Embed Size (px)
DESCRIPTION
Chemical and Heat Recovery in the kraft mill
Citation preview

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-1
Chapter 28Chemical and Heat Recovery
in the Paper Industry
In the United States (U.S.), the forest products in-dustry is the third largest industrial consumer of en-ergy, accounting for more than 11% of the total U.S.manufacturing energy expenditures. In 2002, 57% ofthe pulp and paper industry relied on cogenerationfor their electric power requirements.
Approximately one-half of the steam and power con-sumed by this industry is generated from fuels thatare byproducts of the pulping process. The mainsource of self-generated fuel is the spent pulping li-quor, followed by wood and bark. The energy requiredto produce pulp and paper products has been signifi-cantly reduced. Process improvements have allowed U.S.pulp and paper manufacturers to reduce energy con-sumption to 2.66 × 1012 Btu (2806.5 × 1012 J), a signifi-cant reduction.
Pulp and paper mill electric power requirementshave increased disproportionately to process steamrequirements. This factor, coupled with steadily ris-ing fuel costs, has led to the greater cycle efficienciesafforded by higher steam pressures and temperaturesin paper mill boilers. The increased value of steam hasproduced a demand for more reliable and efficient heatand chemical recovery boilers.
The heat value of the spent pulping liquor solids isa reliable fuel source for producing steam for powergeneration and process use. A large portion of thesteam required for the pulp mills is produced in highlyspecialized heat and chemical recovery boilers. Thebalance of the steam demand is supplied by boilersdesigned to burn coal, oil, natural gas and biomass.
Major pulping processesThe U.S. and Canada have the highest combined
consumption of paper and paperboard in the world(Fig. 1), consuming 105.6 million tons each year. Witha base of more than 800 pulp, paper and paperboardmills, the U.S. and Canada are also the leader in theproduction of paper and paperboard. North Americaaccounts for 32% of the total world output; pulp pro-duction is nearly 43%.
Total pulp production in the U.S. is divided amongthe following principal processes: 85% chemical,groundwood and thermomechanical; 6% semi-chemi-cal; and 9% mechanical pulping. The dominant NorthAmerica pulping process is the sulfate process, deriv-
ing its name from the use of sodium sulfate (Na2SO4)as the makeup chemical. The paper produced from thisprocess was originally so strong in comparison withalternative processes that it was given the name kraft,which is the Swedish and German translation forstrong. Kraft is an alkaline pulping process, as is thesoda process which derives its name from the use ofsodium carbonate, Na2CO3 (soda ash), as the makeupchemical. The soda process has limited use in the U.S.and is more prominent in countries pulping nonwoodfiber. Recovery of chemicals and the production ofsteam from waste liquor are well established in thekraft and soda processes. The soda process accountsfor less than 1% of alkaline pulp production and itsimportance is now largely historic.
Kraft pulping and recovery process
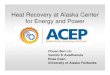
Kraft processThe kraft process flow diagram (Fig. 2) shows the
typical relationship of the recovery boiler to the over-all pulp and paper mill.1 The kraft process starts withfeeding wood chips, or alternatively a nonwood fi-brous material, to the digester. Chips are cooked un-der pressure in a steam heated aqueous solution of
Fig. 1 World paper and board consumption by country, 2000.
USA31%
All OtherCountries
30%
Germany6%
Canada2%
Italy3%
France3%
United Kingdom 4%Japan10%
Peoples Republicof China
11%

The Babcock & Wilcox Company
28-2 Steam 41 / Chemical and Heat Recovery in the Paper Industry
sodium hydroxide (NaOH) and sodium sulfide (Na2S)known as white liquor or cooking liquor. Cooking cantake place in continuous or batch digesters.
After cooking, pulp is separated from the residualliquor in a process known as brown stock washing. Themost common method features a countercurrent se-ries of vacuum drum washers which displace the li-quor with minimum dilution. Following washing, thepulp is screened and cleaned to remove knots andshives and to produce fiber for use in the final pulpand paper products.
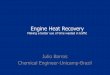
The black liquor rinsed from the pulp in the wash-ers is an aqueous solution containing wood lignins,organic material, and inorganic compounds oxidizedin the cooking process. Typically, the combined organicand inorganic mixture is present at a 13 to 17% con-centration of solids in weak black liquor. The kraftcycle processes this black liquor through a series of op-erations, including evaporation, combustion of organicmaterials, reduction of the spent inorganic compounds,and reconstitution of the white liquor. The physicaland chemical changes in the unit operations areshown in Fig. 3.2
The unique recovery boiler furnace was developedfor combusting the black liquor organic material whilereducing the oxidized inorganic material in a pile, orbed, supported by the furnace floor. The molten inor-ganic chemicals or smelt in the bed are discharged toa tank and dissolved to form green liquor. Green li-quor active chemicals are Na2CO3 and Na2S.
Green liquor contains unburned carbon and inor-ganic impurities from the smelt, mostly calcium andiron compounds, and this insoluble material, or dregs,must be removed through clarification. This operationis basically settling of sediment and decantation of
Fig. 2 Kraft process diagram.
Fig. 3 Kraft process cycle.

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-3
clear green liquor that can be pumped to the slaker.The dregs are pumped out of the clarifier as a concen-trated slurry. Normal operation is to water wash thedregs before landfill disposal. The water wash liquidcontaining the recovered sodium chemical is knownas weak wash. The sodium chemicals are recovered byusing the weak wash to dissolve the smelt in the dis-solving tank.
Clarified green liquor and lime (CaO) are continu-ously fed to a slaker where high temperature andagitation promote rapid slaking of the CaO into cal-cium hydroxide (Ca(OH)2). The liquor from the slakerflows to a series of agitated tanks that allow the rela-tively slow causticizing reaction to be carried tocompletion. The function of the causticizing plant isto convert sodium carbonate into active NaOH. Thecalcium carbonate (CaCO3) formed in the conversionreaction precipitates in the causticizing operation toform a suspended lime mud.
The causticizing product must be clarified to removethe CaCO3 precipitate and produce a clear white liquorfor cooking. This clarification is carried out by eithersettling and decanting, in a manner similar to greenliquor clarification, or by using pressure filters. Inpressure filtration, the white liquor is filtered througha medium to provide a separation of clear white liquorfrom the lime mud. The lime mud is then washed toremove sodium chemicals that can lead to increasedkiln emissions and clinkering, and further filtered toobtain the desired consistency for feed to the kiln.
The lime kiln calcines the washed lime mud feed intoreburned lime. Calcination is the chemical breakdownwith heat of the CaCO3 into active lime and carbondioxide (CO2). The calcined lime is then slaked as pre-viously described.
The reactions occurring in the solids cycle operationsare as follows:
Slaking: CaO + water = Ca(OH)2 + heat
Causticizing: Ca(OH)2 + Na2CO3 = CaCO3 + 2NaOH
Calcination: CaCO3 + heat = CaO + CO2
The combination of these process steps is referred toas recausticization.
In parallel with the reduction of sulfur compoundsto form smelt, energy is released in the recovery fur-nace as the black liquor organic compounds are com-busted. This combustion energy is used in the processrecovery boiler to produce steam from feedwater. Thesteam can be introduced to a turbine generator tosupply a large portion of the energy demand of thepulp and paper mill. Steam extracted from the turbineat low pressure is used for process requirements suchas cooking wood chips, evaporation, recovery furnaceair heating, and drying the pulp or paper products.
Rated capacity of a recovery unitThe capacity of a pulp mill is based on the daily tons
of pulp produced. The primary objectives of a recov-ery boiler are to reclaim chemicals for reuse and togenerate steam by burning the black liquor residue.Accordingly, the capacity of the recovery boiler shouldbe based on its ability to burn or process the dry sol-
ids contained in the recovered liquor. Because theproper measure of recovery boiler capacity is the heatinput to the furnace, The Babcock & Wilcox Company(B&W) has established a 24 hour heat input unit of19,800,000 Btu (20,890 MJ). This unit, known as aB&W-Btu ton, corresponds to the heat input from3000 lb (1361 kg) of solids (approximately equivalentto one ton of pulp produced) having a heating valueof 6600 Btu/lb (15,352 kJ/kg) of solids. These wereaverages for the typical black liquor solids generatedfrom a ton of kraft pulp production when this unit wasoriginally defined. The black liquor solids producedfrom modern operations generally are characterizedby considerable variation in the quantity of the solidsper ton of pulp product and somewhat lower heatingvalues. For this reason, a more common rating termapplied to current recovery boilers is the amount ofdry solids processed over a given period of time (houror day). The recovery boiler is a heat input machine,and as such, The B&W-Btu rating recognizes the trueindication of the unit’s design capacity to process thatenergy input.
The nominal size of a B&W kraft recovery boiler canbe determined by application of a simple formula asfollows:
Nominal size B&W-Btu tons= × ×A B C19 800 000, ,
, (1)
where
A = dry solids recovered, lb/t of pulpB = pulp output of mill, t/24 hC = heating value of dry solids, Btu/lb
and 19,800,000 is the product of 3000 lb/t and 6600Btu/lb.
Today’s recovery furnace is conservatively designedfor a heat release rate (heat input rate divided byfurnace plan area) of approximately 0.90 × 106 Btu/hft2 (2.84 MW/m2). This heat release has increased overtime, but was always kept below 1.0 × 106 Btu/h ft2
(3.15 MW/m2). Although new recovery boiler furnacesare sized for a low heat release rate, there are manyrecovery boilers that have experienced successful ca-pacity increases at much higher heat release rates.Mills historically have increased pulp production mak-ing the recovery boiler a limiting factor at the mill. Inorder to maintain increased pulp production, the re-covery boiler has been called upon to process an everincreasing amount of black liquor solids. Today it iscommon for a recovery boiler to successfully processsolids that result in heat release rates up to 1.25 × 106
Btu/h ft2 (3.94 MW/m2). This has been achievedthrough improvements to the combustion air and li-quor delivery systems, sootblower systems, reductionof chlorine in the as-fired liquor, and changes to con-vection pass arrangements.
There are several criteria commonly used to evalu-ate the potential success of capacity increases for re-covery boilers. In addition to the heat release rate, thefurnace exit gas temperature, superheater exit gastemperature, flue gas velocity, and furnace volumeare important criteria. Depending on the extent of the

The Babcock & Wilcox Company
28-4 Steam 41 / Chemical and Heat Recovery in the Paper Industry
capacity increase, most of these criteria can be met withchanges to the original design. For example, flue gastemperatures can be reduced with furnace screen andsuperheater changes. Furnace volume has been modi-fied by expanding the furnace forward, relocating thefurnace front wall forward and making the side wallswider thus providing a greater furnace volume forhigher rates of liquor solids.
The criteria B&W uses to predict recovery boilerperformance is based on operating experience. Someof this has changed over time as equipment improve-ments have affected operation.
Process flows through the recovery boilerThe kraft process recovery boiler is similar in many
respects to a conventional fossil fuel-fired boiler. Theconcentrated black liquor fuel is introduced into thefurnace along with combustion air. Inside the furnace,the residual water is evaporated and the organicmaterial is combusted. The inorganic portion of theblack liquor solids is recovered as molten smelt. Mostof the sulfur is in the reduced form of Na2S and mostof the remaining sodium is Na2CO3. The requirementto recover sulfur in a reduced state is the most uniqueaspect of recovery boiler design. Fig. 4 illustrates a typi-cal modern recovery boiler.
Combustion air is introduced into the furnace atstaged elevations: primary, secondary, tertiary, and attimes, quaternary. One-fourth to one-half of the airenters at the primary level near the furnace floor. Thebalance is staged at the secondary, tertiary and qua-ternary levels. Heavy black liquor (solids greater than60%) is fed to the furnace through multiple burnersbetween the secondary and tertiary air levels.
The gases generated by the black liquor combus-tion rise out of the furnace and flow across convectionheat transfer surface. Superheater surface is ar-ranged at the entrance to the convection pass, followedby steam generating surface and finally the econo-mizer. In designs featuring direct contact evaporators,the flue gas may flow from the boiler bank to theevaporator with no economizer surface provided, or arelatively small economizer may be required.
Feedwater enters the recovery boiler at the bottomof the first pass economizer. Heated water from thesecond pass economizer is discharged into the steamdrum. From the drum, saturated water is routedthrough pipe downcomers to lower furnace enclosurewall headers and the boiler bank. From these steamgenerating circuits, the steam-water mixture is re-turned by natural circulation to the steam drumwhere the mixture is separated. From the drum,steam-free water is again returned to the furnace andboiler bank circuits, and water-free steam is directedto the superheater. After flowing through the super-heater sections, the steam leaves the recovery boilerand is typically piped to a turbine-generator.
Boiler thermal performanceThe thermal efficiency of a recovery boiler is defined
as the ratio of energy output to energy input. Theboiler output is a measure of the energy transferred
to the feedwater in generating steam and can be ex-pressed as:
Output Btu/h= −( ) ( )H H m J ss fw� , / (2)
where
Hs = enthalpy of steam leaving superheater, Btu/lb (J/kg)
Hfw = enthalpy of entering feedwater, Btu/lb (J/kg)�m = steam or water flow rate, lb/h (kg/s)
Boiler water is frequently withdrawn from thesteam drum as blowdown to maintain steam purity.Steam may also be withdrawn prior to the final su-perheater stage for use in sootblowing. In these in-stances, the output expression must be corrected toaccount for the energy leaving the boiler prior to thesuperheater outlet.
Fig. 4 Typical modern recovery boiler.

