206 (2012) 141–150.[43] L. Vazquez-Gomez, S. Ferro, A. De Battisti, Preparation and characterization of
RuO2–IrO2–SnO2 ternary mixtures for advanced electrochemical technology,Appl. Catal. B 67 (1–2) (2006) 34–40.
[44] C.A. Martinez-Huitle, E. Brillas, Electrochemical alternatives for drinking waterdisinfection, Angew. Chem., Int. Ed. 47 (2008) 1998–2005.
[45] D. Santos, M. Dezotti, A.J.B. Dutra, Electrochemical treatment of effluents frompetroleum industry using a Ti/RuO2 anode, Chem. Eng. J. 226 (2013) 293–299.
[46] G. Li, T. An, J. Chen, G. Sheng, J. Fu, F. Chen, S. Zhang, H. Zhao,Photoelectrocatalytic decontamination of oilfield produced wastewatercontaining refractory organic pollutants in the presence of highconcentration of chloride ions, J. Hazard. Mater. 138 (2006) 392–400.
[47] F. Bonfatti, S. Ferro, F. Lavezzo, M. Malacarne, G. Lodi, A. De Battisti, J.Electrochem. Soc. 147 (2000) 592–596.





