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-5
The portion of the input energy available to generatesteam can be determined by calculating a steady-stateheat and material balance around the boiler. Becausesteady-state output must equal the input less energylosses, boiler efficiency can also be expressed as:
Boiler efficiencyOutputInput
Input LossesInput
= = −(3)
Fig. 5 illustrates the major streams crossing the heatand material balance boundaries. The total heat in-put can be calculated by summing the chemical andthermal energy contained in the streams entering theboundary. The total losses are then calculated by sum-ming the heat losses due to endothermic reactionsoccurring within the boiler and the thermal energylosses of the exiting streams.
In practice, it is not feasible to precisely measure allstreams entering and leaving the system boundaries.An unaccounted for heat loss and a manufacturer’smargin are added to the total losses to correct the cal-culated efficiency for these limitations.
The gross heating value or chemical energy of blackliquor is determined by combusting a black liquorsample with an excess of oxidant, under pressure, ina bomb calorimeter. Under these laboratory condi-tions, the combustion products predominantly exist asCO2, H2O, Na2CO3, Na2SO4 and sodium chloride(NaCl). A key process in black liquor combustion is thereclamation of sodium compounds in a reduced state.The reduction reactions occurring in the recovery fur-nace result in different combustion products thanthose resulting from the bomb calorimeter procedure.These endothermic reactions account for a portion of theblack liquor heating value that is not available in therecovery furnace to generate steam. To accurately de-termine recovery boiler efficiency, the bomb calorimetergross heating value must be corrected for the heats ofreaction of these different combustion products.
The heat of reaction correction is the differencebetween the standard heat of formation of the bombproducts and the heat of formation of the furnaceproducts. Application of the heats of formation to de-termine a reaction correction is illustrated for kraft li-quor in Fig. 6.
Step 1 This is the gross heating value of the blackliquor sample determined in the bomb calo-rimeter.
Step 2 From the quantitative analysis of the fullyoxidized bomb calorimeter compounds, theheat required to convert these products totheir elemental state can be calculated fromthe standard heats of formation of the com-pounds from their elements.
Step 3 Similarly, from the quantity of each chemi-cal compound present in the furnace combus-tion products, the heat of formation for theactual furnace products can be calculated.
Fig. 6 Determination of black liquor heat of reaction correction.
Fig. 5 Plant heat balance diagram. (See also Table 2.)

The Babcock & Wilcox Company
28-6 Steam 41 / Chemical and Heat Recovery in the Paper Industry
The difference between Step 2 and Step 3 is the heatof reaction correction.
Sulfur dioxide (SO2) and Na2S are the most signifi-cant recovery furnace combustion products that dif-fer from those formed under bomb calorimeter condi-tions. The heat of reaction correction for Na2S is cal-culated as follows:
Na SO 2Na S 2O (Step 2)
2Na S Na S (Step 3)2 4 2
2
= + ++ = (4)
The calculation is simplified by combining Steps 2and 3 and using standard heats of formation:
Na SO Na S 2O2 4 2 2= + (5)
∆Hf0 (Na2S) = 89.2 kcal/gmole
∆Hf0 (O2) = 0.0
∆Hf0 (Na2SO4) = −330.9
Heat of reaction correction = −241.7 kcal/gmole
= −5550.0 Btu/lb Na2S(−12,909.0 kJ/kg)
Similarly, the heat of reaction correction for sulfurdioxide can be determined from standard heats of for-mation from the bomb calorimeter combustion products:
Na SO CO SO Na CO O2 4 2 2 2 31
2 2+ = + + (6)
∆Hf0 (SO2) = 71.0 kcal/gmole
∆Hf0 (Na2CO3) = 270.3
∆Hf0 (O2) = 0.0
∆Hf0 (Na2SO4) = −330.9
∆Hf0 (CO2) = −94.1
Heat of reaction correction = −83.7 kcal/gmole
= −2360.0 Btu/lb SO2
(−5489.0 kJ/kg)
In actual furnace operations, there is a variety of par-tially reduced, partially oxidized combustion products.However, accounting only for the presence of SO2 andNa2S in correcting the bomb calorimeter gross heat-ing value closely approximates black liquor combus-tion in a recovery furnace.
Salt cake makeup and other additives to the blackliquor are treated in a manner similar to the heat of re-action correction in calculating recovery boiler efficiency.The heat of formation or gross heating value of theNa2SO4 salt cake is accounted for as a contribution to thetotal system energy input. The subsequent reduction ofNa2SO4 to Na2S and O2 is then taken as a heat loss.
The black liquor elemental analysis and gross heat-ing value are used to determine the chemical and ther-mal performance of the recovery boiler. A typical blackliquor analysis is presented in Table 1.
Table 2 lists the inputs and losses for a recovery unitfiring 250,000 lb/h (31.5 kg/s) dry solids at 70% blackliquor concentration based on the composition andheating value given in Table 1. Industry practice isto express the various heat losses as a percentage ofthe total heat input, also shown in Table 2. The sys-tem boundaries for the heat and material balance areshown diagrammatically in Fig. 5.
The black liquor gross heating value is the predomi-nant energy input to the recovery boiler system. Thebalance of the input is the sum of the sensible heatscontributed by those process streams entering theboiler above a base reference temperature. The blackliquor is typically preheated to 230 to 270F (110 to132C) prior to firing. The majority of the combustionair (primary and secondary) is also generally pre-heated to promote stable furnace conditions.
The heat of reaction correction is expressed as a heatloss due to the endothermic reduction reactions incalculating recovery boiler efficiency. To determinethis heat loss, the fraction of sodium and sulfur con-verted to Na2S, Na2SO4 and SO2 must be calculatedfrom the chemical analysis of the smelt and flue gasleaving the recovery boiler. For the example presentedin Table 2, 0.099 lb of Na2S is formed for each poundof black liquor solids entering the recovery boiler. Theheat of reaction correction or heat loss associated withthe formation of Na2S is calculated as follows:
0 099 5550 250 000. , lb Na Slb solids
Btulb Na S
lb solidsh
2
2
× ×
= 1137 36 106. × Btu/h(7)
In addition, 0.0017 lb of SO2 is formed in the re-duction of Na2SO4 to Na2CO3:
0 0017 2360 250 000
1
. , lb SOlb solids
Btulb SO
lb solidsh
2
2
× ×
= ..0 106× Btu/h(8)
The heat loss due to the reduction reactions is the sumof these heat of reaction corrections:
Reduction reaction heat loss =137.36 × 106 + 1.0 × 106
=138.36 × 106 Btu/h
In addition to the heat of reaction correction andthe heat loss attributed to reducing salt cake makeup,energy is lost from the boiler in the form of sensibleheat. Heat is also lost through water vaporization andthrough the molten smelt. Typically, smelt leaving therecovery furnace represents 532 Btu/lb (1237 kJ/kg)of heat consumed to melt the smelt and raise its tem-
Table 1Black Liquor Analysis
Dry solids, % by wt
Nitrogen (N) 0.10 Sodium (Na) 19.77 Sulfur (S) 4.36 Hydrogen (H2) 3.86 Carbon (C) 35.14 Oxygen (O2) 34.74 Inerts 0.30 Potassium (K) 1.31 Chlorine (Cl) 0.42 Total solids 100.00
Solids gross heating value = 5985 Btu/lb (13,921 kJ/kg)

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-7
perature to a nominal 1550F (843C). The balance ofthe heat losses are determined in a manner similar tothose for conventional power boilers. (See Chapter 22.)
The contribution to boiler efficiency offered by theremaining streams crossing the recovery unit heat andmaterial balance is primarily established by their sen-sible heat content at the temperature at which theycross the system boundary. The minimum tempera-ture of the flue gas leaving the boiler is selected tominimize corrosion. The heat transfer surface arrange-ment and thermodynamic considerations then dictatethe economic limit for the flue gas exit temperature,typically 350 to 400F (177 to 204C).
The gross heating value of a given black liquorsample is strongly influenced by its carbon content.As this content increases, the heating value typicallyincreases, as illustrated in Fig. 7. An increased liquorheating value also generally corresponds to an in-creased hydrogen content, with a corresponding de-crease in inorganic sodium and sulfur contents. These
factors result in an increased quantity of theoreticalair (see Chapter 10) required to combust the black li-quor. The overall trends can be summarized as follows:
1. Carbon (and hydrogen) content increases with in-creasing heating value.
2. Inorganic sodium and sulfur contents decreasewith increasing heating value.
3. Theoretical air increases with increasing carbonand hydrogen contents.
4. Theoretical air increases with increasing heatingvalue.
These trends can be used as quick checks on labora-tory results for a given black liquor sample chemicalanalysis and gross heating value.
Black liquor as a fuel
Black liquorBlack liquor is a complex mixture of inorganic and
organic solids partially dissolved in an aqueous solu-tion. Heavy or strong black liquor introduced to therecovery furnace ranges from 60 to 80% solids byweight. The organic fraction of the solids is principallyderived from the hemicellulose and the lignin removedfrom the cellulose strands of the wood chips. The solids’inorganic fraction is primarily Na2CO3, sodiumhydrosulfide (NaHS) and oxidized sulfur compounds.Black liquor also contains various chemical elementswhich enter the process with the wood, as impuritiesin makeup limestone and salt cake, and as contami-nants in makeup water. These elements include po-tassium, chlorine, aluminum, iron, silicon, manganese,magnesium and phosphorous. The waste stream froma chlorine dioxide generator in a bleached mill can alsocontribute NaCl. Potassium and chlorine directly im-pact the recovery boiler design and operation if theyare present in the black liquor in sufficient quantities.
It is not uncommon for many other waste streamsand effluents from the mill to be added to the black li-quor. This may include soap, various brines or othereffluents from the bleach plant, or a variety of otherstreams. These may significantly affect the chemical com-position or heating value of the black liquor fuel, whichcan have major impacts on performance, operations,emissions and/or cleanability of the recovery boiler.
Black liquor is sprayed into the furnace as coarsedroplets which fall to the floor in a dry and partiallycombusted state to form a char bed. The mounded bed
Fig. 7 Black liquor high heating value as a function of carboncontent in dry solids.
Table 2Material and Energy Balances for a Recovery Boiler Firing
250,000 lb/h Dry Solids at 70% Liquor Concentration
Material balance:
Entering combustion air = 1,176,620 lb/h Entering infiltration air = 20,550 lb/h Entering black liquor = 357,143 lb/h Total in 1,554,313 lb/h
Smelt leaving = 111,200 lb/h Wet gas leaving = 1,442,290 lb/h Particulate leaving = 823 lb/h Total out 1,554,313 lb/h
Energy balance: 106 Btu/h % Total
Chemical heat in liquor = 1496.25 94.50 Sensible heat in liquor = 37.47 2.37 Sensible heat in air = 49.59 3.13 Input 1583.31 100.00
Sensible heat in dry gas = 101.49 6.41 Moisture from air = 2.37 0.15 Moisture from hydrogen = 104.82 6.62 Moisture from liquor = 129.20 8.16 Reduction reactions = 138.36 8.74 Heat in smelt = 71.25 4.50 Radiation = 4.75 0.30 Unaccounted for and manufacturer's margin = 15.83 1.00
Losses 568.07 35.88
Boiler efficiency =
Input − Losses =
1583.31 − 568.04 =
64.12%
Input 1583.31
Output = Efficiency x Input =
64.12 x 1583.31 x 106 = 1015.22 x 10
6 Btu/h
100
Steam flow =
Output =
1015.22 x 106 = 847,970 lb/h
Hs − Hfw (1444.16 − 246.93)

The Babcock & Wilcox Company
28-8 Steam 41 / Chemical and Heat Recovery in the Paper Industry
consists of a matrix of carbon and inorganic sodiumchemicals rising 3 to 6 ft (0.9 to 1.8 m). The black li-quor droplets sprayed into the furnace must be largeenough to minimize droplet entrainment in the risingcombustion gases, yet small enough so that they fallto the bed nearly dry. Wet liquor droplets reaching thebed can quench the burning char and cause a bedblackout, or can result in high sulfur emissions.
The design of the recovery furnace must promotecombustion of the black liquor in parallel with theefficient reduction of sodium compounds. The absolutereduction efficiency is determined by the degree, on aweight percent, to which sulfur is present in the smeltin a reduced state, such as Na2S and NaHS.
Reduction efficiencyNa S NaHS
Total sodium sulfur compound2
=+
ssNa O2× 100%, (9)
A common industry simplification is as follows:
Reduction efficiencyNa S
Na S Na SONa O2
2 2 42
=
+× 100%, (10)
The industry practice is to express the compoundsin the equations as the equivalent weight of Na2O.
EmissionsThe black liquor combustion process is never theo-
retically complete. This results in small concentrationsof unburned combustibles, typically carbon monoxide(CO), organic and sulfur compounds, and hydrogensulfide (H2S), being discharged to the atmosphere. Thevolatile organic compounds, or VOC, are generallyexpressed in terms of equivalent methane (CH4) andare sometimes more specifically referred to asnonmethane volatile organic compounds (NMVOC).H2S and sulfur-bearing organic compounds such asmercaptans are grouped together as total reduced sul-fur (TRS). Trace amounts of SO2 also exist in additionto TRS-bound sulfur. As in most combustion processes,nitrogen oxides (NOx) are present and are expressed interms of equivalent nitrogen oxide (NO2). Black liquorcombustion also creates particulate matter.
The modern recovery boiler achieves effective NOx con-trol by staged air combustion, control of excess air, and auniform distribution of the black liquor through multipleburners. A recovery furnace inherently produces lowerNOx emissions compared to fossil fuel boilers. Burning 68to 75% solids concentration black liquor, NOx levelswould normally be expected to be below 100 ppm.
Recovery boilers can often be upgraded in capacitywith little or no increase in NOx emissions, as air portsizes and locations can be modified to allow adequatecontrol of operations, and emissions, when increasingsolids input. Numerical modeling of the existing airsystem using actual operating data provides the engi-neer with accurate predictions of NOx and particulateemissions before hardware is installed.
SO2 emissions are a function of the sulfidity of thesmelt. Fig. 8 shows the general variation of SO2 with
sulfidity. An environmental benefit of increased blackliquor concentrations fired in recovery boilers is a re-duction in SO2 emissions.
Concentrations of TRS in the combustion gasesleaving a modern boiler are readily controlled below5 ppm, as the H2S and volatile organic sulfide com-pounds are oxidized in the high temperature furnace.VOC and CO emissions can be controlled by properfurnace design and operation. VOC can be maintainedbelow approximately 80 ppm (current Environmen-tal Protection Agency/EPA limit) while CO emissionsare controllable to less than 500 ppm. A hot furnaceand thorough mixing of combustion air with the gen-erated volatiles are essential in minimizing VOC, TRSand CO emissions. Particulate is removed from thecombustion gases in a high efficiency electrostatic pre-cipitator, which can control the stack discharge par-ticulate to the current EPA limit of 0.044 gr/dscf.
AshAsh accumulations on heat transfer surfaces cre-
ate an insulating barrier that reduces heat transferto the boiler tubes. Consequently, as the ash depositsbuild and heat transfer decreases, steam outlet tem-peratures decay and the flue gases retain higher tem-peratures as they pass through the boiler surfaces.Higher flue gas temperatures lead to more ash in itsmolten phase being carried further back in the boilerconvection pass where it adds to already present ac-cumulations. As ash deposits grow, they also beginrestricting gas flow through the boiler, plugging thegas passes, and eventually increasing the furnacedraft loss to inoperable levels.
The characteristics of ash from black liquor combus-tion impact the design of the process recovery boiler.Approximately 45% by weight of the dry, as-fired sol-ids is inorganic ash. The majority of these inorganicsare removed from the furnace as Na2S and Na2CO3 in
Fig. 8 Sulfur dioxide emissions.
300
42
Lower SolidsBlack Liquor
(<70% Solids)
Higher SolidsBlack Liquor
(>70% Solids)
38343026221814
350
250
200
150
100
50
0
Sul
fur D
ioxi
de (a
t 8%
O )
, ppm
Smelt Sulfidity, %
Expressed as Na2O in the Smelt
Where Smelt Sulfidity is Percentage Ratio (weight, %) of:Na2S
Na2S + Na2CO3 + NaOH

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-9
the molten smelt. A significant amount of ash ispresent as particulate entrained in the existing fluegases. Generally, about 8% by weight of the enteringblack liquor dry solids leaves the furnace as ash.
Ash is generally categorized as fume or carryover.Carryover consists of char particles and black liquordroplets that are swept away from the char bed andliquor spray by the upward flue gas flow. Entrain-ment occurs when small particles caught in the fur-nace gases are not of sufficient size, shape or densityto fall back into the furnace. Entrainment results incombustion of black liquor in the upper furnace whichaffects temperature and ash deposit properties. En-trainment of smelt and char materials is a major causeof convection surface plugging.
Once entrained, the black liquor carryover dropletfollows the gas flow. When complete particle burnoutoccurs, the entrained droplet can settle out of the gasflow as a smelt bead. Otherwise, the partially com-busted particles form sparklers that deposit on tubesas char, then continue to burn and yield a smelt de-posit. At low loads with lower furnace gas flow rates,entrained droplets have time to burn out, and onlysmall smelt droplets show up as carryover. As load isincreased, larger drops can be entrained by the cor-respondingly increased gas flow. The particles canthen include small smelt droplets and large char par-ticles. Carryover can be controlled by furnace size andby proper design and operation of the firing and com-bustion air systems.
Fume consists of volatile sodium compounds andpotassium compounds rising into the convection sec-tions of recovery boilers. These volatiles condense intosubmicron particles that deposit onto the superheater,boiler bank and economizer surfaces. Fume particlesin kraft recovery boilers are usually 0.25 to 1.0 mi-crons in diameter and consist primarily of Na2SO4 anda lower content of Na2CO3. Fume also contains potas-sium and chloride salts.
The much larger carryover particles, typically greaterthan 100 microns, are easily distinguishable from thesubmicron fume particles. Fume and carryover ash arealso different in their chemical analyses. Carryover issimilar in composition to the smelt (see comments above).Fume is mostly Na2SO4 and is enriched in potassium andchloride relative to their concentration in the smelt.
Fume can contribute to deposit formation and plug-ging in the convection heat transfer sections of theboiler, particularly if allowed to sinter and harden.Fume particles are also the predominant source ofparticulate emissions from recovery boiler stacks.
A third category of ash is represented by interme-diate size particles (ISP), a class of particles betweencarryover (> 100 microns) and submicron fume, whichare produced during combustion of black liquor drop-lets and the char bed. While ISPs are abundant, ex-ist everywhere, and are potentially important to foul-ing in recovery boilers, the mechanisms by which theseparticles are formed are not yet well understood.
Char bed temperature controls the fuming rate. Arate just sufficient to capture the sulfur released dur-ing combustion should be established. This minimizesthe dust load to the precipitator and the SO2 to the
stack. More fuming than that sufficient to capture thesulfur causes the excess alkali to be converted to car-bonate in the ash. Less fuming than that sufficient tocapture sulfur causes excess sulfur to be released as SO2,and chlorine to be released as HCl in the stack gas,rather than being converted to chloride in the ash.
As potassium (K) has a higher vapor pressure thansodium (Na), the fume contains a higher ratio of K/Na than that found in smelt or black liquor. This isreferred to as potassium enrichment. Chlorides are alsofound at higher concentrations in fume. Potassium andchlorides can contribute to severe plugging in the re-covery boiler convection surfaces.
Ash fouling and gas path plugging within recov-ery boilers are directly related to the melting proper-ties of the ash in the boiler. Chloride and potassiumconcentrations within the liquor cycle are the most sig-nificant factors affecting ash melting points. Highchloride concentrations are the result of high chloridesources such as in the wood supply or makeup chemi-cals. Environmental improvements within the lastdecade have reduced chemical losses throughout thesystem, and increased various dead-load chemicals,including chlorides, within the liquor stream.
One of the main factors in determining ash deposi-tion rates is the ash stickiness.3 Ash stickiness is a func-tion of the amount of liquid phase present in the ash,that is dependent upon ash chloride content and tem-perature.
A simplified relationship between the ash chloridecontent and the sticky temperature is shown in Fig.9. This graph may be used to illustrate the anticipatedeffects of elevated ash chloride levels in general terms.The conditions of this particular graph are at a 5%potassium molar ratio. Notice that the sticky band onthis graph covers the widest temperature range from5 to 10% molar chloride levels and would be in a nar-row range at higher and lower chloride levels.
Ash enrichment by chloride reduces the ash melt-ing point and increases the deposit sintering rate. Thecharacteristic sticky temperature has been defined asthe temperature where 15% of the alkali salt mixtureis liquid. The presence of K in combination with chlo-rides further reduces the sticky temperature of depos-
Fig. 9 Sticky temperature.4
Tem
pera
ture
, C
850
800
750
700
650
600
550
500
0
CI/(Na+K) Mole %
First Melting
Sticky
RadicalDeformation
Slagging
202 4 86 10 12 14 16 18
5 Mole% K/(Na+K)
NotSticky

The Babcock & Wilcox Company
28-10 Steam 41 / Chemical and Heat Recovery in the Paper Industry
its. The recovery boiler should be designed to reducethe gas temperature entering the boiler bank to be-low the ash sticky temperature to avoid bank plug-ging. Decreasing the Cl level in the black liquor canalso decrease the plugging tendency of the resultingash. The successful reduction of chloride levels hasbeen achieved by ash purging. When purging ash (seeAsh system), ash is removed periodically to maintainchloride levels at a specified target. For the most part,maintaining a chloride level in the precipitator ash of1.5% or less has proven to be successful in reducing foul-ing and plugging within recovery boilers.
Recovery boiler design evolutionThe kraft recovery process evolved in Danzing,
Germany approximately 25 years after the soda pro-cess was developed in the United Kingdom in 1853.In 1907, the kraft recovery process was introduced inNorth America. From its inception, a variety of fur-nace types competed for a successful commercial de-sign, including rotary and stationary furnaces. Dur-ing the late 1920s and early 1930s, significant designdevelopments were achieved by G.H. Tomlinson,working in conjunction with B&W engineers.
The first Tomlinson recovery boiler was supplied byB&W Canada in 1929, at the Canada PaperCompany’s Windsor Mills, Quebec plant (Fig. 10). Thisblack liquor recovery boiler had refractory furnacewalls that proved costly to maintain. The steam gen-erated with the refractory furnace was also much lessthan that theoretically possible. Tomlinson decided thatthe black liquor recovery furnace should be completelywater-cooled, with tube sections forming an integralpart of the furnace. This new concept boiler, designed
in cooperation with B&W, was installed at WindsorMills in 1934. The water-cooled design was a completesuccess, and the boiler operated until 1988. The firstTomlinson recovery boilers in the U.S. were two 90B&W-Btu t/day units sold to the Southern Kraft Cor-poration in Panama City, Florida in 1935.
The Tomlinson design evolved with a technique ofspraying black liquor onto the furnace walls. The li-quor is dehydrated in flight and on the furnace walls,where pyrolysis begins with the release of volatilecombustibles and organically bound sodium and sul-fur. As the liquor mass builds on the furnace walls,its weight eventually causes it to break off and fall tothe hearth. There, pyrolysis is completed and the charis burned, providing the heat and carbon required inthe reduction reaction.
By the end of World War II, the recovery boiler de-sign (Fig. 11) had evolved to the general two-drumarrangement that represented B&W’s standard prod-uct until the mid-1980s. Retractable sootblowers us-ing steam as a medium eliminated hand lancing in the1940s; this significant development made large recov-ery boiler designs practical.
Fig. 10 First Tomlinson recovery boiler. Fig. 11 General two-drum arrangement of the 1940s.

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-11
Wall and floor constructionBy 1946, furnace wall construction had evolved
from tube and refractory designs to a completely wa-ter-cooled furnace enclosure, using flat plate studs toclose the space between tubes and to minimize smeltcorrosion and the resultant smelt leaks. The flat studdesign was superseded in 1963, with membrane tubeconstruction where the gas-tight seal is along the planeof the wall rather than formed by casing behind the wall.
The 1963 furnace wall construction had 3 in. (76mm) outside diameter (OD) tubes on 4 in. (102 mm)centers. The advantages of this construction includedless air infiltration, reduced refractory maintenance,and a completely gas-tight unit. The design used cy-lindrical pin studs for corrosion protection of the tubesin the reducing zone of the lower furnace. The pinstuds held solidified smelt, forming a barrier to thecorrosive furnace environment. The current construc-tion calls for 64 half-inch (13 mm) diameter studs perlinear foot (0.3 m) of tubing.
The lower furnace design continued to evolve in the1980s from the traditional pin stud arrangement tothe use of composite or bimetallic tubes. The compos-ite tubes are comprised of an outer protective layer ofAISI 304L stainless steel and an inner core layer ofstandard American Society of Testing and Materials(ASTM) A 210 Grade A1 carbon steel. The compositetube inner and outer components are metallurgicallybonded. The outer layer of austenitic stainless steel,which is also used to cover the furnace side of the car-bon steel membrane bar, protects the core carbon steelmaterial from furnace corrosion.
Not long after the introduction of 304L compositetubes, issues with sodium hydroxide attack of thestainless layer near air ports, and cracking of the 304Llayer and tube-to-membrane weld, were discovered.The cracking and corrosion have typically been spe-cific to the floor and primary air ports. Considerableinvestigation has occurred with other materials iden-tified as probable substitutes for 304L. Differentialexpansion of the two layers has been identified as anissue. Table 3 shows the coefficients of expansion andtensile strength for different materials commonly usedto protect recovery boiler lower furnace tube surfaces.
Several methods are used for lower furnace corro-
sion protection. Lower furnace protection should bedetermined from criteria such as steam pressure, thehistory of furnace corrosion, capital budget, and main-tenance expectations. The list of common means ofprotection includes chromized carbon steel tubes,chromized pin studs, carbon steel pin studs, metallicspray coatings, high density pin studs, 304L, Alloy 825and Alloy 625 composite tubes, and weld overlay ofcarbon steel tubes. Normally, carbon steel tubes areused below 900 psig (6.2 MPa) and tubes with an al-loy outer surface are used above this pressure.
A new or rebuilt high pressure recovery boiler mayhave several different tubes in the lower furnace (seeFig. 12). The floor may be carbon steel with pin studs.To provide additional circulation margin in the floor,and protect against extreme heat absorption upsetconditions, the use of multi-lead ribbed (MLR) tubinghas become common, and has become the norm incarbon steel floors regardless of whether the floor issloped or flat. It is also common for carbon steel floorsto use tubes with an alloy outer surface for the first 3ft (0.9 m) from each side wall, as these tubes can haveaccelerated corrosion rates over the remainder of thefloor due to the continued exposure to molten smelt.The vertical walls from the floor to an elevation abovethe primary air port elevation would normally be 825composite or 625 weld overlay. Above this elevation,up to approximately 3 to 15 ft (0.9 to 5 m) above thetertiary air ports (or quaternary zone), 304L can beused to reduce costs.
Materials continue to be studied and evaluated inthe laboratory and in operating recovery boilers forcorrosion protection.
Fig. 12 Material zones in lower furnace.
EnhancedTube Materialsor BareCarbon Steel
Alloy 625, 825Smelt Runs
Carbon Steelwith Pin Studs
Alloy 625, 825(>900 psig/6.2 MPa)Carbon Steelwith Pin Studs(<900 psig/6.2 MPa)
Coextruded 304L(>900 psig/6.2 MPa)
Carbon Steelwith Pin Studs(<900 psig/6.2 MPa)
Table 3Properties of Materials Used to Protect
Recovery Boiler Lower Furnace Tube Surfaces
Carbon Type Incoloy Inconel Property Steel 304L 825 625
Expansion coefficient Mean to 700F (371C) x 10−6 (in./in. F) 7.59 9.69 8.3 7.5
Thermal Conductivity at 700F (371C) (Btu/h ft2 F) 320 142 115 117
Ultimate Tensile Strength ksi at 1000F (538C) 56 86 132

The Babcock & Wilcox Company
28-12 Steam 41 / Chemical and Heat Recovery in the Paper Industry
Increased industry emphasis on high pressure andtemperature operation, along with the higher avail-ability demanded of large boilers and the trend ofmany mills being dependent upon a single recoveryboiler, have required the decreased maintenance af-forded by modern composite tubes. The single-drumboiler designed in 1987 featured readily available 2.5in. (64 mm) OD composite tubes with 0.5 in. (13 mm)wide membrane bars. Fig. 13 chronicles the evolutionof furnace wall construction with the decreasing widthbetween tube seal bars.
Two-drum generating bankThe two-drum generating bank has evolved from
a multi-pass design to a single pass design, commonsince the early 1960s. The multi-pass design gener-ally had two flue gas passes, with the gases enteringthe bank near the top, being directed downward witha tile baffle wall integral to the bank, then turningand flowing upward, exiting the bank near the topand flowing out to the economizer.
In the 1960s, the generating bank became a singlegas pass bank. The flue gas enters and traverses theentire generating bank height in one horizontalcrossflow pass to the outlet flue. The tube spacing is 5in. (127 mm) side spacing using 2.5 in. (64 mm) tubes.The generating bank screen, tubes between the su-perheater and generating bank, was also originallyon 5 in. (127 mm) side spacing and became an areafor pluggage, especially when the original capacity ofthe recovery boiler was exceeded. Today, an existinggenerating bank screen can be rearranged to provide
a wider 10 in. (254 mm) side spacing to alleviate thispluggage potential.
In the 1980s, a corrosion phenomenon was discov-ered in the lower portion of the generating bank justoutside the lower drum. Near-drum corrosion couldresult in rapid corrosion of the generating bank tubesimmediately above the lower drum surface. The cor-roded area is typically 0.25 to 0.50 in. (6 to 12 mm) indiameter and can be located 180 degrees apart on thesides of the tubes. The corrosion is normally within 1in. (25 mm) of the lower drum top surface. The corro-sion rate can be very high and is identified throughultrasonic testing of the tubes from inside the lowerdrum. In 2001-2002, B&W developed and patented anew product called GenClad® to protect the carbon steeltube surface immediately above the lower drum (seeFig. 14). The generating bank tube is coated with309H stainless steel, approximately 0.050 in. (1.27mm) thick, using a laser fusion method. The tube isthen swaged to reduce the tube outside diameter tomatch the drum hole and the cladding is smoothed inthe process, ready for rolling into the lower drum. Thecladding is put on the tube in an area that is swagedand is extended into the gas stream several inches toprovide protection from near-drum corrosion.
Evolution of the modern, single-drum designThe 1980s saw an increase in the pulp and paper
industry’s need for high pressure and temperaturesteam generation from the recovery boiler. This trendwas paralleled by the demand for large, conservativelysized furnaces and general acceptance of the single-drum, all welded boiler design. B&W commissioned itsfirst modern single-drum boiler in 1989, at GaylordContainer Corporation in Bogalusa, Louisiana.
In the two-drum design arrangement, the drumsare exposed to combustion gases which limit the drumlength that can be effectively supported. This maxi-mum length established the design capacity of the two-drum arrangement at about 5 × 106 lb (2.3 × 106 kg)of dry solids per day. In the single-drum arrangement,the steam drum is moved out of the gas flow path,thereby removing this limitation and allowing recoveryboilers designed to process daily solids rates of up to 9 to10 × 106 lb (4.1 to 4.5 × 106 kg) of dry solids per day.
Black liquor solids concentrationThe air pollution legislation of the mid-1960s forced
major changes in recovery boiler design. To reducemalodorous emissions, the direct contact evaporatorwas replaced by additional multiple effect evaporatorcapacity to obtain the optimum liquor concentration.Economizer surface was added for flue gas cooling thatwas previously accomplished in the direct contactevaporator.
Floor designThere are two generally accepted floor arrange-
ments for recovery boilers: a full sloped floor designand a flat or decanting style. The full sloped designslopes the entire floor at 4 to 6 degrees, and is intendedto produce an arrangement that results in a completedrainage of the smelt. The flat or decanting style hasFig. 13 Evolution of wall construction.

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-13
little or no slope, and is intended to maintain a pool ofsmelt in the lower furnace. B&W traditionally providedonly the sloped floor for all two-drum units and allsingle-drum units. Sloped tubes provide positive cir-culation and greater margin for waterside operationalupsets in this high heat input area of the furnace.Floor arrangements are shown in Fig. 15.
Flat or decanting floors may be modified to incor-porate some sloping capabilities, primarily at the frontand rear of the furnace and along the side walls. B&Whas a dual-sloped dihedral design, sloped at the sides,which can increase flow and circulation margin whenconditions require. From an operational standpoint,the sloped or decanting styles allow some inventoryof smelt in the lower furnace. Some operators feel thisimproves operation and reduces smelt spout and open-ing issues. Existing fully-sloped floors may be modi-fied to achieve a partial decanting effect by dual slop-ing the floor from the front and rear. This providesthe desired smelt inventory while maintaining slopedtubes for circulation. Smelt spouts may also be raisedslightly above the floor level to provide a pool of mol-ten smelt immediately in front of the smelt openings.
Lower furnace floor support design has evolved overthe years. Floor beams under the floor tubes have in-creased in number to help strengthen the floor andreduce the potential for damage that can result fromheavy salt cake falls from the upper furnace eleva-tions. Floor beam end connections at the side wallshave been redesigned for additional strength, to holdside walls against the floor in the event of a majorfurnace upset or explosion. These improvements haveled to a more rigid design able to withstand a varietyof operational conditions.
Superheater designB&W’s first recovery boiler designed for elevated pres-
sure and temperature was placed in operation in 1957,at Continental Can Company (now Smurfit-Stone Con-
tainer Corporation) in Hodge, Louisiana; it generatedsteam at 1250 psig (8.6 MPa) and 900F (482C).
B&W’s high steam temperature design philosophyis reflected in the arrangement of superheater surface.The inlet primary superheater bank is placed follow-ing the furnace cavity, with steam flowing throughthe bank parallel to the gas flow. This results in thecoolest available steam flowing through the super-heater tubes exposed to the hottest gas temperaturesand the radiant heat from the furnace. This arrange-ment minimizes the metal temperature of the super-heater tubes.
Early recovery boilers had front superheater sec-tions spaced on 10 in. (254 mm) side spacing and rearsections spaced on 5 in. (127 mm) side spacing. Thisarrangement was used when the furnace construction
Decanting Floor
Sloped Furnace Bottom
SecondaryAir Ports
PrimaryAir Ports
Burners
SecondaryAir Ports
PrimaryAir Ports
Burners
Fig. 15 Recovery boiler floor arrangements.
Fig. 14 Carbon steel tube surface protected with GenClad®.
LowerDrum Protective
Layer
GenClad
LowerDrum

The Babcock & Wilcox Company
28-14 Steam 41 / Chemical and Heat Recovery in the Paper Industry
was 3 in. (76 mm) tubes on 5 in. (127 mm) centers.The closer spaced 5 in. (127 mm) side spaced sectionsmay be modified to 10 in. (254 mm) side spacing toalleviate a potential pluggage area, particularly athigher loads. When these superheater components arereplaced for any reason, consideration should be givento make the banks consistent with all 10 in. (254 mm)side spacing. This may require a change in super-heater surface area, but will result in a superheaterthat offers improved cleanliness.
Ash buildup and superheater surface plugging havefrequently limited availability of the recovery boiler. Toavoid these conditions, in 1968 B&W established a 12in. (305 mm) side spacing for the entire superheaterbank, abandoning the conventional 5 and 6 in. (127and 152 mm) spacing in the secondary superheater con-struction. This increased the clear side spacing in thesuperheater from 3.5 to 9.5 in. (89 to 241 mm).
Superheater tie arrangements have evolved as tubebackspacing has changed and improved surface con-figurations have been adopted. Pendant superheat-ers (see Fig. 18) have utilized D-links or tongue andgroove ties in the fore and aft direction. The tongue andgroove tie allows for greater tube differential expansionand improved welding capabilities. Platen superheaters(see Fig. 18) have used pin and pipe ties, or a slip spacertype of tie, to restrain the tubes.
Economizer designThe recovery boiler economizer has evolved several
times over the years in response to the change to low odoroperation, cleanliness, increased heat utilization (effi-
ciency), and reliability. There are several current designswhich meet the needs of the industry (see Fig. 16).
The close side-spaced, horizontal, continuous-tubeeconomizer was an early design used to reduce thetemperature going to the direct contact evaporator orair heater. To keep gas temperatures high for the di-rect contact evaporator or air heater (600F/316C orgreater), the economizer was small. This economizerwas always a crossflow arrangement with the gasesflowing perpendicular to the tube surface. This wasan efficient method of heat absorption, but presenteda cleaning problem. Instead of sootblowers, B&W de-veloped and used shot systems for cleaning gas sidedeposits. This system took small pieces of metal, suchas blanks from the manufacture of nuts and bolts, anddropped them across the economizer surface. The shotwas collected in a hopper and returned to drop on theeconomizer surface. This was done repeatedly to cleanany salt cake deposits from the outer surface of thetube. This method of cleaning was not as effective assootblowing and presented problems with both thereturn system and tube damage over time.
When direct contact evaporators were discontinued,the economizer size needed to increase. The gas tem-perature exiting the direct contact evaporator is nor-mally around 400F (204C) and a new, larger econo-mizer was designed to provide the same exit tempera-ture. Gas flow across the tubes (perpendicular) wasmaintained due to its efficient heat transfer, but toaccommodate the increased economizer size necessary,the economizer arrangement was changed to verticaltubes with multiple (three or five) crossflow gas paths.
Fig. 16 Recovery boiler economizer arrangements.
WaterOutlet
WaterInlet
GasOutlet
Gas Flow
GasInlet
BoilerBank
GasOutlet
GasInlet
BoilerBank
GasOutlet
GasOutlet
GasInlet
(b) Five-Pass Crossflow(a) Horizontal (c) Longflow (d) Three-PassCascading Longflow

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-15
The five-pass bare tube economizer design containedmuch greater heating surfaces than would have beenavailable with the close side-spaced horizontal surface,and was designed to improve gas-side cleanliness.
As new recovery boilers became larger in capacityor existing boilers underwent capacity increases, thehigher flue gas quantities, velocities and carryovermade cleanliness an issue. This promoted the devel-opment of the longflow economizer (Figs. 4 and 20).The longflow economizer is a two gas/two water passarrangement that has some limited amount ofcrossflow surface at entrances and exits of the banks,but primarily relies on the parallel flow of gases acrossthe tubes for heat transfer. Because the flow of gasesparallel to tube surfaces is less efficient than gas flowacross tubes, longitudinal fins were added to the tubeto enhance the effective tube surface area and im-prove heat transfer. Minor revisions have occurred tothe longflow economizer over the years to make alltubes straight along with improving the tie design andarrangement. Water flow is always from bottom to top.The economizer bank closest to the gas outlet is the firstwater pass. The feedwater enters the bottom of thisbank, exits the top, and is piped to the bottom of thebank closest to the generating bank. The water exitsthe top of this second water pass and is directed to thesteam drum.
Space may sometimes be limited for a longflow econo-mizer retrofit without major building modifications. Analternative finned tube design was developed by B&Wfor this condition, the three-pass cascading longflowarrangement. This design incorporates considerablecrossflow effectiveness while opening up the bank toreduce gas-side velocity and improving the overallcleanliness.
The horizontal continuous tube economizer was re-introduced in a version that has increased the tubespacing and provided for effective sootblowing. Thiseconomizer can be supplied when space limitationsdictate a more compact design to reduce building modi-fications. It is used primarily when large regenerativeair heaters are replaced with an economizer.
The choice of economizers for retrofitting existingrecovery boilers should be made by the boiler designer,working with the mill and the existing arrangement.New recovery boilers will be arranged with straighttube longflow designs, while retrofits may use any of thedesigns identified in the evolution discussion. Regard-less of arrangement, the economizer must have goodsootblower coverage and personnel access for inspection.
Combustion air systemThe first recovery boiler to introduce air at three
furnace levels – primary, secondary and tertiary – wasbuilt by B&W in the late 1940s. In 1956, a concen-trated development effort was successful in providingfuller utilization of tertiary air, which had been largelyineffective in earlier designs. Today’s advanced airmanagement system is a result of extensive labora-tory scale and computer flow modeling, theoreticalconsideration for the air penetration across the fur-nace at the secondary and tertiary air levels, and test-ing of different air system configurations on operat-
ing boilers. Several features resulting from this devel-opment program include the use of variable velocitycontrol dampers on the secondary and tertiary airports to better regulate air penetration across the fur-nace area, an interlaced port arrangement to providebetter gas mixing within the furnace, and optimiza-tion of port location.
Design considerations for B&Wrecovery boiler
Furnace designThe design of the modern recovery boiler and its
associated equipment systems must first consider ef-ficient black liquor combustion.
The overall black liquor composition (chemistry,percent solids, and heating value) determines how theliquor dries in the furnace. Some compositions of li-quor characteristics (higher solids and heating values)are more conducive to in-flight, suspension drying ofthe droplets, while other characteristics (lower heat-ing values or solids) may require additional droplet dry-ing time. In these instances, spraying liquor on thewalls between the secondary and tertiary air port lev-els can provide greater dehydration prior to falling ontothe hearth char bed. Flexibility in operating parameters(combustion air quantities, distribution and tempera-tures, liquor spray methods and characteristics) is re-quired to accommodate potentially varying conditions.
Primary air enters the furnace around the perim-eter of the hearth bed. The controlled reducing atmo-sphere at the hearth burns the char at the bed sur-face to maximize reduction of Na2SO4 to Na2S in thesmelt. The remaining air is admitted at the second-ary and tertiary air zones. The total air admittedthrough the primary and secondary air ports is ap-proximately the stoichiometric requirement for blackliquor combustion. High pressure air entering throughlarge secondary ports penetrates across the furnaceto assure mixing with the volatile gases rising fromthe char bed. Combustion at the secondary air levelachieves a maximum furnace temperature zone be-low the liquor spray for drying the liquor. Secondaryair also limits the height of the char bed by providingair for combustion across the bed surface.
Further turbulence and mixing are created by ad-mission of tertiary air, which assures complete com-bustion of unburned gases rising from the secondaryzone and of volatiles escaping from the sprayed liquor.Tertiary air mass penetration also provides a uniformtemperature and velocity profile of combustion gasesentering the convection surface. Quaternary air is afourth level of air which is sometimes applied abovethe tertiary zone. Quaternary air has been shown tolower NOx and particulate emissions, and is beingapplied to recovery boilers in original design or as ret-rofits and upgrades.
The recovery boiler furnace must also be designedfor efficient removal of the molten inorganic chemi-cals as smelt. Finally, the combustion gases and par-ticulate carryover must be adequately cooled in the

The Babcock & Wilcox Company
28-16 Steam 41 / Chemical and Heat Recovery in the Paper Industry
furnace to minimize deposition on convection surfaces.The first step in the design of a new recovery boiler
is the selection of furnace plan area, defined as thefurnace width times depth. The plan area is gener-ally set to achieve a black liquor solids heat input of900,000 to 950,000 Btu/h ft2 (2.83 to 2.99 MW/m2). Asthe solids heating value decreases, a larger furnaceplan area is desirable. However, an oversized planarea can lead to local cold spots on the smelt bed, whichin turn limit reduction efficiency. Cold spots can alsolead to unstable furnace blackouts. A large plan areafurther constrains load turndown with stable combus-tion. An undersized plan area generally leads to in-creased fume and particle carryover.
Once the plan area is established, the width anddepth dimensions are selected. Maintaining a depthto width ratio between 1.0 and 1.15 allows an effec-tive arrangement of the combustion air ports and gen-erally permits an economical arrangement of convec-tion pass heat transfer surfaces. In smaller recoveryfurnaces designed for high steam temperature, ahigher aspect ratio permits increasing the depth toaccommodate the large superheater surface. Furnaceheight is then determined by the radiant furnace heattransfer surface required to cool the combustion gasesbelow 1700F (927C).
The surface of the floor and wall tubes in the lowerfurnace must be protected against the corrosivenessof the smelt and partially combusted gases. The mostwidely accepted approach today is to build the furnaceand floor of composite tubes (alloy tube material overa base carbon steel tube). This tube constructionshould extend to 3 ft (0.9 m) above the tertiary airports. Above this elevation, carbon steel tube andmembrane construction is adequate.
Wide closure plates attached to tubes bent to formair ports and other openings can result in potentiallyhigh localized stress areas. Wide closure plates sufferfrom corrosion, burn back and cracking. This ad-versely affects the air flow area of the port openingand has the potential for closure plate cracking thatpropagates into the furnace wall tubes. The modernfurnace openings are designed without closure platesto minimize this potential (Fig. 17).
Structural attachments must also minimize tubestresses. In high stress areas, a plate stamping iswelded to the tubes, and the structural member isattached to this plate. This plate stamping is contouredto provide additional weld carrying load into the tubewall, permit flexibility for the absorption of thermallyinduced loads, and lower the potential for fatigue andstress corrosion related failures. The windbox attach-ment to the tube wall, shown in Fig. 17, uses platestampings that are shop-attached, which permits fielderection without having to make any field attachmentwelds directly to the pressure part. This design andconstruction philosophy is applied throughout thepressure part enclosure for all attachment welds.
Upper furnace and arch arrangementCombustion is completed in the tertiary zone. The
water-cooled furnace walls and volume above this zoneprovide the necessary surface and retention time to cool
the gas to temperatures where sootblowers can effec-tively remove the chemical ash from convection surfaces.
The furnace arch, or nose, serves several importantfunctions. The arch shields the superheater from theradiant heat of the furnace. The high temperaturesteam loops of the superheater are completely pro-tected. Penetration of the arch into the furnace uni-formly distributes the gas entering the superheater.An eddy above and behind the arch tip causes the gasto recirculate in the superheater tube bank, with areverse gas flow between the superheater and theupper arch face preventing hot gas from bypassingthe superheater surfaces. The angle of the arch is setto minimize the repose of deposited ash on its surface.
Furnace screenIn some recovery boilers, the superheater surface
is insufficient to adequately cool the combustion gasesbefore they enter the boiler bank. This is common inboilers designed for low steam temperature or whena recovery boiler’s liquor burning capacity is signifi-cantly increased resulting in an increase in furnaceexit gas temperature. A furnace screen can be usedto absorb the additional heat, thereby maintaining anacceptable temperature of the gas entering the boilerbank section. When designing a new recovery boiler,the required heat absorption can often be accom-plished through added furnace surface (height) and/or an oversized superheater. Larger furnaces can im-pact the overall building size and therefore increasethe cost of the project. The furnace screen representsan economical alternative to a larger furnace or su-perheater component.
When a furnace screen is required, the screen tubesare in line with the superheater sections to reducepluggage potential. The sloped section of the screenoriginates inside the furnace arch to protect the tubesfrom falling salt cake deposits and to add strength tothe sloped tubes. Tubes in the sloped section of thescreen were originally attached to each other usinground bars on either side of the tubes, welded paral-lel to the tubes to provide structural integrity. Currentretrofit designs use membrane bar similar to furnacewall construction (see Chapter 23). The top most tubecurrently has a half-wide membrane bar on the top
Fig. 17 Burner and secondary air port windbox attachments.

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-17
surface to improve structural integrity and further re-duce potential tube damage caused by salt cake falls.
Convection surfaceAfter leaving the furnace, the flue gases pass across
the steam-cooled superheater banks to the longflowboiler bank and finally to the economizer sections. (SeeFig. 4.) As the gas is cooled, entrained ash becomesless sticky and adheres less to the tube surfaces. As aresult, it is possible to space the tubes in the convec-tion banks progressively closer together. The closerspacing results in higher gas velocities and improvedconvection heat transfer rates, which in turn permita more economical design as less heat transfer surfacearea is required.
SuperheaterThe superheater surfaces are exposed to the highest
gas temperatures and, consequently, are arranged on a12 in. (305 mm) side spacing. This results in very lowgas velocities and prevents the bridging of deposits.
In arranging superheater surface, it is desirable tomaintain low tube temperatures. Lower temperaturesreduce the potential for high temperature corrosionand allow the use of less expensive low alloy steel.Temperatures are reduced by establishing a highsteam flow through each tube, by arranging thecoolest steam to flow through the superheater tubesexposed to the hottest gas temperatures, and by lo-cating the majority of the superheater tube banksbehind the furnace arch tip, shielded from furnaceradiation. Superheater surface behind the furnacearch tip is considered convective surface and does notexperience furnace radiation. Superheater surfacetypes and arrangements are shown in Fig. 18.
From the drum, saturated steam enters the fronttube row in the first or primary inlet superheater bankand flows through successive tube loops in parallelwith the flue gas flow. (See Fig. 18.) The secondarysuperheater is located in the cooler gas region betweenthe primary banks or behind the primary banks, de-pending upon final steam temperature. Steam flow inthis secondary superheater is generally opposite to thegas flow to achieve a higher steam temperature. Thesuperheater surface, steam direction and bank place-ment are determined by engineering and balancingsteam temperature and flue gas temperature. Usingthese design guidelines for superheater design, ar-rangement, and materials selection permits finalsteam temperatures up to 950F (510C).
The superheater banks are top supported with thetube elements expanding downward. The tubes areinterconnected with flexible support ties which allowindependent tube expansion. Tube movement is criti-cal to effective sootblowing. However, lack of tube re-straints within a bank can lead to failure at the bank’stop supports.
The superheater can be arranged as pendant sur-face (clear backspace between tubes) or platen surface(near-tangent backspace between tubes). Differentheat transfer methods are used when calculating pen-dant and platen arrangements. The pendant arrange-ment has greater effective surface area due to a greater
amount of the tube circumference available to absorbheat from the flue gases. This results in fewer super-heater rows in depth for the same steam temperaturerise. Superheater banks can be radiant, convective,or a combination (see Chapter 19). Radiant surface isin front of the furnace arch tip. This surface is the firststeam pass after leaving the steam drum in order toutilize non-stainless steel tubing.
Boiler bankToday’s kraft recovery boiler generally incorporates
a single steam drum, with a longflow boiler bank ar-ranged downstream of the superheater. In passingacross the superheater and rear wall screen tubes, theflue gas should be cooled below the ash sticky tempera-ture prior to entering the boiler bank. For ashes withextremely low sticky temperatures, particular atten-tion must be given to sootblower locations.
The boiler bank is constructed of shop-assembledtube sections arranged as modules inside a water-cooled enclosure (Fig. 19). Tubes in each section areconnected to headers, with water entering the lowerheader and the steam-water mixture exiting the up-per headers. As the flue gas enters the bank, it turnsdownward and flows parallel to the tube length, pro-viding easy cleanability. Within the bank, a centralcavity accommodates fully retractable sootblowers.The cavity permits personnel access for visual tubeinspection adjacent to sootblower lance entry. Ashdeposits dislodged during sootblowing are collected in
Fig. 18 Superheater arrangements.
SSH SSH BoilerBank
Pendant
>0.75 in.(19.05 mm)
PSH1 PSH2
Platen
≤0.75 in.(19.05 mm)

The Babcock & Wilcox Company
28-18 Steam 41 / Chemical and Heat Recovery in the Paper Industry
a trough hopper connected to the bank enclosure. Tubesection inlet headers are widely spaced and verticallystaggered to facilitate ash dropping into the hopper.
Impact-type particle deposition on the boiler banktubes is less likely to occur with the gas longflow ori-entation. As a result, the allowable gas velocity in thedownflow portion of the bank can be increased.
To improve heat transfer, longitudinal fins arewelded to the front and back of each tube. Fins aretapered at the ends and welded to the tube on bothsides. The welds are terminated by wrapping aroundthe end of the fin. This combination of welding tech-nique and tapered ends assures minimal stress con-centration at fin termination for fins as large as 1.5in. (38 mm).
EconomizerThe boiler bank surface area is typically set to
achieve a nominal exit gas temperature of about 800F(427C). This temperature maintains a reasonable dif-ferential with the saturated steam temperature [610F(321C) for a 1650 psig (11.4 MPa) drum pressure] andallows the use of carbon steel casing to enclose thedownstream economizer banks. The modular econo-mizer has vertical finned tubes arranged in multiplesections with upward water flow and downwardlongflow of gas (Fig. 20). The common arrangementfeatures two banks. The flue gas enters at the upperend and discharges at the lower end of each bank. Gasflows down the length of the bank to provide goodcleanability. As in the boiler bank, a central cavity di-mensioned for personnel access accommodates fully
retractable sootblowers. Trough hoppers are attachedto the economizer casing to collect dislodged ash deposits.
The economizer surface area is set to achieve a fi-nal gas outlet temperature approximately 100F (56C)higher than the feedwater temperature. Although itis possible to achieve an exit gas temperature closerto that of the feedwater, the decreased temperaturedifferential results in substantially increased surfacerequirements for small improvements in end tempera-ture. In addition to this thermodynamic limitation,concern for cold end corrosion generally establishes aminimum gas exit temperature around 350F (177C).The minimum recommended temperature of the feed-water entering the economizer is 275F (135C) for cor-rosion protection of the tube surface. With special con-siderations, the feedwater entering the economizercan be designed for as low as 250F (121C).
Emergency shutdown systemAn emergency shutdown procedure for black liquor
recovery boilers has been adopted by the Black LiquorRecovery Boiler Advisory Committee (BLRBAC) in theU.S. An immediate emergency shutdown must be per-formed whenever water enters the furnace and cannot be stopped immediately, or when there is evidenceof a leak in the furnace setting pressure parts. Theboiler must be drained as rapidly as possible to a level8 ft (2.4 m) above the mid point of the furnace floor.
An auxiliary fuel explosion can occur when an ac-cumulated combustible mixture is ignited within theconfined spaces of the furnace and/or the associatedboiler passes, duct work and fans which convey thecombustion gases to the stack. A furnace explosion willresult from ignition of this accumulation if the quan-tity of the combustion mixture and the proportion ofair to fuel are within the explosive limit of the fuelinvolved. The magnitude and intensity of the explo-sion will depend upon both the quantity of accumu-lated combustibles and the proportion of air in themixture at the moment of ignition.
Contacting molten smelt with water can also resultin a very powerful explosion. The mechanism for asmelt-water explosion is keyed to the contact of waterwith hot liquid smelt. Rapid water vaporization causesthe propagation of a physical detonation or shock wave.
In the design and operation of black liquor recov-ery boilers, every effort is made to exclude water fromany source from getting to the furnace, or introduc-ing liquor at less than 58% solids. For example, furnaceattachment details are designed to prevent external tubeloads, which can lead to stress assisted corrosion.
Recovery boiler auxiliary systems
Black liquor evaporationThe high black liquor solids concentration required
for efficient burning is achieved by evaporating wa-ter from the weak black liquor. Large amounts of watercan be economically evaporated by multiple effectevaporation. A multiple effect evaporator consists ofa series of evaporator bodies, or effects, operating atdifferent pressures.5 Typically, low or medium pres-
Fig. 19 Boiler bank isometric.

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-19
sure steam is utilized in the first evaporator effect andthen the vapor from one body becomes the steam sup-ply to the next, operating at a lower pressure. Mod-ern evaporator systems integrate a concentrator intothe flow sequence to achieve the final liquor concen-tration. As a general rule, each pound of water evapo-rated from the weak liquor results in one additionalpound of high pressure steam generation in the re-covery boiler.
For many years, direct contact evaporation was thetechnology used to achieve firing solids to the recov-ery boiler, and may still be necessary to evaporate li-quor from some special fiber sources. In the direct con-tact evaporator, liquor and flue gas are brought to-gether, heat is transferred from flue gases to the li-quor, and mass transfer of liquor water vapor to thegas occurs across the liquor-gas interface. Adequateliquor surface must be provided for the heat and masstransfer. The gas contact acidifies the liquor by ab-sorbing CO2 and SO2, which decreases the solubilityof the dissolved solids and requires continuous agita-tion. The acidification also results in the release of mal-odorous compounds into the flue gas, a negative as-pect of direct contact evaporation.
There are two types of direct contact evaporatorsused in the recovery unit, cyclone and cascade. Thecyclone evaporator (Fig. 21) is a vertical, cylindrical
vessel with the flue gas admitted through a tangentialinlet near the conical bottom. The gas flows in a whirl-ing helical path to the cylinder’s top and leaves througha concentric re-entrant outlet. Black liquor is sprayedacross the gas inlet to obtain contact with the gas. Theliquor droplets mix intimately with the high velocity gasand are centrifugally forced to the cylinder wall. Re-circulated liquor flowing down the cylinder wall car-ries the droplets and any dust or fumes from the gas tothe conical bottom, out through the drain, and into anintegral sump tank. Sufficient liquor from the sumptank is recirculated to the nozzles at the top of theevaporator to keep the interior wall wet, preventing ashaccumulation or localized drying.
In the cascade evaporator, horizontally spaced tu-bular elements are supported between two circular sideplates to form a wheel that is partially submerged ina liquor pool contained in the lower evaporator hous-ing. The wetted tubes are slowly rotated into the gasstream. As the tubes rise above the liquor bath, thesurface coated with black liquor contacts the gasstream flowing through the wheel.
Black liquor oxidationWhen a direct contact evaporator is used, odor can
be reduced by oxidation of sulfur compounds in theliquor before introduction to the evaporator. The oxi-dation stabilizes the sulfide compounds to precludetheir reaction with flue gas in the evaporator and theconsequent release of reduced sulfur gases. Oxidationcan effectively reduce, but does not eliminate, dis-charge of these reduced sulfur gases. The direct con-tact evaporator is the prime source of odor.
Odor is generated in direct contact evaporatorswhen the hot combustion gases strip hydrogen sulfidegas from the black liquor:
2NaHS CO H O Na CO 2H S2 2 2 3 2+ + = + (11)
Fig. 20 Economizer isometric.
Fig. 21 Cyclone evaporator.

The Babcock & Wilcox Company
28-20 Steam 41 / Chemical and Heat Recovery in the Paper Industry
Oxidation stabilizes the black liquor sulfur by con-verting it to thiosulfate:
2NaHS 2O Na S O H O2 2 2 3 2+ = + (12)
Black liquor oxidation involves high capital and op-erating costs; the oxidation step also robs the liquor ofheating value. Modern recovery facilities incorporatemultiple effect evaporators, and the low odor design, whicheliminates the need for a direct contact evaporator.
Black liquor systemRecovery boilers are operated primarily to recover
pulping chemicals. This objective is best realized bymaintaining steady-state operation. Recovery boilersare base loaded at a selected black liquor feed flow orheat input, in contrast to power boiler applicationswhere fuel flow is varied in response to demand forsteam generation.
The black liquor solids concentration can vary withthe rate that recirculated ash sheds from heat trans-fer surfaces, the rate it is collected in the precipitator,and the rate it is returned to the black liquor streamsystem. Considerable fluctuations can occur, depend-ing on which surface is being cleaned by sootblowers,the frequency of sootblower operation, and the rap-ping sequence of precipitator collection surfaces. Theblack liquor system design should provide uniformdispersion of the ash into the liquor to minimize thefluctuation of solids at the burner. This is increasinglyimportant as the liquor solids concentration is in-creased into the regime where burners are maintainedin a fixed position and liquor drying is in-flight (noton the walls). A fluctuation in ash flow would changethe solids concentration by several percent, signifi-cantly impacting the characteristics of the liquor.
A heater is used to adjust the black liquor tempera-ture to that required for optimum combustion andminimum liquor droplet entrainment in the gasstream. The black liquor is typically heated in a tube-and-shell heat exchanger, using low pressure steamon the shell side and black liquor on the tube side.There are two general categories of heater designs thatcan be operated with minimum scaling of the heat trans-fer surface. The first uses a conventional heat ex-changer with once-through flow of liquor at high ve-locity in the tubes. The tubes have polished surfaces toinhibit scale formation. This heat exchanger is satis-factory for long periods of operation without cleaning.
The second approach is to recirculate liquor througha standard heat exchanger with stainless steel tubesurface to maintain high velocities that inhibit scaleformation. This approach also permits long periods ofoperation without cleaning.
As the liquor solids concentration increases above70%, storage can become a problem. Moreover, it be-comes increasingly difficult to blend recycled ash intothe highly concentrated liquor. Recycled ash can bereturned to an intermediate concentration liquorstream (of about 65% concentration) prior to finalevaporation in a concentrator. In this type of arrange-ment, liquor is routed to the recovery furnace from anevaporator system product flash tank. The as-fired
liquor temperature is established by controlling theflash tank operating pressure.
There are two designs of liquor burners, the oscil-lator and the limited vertical sweep (LVS). Oscillatorsare generally applied to liquors of lower heating val-ues or percent solids where longer droplet drying timeis necessary. LVS burners are best used for higherpercent solids and heating value liquors where in-flight, suspension drying of the droplets works well.Both types of burners utilize a nozzle splash plate toproduce a sheet spray of coarse droplets.
The oscillator sprays the black liquor on the furnacewalls, where it is dehydrated and falls to the char bed.The oscillator burners, located in the center of the fur-nace wall between the secondary and tertiary air ports,are continuously rotated and oscillated, spraying liquorin a figure eight pattern to cover a wide band of thewalls above the hearth. Oscillators work well on smallerunits, or with a wide range of liquor characteristics.
With LVS burners (Fig. 22), black liquor is sprayedinto the furnace for in-flight drying and devolatizationof the combustible gas stream rising from the char bed.The objective of the LVS burner is to minimize the li-quor on the wall. The LVS gun is normally used in afixed position, but can also sweep vertically to burnlow solids liquor or those with poor burning charac-teristics. LVS burners are normally applied to largersized, heavier loaded units.
The temperature and pressure of atomized liquordirectly impact recovery furnace operations. Lowertemperature and pressure generally create a larger
Fig. 22 Limited vertical sweep burner.

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-21
particle or droplet of atomized liquor. This minimizesthe entrainment of liquor in the combustion gasespassing to the heat absorbing surfaces. Where walldrying is carried out, large liquor droplets maximizethe liquor sprayed on the wall and minimize in-flightdrying. For oscillator firing, liquor at approximately230F (110C) and 30 psig (207 kPa) generally providesthe most satisfactory operation. For LVS burners, li-quor with a slightly lower pressure of 25 psig (172 kPa)and higher temperature of 250F (121C) provides ac-ceptable results.
As the liquor sprayed on the walls builds, it even-tually falls to the char hearth. The majority of the charfalling from the wall is deposited in front of the pri-mary air ports, requiring 30 to 50% of the total air tobe introduced through the primary ports.
In-flight drying deposits a minimum of char in theprimary air zone around the periphery of the unit, asall the drying and a majority of the devolatization arein-flight over the furnace area. Consequently, lessprimary air flow is required to keep the char from infront of the primary air ports. Because the higher li-quor solids concentration dictated by in-flight dryingtranslates into less water evaporated in the furnace,a greater fraction of the combustion heat released isavailable to maintain bed temperatures. Less primaryair is therefore required when burning liquor in-flightin contrast to the lower concentration liquors encoun-tered in oscillator burner applications.
Ash systemThe sodium compounds entrained in the flue gas
originate from fume generation and liquor dropletcarryover from the lower furnace. The resultant ashdrops out of the flue gas stream and is collected intrough hoppers located below the boiler and econo-mizer modules. The electrostatic precipitator removesnearly all the remaining ash.
The majority of the entrained ash is Na2SO4, and iscommonly referred to as salt cake ash, or simply, saltcake. The ash collected in the trough hoppers andprecipitator must be returned to the black liquor torecover its significant sodium and sulfur contents. Thisis accomplished by mixing the ash into the liquor in aspecially designed tank. The salt cake ash is trans-ferred to the mix tank through a wet ash sluice sys-tem or a drag chain ash conveyor system.
With a dry ash system (Fig. 23), mechanical dragchain conveyors are bolted to the bottom of the boilerand economizer trough hoppers, which extend acrossthe full unit width. The drag chain conveyors areequipped with heat treated, high alloy forged linkchains to support and convey the flights. The convey-ors discharge through rotary seal valves into a collec-tion conveyor. The collection conveyor discharges tothe mix tank where the ash is uniformly mixed withthe liquor.
Drag chain conveyors are also provided across thefloor of the electrostatic precipitator, beneath the col-lecting surfaces. The conveyors discharge to mechani-cal combining conveyors, which in turn discharge thesalt cake ash through rotary valves into the mix tank.Frequently, the dry ash system is arranged with two
mix tanks, one serving the boiler and economizer hop-per ash system and one dedicated to the precipitator.
As discussed previously, successful reductions ofchloride and potassium levels in the ash and black li-quor have been achieved through precipitator ashpurging. Ash can be removed periodically to maintainchloride or potassium concentrations at a specifiedlevel. An ash chute with a rotary valve is added to theback end of an existing precipitator ash transfer con-veyer. When ash purging is desired, the ash conveyeris reversed and the ash falls through the chute into asluice tank.
In a wet ash removal system, black liquor is circu-lated through the hoppers to sluice the collected ash.The sluice discharges directly from the hoppersthrough large pipes to the mix tank. However, thesepipes can become plugged with ash and overflow li-quor which create safety and cleanliness problems.This has led to wider acceptance of the dry ash me-chanical conveyor system. However, the mechanicalconveyors generally require more maintenance thanthe wet ash sluice designs.
The mix tank (Fig. 24) includes a mechanicallyscraped screen to assure that all material which passesto the fuel pumps is small enough to readily passthrough the burner nozzles. Scraping is provided byflights on a low horsepower, slow moving agitator. Thetank is designed to receive salt cake from the gener-ating bank, economizer or precipitator hoppers, mix-ing it with the incoming black liquor.
Combustion air systemB&W’s advanced air management system provides
combustion air at three, and sometimes four, eleva-tions of the furnace: primary, secondary, tertiary, andpotentially quaternary (Fig. 25). The use of at leastthree levels allows performance optimization of therespective furnace zones – the lower furnace reduc-ing zone, the intermediate liquor drying zone, and theupper furnace burnout or combustion completion zone.A quaternary air level may also be applied above thetertiary zone for additional NOx or particulate control.
Fig. 23 Dry ash system.

The Babcock & Wilcox Company
28-22 Steam 41 / Chemical and Heat Recovery in the Paper Industry
The primary air flow quantity must be sufficient toproduce stable combustion and to provide the hot re-ducing zone for the molten smelt. Increasing primaryair flow beyond the level required to achieve theseobjectives increases the amount of Na2S re-oxidizedto Na2SO4. The balance of the air at or less than thestoichiometric requirement is introduced above thechar bed at the secondary level to control the rate atwhich the liquor dries and the volatiles combust, andto minimize the formation of NOx. The additional airrequired to complete combustion is introduced at thetertiary level (and quaternary if supplied).
The air system may be arranged as a single-fan, two-fan (one primary and one secondary/tertiary/quater-nary) or three-fan system. On larger systems, additionalprovisions are made to bias the air flow between respec-tive air levels, from side to side on the primary and sec-ondary air, or from front to rear on the tertiary air. Thisgives additional flexibility to the operator.
The primary air ports are arranged on all four fur-nace walls about 3 ft (0.9 m) above the floor. Air isintroduced at a low velocity and 3 to 4 in. wg (0.75 to1.0 kPa) static pressure which prevents it from pen-etrating the bed. The air lifts the carbon char in frontof the port back onto the bed and maintains ignition.
Approximately 40% of the total air is admitted atthe secondary zone. The air is introduced at the pres-sure and velocity needed to penetrate the furnace 4to 6 ft (1.2 to 1.8 m) above the primary air ports. Avelocity damper is used on each port.
Proper secondary air mixing with the gases risingfrom the char bed results in volatile combustion gener-ating the heat required for in-flight liquor drying. Thissecondary zone typically exhibits the highest tempera-tures in the recovery furnace. The quantity of second-ary air is dictated by the amount of burning required
to dry liquor and control bed height, and decreases asthe black liquor solids concentration increases.
The balance of the air is admitted at ambient tem-perature through the tertiary air ports located abovethe liquor guns, and through quaternary ports, if sup-plied. A velocity damper is again used on each port.The tertiary (and quaternary) flow increases propor-tionately as the solids increase.
The secondary air ports are normally arranged on thelongest furnace wall, generally the side walls, as thefurnace is deeper than it is wide. In contrast, the ter-tiary air ports are arranged on the front and rear walls.
Buildup of smelt and char that restricts the air portopenings can cause a performance deterioration. Areduction in port area affects air pressure at the portor air flow through the port, depending on which isbeing controlled. When air flow is controlled, the ef-fect of plugged ports is to increase air pressure andpush the bed farther from the wall. If pressure is con-trolled, the effect is a resultant decrease in air flow.This results in less effective burning of the primaryzone with a decrease in furnace temperature and in-creased emissions.
Primary air port openings are generally cleaned(rodded) every two hours to maintain proper air dis-tribution and bed height. Automatic port rodders pro-vide continuous cleaning to maintain a constant flowarea. The automatic port rodding system stabilizeslower furnace combustion for maximum thermal effi-ciency and is vital in achieving low emissions.
Secondary and tertiary air ports also require peri-odic rodding, although the plugging that occurs atthese ports is generally less severe than at the primaryair ports. In the secondary and tertiary ports, therodding equipment can be integrated with the veloc-ity control damper. This is necessary to provide syn-chronization of the damper and rodder drives.
LiquorFiringEquipment
QuaternaryAir (0-10%)
Tertiary Air(10-20%)
Devolatilizationand Drying Zone
Secondary Air( 40%)
Primary Air( 40%)
Carbon Burnout,NO / ParticulateReduction
ChemicalReduction Zone(MaximumNa So Na S)
Fig. 25 Advanced air management system.
Fig. 24 Salt cake mix tank.

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-23
To further enhance stability in the lower furnace,the primary and secondary air is preheated in a steamcoil air heater. Low pressure steam, normally 50 to 60psig (345 to 414 kPa) is used for preheating. Addi-tional preheating is provided by steam at 150 to 165psig (1034 to 1138 kPa), typically achieving a 300F(149C) combustion air temperature. When burningliquors with a low heating value or from a nonwoodfiber, air should be preheated to about 400F (204C).Water coil air heaters, sometimes used within thefeedwater circuit around the economizer, may also beused to provide these air temperatures.
Flue gas systemCombustion gas exiting the economizer is routed
through flues to the electrostatic precipitator and in-duced draft fan before discharge through a stack tothe atmosphere.
The induced draft fan speed controls the pressureinside the furnace. The fan is normally located afterthe precipitator, allowing the fan to operate in thecleaner gas.
A two-chamber precipitator is normally used. Eachchamber is equipped with isolation gates or dampersand a dedicated induced draft fan discharging to acommon stack. Flue gas exiting the economizer is di-vided into two flues, which route the gases to theprecipitator’s two chambers. Each chamber typically hassufficient capacity to operate the recovery boiler at 70%load, corresponding to a stable black liquor firing mode.When designing the precipitator chamber, the expectedgas flow rate should include that of the sootblower steamand the increased excess air under which the boilerwould operate at a reduced rating. The maximum per-missible particulate discharge rate then establishes theelectrostatic precipitator size.
Cleaning systemAsh entrainment in furnace gases is affected by gas
velocity, air distribution and liquor properties. Thedesign of all recovery unit heating surfaces shouldinclude sootblowers using steam as the cleaning me-dium. Gas temperatures must be calculated to makecertain that velocities and tube spacings are compat-ible with the sootblowers.
High levels of chloride and potassium in the blackliquor may require greater cleaning frequency. As unitoverload is increased, additional entrainment of ashand sublimated sodium compounds also leads to morefrequent water washing. This term describes an off-line cleaning procedure which uses high pressurewater to eliminate excessive deposits or buildups onthe boiler’s convection surfaces. In addition to excessquantities of flue gas ash, velocities and temperaturesthroughout the unit are increased, making ash depos-its more difficult to remove.
Auxiliary fuel systemThe primary objective of the recovery boiler is to
process black liquor. However, the unit can fire aux-iliary fuel, usually natural gas and/or fuel oil. This fuelis fired through specially designed burners, arrangedat the secondary air level. These burners raise steam
pressure during startup, sustain ignition while build-ing a char bed, stabilize the furnace during upset con-ditions, carry load while operating as a power boiler,and burn out the char bed when shutting down.
In some installations, the recovery boiler must beable to generate full load steam flow and temperatureon auxiliary fuel. These applications typically arise inmills that cogenerate electricity and/or have limitedpower boiler steam generating capability. Increasedauxiliary fuel capacity can be accommodated by add-ing auxiliary burners above the secondary air level(typically at or above the tertiary air level).
Upper level burners allow combination black liquorand auxiliary fuel firing with minimal interferencewith lower furnace operations. This is not possiblewhen operating the secondary level auxiliary burn-ers. Also, the upper level burners can provide highersteam temperatures at lower loads during startup,which can be important in mills operating high steamtemperature turbine-generators.
The auxiliary fuel burners are in a very hostileenvironment that compromises burner reliability andincreases burner maintenance. B&W has always uti-lized rectangular shaped bent tube openings for burn-ers to reduce accumulations of salt cake in the burnerwindbox and to keep the damaging furnace radiantheat away from vulnerable burner and lighter compo-nents. The oil atomizer or gas pipe elements are manu-ally retracted when not in use. They would then bemanually inserted when needed to start the burners.
The LM2100 auxiliary burner (Fig. 26) is designedto retract the burner and lighter elements into thewindbox and insert them again to the same locationusing locally activated air cylinders. In addition toprotection from radiant heat, the use of air cylindersalso keeps the fuel elements at the correct positionwhen inserted. The LM2100 improves burner reliabil-ity and maintenance. The LM2100 is standard designfor new recovery boilers and can be retrofit to exist-ing recovery boilers of any manufacturer.
Non-condensable gases/waste streamsWithin the typical pulp and paper mill, there are
numerous liquid and gaseous waste streams that aresubject to stringent environmental disposal regula-tions. These waste streams are commonly incineratedon site. One simple and effective incineration methodis to introduce these streams into an operating boiler.
Gaseous streams are typically characterized as non-condensable gas (NCG) or stripper off gas (SOG). NCGis a mixture of sulfur compounds and hydrocarbonsmixed with air and is either dilute (DNCG) or concen-trated (CNCG). These terms refer to the concentrationof active compounds within the NCG. If the percent-age of sulfur compounds and hydrocarbons is belowthe lower explosion limit (LEL) in air, the NCG is con-sidered dilute, is essentially foul air, and is relativelyeasy to handle. It does, however, present minor chal-lenges. It can be corrosive and is unpleasant to smell.If the percentage of active compounds is above the up-per explosion limit (UEL) in air, the NCG is consideredconcentrated. CNCG should be treated as a corrosive fuelstream. These streams require added precautions.

The Babcock & Wilcox Company
28-24 Steam 41 / Chemical and Heat Recovery in the Paper Industry
The explosion limits for some representative gasesfound in NCG are shown in Table 4. The generallyaccepted LEL for mixtures of gases in air is 2% byvolume, and the generally accepted UEL is 50%. SOGis usually a mixture of methanol in air, and is typi-cally handled like CNCG.
These gases require special safety precautions forcollection and handling. Their escape must be pre-vented in and around the boiler building for person-nel and equipment protection, and condensate mustnot be allowed to enter the furnace. For CNCG gases,additional precautions are required to avoid fire andexplosion in equipment and transport systems. Posi-tive ignition systems are required for gases enteringthe furnace.
It is generally preferred that these non-condens-able gases be burned in mill power boilers, as theseunits can more easily include the appropriate safetyequipment. One disadvantage to using power boilersis the requirement to capture the SO2 generated bycombustion of the sulfur compounds, unless the boileris equipped with a scrubber. For recovery boilers, theexplosion potential due to tube failures does not makethis type of boiler a good application to introduce for-eign streams. BLRBAC does not encourage the intro-duction of waste streams into recovery boilers. It has,however, become more commonplace in recent yearsto utilize recovery boilers for this disposal, as mills are
required to meet more stringent regulations. Recov-ery boilers can have the ability to capture the SO2 fromNCG combustion. Significant caution and special sys-tem design are necessary to safely burn NCG in a re-covery boiler.
DNCGs can often be mixed with the combustion airfor the tertiary air port level on a recovery boiler, orfor the stoker on a power boiler. The primary concernis to assure adequate main fuel, usually equal to orabove 50% of load, to assure burnout of the gases. Toavoid odor problems, the ducts, windboxes and otherair transport components must be air tight. Corrosionin the feed ducts can be reduced by mixing the gaseswith hot air or heating the mixture. For power boil-ers, if the sulfur input is high, boiler exit corrosion andemissions can increase. The corrosion rate can be re-duced by upgrading alloys and/or coatings or by increas-ing the gas temperature to stay above the dew point.
For CNCG gases, transport must avoid air leakagethat could move the mixture into the explosive range.Typically, these gases are fired with a support com-bustion source, such as an igniter in close proximity,to assure burnout. Stainless steel piping is used toavoid corrosion. One stream explicitly excluded fromany boiler incineration consideration is terpenes (tur-pentine vapor). The UEL of these streams is not de-fined, and terpenes have been the most prevalentcauses of explosions in non-condensable gas collection,transport and combustion systems.
For either gas, provision must be made to avoid slugsof liquid entering the furnace. System design uses flamepropagation arresters to avoid explosions, and safetyinterlocks must be integrated into the existing controls.
For any type of waste gas, it is important that acomplete analysis of the fuel parameters (constituents,amounts, moisture, etc.) be understood so that theappropriate systems and safeguards can be designed.It is then possible to determine the proper furnacetemperatures and residence times required to assurecomplete combustion.
There are also several liquid waste streams withdisposal requirements. These include soap, tall oil,methanol, spent acid and secondary sludge. These arenormally blended and combusted with the black liquorfuel. Under specific circumstances, they may be firedin a separate, dedicated burner. Turpentine, anotherliquid stream, is extremely unpredictable and gener-ally restricted from either of the above methods. Han-dling and combusting recommendations and cautionscan be found in BLRBAC guidelines.
Smelt spout systemSmelt exits the furnace through specially designed
openings at the low point of the floor and is conveyedto the dissolving tank in a sloped water-cooled trough,or smelt spout (Fig. 27). The spout is bolted to the fur-nace wall mounting box. Most original spout designshad the machined face of the spout positioned againstthe outside of the furnace wall tubes surrounding theopening. While many of this arrangement are still inoperation, the fully insertable spout has become com-mon. This type of spout inserts directly into the spoutopening, where the spout taps the smelt directly from
Table 4NCG Gases Explosion Limits
Lower Explosion Upper Explosion Constituent Limit (LEL) Limit (UEL) Gas % Volume in Air % Volume in Air
Turpentine 0.8 Not establishedMethanol 7.3 36.0Hydrogen Sulfide 4.3 45.0Methyl Mercaptain 3.9 21.8Dimethyl Sulfide 2.2 19.7Dimethyl Disulfide 1.1 16.1
Fig. 26 B&W’s LM2100® burner.

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-25
the furnace and no smelt contacts the spout openingtube surface. This has helped alleviate significantspout opening wear and deterioration.
Insertable spouts use a round-shaped trough. Fornoninserted spouts, the trough is V-shaped to corre-spond to the V-shaped bottom of the wall opening. Ei-ther spout design is constructed of a double wall car-bon steel trough, with a continuous flow of coolingwater passing between the inner and outer walls.Given the explosive nature of smelt-water reactionsand the extreme temperature of the molten smelt, thespout must receive adequate cooling water. A dedi-cated cooling system with built in redundancy andmultiple sources of backup water assures system reli-ability (Fig. 28). This system may either be a pressur-ized cooling system, or more commonly a gravity flow,induced vacuum system where the water in the smeltspout is at less than atmospheric pressure. The cool-ing water is treated in a dedicated, closed cycle to mini-mize scale-forming contaminants.
Green liquor systemThe smelt is dissolved in green liquor in an agitated
tank. Green liquor is withdrawn from the tank at acontrolled density and the volume replaced with weakwash. The entering smelt stream must be finely dis-persed, or shattered, to control the smelt-water reac-tion by rapid dissolution of the smelt into the greenliquor. Excessively large smelt particles entering thetank can lead to explosions. The outer surface of a largesmelt particle cools quickly as it contacts the green li-quor, forming an outer shell around its hot core. Asthe shrinking forces build, the particle shell explodes,exposing the hot core to water and resulting in thesudden release of steam. To eliminate large smelt par-ticles from reaching the dissolving tank contents,
steam shatter jets are located above the smelt streamto disperse the flow into the tank.
The smelt spout discharge is enclosed by a hood(Fig. 27). The steam shatter jets are mounted on thetop of the hood, with the nozzle angle adjusted to di-rect the jet at the smelt stream cascading off the spoutend. The periphery of the hood is equipped with washheaders to flush the hood walls and prevent smeltbuildup. A door is provided in the hood for operatoraccess to inspect and to rod the spout and opening.
The dissolving tank is of heavy construction and isequipped for agitation. One or more agitators, eitherside or top entering, are generally used, including anemergency backup system, such as steam nozzles. Astainless steel band is commonly used in the carbon steeltank at the liquor level for corrosion protection, while thefloor is protected with steel grating or poured refractory.
As the smelt is cooled and dissolved into the greenliquor, large quantities of steam are released. Thesteam vapors are pulled through an oversized atmo-spheric vent on the tank to quickly relieve pressurein the event of a surge or explosion. Smelt particlesand green liquor droplets are entrained in the steam-air mixture vented from the tank. These vented gasesalso contain H2S that must be removed prior to dis-charge to the atmosphere. Typically, a vent stack scrub-ber (Fig. 29) is used to reduce H2S emissions and totrap entrained particulates. Weak wash is used as thescrubbing medium to take advantage of its residualNaOH, which absorbs the malodorous gases.
Alternate processes and liquors
Soda processWith few exceptions, the requirements and features
of the kraft recovery boiler apply to the soda recoveryboiler. Because sulfur is not present in the soda pro-
Fig. 28 Smelt spout cooling system.
Fig. 27 Integral smelt spout hood with shatter jet assembly.

The Babcock & Wilcox Company
28-26 Steam 41 / Chemical and Heat Recovery in the Paper Industry
cess, there is no sulfur reduction in the recovery fur-nace. Soda ash (Na2CO3) is added to the recovered greenliquor. The ash collected from the boiler hoppers and theelectrostatic precipitator is in the form of Na2CO3 and canbe added directly to the green liquor in the dissolvingtank. A salt cake mix tank is not required.
In the furnace, the soda liquor does not form a suit-ably reactive char for burning in a bed. It is finelyatomized and sprayed into the furnace by multiplesoda liquor burners. The fine spray dehydrates inflight and combustion takes place largely in suspen-sion in an oxidizing atmosphere. Combustion air isadmitted through primary and secondary air portsaround the furnace periphery, with the hottest partof the furnace just above the hearth. The Na2CO3 col-lects in molten form on the hearth and dischargesthrough the smelt spouts.
The Na2CO3 smelt has a higher melting point thanthe kraft process smelt. This makes the soda smeltmore difficult to tap from the furnace and shatter.Auxiliary fuel burners can be located low in the sidewalls, close to the spout wall, to keep the smelt hot foreasier tapping.
Nonwood fiber liquorMany countries do not have adequate forest resources
for pulp production. As a result, alternative fiber sourcesare used, such as bamboo, sugar cane bagasse, reeds andstraw. Black liquor from these fibrous materials requiresspecial consideration in recovery system design.
The liquor is generally characterized by high vis-cosity and high silica content. The high viscosity lim-its the level at which liquor can be concentrated inmultiple effect evaporators, and direct contact evapo-rators are generally required. Higher combustion airtemperatures are used to compensate for the low li-quor concentrations while allowing flexibility in ad-justing the firing conditions.
Sulfite processPulp produced by the sulfite process is divided into
two broad categories, semi-chemical and chemical.Semi-chemical pulp requires mechanical fiberizing ofthe wood chips after cooking. Chemical pulp is largelymanufactured by the acid sulfite and bisulfite pro-cesses, which differ from the alkaline processes in thatan acid liquor is used to cook the wood chips. The acidsulfite process is characterized by an initial cooking li-quor pH of 1 to 2. The bisulfite process operates with apH of 2 to 6. Cooking liquor used in a neutral sulfiteprocess for manufacture of semi-chemical pulps has aninitial pH of 6 to 10. Spent sulfite liquor, separated fromchemical and semi-chemical pulp and containing theresidual cooking chemicals and dissolved constituentsof the wood, is evaporated and burned, and the chemi-cals are recovered in a system particular to each base.
Sulfite process pulp mills normally use one of fourbasic chemicals for digestion of wood chips to derive alarge spectrum of pulp products: sodium, calcium, mag-nesium or ammonium. The principal differences in thesulfite waste liquor of the four bases are the physicalproperties of the base and the products of combustion.
Sodium This system reconstitutes the base in a formsuitable for reuse in the pulping cycle. The sodium-baseliquor may be burned alone or in combination withblack liquor in a kraft recovery unit. The base chemi-cal is recovered as a smelt of Na2S with some Na2CO3
which would be a suitable makeup chemical for anearby kraft mill. The combination of sulfite liquor andkraft liquor, referred to as cross recovery, is common topulp mill operations. The proportion of sulfite liquor incross recovery is generally the equivalent of the sodiummakeup requirement of the kraft mill cycle.
Calcium Calcium-base liquor is concentrated andburned in specially designed furnaces. The furnace andboiler design applicable to magnesium-base liquor com-bustion can also be applied to calcium. This process islargely historic today due to its unacceptable effluents.
Magnesium With the magnesium base, a simplesystem is available for recovery of heat and totalchemicals. This is due to the chemical and physicalproperties of the base. The spent liquor is burned atelevated temperatures in a controlled oxidizing atmo-sphere, and the base is recovered in the form of anactive magnesium oxide (MgO) ash. The oxide can bereadily recombined in a simple secondary system withthe SO2 produced in combustion, thereby reconstitut-ing the cooking acid for pulping.
Industrial interest in the improved pulp from a vari-ety of wood species stimulated the development ofpulping techniques using a magnesium base. The twomajor pulping procedures, whereby a variety of pulpscan be produced, are magnesium acid sulfite and
Fig. 29 Vent stack scrubber.

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-27
bisulfite, or magnefite. The basic magnesium recovery sys-tem is appropriate for each of the pulping processes.
The heavy liquor is fired with steam-atomizingburners located in opposite furnace walls (see Fig. 30).The combustion products of the liquor’s sulfur andmagnesium are discharged from the furnace in the gasstream as sulfur dioxide and solid particles of MgOash. Most of the MgO is removed from the gas streamin a mechanical collector or electrostatic precipitatorand is then slaked to magnesium hydroxide, orMg(OH)2. In the complex secondary recovery system,the SO2 is recovered by reaction with the Mg(OH)2 toproduce a magnesium bisulfite acid in an absorptionsystem. This acid is passed through a fortification orbisulfiting system and is fortified with makeup SO2.The finished cooking acid is filtered and placed in stor-age for reuse in the digester.
Ammonium Ammonium-base liquor is the ideal fuelfor producing a low ash combustion product. Burningcan be accomplished in a simple recovery boiler. Theammonia decomposes on burning to nitrogen andhydrogen, the latter oxidizing to water vapor and thusdestroying the base. Concentrated ammonium sulfiteliquor is burned in a furnace and recovery system simi-lar to magnesium-base liquor. SO2 produced in com-bustion can be absorbed in a secondary system to yieldcooking acid for pulping. The SO2 reacts in an absorp-tion system with an anhydrous or aqueous ammoniummakeup chemical to produce ammonium bisulfite acid.In a neutral sulfite semi-chemical plant, the absorp-tion system produces cooking liquor consisting essen-tially of ammonium sulfite.
Black liquor gasification
Advanced technologies – gasifier developmentA new technology being investigated for the com-
bustion/reduction of black liquor (and thus replacingthe process recovery boiler) is black liquor gasification(BLG). This technology involves the partial oxidationof the black liquor to produce a fuel gas that can beburned in a gas turbine/electric generator or fired ina power boiler. In the process, sulfur and sodium com-pounds are recovered from the fuel gas, before it issent to the turbine or boiler, for regeneration of thepulping chemicals.
Potential BLG advantagesThe pulp and paper process requires high capital
investment in plant equipment, high internally gen-erated energy consumption, and high purchasedpower consumption. BLG may have the potential tofavorably impact mill energy efficiency, environmen-tal performance, operating costs and pulp yields.
Energy efficiency The amount of electricity pulpmills need to import varies considerably from mill tomill and is dependant on the power/steam cycle usedand on the type of pulp produced. Electrical loads haveincreased relative to steam loads as more electricity isneeded to operate recycling, mechanical pulping, andpollution control equipment. Most mills import a sig-nificant portion of the mill’s electricity demand, and
BLG, integrated with combined cycle power produc-tion, may offer increased cycle efficiencies and elec-tricity production.
Process flexibility Gasification technology can re-turn sulfur to the pulping process in a variety of forms(sulfide, elemental sulfur, polysulfide, and/or sulfite).This provides opportunities to produce pulp with sub-stantially improved yields and properties.
Availability The fouling of convection pass surfacescan reduce recovery boiler availability. BLG may pro-vide a greater availability in that heat transfer sur-face fouling in either a power boiler or gas turbineheat recovery steam generator might be lower. Inter-mediate cleanup equipment removes sulfur com-pounds and alkali fume from the product gas.
Safety Smelt-water reactions are largely unpredict-able and continue to pose a risk when operating kraftrecovery boilers. Low-temperature BLG produces nomolten smelt, eliminating the potential of smelt-wa-ter reactions, and high-temperature BLG at elevatedpressure is expected to significantly reduce the likeli-hood and resultant force of an explosion.
Fig. 30 MgO recovery boiler.

The Babcock & Wilcox Company
28-28 Steam 41 / Chemical and Heat Recovery in the Paper Industry
Emissions BLG processes require that sulfur andparticulate emissions be removed from the fuel gas.As a result, overall emissions from a BLG-based pro-cess are expected to be low.
BLG processesBlack liquor gasification technologies can be clas-
sified by operating temperature. Low-temperatureBLG is operated below the first melting temperatureof the inorganic salts, typically 1112 to 1292F (600 to700C), to produce a solid inorganic ash. High-tempera-ture BLG is operated above the final melting tempera-ture of the inorganic salts, typically 1652 to 1832F (900to 1000C), to produce a molten smelt. Black liquor gas-ifiers have utilized either the fluidized-bed (for low-tem-perature BLG) or entrained-flow designs (for high-tem-perature, molten-phase designs), as described in Chap-ter 18. Typical BLG processes are shown in Fig. 31.
Low temperature gasifiers operate at 1292F (700C)or lower so that the organics leave as dry solids. Thistype of gasification process is normally conducted atatmospheric pressure and produces a product gas ofapproximately 200 to 300 Btu/DSCF (11.8 MJ/Nm3).Minimal gas cleanup is required, and the product gasis generally fired to offset auxiliary fuel in a powerboiler. This allows additional black liquor processingcapacity, provides a useful product gas for auxiliaryfuel use, and is well suited for incremental capacityadditions at existing mills.
High temperature gasifiers generally operate at1742F (950C) or higher and produce a product gas ofapproximately 85 to 100 Btu/DSCF (3.9 MJ/Nm3) anda molten smelt of inorganic chemicals. High-tempera-ture BLG can be pressurized and integrated with acombined cycle system for power generation. Productgas cleanup systems are required for the removal/re-duction of sulfur and particulate emissions before thegas turbine. These systems can also separate the sul-
fur compounds from the product gas and return themto the pulping process.
Status and development needsAtmospheric pressure BLG has had the most devel-
opment to date. Various concepts, both high and lowtemperature, have been in design and pilot stagessince the early 1990s. The first fully commercial pro-cess is an air-blown, high-temperature entrained flowgasifier with a processing capacity of 15 t/h of dry sol-ids. This process provides incremental recovery capac-ity with product gas burned in a boiler.
High-temperature BLG with combined-cycle powergeneration is in development. Various pilot work isbeing done for pressurized, oxygen-blown entrained-flow reactors and large-scale commercial units arecontemplated for the near future.
Black liquor gasification is a promising technology, butkey issues must be resolved before full commercializa-tion. While current Tomlinson technology is capital in-tensive, early BLG installations are expected to be quiteexpensive. Capital costs must be reduced, positive eco-nomics must result and the overall economic case mustbe strengthened for BLG to provide superior returns.
Specific gasifier design and process integration issuesexist, including gasifier materials selection, refractorycorrosion, product gas cleanup equipment, tar forma-tion, sulfur removal, and an increased causticizing load.Many activities are underway within the industry toinvestigate and resolve these and other issues.
An important aspect of the overall process and eco-nomics is the effect of integrating higher yield pulpingtechnologies into the BLG cycle (split sulfidity, polysul-fide, etc.), as these can have significant positive im-pact on overall economics. They, too, are capital in-tensive and will take some development, but integrat-ing them into the process is the key to providing ac-ceptable, positive economic returns.
Fig. 31 Black liquor gasification processes.
BlackLiquor
GreenLiquor
600-700C
Gasifier
GasCooling / Heat
Recovery
Particulate / GasCleanup
SodiumSulfide
Product Gasto Process orPower Boiler
BedSolids
H2SAbsorber
Steam
SulfurChemicals
GasCooling
RawGas
O2
BlackLiquor
GreenLiquor
Electricity
Gas Turbine
HRSG
Steam
FlueGas
Clean Fuel Gas
GasCleanup
900-1000C
Gasifier
High-Temperature, PressurizedCombined Cycle Black Liquor Gasification6
Low-Temperature, AtmosphericBlack Liquor Gasification
Feedwater

The Babcock & Wilcox Company
Steam 41 / Chemical and Heat Recovery in the Paper Industry 28-29
1. Adapted from Hough, G.W., “Chemical Recovery in theAlkaline Pulping Processes,” Technical Association of thePulp and Paper Industry, Inc., (TAPPI), p. 197, 1985.2. Adapted from Smook, G.A., Handbook for Pulp andPaper Technologists, Joint Textbook Committee of the Pa-per Industry TAPPI/CPPA, p. 69, 1986.3. Wiggins, D., et al., “Liquor Cycle Chloride Control Re-stores Recovery Boiler Availability,” TAPPI EngineeringConference, Atlanta, Georgia, Sept. 17-21, 2000.
4. Tran, H.N., “Kraft Recovery Boiler Plugging and Pre-vention,” Notes from the Tappi Kraft Recovery ShortCourse, pp. 209-218, Orlando, Florida, January, 1992.5. Adapted from Whitney, R.P., Chemical Recovery in Al-kaline Pulping Processes, TAPPI, Monograph Series No.32, p. 40, 1968.6. Taken from Air Products & Chemicals, Inc. presenta-tion at the American Institute of Chemical Engineers(AIChE) Annual Meeting, Miami Beach, Florida, Novem-ber 15-20, 1998.
References

The Babcock & Wilcox Company
28-30 Steam 41 / Chemical and Heat Recovery in the Paper Industry
Pulp and paper facility.